
ウェブ搬送装置及びウェブ搬送方法
【課題】製造効率の向上や歩留まり低下が実現可能なウェブ搬送装置、及びウェブ搬送方法の提供。
【解決手段】複数対のニップローラN1を用いて箔90を搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせるヘッドユニット25を備えるウェブ搬送装置において、ヘッドユニット25と連動し、箔90の搬送経路を変更するダミーローラ24aを有し、ヘッドユニット25が動作した際に、ダミーローラ24aにより箔90のパスラインの変化を抑えることで箔90のテンション低下量を減少させる。
【解決手段】複数対のニップローラN1を用いて箔90を搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせるヘッドユニット25を備えるウェブ搬送装置において、ヘッドユニット25と連動し、箔90の搬送経路を変更するダミーローラ24aを有し、ヘッドユニット25が動作した際に、ダミーローラ24aにより箔90のパスラインの変化を抑えることで箔90のテンション低下量を減少させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薄膜搬送に関する技術であり、詳しくは搬送装置、搬送方法における薄膜(ウェブ)のテンションのコントロールや、薄膜の張り替え時に関する技術についてされたものである。
【背景技術】
【0002】
近年、ハイブリットカーや電気自動車など、自動車の駆動にモータを用いるケースが多くなってきた。そして、自動車に搭載する駆動用のモータの出力を得る為には、小型で高出力の二次電池を必要とする。
車載される二次電池には、電極として金属製の薄膜が用いられており、薄膜電極製造には、薄膜搬送に関する技術が用いられている。
そして薄膜搬送に関する技術に関しては、色々な技術が開示されている。
【0003】
特許文献1は、電気二重層コンデンサ用シート状電極の製造方法及びロール圧延装置に関する技術が公開されている。
ロール状の長尺なウェブを塗工、圧延、乾燥等の所定の工程を経るように搬送する技術である。ウェブを一定のテンションで搬送し、幅方向のズレに関してはエッジポジションコントローラによって制御することで、縁部が折れ曲がって一部が重なったり、縁部に亀裂が生じたりすることなく安定してウェブを圧延、搬送することが可能となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−186193号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1には以下に説明する課題があると考えられる。
二次電池の電極体を製造する工程においては、その製造品質の向上は無論であるが、製造効率の向上や歩留まりの低下も重視される。しかしながら、特許文献1にはそのような記載や示唆が無い。
特に、ロール交換時やウェブ破断時におけるメンテナンス性の向上は二次電池の電極体を製造する上では、重視される。
【0006】
そこで、本発明はこのような課題を解決するために、製造効率の向上や歩留まり低下が実現可能なウェブ搬送装置、及びウェブ搬送方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明によるウェブ搬送装置は以下のような特徴を有する。
(1)複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、
前記退避構造と連動し、前記ウェブの搬送経路を変更するテンション保持機構を有し、前記退避構造が動作した際に、前記テンション保持機構により前記ウェブのテンション低下量を減少させることを特徴とする。
【0008】
(2)(1)に記載のウェブ搬送装置において、
前記ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、前記ダンサーローラを駆動する駆動装置と、前記駆動装置と接続するドライブシャフトと、前記ドライブシャフトの外周に配置される中空パイプと、前記ダンサーローラの両端を回転可能に支持し、前記中空パイプに接続される一対のアームと、を備え、前記ドライブシャフトと前記中空パイプは、係止ピンを用いて前記ダンサーローラの中央部と対応する位置で固定されていることを特徴とする。
【0009】
(3)(2)に記載のウェブ搬送装置において、
前記ウェブの搬送を行う複数対の前記ローラ駆動機構は、駆動ローラと加圧ローラとを有し、前記加圧ローラは、前記ダンサーローラと同様に、前記駆動装置と、前記ドライブシャフトと、前記中空パイプと、前記アームと、前記係止ピンを備え、前記ダンサーローラに用いる前記駆動装置と同じ側に、前記加圧ローラに用いる前記駆動装置が配置されることを特徴とする。
【0010】
(4)(3)に記載のウェブ搬送装置において、
前記ウェブに塗工する塗工機構を有し、前記ウェブの搬送方向に対し、前記塗工機構よりも後に配置される1対の前記ローラ駆動機構のうち、前記加圧ローラがテーパ状であることを特徴とする。
【0011】
また、前記目的を達成するために、本発明によるウェブ搬送方法は以下のような特徴を有する。
(5)ウェブを複数備えた一対のローラ駆動機構にて搬送するウェブ搬送方法において、
前記一対のローラ駆動機構で前記ウェブのテンション領域を複数に分割し、前記一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、前記基準ローラから近い第1テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記ウェブのテンションをかけていくことを特徴とする。
【発明の効果】
【0012】
このような特徴を有する本発明によるウェブ搬送装置により、以下のような作用、効果が得られる。
上記(1)に記載される発明の構成は、複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、退避構造と連動し、ウェブの搬送経路を変更するテンション保持機構を有し、退避構造が動作した際に、テンション保持機構によりウェブのテンション低下量を減少させるものである。
【0013】
ウェブ搬送装置にテンション保持機構を有し、退避構造と連動してウェブの搬送経路を変更するので、退避機構が稼働した際に、テンション保持機構によって、ウェブのテンションを保持することができる。
例えば、ダミーローラなどを用いて、ウェブを退避機構と連動して押圧することで、ウェブのパスラインの変化を抑えることを可能とする。テンションが保持され、パスラインの変化が抑えられることで、退避機構が働いた時にもウェブのたるみ等を抑えることが可能となる。退避構造は、例えばグラビアロール部分とウェブを接続した部分が接触しないようにウェブを退避させるなど、ウェブ搬送機構には必要な機構である。
【0014】
そして、退避機構が働くことでウェブがたるんでしまうと、テンションを張り直す必要がある。この作業は時間のロスと共に、後工程に備えられるテンションコントローラなどでテンションを張る必要がある為、ウェブを消費する。
しかしながら、テンション保持機構を有することで、パスラインの変化を抑えることができ、製造効率を向上することが可能となる。また、ウェブの消費を抑えることができるので歩留まりの低下も実現可能となる。
【0015】
また、上記(2)に記載の発明の構成は、ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、ダンサーローラを駆動する駆動装置と、駆動装置と接続するドライブシャフトと、ドライブシャフトの外周に配置される中空パイプと、ダンサーローラの両端を回転可能に支持し、中空パイプに接続される一対のアームと、を備え、ドライブシャフトと中空パイプは、係止ピンを用いてダンサーローラの中央部と対応する位置で固定されるものである。
【0016】
ダンサーローラの駆動装置を片側からの駆動とし、中空パイプとドライブシャフトを係止ピンでダンサーローラの中央にて結合しているため、駆動装置からドライブシャフトに伝達される動力は、中空パイプにおいてダンサーローラの中央部と対応する位置に伝達される。このような構造となっているので、動力の伝達によってダンサーローラの傾きを抑えることができる。
ダンサーローラの傾きはウェブの蛇行の原因となる為、通常はダンサーローラの駆動機構はダンサーローラの両端に設けられる。しかしながら、駆動機構を両側に設けるとメンテナンス性が悪化する上、防塵などの問題も発生する。
このため、駆動機構を片側だけに設け、かつダンサーローラの傾きを抑えることができることで、コストダウンに貢献し、メンテナンス性の向上を図ることが可能となる。
【0017】
また、上記(3)に記載の発明の構成は、(2)に記載のウェブ搬送装置において、ウェブの搬送を行う複数対のローラ駆動機構は、駆動ローラと加圧ローラとを有し、加圧ローラは、ダンサーローラと同様に、駆動装置と、ドライブシャフトと、中空パイプと、アームと、係止ピンを備え、ダンサーローラに用いる駆動装置と同じ側に、加圧ローラに用いる駆動装置が配置されるものである。
【0018】
ダンサーローラと同様にローラ駆動機構の加圧ローラについても、中空パイプの中央でドライブシャフトを係止ピンで接続する構造を採用することで、駆動装置からの推力による加圧ローラの傾きを防ぐことが可能となる。その結果、ウェブの蛇行を防ぐことが可能となる。
また、駆動装置をダンサーローラと同様に片持駆動とし、ダンサーローラの駆動装置と同じ方向に配置させることで、装置のメンテナンス性を向上させることが可能となる。
【0019】
