
ウエスタンブロット用ナノ繊維メンブレン及びその製造方法
本発明は、例えば、電気紡糸によって平均繊維径50〜1000nmであるナノ繊維を、熱板カレンダー工程を経て、平均細孔径が0.1〜1.0μmで、厚さが30〜200μmからなった3次元の開いた細孔構造(3−Dimensional open pore structure)を有するウエスタンブロット用ナノ繊維メンブレン及びその製造方法に関する。
本発明は、疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、前記得られたナノ繊維ウェブをカレンダリングして、ウエスタンブロット用メンブレンを得る段階と、を含む。
本発明は、疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、前記得られたナノ繊維ウェブをカレンダリングして、ウエスタンブロット用メンブレンを得る段階と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノ繊維で構成されたウエスタンブロット(western blot)用メンブレン(membrane)及びその製造方法に係り、具体的には、電気紡糸によって平均繊維径50〜1000nmであるナノ繊維を、熱板カレンダー工程を経て、平均細孔径0.1〜1.0μm、厚さ30〜200μmからなった3次元の開いた細孔構造(3−Dimensional open pore structure)を有するウエスタンブロット用ナノ繊維メンブレン及びその製造方法に関する。
【背景技術】
【0002】
現在、商用化されているウエスタンブロット用メンブレンとしては、ニトロセルロース(NC、nitrocellulose)、ナイロン(Nylon)、ポリビニリデンフルオライド(polyvinylidene fluoride、以下‘PVdF’)系高分子からなった多孔性メンブレンがある。
【0003】
特に、PVdF系メンブレンの場合、ニトロセルロースやナイロン系などに比べて、タンパク質のバインディング感度とメンブレン強度及び取扱性などに優れて、ウエスタンブロット用メンブレンの主流となっている。
【0004】
ウエスタンブロットは、与えられたサンプルの組織ホモジネート(homogenate)や抽出物の特定のタンパク質を分離、検出するのに用いられる技法であって、複数のタンパク質混合物からいずれの特定のタンパク質を検出する技法である。検出しようするタンパク質に対する抗体(antibody)を使用して、抗原−抗体反応(antigen−antibody reaction)を起こすことで、タンパク質の存在有無を明らかにする方法である。
【0005】
また、ウエスタンブロットは、ネイティブゲル(native gel)または変性タンパク質を、ポリペプチド(polypeptide)またはタンパク質の3次元構造の大きさによって分離するのにも用いられる。
【0006】
ウエスタンブロットは、細胞や組織から抽出されたタンパク質をサンプルバッファー(sample buffer)と混ぜて、アクリルアミド(acrylamide)で作った分子篩(molecular sieve)に載せて電気泳動をする。すると、サンプルバッファーに入っていたSDS(sodium dodecyl sulfate、SDS−page)という物質がタンパク質の全体に(−)電気を帯びるようにして、(+)電気の側にタンパク質が引き付けられる。このとき、SDS分子篩がタンパク質の進行を妨げて、小さい分子は速く、大きい分子は遅く移動して、様々な大きさのバンド(band)を形成することになる。このとき、大きさによって分離されたゲル(gel)の上にメンブレンを載せて電気を流すと、タンパク質が分離された状態でメンブレンに移される(transfer)。ここで、検出しようとする特定のタンパク質に対する抗体(antibody)を結合させ、再び該抗体に特異的な2次抗体を結合させて、発色によって現れる反応をX線(X−ray)でイメージ化する。
【0007】
このような用途で使用されるメンブレンは、タンパク質と疏水性結合(hydrophobic interaction)ができる高分子、例えば、PVdFを原料として平均細孔径が0.2μm〜0.45μmで構成されている多孔性メンブレンである。
【0008】
このような多孔性メンブレンは、水のような非溶媒中に溶媒及び高分子を注いで作製する相分離法(phase separation)による乾式(dry)、湿式(wet)、または乾湿式(dry−wet casting)のような方法で製造されているが、製造単価が高価で、大量で生産するのに限界がある。
【0009】
また、多孔性メンブレンは、相分離法により製造される場合、細孔構造が均一な分布をなすことができないという短所があり、例えば、PVdFメンブレンの場合、使用前に必ずメンブレンをメタノールに浸漬して、部分親水化工程を経て、バッファー溶液との相溶性を極大化する必要があり、このような親水化過程を省略する場合、タンパク質の吸着が十分にできず、感度が低下する恐れがある。
【0010】
このようなメタノール前処理工程は、メンブレンの強度を大きく低下させて、クラックが発生する恐れがあり、気泡などが形成されてバックグラウンドが発生するため、所望のタンパク質を正確に検出するのには限界がある。
【0011】
したがって、本発明の発明者らは、電気紡糸技法を用いて、価格が低廉で、且つ製造方法が簡便で、細孔構造の人為的調節が可能で、表面積が極大化したナノ繊維で構成されたメンブレンを開発することによって、メタノール前処理過程を省略しても既存のメンブレンよりも感度に優れたメンブレンを製造することで、本発明を完成した。
【発明の概要】
【発明が解決しようとする課題】
【0012】
したがって、本発明の目的は、電気紡糸技法を使用して、表面積が極大化したナノ繊維ウェブで構成され、メタノール前処理過程を省略することが可能なので、バックグラウンドがなく、且つ、感度に優れたウエスタンブロット用メンブレン及びその製造方法を提供することにある。
【0013】
本発明の他の目的は、プラズマを通じて表面改質を行って、メンブレンを親水化させて、より感度に優れたウエスタンブロット用メンブレン及びその製造方法を提供することにある。
【課題を解決するための手段】
【0014】
このような目的を達成するために、本発明の一態様によれば、ウエスタンブロット用メンブレンの製造方法において、疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、前記得られたナノ繊維ウェブをカレンダリング(calendering)して、ウエスタンブロット用メンブレンを得る段階と、を含むことを特徴とする、ウエスタンブロット用メンブレンの製造方法を提供する。
【0015】
また本発明は、前記カレンダリングされたナノ繊維ウェブに、親水性を付与するために、表面改質を行う段階をさらに含むことができる。
【0016】
本発明で使用可能な疏水性高分子物質は、例えば、PVdF(polyvinylidene fluoride)、ナイロン(nylon)、ニトロセルロース(nitrocellulose)、PU(polyurethane)、PC(polycarbonate)、PS(polystyrene)、PLA(polylatic acid)、PAN(polyacrylonitrile)、PLGA(polylactic−co−glycolic acid)PEI(polyethyleneimine)、PPI(polypropyleneimine)、PMMA(Polymethylmethacrylate)、PVC(polyvinylcholride)、PVAc(polyvinylacetate)、及びポリスチレンジビニルベンゼン共重合体(Polystylene divinylbenzene copolymer)からなる群から選択された1種または2種以上の混合物で構成されることができる。
【0017】
本発明で使用可能な溶媒は、ジメチルホルムアミド(di−methylformamide、DMF)、ジメチルアセトアミド(di−methylacetamide、DMAc)、THF(tetrahydrofuran)、アセトン(Acetone)、アルコール(Alcohol)類、クロロホルム(Chloroform)、DMSO(dimethyl sulfoxide)、ジクロロメタン(dichloromethane)、酢酸(acetic acid)、ギ酸(formic acid)、NMP(N−Methylpyrrolidone)、フッ素系アルコール類、及び水からなる群から選択された1種以上のものを使用することができる。
【0018】
前記ナノ繊維ウェブを形成するナノ繊維の直径は、50〜1000nmであることを特徴とする。
【0019】
前記紡糸方法は、電気紡糸(electrospinning)、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)から選択されたいずれか1つの方法を使用することができる。
【0020】
前記カレンダリングは、圧着、加圧、熱板カレンダリング、ローリング、熱接合、超音波接合、シームシーリングテープ、ラミネーティング法から選択されたいずれか1つの方法で行われる。
【0021】
前記紡糸溶液全体に対して前記疏水性高分子物質の含量は、5〜90重量%であることが望ましい。
【0022】
前記カレンダリング工程は、60〜200℃の温度範囲での熱処理を伴いながら行われる。
【0023】
前記表面改質は、望ましくは、プラズマ処理によって行う。
【0024】
