
ウレタンフォーム成形体、および、ウレタンフォーム成形方法
【課題】ウレタンフォーム成形体、および、ウレタンフォーム成形方法の実用性を向上させる。
【解決手段】金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、発泡剤は、水を含み、その水の量が、ポリオール100重量部に対して4.6〜7重量部であり、ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、35%以上とする。これにより、泡化反応と樹脂化反応とのバランスを適切に保つことが可能となり、物性,形状共に良好な低密度のウレタンフォームを成形することが可能となる。
【解決手段】金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、発泡剤は、水を含み、その水の量が、ポリオール100重量部に対して4.6〜7重量部であり、ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、35%以上とする。これにより、泡化反応と樹脂化反応とのバランスを適切に保つことが可能となり、物性,形状共に良好な低密度のウレタンフォームを成形することが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型を用いて成形されるウレタンフォーム成形体、および、金型を用いてウレタンフォームを成形するウレタンフォーム成形方法に関する。
【背景技術】
【0002】
ウレタンフォームは、原料を泡化反応により発泡させるとともに、発泡させられた原料を樹脂化反応により硬化させることで成形されるものであり、金型内部で成形されるウレタンフォーム、つまり、モールドウレタンフォームの成形時には、通常、泡化反応を安定化させるために、原料注入前の金型を加温しておく工程と、その加温された金型内で樹脂化を促進するための工程とが行われている。この樹脂化を促進するための工程には、下記特許文献1,2に記載されているように、原料注入前に加温された金型の温度よりも高い温度で行われるホットキュア法と、下記特許文献3,4に記載されているように、原料注入前に加温された金型の温度のままで行われるコールドキュア法とがあり、目的とするウレタンフォーム成形体の物性等に応じて、ホットキュア法、若しくは、コールドキュア法が採用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−100651号公報
【特許文献2】特開昭62−27988号公報
【特許文献3】特開平1−126319号公報
【特許文献4】特開平5−185436号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ホットキュア法おいては、金型の温度が100℃以上とされ、10〜12分間、金型を加熱することで、ウレタンフォームが硬化されており、低密度化に優れたウレタンフォームを成形することが可能となっている。しかしながら、比較的高い温度まで金型を加温する必要があり、さらに、成形時間が比較的長くなる。そして、ウレタンフォームを連続して成型する際には、高温とされた金型を冷却する必要があり、加熱・冷却によるエネルギーの無駄が多い。また、金型が高温とされることから、金型の上型と下型との間に樹脂シールを施すことができないため、上型と下型との密閉性を高めるための加工が必要となる。ただし、加工のみでは確実に密閉することはできないため、バリが生じ、バリ除去の工程が必要となる。
【0005】
また、ホットキュア法では、触媒として有機スズ化合物が用いられる傾向にあるが、有機スズ化合物は加水分解性を有するものが多く、有機スズ化合物と水とを事前に混合しておくこと(プレミックス)は望ましくないため、ウレタンフォーム原料の金型への注入方法として、金型へ注入を行う直前に混合される低圧注入法(ワンショット法)が用いられることが多い。しかし、この低圧注入法では、原料を金型に注入後に、注入機から原料が垂れることがあり、金型の汚れ,原料の無駄等が生じる虞がある。さらに言えば、高温とされた金型内における泡化反応の活性が高いため、泡化反応により生じたガスを金型内から抜くためのガス抜き孔が必要であり、注入されて発泡する原料が、この孔から金型外に漏れる虞がある。このような原料の漏れは、成形されたウレタンフォームの重量が不均一となるとともに、金型が汚れるため、望ましくない。
【0006】
また、ホットキュア法には、金型の温度を80〜100℃で行うセミホットキュア法があり、少し低い温度で樹脂化の促進を行うことが可能となっている。ただし、このセミホットキュア法では、金型温度の低下を補うために、活性の高いポリイソシアネートが採用される。具体的にいえば、ホットキュア法では、2,4−トルエンジイソシアネート(2,4−TDI)と2,6−トルエンジイソシアネート(2,6−TDI)とが80:20で混合されたもの(T−80)をポリイソシアネートとして採用していることが多いが、セミホットキュア法では、キュア性の高い2,6−TDIの比率を上げる為、そのT−80に、2,4−TDIと2,6−TDIとが65:35で混合されたもの(T−65)を加えたものを、ポリイソシアネートとして採用している。このため、セミホットキュア法においては、T−80とT−65とを混ぜる工数が必要となり、手間がかかる。また、T−65は、T−80と比較して高価であり、原料費が高くなる。
【0007】
一方、コールドキュア法においては、活性の高いポリオール、具体的には、末端水酸基にエチレンオキサイド(EO)が付加重合されたEO付加ポリエーテルポリオールが好適に用いられる。EO付加ポリエーテルポリオールは、第1級水酸基を多く含んでおり、非常に反応性が高くなっている。このため、原料注入前に加温された金型の温度のままで、ウレタンフォームを硬化することが可能となっており、成形に要する時間も5分程度に短くすることが可能となっている。したがって、コールドキュア法によれば、上述したホットキュア法でのデメリットを解消、若しくは、軽減することが可能となっている。しかしながら、コールドキュア法では、反応性の高いポリオールが採用されているため、樹脂化反応性も高くなっており、ウレタンフォームを低密度化させることが困難となっている。このため、ウレタンフォームの低密度化を図るべく、発泡剤としての水の配合量を多くして、泡化反応を促進することが考えられている。しかし、単に水の配合量を増やすだけでは、泡化反応と樹脂化反応とのバランスがとり難く、良好なウレタンフォームを成形し難くなっている。
【0008】
具体的にいえば、泡化反応が速く進み過ぎると、ウレタンフォームが樹脂化する前、つまり、ウレタンフォームが硬化する前に、セルが崩壊してしまう虞がある。また、セルが崩壊することなく、ウレタンフォームが成形された場合であっても、セルが荒くなり、へたり易いウレタンフォーム成形体となる虞がある。一方、樹脂化反応が速く進み過ぎると、ウレタンフォーム原料が金型内で十分に発泡する前に、ウレタンフォームが硬化してしまう場合がある。このような場合には、金型への充填性が不十分となり、所望する形状のウレタンフォーム成形体を得ることができない虞がある。特に、金型の形状が複雑であるほど、この傾向は顕著となる。
【0009】
このように、金型内での泡化反応および樹脂化反応により成形されるウレタンフォーム成形体には、改良の余地を多分に残すものとなっており、種々の改良を施すことによって、ウレタンフォーム成形体の実用性が向上すると考えられる。本発明は、そのような実情に鑑みてなされたものであり、実用性の高いウレタンフォーム成形体、および、ウレタンフォーム成形方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明のウレタンフォーム成形体は、金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、前記ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とする。
【0011】
また、上記課題を解決するために、本発明のウレタンフォーム成形方法は、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程とを含み、その金型内部でウレタンフォームを成形する方法において、前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、前記混合工程で混合される前記ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とする。
【発明の効果】
【0012】
本発明のウレタンフォーム成形体、および、ウレタンフォーム成形方法では、水を発泡剤として採用しており、その水の配合量が比較的多い量とされている。このため、泡化反応の活性が高くなっており、ウレタンフォーム成形体の密度を低下させることが可能となっている。また、上記PO付加ポリエーテルポリオール(以下、「PO付加ポリオール」と略す)を、ポリオールとして採用しており、そのPO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率が、35%以上とされている。PO付加ポリオールの第1級水酸基は、エチレンオキサイドが付加されたポリオールの第1級水酸基と比較して、水との親和性が低く、泡化反応を抑制することが可能となっている。一方で、比較的多くの第1級水酸基によって、樹脂化の反応性を高くすることが可能となっている。つまり、触媒として、加水分解性の高い有機スズ化合物を用いることなく、泡化反応と樹脂化反応とのバランスを適切に保つことが可能となり、ホットキュア法とコールドキュア法との各々のデメリットを解消、若しくは軽減することが可能となる。したがって、本発明のウレタンフォーム成形体、および、ウレタンフォーム成形方法によれば、比較的低い温度の金型であっても、物性,形状共に良好な低密度のウレタンフォームを成形することが可能となり、実用性の高いウレタンフォーム成形体、および、ウレタンフォーム成形方法を提供することが可能となる。
【図面の簡単な説明】
【0013】
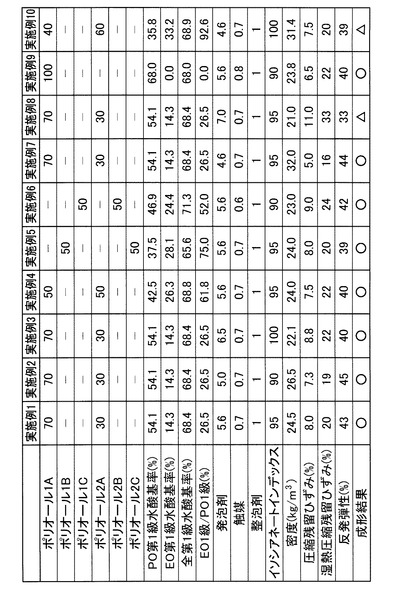
【図1】実施例のウレタンフォーム成形体を成形するためのウレタンフォーム原料の配合量、および、実施例のウレタンフォーム成形体の物性評価を示す表である。
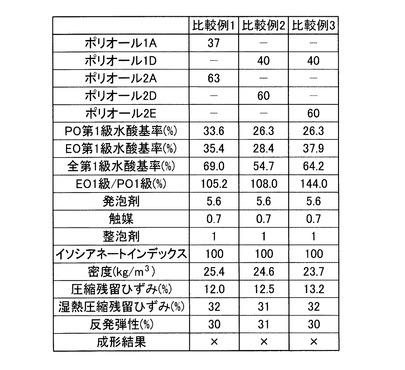
【図2】比較例のウレタンフォーム成形体を成形するためのウレタンフォーム原料の配合量、および、比較例のウレタンフォーム成形体の物性評価を示す表である。
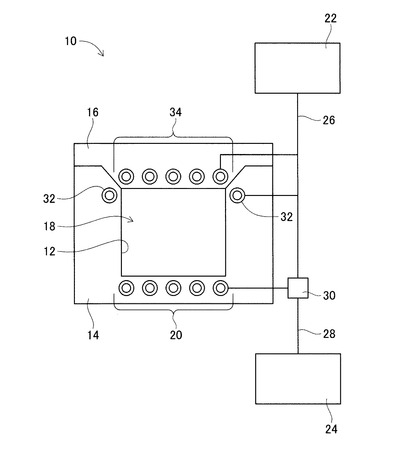
【図3】実施例および比較例のウレタンフォーム成形体を成形する際に用いられる成形用金型の概略断面図である。
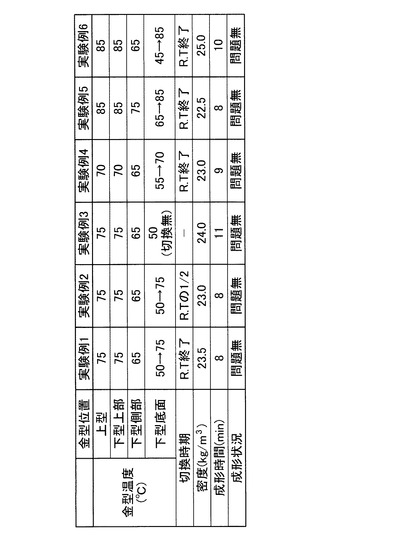
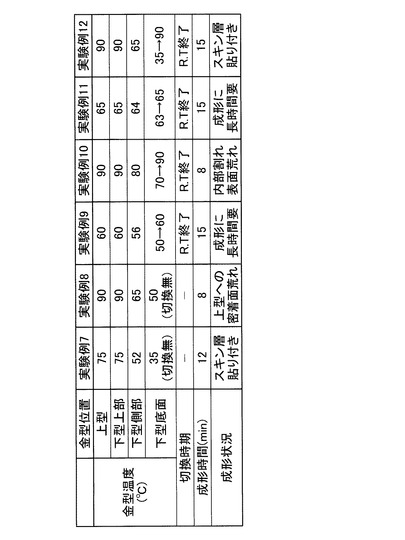
【図4】ウレタンフォーム成形体を成形する際の成形用金型の各部位の温度条件、および、各温度条件で成形されたウレタンフォーム成形体の物性評価を示す表である。
【図5】ウレタンフォーム成形体を成形する際の成形用金型の各部位の温度条件、および、各温度条件で成形されたウレタンフォーム成形体の物性評価を示す表である。
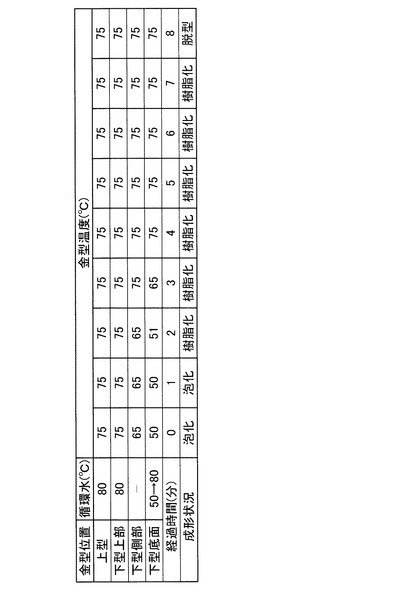
【図6】実験例1のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
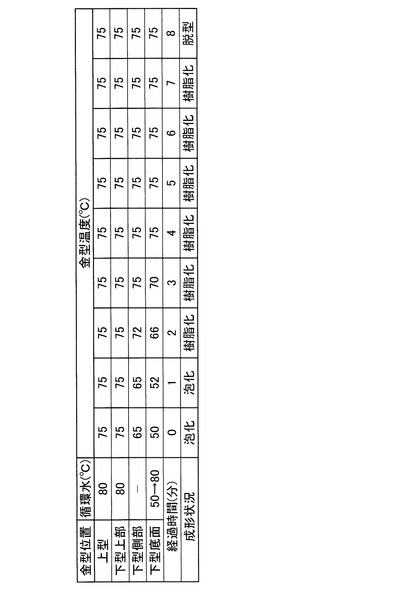
【図7】実験例2のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
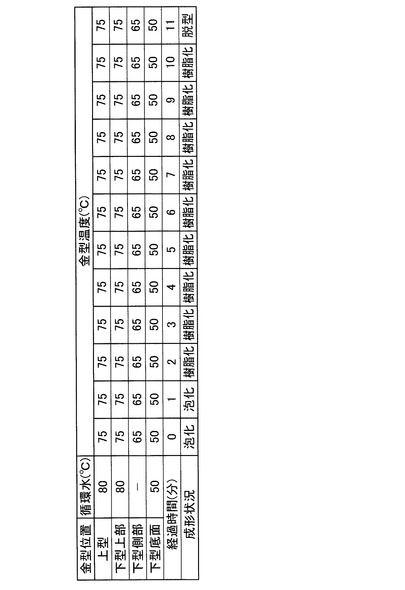
【図8】実験例3のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
【発明を実施するための形態】
【0014】
本発明に記載の「ウレタンフォーム成形体」は、ポリオール、ポリイソシアネート、発泡剤および整泡剤を含むウレタンフォーム原料を混合し、その原料を泡化反応により発泡させるとともに、発泡させられた原料を樹脂化反応により硬化させることで成形される。発泡剤は、泡化反応の際にウレタンフォームを発泡させてセルを形成するために必要とされるものであり、本発明に記載の「発泡剤」として水が採用されている。発泡剤としての水の配合量は、ウレタンフォーム原料でのポリオールの合計量を100重量部とした場合に、4.6〜7重量部とされており、通常のウレタンフォーム原料での水の配合量より多い。このため、泡化の反応性が高くされており、ウレタンフォーム成形体の低密度化を図ることが可能となっている。また、触媒として有機スズ化合物を用いる必要が無くなることで、有機スズ化合物と水とを別々に混合する必要が無くなり、触媒とともに水、ポリオール、整泡剤などのイソシアネートを除く原料を、金型への注入前に混合(プレミックス)しておくことが可能となる。これにより、注入時に原料の垂れ等が生じやすい低圧注入機の代わりに、高圧注入機を利用することが可能となる。ちなみに、ウレタンフォーム成形体の密度、詳しくは、見掛けコア密度は、16〜35kg/m3であることが好ましい。さらに言えば、下限は18kg/m3以上であることが好ましく、特に、20kg/m3であることが好ましい。また、上限は32kg/m3以下であることが好ましく、特に、28kg/m3以下であることが好ましい。
【0015】
本発明では、反応性が高くされた泡化反応とのバランスをとるために、樹脂化反応も促進している。具体的には、「ポリオール」として、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリオールを採用している。このPO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率は、35%以上とされており、比較的多くの第1級水酸基によって樹脂化反応を促進することが可能となっている。