また、上記(4)に記載の発明は、(3)に記載のウェブ搬送装置において、ウェブに塗工する塗工機構を有し、ウェブの搬送方向に対し、塗工機構よりも後に配置される1対のローラ駆動機構のうち、加圧ローラがテーパ状にするものである。
加圧ローラをテーパ状とすることで、ウェブに複数条の塗工部分を形成するにあたり、ウェブに発生するシワを抑制し、発生したシワを除去することが可能となる。
これは、テーパ状となった加圧ローラを駆動ローラに押し付けるようにしてウェブを搬送する際に、加圧ローラがテーパ状になっていることでウェブに幅方向外側への力が働く為である。
【0020】
また、このような特徴を有する本発明によるウェブ搬送方法により、以下のような作用、効果が得られる。
上記(5)に記載の発明の構成は、ウェブを複数備えた一対のローラにて搬送するウェブ搬送方法において、一対のローラ駆動機構でウェブのテンション領域を複数に分割し、一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、基準ローラから近い第1テンション領域のテンションを所定の値になるよう一対のローラ駆動機構を駆動し、第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう一対のローラ駆動機構を駆動し、ウェブのテンションをかけていくものである。
【0021】
テンション領域を複数に分割して、基準ローラに近い第1テンション領域から順にストールテンションを行うことで、スムーズにウェブ搬送装置のテンションを張ることができる。
ウェブ搬送装置を使用するにあたり、ウェブの張り替えはウェブの切断や不良発生など様々な要因によって張り替えする必要が発生する。この際に、上記手順でウェブのテンションを張ることで、ロス無くウェブのテンションを張ることが可能となる。
【図面の簡単な説明】
【0022】
【図1】本実施形態の、搬送ラインの概略図である。
【図2】本実施形態の、第1コータの側面図である。
【図3】本実施形態の、図2のA部分の拡大図である。
【図4】本実施形態の、図2のA部分の退避状態の拡大図である。
【図5】本実施形態の、ダンサー機構の正面図である。
【図6】本実施形態の、図5の部分拡大側面図である。
【図7】本実施形態の、ダンサーローラの制御を行う空圧回路図である。
【図8】本実施形態の、PETフィルムカセットユニットの正面図である。
【図9】本実施形態の、PETフィルムカセットユニットの側面図である。
【図10】本実施形態の、PETフィルムカセットユニットの斜視図である。
【図11】本実施形態の、ニップローラの斜視図である。
【図12】本実施形態の、ニップローラ機構の正面断面図である。
【図13】本実施形態の、搬送ラインのストールテンション時のフローである。
【図14】本実施形態の、巻出部ストールテンションのサブルーチンのフローである。
【図15】本実施形態の、B面塗工部ストールテンションのサブルーチンのフローである。
【図16】本実施形態の、検査工程ストールテンションのサブルーチンのフローである。
【図17】本実施形態の、巻取部ストールテンションのサブルーチンのフローである。
【発明を実施するための形態】
【0023】
まず、本発明の実施形態について説明する。
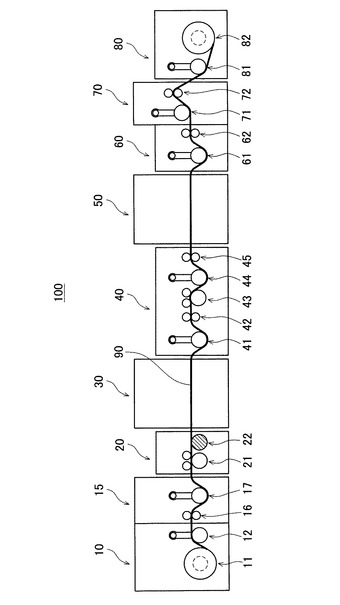
図1に、本実施形態の搬送ラインの概略図を説明する。
搬送ライン100は、巻出装置10、第1コータ20、第1乾燥炉30、第2コータ40、第2乾燥炉50、検査工程60、巻取アキューム70、及び巻取装置80を備える生産ラインである。以下に搬送ライン100の概略を簡単に説明する。
巻出装置10は箔90を巻き出す装置である。箔90は銅またはアルミニウム等を用いた箔材であり、ボビンに巻かれた状態で巻出機構として用意される巻出ロール11に接続されることで巻出装置10にセットされ、後工程に送られる。
【0024】
また、巻出装置10には巻出ダンサー12が設けられており、箔90のテンションをコントロールしている。また、巻出装置10の後工程に配置される巻出アキューム15にも、巻出搬送ニップローラ16及びアキュームダンサー17が設けられており、テンションのコントロールを行っている。
なお、巻出アキューム15には図面では省略しているが、巻出装置10のボビン交換時に材料切れを起こさないように箔90をストックしておく機構が設けられている。
【0025】
第1コータ20は、箔90の一方の面に活物質をグラビアコートする装置であり、本実施形態では箔90に対して3条塗工を行っている。
第1乾燥炉30は、第1コータ20で箔90に塗工した活物質を乾燥させる炉である。
第2コータ40は、箔90の他方の面に活物質をグラビアコートする装置であり、本実施形態では箔90に対して第1コータ20と同じく3条塗工を行っている。
第2乾燥炉50は、第2コータ40で箔90に塗工した活物質を乾燥させる炉である。
【0026】
検査工程60は、箔90に塗工した活物質の状態を検査する工程である。巻取アキューム70は、ボビン交換の際にも箔90に活物質を塗工し続けることが出来るように、箔90をバッファする装置である。
巻取装置80は、乾燥させた箔90をボビンに巻き取る装置であり、搬送ライン100で塗工した箔90を巻き取る目的で配置される。
【0027】
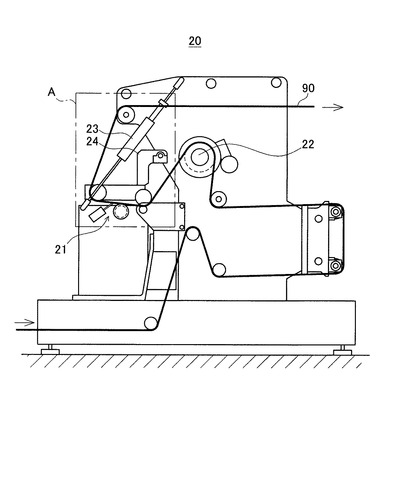
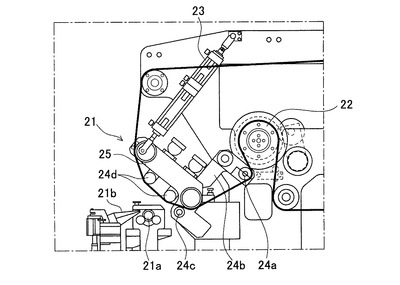
図2に、第1コータの側面図を示す。
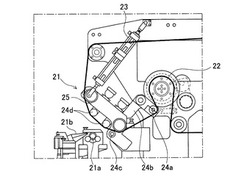
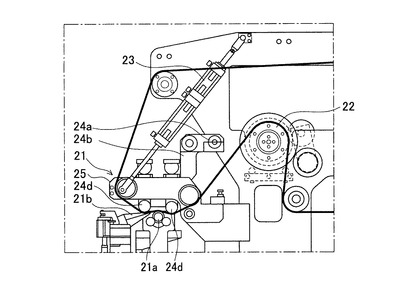
図3に、図2のA部分の拡大図を示す。図4に、図2のA部分の退避状態の拡大図を示す。
第1コータ20には、グラビア塗工部21、ニップローラ22、シリンダ23、及びダミーローラ24aを備えている。
グラビア塗工部21は、グラビアロール21aとドクターブレード21bを備えており、グラビアロール21aによって箔90に活物質を塗工する。
ニップローラ22は箔90のテンションをコントロールするために備えられており、テンションの区分をする機能も備えている。
【0028】
シリンダ23は、ヘッドユニット25を退避させるための駆動力を発生させる為の機構であり、シリンダ23を動作させることで、図3、図4に示すようにヘッドユニット25が回転軸24cを中心に回動させることが可能である。
ヘッドユニット25には、ローラ24dが設けられ、グラビアロール21aに対して箔90を押し付けることが可能な位置に配置される。
ダミーローラ24aは、アーム24bに支えられてヘッドユニット25に備えられている。ダミーローラ24aは箔90を押さえる働きをしており、シリンダ23によってヘッドユニット25が退避することで、箔90の経路を変更することが可能である。
【0029】
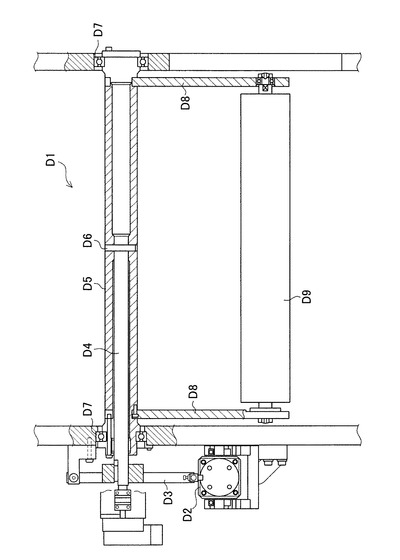
図5に、ダンサー機構の正面図を示す。また、図6は、図5の部分拡大側面図である。
第2コータ40には2カ所にダンサー機構D1を備えている。B面塗工第1ダンサー41及びB面塗工第2ダンサー44である。B面塗工第1ダンサー41及びB面塗工第2ダンサー44は箔90のテンションをコントロールする目的で備えられている。
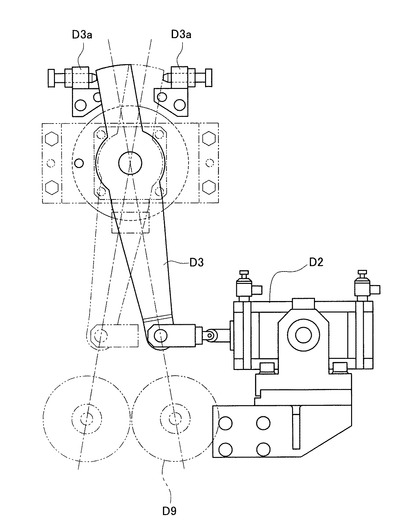
空圧シリンダD2はスイングアームD3を動作させる駆動源であり、スイングアームD3は中実シャフトD4に固定されている。中実シャフトD4は中空シャフトD5と係止ピンD6によって固定されている。そして、中空シャフトD5は筐体にベアリングD7よって回動可能に保持されている。
【0030】
また、中空シャフトD5には保持アームD8が固定されており、保持アームD8はダンサーローラD9を回動可能に保持している。ダンサーローラD9は箔90に直接接触するように配置される。
したがって、空圧シリンダD2の動作によってダンサーローラD9が図7に示すように振り子状に動作し、箔90のテンションをコントロールする。スイングアームD3の動作範囲はストッパD3aによって定められている。また、図示しないロータリエンコーダによって中実シャフトD4の軸の傾きを検出し、空圧シリンダD2の動作制御にフィードバックして、スイングアームD3の動きを制御している。
【0031】
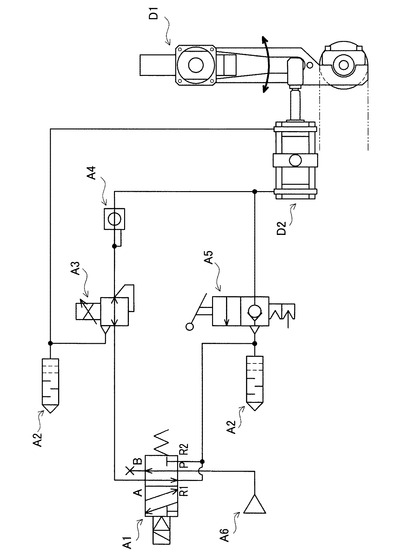
図7に、ダンサーローラの制御を行う空圧回路図を示す。
ダンサー機構D1を動作させる空圧シリンダD2は、図示しない制御盤と接続される電磁弁A1によって制御される。電磁弁A1のPポートには、エア源A6からエアが供給される。
また、電磁弁A1のAポートには電空レギュレータA3が接続され、電空レギュレータA3にはチェック弁A4が接続されて空圧シリンダD2に接続される。
また、電磁弁A1のR1、R2ポートには残圧弁A5が接続され、残圧弁A5は空圧シリンダD2に接続されている。なお、電空レギュレータA3と残圧弁A5にはサイレンサA2がそれぞれ接続されている。
【0032】
図8には、PETフィルムカセットユニットの正面図を示す。図9には、PETフィルムカセットユニットの側面図を示す。
PETフィルムカセットユニットP1は、シャフトP2と、シャフトP2を保持するフリーローラP3と、ベースP4を備えており、搬送ライン100の所定の場所に、ベースP4をセットすることで設置することが可能となっている。
フリーローラP3は両側に2カ所、合計4カ所設けられており、シャフトP2の芯が出る位置に設置される。