前記プラズマ処理時に使用するガスは、酸素またはアルゴンを使用する。
【0025】
前記プラズマ処理時間は、30〜300秒であることが望ましい。
【0026】
前記メンブレンは、平均細孔径が0.1〜1.0μm、厚さが30〜200μm、気孔度が60%以上であることが望ましい。
【0027】
本発明の他の態様によれば、上記した方法によって製造されるウエスタンブロット用メンブレンを提供する。
【発明の効果】
【0028】
したがって、本発明により製造されたウエスタンブロット用メンブレンは、製造工程が簡単なので、低廉なコストで大量生産が可能で、既存のメンブレンに比べて優れた感度を提供することによって、タンパク質分離及び分析の用途、または多様な検出に活用が可能である。
【図面の簡単な説明】
【0029】
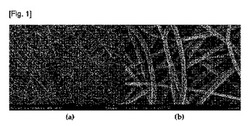
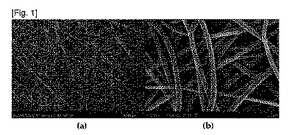
【図1】本発明の実施例1により製造されたPVdFメンブレンの走査電子顕微鏡写真;(a)1k、(b)10k×倍率。
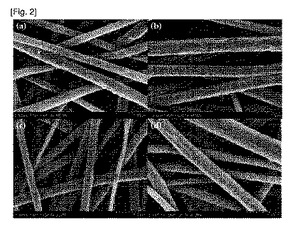
【図2】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの走査電子顕微鏡写真;(a)プラズマ処理30秒(b)プラズマ処理60秒(c)プラズマ処理150秒(d)プラズマ処理300秒。
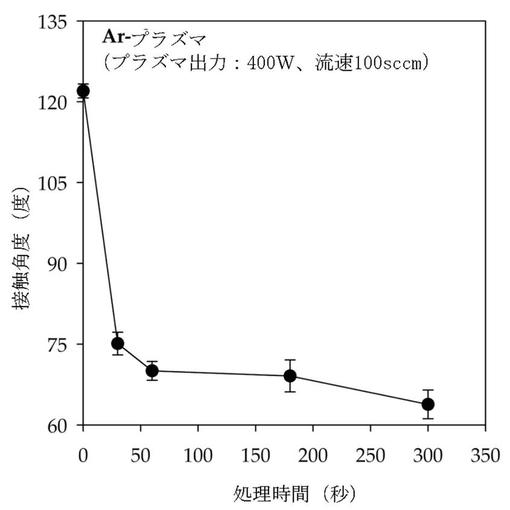
【図3】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの接触角を示すグラフである。
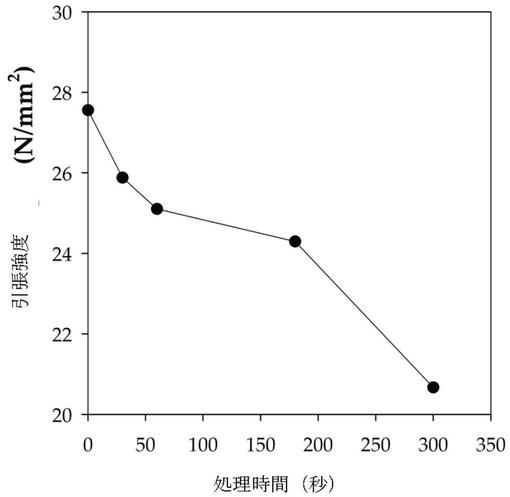
【図4】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの接触角度を示すグラフである。
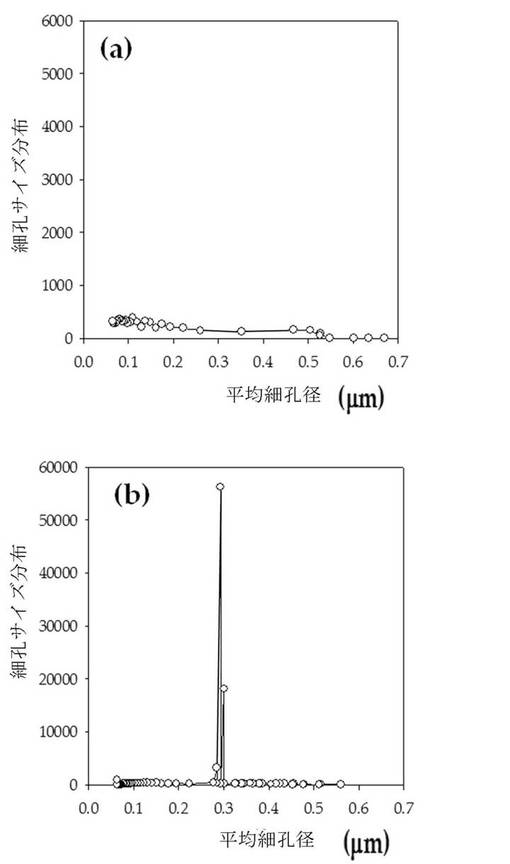
【図5】本発明の実施例1と比較例で製造された各メンブレンの平均細孔径の大きさを示すグラフ;(a)比較例(b)実施例1。
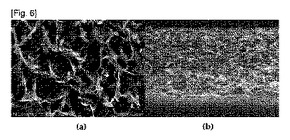
【図6】本発明の実施例1と比較例で製造された各メンブレンの断面走査電子顕微鏡写真;(a)比較例(b)実施例。
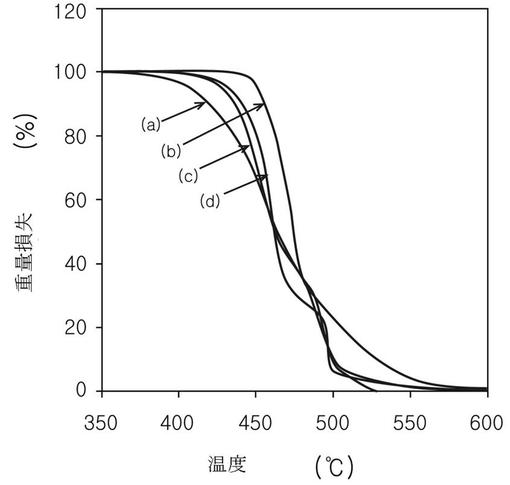
【図7】本発明の実施例及び比較例により製造されたメンブレンの空気中でのTGA分析結果;(a)比較例、(b)実施例1(PVdF HSV900)、(c)実施例2(PVdF 761)、(d)実施例3(PVdF 761/2801)。
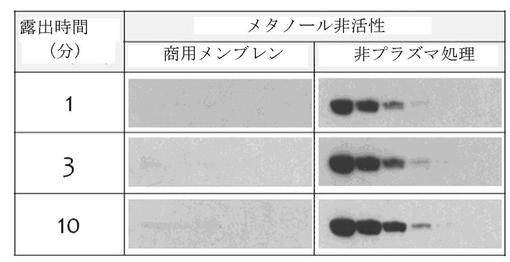
【図8】本発明の実施例1と比較例により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
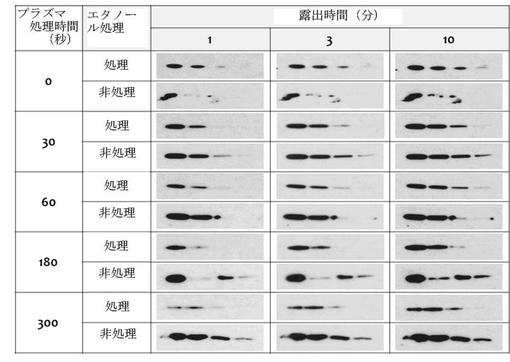
【図9】本発明の実施例1及び4により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
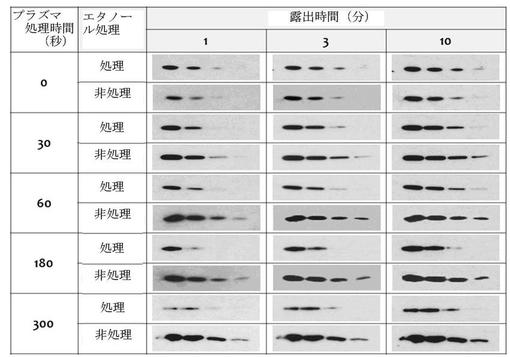
【図10】本発明の実施例1及び4により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
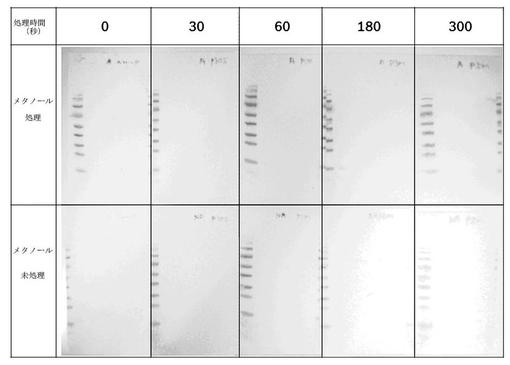
【図11】ウエスタンブロット後のメンブレンの変色状態を示す写真である。
【発明を実施するための形態】
【0030】
本発明に係るウエスタンブロット用ナノ繊維で構成されたメンブレンは、疏水性高分子、例えば、PVdF高分子を紡糸可能な濃度で溶媒に溶解して、紡糸溶液を製造し、紡糸口に移送した後、ノズルに高電圧を印加して電気紡糸する。電気紡糸により製造されたナノ繊維ウェブは、カレンダリング工程を経て、平均細孔径0.1〜1.0μm、平均繊維径50〜1,000nm、厚さ30〜200μmからなったメンブレンとして製造される。
【0031】
このようなナノ繊維メンブレンは、メタノール前処理過程が省略されても感度に優れて、タンパク質分離及び検出用として使用することができ、表面改質(例えば、プラズマ処理)を経て表面親水化して使用することもできる。
【0032】
以下、各段階別に詳細に説明する。
【0033】
疏水性高分子含有紡糸溶液の製造段階
疏水性高分子(例えば、PVdF)を、適当な溶媒を使用し、紡糸可能な濃度で溶解して、紡糸溶液を準備する。高分子物質(PVdF)の含量は、溶液全体を基準に約5〜90重量%が適当である。5重量%未満の場合、電気紡糸をすると、ナノ繊維を形成するよりはビード状(bead)で噴射されて、メンブレンを構成しにくく、90重量%超過の場合には粘度が高くて、紡糸が不可能なので繊維を形成しにくい。したがって、紡糸溶液の製造は、特別な制約はないが、繊維状構造を形成しやすい濃度として繊維のモーフォロジー(morphology)を制御することが望ましい。
【0034】
高分子ナノ繊維ウェブの形成段階
前記製造された紡糸溶液は、定量ポンプを使用して紡糸パック(spin pack)へ移送した後、高電圧調節装置を用いて紡糸パックに電圧を印加して、電気紡糸を実施する。このとき使用される電圧は、0.5〜100kVの範囲内で調節可能であり、集電板は、電気伝導性金属、剥離紙などを使用することができ、接地をしたり、または(−)極に帯電して使用することができる。前記集電板は、紡糸時繊維の集束を円滑にするために捕集装置(suction collector)を付着して使用することが望ましい。
【0035】
また、電気紡糸は、紡糸パックと集電板までの距離を5〜50cmに調節し、紡糸時吐出量を定量ポンプを使用して、ホール当り0.0001〜5cc/hole・minで紡糸し、紡糸時温度及び湿度を調節できるチャンバー内で相対湿度30〜80%で紡糸することが望ましい。このようにして紡糸されたナノ繊維ウェブの平均繊維径は50〜1,000nmになるようにする。
【0036】
紡糸方法は、前記電気紡糸(electrospinning)の他にも、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)も可能である。
【0037】
高分子ナノ繊維ウェブのカレンダリング段階
前記紡糸された高分子ナノ繊維ウェブは、加圧、圧着、ローリング、熱板カレンダリング、熱接合、超音波接合、シームシーリングテープ(Sim sealing tape)、ラミネーティングなどの多様な方法でカレンダリングしてメンブレンを得る。該得られた高分子ナノ繊維ウェブは、3次元の開いた細孔構造を有するので、メタノール前処理過程を省略しても超高感度の特性を持つメンブレンを得ることができる。
【0038】
このとき、メンブレン厚さは30〜200μmであり、平均細孔径は0.1〜1.0μmになるようにする。メンブレン厚さは、30μm未満の場合、ウエスタンブロット時剛直度が低いため取り扱いが難しく、200μmを超過する場合、製造コストが上昇する。また、メンブレンの平均細孔径は0.1μm未満の場合、後処理工程コストが上昇し、トランスファー時間が遅延され、1.0μm超過の場合、トランスファー濃度が低くて、正確なタンパク質分析ができないことがある。
【0039】
特に、カレンダリングを行う場合、熱処理を伴うことができ、カレンダリング熱処理温度は、高分子が溶融されない60〜200℃の範囲が望ましい。カレンダリングの熱処理温度は、60℃未満の場合、熱処理温度が低くて、ナノ繊維間の融着が不安定であるため、ナノ繊維の分離が進行され、適当なウエスタンブロットを行いにくく、200℃超過の場合、ナノ繊維を構成する高分子(例えば、PVdF)の溶融により細孔構造が詰まって、適切なSDS−pageからタンパク質転移(transfer)ができず、正確な分析を行うことができないこともある。
【0040】
ナノ繊維の表面改質の段階
ナノ繊維の表面構造改質には、溶媒を使用してWBL(weak boundary layer)を除去、膨潤、表面エッチングを経る化学的方法と、X−ray、Y−ray、電子ビームなどのイオン化放射線(radiation)の照射で表面反応を誘導する光化学的改質方法と、真空下でコロナ放電(corona discharge)、プラズマ(plasma)、電子ビーム、イオンビームなどの高エネルギー原子、分子イオンを用いて、表面酸化反応を誘導する物理的改質と、火炎ないしはオゾンを用いる方法など多様な形態でナノ繊維の表面を改質できる。
【0041】
本発明では、このような方法のうち最も簡単で、且つ環境負荷が少なく、表面改質の効果に優れたプラズマ処理を通じて、ナノ繊維の表面を親水化させて、超高感度ウエスタンブロット用メンブレンを完成する。
【0042】
プラズマ処理工程の変数としては、使用されるガスの種類、流量、処理圧力、処理時間、電力などを挙げることができ、ナノ繊維の表面改質に合った条件を探すのが望ましい。
【0043】
すなわち、プラズマ工程時に使用される処理ガスとしては、酸素(O2)またはアルゴン(Ar)を使用することができ、本発明では、エッチング及び架橋効果{かきょう こうか}(cross−linking effect)を有するアルゴンガスを使用した。
【0044】
