
ウエハ搬送装置
【課題】ボートの傾きの矯正機構を低コストに提供する。
【解決手段】この発明のウエハ搬送装置1は、ボート2の中心から近い内側に第1接点31よりも周長が長い第2接点32を有し、両車輪3L,3Rの高さが等しくボート2が略水平なときは、両車輪3L,3Rとも第1接点31でボート受け4の走行面41に接して回転し、一方の車輪3Rが下方で、他方の車輪3Lが上方となるようにボート2が傾いたとき、一方の車輪3Rが第1接点31でボート受け4の走行面41に接して回転するとともに、他方の車輪3Lが第2接点32でボート受け4の走行面41に接して回転する。
【解決手段】この発明のウエハ搬送装置1は、ボート2の中心から近い内側に第1接点31よりも周長が長い第2接点32を有し、両車輪3L,3Rの高さが等しくボート2が略水平なときは、両車輪3L,3Rとも第1接点31でボート受け4の走行面41に接して回転し、一方の車輪3Rが下方で、他方の車輪3Lが上方となるようにボート2が傾いたとき、一方の車輪3Rが第1接点31でボート受け4の走行面41に接して回転するとともに、他方の車輪3Lが第2接点32でボート受け4の走行面41に接して回転する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、半導体製造工程で使用するウエハ搬送装置に関し、特に、ウエハをボートに搭載して横型の熱処理炉に出し入れするようにしたウエハ搬送装置に関する。
【背景技術】
【0002】
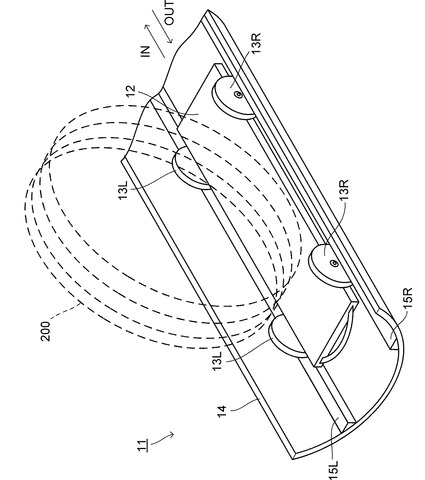
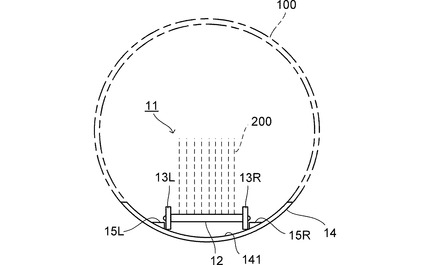
従来から、ウエハをボートに搭載して横型の熱処理炉に出し入れするようにしたウエハ搬送装置が用いられている。このようなウエハ搬送装置の一例を図9、図10に示す。ウエハ搬送装置11は、円筒形の熱処理炉100の受入口の外側でウエハ200を搭載したボート12を待ち受けるボート受け14が設けられる。ボート受け14は、熱処理炉100の断面形状に対応した断面円弧形の走行面141を有し、ボート12は、この走行面141上を、一対の車輪13L,13Rで接しながら走行するように構成される。
【0003】
上記のように構成されるウエハ搬送装置11において、熱処理炉100とボート受け14との境界に出来る段差や、車輪13R,13Lの周長のわずかな誤差から、ボート12が任意に傾くことがある。ボート12が傾くと積載したウエハ200が倒れたり、ウエハ200に取付けられたID情報の読み取り不良などの問題が発生するおそれがある。そこで、特許文献1には、ボート受け14の走行面141上にガイド15L,15Rを設け、車輪13L,13Rをガイド15L,15Rによって案内することにより、ボート12の進行方向を規制してボート12が傾かないように矯正している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−231784号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ボート受け14の走行面14上にガイド15L,15Rを設けることは、均一な面に凸部を形成することになり、ボート受け14とガイド15L,15Rを一体に設ける場合は金型を加工しなければならず、ボート受け14とガイド15L,15Rを別体に設ける場合は精度良く設置することが難しい。このため、製作工数や部品点数が増加し、コストが増加する問題があった。
【0006】