【0016】
また、従来では、樹脂化反応を促進するために、末端水酸基にエチレンオキサイド(EO)が付加重合されたEO付加ポリオールを採用することが多かったが、EO付加ポリオールの第1級水酸基は水との親和性が非常に高いため、泡化反応が速く進んでしまうといった問題があった。一方、PO付加ポリオールの第1級水酸基は、EO付加ポリオールの第1級水酸基と比較すると、水との親和性が低いため、泡化反応を抑制することが可能となっている。つまり、発泡剤としての水の配合量が多くされている場合に、PO付加ポリオールを採用することで、有機スズ系触媒等の加水分解性の高い触媒を用いることなく、泡化反応と樹脂化反応とのバランスを保ちつつ、低密度のウレタンフォームを成形することが可能となっている。
【0017】
ちなみに、PO付加ポリオールの第1級水酸基の数のポリオールの全ての末端水酸基の数に対する比率は、35%以上であることが好ましく、さらに言えば、40%以上であることが好ましい。そして、そのPO付加ポリオールの第1級水酸基の数のポリオールの末端水酸基の数に対する比率を高くするべく、第1級水酸基率の高いPO付加ポリオールを採用することが好ましい。具体的には、PO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率は、50%より大きいことが好ましい。さらに言えば、60%以上であることが好ましく、特に、65%以上であることが好ましい。また、PO付加ポリオールの数平均分子量は、2500〜7000であることが好ましく、さらに言えば、3000〜5000であることが好ましい。
【0018】
また、本発明の「ポリオール」は、上記PO付加ポリオールのみで構成されるものであってもよく、上記PO付加ポリオールとそれ以外の1種類以上のポリオールとで構成されるものであってもよい。ただし、本発明の「ポリオール」では、樹脂化反応の促進を図るべく、ウレタンフォーム原料での全てのポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が65%以上であることが好ましい。さらに言えば、68%以上であることが好ましい。上記PO付加ポリオール以外のポリオールとしては、ウレタンフォーム原料として通常に採用されるものであればよいが、反応性の高さを考慮して、多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリオールであることが好ましい。
【0019】
そのEO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率は、樹脂化反応の促進を図るべく、60%より大きいことが好ましく、さらに言えば、65%以上であることが好ましい。ただし、EO付加ポリオールの第1級水酸基は、上述したように、水との親和性が非常に高いため、泡化反応とのバランスを考慮して、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、PO付加ポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下とされることが好ましい。さらに言えば、90%以下、特に80%以下とされることが望ましい。
【0020】
また、本発明の「ポリイソシアネート」は、ウレタンフォーム原料として通常に採用されるものであればよいが、ポリオールに反応性の高いものを採用していることから、高い反応性のポリイソシアネートを採用する必要性は低い。このため、流通性,価格等を考慮して、2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの重量比が80:20となるものを採用することが好ましい。なお、イソシアネートインデックスは、発泡性等を考慮して、85〜105であることが好ましい。更に言えば、90〜100であることが好ましい。
【0021】
本発明の「ウレタンフォーム成形方法」としては、金型を使用してウレタンフォームを成形する方法、所謂、モールド法を採用しており、ウレタンフォーム原料を混合する混合工程と、その混合された原料を金型内に注入する注入工程とが行われる。さらに、ウレタンフォーム原料が注入される前の金型を所定の温度で加温しておく注入前加温工程と、その所定の温度より高い温度によって、注入されたウレタンフォーム原料の樹脂化を促進するための工程である樹脂化促進工程とを行ってもよい。この注入前加温工程での金型の温度は、安定的に泡化反応を促進するべく、40〜70℃であることが好ましく、さらに言えば、45〜65℃であることが好ましい。また、樹脂化促進工程での金型の温度は、従来のホットキュア法では100℃前後とされているが、本発明では、上述したように、反応性の高いポリオールを採用していることから、注入前加温工程での金型の温度より5℃以上高い温度であればよい。具体的には、樹脂化促進工程での金型の温度は、65〜85℃であることが好ましく、さらに言えば、70〜80℃であることが好ましい。
【0022】
このように、本発明の「成形用金型」では、比較的低い温度域において、ウレタンフォームを成形することが可能となっており、エネルギーを効率的に抑制することが可能となっている。また、ウレタンフォームを連続して成型する際には、加温された金型を冷却する必要があるが、本発明の「成形用金型」では、型温の最高温度と最低温度との差を小さくすることが可能となり、加熱・冷却によるエネルギーの無駄を低減することが可能となる。さらに、加熱・冷却に要する時間を短縮することが可能となり、ウレタンフォームの生産性を向上させることが可能となる。また、成形時の金型の温度を比較的低温とすることで、上型と下型との間に樹脂シールを施すことが可能となり、バリの発生を制御することが可能となる。これにより、バリ除去の加工を容易化することが可能となる。さらに、樹脂シールを施すことで、金型内に発生したガスを調整して抜くことが容易となり、金型内の発泡圧を好適に調整することが可能となる。これにより、クラック等の発生を抑制することが可能となる。また、型温より高い融点の不揮発分を有する離型剤を使用することが容易となるので、そのような離型剤を用いた場合には、ウレタンフォーム表面に溶融した離型剤を付着させ難くすることができる。さらに、表面のスキン層がポーラスとなって通気性が高く柔軟性の高いウレタンフォームを得ることができる。
【0023】
また、注入前加温工程および樹脂化促進工程での金型の温度調整に関して、通常は、原料注入前に、金型を所定の温度に加温しておいて、原料注入後に、金型をその温度より高い温度である樹脂化促進温度まで加温することで、泡化反応および樹脂化反応を好適に促進することが可能であり、本発明の「ウレタンフォーム成形方法」に適用することも可能である。ただし、原料注入後に金型を樹脂化促進温度まで加温していては、成形時間が長くなり、生産性が低くなってしまう。そこで、原料注入前に、金型の一部を泡化反応の促進に適した温度に加温しておいて、他の部分を樹脂化促進温度に加温しておくことが好ましい。
【0024】
具体的には、注入前加温工程において、金型の下型の底面を泡化反応の促進に適した温度に加温しておき、金型の上型および、その上型が取り付けられる下型の上部を樹脂化促進温度に加温しておくことが好ましい。このような金型の温度調整により、金型内で発泡した原料が、上方に向かって膨張し、樹脂化促進温度まで加温された上型およびその上型が取り付けられている下型の上部に接することで、樹脂化反応を促進することが可能となっている。つまり、泡化反応に連続して、レスポンス良く樹脂化反応を促進することが可能となっており、成形時間の短縮を図ることが可能となっている。
【0025】
ちなみに、上型およびその上型が取り付けられている下型の上部とは、下型底面の温度より5℃以上高い温度であれば、同じ温度に加温されてもよく、異なる温度に加温されてもよい。具体的にいえば、下型の上部を、下型底面の温度より5℃以上高い温度に加温し、上型を、その温度より高い温度で加温してもよい。このようにすることで、原料が発泡し、膨張するほど、発泡した原料が高温のキャビティ面に接することとなり、泡化反応と樹脂化反応とのバランスを好適に調整することが可能となる。なお、成形用金型を構成する下型または上型は、単一の部材であってもよく、複数の部材が組み合わされたものであってもよい。具体的には、成形時に中子,入子等が用いられる場合には、それら中子,入子等を含めたものが上型に相当する。
【0026】
また、さらなる成形時間の短縮を図るべく、金型内に原料が注入されて所定の時間が経過した後に、泡化反応の促進に適した温度に加温されている下型の底面を樹脂化促進温度まで加温してもよい。このように、原料注入後に下型の底面をさらに加温することで、より一層、樹脂化反応を促進することが可能となり、成形時間のさらなる短縮を図ることが可能となる。
【0027】
また、原料注入後に下型の底面を加温する際の「所定の時間」は、任意に設定することが可能であるが、安定した泡化反応が行われた後に下型の底面を加温するべく、注入されたウレタンフォーム原料が泡化反応によって発泡して上型の内面に接していると想定される時間とされることが好ましい。この想定時間は、経験的に見出される時間であってもよく、実際に測定された時間であってもよい。例えば、原料を下型底面の温度として開放状態で発泡させ、一定時間毎のフォーム体積を測定して、フォーム体積がキャビティ容積に達する時間としてもよい。また、原料を下型底面の温度として開放状態で発泡させ、実質的に体積膨張が終了するライズタイムとしてもよい。
【実施例】
【0028】
以下に実施例を示し、本発明をさらに具体的に説明する。ただし、本発明は、この実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することができる。
【0029】
図1および図2に示す配合のウレタンフォーム原料から、実施例および比較例のウレタンフォーム成形体をモールド法によって成形した。それら図1および図2におけるウレタンフォーム原料の詳細を以下に示す。
・ポリオール1A;多価アルコールにプロピレンオキサイドを付加重合させることにより得られるポリプロピレングリコール(PO付加PPG)、第1級水酸基率(PO付加PPGの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率)=68%、数平均分子量3000
・ポリオール1B;PO付加PPG、第1級水酸基率=60%、数平均分子量3000
・ポリオール1C;PO付加PPG、第1級水酸基率=75%、数平均分子量3000
・ポリオール1D;PO付加PPG、第1級水酸基率=50%、数平均分子量3000
・ポリオール2A;多価アルコールにエチレンオキサイドを付加重合させることにより得られるポリエーテルポリオール(EO付加ポリオール)、第1級水酸基率(EO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率)=70%、数平均分子量5000
・ポリオール2B;EO付加ポリオール、第1級水酸基率=65%、数平均分子量5000
・ポリオール2C;EO付加ポリオール、第1級水酸基率=75%、数平均分子量5000
・ポリオール2D;EO付加ポリオール、第1級水酸基率=60%、数平均分子量5000
・ポリオール2E;EO付加ポリオール、第1級水酸基率=80%、数平均分子量5000
・発泡剤;水
・触媒;トリエチレンジアミンとジプロピレングリコールとの質量比1:2の混合物(商品名「DABCO33LV」 三共エアプロダクツジャパン社製)
・整泡剤;ジメチルシロキサン系整泡剤(商品名「SZ−1142」、日本ユニカー社製)
・ポリイソシアネート;2,4−TDI:2,6−TDI=80:20
【0030】
ちなみに、PO付加PPGの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、図1および図2の「PO第1級水酸基率」の欄に示し、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、図1および図2の「EO第1級水酸基率」の欄に示しておく。また、それらPO第1級水酸基率とEO第1級水酸基率とを合わせたもの、つまり、ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率を、図1および図2の「全第1級水酸基率」の欄に示しておく。さらに、EO第1級水酸基率のPO第1級水酸基率に対する比率、つまり、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、PO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率を、図1および図2の「EO1級/PO1級」の欄に示しておく。
【0031】
上記実施例および変形例を成形するための成形用金型10を、図3に示す。成形用金型10は、凹部12が形成された下型14と、その凹部12を覆うように下型14に型締めされる上型16とから構成されおり、下型14と上型16とによってキャビティ18が形成される。そのキャビティ18内に混合されたウレタンフォーム原料が注入されることで、キャビティ18内で、その原料が泡化反応により発泡するとともに、発泡した原料が樹脂化反応により硬化することでウレタンフォームが成形される。
【0032】