プラズマ処理時間は、30〜300秒が適当であり、このとき、電力は400Wとした。プラズマ処理時間が30秒未満である場合、メンブレンにおける親水化度合いが不十分であるため、ウエスタンブロットを行なう場合、ウェスタンバッファー溶液との相溶性が低下し、バックグラウンドが発生する可能性が高く、300秒を超過する場合、プラズマに長時間露出し、むしろメンブレンの物性が低下して、工程コストが上昇する。ここで、電力と処理時間とは反比例の関係を有するので、電力を高めるとプラズマ処理時間を減らすことができる。
【0045】
以下、実施例によって本発明をより詳細に説明する。これら実施例は、単に本発明を例示するためのもので、本発明の範囲がこれら実施例によって制限されるものと解釈してはならない。
【0046】
(実施例1)
紡糸溶液は、疏水性高分子であるホモ(homo)ポリマーで構成されたPVdF(HSV900)を使用し、溶液全体に対して20重量%になるように溶媒DMAcに溶解して製造した。前記紡糸溶液は、定量ポンプを用いて紡糸ノズルに移送されて、印加電圧25kV、紡糸口と集電体との距離20cm、分当りの吐出量0.005cc/gholl、常温、常圧の条件で電気紡糸を実施して、PVdFナノ繊維ウェブを得た。
【0047】
このとき、紡糸されたPVdFナノ繊維ウェブは、図1で走査電子顕微鏡写真として示す。図1に示されたように、紡糸されたナノ繊維は、平均繊維径が約300〜400nmを示した。また、ナノ繊維は、細孔径が比較的均一で、3次元的に開いた細孔構造を有する。
【0048】
このように紡糸されたPVdFナノ繊維ウェブは、140℃で加熱した熱板ロールを通過させてカレンダリングして、PVdFナノ繊維メンブレンを製作し、カレンダリング後のメンブレンの厚さは約80μmであった。
【0049】
(実施例2及び3)
実施例2及び3は、疏水性高分子であるホモポリマーで構成されたPVdF 761を単独(実施例2)で、及び共重合体であるPVdF 2801をPVdF 761と50:50重量%で混合(実施例3)して、実施例1と同様の方法で電気紡糸した後カレンダリングして、ナノ繊維メンブレンを得た。
【0050】
製造された実施例2及び3のメンブレンは、比較例のメンブレンとの比較のために、TGA、XRD、SEM、DSC分析を実施した。熱分析の結果、比較例及び実施例により製造されたサンプルの場合、ほぼ同じ結果を示し、PVdF高分子の典型的な結果を示した。下記のメンブレン構造分析で、その結果を説明する。
【0051】
(実施例4)
実施例4は、前記実施例1の方法によって製造されたPVdFナノ繊維メンブレンを、プラズマクリーナー装備を使用して表面改質を実施した。このときに使用されたガスは、アルゴン(Ar)であり、アルゴンを100sccmで供給しながら、400Wで30、60、150、300秒(sec)の間隔で表面改質を実施した。
【0052】
図2は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理時間別表面構造を走査電子顕微鏡写真を通じて示す。図2に示されたように、プラズマ処理時間が増加するほどPVdFナノ繊維の表面に発生したクラックの大きさが増加するのが分かる。これは、プラズマ処理によりナノ繊維の表面にエッチングが発生して現れたものと判断される。
【0053】
図3は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理による水との接触角を示した。図3に示されたように、プラズマ処理により水の接触角が低くなる親水化傾向を示し、プラズマ処理時間が増加するほど初期親水化傾向は増加するが、30秒処理した場合にその変化の幅が最も大きく現れることが分かる。
【0054】
図4は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理による引張強度を示した。図4に示されたように、プラズマ処理時間が増加するほど引張強度は減少する傾向を示し、プラズマ処理時間が増加するほどプラズマ処理によってメンブレンの物性が脆弱になることがわかる。
【0055】
(比較例)
比較のために相分離法を用いて製造された商用化メンブレンであるPall社(PALL CO.,LTD.,BioTraceTM PVDF)のPVdFメンブレンを使用した。このとき使用されたPall社のPVdFメンブレンは、厚さ150μm、平均細孔径の大きさが0.45μmであった。
【0056】
図5には、PMI(capillary flow porometer)装備を使用して、実施例1及び比較例で製造されたメンブレンの平均細孔径の大きさを示した。図5に示されたように、(b)実施例1を示すナノ繊維メンブレンの場合、平均細孔径の大きさが非常に均一に現れるが、(a)比較例を示す商用化メンブレンの場合、平均細孔径の大きさが非常に不均一に現れることが分かる。
【0057】
図6には、(a)比較例、及び(b)実施例1のメンブレンの断面走査電子顕微鏡写真を示した。
【0058】
図6の(a)比較例の場合に示されたように、商用化メンブレンの場合、相分離法を用いて製造されるので、細孔構造が2次元の閉じた細孔(closed pore)構造に起因した反面、図6の(b)実施例1の場合に示されたように、ナノ繊維メンブレンの場合、製造と同時に3次元の開いた細孔(open pore)構造を示した結果と思われる。
【0059】
(メンブレンの構造分析)
実施例1ないし3により製造されたPVdFメンブレン、及び比較例により製造された商用化メンブレンの構造分析をDSC、XRD、TGA、SEMを通じて行った。走査電子顕微鏡(SEM)分析結果、比較例の場合には、製造されたメンブレンを示す図6(a)で見るように、細孔径が均一ではなく、また細孔構造においても閉じた細孔構造であることが分かる。
【0060】
熱重量分析(TGA)結果を示した図7から、商用化メンブレンである比較例と本発明の実施例のいずれも約500℃までは空気中で分解されないということを示しており、ただし、本発明の実施例1ないし3の場合が比較例に比べて熱的に多少、より安定していることを確認することができる。
【0061】
一方、本発明の実施例1と比較例により製造された各メンブレンの気孔度(porosity)は、それぞれ横×縦1cmずつ切断して、次の式(1)により測定した。
【0062】
【数1】

上記式により得られた気孔度は、実施例1の場合が73.3%、比較例の場合が約67%であって、本発明の実施例1の方法により製造されたメンブレンの気孔度が約10%、より大きいという事実を確認した。
【0063】
(ウエスタンブロット試験例1)
一般的にウエスタンブロットを行なう場合、メンブレンを100%メタノール(methanol)に活性化させて、メンブレンを部分親水化させる必要がある。これは、メンブレンとウェスタンバッファー溶液との親和性を増加させて、メンブレンにゲル(gel)内のタンパク質との相互作用がよく起きるようにする過程である。
【0064】
以下は、前記メンブレンの部分親水化過程を省略した状態で、前記実施例1及び比較例のメンブレンを用いてウエスタンブロットを実施した。
【0065】
まず、実施例1と比較例で製造されたメンブレンを、横×縦、それぞれ6×8cmに予めカットして置き、メタノール活性化を省略し、ウエスタンブロットを行った。まず、カットされたメンブレンをトランスファー緩衝溶液(1×transfer buffer)に移した後10分間放置した。このとき、トランスファー緩衝溶液の構成は、3.03g/L trisma−base、14.4g/L グリシン(Glycine)、20%メタノール(methanol)(200ml/L)であった。トランスファーするゲルはトランスファー緩衝溶液で軽く湿らせ、メンブレン上に気泡が生じないように注意して載せて置く。ゲルとメンブレンとを密着させた後、両面にトランスファー緩衝溶液で予め湿らせた3M紙(3M paper)を当てて、トランスファーキット(Transfer kit)に装着する。
【0066】
トランスファーは、ミニ−ゲル(Mini−gel)トランスファーキットを使用して、100Vで1時間実施し、この時発生する熱を遮断するために、トランスファー容器を氷中に置いて実施した。トランスファーが終わった後、装置を解体し、メンブレンを分離して、1xTBST(Tris−buffered saline with 0.05% tween 20)で湿らせる。このとき、TBSTの構成は、0.2M Tris pH8(24.2g Trisma base)、1.37M NaCl(80g NaCl)、Adjust pH7.6 by conc HClからなる。
【0067】
このとき、精製されたタンパク質抗原の濃度は、20、10、5、2.5、1μgであって、10%SDS−pageゲルを用いた。全体トランスファー時間は約1時間40分で、遮断時間(blocking time)は1時間30分であった。
【0068】
1次抗体(first Antibody)としてはβ−actin(Santa cruz、sc−47778)を使用し、これを1:5000に希釈して、−4℃で、トランスファーメンブレンと1日程度(24hrs)反応させた。このようにトランスファーされたものを、X線フィルムを用いて、タンパク質の発現を確認した。
【0069】
図8は、実施例1と比較例により製造されたメンブレンを使用してウエスタンブロットを実施した結果を示したものである。図8に示されたように、商用化メンブレン(commercial mem.)の場合、メタノール活性化をしない場合(MeOH Non activation)、タンパク質の発現を観察することができなかった。しかし、実施例1のメンブレン(Plasma Non−treated)の場合、メタノール活性化をしない場合にもタンパク質の発現が優秀に観察されるのを確認することができた。これは、実施例1のメンブレンが、電気紡糸によりナノ繊維が3次元構造で積層された形態で、細孔(気孔)が表面から裏面に至るまで連結された3次元の開いた細孔構造を有しており、毛細管現象(capillary effect)の発現に起因することである。