この発明は、上記の問題に鑑みてなされたものであり、ボートの傾きの矯正機構を低コストに提供することを目的とする。
【課題を解決するための手段】
【0007】
この発明のウエハ搬送装置は、ウエハを横型の熱処理炉内に出し入れするものであって、ボートおよびボート受けを有する。ボートは、中心から等しい距離に対向して配置される一対の車輪を有するとともに、ウエハを積載して搬送する。ボート受けは、断面弓形の走行面を有し、その走行面上を前記車輪が接しながら前記ボートが直線的に走行するように構成される。さらに、この発明のウエハ搬送装置は、前記車輪の外周は、前記ボートの中心から遠い外側に第1接点を有し、前記ボートの中心に近い内側に前記第1接点よりも周長が長い第2接点を有し、両車輪の高さが等しく前記ボートが略水平なときは、両車輪とも前記第1接点で前記ボート受けの走行面に接して回転し、一方の車輪が下方で、他方の車輪が上方となるように前記ボートが傾いたとき、一方の車輪が前記第1接点で前記ボート受けの走行面に接して回転するとともに他方の車輪が前記第2接点で前記ボート受けの走行面に接して回転する。
【0008】
この構成によると、一方の車輪が下方で、他方の車輪が上方となるように前記ボートが傾いたとき、一方の車輪はボート受けの中央に近づき、他方の車輪はボート受けの中央から離れるように、ボートの中心がボート受けの中央から他方の車輪側へ偏倚する。このとき、一方の車輪が第1接点でボート受けの走行面に接して回転する一方で他方の車輪が該第1接点よりも一回転距離が大きい第2接点でボート受けの走行面に接して回転するので、ボートの進行方向が一方の車輪側に向かうようになり、ボートの偏倚が修正される。この結果、ボートの傾きが略水平に戻る。
【0009】
ただし、前記ボート受けの走行面は、曲率が一定の単円弧でないことが必要であり、具体的には、曲率のないフラットな面や、中央部の曲率が大きく、側部の曲率が小さくなる曲面などを採用することが出来る。このような走行面を有するボート受けは、板金の絞り加工や樹脂の射出成形などにより容易に作製することが可能である。
【0010】
前記車輪の外周は、前記第1接点から前記第2接点にかけて漸次径大となるテーパ面に形成すると、上記第1、第2接点を外周に有する車輪を一体で製作するのに好適である。
【発明の効果】
【0011】
この発明によれば、ボートの進行方向を規制するガイド機構をなくすことができ、ボートの傾きの矯正機構を低コストに提供することが可能となる。
【図面の簡単な説明】
【0012】
【図1】この発明の一実施形態に係るウエハ搬送装置を示す断面図である。
【図2】ボートを示す断面図である。
【図3】ボート受けを示す断面図である。
【図4】ボート受けの変形例を示す断面図である。
【図5】ボートの車輪近傍を示す要部断面図である。
【図6】ボートが水平のとき(a)とボートが傾いたとき(b)の走行面上における車輪の接点位置の変化を説明する説明図である。
【図7】車輪の変形例に係るボートの車輪近傍を示す要部断面図である。
【図8】車輪の他の変形例に係るボートの車輪近傍を示す要部断面図である。
【図9】従来のウエハ搬送装置を示す断面図である。
【図10】同上従来のウエハ搬送装置を示す斜視図である。
【発明を実施するための形態】
【0013】
以下に、図面を参照して、この発明の実施形態に係るウエハ搬送装置について説明する。
【0014】
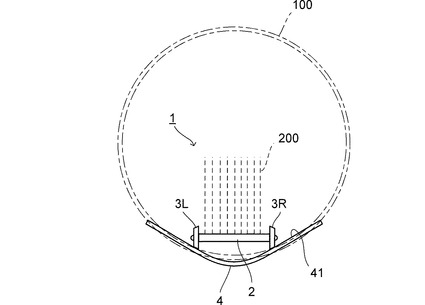
