
ウォーム減速機及び電動パワーステアリング装置
【課題】歯打ち音が低減し、振動も低減し、耐久性を向上させることができるウォーム減速機を提供する。
【解決手段】ウォーム32と、ウォームホイール31とが噛合してなるウォーム減速機30である。ウォーム32はアルミダイカスト製であり、このウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
【解決手段】ウォーム32と、ウォームホイール31とが噛合してなるウォーム減速機30である。ウォーム32はアルミダイカスト製であり、このウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウォーム及びウォームホイールを備えたウォーム減速機及び電動パワーステアリング装置に関する。
【背景技術】
【0002】
車両用の電動パワーステアリング装置では、操舵補助出力用の電動モータに比較的高回転、低トルクのものが使用されるため、電動モータとステアリングシャフトとの間に歯車減速機構が組み込まれている。歯車減速機構としては、平歯車その他の歯車を使用した歯車減速機構も知られているが、一組で大きな減速比が得られる等の理由から、一般的にはウォームとウォームホイールとから構成される周知のウォーム減速機が使用されている。
【0003】
このようなウォーム減速機では、ウォームとウォームホイールの両方を金属製にすると、ハンドル操作時に歯打ち音や振動音等の不快音が発生するという不都合がある(以下、第1の問題点と称する)。また、複雑形状のウォームを棒鋼から多段切削や鋳造の組み合わせにより作成する必要があり、加工数が多くコスト像となる問題もある(以下、第2の問題点と称する)。
【0004】
第1の問題点に関しては、特にウォーム減速機はハンドル操作を行う運転者の近くに配されることが多いことから、歯打ち音や振動音等の不快音の発生を抑制するために、従来は、ウォームを鉄系金属製、ウォームと噛み合うウォームホイールを金属製の芯金の外周に合成樹脂製のギア歯を一体成形したもので構成し、防音、振動対策を行っていた。
ところが、ギア歯を合成樹脂製にした場合でも、ウォームやウォームホイール芯金に使用されている鉄系金属の比重が重いため、ウォームホイールの慣性力が大きく、この慣性力の影響により質量の大きさに依存した大きさで歯打ち音や振動音などが発生する。
この対策として、例えば特許文献1には、ウォームホイール芯金をアルミ展伸材とすることで質量を小さくして歯打ち音を改善する方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−201332号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、ウォームホイール側の改善だけで、ウォームに関しては改善の余地が残されていた。また、第2の問題点に関しては、従来から有効な手立てがなく、ウォーム制作の抜本的な変更による対策が望まれていた。
そこで、本発明は、上記従来例の未解決の課題に着目してなされたものであり、歯打ち音が低減し、耐久性を向上させることができるとともに、製造コストの低減化を図ることができるウォーム減速機及び電動パワーステアリング装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る請求項1記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、前記ウォームはアルミダイカスト製であり、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、ウォームの少なくともギア歯に硬質アルマイト処理がなされているので、ギア歯の磨耗量が低減し、耐久性が向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0008】
また、本発明に係る請求項2記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、前記ウォームは、無孔性ダイカスト法で製造したアルミダイカスト製であり、T6熱処理が施されている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、ウォームは無孔性ダイカスト法で製造されているので、気孔の少ない緻密なダイカストを得ることができる。そして、T6熱処理が施されていることで、ギア歯の磨耗量が低減し、耐久性が向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0009】