シャフトP2には、PETフィルムP5が巻回されており、PETフィルムP5を必要な両供給する為にPETフィルムカセットユニットP1は搬送ライン100に取り外し可能に保持される。
【0033】
図10に、PETフィルムカセットユニットの斜視図を示す。
PETフィルムカセットユニットP1は、搬送ライン100のうち、必要な箇所、例えば第1乾燥炉30と第2乾燥炉50の間に位置する第2コータ40や、検査工程60に配置される。図10は、第2コータ40の一部である。
PETフィルムカセットユニットP1は、搬送ライン100側の設備に設けられる保持ベースP7取り付けられる。保持ベースP7はベースP4と接触し、保持ベースP7に設けられた位置決めピンP8によって、PETフィルムカセットユニットP1の位置決めを行っている。図9に示されるスライドガイドP9は、ベースP4が出し入れしやすいように入口側にテーパが設けられている。
【0034】
そして、PETフィルムカセットユニットP1は図10に示すようにベースP4ごとスライドさせて、取り外しが可能であり、位置決め機構P6によってベースP4の位置を決定するので、PETフィルムP5を搬送ライン100に対して箔90の搬送位置に配置可能に保持することができる。
PETフィルムP5は箔90が切れた場合や、箔90の張り替えの場合等に箔90とPETフィルムP5を接続して、繋ぎ材として使用するものである。PETフィルムP5は箔90と比較して厚く、箔90と接着することが可能である。
【0035】
図11に、ニップローラの斜視図を示す。
図12に、ニップローラ機構の正面断面図を示す。
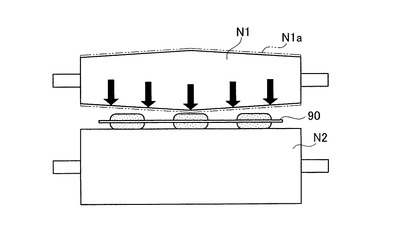
ニップローラN1は、太鼓状に中央が膨らんだ形状のローラである。詳しくは、ニップローラN1中央部の外周を頂点とし、略円錐状に両側に延設された形状となっている。
このニップローラN1は駆動ローラN2と対になっており、駆動ローラN2に対してニップローラN1が加圧するよう、配置されている。
【0036】
なお、ニップローラN1の加圧機構は、図示はしないがダンサー機構D1と同等の機構が備えられている。したがって、ニップローラN1の駆動ローラN2への加圧駆動装置についても、図5乃至図7に示す、中実シャフトD4及び中空シャフトD5と同等の機構をニップローラN1に備え、係止ピンD6と同等の部材によって係止されている。そして、動力を中実シャフトから中空シャフトに伝達する構造である。また、加圧機構に用いる動力に関してもダンサー機構D1の空圧シリンダD2と同様の片側駆動構造となり、ダンサー機構D1と同方向に加圧機構が配置されている。
また、ニップローラN1の外周にはPTFEチューブN1aが施されている。
ニップローラN1及び駆動ローラN2は、図1に示すように、搬送ライン100の各場所に、例えば、巻出搬送ニップローラ16、B面塗工搬送ニップローラ42等のように、配置される。
【0037】
本実施形態は、上記に説明した構成であるので、以下に説明するような作用、効果を奏する。
まず、本実施形態の構成を採ることで、箔90の張り替え時にロスを防ぐことが可能になる。
前述した図3及び図4の構成となっているので、シリンダ23を動作させてヘッドユニット25を退避させることができる。
この際に、よってヘッドユニット25にダミーローラ24aが備えられているので、ヘッドユニット25の動作に連動して箔90がダミーローラ24aに押し付けられて移動する。つまり、ヘッドユニット25とダミーローラ24aが連動することで、箔90の搬送経路を変更することができる。
【0038】
この結果、箔90はヘッドユニット25が退避状態にある時はダミーローラ24aに押し付けられてパスラインが変化することになる。
箔90の接合部分がグラビアロール21aと干渉すると、塗工材が飛散するなどの問題が発生するため、ヘッドユニット25を退避させ、グラビアロール21aに箔90を接触しないようにできることは望ましい。
【0039】
ヘッドユニット25を退避状態にすることで、図3の状態と図4の状態では箔90のパスラインの長さは、ほぼ同じ長さとなる。
パスライン長の変化は、箔90のたるみや張りを発生させる。箔90の張り替えは、箔90が切れた場合などに行われる。しかし、箔90の接合部分には箔90の重なり部分が発生し、箔90がたるんでいる場合は、第1乾燥炉30や第2乾燥炉50内で干渉する虞がある。
【0040】
そして、それを防ぐ為にアキュームダンサー17やB面塗工第1ダンサー41等で、箔90のテンションを調整する必要があるが、張力保持機構でのテンション調整には時間がかかる。この為に箔90が無駄に消費される。したがって、パスライン長の変化を抑えることで、箔90の無駄を無くすることができる。
パスラインの変化を抑えることができ、製造効率を向上することが可能となる。また、ウェブの消費を抑えることができるので歩留まりの低下も実現可能となる。
【0041】
また、本実施形態の構成を採ることで、設備停止した際の箔90のテンションを維持することが可能になる。
前述の図7に示すように、ダンサー機構D1の空圧シリンダD2を動作させる為の空圧回路に残圧弁A5及びチェック弁A4を用意することで、搬送ライン100の設備が停止した際にエア源A6からのエア供給が途絶えた場合にも、サイレンサA2の残圧を維持することが可能である。
このため、搬送ライン100の設備が緊急時に停止した際にも、箔90のテンションを維持することが可能である。
【0042】
設備停止した際に箔90がたるんでしまうと、箔90のテンションを張り直す作業が必要になる他、テンションが緩むことで箔90のズレなどが発生してしまうという弊害が生じる可能性がある。この為、チェック弁A4及び残圧弁A5等を備えることで残圧を維持し、箔90のテンションを保持することで、箔90のズレやテンションの緩みを防ぐことができる。
【0043】
また、本実施形態の構成を採ることで、箔90が切れた際にPETフィルムカセットユニットP1によって箔90の接合が容易になる。
PETフィルムカセットユニットP1は、箔90の切断時に接続に用いるPETフィルムP5を備えている。PETフィルムP5で切断した箔90同士を接合し、箔90の張り直しを行う。このため、PETフィルムカセットユニットP1は搬送ライン100の箔90送りの中心に対してズレがないように配置できることが望ましい。
PETフィルムカセットユニットP1をベースP4の上にユニットとして構築し、保持ベースP7に位置決めピンP8によって位置決め可能な構成とすることで、入替を容易にすることができる。また、PETフィルムカセットユニットP1はベースP4の上に乗せられた状態となっているので、搬送ライン100の外でユニットの用意をすることができる。
【0044】
また、フリーローラP3にシャフトP2を乗せる構成を採ることで、PETフィルムP5の中心を容易に出すことができる。
また、本実施形態をとることで、搬送ライン100の張力区分を分け、箔90のテンションを素早く張り直すことができる。
【0045】
図13に、搬送ラインのストールテンション時のフローを示す。図14に、巻出部ストールテンションのサブルーチンのフローを示す。図15に、B面塗工部ストールテンションのサブルーチンのフローを示す。図16に、検査工程ストールテンションのサブルーチンのフローを示す。図17に、巻取部ストールテンションのサブルーチンのフローを示す。
搬送ライン100に張られる箔90が、一旦切れてしまった、或いは不良が発生した等の理由で張り直しが必要になる場合がある。図13に示すのはその手順のフローである。搬送ライン100に箔90を通した後、次の手順で箔90にテンションをかける。
【0046】
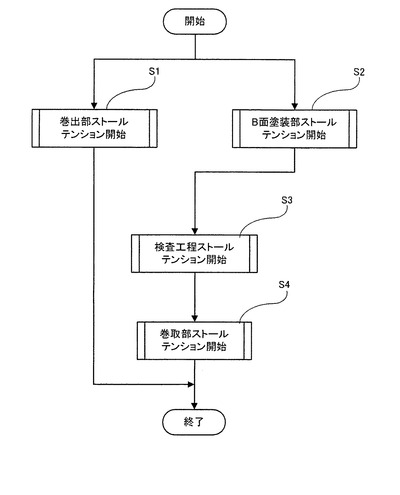
メインフローは、図13に示している通りである。
S1で、巻出部ストールテンションのサブルーチンを実行する。
S2で、B面塗工部ストールテンションのサブルーチンを実行する。そして、S3に移行する。なお、フローチャートでは便宜的にS1とS2の処理を平行して行っているが、実際はニップローラ22を基準として別々にストールテンションを行えば良い。
S3で、検査工程ストールテンションのサブルーチンを実行する。そして、S4に移行する。
S4で、巻取部ストールテンションのサブルーチンを実行する。そして、ストールテンションのルーチンを終了する。
【0047】
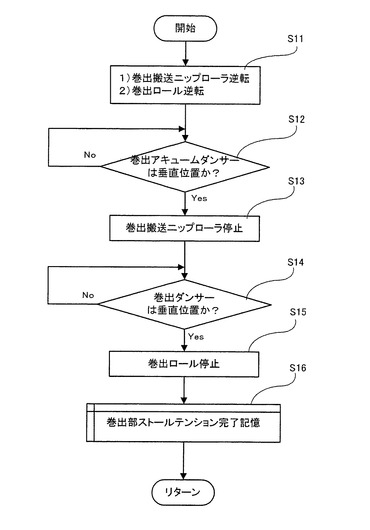
次に、巻出部ストールテンションのサブルーチンの説明をする。図14にそのフローが示されている。
S11で、巻出搬送ニップローラ16を逆転させる。巻出搬送ニップローラ16は、箔90を搬送するにあたり、箔90を下工程に送り出す方向に巻出搬送ニップローラ16を回転させる。しかし、ここでは箔90にテンションをかける為、巻出搬送ニップローラ16を逆方向に回転させる。また、巻出ロール11も同様に逆転させる。そして、S12に移行する。
S12で、巻き出しアキュームダンサー17が垂直位置になっているかどうかを確認する。垂直位置にあれば(S12:Yes)、S13に移行する。アキュームダンサー17が垂直位置になければ(S12:No)、S12に移行する。
【0048】
S13で、巻出搬送ニップローラ16を停止する。
S14で、巻出ダンサー12が垂直位置にあるかを確認する。垂直位置にあれば(S14:Yes)、S15に移行する。巻出ダンサー12が垂直位置になければ(S14:No)、S14に移行する。
S15で、巻出ロール11の停止を行う。そしてS16に移行する。
S16で、巻出部ストールテンションの完了を図示しない制御部で記憶する。