【0070】
また、実施例1のメンブレンが比較例に比べて細孔径が均一であり、高い気孔度によって、より大きい比表面積を有するので、これによって、優れた敏感度を示したものと判断される。特に、比較例の商用化メンブレンの場合、相分離法を用いて製造されるので、その構造は必然的に2次元の閉じた細孔(2−D closed pore)構造を有しており、実施例1のナノ繊維メンブレンに比べて敏感度が低下した結果と見ることができる。
【0071】
(ウエスタンブロット試験例2)
前記実施例1と実施例4により製造されたPVdFナノ繊維メンブレンを、前記試験例1と同様の方法で、ウエスタンブロットを実施した。このとき、ウエスタンブロットを行う前、100%メタノール前処理(Treated)をそれぞれ1分間実施して、プラズマ処理したメンブレン(30秒、60秒、180秒、300秒)とプラズマ未処理メンブレン(0秒)とを比較して示した。
【0072】
図9は、実施例1と4により製造された各メンブレンのウエスタンブロット評価結果を示した図である。図9に示されたように、プラズマ処理をしない(Plasma treatment time 0秒)実施例1のメンブレンの場合、メタノール前処理過程(MeOH treated)を経たメンブレンがメタノール未処理(MeOH Non−treated)メンブレンに比べて、タンパク質発現に優れたものと示された。しかし、逆に、プラズマ処理時間(Plasma treatment time)をそれぞれ、30秒、60秒、180秒、300秒処理した実施例4のメンブレンの場合、メタノール前処理過程を経たメンブレンよりもメタノール未処理(Non−treated)メンブレンが、よりタンパク質の発現に優れたものと示された。これは、プラズマ処理により既に表面親水化が進行したメンブレンを、メタノール前処理を行なうことによって、表面親水化が過度に進行して、メンブレンとタンパク質との間の疏水性相互作用を妨げて示された結果と判断される。
【0073】
(ウエスタンブロット試験例3)
プラズマ処理されたメンブレンの経時変化を観察するために、前記実施例1と実施例4より製造されたPVdFナノ繊維メンブレンを3ヶ月間常温に放置した後、試験例1及び試験例2の方法と同様に、ウエスタンブロットを行って、その結果を図10に示した。
【0074】
図10に示されたように、プラズマ処理後、3ヶ月経過後にも試験例2と同じ結果を得た。これは、ナノ繊維の場合、アルゴンプラズマ処理時表面構造の変化が時間によって大きく変わらないことを示唆する。
【0075】
試験例2と試験例3の場合において、プラズマ処理時間が30秒の場合、非常に鮮明にタンパク質が発現するのを見ることができる。これは、図11でのように、プラズマ処理時間が60秒を超過することになると、メンブレンの表面親水化が過度に進行して、ウエスタンブロットを行なう場合、メンブレンが黄色に変色することに起因する。
【0076】
これは、ウェスタンバッファー溶液内の物質とメンブレンとの相互作用によるものであるが、ウエスタンブロットを行うのに大きな問題にはならない。
【0077】
また、図9と図10の結果で示されたように、プラズマ処理を行ったサンプルの場合、メタノール前処理過程を経たサンプルに比べてタンパク質の発現がより敏感に作用することは、メタノール処理よりプラズマ処理がナノ繊維の表面構造をより均一に改質するものであることが分かった。
【0078】
特に、既存のメンブレンに比べてナノ繊維で構成されたメンブレンがより效果的にタンパク質を吸着するのは、ナノ繊維の場合、製造と同時に3次元の開いた細孔構造による毛細管現象、及び巨大比表面積の結果と判断され、既存の商用化メンブレンに比べて図6に示された結果のように、より均一な細孔構造に起因する。
【0079】
したがって、本発明のナノ繊維メンブレンは、メタノール前処理による親水化過程を経なくてもタンパク質の発現がなされ、プラズマ処理により親水化過程を行って、ウエスタンブロット用メンブレンとして使用すると、バックグラウンドがないながら感度がさらに優れる。
【0080】
以上では、本発明を特定の好適な実施例を挙げて説明したが、本発明は上記した実施例に限定されず、本発明の精神を逸脱しない範囲内で当該発明の属する技術分野における通常の知識を有する者によって多様な変更及び修正が可能であるだろう。
【産業上の利用可能性】
【0081】
本発明は、ウエスタンブロット用メンブレンとして使用可能であり、タンパク質の分離、分析、検出、診断を含む多様な分野においてメンブレンとして活用可能である。
【技術分野】
【0001】
本発明は、ナノ繊維で構成されたウエスタンブロット(western blot)用メンブレン(membrane)及びその製造方法に係り、具体的には、電気紡糸によって平均繊維径50〜1000nmであるナノ繊維を、熱板カレンダー工程を経て、平均細孔径0.1〜1.0μm、厚さ30〜200μmからなった3次元の開いた細孔構造(3−Dimensional open pore structure)を有するウエスタンブロット用ナノ繊維メンブレン及びその製造方法に関する。
【背景技術】
【0002】
現在、商用化されているウエスタンブロット用メンブレンとしては、ニトロセルロース(NC、nitrocellulose)、ナイロン(Nylon)、ポリビニリデンフルオライド(polyvinylidene fluoride、以下‘PVdF’)系高分子からなった多孔性メンブレンがある。
【0003】
特に、PVdF系メンブレンの場合、ニトロセルロースやナイロン系などに比べて、タンパク質のバインディング感度とメンブレン強度及び取扱性などに優れて、ウエスタンブロット用メンブレンの主流となっている。
【0004】
ウエスタンブロットは、与えられたサンプルの組織ホモジネート(homogenate)や抽出物の特定のタンパク質を分離、検出するのに用いられる技法であって、複数のタンパク質混合物からいずれの特定のタンパク質を検出する技法である。検出しようするタンパク質に対する抗体(antibody)を使用して、抗原−抗体反応(antigen−antibody reaction)を起こすことで、タンパク質の存在有無を明らかにする方法である。
【0005】
また、ウエスタンブロットは、ネイティブゲル(native gel)または変性タンパク質を、ポリペプチド(polypeptide)またはタンパク質の3次元構造の大きさによって分離するのにも用いられる。
【0006】
ウエスタンブロットは、細胞や組織から抽出されたタンパク質をサンプルバッファー(sample buffer)と混ぜて、アクリルアミド(acrylamide)で作った分子篩(molecular sieve)に載せて電気泳動をする。すると、サンプルバッファーに入っていたSDS(sodium dodecyl sulfate、SDS−page)という物質がタンパク質の全体に(−)電気を帯びるようにして、(+)電気の側にタンパク質が引き付けられる。このとき、SDS分子篩がタンパク質の進行を妨げて、小さい分子は速く、大きい分子は遅く移動して、様々な大きさのバンド(band)を形成することになる。このとき、大きさによって分離されたゲル(gel)の上にメンブレンを載せて電気を流すと、タンパク質が分離された状態でメンブレンに移される(transfer)。ここで、検出しようとする特定のタンパク質に対する抗体(antibody)を結合させ、再び該抗体に特異的な2次抗体を結合させて、発色によって現れる反応をX線(X−ray)でイメージ化する。
【0007】
このような用途で使用されるメンブレンは、タンパク質と疏水性結合(hydrophobic interaction)ができる高分子、例えば、PVdFを原料として平均細孔径が0.2μm〜0.45μmで構成されている多孔性メンブレンである。
【0008】
このような多孔性メンブレンは、水のような非溶媒中に溶媒及び高分子を注いで作製する相分離法(phase separation)による乾式(dry)、湿式(wet)、または乾湿式(dry−wet casting)のような方法で製造されているが、製造単価が高価で、大量で生産するのに限界がある。
【0009】
また、多孔性メンブレンは、相分離法により製造される場合、細孔構造が均一な分布をなすことができないという短所があり、例えば、PVdFメンブレンの場合、使用前に必ずメンブレンをメタノールに浸漬して、部分親水化工程を経て、バッファー溶液との相溶性を極大化する必要があり、このような親水化過程を省略する場合、タンパク質の吸着が十分にできず、感度が低下する恐れがある。
【0010】
このようなメタノール前処理工程は、メンブレンの強度を大きく低下させて、クラックが発生する恐れがあり、気泡などが形成されてバックグラウンドが発生するため、所望のタンパク質を正確に検出するのには限界がある。
【0011】
したがって、本発明の発明者らは、電気紡糸技法を用いて、価格が低廉で、且つ製造方法が簡便で、細孔構造の人為的調節が可能で、表面積が極大化したナノ繊維で構成されたメンブレンを開発することによって、メタノール前処理過程を省略しても既存のメンブレンよりも感度に優れたメンブレンを製造することで、本発明を完成した。
【発明の概要】
