
ウエハ平坦度測定法
【課題】ウエハの平坦度検査を高精度かつスループットの高い方法で実現する。
【解決手段】回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハ101と検出器9の相対的な回転運動によるウエハ外周の形状測定と、ウエハ101と検出器9の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の組み合わせによりウエハ全体の形状を測定できるようにした。
【解決手段】回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハ101と検出器9の相対的な回転運動によるウエハ外周の形状測定と、ウエハ101と検出器9の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の組み合わせによりウエハ全体の形状を測定できるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は被測定物表面の平坦度測定方法に関し、特にこれまで真直度測定に用いられてきた2点法あるいは3点法をウエハ表面の平坦度測定に適用する測定方法に関する。
【背景技術】
【0002】
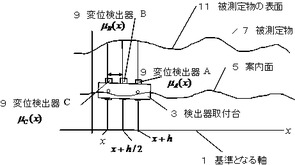
図1は、一般に行われる3点法の真直度測定法の概要を説明するための図である。すなわち、基準となる軸1に略並行となるように、検出器取付台3の案内面5と被測定物7が設置され、検出器取付台3は案内面5に沿って滑らかに動くように構成され、検出器取付台3には3個の変位検出器9が配置されている。変位検出器9は変位検出器A、B,Cからなり、各検出器の長手方向の軸は等間隔で互いに並行となるように、また被測定物の表面11までのギャップを測定できるように設置される。
【0003】
真直度測定に際しては始めに3つの変位検出器A,B,C9の校正を行う。
【0004】
すなわち、それぞれの出力を線形化すると共に、勾配(=感度)を揃えられた各出力において
センサ出力;

センサオフセット;
と表し、zを入力変位として
【数1】
【数2】
(1)
【数3】
となるように調整する。次に各オフセットを
【数4】
(2)
となるように調整する。
【0005】
しかし、調整誤差が必ずあるものとして、各オフセットの関係を次の形で表す。
【数5】
(3)
ここで、sE をオフセット誤差と呼ぶ。
【0006】
真直度測定のアルゴリズムは次のように導かれる。
被測定物の表面形状;
案内面の形状;
取付け台のピッチング誤差;
センサ間隔;
と置き、図1に示すように、基準となる軸1であるx軸にほぼ平行に、案内面5と被測定物7を配置し、x軸に沿って、検出器取付台3を走査し、測定するので3個の変位検出器9の出力はxの関数と考えることが出来る。検出器取付台3は2つの車輪で案内面5上を倣って走行すると考え、しかも2つの車輪は変位検出器A,Cの取付け位置に一致しているとする。このとき、検出器取付台3のピッチング誤差は、
【数6】
(4)
と表すことができる。
従って、各変位検出器の出力は、
【数7】
(5)
【数8】
(6)
【数9】
(7)
となる.
【0007】
式(5)−式(6)、および式(6)−式(7)を計算すれば、
【数10】
(8)
【数11】
(9)
となる。次に
【数12】
(10)
【数13】
(11)
と近似する。ただし、f’(x)のダッシュはxに関する1階微分を表す。
式(8)と式(9)の差を計算し、式(10)と式(11)を代入すれば、
【数14】
(12)
を得る。ここで
【数15】
(13)
とおき、更に
【数16】
(14)
と近似すれば、結局
【数17】
(15)
を得る。ここで
の2つのダッシュはxに関する2階微分を表す。
【0008】
式(15)を2回積分すれば、
【数18】
(16)
を得る。
は測定される数値列であるので、これを2階数値積分することにより、オフセット誤差sE=0の場合、被測定物7の表面形状f(x)が求められることになる。ただし、ここで、係数C1とC0は求められていないが、形状には直接関係しないので、ここでは敢えて求める必要がない。
【0009】
そこでオフセット誤差sEをゼロとなるように調整することが重要になるが、ゼロでなくともその大きさが正確に分かればよい。すなわち、結果の形状より誤差分を差し引けば正確な形状が求められるからである。
【0010】
さて、オフッセット誤差を校正する従来の方法に、回転円盤を用いる校正法が提案されている(特許文献1参照)。
【0011】
【特許文献1】特開2005−308703号公報
【0012】
しかし、その方法はオフッセット誤差を校正し、真直度を測定する方法を提案するのみで、平坦度測定に関しては何ら言及していない。
【0013】
ウエハ平坦度測定に関する従来の技術には、静電容量型等の変位検出器を用いる技術、光干渉法等による技術がある。
【0014】