ここまでのフローでニップローラ22より上工程側のストールテンションが完了する。
【0049】
なお、巻出搬送ニップローラ16の回転速度よりも巻出ロール11の回転速度を速くしないように制御している。これは、巻出搬送ニップローラ16より巻出ロール11の方が早く停止してしまわないようにしている為であるが、S11での巻出ロール11の逆転を、S13とS14の間で行うようにしても良い。
つまり、ニップローラ22を基準としているので、ニップローラ22に近い側のストールテンションが先に完了するように制御すれば良いのである。
【0050】
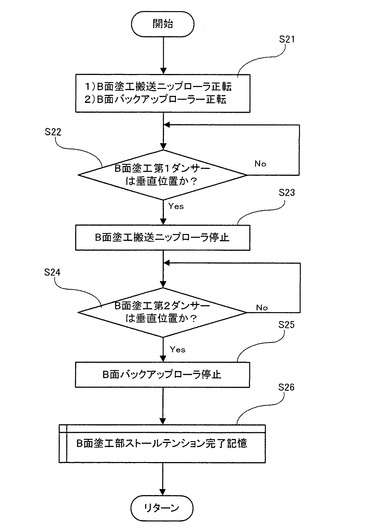
次に、B面塗工部ストールテンションのサブルーチンを説明する。図15にそのフローが示されている。
S21で、B面塗工搬送ニップローラ42を正転させる。B面塗工搬送ニップローラ42を正転させることで箔90の搬送方向に箔90にテンションをかけることができる。また、B面バックアップローラ45を正転させる。同様に箔90にテンションをかけることができる。そしてS22に移行する。
S22で、B面塗工第1ダンサー41が垂直位置かどうかを確認する。B面塗工第1ダンサー41が垂直位置にあれば(S22:Yes)、S23に移行する。B面塗工第1ダンサー41が垂直位置になければ(S22:No)、S22に移行する。
S23で、B面塗工搬送ニップローラ42の回転を停止させる。そしてS24に移行する。
【0051】
S24で、B面塗工第2ダンサー44が垂直位置にあるかどうかを確認する。B面塗工第2ダンサー44が垂直位置にあれば(S24:Yes)、S25に移行する。B面塗工第2ダンサー44が垂直位置になければ(S24:No)、S24に移行する。
S25で、B面バックアップローラ45の回転を停止させる。そしてS26に移行する。
S26で、B面塗工部ストールテンション完了の記憶を図示しない制御部で行う。そして、B面塗工部ストールテンションのサブルーチンを終了する。
【0052】
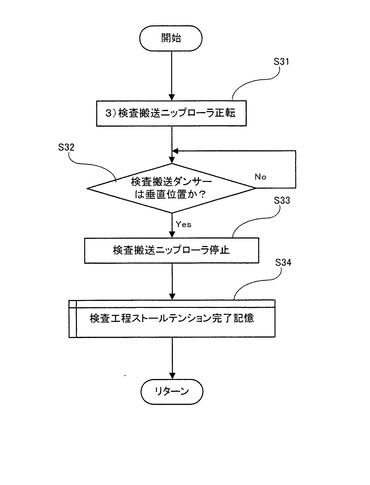
次に、検査工程ストールテンションのサブルーチンについて説明する。図16にそのフローが示されている。
S31で、検査搬送ニップローラ62を正転させる。そして、S32に移行する。
S32で、検査搬送ダンサー61が垂直位置にあるかどうかを確認する。検査搬送ダンサー61が垂直位置にあれば(S32:Yes)、S33に移行する。検査搬送ダンサー61が垂直位置になければ(S32:No)、S32に移行する。
S33で、検査搬送ニップローラ62を停止させる。そしてS34に移行する。
S34で、検査工程ストールテンション完了を記録する。そして検査工程ストールテンションのサブルーチンを終了する
【0053】
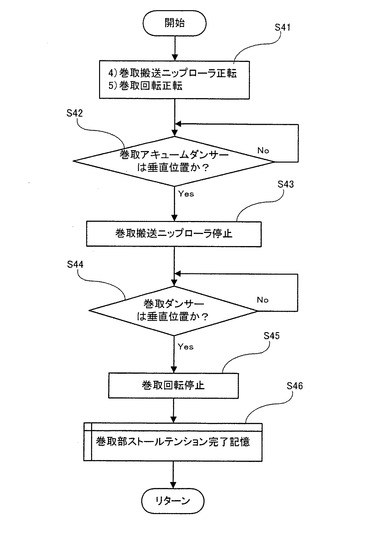
次に、巻取ストールテンションのサブルーチンについて説明する。図17にそのフローが示されている。
S41で、巻取搬送ニップローラ72を正転させる。また、巻取機構82を正転させる。そしてS42に移行する。
S42で、巻取アキュームダンサー71は垂直位置にあるかどうかを確認する。巻取アキュームダンサー71が垂直位置にあれば(S42:Yes)、S43に移行する。巻取アキュームダンサー71が垂直位置になければ(S42:No)、S42に移行する。
S43で、巻取搬送ニップローラ72の回転を停止する。そしてS44に移行する。
【0054】
S44で、巻取ダンサー81が垂直位置にあるかどうかを確認する。巻取ダンサー81が垂直位置にあれば(S44:Yes)、S45に移行する。巻取ダンサー81が垂直位置になければ(S44:No)、S44に移行する。
S45で、巻取機構82を停止させる。そしてS46に移行する。
S46で、巻取ストールテンション完了を記憶する。そして巻取ストールテンションのサブルーチンを終了する。
このように、張力区分を分け、ニップローラ22を基点として順にニップローラ22から近い場所からストールテンションを行うことで、素早く箔90のテンションを張ることができる。
【0055】
また、本実施形態は上記構成を採るので、ダンサー機構D1のアクチュエータの数を削減でき、コストダウンに貢献することができる。
ダンサー機構D1の構成では、空圧シリンダD2を1つでダンサーローラD9を制御することが可能となる。
通常、ダンサーローラD9を制御する為には、ダンサーローラD9を保持する対抗する保持アームD8をずれなく動作させる必要がある。しかしながら、ダンサーローラD9の長さは数百mm程度あるため、片持ちでアクチュエータを動かすと、捻れが発生し箔90に蛇行を生じる結果となる。
【0056】
しかし、中空シャフトD5と中実シャフトD4とを箔90の幅方向の中央にて係止ピンD6を用いて締結している。したがって、係止ピンD6から2つの保持アームD8までの距離は均しく、均等に力が伝達される。このため、捻れは均等に発生する為、箔90の蛇行を発生する要因となりにくくなる。
よって、空圧シリンダD2はダンサー機構D1に対して1つで駆動可能となり、コストダウンに貢献することができる。ダンサー機構D1は搬送ライン100に複数使うことから、コストダウンに有効だといえる。
【0057】
また、空圧シリンダD2を搬送ライン100の外側に配置できるので、作業性の向上を図ることが可能となる。
なお、この技術はダンサー機構D1だけでなく、ニップローラN1の駆動機構にも用いられている。ニップローラN1についても、ニップローラN1を駆動ローラN2側に押し付ける推力は、均等に、すなわちニップローラN1と駆動ローラN2の軸が常に平行であるようにかかることが望ましい。
したがって、ニップローラN1の軸に対してダンサー機構D1と同様の構造を用いることで、箔90の蛇行を防ぐことが可能となる。
また、ダンサー機構D1及びニップローラN1の駆動機構が同じ側に配置されていることは、メンテナンス性を向上させることが可能となる。
【0058】
また、本実施形態は上記構成を採るので、箔90搬送時に箔90のシワの発生を抑え、箔90のシワを除去することが可能となる。
ニップローラN1には、テーパ状の加工がなされているので、図12に示すようにニップローラN1に下方向に荷重がかけられることで、箔90の幅方向に箔90が伸ばされることになる。また、熱収縮性のPTFEチューブN1aが被せられていることで、箔90に対しての接触抵抗が軽減される。
このように箔90の幅方向外側に中心から力がかかることで、箔90にシワができていれば、シワを伸ばす効果が得られる。また、シワができていなくてもシワの発生を抑制することができる。
【0059】
以上、本実施形態に則して発明を説明したが、この発明は前記実施形態に限定されるものではなく、発明の趣旨を逸脱することのない範囲で構成の一部を適宜変更することにより実施することもできる。
例えば、本実施形態中に示した材質などを変更することを妨げない。また、設計事項の範囲内で構成を変更することを妨げない。
【符号の説明】
【0060】
10 巻出装置
11 巻出ロール
12 巻出ダンサー
15 巻出アキューム
16 巻出搬送ニップローラ
17 アキュームダンサー
20 第1コータ
21 グラビア塗工部
21a グラビアロール
21b ドクターブレード
22 ニップローラ
23 シリンダ
24a ダミーローラ
24b アーム
24c 回転軸
24d ローラ
25 ヘッドユニット
30 第1乾燥炉
40 第2コータ
41 B面塗工第1ダンサー
42 B面塗工搬送ニップローラ
44 B面塗工第2ダンサー
45 B面バックアップローラ
50 第2乾燥炉
60 検査工程
61 検査搬送ダンサー
62 検査搬送ニップローラ
70 巻取アキューム
71 巻取アキュームダンサー
72 巻取搬送ニップローラ
80 巻取装置
81 巻取ダンサー
82 巻取機構
90 箔
100 搬送ライン
【技術分野】
【0001】
本発明は、薄膜搬送に関する技術であり、詳しくは搬送装置、搬送方法における薄膜(ウェブ)のテンションのコントロールや、薄膜の張り替え時に関する技術についてされたものである。
【背景技術】
【0002】
近年、ハイブリットカーや電気自動車など、自動車の駆動にモータを用いるケースが多くなってきた。そして、自動車に搭載する駆動用のモータの出力を得る為には、小型で高出力の二次電池を必要とする。
車載される二次電池には、電極として金属製の薄膜が用いられており、薄膜電極製造には、薄膜搬送に関する技術が用いられている。
そして薄膜搬送に関する技術に関しては、色々な技術が開示されている。
【0003】
特許文献1は、電気二重層コンデンサ用シート状電極の製造方法及びロール圧延装置に関する技術が公開されている。
ロール状の長尺なウェブを塗工、圧延、乾燥等の所定の工程を経るように搬送する技術である。ウェブを一定のテンションで搬送し、幅方向のズレに関してはエッジポジションコントローラによって制御することで、縁部が折れ曲がって一部が重なったり、縁部に亀裂が生じたりすることなく安定してウェブを圧延、搬送することが可能となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−186193号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1には以下に説明する課題があると考えられる。
二次電池の電極体を製造する工程においては、その製造品質の向上は無論であるが、製造効率の向上や歩留まりの低下も重視される。しかしながら、特許文献1にはそのような記載や示唆が無い。