【発明が解決しようとする課題】
【0012】
したがって、本発明の目的は、電気紡糸技法を使用して、表面積が極大化したナノ繊維ウェブで構成され、メタノール前処理過程を省略することが可能なので、バックグラウンドがなく、且つ、感度に優れたウエスタンブロット用メンブレン及びその製造方法を提供することにある。
【0013】
本発明の他の目的は、プラズマを通じて表面改質を行って、メンブレンを親水化させて、より感度に優れたウエスタンブロット用メンブレン及びその製造方法を提供することにある。
【課題を解決するための手段】
【0014】
このような目的を達成するために、本発明の一態様によれば、ウエスタンブロット用メンブレンの製造方法において、疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、前記得られたナノ繊維ウェブをカレンダリング(calendering)して、ウエスタンブロット用メンブレンを得る段階と、を含むことを特徴とする、ウエスタンブロット用メンブレンの製造方法を提供する。
【0015】
また本発明は、前記カレンダリングされたナノ繊維ウェブに、親水性を付与するために、表面改質を行う段階をさらに含むことができる。
【0016】
本発明で使用可能な疏水性高分子物質は、例えば、PVdF(polyvinylidene fluoride)、ナイロン(nylon)、ニトロセルロース(nitrocellulose)、PU(polyurethane)、PC(polycarbonate)、PS(polystyrene)、PLA(polylatic acid)、PAN(polyacrylonitrile)、PLGA(polylactic−co−glycolic acid)PEI(polyethyleneimine)、PPI(polypropyleneimine)、PMMA(Polymethylmethacrylate)、PVC(polyvinylcholride)、PVAc(polyvinylacetate)、及びポリスチレンジビニルベンゼン共重合体(Polystylene divinylbenzene copolymer)からなる群から選択された1種または2種以上の混合物で構成されることができる。
【0017】
本発明で使用可能な溶媒は、ジメチルホルムアミド(di−methylformamide、DMF)、ジメチルアセトアミド(di−methylacetamide、DMAc)、THF(tetrahydrofuran)、アセトン(Acetone)、アルコール(Alcohol)類、クロロホルム(Chloroform)、DMSO(dimethyl sulfoxide)、ジクロロメタン(dichloromethane)、酢酸(acetic acid)、ギ酸(formic acid)、NMP(N−Methylpyrrolidone)、フッ素系アルコール類、及び水からなる群から選択された1種以上のものを使用することができる。
【0018】
前記ナノ繊維ウェブを形成するナノ繊維の直径は、50〜1000nmであることを特徴とする。
【0019】
前記紡糸方法は、電気紡糸(electrospinning)、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)から選択されたいずれか1つの方法を使用することができる。
【0020】
前記カレンダリングは、圧着、加圧、熱板カレンダリング、ローリング、熱接合、超音波接合、シームシーリングテープ、ラミネーティング法から選択されたいずれか1つの方法で行われる。
【0021】
前記紡糸溶液全体に対して前記疏水性高分子物質の含量は、5〜90重量%であることが望ましい。
【0022】
前記カレンダリング工程は、60〜200℃の温度範囲での熱処理を伴いながら行われる。
【0023】
前記表面改質は、望ましくは、プラズマ処理によって行う。
【0024】
前記プラズマ処理時に使用するガスは、酸素またはアルゴンを使用する。
【0025】
前記プラズマ処理時間は、30〜300秒であることが望ましい。
【0026】
前記メンブレンは、平均細孔径が0.1〜1.0μm、厚さが30〜200μm、気孔度が60%以上であることが望ましい。
【0027】
本発明の他の態様によれば、上記した方法によって製造されるウエスタンブロット用メンブレンを提供する。
【発明の効果】
【0028】
したがって、本発明により製造されたウエスタンブロット用メンブレンは、製造工程が簡単なので、低廉なコストで大量生産が可能で、既存のメンブレンに比べて優れた感度を提供することによって、タンパク質分離及び分析の用途、または多様な検出に活用が可能である。
【図面の簡単な説明】
【0029】
【図1】本発明の実施例1により製造されたPVdFメンブレンの走査電子顕微鏡写真;(a)1k、(b)10k×倍率。
【図2】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの走査電子顕微鏡写真;(a)プラズマ処理30秒(b)プラズマ処理60秒(c)プラズマ処理150秒(d)プラズマ処理300秒。
【図3】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの接触角を示すグラフである。
【図4】本発明の実施例4により製造されたプラズマ処理されたPVdFメンブレンの接触角度を示すグラフである。
【図5】本発明の実施例1と比較例で製造された各メンブレンの平均細孔径の大きさを示すグラフ;(a)比較例(b)実施例1。
【図6】本発明の実施例1と比較例で製造された各メンブレンの断面走査電子顕微鏡写真;(a)比較例(b)実施例。
【図7】本発明の実施例及び比較例により製造されたメンブレンの空気中でのTGA分析結果;(a)比較例、(b)実施例1(PVdF HSV900)、(c)実施例2(PVdF 761)、(d)実施例3(PVdF 761/2801)。
【図8】本発明の実施例1と比較例により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
【図9】本発明の実施例1及び4により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
【図10】本発明の実施例1及び4により製造された各メンブレンのウエスタンブロット評価結果を示す図である。
【図11】ウエスタンブロット後のメンブレンの変色状態を示す写真である。
【発明を実施するための形態】
【0030】
本発明に係るウエスタンブロット用ナノ繊維で構成されたメンブレンは、疏水性高分子、例えば、PVdF高分子を紡糸可能な濃度で溶媒に溶解して、紡糸溶液を製造し、紡糸口に移送した後、ノズルに高電圧を印加して電気紡糸する。電気紡糸により製造されたナノ繊維ウェブは、カレンダリング工程を経て、平均細孔径0.1〜1.0μm、平均繊維径50〜1,000nm、厚さ30〜200μmからなったメンブレンとして製造される。
【0031】
このようなナノ繊維メンブレンは、メタノール前処理過程が省略されても感度に優れて、タンパク質分離及び検出用として使用することができ、表面改質(例えば、プラズマ処理)を経て表面親水化して使用することもできる。
【0032】
以下、各段階別に詳細に説明する。
【0033】
疏水性高分子含有紡糸溶液の製造段階
疏水性高分子(例えば、PVdF)を、適当な溶媒を使用し、紡糸可能な濃度で溶解して、紡糸溶液を準備する。高分子物質(PVdF)の含量は、溶液全体を基準に約5〜90重量%が適当である。5重量%未満の場合、電気紡糸をすると、ナノ繊維を形成するよりはビード状(bead)で噴射されて、メンブレンを構成しにくく、90重量%超過の場合には粘度が高くて、紡糸が不可能なので繊維を形成しにくい。したがって、紡糸溶液の製造は、特別な制約はないが、繊維状構造を形成しやすい濃度として繊維のモーフォロジー(morphology)を制御することが望ましい。
【0034】
高分子ナノ繊維ウェブの形成段階
前記製造された紡糸溶液は、定量ポンプを使用して紡糸パック(spin pack)へ移送した後、高電圧調節装置を用いて紡糸パックに電圧を印加して、電気紡糸を実施する。このとき使用される電圧は、0.5〜100kVの範囲内で調節可能であり、集電板は、電気伝導性金属、剥離紙などを使用することができ、接地をしたり、または(−)極に帯電して使用することができる。前記集電板は、紡糸時繊維の集束を円滑にするために捕集装置(suction collector)を付着して使用することが望ましい。
【0035】
また、電気紡糸は、紡糸パックと集電板までの距離を5〜50cmに調節し、紡糸時吐出量を定量ポンプを使用して、ホール当り0.0001〜5cc/hole・minで紡糸し、紡糸時温度及び湿度を調節できるチャンバー内で相対湿度30〜80%で紡糸することが望ましい。このようにして紡糸されたナノ繊維ウェブの平均繊維径は50〜1,000nmになるようにする。
【0036】
紡糸方法は、前記電気紡糸(electrospinning)の他にも、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)も可能である。
【0037】
高分子ナノ繊維ウェブのカレンダリング段階
前記紡糸された高分子ナノ繊維ウェブは、加圧、圧着、ローリング、熱板カレンダリング、熱接合、超音波接合、シームシーリングテープ(Sim sealing tape)、ラミネーティングなどの多様な方法でカレンダリングしてメンブレンを得る。該得られた高分子ナノ繊維ウェブは、3次元の開いた細孔構造を有するので、メタノール前処理過程を省略しても超高感度の特性を持つメンブレンを得ることができる。