変位検出器を用いる方法は、被測定物であるウエハを回転させて測定する方法である。すなわち、ウエハを何等かの回転機構を用いて、その平面内で回転させる一方変位検出器をその表面に対向させてウエハの半径方向に走査し、その間の表面までの距離の変化を測定して、表面形状を求める技術である。その方法は,・測定機構が簡便である、・スループットが高い(測定時間が短い)等の実用上極めて優れた特徴を有している.反面,短所として,ウエハの回転,検出器の移動に伴う運動誤差の影響を受けて,それが測定誤差に大きく影響することである。
【0015】
干渉計を用いる光学的方法は、形状を高精度に測定できる半面、外乱振動や温度変化等の影響に大きく影響を受けるので、測定前の準備に時間を要し、すなわちスループットが低く、現場向きではない短所を有する。
【0016】
なお、特許電子図書館、公開テキスト検索によると、キーワード:
“平坦OR平面”AND“ウエハ”AND“距離センサーOR変位検出器”の検索でヒット件数が61件あったが、本発明に該当、示唆するものはなかった。
また、キーワード:“3点法”では17件のヒットがあったが、本発明に該当、示唆するものはなかった。(2010年10月16日現在)
【発明の概要】
【発明が解決しようとする課題】
【0017】
ウエハの平坦度検査を高精度かつ安価でスループットの高い方法での実現が課題である。
【課題を解決するための手段】
【0018】
回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハと検出器の相対的な回転運動によるウエハ円周上の形状測定と、ウエハと検出器の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の演算結果を適合させることによりウエハ全体の形状を測定できるようにした。
【発明の効果】
【0019】
これまで真直度の測定に利用される3点法を、ウエハの平坦度を測定できるようにしたため、単純な機構構成で高速かつ高精度測定が可能になる効果がある。
【発明を実施するための形態】
【0020】
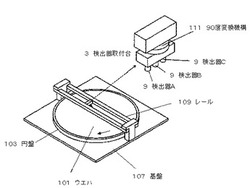
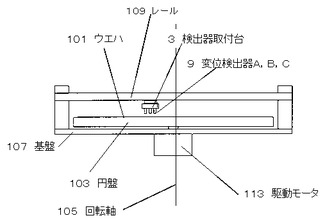
本発明を実施する機構構成の一例を図2、図3に示す。被測定物のウエハ101は円盤103上に真空吸着あるいは静電吸着等の手段により固定される。円盤103は、駆動モータ113と回転軸105に同軸結合され回転する。駆動モータ113は基盤107に固定され、円盤103を等速度で回転させるように制御される。
【0021】
一方、基盤105上にあって、円盤103をはさむように門型にレール109が設置される。レール109には検出器取付台3が円盤103の直径方向に移動可能に取り付けられている。検出器取付台3には、90度変換機構111を介して3個の変位検出器A、B,C9が固定されている。各変位検出器A、B,C9の測定面は円盤103上のウエハ面とほぼ並行に設置され、その表面までの距離の変化を測定できるように構成されている。また、3個の変位検出器A、B,C9は等間隔に原則一列上に配置されるが、その列は、ウエハの円周上を測定する場合には、レール109上の検出取付器台3の動きに直角となるように、またウエハの直径方向の形状を測定する場合には、検出取付器台3の動きの線と一致するように、90度変換機構111が回転変位させられる。後者の場合、変位検出器9の列は円盤の回転軸113を通るように、レールは設置されている。なお、検出取付器台3は、リニアーモータあるいは回転モータ等の手段(図示されず)によりレール上を等速運動するように構成、制御されている。
【0022】
本発明によるウエハ表面形状の測定は2つのステップからなる。
【0023】
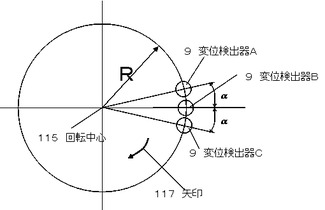
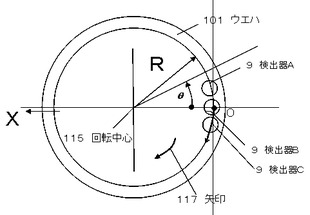
まず、第1のステップから説明する。図4は図3で示す円盤103を上より見た模式図である。ここでは3個の変位検出器A,B,C9は、円盤103の回転中心115を中心とする半径Rの円周上に、角度αで配置される。
【0024】
図5は、座標系を説明するための図である。円盤103は矢印117の時計方向に回転するものとする。その回転角をθとし、検出器が配置される半径Rの円周上での変位xとして、
【数19】
(17)
で表す。
【0025】
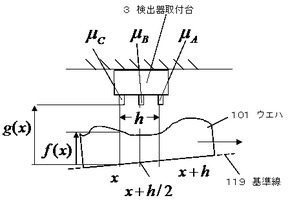
先に説明したと同様なアルゴリズムを考える。図1で説明される真直度測定では、検出器取付台3は直線状を動くが、ここではレール109上に固定され、ウエハ101は円盤103と一体になって回転軸に支えられて動く。この場合の
モデルは図6のように表される。ここで、3個の検出器A,B,C9のそれぞれの出力は次のように表すことが出来る。
f1(x)は半径Rの円周上に沿ったウエハ101の表面形状
g1(x)はウエハ101の上下の動き
eP1(x)はウエハ101の傾き
f1(x)、g1(x)は、図6に示すように、仮想的に設けられた基準線119からの距離で定義される。
hは図4に示す3個の変位検出器9の間隔
【数20】
(5’)
【数21】
(6’)
【数22】
(7’)
【数23】
(4‘)
【数24】
となる。