この成形用金型10には、さらに、キャビティ18内面を温めるためのヒータが設けられている。詳しく言えば、下型14の凹部12底面の内側には、第1下型配管20が埋設されており、その第1下型配管20が下型14の外部に延び出している。金型外部には、比較的高い温度の温水を循環させるための高温水循環器22と、その高温水循環器22によって循環させられる温水より低温の温水を循環させるための低温水循環器24とが設けられており、下型14の外部に延び出した第1下型配管20は、高温水循環器22の高温水用配管26と低温水循環器24の低温水用配管28とに、切換弁30を介して接続されている。これにより、下型14の凹部底面は、高温水と低温水とのいずれかによって選択的に加温されるようになっている。ちなみに、第1下型配管20,高温水循環器22,高温水用配管26,低温水循環器24,低温水用配管28,切換弁30によって構成されるものが、下型底面ヒータの一例となる。
【0033】
また、上型16に接する下型14の部分、つまり、上型16に連続する下型14の内面の内側には、第2下型配管32が埋設されており、その第2下型配管32は、下型14の外部に延び出すとともに、高温水循環器22の高温水用配管26に接続されている。さらに、キャビティ18に面する上型16の内面の内側には、上型配管34が埋設されており、その上型配管34は、上型16の外部に延び出すとともに、高温水循環器22の高温水用配管26に接続されている。これにより、上型16に連続する下型14の内面、および、上型16の内面、つまり、ウレタンフォーム成形体のパーティングラインを区画するキャビティ18内面の一部および、上型16によって区画されるキャビティ18内面は、高温水によって加温されるようになっている。ちなみに、第2下型配管32,高温水循環器22,高温水用配管26によって構成されるものが、下型上部ヒータの一例となり、上型配管34,高温水循環器22,高温水用配管26によって構成されるものが、上型ヒータの一例となる。
【0034】
上記構造の成形用金型10を用いて、実施例および変形例のウレタンフォーム成形体が成形される。詳しく言えば、まず、金型内部に原料が注入される前に、金型を加温するべく、第1下型配管20に低温水が流れるように、切換弁30を調整し、第2下型配管32および上型配管34には、高温水を流しておく。このときの高温水の温度は80℃とされ、低温水の温度は50℃とされている。そして、成形用金型10の内部に、不揮発分が最高型温(85℃)より高い融点を有する溶剤系離型剤を塗布する。不揮発分として、パラフィン系炭化水素、エステル系ワックス、多価アルコールエステル類、シリコーン類、フッソ含有離型剤等が使用できるが、ウレタンフォーム成形体への付着が少なく、またウレタンフォーム成形体のセル荒れがおきにくいことから、パラフィン系炭化水素が好ましい。ちなみに、この工程が、注入前加温工程の一例となる。
【0035】
次に、図1若しくは図2に示された配合量のポリオール、発泡剤、触媒、整泡剤を攪拌容器内で混合(プレミックス)する。そして、金型内への注入直前に、その混合された原料と、図1若しくは図2に示されたイソシアネートインデックスに相当する量のポリイソシアネートとを混合する。この工程が、混合工程の一例となる。そして、混合された全ての原料が、高圧注入機によって加温されているキャビティ18内に注入される。この工程が、注入工程の一例となる。
【0036】
キャビティ18内に注入された原料は、下型14の凹部底面において、泡化反応により発泡し、キャビティ18内で膨張していく。その膨張していった原料が上型16の内面に接すると想定されるときを見計らって、第1下型配管20に高温水が流れるように、切換弁30が調整される。具体的には、ウレタンフォーム原料が金型内に注入されてから2分経過後に、切換弁30が調整される。この工程が、注入後加温工程の一例となる。また、予め高温水が流されていた第2下型配管32および上型配管34によって、ウレタンフォーム成形体のパーティングライン部および、それの上方の部分において、樹脂化反応が促進される。さらに、注入後加温工程で高温水が流された第1下型配管20によって、ウレタンフォーム成形体の下方の部分において、樹脂化反応が促進される。この工程が、樹脂化促進工程の一例となる。そして、樹脂化促進工程において6分間放置した後に、金型からウレタンフォーム成形体を脱型する。脱型されたウレタンフォーム成形体に対して、以下の方法によって物性評価を行なった。
【0037】
ウレタンフォーム成形体の発泡の程度を評価するべく、JIS K 7222:2005に基づく方法に準拠してウレタンフォーム成形体の見掛けコア密度(kg/m3)を測定した。見掛けコア密度(kg/m3)は、それの値が小さいほど、活性化された泡化反応により好適に発泡していることを示しており、低密度化に優れたウレタンフォーム成形体であることを示している。なお、図1および図2の「密度」の欄にその値を示しておく。
【0038】
また、ウレタンフォーム成形体の復元率を評価するべく、JIS K 6400−4:2004 A法に基づく方法に準拠して圧縮残留ひずみ(%)を測定した。具体的には、ウレタンフォーム成形体の発泡部を50×50×30mm切り抜き、これを試験片として使用する。試験片を50%の厚みまで圧縮し、平行平面板に挟み、70℃の条件下に22時間放置する。22時間放置後この試験片を取り出し、さらに30分後にその厚みを測定する。そして、試験前の厚みの値と測定値との差分の試験前の厚みの値に対する比率を演算し、その演算値を圧縮残留ひずみとする。また、JIS K 6400−4:2004において所定条件に変更して湿熱圧縮残留ひずみ(%)を測定した。試験片を50%の厚みまで圧縮し、平行平面板に挟み、50℃,95%RHの条件下に22時間放置する。22時間放置後この試験片を取り出し、さらに30分後にその厚みを測定し、上記圧縮残留ひずみと同様に、歪み率を演算する。この演算値を湿熱圧縮残留ひずみとする。各圧縮残留ひずみは、それの値が小さいほどウレタンフォーム成形体の復元率が高いことを示しており、ウレタンフォーム成形体のへたりが少ないことを示している。なお、図1および図2の「圧縮残留ひずみ」および「湿熱圧縮残留ひずみ」の欄にそれぞれの値を示しておく。
【0039】
また、JIS K 6400−3:2011に基づく方法に準拠して反発弾性(%)を測定した。具体的には、直径16mm,質量16gの鋼球を、ウレタンフォーム成形体の上面に500mmの高さから落下させ、跳ね返った最高の高さを測定する。そして、落下前の高さ(500mm)に対する測定値の比率を演算し、その演算値を反発弾性とする。反発弾性は、それの値が大きいほど高反発性に優れていることを示している。なお、図1および図2の「反発弾性」の欄にその値を示しておく。
【0040】
さらに、ウレタンフォーム成形体の成形結果を目視にて評価した。具体的には、ウレタンフォーム成形体を分割し、その分割面におけるウレタンフォーム成形体の発泡部を目視し、空洞、割れ等の有無を確認した。また、ウレタンフォーム成形体の金型からの脱型時に、ウレタンフォーム成形体のスキン層の金型内部への貼り付き等が生じていないかを確認した。そして、空洞、割れ等が無く、脱型時のスキン層の金型内部への貼り付きも無い場合には、「○」と評価した。一方、空洞、割れ等は有るが、脱型時のスキン層の金型内部への貼り付きが無い場合には、「△」と評価し、空洞、割れ等が有り、脱型時のスキン層の金型内部への貼り付きもある場合には、「×」と評価した。この評価を、図1および図2の「成形結果」の欄に示しておく。
【0041】
以上の評価結果から、発泡剤としての水を、ポリオール100重量部に対して4.6〜7重量部配合することで、密度21〜32kg/m3の低密度化に優れたウレタンフォーム成形体を成形することが可能であることが解る。ただし、実施例7および実施例10から解るように、水の配合量が4.6重量部であると、密度は許容範囲内では有るが、比較的高くなる。また、実施例8の場合、水の配合量が7重量部であると、密度は比較的低く良好であるが、成形時に割れやすくなり、また圧縮残留ひずみが大きくなる。このため、水の配合量は、ポリオール100重量部に対して5〜6.5重量部であることが、より好ましい。
【0042】
また、水の配合量が多くなると泡化反応が速く進む傾向にあるため、その泡化反応をある程度抑制するとともに、樹脂化反応を促進するべく、ポリオールとしてPO付加PPGを採用することが好ましい。ただし、このPO付加PPGのPO第1級水酸基率が低すぎると、比較例1乃至比較例3のように、成形結果に問題が生じるため、PO第1級水酸基率は35%以上であることが好ましく、さらに言えば、40%以上であることが好ましい。
【0043】
さらに、上記実施例および比較例では、樹脂化を促進するべく、ポリオールとして、EO付加ポリオールが配合されているものが有るが、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数のPO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率(EO1級/PO1級)が高くなると、樹脂化反応が進み過ぎて、良好なウレタンフォームを成形できない。このことは、図2から解るように、比較例の全てのEO1級/PO1級が100%を超えていることからも明らかである。このため、EO1級/PO1級は、100%以下であることが好ましく、さらに言えば、90%以下、特に80%以下であることが好ましい。
【0044】
さらに、実施例9では、樹脂化を促進するべく、ポリオールに第1級水酸基率68%のPO付加ポリオールのみを用いている。EO付加ポリオールの第1級水酸基を含まないため、初期反応が遅く、スキン層が発泡層から剥れやすく、脱型時間を要する傾向になるため、触媒量等の調整が必要となる。このためポリオールに含まれる第1級水酸基の数のPO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率(EO1級/PO1級)は、10%以上、更には20%以上が好ましい。
【0045】
また、成形時における金型温度の最適化を図るべく、高温水循環器22と低温水循環器24との各々による循環水の温度、および、切換弁30による高温水と低温水との切換タイミング等の諸条件を変更して実施例および比較例のウレタンフォーム成形体を成形した。具体的には、上記実施例1の配合量のウレタンフォーム成形体を、図4および図5に示す金型の温度条件に従って成形した。
【0046】
図に示されている金型温度は、成形用金型10の実際のキャビティ面での温度であり、低温水循環器24の循環水によって加温されるキャビティ面、つまり、下型底面は、その循環水と同じ温度となっているが、高温水循環器22の循環水によって加温されるキャビティ面、つまり、上型および、下型上部の内面は、その循環水の温度より5℃低い温度となっている。
【0047】
具体的には、実験例1のウレタンフォーム成形時には、図6に示すように、上型および下型の上部は、80℃の循環水によって加温されている。詳しく言えば、上型配管34および第2下型配管32に、金型内にウレタンフォーム原料が注入される前から、高温水循環器22によって80℃の循環水が流されており、その80℃の循環水によって、上型のキャビティ面および下型の上型に連続するキャビティ面が、75℃に加温されている。ちなみに、図での経過時間は、金型内にウレタンフォーム原料が注入されてからの経過時間であり、原料注入時には、上型および下型の上部のキャビティ面が75℃となっていることが解る。
【0048】
また、下型の底面は、原料注入前に50℃の循環水によって加温され、所定の時間経過後に80℃の循環水によって加温されている。詳しく言えば、原料注入前には、第1下型配管20に、低温水循環器24によって50℃の循環水が流されており、その50℃の循環水によって、下型の底面が、50℃に加温されている。そして、原料が注入されてから2分が経過したときに、切換弁30が調整され、第1下型配管20に、高温水循環器24によって80℃の循環水が流される。その80℃の循環水によって、下型の底面が、2分経過後に50℃から徐々に上昇して、4分経過時に75℃となっている。また、下型の側部には配管が埋設されていないが、その下型側部のキャビティ面も、第1下型配管20および第2下型配管32からの熱伝導により加温されており、その測定温度が、図での「下型側部」の欄に示されている。
【0049】
ちなみに、切換弁30が調整される「原料注入後2分」という所定の時間は、泡化反応によって発泡している時間、所謂、ライズタイム(R.T)に相当する時間である。つまり、切換弁30による高温水と低温水との切換のタイミングは、ライズタイム(R.T)の終了時であり、その切換タイミングを示すものとして、図4での実験例1の切換時期の欄に、「R.T終了」と示されている。
【0050】
また、図6における成形状況の欄には、ウレタンフォームの成形に際して顕著な反応を示してあり、成形終了に伴う脱型のタイミングを示している。図から解るように、原料注入直後から2分経過前には、泡化反応が盛んに進行し、2分経過後には、樹脂化反応が盛んに進行する。そして、8分経過後にウレタンフォーム成形体が金型から脱型される。つまり、実験例1のウレタンフォーム成形体の金型内での成形時間は8分間であり、その時間が、図4での実験例1の成形時間の欄に示されている。
【0051】
次に、実験例2のウレタンフォーム成形体の金型温度に関して説明する。実験例2のウレタンフォーム成形体の金型温度に関する条件は、図4に示すように、切換弁30による高温水と低温水との切換時期を除いて、上述した実験例1の条件と同じであるため、この切換時期のみ説明する。実験例2では、原料が注入されてからライズタイムの1/2に相当する時間経過後、つまり、1分経過後に、切換弁30が調整され、第1下型配管20に、高温水循環器24によって80℃の循環水が流される。これにより、図7に示すように、その80℃の循環水によって、下型の底面が、1分経過後に50℃から徐々に上昇して、4分経過時に75℃となっている。なお、実験例2での切換弁30による切換のタイミングを示すものとして、図4での実験例2の切換時期の欄に、「R.T1/2」と示されている。
【0052】