【0038】
このとき、メンブレン厚さは30〜200μmであり、平均細孔径は0.1〜1.0μmになるようにする。メンブレン厚さは、30μm未満の場合、ウエスタンブロット時剛直度が低いため取り扱いが難しく、200μmを超過する場合、製造コストが上昇する。また、メンブレンの平均細孔径は0.1μm未満の場合、後処理工程コストが上昇し、トランスファー時間が遅延され、1.0μm超過の場合、トランスファー濃度が低くて、正確なタンパク質分析ができないことがある。
【0039】
特に、カレンダリングを行う場合、熱処理を伴うことができ、カレンダリング熱処理温度は、高分子が溶融されない60〜200℃の範囲が望ましい。カレンダリングの熱処理温度は、60℃未満の場合、熱処理温度が低くて、ナノ繊維間の融着が不安定であるため、ナノ繊維の分離が進行され、適当なウエスタンブロットを行いにくく、200℃超過の場合、ナノ繊維を構成する高分子(例えば、PVdF)の溶融により細孔構造が詰まって、適切なSDS−pageからタンパク質転移(transfer)ができず、正確な分析を行うことができないこともある。
【0040】
ナノ繊維の表面改質の段階
ナノ繊維の表面構造改質には、溶媒を使用してWBL(weak boundary layer)を除去、膨潤、表面エッチングを経る化学的方法と、X−ray、Y−ray、電子ビームなどのイオン化放射線(radiation)の照射で表面反応を誘導する光化学的改質方法と、真空下でコロナ放電(corona discharge)、プラズマ(plasma)、電子ビーム、イオンビームなどの高エネルギー原子、分子イオンを用いて、表面酸化反応を誘導する物理的改質と、火炎ないしはオゾンを用いる方法など多様な形態でナノ繊維の表面を改質できる。
【0041】
本発明では、このような方法のうち最も簡単で、且つ環境負荷が少なく、表面改質の効果に優れたプラズマ処理を通じて、ナノ繊維の表面を親水化させて、超高感度ウエスタンブロット用メンブレンを完成する。
【0042】
プラズマ処理工程の変数としては、使用されるガスの種類、流量、処理圧力、処理時間、電力などを挙げることができ、ナノ繊維の表面改質に合った条件を探すのが望ましい。
【0043】
すなわち、プラズマ工程時に使用される処理ガスとしては、酸素(O2)またはアルゴン(Ar)を使用することができ、本発明では、エッチング及び架橋効果{かきょう こうか}(cross−linking effect)を有するアルゴンガスを使用した。
【0044】
プラズマ処理時間は、30〜300秒が適当であり、このとき、電力は400Wとした。プラズマ処理時間が30秒未満である場合、メンブレンにおける親水化度合いが不十分であるため、ウエスタンブロットを行なう場合、ウェスタンバッファー溶液との相溶性が低下し、バックグラウンドが発生する可能性が高く、300秒を超過する場合、プラズマに長時間露出し、むしろメンブレンの物性が低下して、工程コストが上昇する。ここで、電力と処理時間とは反比例の関係を有するので、電力を高めるとプラズマ処理時間を減らすことができる。
【0045】
以下、実施例によって本発明をより詳細に説明する。これら実施例は、単に本発明を例示するためのもので、本発明の範囲がこれら実施例によって制限されるものと解釈してはならない。
【0046】
(実施例1)
紡糸溶液は、疏水性高分子であるホモ(homo)ポリマーで構成されたPVdF(HSV900)を使用し、溶液全体に対して20重量%になるように溶媒DMAcに溶解して製造した。前記紡糸溶液は、定量ポンプを用いて紡糸ノズルに移送されて、印加電圧25kV、紡糸口と集電体との距離20cm、分当りの吐出量0.005cc/gholl、常温、常圧の条件で電気紡糸を実施して、PVdFナノ繊維ウェブを得た。
【0047】
このとき、紡糸されたPVdFナノ繊維ウェブは、図1で走査電子顕微鏡写真として示す。図1に示されたように、紡糸されたナノ繊維は、平均繊維径が約300〜400nmを示した。また、ナノ繊維は、細孔径が比較的均一で、3次元的に開いた細孔構造を有する。
【0048】
このように紡糸されたPVdFナノ繊維ウェブは、140℃で加熱した熱板ロールを通過させてカレンダリングして、PVdFナノ繊維メンブレンを製作し、カレンダリング後のメンブレンの厚さは約80μmであった。
【0049】
(実施例2及び3)
実施例2及び3は、疏水性高分子であるホモポリマーで構成されたPVdF 761を単独(実施例2)で、及び共重合体であるPVdF 2801をPVdF 761と50:50重量%で混合(実施例3)して、実施例1と同様の方法で電気紡糸した後カレンダリングして、ナノ繊維メンブレンを得た。
【0050】
製造された実施例2及び3のメンブレンは、比較例のメンブレンとの比較のために、TGA、XRD、SEM、DSC分析を実施した。熱分析の結果、比較例及び実施例により製造されたサンプルの場合、ほぼ同じ結果を示し、PVdF高分子の典型的な結果を示した。下記のメンブレン構造分析で、その結果を説明する。
【0051】
(実施例4)
実施例4は、前記実施例1の方法によって製造されたPVdFナノ繊維メンブレンを、プラズマクリーナー装備を使用して表面改質を実施した。このときに使用されたガスは、アルゴン(Ar)であり、アルゴンを100sccmで供給しながら、400Wで30、60、150、300秒(sec)の間隔で表面改質を実施した。
【0052】
図2は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理時間別表面構造を走査電子顕微鏡写真を通じて示す。図2に示されたように、プラズマ処理時間が増加するほどPVdFナノ繊維の表面に発生したクラックの大きさが増加するのが分かる。これは、プラズマ処理によりナノ繊維の表面にエッチングが発生して現れたものと判断される。
【0053】
図3は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理による水との接触角を示した。図3に示されたように、プラズマ処理により水の接触角が低くなる親水化傾向を示し、プラズマ処理時間が増加するほど初期親水化傾向は増加するが、30秒処理した場合にその変化の幅が最も大きく現れることが分かる。
【0054】
図4は、実施例4により製造されたプラズマ処理されたPVdFメンブレンのプラズマ処理による引張強度を示した。図4に示されたように、プラズマ処理時間が増加するほど引張強度は減少する傾向を示し、プラズマ処理時間が増加するほどプラズマ処理によってメンブレンの物性が脆弱になることがわかる。
【0055】
(比較例)
比較のために相分離法を用いて製造された商用化メンブレンであるPall社(PALL CO.,LTD.,BioTraceTM PVDF)のPVdFメンブレンを使用した。このとき使用されたPall社のPVdFメンブレンは、厚さ150μm、平均細孔径の大きさが0.45μmであった。
【0056】
図5には、PMI(capillary flow porometer)装備を使用して、実施例1及び比較例で製造されたメンブレンの平均細孔径の大きさを示した。図5に示されたように、(b)実施例1を示すナノ繊維メンブレンの場合、平均細孔径の大きさが非常に均一に現れるが、(a)比較例を示す商用化メンブレンの場合、平均細孔径の大きさが非常に不均一に現れることが分かる。
【0057】
図6には、(a)比較例、及び(b)実施例1のメンブレンの断面走査電子顕微鏡写真を示した。
【0058】
図6の(a)比較例の場合に示されたように、商用化メンブレンの場合、相分離法を用いて製造されるので、細孔構造が2次元の閉じた細孔(closed pore)構造に起因した反面、図6の(b)実施例1の場合に示されたように、ナノ繊維メンブレンの場合、製造と同時に3次元の開いた細孔(open pore)構造を示した結果と思われる。
【0059】
(メンブレンの構造分析)
実施例1ないし3により製造されたPVdFメンブレン、及び比較例により製造された商用化メンブレンの構造分析をDSC、XRD、TGA、SEMを通じて行った。走査電子顕微鏡(SEM)分析結果、比較例の場合には、製造されたメンブレンを示す図6(a)で見るように、細孔径が均一ではなく、また細孔構造においても閉じた細孔構造であることが分かる。
【0060】
熱重量分析(TGA)結果を示した図7から、商用化メンブレンである比較例と本発明の実施例のいずれも約500℃までは空気中で分解されないということを示しており、ただし、本発明の実施例1ないし3の場合が比較例に比べて熱的に多少、より安定していることを確認することができる。
【0061】
一方、本発明の実施例1と比較例により製造された各メンブレンの気孔度(porosity)は、それぞれ横×縦1cmずつ切断して、次の式(1)により測定した。
【0062】
【数1】
上記式により得られた気孔度は、実施例1の場合が73.3%、比較例の場合が約67%であって、本発明の実施例1の方法により製造されたメンブレンの気孔度が約10%、より大きいという事実を確認した。
【0063】
(ウエスタンブロット試験例1)
一般的にウエスタンブロットを行なう場合、メンブレンを100%メタノール(methanol)に活性化させて、メンブレンを部分親水化させる必要がある。これは、メンブレンとウェスタンバッファー溶液との親和性を増加させて、メンブレンにゲル(gel)内のタンパク質との相互作用がよく起きるようにする過程である。
【0064】
