
ウエーハ支持プレート及びウエーハ支持プレートの使用方法

【課題】 ダイシングテープを使用せずにウエーハをハーフカット可能なウエーハ支持プレートを提供することである。
【解決手段】 ウエーハを支持し搬送するためのウエーハ支持プレートであって、円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、該円形凹部の底に形成された複数の貫通孔と、該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、を具備したことを特徴とする。
【解決手段】 ウエーハを支持し搬送するためのウエーハ支持プレートであって、円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、該円形凹部の底に形成された複数の貫通孔と、該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、を具備したことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウエーハを支持し搬送するためのウエーハ支持プレート及びその使用方法に関する。
【背景技術】
【0002】
例えば、半導体デバイス製造プロセスにおいては、略円板形状である半導体ウエーハの表面に格子状に形成されたストリート(分割予定ライン)によって区画された各領域にそれぞれIC、LSI等のデバイスを形成し、該デバイスが形成された各領域を分割予定ラインに沿って分割することにより個々のデバイスを製造している。
【0003】
半導体ウエーハを個々のデバイスに分割する分割装置としては、一般にダイシング装置と呼ばれる切削装置が用いられており、この切削装置は非常に薄い切刃を有する切削ブレードによって半導体ウエーハを分割予定ラインに沿って切削してウエーハを個々のデバイスに分割する。このようにして分割されたデバイスは、パッケージングされて携帯電話やパソコン等の電気機器に広く利用されている。
【0004】
近年、携帯電話やパソコン等の電気機器はより軽量化、小型化が求められており、より薄いデバイスが要求されている。ウエーハをより薄いデバイスに分割する技術として、所謂先ダイシング法と称する分割技術が開発され、実用化されている(例えば、特開平11−40520号公報参照)。
【0005】
この先ダイシング法は、半導体ウエーハの表面から分割予定ラインに沿って所定の深さ(デバイスの仕上がり厚さに相当する深さ)の分割溝を形成し、その後、表面に分割溝が形成された半導体ウエーハの裏面を研削して該裏面に分割溝を表出させウエーハを個々のデバイスに分割する技術であり、デバイスの厚さを50μm以下に加工することが可能である。
【0006】
先ダイシング法では、ウエーハを完全切断しないでハーフカットすることからフルカット時に使用するダイシングテープを使用する必要がなく、ダイシングテープを節約するためにハーフカットを実施するための専用の切削装置が本出願人によって開発されている(特開2004−235622号公報参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−40520号公報
【特許文献2】特開2004−235622号公報
【特許文献3】特開2005−166969号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献2に開示されたようなハーフカット専用の切削装置は汎用性がなく、ハーフカットを実施しない場合は稼動が中断され生産性が悪いという問題がある。一方、ダイシングテープを介して環状フレームでウエーハを支持すれば、一般的なダイシングテープを使用してハーフカットを実施できるが、ダイシングテープの使用が必要になり不経済であるという問題がある。
【0009】
本発明はこのような点に鑑みてなされたものであり、その目的とするところは、ウエーハをハーフカットする際にダイシングテープを使用する必要のないウエーハ支持プレート及びその使用方法を提供することである。
【課題を解決するための手段】
【0010】
請求項1記載の発明によると、ウエーハを支持し搬送するためのウエーハ支持プレートであって、円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、該円形凹部の底に形成された複数の貫通孔と、該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、を具備したことを特徴とするウエーハ支持プレートが提供される。
【0011】
好ましくは、円形凹部の底には滑り止めシートが配設されている。
【0012】