図1に示すように、ウエハ搬送装置1は、ボート2およびボート受け4を有し、ウエハ200を横型の熱処理炉100内に出し入れするように構成される。図8で‘IN’で示す矢印が搬入方向であり、‘OUT’で示す方向が搬出方向を示している。
【0015】
ボート2は略長方形の板状部材であり、長辺方向が進行方向に設定される。円盤状や矩形板状のウエハ200は立てた状態でボート2に積載される。図1に示すように、複数枚のウエハ200がボート2の進行方向に直交する方向に並んで積載されている。ウエハ200は、ボート2の進行方向に平行な方向に並んで積載される場合もある。ウエハ200はボート2に積載された状態で、熱処理炉100内に収容され、熱処理される。したがって、ボート2は主に石英で構成される。ボート2は石英以外にも耐熱性の材料により形成することができる。
【0016】
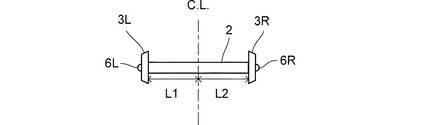
ボート2は、図2に示すように、中心から等しい距離(すなわち、図中のL1=L2。)に対向して配置される一対の車輪3L,3Rを有する。本実施の形態では、車輪3L,3Rは車軸6L,6Rによりそれぞれボート2の側面に回転自在に軸支されている。なお、車輪3L,3Rの配置はこれに限られない。例えば、ボート2の中心から等しい距離の位置に、車輪の幅および直径よりも大きな長方形の貫通穴を2つ設け、この貫通穴内に車輪3L,3Rをそれぞれ軸支しても良い。
【0017】
一対の車輪3L,3Rは、ボート2の長手方向に間隔を離して2組設けられる(図9参照。)。なお、車輪3L,3Rの組数は2組に限定されず、3組以上としても構わない。
【0018】
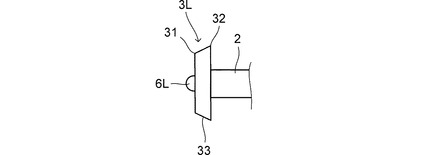
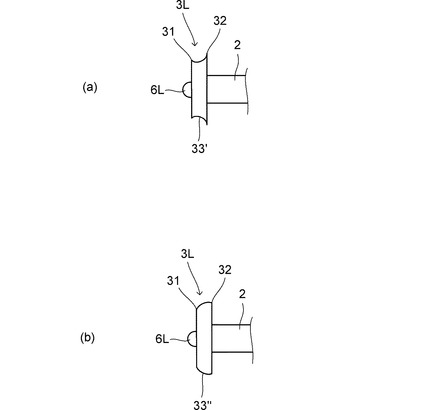
車輪3L,3Rの外周は、図5に示すように、ボート2の中心から遠い外側に第1接点31を有し、ボート2の中心に近い内側に第1接点31よりも周長が長い第2接点32を有する。本実施の形態では、車輪3L,3Rの外周面は、第1接点31から第2接点32にかけて漸次径大となるテーパ面33に形成されており、このような外周面は第1,第2接点31,32を外周に有する車輪3L,3Rを一体で製作するのに適している。なお、車輪3L,3Rの外周面は必ずしもこのようなテーパ面33でなくても良く、図7(a)に示すように、第1接点31から第2接点32にかけて内側に窪んだ面33’で構成しても、図7(b)に示すように、第1接点31から第2接点32にかけて外側に膨らんだ面33’’で構成しても構わない。
【0019】
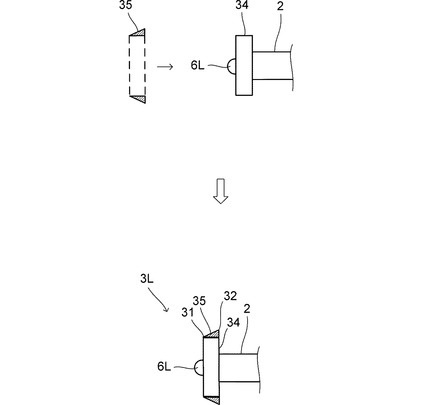
また、図8に示すように、車輪3L,3Rを、円盤形の基材34にテーパ状の環状部材35を取付けた別体構成としても良い。これによると、部品点数は増えるが、図10のような従来のウエハ搬送装置に対しても部品(環状部材35)を追加するだけで、本発明の効果を奏する車輪3L,3Rを実現出来る。
【0020】
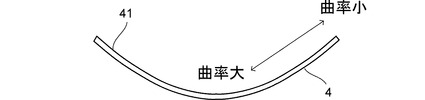
ボート受け4は、図1に示すように、断面弓形の走行面41を有し、その走行面41上を車輪3L,3Rが接しながらボート2が紙面に直交する方向に直線的に走行するように構成される。ボート受け4の走行面41は、曲率が一定の単円弧でないことが必要であり、具体的には、図3に示すような曲率のないフラットな面や、図4に示すような中央部の曲率が大きく、側部の曲率が小さくなる曲面(例えば、放物線など)などを採用することが出来る。このような走行面41を有するボート受け4は、板金の絞り加工や樹脂の射出成形などにより容易に作製することが可能である。なお、ボート受け4の材質はボート2と同様に石英としても良い。この場合も石英成形により容易にボート受け4を作製可能である。