以下は、前記メンブレンの部分親水化過程を省略した状態で、前記実施例1及び比較例のメンブレンを用いてウエスタンブロットを実施した。
【0065】
まず、実施例1と比較例で製造されたメンブレンを、横×縦、それぞれ6×8cmに予めカットして置き、メタノール活性化を省略し、ウエスタンブロットを行った。まず、カットされたメンブレンをトランスファー緩衝溶液(1×transfer buffer)に移した後10分間放置した。このとき、トランスファー緩衝溶液の構成は、3.03g/L trisma−base、14.4g/L グリシン(Glycine)、20%メタノール(methanol)(200ml/L)であった。トランスファーするゲルはトランスファー緩衝溶液で軽く湿らせ、メンブレン上に気泡が生じないように注意して載せて置く。ゲルとメンブレンとを密着させた後、両面にトランスファー緩衝溶液で予め湿らせた3M紙(3M paper)を当てて、トランスファーキット(Transfer kit)に装着する。
【0066】
トランスファーは、ミニ−ゲル(Mini−gel)トランスファーキットを使用して、100Vで1時間実施し、この時発生する熱を遮断するために、トランスファー容器を氷中に置いて実施した。トランスファーが終わった後、装置を解体し、メンブレンを分離して、1xTBST(Tris−buffered saline with 0.05% tween 20)で湿らせる。このとき、TBSTの構成は、0.2M Tris pH8(24.2g Trisma base)、1.37M NaCl(80g NaCl)、Adjust pH7.6 by conc HClからなる。
【0067】
このとき、精製されたタンパク質抗原の濃度は、20、10、5、2.5、1μgであって、10%SDS−pageゲルを用いた。全体トランスファー時間は約1時間40分で、遮断時間(blocking time)は1時間30分であった。
【0068】
1次抗体(first Antibody)としてはβ−actin(Santa cruz、sc−47778)を使用し、これを1:5000に希釈して、−4℃で、トランスファーメンブレンと1日程度(24hrs)反応させた。このようにトランスファーされたものを、X線フィルムを用いて、タンパク質の発現を確認した。
【0069】
図8は、実施例1と比較例により製造されたメンブレンを使用してウエスタンブロットを実施した結果を示したものである。図8に示されたように、商用化メンブレン(commercial mem.)の場合、メタノール活性化をしない場合(MeOH Non activation)、タンパク質の発現を観察することができなかった。しかし、実施例1のメンブレン(Plasma Non−treated)の場合、メタノール活性化をしない場合にもタンパク質の発現が優秀に観察されるのを確認することができた。これは、実施例1のメンブレンが、電気紡糸によりナノ繊維が3次元構造で積層された形態で、細孔(気孔)が表面から裏面に至るまで連結された3次元の開いた細孔構造を有しており、毛細管現象(capillary effect)の発現に起因することである。
【0070】
また、実施例1のメンブレンが比較例に比べて細孔径が均一であり、高い気孔度によって、より大きい比表面積を有するので、これによって、優れた敏感度を示したものと判断される。特に、比較例の商用化メンブレンの場合、相分離法を用いて製造されるので、その構造は必然的に2次元の閉じた細孔(2−D closed pore)構造を有しており、実施例1のナノ繊維メンブレンに比べて敏感度が低下した結果と見ることができる。
【0071】
(ウエスタンブロット試験例2)
前記実施例1と実施例4により製造されたPVdFナノ繊維メンブレンを、前記試験例1と同様の方法で、ウエスタンブロットを実施した。このとき、ウエスタンブロットを行う前、100%メタノール前処理(Treated)をそれぞれ1分間実施して、プラズマ処理したメンブレン(30秒、60秒、180秒、300秒)とプラズマ未処理メンブレン(0秒)とを比較して示した。
【0072】
図9は、実施例1と4により製造された各メンブレンのウエスタンブロット評価結果を示した図である。図9に示されたように、プラズマ処理をしない(Plasma treatment time 0秒)実施例1のメンブレンの場合、メタノール前処理過程(MeOH treated)を経たメンブレンがメタノール未処理(MeOH Non−treated)メンブレンに比べて、タンパク質発現に優れたものと示された。しかし、逆に、プラズマ処理時間(Plasma treatment time)をそれぞれ、30秒、60秒、180秒、300秒処理した実施例4のメンブレンの場合、メタノール前処理過程を経たメンブレンよりもメタノール未処理(Non−treated)メンブレンが、よりタンパク質の発現に優れたものと示された。これは、プラズマ処理により既に表面親水化が進行したメンブレンを、メタノール前処理を行なうことによって、表面親水化が過度に進行して、メンブレンとタンパク質との間の疏水性相互作用を妨げて示された結果と判断される。
【0073】
(ウエスタンブロット試験例3)
プラズマ処理されたメンブレンの経時変化を観察するために、前記実施例1と実施例4より製造されたPVdFナノ繊維メンブレンを3ヶ月間常温に放置した後、試験例1及び試験例2の方法と同様に、ウエスタンブロットを行って、その結果を図10に示した。
【0074】
図10に示されたように、プラズマ処理後、3ヶ月経過後にも試験例2と同じ結果を得た。これは、ナノ繊維の場合、アルゴンプラズマ処理時表面構造の変化が時間によって大きく変わらないことを示唆する。
【0075】
試験例2と試験例3の場合において、プラズマ処理時間が30秒の場合、非常に鮮明にタンパク質が発現するのを見ることができる。これは、図11でのように、プラズマ処理時間が60秒を超過することになると、メンブレンの表面親水化が過度に進行して、ウエスタンブロットを行なう場合、メンブレンが黄色に変色することに起因する。
【0076】
これは、ウェスタンバッファー溶液内の物質とメンブレンとの相互作用によるものであるが、ウエスタンブロットを行うのに大きな問題にはならない。
【0077】
また、図9と図10の結果で示されたように、プラズマ処理を行ったサンプルの場合、メタノール前処理過程を経たサンプルに比べてタンパク質の発現がより敏感に作用することは、メタノール処理よりプラズマ処理がナノ繊維の表面構造をより均一に改質するものであることが分かった。
【0078】
特に、既存のメンブレンに比べてナノ繊維で構成されたメンブレンがより效果的にタンパク質を吸着するのは、ナノ繊維の場合、製造と同時に3次元の開いた細孔構造による毛細管現象、及び巨大比表面積の結果と判断され、既存の商用化メンブレンに比べて図6に示された結果のように、より均一な細孔構造に起因する。
【0079】
したがって、本発明のナノ繊維メンブレンは、メタノール前処理による親水化過程を経なくてもタンパク質の発現がなされ、プラズマ処理により親水化過程を行って、ウエスタンブロット用メンブレンとして使用すると、バックグラウンドがないながら感度がさらに優れる。
【0080】
以上では、本発明を特定の好適な実施例を挙げて説明したが、本発明は上記した実施例に限定されず、本発明の精神を逸脱しない範囲内で当該発明の属する技術分野における通常の知識を有する者によって多様な変更及び修正が可能であるだろう。
【産業上の利用可能性】
【0081】
本発明は、ウエスタンブロット用メンブレンとして使用可能であり、タンパク質の分離、分析、検出、診断を含む多様な分野においてメンブレンとして活用可能である。
【特許請求の範囲】
【請求項1】
ウエスタンブロット用メンブレンの製造方法において、
疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、
前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、
前記得られたナノ繊維ウェブをカレンダリングして、ウエスタンブロット用メンブレンを得る段階と、を含むことを特徴とする、ウエスタンブロット用メンブレンの製造方法。
【請求項2】
前記カレンダリングされたナノ繊維ウェブに、親水性を付与するために、表面改質を行う段階をさらに含むことを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項3】
前記疏水性高分子物質は、例えば、PVdF(polyvinylidene fluoride)、ナイロン(nylon)、ニトロセルロース(nitrocellulose)、PU(polyurethane)、PC(polycarbonate)、PS(polystyrene)、PLA(polylatic acid)、PAN(polyacrylonitrile)、PLGA(polylactic−co−glycolic acid)PEI(polyethyleneimine)、PPI(polypropyleneimine)、PMMA(Polymethylmethacrylate)、PVC(polyvinylcholride)、PVAc(polyvinylacetate)、及びポリスチレンジビニルベンゼン共重合体(Polystylene divinylbenzene copolymer)からなる群から選択された1種または2種以上の混合物で構成されることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項4】