請求項3記載の発明によると、ウエーハを保持する吸引力が作用する保持面を備えたチャックテーブルと、該チャックテーブルに保持されたウエーハに所定の加工を施す加工手段と、該チャックテーブルにウエーハを搬入する第1搬送手段と、該チャックテーブルからウエーハを搬出する第2搬送手段とを具備した加工装置における請求項1又は2記載のウエーハ支持プレートの使用方法であって、ウエーハが収容された該ウエーハ支持プレートの該フレーム部に該第1搬送手段が作用してウエーハを該チャックテーブルの保持面に搬入するウエーハ搬入工程と、該チャックテーブルの保持面に吸引力を作用させ該円形凹部の底に形成された該複数の貫通孔を介してウエーハを吸引保持する保持工程と、該加工手段によってウエーハに所定の加工を施す加工工程と、該チャックテーブルからウエーハを搬出する該第2搬送手段を該ウエーハ支持プレートの該フレーム部に作用させるとともに、該チャックテーブルの保持面に作用する吸引力を解除して該チャックテーブルからウエーハを搬出するウエーハ搬出工程と、を具備したことを特徴とするウエーハ支持プレートの使用方法が提供される。
【0013】
好ましくは、ウエーハ支持プレートの円形凹部の深さは、ウエーハに形成する切削溝の底からウエーハの裏面までの距離よりも浅くなるように設定されている。
【発明の効果】
【0014】
本発明のウエーハ支持プレートでウエーハを支持することにより、ハーフカットを実施する専用の切削装置を使用しなくても、ダイシングテープを使用することなく且つ一般的なダイシング装置を使用してウエーハをハーフカットすることが可能となり経済的である。また、本発明のウエーハ支持プレートは繰り返し使用でき経済的である。
【0015】
更に、ウエーハに対して吸収性を有する波長のレーザビームをウエーハの表面に照射してアブレーション加工を施し分割溝を形成するレーザ加工装置、及びウエーハに対して透過性を有する波長のレーザビームをウエーハの内部に集光して照射しウエーハ内部に改質層を形成するレーザ加工装置においても、本発明のウエーハ支持プレートを使用することが可能であり、ダイシングテープの使用を回避でき経済的である。
【図面の簡単な説明】
【0016】
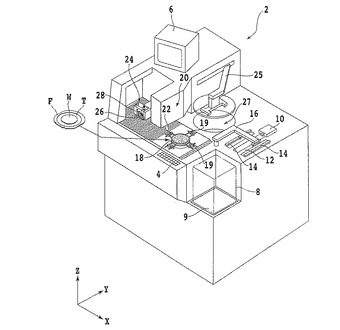
【図1】切削装置の外観斜視図である。
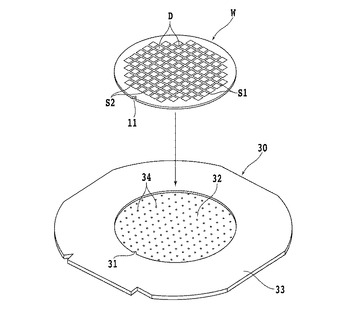
【図2】本発明実施形態のウエーハ支持プレートでウエーハを支持する様子を示す分解斜視図である。
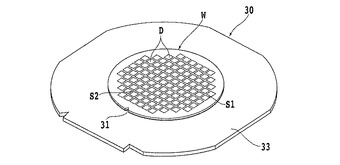
【図3】ウエーハ支持プレートでウエーハを支持した状態の斜視図である。
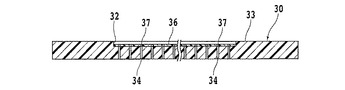
【図4】ウエーハ支持プレートの縦断面図である。
【図5】ウエーハ支持プレートで支持されたウエーハを切削している様子を示す斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態を図面を参照して詳細に説明する。図1を参照すると、本発明のウエーハ支持プレートを使用してウエーハをハーフカットすることのできる切削装置2の外観斜視図が示されている。
【0018】
切削装置2の前面側には、オペレータが加工条件等の装置に対する指示を入力するための操作手段4が設けられている。装置上部には、オペレータに対する案内画面や後述する撮像手段によって撮像された画像が表示されるCRT等の表示手段6が設けられている。
【0019】
図2及び図3に示すように、ダイシング対象のデバイスウエーハWの表面においては、第1のストリート(分割予定ライン)S1と第2のストリート(分割予定ライン)S2とが直交して形成されており、第1のストリートS1と第2のストリートS2とによって区画されて多数のデバイスDがウエーハW上に形成されている。11はシリコンウエーハWの結晶方位を示すマークとしてのノッチである。
【0020】
図2を参照すると、ウエーハWを本発明実施形態のウエーハ支持プレート30により支持する様子を示す分解斜視図が示されている。ウエーハ支持プレート30は、ウエーハWの直径よりも僅かばかり大きな直径を有する円形凹部32を有しており、円形凹部32の底には複数の貫通孔34が形成されている。更に、円形凹部32に臨んでウエーハWのノッチ11に嵌合する突起31が形成されている。
【0021】
ウエーハ支持プレート30は円形凹部32を囲繞するフレーム部33を有しており、このフレーム部33に切削装置2の搬送手段が作用してウエーハ支持プレート30を搬送する。ウエーハ支持プレート30は好ましくは樹脂から形成されるが、アルミニウム等の金属から形成するようにしてもよい。
【0022】
ウエーハ支持プレート30はウエーハWをハーフカットするために用いられるので、円形凹部32の深さはウエーハWに形成する切削溝の底からウエーハWの裏面までの距離より僅かに浅い深さに設定される。例えば、ウエーハWの厚さが700μmであり、切削溝の深さを100μmとすると、円形凹部32の深さは600μmより浅く、例えば500μmに設定される。
【0023】
円形凹部32がウエーハWを支持するウエーハ支持部となり、ウエーハ支持プレート30の突起31をウエーハWのノッチ11に嵌合するようにして、ウエーハWを円形凹部32中に挿入した状態の斜視図が図3に示されている。好ましくは、ウエーハを支持する円形凹部32の底には、図4の縦断面図で示すように、滑り止めシート36が配設されている。