【0021】
なお、ボート受け4の一端に形成される受入口の近傍は、熱処理炉100の断面に対応した断面形状、すなわち、円弧の断面形状を有するように加工すれば、熱処理炉100とボート受け4との間におけるボートの2の乗り移り際に、境界に出来る段差が小さくなり、ボート2の載せ替えがスムーズに行えるので良い。
【0022】
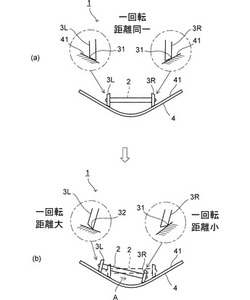
次に、上記のように構成されるウエハ搬送装置1による作用効果について図6を参照して説明する。なお、この図においてウエハは省略している。
【0023】
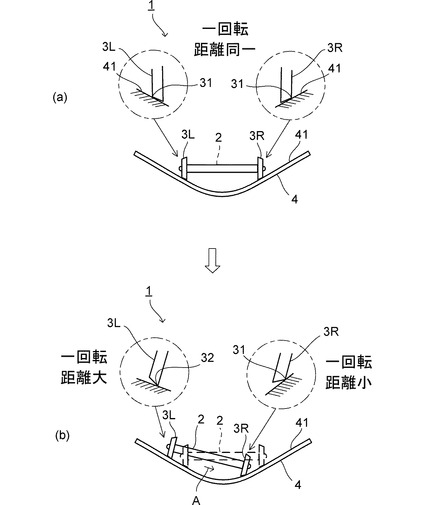
まず、図6(a)に示すように、ボート2が略水平状態で走行しているときは、両車輪3L,3Rはいずれも外側の第1接点31で走行面41上に接して回転する。したがって、車輪3L,3Rともに一回転の距離が同一で、ボート2は、水平な状態で、ボート受け4の走行面41上をまっすぐ走行する。しかし、熱処理炉100とボート受け4との境界に出来る段差や、車輪3R,3Lの第1接点31の周長なわずかな誤差から、図6(b)に示すように、ボート2が傾くことがある。
【0024】
この場合、一方の車輪3Rはボート受け4の中央に近づき、他方の車輪3Lはボート受け4の中央から離れるように、ボート2の中心がボート受け4の中央から他方の車輪3L側へ偏倚する。このとき、一方の車輪3Rは、そのまま第1接点31でボート受け4の走行面41に接して回転するが、他方の車輪3Lは、第1接点31よりも周長の長い第2接点32でボート受け4の走行面41に接して回転するようになる。これにより、ボート2の進行方向が矢印Aで示すように、一方の車輪3R側に向かうようになり、ボート2の偏倚が修正される。この結果、図6(b)に破線で示すように、ボート2の傾きが略水平に戻る。なお、ボート2が逆向きに傾いた場合でも同様である。
【0025】
したがって、本発明によると、ボート2の進行方向を規制するガイド5L,5R(図9,図10参照。)をなくすことができ、ボート2の傾きの矯正機構を低コストに提供することが可能となる。
【0026】
上述の実施形態の説明は、すべての点で例示であって、制限的なものではないと考えられるべきである。この発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、この発明の範囲には、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0027】
1−ウエハ搬送装置
2−ボート
3R,3L−車輪
31−第1接点
32−第2接点
4−ボート受け
41−走行面
100−熱処理炉
200−ウエハ
【技術分野】
【0001】
この発明は、半導体製造工程で使用するウエハ搬送装置に関し、特に、ウエハをボートに搭載して横型の熱処理炉に出し入れするようにしたウエハ搬送装置に関する。
【背景技術】
【0002】
従来から、ウエハをボートに搭載して横型の熱処理炉に出し入れするようにしたウエハ搬送装置が用いられている。このようなウエハ搬送装置の一例を図9、図10に示す。ウエハ搬送装置11は、円筒形の熱処理炉100の受入口の外側でウエハ200を搭載したボート12を待ち受けるボート受け14が設けられる。ボート受け14は、熱処理炉100の断面形状に対応した断面円弧形の走行面141を有し、ボート12は、この走行面141上を、一対の車輪13L,13Rで接しながら走行するように構成される。