上の3式はそれぞれ式(5)、式(6)、式(7)と符号を除き一致する。
【0026】
そこで、以前と同様な手続きにより
【数25】
(18)
とおいて、
【数26】
(19)
を得る。
式(19)を積分することにより次式を得る。
【数27】
【数28】
(20)
【0027】
検出器取付台3が1回転すると、すなわち回転角θが2π変化するとき、半径Rの円周上のxはL(=2πR)変化する。すなわち、
【数29】
(21)
【数30】
(22)
の性質がある。この性質を利用して未知数C11、sEを決める。
【0028】
式(20)において、
x=0のとき、
【数31】
(23)
x=Lのとき、
【数32】
(24)
である。
【0029】
式(23)−式(22)を計算すると、
【数33】
(25)
となる。この式よりオフセット誤差sEを求めることが出来る。
【0030】
更に、式(20)において
x=0のとき、
【数34】
(26)
x=Lのとき、
【数35】
(27)
であるから、式(26)−式(25)を計算すれば
【数36】
(28)
を得る。
式(28)よりC11 が求められ、それを式(20)に代入すれば、試料の形状f1(x)が決定する。
【0031】
すなわち、
【数37】
(29)
である。この式において、前述のようにC11、sEは決定しているが、C01は決定していない。
【0032】
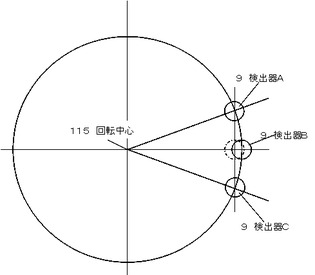
以上第1ステップの説明では、検出器A,B,C9の配置は、円周上に沿った円弧上であった。しかし、この配置が直線上であっても大差ない。この様子を図7に示す。すなわち、実線で示した検出器A,B,C9の配置が円弧上の配置であり、検出器Bの点線で示した配置が、検出器A,B,C9の直線状の配置である。ここに示すように検出器の検出面がある程度の面積を有し、円弧の半径がある程度大きく、しかもウエハ形状の変化が激しくない場合、検出器Bの実線で示す場合と点線で示す場合の検出量の違いが無視できるからである。このことは文献で詳細に検討されている(非特許文献1参照)。以上より、次の第2ステップとの整合を考えると、検出器A,B,C9の配置は直線上が望ましい。
【0033】
【非特許文献1】Autonomous calibration method ofthe zero-difference without using a standard gauge for a straightness-measuringmachine;PrecisionEngineering 35(2011)153-163.
【0034】
以上説明したように、第1ステップの測定においてはウエハ円周上の形状を測定するが、この時の円の半径は事情が許す限り大きい方がよい。なぜなら、前述のように、検出器A,B,C9の配置が円弧上でも直線上でもその違いがより小さくなるからである。
【0035】
次に第2のステップに関して説明する。ウエハの回転を基準位置で停止し、検出器取付台3を直径方向にスキャンする。この時のウエハの回転停止位置を
とし、図5に示すように、原点を第1ステップにおける円周上とした座標
を直径方向にとる。この時のウエハ101と検出器取付台3のモデルを図8に示す。検出器A,B,C9の出力は、以下のようになる。
【数38】
(5‘’)
【数39】
(6‘’)
【数40】
(7‘’)
【数41】
(4‘’)
【0036】
なお、検出器A,C間の距離hは、それが傾斜しているため厳密には、図に示すようにはならないが、傾きが微小の場合近似できる。
【0037】
第1のステップの場合と同様にして、
【数42】
(30)
とおけば、
【数43】
(31)
を得る。ここでは同一の検出器が使用されているので、ゼロ点誤差sEは、第1ステップの場合と同じである。
【0038】
一般解は、次の通りである。
【数44】
(32)
【0039】
ここで、直線走査の始点と終点を第1ステップで回転走査した円周上の点と一致するように決める。すなわち、D=2R として、
【数45】
(33)
と置く。すると、上の第1式より
【数46】
(34)
であるので、第2式より
【数47】
(35)
となり、これより定数C12を求めることができる。
【0040】
定数C02,C01が決まらないが、任意の位置における形状が算出できる。すなわち
【数48】
(36)
となる。ここにおける定数C02は、全体の高さを決める定数であり、形状には関係しない。
【0041】
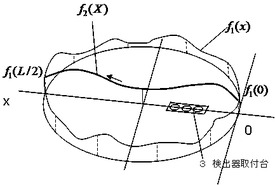
これまでの経緯を、図で説明する。第1ステップにより、図9に示すような円周上の形状が決まり、第2ステップにより図10に示すような直径上の形状が決まった。
【0042】
以下、ウエハの回転角をわずかずつ変えて第2ステップの動作を繰り返せば、図11のようにウエハ全体の形状を決定することができる。
【0043】
図11の場合、ウエハの回転角度を36度ずつ変えて、計5回の直径方向の直線走査した結果であり、それぞれ
(n=1,2,3,4,5)で示す。ウエハの形状により、あるいは必要とされる平坦度の測定精度により、更に細かくしても、逆に粗くしても構わない。細かいほどウエハの細部の形状を測定することができるが、測定時間は長くなる。