特に、ロール交換時やウェブ破断時におけるメンテナンス性の向上は二次電池の電極体を製造する上では、重視される。
【0006】
そこで、本発明はこのような課題を解決するために、製造効率の向上や歩留まり低下が実現可能なウェブ搬送装置、及びウェブ搬送方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明によるウェブ搬送装置は以下のような特徴を有する。
(1)複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、
前記退避構造と連動し、前記ウェブの搬送経路を変更するテンション保持機構を有し、前記退避構造が動作した際に、前記テンション保持機構により前記ウェブのテンション低下量を減少させることを特徴とする。
【0008】
(2)(1)に記載のウェブ搬送装置において、
前記ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、前記ダンサーローラを駆動する駆動装置と、前記駆動装置と接続するドライブシャフトと、前記ドライブシャフトの外周に配置される中空パイプと、前記ダンサーローラの両端を回転可能に支持し、前記中空パイプに接続される一対のアームと、を備え、前記ドライブシャフトと前記中空パイプは、係止ピンを用いて前記ダンサーローラの中央部と対応する位置で固定されていることを特徴とする。
【0009】
(3)(2)に記載のウェブ搬送装置において、
前記ウェブの搬送を行う複数対の前記ローラ駆動機構は、駆動ローラと加圧ローラとを有し、前記加圧ローラは、前記ダンサーローラと同様に、前記駆動装置と、前記ドライブシャフトと、前記中空パイプと、前記アームと、前記係止ピンを備え、前記ダンサーローラに用いる前記駆動装置と同じ側に、前記加圧ローラに用いる前記駆動装置が配置されることを特徴とする。
【0010】
(4)(3)に記載のウェブ搬送装置において、
前記ウェブに塗工する塗工機構を有し、前記ウェブの搬送方向に対し、前記塗工機構よりも後に配置される1対の前記ローラ駆動機構のうち、前記加圧ローラがテーパ状であることを特徴とする。
【0011】
また、前記目的を達成するために、本発明によるウェブ搬送方法は以下のような特徴を有する。
(5)ウェブを複数備えた一対のローラ駆動機構にて搬送するウェブ搬送方法において、
前記一対のローラ駆動機構で前記ウェブのテンション領域を複数に分割し、前記一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、前記基準ローラから近い第1テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記ウェブのテンションをかけていくことを特徴とする。
【発明の効果】
【0012】
このような特徴を有する本発明によるウェブ搬送装置により、以下のような作用、効果が得られる。
上記(1)に記載される発明の構成は、複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、退避構造と連動し、ウェブの搬送経路を変更するテンション保持機構を有し、退避構造が動作した際に、テンション保持機構によりウェブのテンション低下量を減少させるものである。
【0013】
ウェブ搬送装置にテンション保持機構を有し、退避構造と連動してウェブの搬送経路を変更するので、退避機構が稼働した際に、テンション保持機構によって、ウェブのテンションを保持することができる。
例えば、ダミーローラなどを用いて、ウェブを退避機構と連動して押圧することで、ウェブのパスラインの変化を抑えることを可能とする。テンションが保持され、パスラインの変化が抑えられることで、退避機構が働いた時にもウェブのたるみ等を抑えることが可能となる。退避構造は、例えばグラビアロール部分とウェブを接続した部分が接触しないようにウェブを退避させるなど、ウェブ搬送機構には必要な機構である。
【0014】
そして、退避機構が働くことでウェブがたるんでしまうと、テンションを張り直す必要がある。この作業は時間のロスと共に、後工程に備えられるテンションコントローラなどでテンションを張る必要がある為、ウェブを消費する。
しかしながら、テンション保持機構を有することで、パスラインの変化を抑えることができ、製造効率を向上することが可能となる。また、ウェブの消費を抑えることができるので歩留まりの低下も実現可能となる。
【0015】
また、上記(2)に記載の発明の構成は、ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、ダンサーローラを駆動する駆動装置と、駆動装置と接続するドライブシャフトと、ドライブシャフトの外周に配置される中空パイプと、ダンサーローラの両端を回転可能に支持し、中空パイプに接続される一対のアームと、を備え、ドライブシャフトと中空パイプは、係止ピンを用いてダンサーローラの中央部と対応する位置で固定されるものである。
【0016】
ダンサーローラの駆動装置を片側からの駆動とし、中空パイプとドライブシャフトを係止ピンでダンサーローラの中央にて結合しているため、駆動装置からドライブシャフトに伝達される動力は、中空パイプにおいてダンサーローラの中央部と対応する位置に伝達される。このような構造となっているので、動力の伝達によってダンサーローラの傾きを抑えることができる。
ダンサーローラの傾きはウェブの蛇行の原因となる為、通常はダンサーローラの駆動機構はダンサーローラの両端に設けられる。しかしながら、駆動機構を両側に設けるとメンテナンス性が悪化する上、防塵などの問題も発生する。
このため、駆動機構を片側だけに設け、かつダンサーローラの傾きを抑えることができることで、コストダウンに貢献し、メンテナンス性の向上を図ることが可能となる。
【0017】
また、上記(3)に記載の発明の構成は、(2)に記載のウェブ搬送装置において、ウェブの搬送を行う複数対のローラ駆動機構は、駆動ローラと加圧ローラとを有し、加圧ローラは、ダンサーローラと同様に、駆動装置と、ドライブシャフトと、中空パイプと、アームと、係止ピンを備え、ダンサーローラに用いる駆動装置と同じ側に、加圧ローラに用いる駆動装置が配置されるものである。
【0018】
ダンサーローラと同様にローラ駆動機構の加圧ローラについても、中空パイプの中央でドライブシャフトを係止ピンで接続する構造を採用することで、駆動装置からの推力による加圧ローラの傾きを防ぐことが可能となる。その結果、ウェブの蛇行を防ぐことが可能となる。
また、駆動装置をダンサーローラと同様に片持駆動とし、ダンサーローラの駆動装置と同じ方向に配置させることで、装置のメンテナンス性を向上させることが可能となる。
【0019】
また、上記(4)に記載の発明は、(3)に記載のウェブ搬送装置において、ウェブに塗工する塗工機構を有し、ウェブの搬送方向に対し、塗工機構よりも後に配置される1対のローラ駆動機構のうち、加圧ローラがテーパ状にするものである。
加圧ローラをテーパ状とすることで、ウェブに複数条の塗工部分を形成するにあたり、ウェブに発生するシワを抑制し、発生したシワを除去することが可能となる。
これは、テーパ状となった加圧ローラを駆動ローラに押し付けるようにしてウェブを搬送する際に、加圧ローラがテーパ状になっていることでウェブに幅方向外側への力が働く為である。
【0020】
また、このような特徴を有する本発明によるウェブ搬送方法により、以下のような作用、効果が得られる。
上記(5)に記載の発明の構成は、ウェブを複数備えた一対のローラにて搬送するウェブ搬送方法において、一対のローラ駆動機構でウェブのテンション領域を複数に分割し、一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、基準ローラから近い第1テンション領域のテンションを所定の値になるよう一対のローラ駆動機構を駆動し、第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう一対のローラ駆動機構を駆動し、ウェブのテンションをかけていくものである。
【0021】
テンション領域を複数に分割して、基準ローラに近い第1テンション領域から順にストールテンションを行うことで、スムーズにウェブ搬送装置のテンションを張ることができる。
ウェブ搬送装置を使用するにあたり、ウェブの張り替えはウェブの切断や不良発生など様々な要因によって張り替えする必要が発生する。この際に、上記手順でウェブのテンションを張ることで、ロス無くウェブのテンションを張ることが可能となる。
【図面の簡単な説明】
【0022】
【図1】本実施形態の、搬送ラインの概略図である。
【図2】本実施形態の、第1コータの側面図である。
【図3】本実施形態の、図2のA部分の拡大図である。
【図4】本実施形態の、図2のA部分の退避状態の拡大図である。
【図5】本実施形態の、ダンサー機構の正面図である。
【図6】本実施形態の、図5の部分拡大側面図である。
【図7】本実施形態の、ダンサーローラの制御を行う空圧回路図である。
【図8】本実施形態の、PETフィルムカセットユニットの正面図である。
【図9】本実施形態の、PETフィルムカセットユニットの側面図である。
【図10】本実施形態の、PETフィルムカセットユニットの斜視図である。
【図11】本実施形態の、ニップローラの斜視図である。
【図12】本実施形態の、ニップローラ機構の正面断面図である。
【図13】本実施形態の、搬送ラインのストールテンション時のフローである。
【図14】本実施形態の、巻出部ストールテンションのサブルーチンのフローである。