次に、実験例3のウレタンフォーム成形体の金型温度に関する条件は、図4に示すように、上述した実験例1,2の原料注入前の条件と同じであるが、切換弁30による切換は行われていない。つまり、実験例3では、図8に示すように、上型配管34および第2下型配管32に、80℃の循環水が流されており、上型のキャビティ面および下型の上型に連続するキャビティ面は75℃となっている。一方、第1下型配管20に、50℃の循環水が流されており、下型の底面は50℃となっている。そして、切換弁30による高温水と低温水との切換が行われないため、下型の底面は50℃に維持されている。このため、下型の底面における樹脂化が効果的に促進されず、成形時間が若干長くなっている。
【0053】
なお、実験例4〜12に関しては、明細書が冗長となることを避けるべく、説明を省略するが、各実験例での高温水循環器22による循環水の温度は、図4および図5での上型および下型上部の欄に示されている温度より5℃高い温度とされている。また、各実験例での低温水循環器24による循環水の温度は、切換弁30による切換が行われない場合には、図4および図5での下型底面の欄に示されている温度とされており、切換弁30による切換が行われる場合には、図4および図5での下型底面の欄に示されている初期温度とされている。
【0054】
上記条件で成形された実施例のウレタンフォーム成形体の発泡の程度を評価するべく、JIS K 7222:2005に基づく方法に準拠してウレタンフォーム成形体の見掛けコア密度(kg/m3)を測定した。見掛けコア密度(kg/m3)は、それの値が小さいほど、活性化された泡化反応により好適に発泡していることを示しており、低密度化に優れたウレタンフォーム成形体であることを示している。なお、図4の「密度」の欄にその値を示しておく。
【0055】
また、実験例のウレタンフォーム成形体に対して、形状に関する評価および成形時間に関する評価を行なった。形状に関する評価では、ウレタンフォーム成形体の外観を目視し、表面荒れ,スキン層の金型への貼り付き等を確認した。さらに、ウレタンフォーム成形体を分割し、その分割面における発泡部を目視し、空洞、割れ等の有無を確認した。また、成形時間に関する評価では、金型内部での成形時間に長時間要していないか否かを評価した。実験例1〜6のウレタンフォーム成形体では、形状に関する評価も良好であり、成形時間に関しても比較的短い時間となっている。一方、実験例7〜12のウレタンフォーム成形体には、形状に関する評価が良好でないもの、成形時間に比較的長い時間を要するものがあった。
【0056】
具体的には、実験例7および実験例12のウレタンフォーム成形体では、スキン層の金型への貼り付きが確認された。これにより、発泡時における下型の底面の温度が低すぎる(35℃)場合には、良好なスキン層が形成されないことが推測される。また、実験例8のウレタンフォーム成形体では、上型への密着面に荒れが生じている。これにより、上型および、その上型に連続する下型の上部の温度が高すぎる(90℃)場合には、樹脂化が速く進み過ぎて表面が荒れることが推測される。また、実験例10のウレタンフォーム成形体でも、上型および、その上型に連続する下型の上部の温度が高く(90℃)、下型底面の温度も高い(70℃→90℃)。このため、実験例10のウレタンフォーム成形体の表面全体に荒れが生じている。さらに、実験例10のウレタンフォーム成形体の内部には、割れが生じている。これは、発泡時における下型の底面の温度が高すぎる(70℃)ために、泡化反応が進み過ぎたと推測される。そして、実験例9および実験例11のウレタンフォーム成形体での成形時間は、実験例1〜6のものと比較して、1.5倍以上となっている。これにより、上型および、その上型に連続する下型の上部の温度があまり高くない(60〜65℃)場合には、樹脂化が促進されず、成形時間が長くなることが推測される。
【0057】
以上の結果から、良好なスキン層を形成するとともに、安定的に泡化反応を進行させるべく、発泡時における下型の底面の温度、つまり、低温水循環器24の循環水によって加温される下型の底面の温度は、40〜70℃であることが好ましく、さらに言えば、45〜65℃であることが好ましい。また、樹脂化を促進して成形時間を短縮するとともに、樹脂化の進み過ぎによる表面荒れを抑制するべく、発泡が終了した後にウレタンフォームの樹脂化を促進するためのキャビティ面の温度、つまり、高温水循環器22の循環水によって加温されるキャビティ面の温度は、65〜85℃であることが好ましく、さらに言えば、70〜80℃であることが好ましい。さらに、上記条件内で、原料注入時から所定の時間経過後に、下型の底面の温度を上昇させることで、成形時間の更なる短縮を図ることが可能となる。
【0058】
以下、本発明の諸態様について列記する。
【0059】
(1)金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、
前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形体。
【0060】
(2)前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする(1)項に記載のウレタンフォーム成形体。
【0061】
(3)前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする(1)項または(2)項に記載のウレタンフォーム成形体。
【0062】
(4)前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする(1)項ないし(3)項のいずれか1つに記載のウレタンフォーム成形体。
【0063】
(5)前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする(1)項ないし(4)項のいずれか1つに記載のウレタンフォーム成形体。
【0064】
(6)前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする(5)項に記載のウレタンフォーム成形体。
【0065】
(7)前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする(1)項ないし(6)項のいずれか1つに記載のウレタンフォーム成形体。
【0066】
(8)当該ウレタンフォーム成形体の見掛けコア密度が、16〜35kg/m3であることを特徴とする(1)項ないし(7)項のいずれか1つに記載のウレタンフォーム成形体。
【0067】
(9)ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、
その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程と
を含み、その金型内部でウレタンフォームを成形する方法において、
前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記混合工程で混合される前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形方法。
【0068】
(10)当該ウレタンフォーム成形方法は、さらに、
前記ウレタンフォーム原料が注入される前の前記金型の少なくとも底面を所定の温度で加温しておく注入前加温工程と、
注入された前記ウレタンフォーム原料の樹脂化を、前記所定の温度より5℃以上高い温度である樹脂化促進温度によって、促進する樹脂化促進工程と
を含むことを特徴とする(9)項に記載のウレタンフォーム成形方法。
【0069】
(11)前記所定の温度は、40〜70℃であり、
前記樹脂化促進温度は、65〜85℃であることを特徴とする(10)項に記載のウレタンフォーム成形方法。
【0070】
(12)前記金型は、
上型と下型とによって構成され、前記下型の上部に前記上型が型締めされてキャビティを形成する構造とされ、
前記注入前加温工程において、前記下型の底面を前記所定の温度に加温しておき、前記上型および、前記下型の前記上型に接する部分を前記樹脂化促進温度に加温しておくことを特徴とする(10)項または(11)項に記載のウレタンフォーム成形方法。
【0071】
(13)当該ウレタンフォーム成形方法は、さらに、
前記注入工程で前記ウレタンフォーム原料が注入されて所定の時間経過した後に、前記下型の底面を前記所定の温度から前記樹脂化促進温度まで加温する注入後加温工程を含むことを特徴とする(12)項に記載のウレタンフォーム成形方法。
【0072】
(14)前記所定の時間は、
前記注入工程で注入された前記ウレタンフォーム原料が泡化反応によって発泡して前記上型の内面に接していると想定される時間であることを特徴とする(13)項に記載のウレタンフォーム成形方法。
【0073】
(15)前記混合工程で混合される前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする(9)項ないし(14)項のいずれか1つに記載のウレタンフォーム成形方法。
【0074】
(16)前記混合工程で混合される前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする(9)項ないし(15)項のいずれか1つに記載のウレタンフォーム成形方法。
【0075】
(17)前記混合工程で混合される前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする(9)項ないし(16)項のいずれか1つに記載のウレタンフォーム成形方法。
【0076】
(18)前記混合工程で混合される前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする(9)項ないし(17)項のいずれか1つに記載のウレタンフォーム成形方法。
【0077】
(19)前記混合工程で混合される前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする(18)項に記載のウレタンフォーム成形方法。
【0078】
(20)前記混合工程で混合される前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする(9)項ないし(19)項のいずれか1つに記載のウレタンフォーム成形方法。
【符号の説明】
【0079】
10:成形用金型
14:下型
16:上型
【技術分野】
【0001】
本発明は、金型を用いて成形されるウレタンフォーム成形体、および、金型を用いてウレタンフォームを成形するウレタンフォーム成形方法に関する。
【背景技術】
【0002】
ウレタンフォームは、原料を泡化反応により発泡させるとともに、発泡させられた原料を樹脂化反応により硬化させることで成形されるものであり、金型内部で成形されるウレタンフォーム、つまり、モールドウレタンフォームの成形時には、通常、泡化反応を安定化させるために、原料注入前の金型を加温しておく工程と、その加温された金型内で樹脂化を促進するための工程とが行われている。この樹脂化を促進するための工程には、下記特許文献1,2に記載されているように、原料注入前に加温された金型の温度よりも高い温度で行われるホットキュア法と、下記特許文献3,4に記載されているように、原料注入前に加温された金型の温度のままで行われるコールドキュア法とがあり、目的とするウレタンフォーム成形体の物性等に応じて、ホットキュア法、若しくは、コールドキュア法が採用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−100651号公報
【特許文献2】特開昭62−27988号公報
【特許文献3】特開平1−126319号公報
【特許文献4】特開平5−185436号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ホットキュア法おいては、金型の温度が100℃以上とされ、10〜12分間、金型を加熱することで、ウレタンフォームが硬化されており、低密度化に優れたウレタンフォームを成形することが可能となっている。しかしながら、比較的高い温度まで金型を加温する必要があり、さらに、成形時間が比較的長くなる。そして、ウレタンフォームを連続して成型する際には、高温とされた金型を冷却する必要があり、加熱・冷却によるエネルギーの無駄が多い。また、金型が高温とされることから、金型の上型と下型との間に樹脂シールを施すことができないため、上型と下型との密閉性を高めるための加工が必要となる。ただし、加工のみでは確実に密閉することはできないため、バリが生じ、バリ除去の工程が必要となる。
【0005】
また、ホットキュア法では、触媒として有機スズ化合物が用いられる傾向にあるが、有機スズ化合物は加水分解性を有するものが多く、有機スズ化合物と水とを事前に混合しておくこと(プレミックス)は望ましくないため、ウレタンフォーム原料の金型への注入方法として、金型へ注入を行う直前に混合される低圧注入法(ワンショット法)が用いられることが多い。しかし、この低圧注入法では、原料を金型に注入後に、注入機から原料が垂れることがあり、金型の汚れ,原料の無駄等が生じる虞がある。さらに言えば、高温とされた金型内における泡化反応の活性が高いため、泡化反応により生じたガスを金型内から抜くためのガス抜き孔が必要であり、注入されて発泡する原料が、この孔から金型外に漏れる虞がある。このような原料の漏れは、成形されたウレタンフォームの重量が不均一となるとともに、金型が汚れるため、望ましくない。
【0006】
また、ホットキュア法には、金型の温度を80〜100℃で行うセミホットキュア法があり、少し低い温度で樹脂化の促進を行うことが可能となっている。ただし、このセミホットキュア法では、金型温度の低下を補うために、活性の高いポリイソシアネートが採用される。具体的にいえば、ホットキュア法では、2,4−トルエンジイソシアネート(2,4−TDI)と2,6−トルエンジイソシアネート(2,6−TDI)とが80:20で混合されたもの(T−80)をポリイソシアネートとして採用していることが多いが、セミホットキュア法では、キュア性の高い2,6−TDIの比率を上げる為、そのT−80に、2,4−TDIと2,6−TDIとが65:35で混合されたもの(T−65)を加えたものを、ポリイソシアネートとして採用している。このため、セミホットキュア法においては、T−80とT−65とを混ぜる工数が必要となり、手間がかかる。また、T−65は、T−80と比較して高価であり、原料費が高くなる。