【0044】
また、第2ステップの説明では、ウエハの回転を停止して直径方向に直線走査して測定したが、これに限定されずウエハを回転したままでもよい。すなわち、ウエハを回転しつつウエハが規定の位置に達する瞬間に、データを取得するようにすればよい。ただしこの場合、直径方向に100点のデータが必要なときには、ウエハを100回転させる必要があり、時間がかかる欠点が生ずる。
【0045】
しかし、一定回転させながら測定したほうが、回転運動に伴う運動誤差が均一となり、最終結果の形状の精度が上がる利点がある。
【0046】
以上の説明において、精度を向上させる工夫に関して若干述べてきたが、それの工夫以外にも色々考えられる。例えば、複数回の回転、複数回の走査で得られたデータを平均化する工夫、式(20)や式(32)等の数値積分におけるデータ点数の多数化の工夫が考えられる。
【0047】
以上の説明では3個の変位検出器を使用する場合であったが、角度検出器を使用してもよい。この場合は2個の角度検出器でよい。3個の変位検出器が2個の角度検出器に置き換えられる理由は、文献1に詳述されているので、ここでは省略する。
【0048】
また、以上の説明で、第1ステップではウエハ101が回転し検出器取付台3が動かない場合で説明したが、これに限定されること無く、逆の組み合わせでも一向に差し支えない。これは、3点法が検出器と被測定物の相対運動に基づくものであることから明らかである。
【0049】
また、以上の説明で、第2ステップではウエハ101が動かず検出器取付台3が動く場合で説明したが、これに限定されること無く、逆の組み合わせでも一向に差し支えない。これは、3点法が検出器と被測定物の相対運動に基づくものであることから明らかである。
【0050】
また、ウエハは円盤上に固定されている場合で説明したが、これに限定されるものではない。ウエハ単独であってもそれを外縁等で支持し回転させる機構等を工夫すれば、本発明が適用出来ることは、言うまでも無い。
【0051】
更に、これまで本発明の平坦度測定技術をウエハに限定し説明してきたが、ウエハに限定されることなく、真円度測定器の回転円盤等の表面が平滑な物体の平坦度の評価に適用しても構わない。
【図面の簡単な説明】
【0052】
【図1】真直度測定法の概要を説明するための図
【図2】本発明の構成例を示す斜視図
【図3】本発明の構成例を示す正面図
【図4】変位検出器の配置を示す模式図
【図5】座標系を説明するための図
【図6】検出器取付台とウエハの位置関係の説明図
【図7】変位検出器の配置を示す模式図
【図8】検出器取付台とウエハの位置関係の説明図
【図9】形状測定の結果の説明図
【図10】形状測定の結果の説明図
【図11】形状測定の最終結果の説明図
【符号の説明】
【0053】
1 基準となる軸
3 検出器取付台
5 案内面
7 被測定物
9 変位検出器
101 ウエハ
103 円盤
105 回転軸
107 基盤
109 レール
111 90度変換機構
113 駆動モータ
115 回転中心
117 矢印
119 基準線
【技術分野】
【0001】
本発明は被測定物表面の平坦度測定方法に関し、特にこれまで真直度測定に用いられてきた2点法あるいは3点法をウエハ表面の平坦度測定に適用する測定方法に関する。
【背景技術】
【0002】
図1は、一般に行われる3点法の真直度測定法の概要を説明するための図である。すなわち、基準となる軸1に略並行となるように、検出器取付台3の案内面5と被測定物7が設置され、検出器取付台3は案内面5に沿って滑らかに動くように構成され、検出器取付台3には3個の変位検出器9が配置されている。変位検出器9は変位検出器A、B,Cからなり、各検出器の長手方向の軸は等間隔で互いに並行となるように、また被測定物の表面11までのギャップを測定できるように設置される。
【0003】
真直度測定に際しては始めに3つの変位検出器A,B,C9の校正を行う。
【0004】
すなわち、それぞれの出力を線形化すると共に、勾配(=感度)を揃えられた各出力において
センサ出力;
センサオフセット;
と表し、zを入力変位として
【数1】
【数2】
(1)
【数3】
となるように調整する。次に各オフセットを
【数4】
(2)
となるように調整する。
【0005】
しかし、調整誤差が必ずあるものとして、各オフセットの関係を次の形で表す。
【数5】
(3)
ここで、sE をオフセット誤差と呼ぶ。
【0006】
真直度測定のアルゴリズムは次のように導かれる。
被測定物の表面形状;
案内面の形状;
取付け台のピッチング誤差;
センサ間隔;
と置き、図1に示すように、基準となる軸1であるx軸にほぼ平行に、案内面5と被測定物7を配置し、x軸に沿って、検出器取付台3を走査し、測定するので3個の変位検出器9の出力はxの関数と考えることが出来る。検出器取付台3は2つの車輪で案内面5上を倣って走行すると考え、しかも2つの車輪は変位検出器A,Cの取付け位置に一致しているとする。このとき、検出器取付台3のピッチング誤差は、
【数6】
(4)
と表すことができる。
従って、各変位検出器の出力は、
【数7】
(5)
【数8】
(6)
【数9】
(7)
となる.