【図15】本実施形態の、B面塗工部ストールテンションのサブルーチンのフローである。
【図16】本実施形態の、検査工程ストールテンションのサブルーチンのフローである。
【図17】本実施形態の、巻取部ストールテンションのサブルーチンのフローである。
【発明を実施するための形態】
【0023】
まず、本発明の実施形態について説明する。
図1に、本実施形態の搬送ラインの概略図を説明する。
搬送ライン100は、巻出装置10、第1コータ20、第1乾燥炉30、第2コータ40、第2乾燥炉50、検査工程60、巻取アキューム70、及び巻取装置80を備える生産ラインである。以下に搬送ライン100の概略を簡単に説明する。
巻出装置10は箔90を巻き出す装置である。箔90は銅またはアルミニウム等を用いた箔材であり、ボビンに巻かれた状態で巻出機構として用意される巻出ロール11に接続されることで巻出装置10にセットされ、後工程に送られる。
【0024】
また、巻出装置10には巻出ダンサー12が設けられており、箔90のテンションをコントロールしている。また、巻出装置10の後工程に配置される巻出アキューム15にも、巻出搬送ニップローラ16及びアキュームダンサー17が設けられており、テンションのコントロールを行っている。
なお、巻出アキューム15には図面では省略しているが、巻出装置10のボビン交換時に材料切れを起こさないように箔90をストックしておく機構が設けられている。
【0025】
第1コータ20は、箔90の一方の面に活物質をグラビアコートする装置であり、本実施形態では箔90に対して3条塗工を行っている。
第1乾燥炉30は、第1コータ20で箔90に塗工した活物質を乾燥させる炉である。
第2コータ40は、箔90の他方の面に活物質をグラビアコートする装置であり、本実施形態では箔90に対して第1コータ20と同じく3条塗工を行っている。
第2乾燥炉50は、第2コータ40で箔90に塗工した活物質を乾燥させる炉である。
【0026】
検査工程60は、箔90に塗工した活物質の状態を検査する工程である。巻取アキューム70は、ボビン交換の際にも箔90に活物質を塗工し続けることが出来るように、箔90をバッファする装置である。
巻取装置80は、乾燥させた箔90をボビンに巻き取る装置であり、搬送ライン100で塗工した箔90を巻き取る目的で配置される。
【0027】
図2に、第1コータの側面図を示す。
図3に、図2のA部分の拡大図を示す。図4に、図2のA部分の退避状態の拡大図を示す。
第1コータ20には、グラビア塗工部21、ニップローラ22、シリンダ23、及びダミーローラ24aを備えている。
グラビア塗工部21は、グラビアロール21aとドクターブレード21bを備えており、グラビアロール21aによって箔90に活物質を塗工する。
ニップローラ22は箔90のテンションをコントロールするために備えられており、テンションの区分をする機能も備えている。
【0028】
シリンダ23は、ヘッドユニット25を退避させるための駆動力を発生させる為の機構であり、シリンダ23を動作させることで、図3、図4に示すようにヘッドユニット25が回転軸24cを中心に回動させることが可能である。
ヘッドユニット25には、ローラ24dが設けられ、グラビアロール21aに対して箔90を押し付けることが可能な位置に配置される。
ダミーローラ24aは、アーム24bに支えられてヘッドユニット25に備えられている。ダミーローラ24aは箔90を押さえる働きをしており、シリンダ23によってヘッドユニット25が退避することで、箔90の経路を変更することが可能である。
【0029】
図5に、ダンサー機構の正面図を示す。また、図6は、図5の部分拡大側面図である。
第2コータ40には2カ所にダンサー機構D1を備えている。B面塗工第1ダンサー41及びB面塗工第2ダンサー44である。B面塗工第1ダンサー41及びB面塗工第2ダンサー44は箔90のテンションをコントロールする目的で備えられている。
空圧シリンダD2はスイングアームD3を動作させる駆動源であり、スイングアームD3は中実シャフトD4に固定されている。中実シャフトD4は中空シャフトD5と係止ピンD6によって固定されている。そして、中空シャフトD5は筐体にベアリングD7よって回動可能に保持されている。
【0030】
また、中空シャフトD5には保持アームD8が固定されており、保持アームD8はダンサーローラD9を回動可能に保持している。ダンサーローラD9は箔90に直接接触するように配置される。
したがって、空圧シリンダD2の動作によってダンサーローラD9が図7に示すように振り子状に動作し、箔90のテンションをコントロールする。スイングアームD3の動作範囲はストッパD3aによって定められている。また、図示しないロータリエンコーダによって中実シャフトD4の軸の傾きを検出し、空圧シリンダD2の動作制御にフィードバックして、スイングアームD3の動きを制御している。
【0031】
図7に、ダンサーローラの制御を行う空圧回路図を示す。
ダンサー機構D1を動作させる空圧シリンダD2は、図示しない制御盤と接続される電磁弁A1によって制御される。電磁弁A1のPポートには、エア源A6からエアが供給される。
また、電磁弁A1のAポートには電空レギュレータA3が接続され、電空レギュレータA3にはチェック弁A4が接続されて空圧シリンダD2に接続される。
また、電磁弁A1のR1、R2ポートには残圧弁A5が接続され、残圧弁A5は空圧シリンダD2に接続されている。なお、電空レギュレータA3と残圧弁A5にはサイレンサA2がそれぞれ接続されている。
【0032】
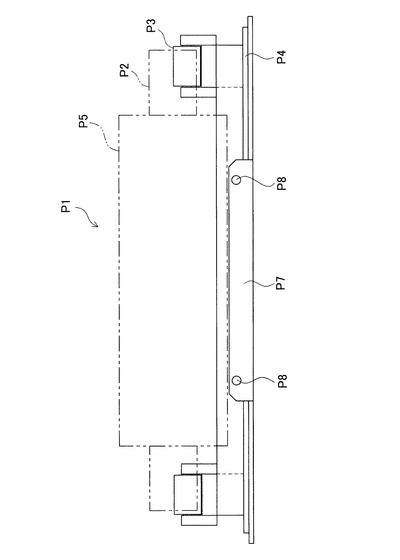
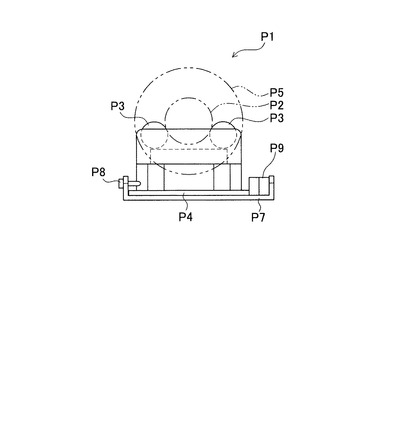
図8には、PETフィルムカセットユニットの正面図を示す。図9には、PETフィルムカセットユニットの側面図を示す。
PETフィルムカセットユニットP1は、シャフトP2と、シャフトP2を保持するフリーローラP3と、ベースP4を備えており、搬送ライン100の所定の場所に、ベースP4をセットすることで設置することが可能となっている。
フリーローラP3は両側に2カ所、合計4カ所設けられており、シャフトP2の芯が出る位置に設置される。
シャフトP2には、PETフィルムP5が巻回されており、PETフィルムP5を必要な両供給する為にPETフィルムカセットユニットP1は搬送ライン100に取り外し可能に保持される。
【0033】
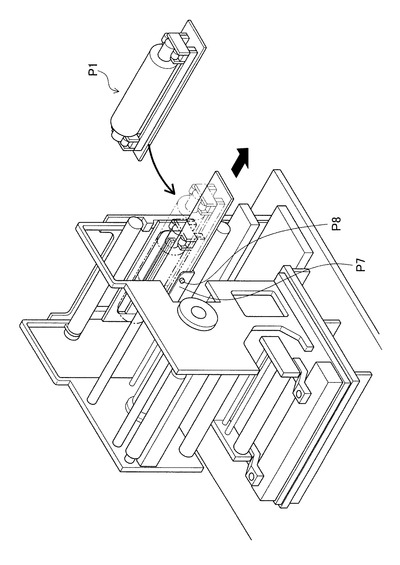
図10に、PETフィルムカセットユニットの斜視図を示す。
PETフィルムカセットユニットP1は、搬送ライン100のうち、必要な箇所、例えば第1乾燥炉30と第2乾燥炉50の間に位置する第2コータ40や、検査工程60に配置される。図10は、第2コータ40の一部である。
PETフィルムカセットユニットP1は、搬送ライン100側の設備に設けられる保持ベースP7取り付けられる。保持ベースP7はベースP4と接触し、保持ベースP7に設けられた位置決めピンP8によって、PETフィルムカセットユニットP1の位置決めを行っている。図9に示されるスライドガイドP9は、ベースP4が出し入れしやすいように入口側にテーパが設けられている。
【0034】
そして、PETフィルムカセットユニットP1は図10に示すようにベースP4ごとスライドさせて、取り外しが可能であり、位置決め機構P6によってベースP4の位置を決定するので、PETフィルムP5を搬送ライン100に対して箔90の搬送位置に配置可能に保持することができる。
PETフィルムP5は箔90が切れた場合や、箔90の張り替えの場合等に箔90とPETフィルムP5を接続して、繋ぎ材として使用するものである。PETフィルムP5は箔90と比較して厚く、箔90と接着することが可能である。
【0035】
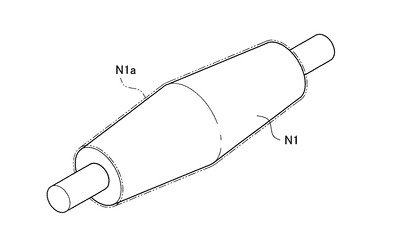
図11に、ニップローラの斜視図を示す。
図12に、ニップローラ機構の正面断面図を示す。
ニップローラN1は、太鼓状に中央が膨らんだ形状のローラである。詳しくは、ニップローラN1中央部の外周を頂点とし、略円錐状に両側に延設された形状となっている。
このニップローラN1は駆動ローラN2と対になっており、駆動ローラN2に対してニップローラN1が加圧するよう、配置されている。
【0036】
なお、ニップローラN1の加圧機構は、図示はしないがダンサー機構D1と同等の機構が備えられている。したがって、ニップローラN1の駆動ローラN2への加圧駆動装置についても、図5乃至図7に示す、中実シャフトD4及び中空シャフトD5と同等の機構をニップローラN1に備え、係止ピンD6と同等の部材によって係止されている。そして、動力を中実シャフトから中空シャフトに伝達する構造である。また、加圧機構に用いる動力に関してもダンサー機構D1の空圧シリンダD2と同様の片側駆動構造となり、ダンサー機構D1と同方向に加圧機構が配置されている。
また、ニップローラN1の外周にはPTFEチューブN1aが施されている。
ニップローラN1及び駆動ローラN2は、図1に示すように、搬送ライン100の各場所に、例えば、巻出搬送ニップローラ16、B面塗工搬送ニップローラ42等のように、配置される。
【0037】
本実施形態は、上記に説明した構成であるので、以下に説明するような作用、効果を奏する。
まず、本実施形態の構成を採ることで、箔90の張り替え時にロスを防ぐことが可能になる。
前述した図3及び図4の構成となっているので、シリンダ23を動作させてヘッドユニット25を退避させることができる。