前記溶媒は、ジメチルホルムアミド(di−methylformamide、DMF)、ジメチルアセトアミド(di−methylacetamide、DMAc)、THF(tetrahydrofuran)、アセトン(Acetone)、アルコール(Alcohol)類、クロロホルム(Chloroform)、DMSO(dimethyl sulfoxide)、ジクロロメタン(dichloromethane)、酢酸(acetic acid)、ギ酸(formic acid)、NMP(N−Methylpyrrolidone)、フッ素系アルコール類、及び水からなる群から選択された1種以上であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項5】
前記ナノ繊維ウェブを形成するナノ繊維の直径は、50〜1000nmであることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項6】
前記紡糸方法は、電気紡糸(electrospinning)、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)から選択されたいずれか1つの方法であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項7】
前記カレンダリングは、圧着、加圧、熱板カレンダリング、ローリング、熱接合、超音波接合、シームシーリングテープ法、ラミネーティングから選択されたいずれか1つの方法で行われることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項8】
前記紡糸溶液全体に対して前記疏水性高分子物質の含量は、5〜90重量%であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項9】
前記カレンダリング工程は、60〜200℃の温度範囲での熱処理を伴いながら行われることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項10】
前記表面改質は、プラズマ処理によって行われることを特徴とする、請求項2に記載のウエスタンブロット用メンブレンの製造方法。
【請求項11】
前記プラズマ処理時に使用するガスは、酸素またはアルゴンであることを特徴とする、請求項10に記載のウエスタンブロット用メンブレンの製造方法。
【請求項12】
前記プラズマ処理時間は、30〜300秒であることを特徴とする、請求項10に記載のウエスタンブロット用メンブレンの製造方法。
【請求項13】
前記メンブレンは、平均細孔径が0.1〜1.0μm、厚さが30〜200μm、気孔度が60%以上であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項14】
請求項1ないし13のうちいずれか1項によって製造される、ウエスタンブロット用メンブレン。
【請求項1】
ウエスタンブロット用メンブレンの製造方法において、
疏水性高分子物質を溶媒に溶解して、紡糸溶液を製造する段階と、
前記紡糸溶液を、電気紡糸法によって、疏水性高分子ナノ繊維ウェブを得る段階と、
前記得られたナノ繊維ウェブをカレンダリングして、ウエスタンブロット用メンブレンを得る段階と、を含むことを特徴とする、ウエスタンブロット用メンブレンの製造方法。
【請求項2】
前記カレンダリングされたナノ繊維ウェブに、親水性を付与するために、表面改質を行う段階をさらに含むことを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項3】
前記疏水性高分子物質は、例えば、PVdF(polyvinylidene fluoride)、ナイロン(nylon)、ニトロセルロース(nitrocellulose)、PU(polyurethane)、PC(polycarbonate)、PS(polystyrene)、PLA(polylatic acid)、PAN(polyacrylonitrile)、PLGA(polylactic−co−glycolic acid)PEI(polyethyleneimine)、PPI(polypropyleneimine)、PMMA(Polymethylmethacrylate)、PVC(polyvinylcholride)、PVAc(polyvinylacetate)、及びポリスチレンジビニルベンゼン共重合体(Polystylene divinylbenzene copolymer)からなる群から選択された1種または2種以上の混合物で構成されることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項4】
前記溶媒は、ジメチルホルムアミド(di−methylformamide、DMF)、ジメチルアセトアミド(di−methylacetamide、DMAc)、THF(tetrahydrofuran)、アセトン(Acetone)、アルコール(Alcohol)類、クロロホルム(Chloroform)、DMSO(dimethyl sulfoxide)、ジクロロメタン(dichloromethane)、酢酸(acetic acid)、ギ酸(formic acid)、NMP(N−Methylpyrrolidone)、フッ素系アルコール類、及び水からなる群から選択された1種以上であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項5】
前記ナノ繊維ウェブを形成するナノ繊維の直径は、50〜1000nmであることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項6】
前記紡糸方法は、電気紡糸(electrospinning)、電気スプレー(electrospray)、電気噴射紡糸(electroblown spinning)、遠心電気紡糸(centrifugal electrospinning)、及びフラッシュ電気紡糸(flash−electrospinning)、バブル電気紡糸(bubble electrospinning)、溶融電気紡糸(melt electrospinning)、ニードルレス電気紡糸(needleless electrospinning)から選択されたいずれか1つの方法であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項7】
前記カレンダリングは、圧着、加圧、熱板カレンダリング、ローリング、熱接合、超音波接合、シームシーリングテープ法、ラミネーティングから選択されたいずれか1つの方法で行われることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項8】
前記紡糸溶液全体に対して前記疏水性高分子物質の含量は、5〜90重量%であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項9】
前記カレンダリング工程は、60〜200℃の温度範囲での熱処理を伴いながら行われることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項10】
前記表面改質は、プラズマ処理によって行われることを特徴とする、請求項2に記載のウエスタンブロット用メンブレンの製造方法。
【請求項11】
前記プラズマ処理時に使用するガスは、酸素またはアルゴンであることを特徴とする、請求項10に記載のウエスタンブロット用メンブレンの製造方法。
【請求項12】
前記プラズマ処理時間は、30〜300秒であることを特徴とする、請求項10に記載のウエスタンブロット用メンブレンの製造方法。
【請求項13】
前記メンブレンは、平均細孔径が0.1〜1.0μm、厚さが30〜200μm、気孔度が60%以上であることを特徴とする、請求項1に記載のウエスタンブロット用メンブレンの製造方法。
【請求項14】
請求項1ないし13のうちいずれか1項によって製造される、ウエスタンブロット用メンブレン。
【図1】

【図2】
【図6】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図6】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2013−506830(P2013−506830A)
【公表日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2012−532001(P2012−532001)
【出願日】平成22年9月16日(2010.9.16)
【国際出願番号】PCT/KR2010/006358
【国際公開番号】WO2011/040718
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(512083850)アモメディ カンパニー,リミテッド (1)
【出願人】(512083861)アモグリーンテク カンパニー,リミテッド (3)
【Fターム(参考)】
【公表日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【国際出願番号】PCT/KR2010/006358
【国際公開番号】WO2011/040718
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(512083850)アモメディ カンパニー,リミテッド (1)
【出願人】(512083861)アモグリーンテク カンパニー,リミテッド (3)
【Fターム(参考)】
[ Back to top ]