【0024】
滑り止めシート36にも、貫通孔34に連通する複数の貫通孔37が形成されている。ウエーハ支持部として作用する円形凹部32の底に滑り止めシート36を設けたことにより、ウエーハWをウエーハ支持プレート30で支持して搬送中にウエーハWが円形凹部32から飛び出ることが防止される。
【0025】
図1を再び参照すると、ウエーハカセット8中にウエーハ支持プレート30で支持されたウエーハWが複数枚収容される。ウエーハカセット8は上下動可能なカセットエレベータ9上に載置される。
【0026】
ウエーハカセット8の後方には、ウエーハカセット8から切削前のウエーハWを搬出するとともに、切削後のウエーハをウエーハカセット8に搬入する搬出入手段10が配設されている。
【0027】
ウエーハカセット8と搬出入手段10との間には、搬出入対象のウエーハWが一時的に載置される領域である仮置き領域12が設けられており、仮置き領域12には、ウエーハWを一定の位置に位置合わせする位置合わせ手段14が配設されている。
【0028】
仮置き領域12の近傍には、ウエーハWを支持したウエーハ支持プレート30のフレーム部33を吸着して搬送する旋回アームを有する搬送手段16が配設されており、仮置き領域12に搬出されたウエーハWは、搬送手段16により吸着されてチャックテーブル18上に搬送され、このチャックテーブル18の保持面上で吸引されるとともに、複数のクランプ19によりウエーハ支持プレート30のフレーム部33が固定されることでチャックテーブル18上に保持される。
【0029】
チャックテーブル18は、回転可能且つX軸方向に往復動可能に構成されており、チャックテーブル18のX軸方向の移動経路の上方には、ウエーハWの切削すべきストリートを検出するアライメント手段20が配設されている。
【0030】
アライメント手段20は、ウエーハWの表面を撮像する撮像手段22を備えており、撮像により取得した画像に基づき、パターンマッチング等の処理によって切削すべきストリートを検出することができる。撮像手段22によって取得された画像は、表示手段6に表示される。
【0031】
アライメント手段20の左側には、チャックテーブル18に保持されたウエーハWに対して切削加工を施す切削手段24が配設されている。切削手段24はアライメント手段20と一体的に構成されており、両者が連動してY軸方向及びZ軸方向に移動する。
【0032】
切削手段24は、回転可能なスピンドル26の先端に切削ブレード28が装着されて構成され、Y軸方向及びZ軸方向に移動可能となっている。切削ブレード28は撮像手段22のX軸方向の延長線上に位置している。
【0033】
切削が終了したウエーハWは、搬送手段25によりチャックテーブル18から搬出されてスピンナ洗浄装置27に搬送され、スピンナ洗浄装置27でスピン洗浄及びスピン乾燥される。
【0034】
次に、このように構成された本発明実施形態のウエーハ支持プレート30の使用方法について説明する。ウエーハ支持プレートの使用方法は、ウエーハWが収容支持されたウエーハ支持プレート30のフレーム部33にウエーハWを搬入する搬送手段16が作用して、チャックテーブル18の保持面にウエーハWを搬入するウエーハ搬入工程と、チャックテーブル18の保持面に吸引力を作用させウエーハ保持プレート30の円形凹部32の底に形成された複数の貫通孔34を介してウエーハWを吸引保持する保持工程を含んでいる。
【0035】
このようにウエーハWをウエーハ支持プレート30を介してチャックテーブル18で吸引保持してから、切削手段(加工手段)24でウエーハWに切削加工を施す切削工程を実施する。この切削工程を図5を参照して説明する。
【0036】
図5を参照すると、切削手段24によりウエーハ支持プレート30に支持されたウエーハWをストリートに沿って切削する様子の斜視図が示されている。25は切削手段24のスピンドルハウジングであり、スピンドルハウジング25中に図示しないサーボモータにより回転駆動されるスピンドル26が回転可能に収容されている。切削ブレード28は電鋳ブレードであり、ニッケル母材中にダイアモンド砥粒が分散されてなる切刃28aをその外周部に有している。
【0037】
40は切削ブレード28をカバーするブレードカバーであり、切削ブレード28の側面に沿って伸長する図示しない切削水ノズル及び切削水を切削ブレード28の切刃28aとウエーハWとの接触領域に噴射する切削水噴射ノズル46が取り付けられている。
【0038】
切削水供給部44からの切削水がパイプ42を介して図示しない切削水ノズルに供給され、パイプ48を介して切削水噴射ノズル46に供給される。切削水は切削水供給部44で例えば約0.3MPaに加圧されており、切削水噴射ノズル46からは毎分1.6〜2.0リットルの流量で噴射される。
【0039】
50は着脱カバーであり、ねじ52によりブレードカバー40に着脱可能に取り付けられている。着脱カバー50は切削ブレード28の側面に沿って伸長する切削水ノズル54を有しており、切削水はパイプ56を介して切削水ノズル54に供給される。
【0040】