この際に、よってヘッドユニット25にダミーローラ24aが備えられているので、ヘッドユニット25の動作に連動して箔90がダミーローラ24aに押し付けられて移動する。つまり、ヘッドユニット25とダミーローラ24aが連動することで、箔90の搬送経路を変更することができる。
【0038】
この結果、箔90はヘッドユニット25が退避状態にある時はダミーローラ24aに押し付けられてパスラインが変化することになる。
箔90の接合部分がグラビアロール21aと干渉すると、塗工材が飛散するなどの問題が発生するため、ヘッドユニット25を退避させ、グラビアロール21aに箔90を接触しないようにできることは望ましい。
【0039】
ヘッドユニット25を退避状態にすることで、図3の状態と図4の状態では箔90のパスラインの長さは、ほぼ同じ長さとなる。
パスライン長の変化は、箔90のたるみや張りを発生させる。箔90の張り替えは、箔90が切れた場合などに行われる。しかし、箔90の接合部分には箔90の重なり部分が発生し、箔90がたるんでいる場合は、第1乾燥炉30や第2乾燥炉50内で干渉する虞がある。
【0040】
そして、それを防ぐ為にアキュームダンサー17やB面塗工第1ダンサー41等で、箔90のテンションを調整する必要があるが、張力保持機構でのテンション調整には時間がかかる。この為に箔90が無駄に消費される。したがって、パスライン長の変化を抑えることで、箔90の無駄を無くすることができる。
パスラインの変化を抑えることができ、製造効率を向上することが可能となる。また、ウェブの消費を抑えることができるので歩留まりの低下も実現可能となる。
【0041】
また、本実施形態の構成を採ることで、設備停止した際の箔90のテンションを維持することが可能になる。
前述の図7に示すように、ダンサー機構D1の空圧シリンダD2を動作させる為の空圧回路に残圧弁A5及びチェック弁A4を用意することで、搬送ライン100の設備が停止した際にエア源A6からのエア供給が途絶えた場合にも、サイレンサA2の残圧を維持することが可能である。
このため、搬送ライン100の設備が緊急時に停止した際にも、箔90のテンションを維持することが可能である。
【0042】
設備停止した際に箔90がたるんでしまうと、箔90のテンションを張り直す作業が必要になる他、テンションが緩むことで箔90のズレなどが発生してしまうという弊害が生じる可能性がある。この為、チェック弁A4及び残圧弁A5等を備えることで残圧を維持し、箔90のテンションを保持することで、箔90のズレやテンションの緩みを防ぐことができる。
【0043】
また、本実施形態の構成を採ることで、箔90が切れた際にPETフィルムカセットユニットP1によって箔90の接合が容易になる。
PETフィルムカセットユニットP1は、箔90の切断時に接続に用いるPETフィルムP5を備えている。PETフィルムP5で切断した箔90同士を接合し、箔90の張り直しを行う。このため、PETフィルムカセットユニットP1は搬送ライン100の箔90送りの中心に対してズレがないように配置できることが望ましい。
PETフィルムカセットユニットP1をベースP4の上にユニットとして構築し、保持ベースP7に位置決めピンP8によって位置決め可能な構成とすることで、入替を容易にすることができる。また、PETフィルムカセットユニットP1はベースP4の上に乗せられた状態となっているので、搬送ライン100の外でユニットの用意をすることができる。
【0044】
また、フリーローラP3にシャフトP2を乗せる構成を採ることで、PETフィルムP5の中心を容易に出すことができる。
また、本実施形態をとることで、搬送ライン100の張力区分を分け、箔90のテンションを素早く張り直すことができる。
【0045】
図13に、搬送ラインのストールテンション時のフローを示す。図14に、巻出部ストールテンションのサブルーチンのフローを示す。図15に、B面塗工部ストールテンションのサブルーチンのフローを示す。図16に、検査工程ストールテンションのサブルーチンのフローを示す。図17に、巻取部ストールテンションのサブルーチンのフローを示す。
搬送ライン100に張られる箔90が、一旦切れてしまった、或いは不良が発生した等の理由で張り直しが必要になる場合がある。図13に示すのはその手順のフローである。搬送ライン100に箔90を通した後、次の手順で箔90にテンションをかける。
【0046】
メインフローは、図13に示している通りである。
S1で、巻出部ストールテンションのサブルーチンを実行する。
S2で、B面塗工部ストールテンションのサブルーチンを実行する。そして、S3に移行する。なお、フローチャートでは便宜的にS1とS2の処理を平行して行っているが、実際はニップローラ22を基準として別々にストールテンションを行えば良い。
S3で、検査工程ストールテンションのサブルーチンを実行する。そして、S4に移行する。
S4で、巻取部ストールテンションのサブルーチンを実行する。そして、ストールテンションのルーチンを終了する。
【0047】
次に、巻出部ストールテンションのサブルーチンの説明をする。図14にそのフローが示されている。
S11で、巻出搬送ニップローラ16を逆転させる。巻出搬送ニップローラ16は、箔90を搬送するにあたり、箔90を下工程に送り出す方向に巻出搬送ニップローラ16を回転させる。しかし、ここでは箔90にテンションをかける為、巻出搬送ニップローラ16を逆方向に回転させる。また、巻出ロール11も同様に逆転させる。そして、S12に移行する。
S12で、巻き出しアキュームダンサー17が垂直位置になっているかどうかを確認する。垂直位置にあれば(S12:Yes)、S13に移行する。アキュームダンサー17が垂直位置になければ(S12:No)、S12に移行する。
【0048】
S13で、巻出搬送ニップローラ16を停止する。
S14で、巻出ダンサー12が垂直位置にあるかを確認する。垂直位置にあれば(S14:Yes)、S15に移行する。巻出ダンサー12が垂直位置になければ(S14:No)、S14に移行する。
S15で、巻出ロール11の停止を行う。そしてS16に移行する。
S16で、巻出部ストールテンションの完了を図示しない制御部で記憶する。
ここまでのフローでニップローラ22より上工程側のストールテンションが完了する。
【0049】
なお、巻出搬送ニップローラ16の回転速度よりも巻出ロール11の回転速度を速くしないように制御している。これは、巻出搬送ニップローラ16より巻出ロール11の方が早く停止してしまわないようにしている為であるが、S11での巻出ロール11の逆転を、S13とS14の間で行うようにしても良い。
つまり、ニップローラ22を基準としているので、ニップローラ22に近い側のストールテンションが先に完了するように制御すれば良いのである。
【0050】
次に、B面塗工部ストールテンションのサブルーチンを説明する。図15にそのフローが示されている。
S21で、B面塗工搬送ニップローラ42を正転させる。B面塗工搬送ニップローラ42を正転させることで箔90の搬送方向に箔90にテンションをかけることができる。また、B面バックアップローラ45を正転させる。同様に箔90にテンションをかけることができる。そしてS22に移行する。
S22で、B面塗工第1ダンサー41が垂直位置かどうかを確認する。B面塗工第1ダンサー41が垂直位置にあれば(S22:Yes)、S23に移行する。B面塗工第1ダンサー41が垂直位置になければ(S22:No)、S22に移行する。
S23で、B面塗工搬送ニップローラ42の回転を停止させる。そしてS24に移行する。
【0051】
S24で、B面塗工第2ダンサー44が垂直位置にあるかどうかを確認する。B面塗工第2ダンサー44が垂直位置にあれば(S24:Yes)、S25に移行する。B面塗工第2ダンサー44が垂直位置になければ(S24:No)、S24に移行する。
S25で、B面バックアップローラ45の回転を停止させる。そしてS26に移行する。
S26で、B面塗工部ストールテンション完了の記憶を図示しない制御部で行う。そして、B面塗工部ストールテンションのサブルーチンを終了する。
【0052】
次に、検査工程ストールテンションのサブルーチンについて説明する。図16にそのフローが示されている。
S31で、検査搬送ニップローラ62を正転させる。そして、S32に移行する。
S32で、検査搬送ダンサー61が垂直位置にあるかどうかを確認する。検査搬送ダンサー61が垂直位置にあれば(S32:Yes)、S33に移行する。検査搬送ダンサー61が垂直位置になければ(S32:No)、S32に移行する。
S33で、検査搬送ニップローラ62を停止させる。そしてS34に移行する。
S34で、検査工程ストールテンション完了を記録する。そして検査工程ストールテンションのサブルーチンを終了する
【0053】
次に、巻取ストールテンションのサブルーチンについて説明する。図17にそのフローが示されている。
S41で、巻取搬送ニップローラ72を正転させる。また、巻取機構82を正転させる。そしてS42に移行する。
S42で、巻取アキュームダンサー71は垂直位置にあるかどうかを確認する。巻取アキュームダンサー71が垂直位置にあれば(S42:Yes)、S43に移行する。巻取アキュームダンサー71が垂直位置になければ(S42:No)、S42に移行する。
S43で、巻取搬送ニップローラ72の回転を停止する。そしてS44に移行する。
【0054】
S44で、巻取ダンサー81が垂直位置にあるかどうかを確認する。巻取ダンサー81が垂直位置にあれば(S44:Yes)、S45に移行する。巻取ダンサー81が垂直位置になければ(S44:No)、S44に移行する。
S45で、巻取機構82を停止させる。そしてS46に移行する。