【0007】
式(5)−式(6)、および式(6)−式(7)を計算すれば、
【数10】
(8)
【数11】
(9)
となる。次に
【数12】
(10)
【数13】
(11)
と近似する。ただし、f’(x)のダッシュはxに関する1階微分を表す。
式(8)と式(9)の差を計算し、式(10)と式(11)を代入すれば、
【数14】
(12)
を得る。ここで
【数15】
(13)
とおき、更に
【数16】
(14)
と近似すれば、結局
【数17】
(15)
を得る。ここで
の2つのダッシュはxに関する2階微分を表す。
【0008】
式(15)を2回積分すれば、
【数18】
(16)
を得る。
は測定される数値列であるので、これを2階数値積分することにより、オフセット誤差sE=0の場合、被測定物7の表面形状f(x)が求められることになる。ただし、ここで、係数C1とC0は求められていないが、形状には直接関係しないので、ここでは敢えて求める必要がない。
【0009】
そこでオフセット誤差sEをゼロとなるように調整することが重要になるが、ゼロでなくともその大きさが正確に分かればよい。すなわち、結果の形状より誤差分を差し引けば正確な形状が求められるからである。
【0010】
さて、オフッセット誤差を校正する従来の方法に、回転円盤を用いる校正法が提案されている(特許文献1参照)。
【0011】
【特許文献1】特開2005−308703号公報
【0012】
しかし、その方法はオフッセット誤差を校正し、真直度を測定する方法を提案するのみで、平坦度測定に関しては何ら言及していない。
【0013】
ウエハ平坦度測定に関する従来の技術には、静電容量型等の変位検出器を用いる技術、光干渉法等による技術がある。
【0014】
変位検出器を用いる方法は、被測定物であるウエハを回転させて測定する方法である。すなわち、ウエハを何等かの回転機構を用いて、その平面内で回転させる一方変位検出器をその表面に対向させてウエハの半径方向に走査し、その間の表面までの距離の変化を測定して、表面形状を求める技術である。その方法は,・測定機構が簡便である、・スループットが高い(測定時間が短い)等の実用上極めて優れた特徴を有している.反面,短所として,ウエハの回転,検出器の移動に伴う運動誤差の影響を受けて,それが測定誤差に大きく影響することである。
【0015】
干渉計を用いる光学的方法は、形状を高精度に測定できる半面、外乱振動や温度変化等の影響に大きく影響を受けるので、測定前の準備に時間を要し、すなわちスループットが低く、現場向きではない短所を有する。
【0016】
なお、特許電子図書館、公開テキスト検索によると、キーワード:
“平坦OR平面”AND“ウエハ”AND“距離センサーOR変位検出器”の検索でヒット件数が61件あったが、本発明に該当、示唆するものはなかった。
また、キーワード:“3点法”では17件のヒットがあったが、本発明に該当、示唆するものはなかった。(2010年10月16日現在)
【発明の概要】
【発明が解決しようとする課題】
【0017】
ウエハの平坦度検査を高精度かつ安価でスループットの高い方法での実現が課題である。
【課題を解決するための手段】
【0018】
回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハと検出器の相対的な回転運動によるウエハ円周上の形状測定と、ウエハと検出器の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の演算結果を適合させることによりウエハ全体の形状を測定できるようにした。
【発明の効果】
【0019】
これまで真直度の測定に利用される3点法を、ウエハの平坦度を測定できるようにしたため、単純な機構構成で高速かつ高精度測定が可能になる効果がある。
【発明を実施するための形態】
【0020】
本発明を実施する機構構成の一例を図2、図3に示す。被測定物のウエハ101は円盤103上に真空吸着あるいは静電吸着等の手段により固定される。円盤103は、駆動モータ113と回転軸105に同軸結合され回転する。駆動モータ113は基盤107に固定され、円盤103を等速度で回転させるように制御される。
【0021】