【0007】
一方、コールドキュア法においては、活性の高いポリオール、具体的には、末端水酸基にエチレンオキサイド(EO)が付加重合されたEO付加ポリエーテルポリオールが好適に用いられる。EO付加ポリエーテルポリオールは、第1級水酸基を多く含んでおり、非常に反応性が高くなっている。このため、原料注入前に加温された金型の温度のままで、ウレタンフォームを硬化することが可能となっており、成形に要する時間も5分程度に短くすることが可能となっている。したがって、コールドキュア法によれば、上述したホットキュア法でのデメリットを解消、若しくは、軽減することが可能となっている。しかしながら、コールドキュア法では、反応性の高いポリオールが採用されているため、樹脂化反応性も高くなっており、ウレタンフォームを低密度化させることが困難となっている。このため、ウレタンフォームの低密度化を図るべく、発泡剤としての水の配合量を多くして、泡化反応を促進することが考えられている。しかし、単に水の配合量を増やすだけでは、泡化反応と樹脂化反応とのバランスがとり難く、良好なウレタンフォームを成形し難くなっている。
【0008】
具体的にいえば、泡化反応が速く進み過ぎると、ウレタンフォームが樹脂化する前、つまり、ウレタンフォームが硬化する前に、セルが崩壊してしまう虞がある。また、セルが崩壊することなく、ウレタンフォームが成形された場合であっても、セルが荒くなり、へたり易いウレタンフォーム成形体となる虞がある。一方、樹脂化反応が速く進み過ぎると、ウレタンフォーム原料が金型内で十分に発泡する前に、ウレタンフォームが硬化してしまう場合がある。このような場合には、金型への充填性が不十分となり、所望する形状のウレタンフォーム成形体を得ることができない虞がある。特に、金型の形状が複雑であるほど、この傾向は顕著となる。
【0009】
このように、金型内での泡化反応および樹脂化反応により成形されるウレタンフォーム成形体には、改良の余地を多分に残すものとなっており、種々の改良を施すことによって、ウレタンフォーム成形体の実用性が向上すると考えられる。本発明は、そのような実情に鑑みてなされたものであり、実用性の高いウレタンフォーム成形体、および、ウレタンフォーム成形方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明のウレタンフォーム成形体は、金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、前記ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とする。
【0011】
また、上記課題を解決するために、本発明のウレタンフォーム成形方法は、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程とを含み、その金型内部でウレタンフォームを成形する方法において、前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、前記混合工程で混合される前記ポリオールは、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とする。
【発明の効果】
【0012】
本発明のウレタンフォーム成形体、および、ウレタンフォーム成形方法では、水を発泡剤として採用しており、その水の配合量が比較的多い量とされている。このため、泡化反応の活性が高くなっており、ウレタンフォーム成形体の密度を低下させることが可能となっている。また、上記PO付加ポリエーテルポリオール(以下、「PO付加ポリオール」と略す)を、ポリオールとして採用しており、そのPO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率が、35%以上とされている。PO付加ポリオールの第1級水酸基は、エチレンオキサイドが付加されたポリオールの第1級水酸基と比較して、水との親和性が低く、泡化反応を抑制することが可能となっている。一方で、比較的多くの第1級水酸基によって、樹脂化の反応性を高くすることが可能となっている。つまり、触媒として、加水分解性の高い有機スズ化合物を用いることなく、泡化反応と樹脂化反応とのバランスを適切に保つことが可能となり、ホットキュア法とコールドキュア法との各々のデメリットを解消、若しくは軽減することが可能となる。したがって、本発明のウレタンフォーム成形体、および、ウレタンフォーム成形方法によれば、比較的低い温度の金型であっても、物性,形状共に良好な低密度のウレタンフォームを成形することが可能となり、実用性の高いウレタンフォーム成形体、および、ウレタンフォーム成形方法を提供することが可能となる。
【図面の簡単な説明】
【0013】
【図1】実施例のウレタンフォーム成形体を成形するためのウレタンフォーム原料の配合量、および、実施例のウレタンフォーム成形体の物性評価を示す表である。
【図2】比較例のウレタンフォーム成形体を成形するためのウレタンフォーム原料の配合量、および、比較例のウレタンフォーム成形体の物性評価を示す表である。
【図3】実施例および比較例のウレタンフォーム成形体を成形する際に用いられる成形用金型の概略断面図である。
【図4】ウレタンフォーム成形体を成形する際の成形用金型の各部位の温度条件、および、各温度条件で成形されたウレタンフォーム成形体の物性評価を示す表である。
【図5】ウレタンフォーム成形体を成形する際の成形用金型の各部位の温度条件、および、各温度条件で成形されたウレタンフォーム成形体の物性評価を示す表である。
【図6】実験例1のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
【図7】実験例2のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
【図8】実験例3のウレタンフォーム成形体を成形用金型の内部で成形している際の成形用金型の各部位の温度を、経過時間毎に示す表である。
【発明を実施するための形態】
【0014】
本発明に記載の「ウレタンフォーム成形体」は、ポリオール、ポリイソシアネート、発泡剤および整泡剤を含むウレタンフォーム原料を混合し、その原料を泡化反応により発泡させるとともに、発泡させられた原料を樹脂化反応により硬化させることで成形される。発泡剤は、泡化反応の際にウレタンフォームを発泡させてセルを形成するために必要とされるものであり、本発明に記載の「発泡剤」として水が採用されている。発泡剤としての水の配合量は、ウレタンフォーム原料でのポリオールの合計量を100重量部とした場合に、4.6〜7重量部とされており、通常のウレタンフォーム原料での水の配合量より多い。このため、泡化の反応性が高くされており、ウレタンフォーム成形体の低密度化を図ることが可能となっている。また、触媒として有機スズ化合物を用いる必要が無くなることで、有機スズ化合物と水とを別々に混合する必要が無くなり、触媒とともに水、ポリオール、整泡剤などのイソシアネートを除く原料を、金型への注入前に混合(プレミックス)しておくことが可能となる。これにより、注入時に原料の垂れ等が生じやすい低圧注入機の代わりに、高圧注入機を利用することが可能となる。ちなみに、ウレタンフォーム成形体の密度、詳しくは、見掛けコア密度は、16〜35kg/m3であることが好ましい。さらに言えば、下限は18kg/m3以上であることが好ましく、特に、20kg/m3であることが好ましい。また、上限は32kg/m3以下であることが好ましく、特に、28kg/m3以下であることが好ましい。
【0015】
本発明では、反応性が高くされた泡化反応とのバランスをとるために、樹脂化反応も促進している。具体的には、「ポリオール」として、多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリオールを採用している。このPO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率は、35%以上とされており、比較的多くの第1級水酸基によって樹脂化反応を促進することが可能となっている。
【0016】
また、従来では、樹脂化反応を促進するために、末端水酸基にエチレンオキサイド(EO)が付加重合されたEO付加ポリオールを採用することが多かったが、EO付加ポリオールの第1級水酸基は水との親和性が非常に高いため、泡化反応が速く進んでしまうといった問題があった。一方、PO付加ポリオールの第1級水酸基は、EO付加ポリオールの第1級水酸基と比較すると、水との親和性が低いため、泡化反応を抑制することが可能となっている。つまり、発泡剤としての水の配合量が多くされている場合に、PO付加ポリオールを採用することで、有機スズ系触媒等の加水分解性の高い触媒を用いることなく、泡化反応と樹脂化反応とのバランスを保ちつつ、低密度のウレタンフォームを成形することが可能となっている。
【0017】
ちなみに、PO付加ポリオールの第1級水酸基の数のポリオールの全ての末端水酸基の数に対する比率は、35%以上であることが好ましく、さらに言えば、40%以上であることが好ましい。そして、そのPO付加ポリオールの第1級水酸基の数のポリオールの末端水酸基の数に対する比率を高くするべく、第1級水酸基率の高いPO付加ポリオールを採用することが好ましい。具体的には、PO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率は、50%より大きいことが好ましい。さらに言えば、60%以上であることが好ましく、特に、65%以上であることが好ましい。また、PO付加ポリオールの数平均分子量は、2500〜7000であることが好ましく、さらに言えば、3000〜5000であることが好ましい。
【0018】
また、本発明の「ポリオール」は、上記PO付加ポリオールのみで構成されるものであってもよく、上記PO付加ポリオールとそれ以外の1種類以上のポリオールとで構成されるものであってもよい。ただし、本発明の「ポリオール」では、樹脂化反応の促進を図るべく、ウレタンフォーム原料での全てのポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が65%以上であることが好ましい。さらに言えば、68%以上であることが好ましい。上記PO付加ポリオール以外のポリオールとしては、ウレタンフォーム原料として通常に採用されるものであればよいが、反応性の高さを考慮して、多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリオールであることが好ましい。
【0019】
そのEO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率は、樹脂化反応の促進を図るべく、60%より大きいことが好ましく、さらに言えば、65%以上であることが好ましい。ただし、EO付加ポリオールの第1級水酸基は、上述したように、水との親和性が非常に高いため、泡化反応とのバランスを考慮して、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、PO付加ポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下とされることが好ましい。さらに言えば、90%以下、特に80%以下とされることが望ましい。
【0020】
また、本発明の「ポリイソシアネート」は、ウレタンフォーム原料として通常に採用されるものであればよいが、ポリオールに反応性の高いものを採用していることから、高い反応性のポリイソシアネートを採用する必要性は低い。このため、流通性,価格等を考慮して、2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの重量比が80:20となるものを採用することが好ましい。なお、イソシアネートインデックスは、発泡性等を考慮して、85〜105であることが好ましい。更に言えば、90〜100であることが好ましい。
【0021】
本発明の「ウレタンフォーム成形方法」としては、金型を使用してウレタンフォームを成形する方法、所謂、モールド法を採用しており、ウレタンフォーム原料を混合する混合工程と、その混合された原料を金型内に注入する注入工程とが行われる。さらに、ウレタンフォーム原料が注入される前の金型を所定の温度で加温しておく注入前加温工程と、その所定の温度より高い温度によって、注入されたウレタンフォーム原料の樹脂化を促進するための工程である樹脂化促進工程とを行ってもよい。この注入前加温工程での金型の温度は、安定的に泡化反応を促進するべく、40〜70℃であることが好ましく、さらに言えば、45〜65℃であることが好ましい。また、樹脂化促進工程での金型の温度は、従来のホットキュア法では100℃前後とされているが、本発明では、上述したように、反応性の高いポリオールを採用していることから、注入前加温工程での金型の温度より5℃以上高い温度であればよい。具体的には、樹脂化促進工程での金型の温度は、65〜85℃であることが好ましく、さらに言えば、70〜80℃であることが好ましい。
【0022】
このように、本発明の「成形用金型」では、比較的低い温度域において、ウレタンフォームを成形することが可能となっており、エネルギーを効率的に抑制することが可能となっている。また、ウレタンフォームを連続して成型する際には、加温された金型を冷却する必要があるが、本発明の「成形用金型」では、型温の最高温度と最低温度との差を小さくすることが可能となり、加熱・冷却によるエネルギーの無駄を低減することが可能となる。さらに、加熱・冷却に要する時間を短縮することが可能となり、ウレタンフォームの生産性を向上させることが可能となる。また、成形時の金型の温度を比較的低温とすることで、上型と下型との間に樹脂シールを施すことが可能となり、バリの発生を制御することが可能となる。これにより、バリ除去の加工を容易化することが可能となる。さらに、樹脂シールを施すことで、金型内に発生したガスを調整して抜くことが容易となり、金型内の発泡圧を好適に調整することが可能となる。これにより、クラック等の発生を抑制することが可能となる。また、型温より高い融点の不揮発分を有する離型剤を使用することが容易となるので、そのような離型剤を用いた場合には、ウレタンフォーム表面に溶融した離型剤を付着させ難くすることができる。さらに、表面のスキン層がポーラスとなって通気性が高く柔軟性の高いウレタンフォームを得ることができる。