60は切削ブレード28の切刃28aの欠け又は磨耗を検出するブレードセンサを内蔵したブレード検出ブロックであり、ねじ62によりブレードカバー40に着脱可能に取り付けられている。ブレード検出ブロック60は、ブレードセンサの位置を調整する調整ねじ64を有している。
【0041】
ウエーハ支持プレート30に支持されたウエーハWをストリートS1,S2に沿って切削する前に、よく知られたパターンマッチング等の手法により、切削すべきストリートS1,S2と切削ブレード28とのアライメントを実施する。
【0042】
アライメント実施後、第1のストリートS1と切削ブレード28との位置合わせを行い、チャックテーブル18を図5で矢印Xで示すX軸方向に移動させるとともに、切削ブレード28を矢印Aの方向に高速回転(例えば30000rpm)させながら切削手段24を下降させ、位置合わせされた第1のストリートS1に所定の深さ(デバイスの仕上がり厚さに相当する深さ)の分割溝を形成する。
【0043】
この分割溝の深さは、ウエーハ支持プレート30のフレーム部33の上面に届かない深さ、例えば100μmとする。このように切削ブレード28でウエーハWをハーフカットすることにより、ウエーハ支持プレート30を傷つけずに所定深さの分割溝を形成することができる。
【0044】
メモリに記憶されたストリートピッチずつ切削手段24をY軸方向にインデックス送りしながら切削を行うことにより、第1のストリートS1が全てハーフカットされ、同様な分割溝が形成される。更に、チャックテーブル18を90度回転させてから、上記と同様な切削を行うと、第2のストリートS2が全てハーフカットされ同様な分割溝が形成される。
【0045】
このように全てのストリートS1,S2をハーフカットする加工工程実施後、チャックテーブル18の吸引力を解除してから、搬送手段25の吸着部をウエーハ支持プレート30のフレーム部33に作用させてウエーハ支持プレート30を吸引保持し、スピンナ洗浄装置27まで搬送し、スピンナ洗浄装置27でウエーハWをスピン洗浄及びスピン乾燥する。
【0046】
次いで、ウエーハWの表面に保護テープを貼着した後、研削装置を使用した裏面研削工程により、分割溝が形成されたウエーハの裏面を研削して該裏面に分割溝を表出させることにより、ウエーハWを個々のデバイスDに分割することができる。
【0047】
上述した本発明の実施形態によると、ウエーハ支持プレート30でウエーハWを支持することで、ハーフカットを実施する専用の切削装置を使用しなくても、一般的なダイシング装置を使用して更にダイシングテープを使用せずにウエーハWをハーフカットすることが可能となり、非常に経済的である。また、ウエーハ支持プレート30は繰り返し使用することができるため経済的である。
【0048】
上述した実施形態では本発明のウエーハ支持プレート30を切削装置2に適用した例について説明したが、本発明のウエーハ支持プレート30はこの使用方法に限定されるものではなく、ウエーハWに対して吸収性を有する波長のレーザビームをウエーハWの表面に照射してアブレーション加工を施し分割溝を形成するレーザ加工装置及びウエーハWに対して透過性を有する波長のレーザビームをウエーハWの内部に集光して照射しウエーハ内部に改質層を形成するレーザ加工装置にも同様に使用することができる。
【符号の説明】
【0049】
2 切削装置
18 チャックテーブル
24 切削手段
28 切削ブレード
30 ウエーハ支持プレート
32 円形凹部(ウエーハ支持部)
33 フレーム部
34 貫通孔
【技術分野】
【0001】
本発明は、ウエーハを支持し搬送するためのウエーハ支持プレート及びその使用方法に関する。
【背景技術】
【0002】
例えば、半導体デバイス製造プロセスにおいては、略円板形状である半導体ウエーハの表面に格子状に形成されたストリート(分割予定ライン)によって区画された各領域にそれぞれIC、LSI等のデバイスを形成し、該デバイスが形成された各領域を分割予定ラインに沿って分割することにより個々のデバイスを製造している。
【0003】
半導体ウエーハを個々のデバイスに分割する分割装置としては、一般にダイシング装置と呼ばれる切削装置が用いられており、この切削装置は非常に薄い切刃を有する切削ブレードによって半導体ウエーハを分割予定ラインに沿って切削してウエーハを個々のデバイスに分割する。このようにして分割されたデバイスは、パッケージングされて携帯電話やパソコン等の電気機器に広く利用されている。
【0004】
近年、携帯電話やパソコン等の電気機器はより軽量化、小型化が求められており、より薄いデバイスが要求されている。ウエーハをより薄いデバイスに分割する技術として、所謂先ダイシング法と称する分割技術が開発され、実用化されている(例えば、特開平11−40520号公報参照)。
【0005】
この先ダイシング法は、半導体ウエーハの表面から分割予定ラインに沿って所定の深さ(デバイスの仕上がり厚さに相当する深さ)の分割溝を形成し、その後、表面に分割溝が形成された半導体ウエーハの裏面を研削して該裏面に分割溝を表出させウエーハを個々のデバイスに分割する技術であり、デバイスの厚さを50μm以下に加工することが可能である。