【0003】
上記のように構成されるウエハ搬送装置11において、熱処理炉100とボート受け14との境界に出来る段差や、車輪13R,13Lの周長のわずかな誤差から、ボート12が任意に傾くことがある。ボート12が傾くと積載したウエハ200が倒れたり、ウエハ200に取付けられたID情報の読み取り不良などの問題が発生するおそれがある。そこで、特許文献1には、ボート受け14の走行面141上にガイド15L,15Rを設け、車輪13L,13Rをガイド15L,15Rによって案内することにより、ボート12の進行方向を規制してボート12が傾かないように矯正している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−231784号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ボート受け14の走行面14上にガイド15L,15Rを設けることは、均一な面に凸部を形成することになり、ボート受け14とガイド15L,15Rを一体に設ける場合は金型を加工しなければならず、ボート受け14とガイド15L,15Rを別体に設ける場合は精度良く設置することが難しい。このため、製作工数や部品点数が増加し、コストが増加する問題があった。
【0006】
この発明は、上記の問題に鑑みてなされたものであり、ボートの傾きの矯正機構を低コストに提供することを目的とする。
【課題を解決するための手段】
【0007】
この発明のウエハ搬送装置は、ウエハを横型の熱処理炉内に出し入れするものであって、ボートおよびボート受けを有する。ボートは、中心から等しい距離に対向して配置される一対の車輪を有するとともに、ウエハを積載して搬送する。ボート受けは、断面弓形の走行面を有し、その走行面上を前記車輪が接しながら前記ボートが直線的に走行するように構成される。さらに、この発明のウエハ搬送装置は、前記車輪の外周は、前記ボートの中心から遠い外側に第1接点を有し、前記ボートの中心に近い内側に前記第1接点よりも周長が長い第2接点を有し、両車輪の高さが等しく前記ボートが略水平なときは、両車輪とも前記第1接点で前記ボート受けの走行面に接して回転し、一方の車輪が下方で、他方の車輪が上方となるように前記ボートが傾いたとき、一方の車輪が前記第1接点で前記ボート受けの走行面に接して回転するとともに他方の車輪が前記第2接点で前記ボート受けの走行面に接して回転する。
【0008】
この構成によると、一方の車輪が下方で、他方の車輪が上方となるように前記ボートが傾いたとき、一方の車輪はボート受けの中央に近づき、他方の車輪はボート受けの中央から離れるように、ボートの中心がボート受けの中央から他方の車輪側へ偏倚する。このとき、一方の車輪が第1接点でボート受けの走行面に接して回転する一方で他方の車輪が該第1接点よりも一回転距離が大きい第2接点でボート受けの走行面に接して回転するので、ボートの進行方向が一方の車輪側に向かうようになり、ボートの偏倚が修正される。この結果、ボートの傾きが略水平に戻る。
【0009】
ただし、前記ボート受けの走行面は、曲率が一定の単円弧でないことが必要であり、具体的には、曲率のないフラットな面や、中央部の曲率が大きく、側部の曲率が小さくなる曲面などを採用することが出来る。このような走行面を有するボート受けは、板金の絞り加工や樹脂の射出成形などにより容易に作製することが可能である。