【0023】
また、注入前加温工程および樹脂化促進工程での金型の温度調整に関して、通常は、原料注入前に、金型を所定の温度に加温しておいて、原料注入後に、金型をその温度より高い温度である樹脂化促進温度まで加温することで、泡化反応および樹脂化反応を好適に促進することが可能であり、本発明の「ウレタンフォーム成形方法」に適用することも可能である。ただし、原料注入後に金型を樹脂化促進温度まで加温していては、成形時間が長くなり、生産性が低くなってしまう。そこで、原料注入前に、金型の一部を泡化反応の促進に適した温度に加温しておいて、他の部分を樹脂化促進温度に加温しておくことが好ましい。
【0024】
具体的には、注入前加温工程において、金型の下型の底面を泡化反応の促進に適した温度に加温しておき、金型の上型および、その上型が取り付けられる下型の上部を樹脂化促進温度に加温しておくことが好ましい。このような金型の温度調整により、金型内で発泡した原料が、上方に向かって膨張し、樹脂化促進温度まで加温された上型およびその上型が取り付けられている下型の上部に接することで、樹脂化反応を促進することが可能となっている。つまり、泡化反応に連続して、レスポンス良く樹脂化反応を促進することが可能となっており、成形時間の短縮を図ることが可能となっている。
【0025】
ちなみに、上型およびその上型が取り付けられている下型の上部とは、下型底面の温度より5℃以上高い温度であれば、同じ温度に加温されてもよく、異なる温度に加温されてもよい。具体的にいえば、下型の上部を、下型底面の温度より5℃以上高い温度に加温し、上型を、その温度より高い温度で加温してもよい。このようにすることで、原料が発泡し、膨張するほど、発泡した原料が高温のキャビティ面に接することとなり、泡化反応と樹脂化反応とのバランスを好適に調整することが可能となる。なお、成形用金型を構成する下型または上型は、単一の部材であってもよく、複数の部材が組み合わされたものであってもよい。具体的には、成形時に中子,入子等が用いられる場合には、それら中子,入子等を含めたものが上型に相当する。
【0026】
また、さらなる成形時間の短縮を図るべく、金型内に原料が注入されて所定の時間が経過した後に、泡化反応の促進に適した温度に加温されている下型の底面を樹脂化促進温度まで加温してもよい。このように、原料注入後に下型の底面をさらに加温することで、より一層、樹脂化反応を促進することが可能となり、成形時間のさらなる短縮を図ることが可能となる。
【0027】
また、原料注入後に下型の底面を加温する際の「所定の時間」は、任意に設定することが可能であるが、安定した泡化反応が行われた後に下型の底面を加温するべく、注入されたウレタンフォーム原料が泡化反応によって発泡して上型の内面に接していると想定される時間とされることが好ましい。この想定時間は、経験的に見出される時間であってもよく、実際に測定された時間であってもよい。例えば、原料を下型底面の温度として開放状態で発泡させ、一定時間毎のフォーム体積を測定して、フォーム体積がキャビティ容積に達する時間としてもよい。また、原料を下型底面の温度として開放状態で発泡させ、実質的に体積膨張が終了するライズタイムとしてもよい。
【実施例】
【0028】
以下に実施例を示し、本発明をさらに具体的に説明する。ただし、本発明は、この実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することができる。
【0029】
図1および図2に示す配合のウレタンフォーム原料から、実施例および比較例のウレタンフォーム成形体をモールド法によって成形した。それら図1および図2におけるウレタンフォーム原料の詳細を以下に示す。
・ポリオール1A;多価アルコールにプロピレンオキサイドを付加重合させることにより得られるポリプロピレングリコール(PO付加PPG)、第1級水酸基率(PO付加PPGの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率)=68%、数平均分子量3000
・ポリオール1B;PO付加PPG、第1級水酸基率=60%、数平均分子量3000
・ポリオール1C;PO付加PPG、第1級水酸基率=75%、数平均分子量3000
・ポリオール1D;PO付加PPG、第1級水酸基率=50%、数平均分子量3000
・ポリオール2A;多価アルコールにエチレンオキサイドを付加重合させることにより得られるポリエーテルポリオール(EO付加ポリオール)、第1級水酸基率(EO付加ポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率)=70%、数平均分子量5000
・ポリオール2B;EO付加ポリオール、第1級水酸基率=65%、数平均分子量5000
・ポリオール2C;EO付加ポリオール、第1級水酸基率=75%、数平均分子量5000
・ポリオール2D;EO付加ポリオール、第1級水酸基率=60%、数平均分子量5000
・ポリオール2E;EO付加ポリオール、第1級水酸基率=80%、数平均分子量5000
・発泡剤;水
・触媒;トリエチレンジアミンとジプロピレングリコールとの質量比1:2の混合物(商品名「DABCO33LV」 三共エアプロダクツジャパン社製)
・整泡剤;ジメチルシロキサン系整泡剤(商品名「SZ−1142」、日本ユニカー社製)
・ポリイソシアネート;2,4−TDI:2,6−TDI=80:20
【0030】
ちなみに、PO付加PPGの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、図1および図2の「PO第1級水酸基率」の欄に示し、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、ポリオールの全ての末端水酸基の数に対する比率を、図1および図2の「EO第1級水酸基率」の欄に示しておく。また、それらPO第1級水酸基率とEO第1級水酸基率とを合わせたもの、つまり、ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率を、図1および図2の「全第1級水酸基率」の欄に示しておく。さらに、EO第1級水酸基率のPO第1級水酸基率に対する比率、つまり、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数の、PO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率を、図1および図2の「EO1級/PO1級」の欄に示しておく。
【0031】
上記実施例および変形例を成形するための成形用金型10を、図3に示す。成形用金型10は、凹部12が形成された下型14と、その凹部12を覆うように下型14に型締めされる上型16とから構成されおり、下型14と上型16とによってキャビティ18が形成される。そのキャビティ18内に混合されたウレタンフォーム原料が注入されることで、キャビティ18内で、その原料が泡化反応により発泡するとともに、発泡した原料が樹脂化反応により硬化することでウレタンフォームが成形される。
【0032】
この成形用金型10には、さらに、キャビティ18内面を温めるためのヒータが設けられている。詳しく言えば、下型14の凹部12底面の内側には、第1下型配管20が埋設されており、その第1下型配管20が下型14の外部に延び出している。金型外部には、比較的高い温度の温水を循環させるための高温水循環器22と、その高温水循環器22によって循環させられる温水より低温の温水を循環させるための低温水循環器24とが設けられており、下型14の外部に延び出した第1下型配管20は、高温水循環器22の高温水用配管26と低温水循環器24の低温水用配管28とに、切換弁30を介して接続されている。これにより、下型14の凹部底面は、高温水と低温水とのいずれかによって選択的に加温されるようになっている。ちなみに、第1下型配管20,高温水循環器22,高温水用配管26,低温水循環器24,低温水用配管28,切換弁30によって構成されるものが、下型底面ヒータの一例となる。
【0033】
また、上型16に接する下型14の部分、つまり、上型16に連続する下型14の内面の内側には、第2下型配管32が埋設されており、その第2下型配管32は、下型14の外部に延び出すとともに、高温水循環器22の高温水用配管26に接続されている。さらに、キャビティ18に面する上型16の内面の内側には、上型配管34が埋設されており、その上型配管34は、上型16の外部に延び出すとともに、高温水循環器22の高温水用配管26に接続されている。これにより、上型16に連続する下型14の内面、および、上型16の内面、つまり、ウレタンフォーム成形体のパーティングラインを区画するキャビティ18内面の一部および、上型16によって区画されるキャビティ18内面は、高温水によって加温されるようになっている。ちなみに、第2下型配管32,高温水循環器22,高温水用配管26によって構成されるものが、下型上部ヒータの一例となり、上型配管34,高温水循環器22,高温水用配管26によって構成されるものが、上型ヒータの一例となる。
【0034】
上記構造の成形用金型10を用いて、実施例および変形例のウレタンフォーム成形体が成形される。詳しく言えば、まず、金型内部に原料が注入される前に、金型を加温するべく、第1下型配管20に低温水が流れるように、切換弁30を調整し、第2下型配管32および上型配管34には、高温水を流しておく。このときの高温水の温度は80℃とされ、低温水の温度は50℃とされている。そして、成形用金型10の内部に、不揮発分が最高型温(85℃)より高い融点を有する溶剤系離型剤を塗布する。不揮発分として、パラフィン系炭化水素、エステル系ワックス、多価アルコールエステル類、シリコーン類、フッソ含有離型剤等が使用できるが、ウレタンフォーム成形体への付着が少なく、またウレタンフォーム成形体のセル荒れがおきにくいことから、パラフィン系炭化水素が好ましい。ちなみに、この工程が、注入前加温工程の一例となる。
【0035】
次に、図1若しくは図2に示された配合量のポリオール、発泡剤、触媒、整泡剤を攪拌容器内で混合(プレミックス)する。そして、金型内への注入直前に、その混合された原料と、図1若しくは図2に示されたイソシアネートインデックスに相当する量のポリイソシアネートとを混合する。この工程が、混合工程の一例となる。そして、混合された全ての原料が、高圧注入機によって加温されているキャビティ18内に注入される。この工程が、注入工程の一例となる。
【0036】
キャビティ18内に注入された原料は、下型14の凹部底面において、泡化反応により発泡し、キャビティ18内で膨張していく。その膨張していった原料が上型16の内面に接すると想定されるときを見計らって、第1下型配管20に高温水が流れるように、切換弁30が調整される。具体的には、ウレタンフォーム原料が金型内に注入されてから2分経過後に、切換弁30が調整される。この工程が、注入後加温工程の一例となる。また、予め高温水が流されていた第2下型配管32および上型配管34によって、ウレタンフォーム成形体のパーティングライン部および、それの上方の部分において、樹脂化反応が促進される。さらに、注入後加温工程で高温水が流された第1下型配管20によって、ウレタンフォーム成形体の下方の部分において、樹脂化反応が促進される。この工程が、樹脂化促進工程の一例となる。そして、樹脂化促進工程において6分間放置した後に、金型からウレタンフォーム成形体を脱型する。脱型されたウレタンフォーム成形体に対して、以下の方法によって物性評価を行なった。
【0037】
ウレタンフォーム成形体の発泡の程度を評価するべく、JIS K 7222:2005に基づく方法に準拠してウレタンフォーム成形体の見掛けコア密度(kg/m3)を測定した。見掛けコア密度(kg/m3)は、それの値が小さいほど、活性化された泡化反応により好適に発泡していることを示しており、低密度化に優れたウレタンフォーム成形体であることを示している。なお、図1および図2の「密度」の欄にその値を示しておく。
【0038】
また、ウレタンフォーム成形体の復元率を評価するべく、JIS K 6400−4:2004 A法に基づく方法に準拠して圧縮残留ひずみ(%)を測定した。具体的には、ウレタンフォーム成形体の発泡部を50×50×30mm切り抜き、これを試験片として使用する。試験片を50%の厚みまで圧縮し、平行平面板に挟み、70℃の条件下に22時間放置する。22時間放置後この試験片を取り出し、さらに30分後にその厚みを測定する。そして、試験前の厚みの値と測定値との差分の試験前の厚みの値に対する比率を演算し、その演算値を圧縮残留ひずみとする。また、JIS K 6400−4:2004において所定条件に変更して湿熱圧縮残留ひずみ(%)を測定した。試験片を50%の厚みまで圧縮し、平行平面板に挟み、50℃,95%RHの条件下に22時間放置する。22時間放置後この試験片を取り出し、さらに30分後にその厚みを測定し、上記圧縮残留ひずみと同様に、歪み率を演算する。この演算値を湿熱圧縮残留ひずみとする。各圧縮残留ひずみは、それの値が小さいほどウレタンフォーム成形体の復元率が高いことを示しており、ウレタンフォーム成形体のへたりが少ないことを示している。なお、図1および図2の「圧縮残留ひずみ」および「湿熱圧縮残留ひずみ」の欄にそれぞれの値を示しておく。
【0039】