【0006】
先ダイシング法では、ウエーハを完全切断しないでハーフカットすることからフルカット時に使用するダイシングテープを使用する必要がなく、ダイシングテープを節約するためにハーフカットを実施するための専用の切削装置が本出願人によって開発されている(特開2004−235622号公報参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−40520号公報
【特許文献2】特開2004−235622号公報
【特許文献3】特開2005−166969号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献2に開示されたようなハーフカット専用の切削装置は汎用性がなく、ハーフカットを実施しない場合は稼動が中断され生産性が悪いという問題がある。一方、ダイシングテープを介して環状フレームでウエーハを支持すれば、一般的なダイシングテープを使用してハーフカットを実施できるが、ダイシングテープの使用が必要になり不経済であるという問題がある。
【0009】
本発明はこのような点に鑑みてなされたものであり、その目的とするところは、ウエーハをハーフカットする際にダイシングテープを使用する必要のないウエーハ支持プレート及びその使用方法を提供することである。
【課題を解決するための手段】
【0010】
請求項1記載の発明によると、ウエーハを支持し搬送するためのウエーハ支持プレートであって、円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、該円形凹部の底に形成された複数の貫通孔と、該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、を具備したことを特徴とするウエーハ支持プレートが提供される。
【0011】
好ましくは、円形凹部の底には滑り止めシートが配設されている。
【0012】
請求項3記載の発明によると、ウエーハを保持する吸引力が作用する保持面を備えたチャックテーブルと、該チャックテーブルに保持されたウエーハに所定の加工を施す加工手段と、該チャックテーブルにウエーハを搬入する第1搬送手段と、該チャックテーブルからウエーハを搬出する第2搬送手段とを具備した加工装置における請求項1又は2記載のウエーハ支持プレートの使用方法であって、ウエーハが収容された該ウエーハ支持プレートの該フレーム部に該第1搬送手段が作用してウエーハを該チャックテーブルの保持面に搬入するウエーハ搬入工程と、該チャックテーブルの保持面に吸引力を作用させ該円形凹部の底に形成された該複数の貫通孔を介してウエーハを吸引保持する保持工程と、該加工手段によってウエーハに所定の加工を施す加工工程と、該チャックテーブルからウエーハを搬出する該第2搬送手段を該ウエーハ支持プレートの該フレーム部に作用させるとともに、該チャックテーブルの保持面に作用する吸引力を解除して該チャックテーブルからウエーハを搬出するウエーハ搬出工程と、を具備したことを特徴とするウエーハ支持プレートの使用方法が提供される。
【0013】
好ましくは、ウエーハ支持プレートの円形凹部の深さは、ウエーハに形成する切削溝の底からウエーハの裏面までの距離よりも浅くなるように設定されている。
【発明の効果】
【0014】
本発明のウエーハ支持プレートでウエーハを支持することにより、ハーフカットを実施する専用の切削装置を使用しなくても、ダイシングテープを使用することなく且つ一般的なダイシング装置を使用してウエーハをハーフカットすることが可能となり経済的である。また、本発明のウエーハ支持プレートは繰り返し使用でき経済的である。
【0015】
更に、ウエーハに対して吸収性を有する波長のレーザビームをウエーハの表面に照射してアブレーション加工を施し分割溝を形成するレーザ加工装置、及びウエーハに対して透過性を有する波長のレーザビームをウエーハの内部に集光して照射しウエーハ内部に改質層を形成するレーザ加工装置においても、本発明のウエーハ支持プレートを使用することが可能であり、ダイシングテープの使用を回避でき経済的である。
【図面の簡単な説明】
【0016】
【図1】切削装置の外観斜視図である。
【図2】本発明実施形態のウエーハ支持プレートでウエーハを支持する様子を示す分解斜視図である。
【図3】ウエーハ支持プレートでウエーハを支持した状態の斜視図である。
【図4】ウエーハ支持プレートの縦断面図である。
【図5】ウエーハ支持プレートで支持されたウエーハを切削している様子を示す斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態を図面を参照して詳細に説明する。図1を参照すると、本発明のウエーハ支持プレートを使用してウエーハをハーフカットすることのできる切削装置2の外観斜視図が示されている。
【0018】
切削装置2の前面側には、オペレータが加工条件等の装置に対する指示を入力するための操作手段4が設けられている。装置上部には、オペレータに対する案内画面や後述する撮像手段によって撮像された画像が表示されるCRT等の表示手段6が設けられている。