S46で、巻取ストールテンション完了を記憶する。そして巻取ストールテンションのサブルーチンを終了する。
このように、張力区分を分け、ニップローラ22を基点として順にニップローラ22から近い場所からストールテンションを行うことで、素早く箔90のテンションを張ることができる。
【0055】
また、本実施形態は上記構成を採るので、ダンサー機構D1のアクチュエータの数を削減でき、コストダウンに貢献することができる。
ダンサー機構D1の構成では、空圧シリンダD2を1つでダンサーローラD9を制御することが可能となる。
通常、ダンサーローラD9を制御する為には、ダンサーローラD9を保持する対抗する保持アームD8をずれなく動作させる必要がある。しかしながら、ダンサーローラD9の長さは数百mm程度あるため、片持ちでアクチュエータを動かすと、捻れが発生し箔90に蛇行を生じる結果となる。
【0056】
しかし、中空シャフトD5と中実シャフトD4とを箔90の幅方向の中央にて係止ピンD6を用いて締結している。したがって、係止ピンD6から2つの保持アームD8までの距離は均しく、均等に力が伝達される。このため、捻れは均等に発生する為、箔90の蛇行を発生する要因となりにくくなる。
よって、空圧シリンダD2はダンサー機構D1に対して1つで駆動可能となり、コストダウンに貢献することができる。ダンサー機構D1は搬送ライン100に複数使うことから、コストダウンに有効だといえる。
【0057】
また、空圧シリンダD2を搬送ライン100の外側に配置できるので、作業性の向上を図ることが可能となる。
なお、この技術はダンサー機構D1だけでなく、ニップローラN1の駆動機構にも用いられている。ニップローラN1についても、ニップローラN1を駆動ローラN2側に押し付ける推力は、均等に、すなわちニップローラN1と駆動ローラN2の軸が常に平行であるようにかかることが望ましい。
したがって、ニップローラN1の軸に対してダンサー機構D1と同様の構造を用いることで、箔90の蛇行を防ぐことが可能となる。
また、ダンサー機構D1及びニップローラN1の駆動機構が同じ側に配置されていることは、メンテナンス性を向上させることが可能となる。
【0058】
また、本実施形態は上記構成を採るので、箔90搬送時に箔90のシワの発生を抑え、箔90のシワを除去することが可能となる。
ニップローラN1には、テーパ状の加工がなされているので、図12に示すようにニップローラN1に下方向に荷重がかけられることで、箔90の幅方向に箔90が伸ばされることになる。また、熱収縮性のPTFEチューブN1aが被せられていることで、箔90に対しての接触抵抗が軽減される。
このように箔90の幅方向外側に中心から力がかかることで、箔90にシワができていれば、シワを伸ばす効果が得られる。また、シワができていなくてもシワの発生を抑制することができる。
【0059】
以上、本実施形態に則して発明を説明したが、この発明は前記実施形態に限定されるものではなく、発明の趣旨を逸脱することのない範囲で構成の一部を適宜変更することにより実施することもできる。
例えば、本実施形態中に示した材質などを変更することを妨げない。また、設計事項の範囲内で構成を変更することを妨げない。
【符号の説明】
【0060】
10 巻出装置
11 巻出ロール
12 巻出ダンサー
15 巻出アキューム
16 巻出搬送ニップローラ
17 アキュームダンサー
20 第1コータ
21 グラビア塗工部
21a グラビアロール
21b ドクターブレード
22 ニップローラ
23 シリンダ
24a ダミーローラ
24b アーム
24c 回転軸
24d ローラ
25 ヘッドユニット
30 第1乾燥炉
40 第2コータ
41 B面塗工第1ダンサー
42 B面塗工搬送ニップローラ
44 B面塗工第2ダンサー
45 B面バックアップローラ
50 第2乾燥炉
60 検査工程
61 検査搬送ダンサー
62 検査搬送ニップローラ
70 巻取アキューム
71 巻取アキュームダンサー
72 巻取搬送ニップローラ
80 巻取装置
81 巻取ダンサー
82 巻取機構
90 箔
100 搬送ライン
【特許請求の範囲】
【請求項1】
複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、
前記退避構造と連動し、前記ウェブの搬送経路を変更するテンション保持機構を有し、
前記退避構造が動作した際に、前記テンション保持機構により前記ウェブのテンション低下量を減少させることを特徴とするウェブ搬送装置。
【請求項2】
請求項1に記載のウェブ搬送装置において、
前記ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、
前記ダンサーローラを駆動する駆動装置と、
前記駆動装置と接続するドライブシャフトと、
前記ドライブシャフトの外周に配置される中空パイプと、
前記ダンサーローラの両端を回転可能に支持し、前記中空パイプに接続される一対のアームと、
を備え、
前記ドライブシャフトと前記中空パイプは、係止ピンを用いて前記ダンサーローラの中央部と対応する位置で固定されていることを特徴とするウェブ搬送装置。
【請求項3】
請求項2に記載のウェブ搬送装置において、
前記ウェブの搬送を行う複数対の前記ローラ駆動機構は、駆動ローラと加圧ローラとを有し、
前記加圧ローラは、前記ダンサーローラと同様に、前記駆動装置と、前記ドライブシャフトと、前記中空パイプと、前記アームと、前記係止ピンを備え、
前記ダンサーローラに用いる前記駆動装置と同じ側に、前記加圧ローラに用いる前記駆動装置が配置されることを特徴とするウェブ搬送装置。
【請求項4】
請求項3に記載のウェブ搬送装置において、
前記ウェブに塗工する塗工機構を有し、
前記ウェブの搬送方向に対し、前記塗工機構よりも後に配置される1対の前記ローラ駆動機構のうち、前記加圧ローラがテーパ状であることを特徴とするウェブ搬送装置。
【請求項5】
ウェブを複数備えた一対のローラ駆動機構にて搬送するウェブ搬送方法において、
前記一対のローラ駆動機構で前記ウェブのテンション領域を複数に分割し、
前記一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、前記基準ローラから近い第1テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、
前記第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記ウェブのテンションをかけていくことを特徴とするウェブ搬送方法。
【請求項1】
複数対のローラ駆動機構を用いてウェブを搬送し、ロールの交換時に発生する継ぎ目を所定工程のみスキップさせる退避構造を備えるウェブ搬送装置において、
前記退避構造と連動し、前記ウェブの搬送経路を変更するテンション保持機構を有し、
前記退避構造が動作した際に、前記テンション保持機構により前記ウェブのテンション低下量を減少させることを特徴とするウェブ搬送装置。
【請求項2】
請求項1に記載のウェブ搬送装置において、
前記ウェブの搬送時に発生するテンションの変動を吸収するダンサーローラと、
前記ダンサーローラを駆動する駆動装置と、
前記駆動装置と接続するドライブシャフトと、
前記ドライブシャフトの外周に配置される中空パイプと、
前記ダンサーローラの両端を回転可能に支持し、前記中空パイプに接続される一対のアームと、
を備え、
前記ドライブシャフトと前記中空パイプは、係止ピンを用いて前記ダンサーローラの中央部と対応する位置で固定されていることを特徴とするウェブ搬送装置。
【請求項3】
請求項2に記載のウェブ搬送装置において、
前記ウェブの搬送を行う複数対の前記ローラ駆動機構は、駆動ローラと加圧ローラとを有し、
前記加圧ローラは、前記ダンサーローラと同様に、前記駆動装置と、前記ドライブシャフトと、前記中空パイプと、前記アームと、前記係止ピンを備え、
前記ダンサーローラに用いる前記駆動装置と同じ側に、前記加圧ローラに用いる前記駆動装置が配置されることを特徴とするウェブ搬送装置。
【請求項4】
請求項3に記載のウェブ搬送装置において、
前記ウェブに塗工する塗工機構を有し、
前記ウェブの搬送方向に対し、前記塗工機構よりも後に配置される1対の前記ローラ駆動機構のうち、前記加圧ローラがテーパ状であることを特徴とするウェブ搬送装置。
【請求項5】
ウェブを複数備えた一対のローラ駆動機構にて搬送するウェブ搬送方法において、
前記一対のローラ駆動機構で前記ウェブのテンション領域を複数に分割し、
前記一対のローラ駆動機構の内、1カ所を基準点とする基準ローラとして、前記基準ローラから近い第1テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、
前記第1テンション領域に隣接する第2テンション領域のテンションを所定の値になるよう前記一対のローラ駆動機構を駆動し、前記ウェブのテンションをかけていくことを特徴とするウェブ搬送方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2011−42436(P2011−42436A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−190332(P2009−190332)
【出願日】平成21年8月19日(2009.8.19)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月19日(2009.8.19)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]