【0010】
前記車輪の外周は、前記第1接点から前記第2接点にかけて漸次径大となるテーパ面に形成すると、上記第1、第2接点を外周に有する車輪を一体で製作するのに好適である。
【発明の効果】
【0011】
この発明によれば、ボートの進行方向を規制するガイド機構をなくすことができ、ボートの傾きの矯正機構を低コストに提供することが可能となる。
【図面の簡単な説明】
【0012】
【図1】この発明の一実施形態に係るウエハ搬送装置を示す断面図である。
【図2】ボートを示す断面図である。
【図3】ボート受けを示す断面図である。
【図4】ボート受けの変形例を示す断面図である。
【図5】ボートの車輪近傍を示す要部断面図である。
【図6】ボートが水平のとき(a)とボートが傾いたとき(b)の走行面上における車輪の接点位置の変化を説明する説明図である。
【図7】車輪の変形例に係るボートの車輪近傍を示す要部断面図である。
【図8】車輪の他の変形例に係るボートの車輪近傍を示す要部断面図である。
【図9】従来のウエハ搬送装置を示す断面図である。
【図10】同上従来のウエハ搬送装置を示す斜視図である。
【発明を実施するための形態】
【0013】
以下に、図面を参照して、この発明の実施形態に係るウエハ搬送装置について説明する。
【0014】
図1に示すように、ウエハ搬送装置1は、ボート2およびボート受け4を有し、ウエハ200を横型の熱処理炉100内に出し入れするように構成される。図8で‘IN’で示す矢印が搬入方向であり、‘OUT’で示す方向が搬出方向を示している。
【0015】
ボート2は略長方形の板状部材であり、長辺方向が進行方向に設定される。円盤状や矩形板状のウエハ200は立てた状態でボート2に積載される。図1に示すように、複数枚のウエハ200がボート2の進行方向に直交する方向に並んで積載されている。ウエハ200は、ボート2の進行方向に平行な方向に並んで積載される場合もある。ウエハ200はボート2に積載された状態で、熱処理炉100内に収容され、熱処理される。したがって、ボート2は主に石英で構成される。ボート2は石英以外にも耐熱性の材料により形成することができる。
【0016】
ボート2は、図2に示すように、中心から等しい距離(すなわち、図中のL1=L2。)に対向して配置される一対の車輪3L,3Rを有する。本実施の形態では、車輪3L,3Rは車軸6L,6Rによりそれぞれボート2の側面に回転自在に軸支されている。なお、車輪3L,3Rの配置はこれに限られない。例えば、ボート2の中心から等しい距離の位置に、車輪の幅および直径よりも大きな長方形の貫通穴を2つ設け、この貫通穴内に車輪3L,3Rをそれぞれ軸支しても良い。
【0017】
一対の車輪3L,3Rは、ボート2の長手方向に間隔を離して2組設けられる(図9参照。)。なお、車輪3L,3Rの組数は2組に限定されず、3組以上としても構わない。
【0018】
車輪3L,3Rの外周は、図5に示すように、ボート2の中心から遠い外側に第1接点31を有し、ボート2の中心に近い内側に第1接点31よりも周長が長い第2接点32を有する。本実施の形態では、車輪3L,3Rの外周面は、第1接点31から第2接点32にかけて漸次径大となるテーパ面33に形成されており、このような外周面は第1,第2接点31,32を外周に有する車輪3L,3Rを一体で製作するのに適している。なお、車輪3L,3Rの外周面は必ずしもこのようなテーパ面33でなくても良く、図7(a)に示すように、第1接点31から第2接点32にかけて内側に窪んだ面33’で構成しても、図7(b)に示すように、第1接点31から第2接点32にかけて外側に膨らんだ面33’’で構成しても構わない。