【0019】
図2及び図3に示すように、ダイシング対象のデバイスウエーハWの表面においては、第1のストリート(分割予定ライン)S1と第2のストリート(分割予定ライン)S2とが直交して形成されており、第1のストリートS1と第2のストリートS2とによって区画されて多数のデバイスDがウエーハW上に形成されている。11はシリコンウエーハWの結晶方位を示すマークとしてのノッチである。
【0020】
図2を参照すると、ウエーハWを本発明実施形態のウエーハ支持プレート30により支持する様子を示す分解斜視図が示されている。ウエーハ支持プレート30は、ウエーハWの直径よりも僅かばかり大きな直径を有する円形凹部32を有しており、円形凹部32の底には複数の貫通孔34が形成されている。更に、円形凹部32に臨んでウエーハWのノッチ11に嵌合する突起31が形成されている。
【0021】
ウエーハ支持プレート30は円形凹部32を囲繞するフレーム部33を有しており、このフレーム部33に切削装置2の搬送手段が作用してウエーハ支持プレート30を搬送する。ウエーハ支持プレート30は好ましくは樹脂から形成されるが、アルミニウム等の金属から形成するようにしてもよい。
【0022】
ウエーハ支持プレート30はウエーハWをハーフカットするために用いられるので、円形凹部32の深さはウエーハWに形成する切削溝の底からウエーハWの裏面までの距離より僅かに浅い深さに設定される。例えば、ウエーハWの厚さが700μmであり、切削溝の深さを100μmとすると、円形凹部32の深さは600μmより浅く、例えば500μmに設定される。
【0023】
円形凹部32がウエーハWを支持するウエーハ支持部となり、ウエーハ支持プレート30の突起31をウエーハWのノッチ11に嵌合するようにして、ウエーハWを円形凹部32中に挿入した状態の斜視図が図3に示されている。好ましくは、ウエーハを支持する円形凹部32の底には、図4の縦断面図で示すように、滑り止めシート36が配設されている。
【0024】
滑り止めシート36にも、貫通孔34に連通する複数の貫通孔37が形成されている。ウエーハ支持部として作用する円形凹部32の底に滑り止めシート36を設けたことにより、ウエーハWをウエーハ支持プレート30で支持して搬送中にウエーハWが円形凹部32から飛び出ることが防止される。
【0025】
図1を再び参照すると、ウエーハカセット8中にウエーハ支持プレート30で支持されたウエーハWが複数枚収容される。ウエーハカセット8は上下動可能なカセットエレベータ9上に載置される。
【0026】
ウエーハカセット8の後方には、ウエーハカセット8から切削前のウエーハWを搬出するとともに、切削後のウエーハをウエーハカセット8に搬入する搬出入手段10が配設されている。
【0027】
ウエーハカセット8と搬出入手段10との間には、搬出入対象のウエーハWが一時的に載置される領域である仮置き領域12が設けられており、仮置き領域12には、ウエーハWを一定の位置に位置合わせする位置合わせ手段14が配設されている。
【0028】
仮置き領域12の近傍には、ウエーハWを支持したウエーハ支持プレート30のフレーム部33を吸着して搬送する旋回アームを有する搬送手段16が配設されており、仮置き領域12に搬出されたウエーハWは、搬送手段16により吸着されてチャックテーブル18上に搬送され、このチャックテーブル18の保持面上で吸引されるとともに、複数のクランプ19によりウエーハ支持プレート30のフレーム部33が固定されることでチャックテーブル18上に保持される。
【0029】
チャックテーブル18は、回転可能且つX軸方向に往復動可能に構成されており、チャックテーブル18のX軸方向の移動経路の上方には、ウエーハWの切削すべきストリートを検出するアライメント手段20が配設されている。
【0030】
アライメント手段20は、ウエーハWの表面を撮像する撮像手段22を備えており、撮像により取得した画像に基づき、パターンマッチング等の処理によって切削すべきストリートを検出することができる。撮像手段22によって取得された画像は、表示手段6に表示される。
【0031】
アライメント手段20の左側には、チャックテーブル18に保持されたウエーハWに対して切削加工を施す切削手段24が配設されている。切削手段24はアライメント手段20と一体的に構成されており、両者が連動してY軸方向及びZ軸方向に移動する。
【0032】
切削手段24は、回転可能なスピンドル26の先端に切削ブレード28が装着されて構成され、Y軸方向及びZ軸方向に移動可能となっている。切削ブレード28は撮像手段22のX軸方向の延長線上に位置している。
【0033】
切削が終了したウエーハWは、搬送手段25によりチャックテーブル18から搬出されてスピンナ洗浄装置27に搬送され、スピンナ洗浄装置27でスピン洗浄及びスピン乾燥される。
【0034】