一方、基盤105上にあって、円盤103をはさむように門型にレール109が設置される。レール109には検出器取付台3が円盤103の直径方向に移動可能に取り付けられている。検出器取付台3には、90度変換機構111を介して3個の変位検出器A、B,C9が固定されている。各変位検出器A、B,C9の測定面は円盤103上のウエハ面とほぼ並行に設置され、その表面までの距離の変化を測定できるように構成されている。また、3個の変位検出器A、B,C9は等間隔に原則一列上に配置されるが、その列は、ウエハの円周上を測定する場合には、レール109上の検出取付器台3の動きに直角となるように、またウエハの直径方向の形状を測定する場合には、検出取付器台3の動きの線と一致するように、90度変換機構111が回転変位させられる。後者の場合、変位検出器9の列は円盤の回転軸113を通るように、レールは設置されている。なお、検出取付器台3は、リニアーモータあるいは回転モータ等の手段(図示されず)によりレール上を等速運動するように構成、制御されている。
【0022】
本発明によるウエハ表面形状の測定は2つのステップからなる。
【0023】
まず、第1のステップから説明する。図4は図3で示す円盤103を上より見た模式図である。ここでは3個の変位検出器A,B,C9は、円盤103の回転中心115を中心とする半径Rの円周上に、角度αで配置される。
【0024】
図5は、座標系を説明するための図である。円盤103は矢印117の時計方向に回転するものとする。その回転角をθとし、検出器が配置される半径Rの円周上での変位xとして、
【数19】
(17)
で表す。
【0025】
先に説明したと同様なアルゴリズムを考える。図1で説明される真直度測定では、検出器取付台3は直線状を動くが、ここではレール109上に固定され、ウエハ101は円盤103と一体になって回転軸に支えられて動く。この場合の
モデルは図6のように表される。ここで、3個の検出器A,B,C9のそれぞれの出力は次のように表すことが出来る。
f1(x)は半径Rの円周上に沿ったウエハ101の表面形状
g1(x)はウエハ101の上下の動き
eP1(x)はウエハ101の傾き
f1(x)、g1(x)は、図6に示すように、仮想的に設けられた基準線119からの距離で定義される。
hは図4に示す3個の変位検出器9の間隔
【数20】
(5’)
【数21】
(6’)
【数22】
(7’)
【数23】
(4‘)
【数24】
となる。
上の3式はそれぞれ式(5)、式(6)、式(7)と符号を除き一致する。
【0026】
そこで、以前と同様な手続きにより
【数25】
(18)
とおいて、
【数26】
(19)
を得る。
式(19)を積分することにより次式を得る。
【数27】
【数28】
(20)
【0027】
検出器取付台3が1回転すると、すなわち回転角θが2π変化するとき、半径Rの円周上のxはL(=2πR)変化する。すなわち、
【数29】
(21)
【数30】
(22)
の性質がある。この性質を利用して未知数C11、sEを決める。
【0028】
式(20)において、
x=0のとき、
【数31】
(23)
x=Lのとき、
【数32】
(24)
である。
【0029】
式(23)−式(22)を計算すると、
【数33】
(25)
となる。この式よりオフセット誤差sEを求めることが出来る。
【0030】
更に、式(20)において
x=0のとき、
【数34】
(26)
x=Lのとき、
【数35】
(27)
であるから、式(26)−式(25)を計算すれば
【数36】
(28)
を得る。
式(28)よりC11 が求められ、それを式(20)に代入すれば、試料の形状f1(x)が決定する。
【0031】
すなわち、
【数37】
(29)
である。この式において、前述のようにC11、sEは決定しているが、C01は決定していない。
【0032】
以上第1ステップの説明では、検出器A,B,C9の配置は、円周上に沿った円弧上であった。しかし、この配置が直線上であっても大差ない。この様子を図7に示す。すなわち、実線で示した検出器A,B,C9の配置が円弧上の配置であり、検出器Bの点線で示した配置が、検出器A,B,C9の直線状の配置である。ここに示すように検出器の検出面がある程度の面積を有し、円弧の半径がある程度大きく、しかもウエハ形状の変化が激しくない場合、検出器Bの実線で示す場合と点線で示す場合の検出量の違いが無視できるからである。このことは文献で詳細に検討されている(非特許文献1参照)。以上より、次の第2ステップとの整合を考えると、検出器A,B,C9の配置は直線上が望ましい。
【0033】
【非特許文献1】Autonomous calibration method ofthe zero-difference without using a standard gauge for a straightness-measuringmachine;PrecisionEngineering 35(2011)153-163.