また、JIS K 6400−3:2011に基づく方法に準拠して反発弾性(%)を測定した。具体的には、直径16mm,質量16gの鋼球を、ウレタンフォーム成形体の上面に500mmの高さから落下させ、跳ね返った最高の高さを測定する。そして、落下前の高さ(500mm)に対する測定値の比率を演算し、その演算値を反発弾性とする。反発弾性は、それの値が大きいほど高反発性に優れていることを示している。なお、図1および図2の「反発弾性」の欄にその値を示しておく。
【0040】
さらに、ウレタンフォーム成形体の成形結果を目視にて評価した。具体的には、ウレタンフォーム成形体を分割し、その分割面におけるウレタンフォーム成形体の発泡部を目視し、空洞、割れ等の有無を確認した。また、ウレタンフォーム成形体の金型からの脱型時に、ウレタンフォーム成形体のスキン層の金型内部への貼り付き等が生じていないかを確認した。そして、空洞、割れ等が無く、脱型時のスキン層の金型内部への貼り付きも無い場合には、「○」と評価した。一方、空洞、割れ等は有るが、脱型時のスキン層の金型内部への貼り付きが無い場合には、「△」と評価し、空洞、割れ等が有り、脱型時のスキン層の金型内部への貼り付きもある場合には、「×」と評価した。この評価を、図1および図2の「成形結果」の欄に示しておく。
【0041】
以上の評価結果から、発泡剤としての水を、ポリオール100重量部に対して4.6〜7重量部配合することで、密度21〜32kg/m3の低密度化に優れたウレタンフォーム成形体を成形することが可能であることが解る。ただし、実施例7および実施例10から解るように、水の配合量が4.6重量部であると、密度は許容範囲内では有るが、比較的高くなる。また、実施例8の場合、水の配合量が7重量部であると、密度は比較的低く良好であるが、成形時に割れやすくなり、また圧縮残留ひずみが大きくなる。このため、水の配合量は、ポリオール100重量部に対して5〜6.5重量部であることが、より好ましい。
【0042】
また、水の配合量が多くなると泡化反応が速く進む傾向にあるため、その泡化反応をある程度抑制するとともに、樹脂化反応を促進するべく、ポリオールとしてPO付加PPGを採用することが好ましい。ただし、このPO付加PPGのPO第1級水酸基率が低すぎると、比較例1乃至比較例3のように、成形結果に問題が生じるため、PO第1級水酸基率は35%以上であることが好ましく、さらに言えば、40%以上であることが好ましい。
【0043】
さらに、上記実施例および比較例では、樹脂化を促進するべく、ポリオールとして、EO付加ポリオールが配合されているものが有るが、EO付加ポリオールの末端水酸基に含まれる第1級水酸基の数のPO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率(EO1級/PO1級)が高くなると、樹脂化反応が進み過ぎて、良好なウレタンフォームを成形できない。このことは、図2から解るように、比較例の全てのEO1級/PO1級が100%を超えていることからも明らかである。このため、EO1級/PO1級は、100%以下であることが好ましく、さらに言えば、90%以下、特に80%以下であることが好ましい。
【0044】
さらに、実施例9では、樹脂化を促進するべく、ポリオールに第1級水酸基率68%のPO付加ポリオールのみを用いている。EO付加ポリオールの第1級水酸基を含まないため、初期反応が遅く、スキン層が発泡層から剥れやすく、脱型時間を要する傾向になるため、触媒量等の調整が必要となる。このためポリオールに含まれる第1級水酸基の数のPO付加PPGの末端水酸基に含まれる第1級水酸基の数に対する比率(EO1級/PO1級)は、10%以上、更には20%以上が好ましい。
【0045】
また、成形時における金型温度の最適化を図るべく、高温水循環器22と低温水循環器24との各々による循環水の温度、および、切換弁30による高温水と低温水との切換タイミング等の諸条件を変更して実施例および比較例のウレタンフォーム成形体を成形した。具体的には、上記実施例1の配合量のウレタンフォーム成形体を、図4および図5に示す金型の温度条件に従って成形した。
【0046】
図に示されている金型温度は、成形用金型10の実際のキャビティ面での温度であり、低温水循環器24の循環水によって加温されるキャビティ面、つまり、下型底面は、その循環水と同じ温度となっているが、高温水循環器22の循環水によって加温されるキャビティ面、つまり、上型および、下型上部の内面は、その循環水の温度より5℃低い温度となっている。
【0047】
具体的には、実験例1のウレタンフォーム成形時には、図6に示すように、上型および下型の上部は、80℃の循環水によって加温されている。詳しく言えば、上型配管34および第2下型配管32に、金型内にウレタンフォーム原料が注入される前から、高温水循環器22によって80℃の循環水が流されており、その80℃の循環水によって、上型のキャビティ面および下型の上型に連続するキャビティ面が、75℃に加温されている。ちなみに、図での経過時間は、金型内にウレタンフォーム原料が注入されてからの経過時間であり、原料注入時には、上型および下型の上部のキャビティ面が75℃となっていることが解る。
【0048】
また、下型の底面は、原料注入前に50℃の循環水によって加温され、所定の時間経過後に80℃の循環水によって加温されている。詳しく言えば、原料注入前には、第1下型配管20に、低温水循環器24によって50℃の循環水が流されており、その50℃の循環水によって、下型の底面が、50℃に加温されている。そして、原料が注入されてから2分が経過したときに、切換弁30が調整され、第1下型配管20に、高温水循環器24によって80℃の循環水が流される。その80℃の循環水によって、下型の底面が、2分経過後に50℃から徐々に上昇して、4分経過時に75℃となっている。また、下型の側部には配管が埋設されていないが、その下型側部のキャビティ面も、第1下型配管20および第2下型配管32からの熱伝導により加温されており、その測定温度が、図での「下型側部」の欄に示されている。
【0049】
ちなみに、切換弁30が調整される「原料注入後2分」という所定の時間は、泡化反応によって発泡している時間、所謂、ライズタイム(R.T)に相当する時間である。つまり、切換弁30による高温水と低温水との切換のタイミングは、ライズタイム(R.T)の終了時であり、その切換タイミングを示すものとして、図4での実験例1の切換時期の欄に、「R.T終了」と示されている。
【0050】
また、図6における成形状況の欄には、ウレタンフォームの成形に際して顕著な反応を示してあり、成形終了に伴う脱型のタイミングを示している。図から解るように、原料注入直後から2分経過前には、泡化反応が盛んに進行し、2分経過後には、樹脂化反応が盛んに進行する。そして、8分経過後にウレタンフォーム成形体が金型から脱型される。つまり、実験例1のウレタンフォーム成形体の金型内での成形時間は8分間であり、その時間が、図4での実験例1の成形時間の欄に示されている。
【0051】
次に、実験例2のウレタンフォーム成形体の金型温度に関して説明する。実験例2のウレタンフォーム成形体の金型温度に関する条件は、図4に示すように、切換弁30による高温水と低温水との切換時期を除いて、上述した実験例1の条件と同じであるため、この切換時期のみ説明する。実験例2では、原料が注入されてからライズタイムの1/2に相当する時間経過後、つまり、1分経過後に、切換弁30が調整され、第1下型配管20に、高温水循環器24によって80℃の循環水が流される。これにより、図7に示すように、その80℃の循環水によって、下型の底面が、1分経過後に50℃から徐々に上昇して、4分経過時に75℃となっている。なお、実験例2での切換弁30による切換のタイミングを示すものとして、図4での実験例2の切換時期の欄に、「R.T1/2」と示されている。
【0052】
次に、実験例3のウレタンフォーム成形体の金型温度に関する条件は、図4に示すように、上述した実験例1,2の原料注入前の条件と同じであるが、切換弁30による切換は行われていない。つまり、実験例3では、図8に示すように、上型配管34および第2下型配管32に、80℃の循環水が流されており、上型のキャビティ面および下型の上型に連続するキャビティ面は75℃となっている。一方、第1下型配管20に、50℃の循環水が流されており、下型の底面は50℃となっている。そして、切換弁30による高温水と低温水との切換が行われないため、下型の底面は50℃に維持されている。このため、下型の底面における樹脂化が効果的に促進されず、成形時間が若干長くなっている。
【0053】
なお、実験例4〜12に関しては、明細書が冗長となることを避けるべく、説明を省略するが、各実験例での高温水循環器22による循環水の温度は、図4および図5での上型および下型上部の欄に示されている温度より5℃高い温度とされている。また、各実験例での低温水循環器24による循環水の温度は、切換弁30による切換が行われない場合には、図4および図5での下型底面の欄に示されている温度とされており、切換弁30による切換が行われる場合には、図4および図5での下型底面の欄に示されている初期温度とされている。
【0054】
上記条件で成形された実施例のウレタンフォーム成形体の発泡の程度を評価するべく、JIS K 7222:2005に基づく方法に準拠してウレタンフォーム成形体の見掛けコア密度(kg/m3)を測定した。見掛けコア密度(kg/m3)は、それの値が小さいほど、活性化された泡化反応により好適に発泡していることを示しており、低密度化に優れたウレタンフォーム成形体であることを示している。なお、図4の「密度」の欄にその値を示しておく。
【0055】
また、実験例のウレタンフォーム成形体に対して、形状に関する評価および成形時間に関する評価を行なった。形状に関する評価では、ウレタンフォーム成形体の外観を目視し、表面荒れ,スキン層の金型への貼り付き等を確認した。さらに、ウレタンフォーム成形体を分割し、その分割面における発泡部を目視し、空洞、割れ等の有無を確認した。また、成形時間に関する評価では、金型内部での成形時間に長時間要していないか否かを評価した。実験例1〜6のウレタンフォーム成形体では、形状に関する評価も良好であり、成形時間に関しても比較的短い時間となっている。一方、実験例7〜12のウレタンフォーム成形体には、形状に関する評価が良好でないもの、成形時間に比較的長い時間を要するものがあった。
【0056】
具体的には、実験例7および実験例12のウレタンフォーム成形体では、スキン層の金型への貼り付きが確認された。これにより、発泡時における下型の底面の温度が低すぎる(35℃)場合には、良好なスキン層が形成されないことが推測される。また、実験例8のウレタンフォーム成形体では、上型への密着面に荒れが生じている。これにより、上型および、その上型に連続する下型の上部の温度が高すぎる(90℃)場合には、樹脂化が速く進み過ぎて表面が荒れることが推測される。また、実験例10のウレタンフォーム成形体でも、上型および、その上型に連続する下型の上部の温度が高く(90℃)、下型底面の温度も高い(70℃→90℃)。このため、実験例10のウレタンフォーム成形体の表面全体に荒れが生じている。さらに、実験例10のウレタンフォーム成形体の内部には、割れが生じている。これは、発泡時における下型の底面の温度が高すぎる(70℃)ために、泡化反応が進み過ぎたと推測される。そして、実験例9および実験例11のウレタンフォーム成形体での成形時間は、実験例1〜6のものと比較して、1.5倍以上となっている。これにより、上型および、その上型に連続する下型の上部の温度があまり高くない(60〜65℃)場合には、樹脂化が促進されず、成形時間が長くなることが推測される。
【0057】
以上の結果から、良好なスキン層を形成するとともに、安定的に泡化反応を進行させるべく、発泡時における下型の底面の温度、つまり、低温水循環器24の循環水によって加温される下型の底面の温度は、40〜70℃であることが好ましく、さらに言えば、45〜65℃であることが好ましい。また、樹脂化を促進して成形時間を短縮するとともに、樹脂化の進み過ぎによる表面荒れを抑制するべく、発泡が終了した後にウレタンフォームの樹脂化を促進するためのキャビティ面の温度、つまり、高温水循環器22の循環水によって加温されるキャビティ面の温度は、65〜85℃であることが好ましく、さらに言えば、70〜80℃であることが好ましい。さらに、上記条件内で、原料注入時から所定の時間経過後に、下型の底面の温度を上昇させることで、成形時間の更なる短縮を図ることが可能となる。
【0058】
以下、本発明の諸態様について列記する。
【0059】
(1)金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、
前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形体。
【0060】
(2)前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする(1)項に記載のウレタンフォーム成形体。
【0061】
(3)前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする(1)項または(2)項に記載のウレタンフォーム成形体。
【0062】
(4)前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする(1)項ないし(3)項のいずれか1つに記載のウレタンフォーム成形体。
【0063】
(5)前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする(1)項ないし(4)項のいずれか1つに記載のウレタンフォーム成形体。
【0064】
(6)前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする(5)項に記載のウレタンフォーム成形体。
【0065】
(7)前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする(1)項ないし(6)項のいずれか1つに記載のウレタンフォーム成形体。