次に、このように構成された本発明実施形態のウエーハ支持プレート30の使用方法について説明する。ウエーハ支持プレートの使用方法は、ウエーハWが収容支持されたウエーハ支持プレート30のフレーム部33にウエーハWを搬入する搬送手段16が作用して、チャックテーブル18の保持面にウエーハWを搬入するウエーハ搬入工程と、チャックテーブル18の保持面に吸引力を作用させウエーハ保持プレート30の円形凹部32の底に形成された複数の貫通孔34を介してウエーハWを吸引保持する保持工程を含んでいる。
【0035】
このようにウエーハWをウエーハ支持プレート30を介してチャックテーブル18で吸引保持してから、切削手段(加工手段)24でウエーハWに切削加工を施す切削工程を実施する。この切削工程を図5を参照して説明する。
【0036】
図5を参照すると、切削手段24によりウエーハ支持プレート30に支持されたウエーハWをストリートに沿って切削する様子の斜視図が示されている。25は切削手段24のスピンドルハウジングであり、スピンドルハウジング25中に図示しないサーボモータにより回転駆動されるスピンドル26が回転可能に収容されている。切削ブレード28は電鋳ブレードであり、ニッケル母材中にダイアモンド砥粒が分散されてなる切刃28aをその外周部に有している。
【0037】
40は切削ブレード28をカバーするブレードカバーであり、切削ブレード28の側面に沿って伸長する図示しない切削水ノズル及び切削水を切削ブレード28の切刃28aとウエーハWとの接触領域に噴射する切削水噴射ノズル46が取り付けられている。
【0038】
切削水供給部44からの切削水がパイプ42を介して図示しない切削水ノズルに供給され、パイプ48を介して切削水噴射ノズル46に供給される。切削水は切削水供給部44で例えば約0.3MPaに加圧されており、切削水噴射ノズル46からは毎分1.6〜2.0リットルの流量で噴射される。
【0039】
50は着脱カバーであり、ねじ52によりブレードカバー40に着脱可能に取り付けられている。着脱カバー50は切削ブレード28の側面に沿って伸長する切削水ノズル54を有しており、切削水はパイプ56を介して切削水ノズル54に供給される。
【0040】
60は切削ブレード28の切刃28aの欠け又は磨耗を検出するブレードセンサを内蔵したブレード検出ブロックであり、ねじ62によりブレードカバー40に着脱可能に取り付けられている。ブレード検出ブロック60は、ブレードセンサの位置を調整する調整ねじ64を有している。
【0041】
ウエーハ支持プレート30に支持されたウエーハWをストリートS1,S2に沿って切削する前に、よく知られたパターンマッチング等の手法により、切削すべきストリートS1,S2と切削ブレード28とのアライメントを実施する。
【0042】
アライメント実施後、第1のストリートS1と切削ブレード28との位置合わせを行い、チャックテーブル18を図5で矢印Xで示すX軸方向に移動させるとともに、切削ブレード28を矢印Aの方向に高速回転(例えば30000rpm)させながら切削手段24を下降させ、位置合わせされた第1のストリートS1に所定の深さ(デバイスの仕上がり厚さに相当する深さ)の分割溝を形成する。
【0043】
この分割溝の深さは、ウエーハ支持プレート30のフレーム部33の上面に届かない深さ、例えば100μmとする。このように切削ブレード28でウエーハWをハーフカットすることにより、ウエーハ支持プレート30を傷つけずに所定深さの分割溝を形成することができる。
【0044】
メモリに記憶されたストリートピッチずつ切削手段24をY軸方向にインデックス送りしながら切削を行うことにより、第1のストリートS1が全てハーフカットされ、同様な分割溝が形成される。更に、チャックテーブル18を90度回転させてから、上記と同様な切削を行うと、第2のストリートS2が全てハーフカットされ同様な分割溝が形成される。
【0045】
このように全てのストリートS1,S2をハーフカットする加工工程実施後、チャックテーブル18の吸引力を解除してから、搬送手段25の吸着部をウエーハ支持プレート30のフレーム部33に作用させてウエーハ支持プレート30を吸引保持し、スピンナ洗浄装置27まで搬送し、スピンナ洗浄装置27でウエーハWをスピン洗浄及びスピン乾燥する。
【0046】
次いで、ウエーハWの表面に保護テープを貼着した後、研削装置を使用した裏面研削工程により、分割溝が形成されたウエーハの裏面を研削して該裏面に分割溝を表出させることにより、ウエーハWを個々のデバイスDに分割することができる。
【0047】
上述した本発明の実施形態によると、ウエーハ支持プレート30でウエーハWを支持することで、ハーフカットを実施する専用の切削装置を使用しなくても、一般的なダイシング装置を使用して更にダイシングテープを使用せずにウエーハWをハーフカットすることが可能となり、非常に経済的である。また、ウエーハ支持プレート30は繰り返し使用することができるため経済的である。
【0048】
上述した実施形態では本発明のウエーハ支持プレート30を切削装置2に適用した例について説明したが、本発明のウエーハ支持プレート30はこの使用方法に限定されるものではなく、ウエーハWに対して吸収性を有する波長のレーザビームをウエーハWの表面に照射してアブレーション加工を施し分割溝を形成するレーザ加工装置及びウエーハWに対して透過性を有する波長のレーザビームをウエーハWの内部に集光して照射しウエーハ内部に改質層を形成するレーザ加工装置にも同様に使用することができる。