また、本発明に係る請求項3記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、ウォームは、無孔性ダイカスト法で製造されたアルミダイカスト製であり、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることから、耐久性がさらに向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0010】
また、本発明に係る請求項4記載の電動パワーステアリング装置は、ステアリングホイールから伝達された操舵トルクを検知し、この検知した操舵トルクに応じた補助操舵トルクを電動モータが発生し、前記補助操舵トルクが、請求項1乃至3の何れか1項に記載のウォーム減速機により減速されて操舵機構の出力軸に伝達される。
この発明によると、歯打ち音が低減し、振動も低減し、耐久性が向上した電動パワーステアリング装置が得られる。
【発明の効果】
【0011】
本発明に係るウォーム減速機及び電動パワーステアリング装置によれば、歯打ち音が低減し、振動も低減し、耐久性を向上させることができるとともに、製造コストの低減化を図ることができる。
【図面の簡単な説明】
【0012】
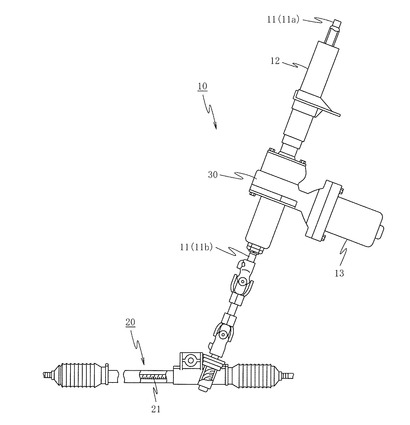
【図1】本実施形態の電動パワーステアリング装置の構成を示す図である。
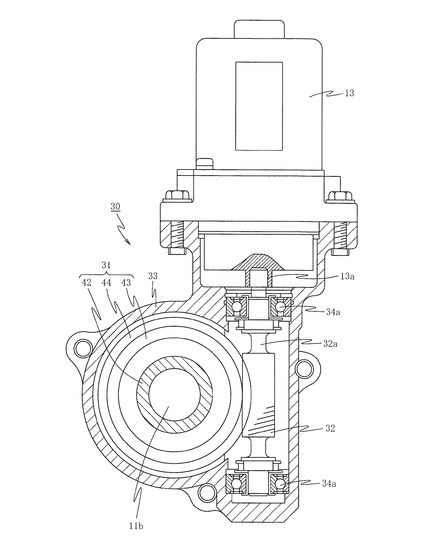
【図2】本実施形態のウォーム減速機の構成を示す部分断面図である。
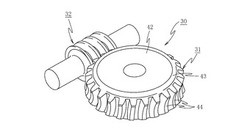
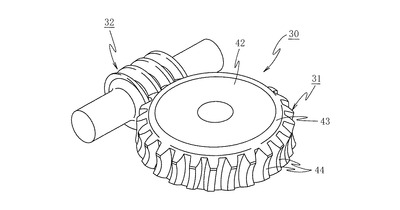
【図3】本実施形態のウォームホイール及びウォームの構成を示す斜視図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、実施形態という。)を、図面を参照しながら詳細に説明する。
図1は、本発明の実施に適したコラム式の電動パワーステアリング装置10を示す図である。
この電動パワーステアリング装置10は、舵輪軸(ステアリングシャフト)11と、舵輪軸ハウジング12と、電動モータ13と、ウォーム減速機30と、を備えている。
【0014】
舵輪軸11は、その一端にステアリングホイール(図示せず)が固定され、かつ、舵輪軸ハウジング12の内部においてその軸心回りに回転自在に支持されており、ステアリングホールの操舵に従って回転するようになっている。
舵輪軸11の軸方向中間部分には、ウォーム減速機30を介して電動モータ13が接続されており、電動モータ13から舵輪軸11の回転力を補助する操舵補助力が供給されるようになっている。
【0015】
舵輪軸11の他端には、ラック・ピニオン式運動変換機構20を介してラック軸21が接続され、操舵補助力の供給により増大した操舵トルクはこのラック軸21に伝達される。ラック・ピニオン式運動変換機構20は、舵輪軸11の回転運動をラック軸21の軸方向への往復直線運動に変換する機構であり、これにより、軸方向が車両の幅方向と平行になるように配されたラック軸21が舵輪軸11の操舵トルクに応じて直線運動し、車輪が転舵されるようになっている。
【0016】
なお、舵輪軸11は、上部舵輪軸11aと下部舵輪軸11bとから構成され、この上部舵輪軸11aと下部舵輪軸11bとは図示されていないトーションバーによって結合されており、ステアリングホイールから上部舵輪軸11aを経て下部舵輪軸11bに伝達される操舵トルクが、トーションバーにより検出され、検出された操舵トルクに基づいて電動モータ13の出力が制御されるようになっている。
【0017】
図2は電動パワーステアリング装置10のウォーム減速機30の構成を示す部分断面図であり、図3はウォームホイール及びウォームの構成を詳細に示した斜視図である。
本実施形態の電動パワーステアリング装置10のウォーム減速機30は、ウォームホイール31と、ウォームホイール31に噛合するウォーム32と、を備えており、これらがギアケース33に収められて電動モータ13に取り付けられている。
【0018】
ギアケース33の電動モータ13への取り付け口では、ギアケース33の内部に設置された玉軸受34aによって両端を回転可能に支持されたウォーム軸32aと、電動モータの駆動軸13aと、が同軸的にスプライン結合或いはセレーション結合しており、電動モータ13の駆動に従って回転するようになっている。