【0019】
また、図8に示すように、車輪3L,3Rを、円盤形の基材34にテーパ状の環状部材35を取付けた別体構成としても良い。これによると、部品点数は増えるが、図10のような従来のウエハ搬送装置に対しても部品(環状部材35)を追加するだけで、本発明の効果を奏する車輪3L,3Rを実現出来る。
【0020】
ボート受け4は、図1に示すように、断面弓形の走行面41を有し、その走行面41上を車輪3L,3Rが接しながらボート2が紙面に直交する方向に直線的に走行するように構成される。ボート受け4の走行面41は、曲率が一定の単円弧でないことが必要であり、具体的には、図3に示すような曲率のないフラットな面や、図4に示すような中央部の曲率が大きく、側部の曲率が小さくなる曲面(例えば、放物線など)などを採用することが出来る。このような走行面41を有するボート受け4は、板金の絞り加工や樹脂の射出成形などにより容易に作製することが可能である。なお、ボート受け4の材質はボート2と同様に石英としても良い。この場合も石英成形により容易にボート受け4を作製可能である。
【0021】
なお、ボート受け4の一端に形成される受入口の近傍は、熱処理炉100の断面に対応した断面形状、すなわち、円弧の断面形状を有するように加工すれば、熱処理炉100とボート受け4との間におけるボートの2の乗り移り際に、境界に出来る段差が小さくなり、ボート2の載せ替えがスムーズに行えるので良い。
【0022】
次に、上記のように構成されるウエハ搬送装置1による作用効果について図6を参照して説明する。なお、この図においてウエハは省略している。
【0023】
まず、図6(a)に示すように、ボート2が略水平状態で走行しているときは、両車輪3L,3Rはいずれも外側の第1接点31で走行面41上に接して回転する。したがって、車輪3L,3Rともに一回転の距離が同一で、ボート2は、水平な状態で、ボート受け4の走行面41上をまっすぐ走行する。しかし、熱処理炉100とボート受け4との境界に出来る段差や、車輪3R,3Lの第1接点31の周長なわずかな誤差から、図6(b)に示すように、ボート2が傾くことがある。
【0024】
この場合、一方の車輪3Rはボート受け4の中央に近づき、他方の車輪3Lはボート受け4の中央から離れるように、ボート2の中心がボート受け4の中央から他方の車輪3L側へ偏倚する。このとき、一方の車輪3Rは、そのまま第1接点31でボート受け4の走行面41に接して回転するが、他方の車輪3Lは、第1接点31よりも周長の長い第2接点32でボート受け4の走行面41に接して回転するようになる。これにより、ボート2の進行方向が矢印Aで示すように、一方の車輪3R側に向かうようになり、ボート2の偏倚が修正される。この結果、図6(b)に破線で示すように、ボート2の傾きが略水平に戻る。なお、ボート2が逆向きに傾いた場合でも同様である。
【0025】
したがって、本発明によると、ボート2の進行方向を規制するガイド5L,5R(図9,図10参照。)をなくすことができ、ボート2の傾きの矯正機構を低コストに提供することが可能となる。
【0026】
上述の実施形態の説明は、すべての点で例示であって、制限的なものではないと考えられるべきである。この発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、この発明の範囲には、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0027】