【0066】
(8)当該ウレタンフォーム成形体の見掛けコア密度が、16〜35kg/m3であることを特徴とする(1)項ないし(7)項のいずれか1つに記載のウレタンフォーム成形体。
【0067】
(9)ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、
その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程と
を含み、その金型内部でウレタンフォームを成形する方法において、
前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記混合工程で混合される前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形方法。
【0068】
(10)当該ウレタンフォーム成形方法は、さらに、
前記ウレタンフォーム原料が注入される前の前記金型の少なくとも底面を所定の温度で加温しておく注入前加温工程と、
注入された前記ウレタンフォーム原料の樹脂化を、前記所定の温度より5℃以上高い温度である樹脂化促進温度によって、促進する樹脂化促進工程と
を含むことを特徴とする(9)項に記載のウレタンフォーム成形方法。
【0069】
(11)前記所定の温度は、40〜70℃であり、
前記樹脂化促進温度は、65〜85℃であることを特徴とする(10)項に記載のウレタンフォーム成形方法。
【0070】
(12)前記金型は、
上型と下型とによって構成され、前記下型の上部に前記上型が型締めされてキャビティを形成する構造とされ、
前記注入前加温工程において、前記下型の底面を前記所定の温度に加温しておき、前記上型および、前記下型の前記上型に接する部分を前記樹脂化促進温度に加温しておくことを特徴とする(10)項または(11)項に記載のウレタンフォーム成形方法。
【0071】
(13)当該ウレタンフォーム成形方法は、さらに、
前記注入工程で前記ウレタンフォーム原料が注入されて所定の時間経過した後に、前記下型の底面を前記所定の温度から前記樹脂化促進温度まで加温する注入後加温工程を含むことを特徴とする(12)項に記載のウレタンフォーム成形方法。
【0072】
(14)前記所定の時間は、
前記注入工程で注入された前記ウレタンフォーム原料が泡化反応によって発泡して前記上型の内面に接していると想定される時間であることを特徴とする(13)項に記載のウレタンフォーム成形方法。
【0073】
(15)前記混合工程で混合される前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする(9)項ないし(14)項のいずれか1つに記載のウレタンフォーム成形方法。
【0074】
(16)前記混合工程で混合される前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする(9)項ないし(15)項のいずれか1つに記載のウレタンフォーム成形方法。
【0075】
(17)前記混合工程で混合される前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする(9)項ないし(16)項のいずれか1つに記載のウレタンフォーム成形方法。
【0076】
(18)前記混合工程で混合される前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする(9)項ないし(17)項のいずれか1つに記載のウレタンフォーム成形方法。
【0077】
(19)前記混合工程で混合される前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする(18)項に記載のウレタンフォーム成形方法。
【0078】
(20)前記混合工程で混合される前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする(9)項ないし(19)項のいずれか1つに記載のウレタンフォーム成形方法。
【符号の説明】
【0079】
10:成形用金型
14:下型
16:上型
【特許請求の範囲】
【請求項1】
金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、
前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形体。
【請求項2】
前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする請求項1に記載のウレタンフォーム成形体。
【請求項3】
前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする請求項1または請求項2に記載のウレタンフォーム成形体。
【請求項4】
前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする請求項1ないし請求項3のいずれか1つに記載のウレタンフォーム成形体。
【請求項5】
前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする請求項1ないし請求項4のいずれか1つに記載のウレタンフォーム成形体。
【請求項6】
前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする請求項5に記載のウレタンフォーム成形体。
【請求項7】
前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする請求項1ないし請求項6のいずれか1つに記載のウレタンフォーム成形体。
【請求項8】
ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、
その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程と
を含み、その金型内部でウレタンフォームを成形する方法において、
前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記混合工程で混合される前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形方法。
【請求項9】
当該ウレタンフォーム成形方法は、さらに、
前記ウレタンフォーム原料が注入される前の前記金型の少なくとも底面を所定の温度で加温しておく注入前加温工程と、
注入された前記ウレタンフォーム原料の樹脂化を、前記所定の温度より5℃以上高い温度である樹脂化促進温度によって、促進する樹脂化促進工程と
を含むことを特徴とする請求項8に記載のウレタンフォーム成形方法。
【請求項10】
前記所定の温度は、40〜70℃であり、
前記樹脂化促進温度は、65〜85℃であることを特徴とする請求項9に記載のウレタンフォーム成形方法。
【請求項11】
前記金型は、
上型と下型とによって構成され、前記下型の上部に前記上型が型締めされてキャビティを形成する構造とされ、
前記注入前加温工程において、前記下型の底面を前記所定の温度に加温しておき、前記上型および、前記下型の前記上型に接する部分を前記樹脂化促進温度に加温しておくことを特徴とする請求項9または請求項10に記載のウレタンフォーム成形方法。
【請求項12】
当該ウレタンフォーム成形方法は、さらに、
前記注入工程で前記ウレタンフォーム原料が注入されて所定の時間経過した後に、前記下型の底面を前記所定の温度から前記樹脂化促進温度まで加温する注入後加温工程を含むことを特徴とする請求項11に記載のウレタンフォーム成形方法。
【請求項13】
前記所定の時間は、
前記注入工程で注入された前記ウレタンフォーム原料が泡化反応によって発泡して前記上型の内面に接していると想定される時間であることを特徴とする請求項12に記載のウレタンフォーム成形方法。
【請求項14】
前記混合工程で混合される前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする請求項8ないし請求項13のいずれか1つに記載のウレタンフォーム成形方法。
【請求項15】
前記混合工程で混合される前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする請求項8ないし請求項14のいずれか1つに記載のウレタンフォーム成形方法。
【請求項1】
金型内部に、ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を注入して成形されるウレタンフォーム成形体において、
前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形体。
【請求項2】
前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする請求項1に記載のウレタンフォーム成形体。
【請求項3】
前記PO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、50%より大きいことを特徴とする請求項1または請求項2に記載のウレタンフォーム成形体。
【請求項4】
前記PO付加ポリエーテルポリオールの数平均分子量が、2500〜7000であることを特徴とする請求項1ないし請求項3のいずれか1つに記載のウレタンフォーム成形体。
【請求項5】
前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする請求項1ないし請求項4のいずれか1つに記載のウレタンフォーム成形体。
【請求項6】
前記EO付加ポリエーテルポリオールの末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、60%より大きいことを特徴とする請求項5に記載のウレタンフォーム成形体。
【請求項7】
前記ポリイソシアネートは、
2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとを含み、
それら2,4−トルエンジイソシアネートと2,6−トルエンジイソシアネートとの質量比が80:20であることを特徴とする請求項1ないし請求項6のいずれか1つに記載のウレタンフォーム成形体。
【請求項8】
ポリオール、ポリイソシアネート、発泡剤、整泡剤、触媒を含むウレタンフォーム原料を混合する混合工程と、
その混合工程で混合された前記ウレタンフォーム原料を金型に注入する注入工程と
を含み、その金型内部でウレタンフォームを成形する方法において、
前記混合工程で混合される前記発泡剤は、水を含み、その水の量が、前記ポリオール100重量部に対して4.6〜7重量部であり、
前記混合工程で混合される前記ポリオールは、
多価アルコールにプロピレンオキサイドを付加重合させることにより得られるPO付加ポリエーテルポリオールを含み、
そのPO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記ポリオールの全ての末端水酸基の数に対する比率が、35%以上であることを特徴とするウレタンフォーム成形方法。
【請求項9】
当該ウレタンフォーム成形方法は、さらに、
前記ウレタンフォーム原料が注入される前の前記金型の少なくとも底面を所定の温度で加温しておく注入前加温工程と、
注入された前記ウレタンフォーム原料の樹脂化を、前記所定の温度より5℃以上高い温度である樹脂化促進温度によって、促進する樹脂化促進工程と
を含むことを特徴とする請求項8に記載のウレタンフォーム成形方法。
【請求項10】
前記所定の温度は、40〜70℃であり、
前記樹脂化促進温度は、65〜85℃であることを特徴とする請求項9に記載のウレタンフォーム成形方法。
【請求項11】
前記金型は、
上型と下型とによって構成され、前記下型の上部に前記上型が型締めされてキャビティを形成する構造とされ、
前記注入前加温工程において、前記下型の底面を前記所定の温度に加温しておき、前記上型および、前記下型の前記上型に接する部分を前記樹脂化促進温度に加温しておくことを特徴とする請求項9または請求項10に記載のウレタンフォーム成形方法。
【請求項12】
当該ウレタンフォーム成形方法は、さらに、
前記注入工程で前記ウレタンフォーム原料が注入されて所定の時間経過した後に、前記下型の底面を前記所定の温度から前記樹脂化促進温度まで加温する注入後加温工程を含むことを特徴とする請求項11に記載のウレタンフォーム成形方法。
【請求項13】
前記所定の時間は、
前記注入工程で注入された前記ウレタンフォーム原料が泡化反応によって発泡して前記上型の内面に接していると想定される時間であることを特徴とする請求項12に記載のウレタンフォーム成形方法。
【請求項14】
前記混合工程で混合される前記ポリオールの全ての末端水酸基の数に対する、その末端水酸基に含まれる第1級水酸基の数の比率が、65%以上であることを特徴とする請求項8ないし請求項13のいずれか1つに記載のウレタンフォーム成形方法。
【請求項15】
前記混合工程で混合される前記ポリオールは、
多価アルコールにエチレンオキサイドを付加重合させることにより得られるEO付加ポリエーテルポリオールをも含み、
そのEO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数の、前記PO付加ポリエーテルポリオールの末端水酸基に含まれる第1級水酸基の数に対する比率が、100%以下であることを特徴とする請求項8ないし請求項14のいずれか1つに記載のウレタンフォーム成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−28683(P2013−28683A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164619(P2011−164619)
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]