ウォーム32は、このウォーム軸32aの軸方向中間部分に該ウォーム軸32aに一体形成された円筒形状の部材であり、その外周面にねじ状のギア歯を形成したものである。
【0019】
ウォームホイール31は、ウォーム32より大きな径の略円筒状の歯車であり、その外周面がウォーム32の外周面に接触し、かつ、その軸方向がウォーム軸32aの軸方向に対して略直角となるように配されて、その略円中心に嵌合する下部舵輪軸11bに、ウォーム32を経て伝達される電動モータ13の回転力を伝達するようになっている。
そして、ウォームホイール31は、略円中心に下部舵輪軸11bが嵌合する貫通穴を形成した略円筒状の芯金42と、該芯金42の外周に一体に形成される略円筒形状の樹脂部43と、該樹脂部43の外周面に形成され、ウォーム32のギア歯に噛合するギア歯44と、からなっている。ここで、ウォームホイール31の芯金42は鋼製であり、ギア歯44は樹脂製である。
【0020】
ウォーム32は、JIS H 5302のAl−Si−Cu系アルミニウム合金ADC12を材料としたダイカスト製である。
次に、表1は、種々のウォーム32の製造工程を示したものである。この表1において、実施例1〜実施例3、比較例2,3のウォーム32はダイカスト製であり、比較例1のウォーム32は鋼製である。
【0021】
【表1】

【0022】
この表1において、ダイカスト(PF法)(Pore Free)は、無孔性ダイカスト法である。この無孔性ダイカスト法は、アルミニウム合金溶湯の圧入前にキャビティ、湯道、スリーブ等の空間を活性ガス(主として酸素)で置換する特殊ダイカスト法である。活性ガスはアルミニウム合金との化学反応により微小な酸化アルミの固体となるため、気孔の少ない緻密なダイカストが得られる。気孔があると熱処理により膨張し、ふくれ等の鋳造欠陥となってしまうが、気孔が少ない無孔性ダイカスト法は、熱処理が可能となる。また、表1において、ダイカスト(普通)とは、普通ダイカスト法のことであり、アルミニウム合金溶湯を金型に高速で射出する鋳造方法である。
次に表2は、実施例1〜実施例3及び比較例1〜比較例3のウォーム32の熱処理、表面処理、及び性能評価結果を示すものである。
【0023】
【表2】
【0024】
この表2において、熱処理のT6とは、JIS H 0001に記載のT6熱処理を示している。また、表面処理の硬質アルマイトとは、JIS H 8603で規定される工業用硬質陽極酸化皮膜であり、厚さ約70μm、硬さ400HV以上のものである。
そして、実施例1〜実施例3及び比較例1〜比較例3のウォーム32と、鋼製の芯金42に樹脂製のギア歯44を一体成形したウォームホイール31とを組み合わせ、実施例1〜実施例3及び比較例1〜比較例3のウォーム32とウォームホイール31のギア歯44との間に隙間ができるように加工した。そして、これらウォーム32及びウォームホイール31を組み合わせて試験装置に取り付け、ウォームホイール31を固定し、ウォーム32を所定の振幅50Hzで振動させてそのときの騒音を測定することで、歯打ち音測定試験を行う。なお、歯打ち音測定試験の試験結果は、比較例1の騒音の大きさを10としたときの相対値で示している。
【0025】
また、実施例1〜実施例3及び比較例1〜比較例3のウォームと、鋼製の芯金42に樹脂製のギア歯44を一体成形したウォームホイール31とを組み合わせ、実際の自動車の電動パワーステアリング装置に組み込んで操舵試験を行った。この操舵試験は、ハンドルを左端位置から右端位置まで操舵した後に左端位置まで戻すという往復操舵操作を繰り返す。この往復操舵操作は、30度、50%RH、10万回往復の環境下で行い、10万回往復後にさらに操舵操作した際にガタや違和感がなければ異常なしとした。
【0026】
そして、操舵試験後に分解してウォーム32のギア歯(外周面に形成されているねじ状のギア歯)の磨耗量と、電動モータ13の駆動軸13aにスプライン結合しているウォーム32のウォーム軸32aのスプラインの磨耗量とを測定し、耐久性試験を行う。
表2によると、実施例1〜実施例3のウォーム32は、質量が小さなアルミニウム合金製なので慣性力が小さく、ウォーム32が鋼製である比較例1と比較して歯打ち音が低減し、振動も低減している。
【0027】
また、実施例2は、ウォーム32の表面に硬質アルマイト処理がなされており、実施形態3では、T6熱処理によりウォーム32に人工時効効果がなされているので、ウォーム32のギア歯及びスプラインの磨耗量が低減し、耐久性が向上する。