【0034】
以上説明したように、第1ステップの測定においてはウエハ円周上の形状を測定するが、この時の円の半径は事情が許す限り大きい方がよい。なぜなら、前述のように、検出器A,B,C9の配置が円弧上でも直線上でもその違いがより小さくなるからである。
【0035】
次に第2のステップに関して説明する。ウエハの回転を基準位置で停止し、検出器取付台3を直径方向にスキャンする。この時のウエハの回転停止位置を
とし、図5に示すように、原点を第1ステップにおける円周上とした座標
を直径方向にとる。この時のウエハ101と検出器取付台3のモデルを図8に示す。検出器A,B,C9の出力は、以下のようになる。
【数38】
(5‘’)
【数39】
(6‘’)
【数40】
(7‘’)
【数41】
(4‘’)
【0036】
なお、検出器A,C間の距離hは、それが傾斜しているため厳密には、図に示すようにはならないが、傾きが微小の場合近似できる。
【0037】
第1のステップの場合と同様にして、
【数42】
(30)
とおけば、
【数43】
(31)
を得る。ここでは同一の検出器が使用されているので、ゼロ点誤差sEは、第1ステップの場合と同じである。
【0038】
一般解は、次の通りである。
【数44】
(32)
【0039】
ここで、直線走査の始点と終点を第1ステップで回転走査した円周上の点と一致するように決める。すなわち、D=2R として、
【数45】
(33)
と置く。すると、上の第1式より
【数46】
(34)
であるので、第2式より
【数47】
(35)
となり、これより定数C12を求めることができる。
【0040】
定数C02,C01が決まらないが、任意の位置における形状が算出できる。すなわち
【数48】
(36)
となる。ここにおける定数C02は、全体の高さを決める定数であり、形状には関係しない。
【0041】
これまでの経緯を、図で説明する。第1ステップにより、図9に示すような円周上の形状が決まり、第2ステップにより図10に示すような直径上の形状が決まった。
【0042】
以下、ウエハの回転角をわずかずつ変えて第2ステップの動作を繰り返せば、図11のようにウエハ全体の形状を決定することができる。
【0043】
図11の場合、ウエハの回転角度を36度ずつ変えて、計5回の直径方向の直線走査した結果であり、それぞれ
(n=1,2,3,4,5)で示す。ウエハの形状により、あるいは必要とされる平坦度の測定精度により、更に細かくしても、逆に粗くしても構わない。細かいほどウエハの細部の形状を測定することができるが、測定時間は長くなる。
【0044】
また、第2ステップの説明では、ウエハの回転を停止して直径方向に直線走査して測定したが、これに限定されずウエハを回転したままでもよい。すなわち、ウエハを回転しつつウエハが規定の位置に達する瞬間に、データを取得するようにすればよい。ただしこの場合、直径方向に100点のデータが必要なときには、ウエハを100回転させる必要があり、時間がかかる欠点が生ずる。
【0045】
しかし、一定回転させながら測定したほうが、回転運動に伴う運動誤差が均一となり、最終結果の形状の精度が上がる利点がある。
【0046】
以上の説明において、精度を向上させる工夫に関して若干述べてきたが、それの工夫以外にも色々考えられる。例えば、複数回の回転、複数回の走査で得られたデータを平均化する工夫、式(20)や式(32)等の数値積分におけるデータ点数の多数化の工夫が考えられる。
【0047】
以上の説明では3個の変位検出器を使用する場合であったが、角度検出器を使用してもよい。この場合は2個の角度検出器でよい。3個の変位検出器が2個の角度検出器に置き換えられる理由は、文献1に詳述されているので、ここでは省略する。
【0048】
また、以上の説明で、第1ステップではウエハ101が回転し検出器取付台3が動かない場合で説明したが、これに限定されること無く、逆の組み合わせでも一向に差し支えない。これは、3点法が検出器と被測定物の相対運動に基づくものであることから明らかである。
【0049】
また、以上の説明で、第2ステップではウエハ101が動かず検出器取付台3が動く場合で説明したが、これに限定されること無く、逆の組み合わせでも一向に差し支えない。これは、3点法が検出器と被測定物の相対運動に基づくものであることから明らかである。
【0050】
また、ウエハは円盤上に固定されている場合で説明したが、これに限定されるものではない。ウエハ単独であってもそれを外縁等で支持し回転させる機構等を工夫すれば、本発明が適用出来ることは、言うまでも無い。
【0051】
更に、これまで本発明の平坦度測定技術をウエハに限定し説明してきたが、ウエハに限定されることなく、真円度測定器の回転円盤等の表面が平滑な物体の平坦度の評価に適用しても構わない。
【図面の簡単な説明】
【0052】
【図1】真直度測定法の概要を説明するための図
【図2】本発明の構成例を示す斜視図