1−ウエハ搬送装置
2−ボート
3R,3L−車輪
31−第1接点
32−第2接点
4−ボート受け
41−走行面
100−熱処理炉
200−ウエハ
【特許請求の範囲】
【請求項1】
中心から等しい距離に対向して配置される一対の車輪を有するとともに、ウエハを積載して搬送するボートと、
断面弓形の走行面を有し、その走行面上を前記車輪が接しながら前記ボートが直線的に走行するボート受けと、
を有し、前記ウエハを横型の熱処理炉内に出し入れするようにしたウエハ搬送装置であって、
前記車輪の外周は、前記ボートの中心から遠い外側に第1接点を有し、前記ボートの中心に近い内側に前記第1接点よりも周長が長い第2接点を有し、
前記ボートが走行方向から見て水平なときは、両車輪とも前記第1接点で前記ボート受けの走行面に接して回転し、前記ボートが走行方向から見て傾いたとき、一方の車輪が前記第1接点で前記ボート受けの走行面に接して回転するとともに他方の車輪が前記第2接点で前記ボート受けの走行面に接して回転するウエハ搬送装置。
【請求項2】
前記ボート受けの前記走行面は、曲率のないフラットな面である請求項1に記載のウエハ搬送装置。
【請求項3】
前記ボート受けの前記走行面は、中央部の曲率が大きく、側部の曲率が小さくなる曲面である請求項1に記載のウエハ搬送装置。
【請求項4】
前記車輪の外周は、前記第1接点から前記第2接点にかけて漸次径大となるテーパ面に形成された請求項1〜3のいずれかに記載のウエハ搬送装置。
【請求項1】
中心から等しい距離に対向して配置される一対の車輪を有するとともに、ウエハを積載して搬送するボートと、
断面弓形の走行面を有し、その走行面上を前記車輪が接しながら前記ボートが直線的に走行するボート受けと、
を有し、前記ウエハを横型の熱処理炉内に出し入れするようにしたウエハ搬送装置であって、
前記車輪の外周は、前記ボートの中心から遠い外側に第1接点を有し、前記ボートの中心に近い内側に前記第1接点よりも周長が長い第2接点を有し、
前記ボートが走行方向から見て水平なときは、両車輪とも前記第1接点で前記ボート受けの走行面に接して回転し、前記ボートが走行方向から見て傾いたとき、一方の車輪が前記第1接点で前記ボート受けの走行面に接して回転するとともに他方の車輪が前記第2接点で前記ボート受けの走行面に接して回転するウエハ搬送装置。
【請求項2】
前記ボート受けの前記走行面は、曲率のないフラットな面である請求項1に記載のウエハ搬送装置。
【請求項3】
前記ボート受けの前記走行面は、中央部の曲率が大きく、側部の曲率が小さくなる曲面である請求項1に記載のウエハ搬送装置。
【請求項4】
前記車輪の外周は、前記第1接点から前記第2接点にかけて漸次径大となるテーパ面に形成された請求項1〜3のいずれかに記載のウエハ搬送装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−199449(P2012−199449A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63483(P2011−63483)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000167200)光洋サーモシステム株式会社 (180)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000167200)光洋サーモシステム株式会社 (180)
【Fターム(参考)】
[ Back to top ]