特に、ウォーム32の表面に硬質アルマイト処理を行い、T6熱処理を行った実施例1は、ウォーム32のギア歯及びスプラインの磨耗量がさらに低減し、耐久性がさらに向上する。
【0028】
一方、普通ダイカスト法で製造され、熱処理、表面処理を行わない比較例2と、無孔性ダイカスト法で製造され、熱処理、表面処理を行わない比較例3は、ウォーム32のギア歯及びスプラインの磨耗量が増大するので、歯打ち音、耐久性の面で問題がある。
さらに、表1に示すように、実施例1〜実施例3のダイカスト製のウォーム32は、比較例1で示した切削工程、鍛造工程を必要とする鋼製のウォーム32と比較して、製造までの工程数が減少するので、製造コストの低減化も図ることができる。
【符号の説明】
【0029】
10…電動パワーステアリング装置、11…舵輪軸、11a…上部舵輪軸、11b…下部舵輪軸、12…舵輪軸ハウジング、13…電動モータ、13a…駆動軸、20…ラック・ピニオン式運動変換機構、21…ラック軸、30…ウォーム減速機、31…ウォームホイール、32…ウォーム、32a…ウォーム軸、33…ギアケース、34a…玉軸受、42…芯金、43…樹脂部、44…ギア歯
【技術分野】
【0001】
本発明は、ウォーム及びウォームホイールを備えたウォーム減速機及び電動パワーステアリング装置に関する。
【背景技術】
【0002】
車両用の電動パワーステアリング装置では、操舵補助出力用の電動モータに比較的高回転、低トルクのものが使用されるため、電動モータとステアリングシャフトとの間に歯車減速機構が組み込まれている。歯車減速機構としては、平歯車その他の歯車を使用した歯車減速機構も知られているが、一組で大きな減速比が得られる等の理由から、一般的にはウォームとウォームホイールとから構成される周知のウォーム減速機が使用されている。
【0003】
このようなウォーム減速機では、ウォームとウォームホイールの両方を金属製にすると、ハンドル操作時に歯打ち音や振動音等の不快音が発生するという不都合がある(以下、第1の問題点と称する)。また、複雑形状のウォームを棒鋼から多段切削や鋳造の組み合わせにより作成する必要があり、加工数が多くコスト像となる問題もある(以下、第2の問題点と称する)。
【0004】
第1の問題点に関しては、特にウォーム減速機はハンドル操作を行う運転者の近くに配されることが多いことから、歯打ち音や振動音等の不快音の発生を抑制するために、従来は、ウォームを鉄系金属製、ウォームと噛み合うウォームホイールを金属製の芯金の外周に合成樹脂製のギア歯を一体成形したもので構成し、防音、振動対策を行っていた。
ところが、ギア歯を合成樹脂製にした場合でも、ウォームやウォームホイール芯金に使用されている鉄系金属の比重が重いため、ウォームホイールの慣性力が大きく、この慣性力の影響により質量の大きさに依存した大きさで歯打ち音や振動音などが発生する。
この対策として、例えば特許文献1には、ウォームホイール芯金をアルミ展伸材とすることで質量を小さくして歯打ち音を改善する方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−201332号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、ウォームホイール側の改善だけで、ウォームに関しては改善の余地が残されていた。また、第2の問題点に関しては、従来から有効な手立てがなく、ウォーム制作の抜本的な変更による対策が望まれていた。
そこで、本発明は、上記従来例の未解決の課題に着目してなされたものであり、歯打ち音が低減し、耐久性を向上させることができるとともに、製造コストの低減化を図ることができるウォーム減速機及び電動パワーステアリング装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る請求項1記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、前記ウォームはアルミダイカスト製であり、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、ウォームの少なくともギア歯に硬質アルマイト処理がなされているので、ギア歯の磨耗量が低減し、耐久性が向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0008】