【符号の説明】
【0049】
2 切削装置
18 チャックテーブル
24 切削手段
28 切削ブレード
30 ウエーハ支持プレート
32 円形凹部(ウエーハ支持部)
33 フレーム部
34 貫通孔
【特許請求の範囲】
【請求項1】
ウエーハを支持し搬送するためのウエーハ支持プレートであって、
円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、
該円形凹部の底に形成された複数の貫通孔と、
該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、
を具備したことを特徴とするウエーハ支持プレート。
【請求項2】
該円形凹部の底には滑り止めシートが配設されている請求項1記載のウエーハ支持プレート。
【請求項3】
ウエーハを保持する吸引力が作用する保持面を備えたチャックテーブルと、該チャックテーブルに保持されたウエーハに所定の加工を施す加工手段と、該チャックテーブルにウエーハを搬入する第1搬送手段と、該チャックテーブルからウエーハを搬出する第2搬送手段とを具備した加工装置における請求項1又は2記載のウエーハ支持プレートの使用方法であって、
ウエーハが収容された該ウエーハ支持プレートの該フレーム部に該第1搬送手段が作用してウエーハを該チャックテーブルの保持面に搬入するウエーハ搬入工程と、
該チャックテーブルの保持面に吸引力を作用させ該円形凹部の底に形成された該複数の貫通孔を介してウエーハを吸引保持する保持工程と、
該加工手段によってウエーハに所定の加工を施す加工工程と、
該チャックテーブルからウエーハを搬出する該第2搬送手段を該ウエーハ支持プレートの該フレーム部に作用させるとともに、該チャックテーブルの保持面に作用する吸引力を解除して該チャックテーブルからウエーハを搬出するウエーハ搬出工程と、
を具備したことを特徴とするウエーハ支持プレートの使用方法。
【請求項4】
該加工手段はウエーハに切削加工を施す切削ブレードを備えた切削手段から構成され、
該加工工程において、該ウエーハ支持プレートに支持されたウエーハに切削溝を形成する請求項3記載のウエーハ支持プレートの使用方法。
【請求項5】
該ウエーハ支持プレートの該円形凹部の深さは、ウエーハに形成する切削溝の底からウエーハの裏面までの距離より僅かに浅いことを特徴とする請求項4記載のウエーハ支持プレートの使用方法。
【請求項1】
ウエーハを支持し搬送するためのウエーハ支持プレートであって、
円形凹部から形成されウエーハを収容して支持するウエーハ支持部と、
該円形凹部の底に形成された複数の貫通孔と、
該ウエーハ支持部を囲繞し加工装置の搬送手段が作用するフレーム部と、
を具備したことを特徴とするウエーハ支持プレート。
【請求項2】
該円形凹部の底には滑り止めシートが配設されている請求項1記載のウエーハ支持プレート。
【請求項3】
ウエーハを保持する吸引力が作用する保持面を備えたチャックテーブルと、該チャックテーブルに保持されたウエーハに所定の加工を施す加工手段と、該チャックテーブルにウエーハを搬入する第1搬送手段と、該チャックテーブルからウエーハを搬出する第2搬送手段とを具備した加工装置における請求項1又は2記載のウエーハ支持プレートの使用方法であって、
ウエーハが収容された該ウエーハ支持プレートの該フレーム部に該第1搬送手段が作用してウエーハを該チャックテーブルの保持面に搬入するウエーハ搬入工程と、
該チャックテーブルの保持面に吸引力を作用させ該円形凹部の底に形成された該複数の貫通孔を介してウエーハを吸引保持する保持工程と、
該加工手段によってウエーハに所定の加工を施す加工工程と、
該チャックテーブルからウエーハを搬出する該第2搬送手段を該ウエーハ支持プレートの該フレーム部に作用させるとともに、該チャックテーブルの保持面に作用する吸引力を解除して該チャックテーブルからウエーハを搬出するウエーハ搬出工程と、
を具備したことを特徴とするウエーハ支持プレートの使用方法。
【請求項4】
該加工手段はウエーハに切削加工を施す切削ブレードを備えた切削手段から構成され、
該加工工程において、該ウエーハ支持プレートに支持されたウエーハに切削溝を形成する請求項3記載のウエーハ支持プレートの使用方法。
【請求項5】
該ウエーハ支持プレートの該円形凹部の深さは、ウエーハに形成する切削溝の底からウエーハの裏面までの距離より僅かに浅いことを特徴とする請求項4記載のウエーハ支持プレートの使用方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−94793(P2012−94793A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−243025(P2010−243025)
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
[ Back to top ]