【図3】本発明の構成例を示す正面図
【図4】変位検出器の配置を示す模式図
【図5】座標系を説明するための図
【図6】検出器取付台とウエハの位置関係の説明図
【図7】変位検出器の配置を示す模式図
【図8】検出器取付台とウエハの位置関係の説明図
【図9】形状測定の結果の説明図
【図10】形状測定の結果の説明図
【図11】形状測定の最終結果の説明図
【符号の説明】
【0053】
1 基準となる軸
3 検出器取付台
5 案内面
7 被測定物
9 変位検出器
101 ウエハ
103 円盤
105 回転軸
107 基盤
109 レール
111 90度変換機構
113 駆動モータ
115 回転中心
117 矢印
119 基準線
【特許請求の範囲】
【請求項1】
検出器取付台あるいは被測定物を案内面に沿って移動させ、前記検出器取付台に設けられた複数個の検出器により前記検出器取付台と被測定物の間の幾何学的関係を測定し、得られたデータ列から被測定物の表面の平坦度を求める平坦度測定法において、
前記検出器取付台及び前記被測定物の何れか一方を前記被測定物の表面に略並行に回転させるとともに、前記検出器取付台と前記被測定物表面との幾何学的関係を測定するための複数個の検出器を前記検出器取付台に前記回転運動の回転中心と略同軸円周上に沿ってあるいは前記同軸円の接線方向の直線上に所定の間隔で設置し、前記検出器取付台または前記被測定物を回転移動して所定移動量ごとに前記検出器により前記検出器取付台と前記被測定物表面との幾何学的関係を一斉に測定し、少なくとも1回転の間に得られたデータ列から演算処理するステップと、
前記複数個の検出器を前記回転運動の回転中心を通る略直線上に設置し直すとともに、前記検出器取付台及び前記被測定物の何れか一方を前記被測定物の表面に略並行にかつ前記回転運動の回転中心を通る直線上を移動させ、前記検出器取付台または前記被測定物の所定移動量ごとに前記検出器により前記検出器取付台と前記被測定物表面との幾何学的関係を一斉に測定し、得られたデータ列から演算処理するステップからなり、
前記2つのステップの演算結果を適合することによりウエハ全体の表面形状を求めることを特徴とするウエハ平坦度測定法
【請求項2】
請求項1に記載される複数個の検出器が3個の変位検出器であることを特徴とするウエハ平坦度測定法
【請求項3】
請求項1に記載される複数個の検出器が2個の角度検出器であることを特徴とするウエハ平坦度測定法
【請求項1】
検出器取付台あるいは被測定物を案内面に沿って移動させ、前記検出器取付台に設けられた複数個の検出器により前記検出器取付台と被測定物の間の幾何学的関係を測定し、得られたデータ列から被測定物の表面の平坦度を求める平坦度測定法において、
前記検出器取付台及び前記被測定物の何れか一方を前記被測定物の表面に略並行に回転させるとともに、前記検出器取付台と前記被測定物表面との幾何学的関係を測定するための複数個の検出器を前記検出器取付台に前記回転運動の回転中心と略同軸円周上に沿ってあるいは前記同軸円の接線方向の直線上に所定の間隔で設置し、前記検出器取付台または前記被測定物を回転移動して所定移動量ごとに前記検出器により前記検出器取付台と前記被測定物表面との幾何学的関係を一斉に測定し、少なくとも1回転の間に得られたデータ列から演算処理するステップと、
前記複数個の検出器を前記回転運動の回転中心を通る略直線上に設置し直すとともに、前記検出器取付台及び前記被測定物の何れか一方を前記被測定物の表面に略並行にかつ前記回転運動の回転中心を通る直線上を移動させ、前記検出器取付台または前記被測定物の所定移動量ごとに前記検出器により前記検出器取付台と前記被測定物表面との幾何学的関係を一斉に測定し、得られたデータ列から演算処理するステップからなり、
前記2つのステップの演算結果を適合することによりウエハ全体の表面形状を求めることを特徴とするウエハ平坦度測定法
【請求項2】
請求項1に記載される複数個の検出器が3個の変位検出器であることを特徴とするウエハ平坦度測定法
【請求項3】
請求項1に記載される複数個の検出器が2個の角度検出器であることを特徴とするウエハ平坦度測定法
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−117811(P2012−117811A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−264734(P2010−264734)
【出願日】平成22年11月29日(2010.11.29)
【出願人】(304022986)
【出願人】(504197374)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月29日(2010.11.29)
【出願人】(304022986)
【出願人】(504197374)
【Fターム(参考)】
[ Back to top ]