また、本発明に係る請求項2記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、前記ウォームは、無孔性ダイカスト法で製造したアルミダイカスト製であり、T6熱処理が施されている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、ウォームは無孔性ダイカスト法で製造されているので、気孔の少ない緻密なダイカストを得ることができる。そして、T6熱処理が施されていることで、ギア歯の磨耗量が低減し、耐久性が向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0009】
また、本発明に係る請求項3記載のウォーム減速機は、ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、ウォームは、無孔性ダイカスト法で製造されたアルミダイカスト製であり、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
この発明によると、ウォームは質量が小さなアルミダイカスト製なので、慣性力が小さく、鋼製のウォームと比較して歯打ち音が低減し、振動も低減する。また、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることから、耐久性がさらに向上する。さらに、アルミダイカスト製のウォームは、製造コストの低減化が図られる。
【0010】
また、本発明に係る請求項4記載の電動パワーステアリング装置は、ステアリングホイールから伝達された操舵トルクを検知し、この検知した操舵トルクに応じた補助操舵トルクを電動モータが発生し、前記補助操舵トルクが、請求項1乃至3の何れか1項に記載のウォーム減速機により減速されて操舵機構の出力軸に伝達される。
この発明によると、歯打ち音が低減し、振動も低減し、耐久性が向上した電動パワーステアリング装置が得られる。
【発明の効果】
【0011】
本発明に係るウォーム減速機及び電動パワーステアリング装置によれば、歯打ち音が低減し、振動も低減し、耐久性を向上させることができるとともに、製造コストの低減化を図ることができる。
【図面の簡単な説明】
【0012】
【図1】本実施形態の電動パワーステアリング装置の構成を示す図である。
【図2】本実施形態のウォーム減速機の構成を示す部分断面図である。
【図3】本実施形態のウォームホイール及びウォームの構成を示す斜視図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、実施形態という。)を、図面を参照しながら詳細に説明する。
図1は、本発明の実施に適したコラム式の電動パワーステアリング装置10を示す図である。
この電動パワーステアリング装置10は、舵輪軸(ステアリングシャフト)11と、舵輪軸ハウジング12と、電動モータ13と、ウォーム減速機30と、を備えている。
【0014】
舵輪軸11は、その一端にステアリングホイール(図示せず)が固定され、かつ、舵輪軸ハウジング12の内部においてその軸心回りに回転自在に支持されており、ステアリングホールの操舵に従って回転するようになっている。
舵輪軸11の軸方向中間部分には、ウォーム減速機30を介して電動モータ13が接続されており、電動モータ13から舵輪軸11の回転力を補助する操舵補助力が供給されるようになっている。
【0015】
舵輪軸11の他端には、ラック・ピニオン式運動変換機構20を介してラック軸21が接続され、操舵補助力の供給により増大した操舵トルクはこのラック軸21に伝達される。ラック・ピニオン式運動変換機構20は、舵輪軸11の回転運動をラック軸21の軸方向への往復直線運動に変換する機構であり、これにより、軸方向が車両の幅方向と平行になるように配されたラック軸21が舵輪軸11の操舵トルクに応じて直線運動し、車輪が転舵されるようになっている。
【0016】
なお、舵輪軸11は、上部舵輪軸11aと下部舵輪軸11bとから構成され、この上部舵輪軸11aと下部舵輪軸11bとは図示されていないトーションバーによって結合されており、ステアリングホイールから上部舵輪軸11aを経て下部舵輪軸11bに伝達される操舵トルクが、トーションバーにより検出され、検出された操舵トルクに基づいて電動モータ13の出力が制御されるようになっている。
【0017】
図2は電動パワーステアリング装置10のウォーム減速機30の構成を示す部分断面図であり、図3はウォームホイール及びウォームの構成を詳細に示した斜視図である。
本実施形態の電動パワーステアリング装置10のウォーム減速機30は、ウォームホイール31と、ウォームホイール31に噛合するウォーム32と、を備えており、これらがギアケース33に収められて電動モータ13に取り付けられている。
【0018】
ギアケース33の電動モータ13への取り付け口では、ギアケース33の内部に設置された玉軸受34aによって両端を回転可能に支持されたウォーム軸32aと、電動モータの駆動軸13aと、が同軸的にスプライン結合或いはセレーション結合しており、電動モータ13の駆動に従って回転するようになっている。
ウォーム32は、このウォーム軸32aの軸方向中間部分に該ウォーム軸32aに一体形成された円筒形状の部材であり、その外周面にねじ状のギア歯を形成したものである。
【0019】
ウォームホイール31は、ウォーム32より大きな径の略円筒状の歯車であり、その外周面がウォーム32の外周面に接触し、かつ、その軸方向がウォーム軸32aの軸方向に対して略直角となるように配されて、その略円中心に嵌合する下部舵輪軸11bに、ウォーム32を経て伝達される電動モータ13の回転力を伝達するようになっている。
そして、ウォームホイール31は、略円中心に下部舵輪軸11bが嵌合する貫通穴を形成した略円筒状の芯金42と、該芯金42の外周に一体に形成される略円筒形状の樹脂部43と、該樹脂部43の外周面に形成され、ウォーム32のギア歯に噛合するギア歯44と、からなっている。ここで、ウォームホイール31の芯金42は鋼製であり、ギア歯44は樹脂製である。
【0020】
ウォーム32は、JIS H 5302のAl−Si−Cu系アルミニウム合金ADC12を材料としたダイカスト製である。
次に、表1は、種々のウォーム32の製造工程を示したものである。この表1において、実施例1〜実施例3、比較例2,3のウォーム32はダイカスト製であり、比較例1のウォーム32は鋼製である。
【0021】
【表1】
【0022】
この表1において、ダイカスト(PF法)(Pore Free)は、無孔性ダイカスト法である。この無孔性ダイカスト法は、アルミニウム合金溶湯の圧入前にキャビティ、湯道、スリーブ等の空間を活性ガス(主として酸素)で置換する特殊ダイカスト法である。活性ガスはアルミニウム合金との化学反応により微小な酸化アルミの固体となるため、気孔の少ない緻密なダイカストが得られる。気孔があると熱処理により膨張し、ふくれ等の鋳造欠陥となってしまうが、気孔が少ない無孔性ダイカスト法は、熱処理が可能となる。また、表1において、ダイカスト(普通)とは、普通ダイカスト法のことであり、アルミニウム合金溶湯を金型に高速で射出する鋳造方法である。
次に表2は、実施例1〜実施例3及び比較例1〜比較例3のウォーム32の熱処理、表面処理、及び性能評価結果を示すものである。
【0023】
【表2】
【0024】
この表2において、熱処理のT6とは、JIS H 0001に記載のT6熱処理を示している。また、表面処理の硬質アルマイトとは、JIS H 8603で規定される工業用硬質陽極酸化皮膜であり、厚さ約70μm、硬さ400HV以上のものである。
そして、実施例1〜実施例3及び比較例1〜比較例3のウォーム32と、鋼製の芯金42に樹脂製のギア歯44を一体成形したウォームホイール31とを組み合わせ、実施例1〜実施例3及び比較例1〜比較例3のウォーム32とウォームホイール31のギア歯44との間に隙間ができるように加工した。そして、これらウォーム32及びウォームホイール31を組み合わせて試験装置に取り付け、ウォームホイール31を固定し、ウォーム32を所定の振幅50Hzで振動させてそのときの騒音を測定することで、歯打ち音測定試験を行う。なお、歯打ち音測定試験の試験結果は、比較例1の騒音の大きさを10としたときの相対値で示している。
【0025】
また、実施例1〜実施例3及び比較例1〜比較例3のウォームと、鋼製の芯金42に樹脂製のギア歯44を一体成形したウォームホイール31とを組み合わせ、実際の自動車の電動パワーステアリング装置に組み込んで操舵試験を行った。この操舵試験は、ハンドルを左端位置から右端位置まで操舵した後に左端位置まで戻すという往復操舵操作を繰り返す。この往復操舵操作は、30度、50%RH、10万回往復の環境下で行い、10万回往復後にさらに操舵操作した際にガタや違和感がなければ異常なしとした。
【0026】
そして、操舵試験後に分解してウォーム32のギア歯(外周面に形成されているねじ状のギア歯)の磨耗量と、電動モータ13の駆動軸13aにスプライン結合しているウォーム32のウォーム軸32aのスプラインの磨耗量とを測定し、耐久性試験を行う。
表2によると、実施例1〜実施例3のウォーム32は、質量が小さなアルミニウム合金製なので慣性力が小さく、ウォーム32が鋼製である比較例1と比較して歯打ち音が低減し、振動も低減している。
【0027】
また、実施例2は、ウォーム32の表面に硬質アルマイト処理がなされており、実施形態3では、T6熱処理によりウォーム32に人工時効効果がなされているので、ウォーム32のギア歯及びスプラインの磨耗量が低減し、耐久性が向上する。
特に、ウォーム32の表面に硬質アルマイト処理を行い、T6熱処理を行った実施例1は、ウォーム32のギア歯及びスプラインの磨耗量がさらに低減し、耐久性がさらに向上する。
【0028】
一方、普通ダイカスト法で製造され、熱処理、表面処理を行わない比較例2と、無孔性ダイカスト法で製造され、熱処理、表面処理を行わない比較例3は、ウォーム32のギア歯及びスプラインの磨耗量が増大するので、歯打ち音、耐久性の面で問題がある。
さらに、表1に示すように、実施例1〜実施例3のダイカスト製のウォーム32は、比較例1で示した切削工程、鍛造工程を必要とする鋼製のウォーム32と比較して、製造までの工程数が減少するので、製造コストの低減化も図ることができる。
【符号の説明】
【0029】
10…電動パワーステアリング装置、11…舵輪軸、11a…上部舵輪軸、11b…下部舵輪軸、12…舵輪軸ハウジング、13…電動モータ、13a…駆動軸、20…ラック・ピニオン式運動変換機構、21…ラック軸、30…ウォーム減速機、31…ウォームホイール、32…ウォーム、32a…ウォーム軸、33…ギアケース、34a…玉軸受、42…芯金、43…樹脂部、44…ギア歯
【特許請求の範囲】
【請求項1】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームはアルミダイカスト製であり、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることを特徴とするウォーム減速機。
【請求項2】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームは、無孔性ダイカスト法で製造したアルミダイカスト製であり、T6熱処理が施されていることを特徴とするウォーム減速機。
【請求項3】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームは、無孔性ダイカスト法で製造されたアルミダイカスト製であり、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることを特徴とするウォーム減速機。
【請求項4】
ステアリングホイールから伝達された操舵トルクを検知し、この検知した操舵トルクに応じた補助操舵トルクを電動モータが発生し、前記補助操舵トルクが、請求項1乃至3の何れか1項に記載のウォーム減速機により減速されて操舵機構の出力軸に伝達されることを特徴とする電動パワーステアリング装置。
【請求項1】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームはアルミダイカスト製であり、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることを特徴とするウォーム減速機。
【請求項2】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームは、無孔性ダイカスト法で製造したアルミダイカスト製であり、T6熱処理が施されていることを特徴とするウォーム減速機。
【請求項3】
ウォームと、ウォームホイールとが噛合してなるウォーム減速機において、
前記ウォームは、無孔性ダイカスト法で製造されたアルミダイカスト製であり、T6熱処理が施されているとともに、前記ウォームの少なくともギア歯に、硬質アルマイト処理がなされていることを特徴とするウォーム減速機。
【請求項4】
ステアリングホイールから伝達された操舵トルクを検知し、この検知した操舵トルクに応じた補助操舵トルクを電動モータが発生し、前記補助操舵トルクが、請求項1乃至3の何れか1項に記載のウォーム減速機により減速されて操舵機構の出力軸に伝達されることを特徴とする電動パワーステアリング装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−108609(P2013−108609A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−256372(P2011−256372)
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]