
ウレタン発泡成形体およびその製造方法
【課題】 成形型内での発泡成形により製造され、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れたウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られる。前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含む。
【解決手段】 ウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られる。前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸音材や振動吸収材等として用いられるウレタン発泡成形体、およびその製造方法に関する。
【背景技術】
【0002】
車両等における吸音材、振動吸収材等には、ウレタン発泡成形体が用いられている。車両の燃費向上、低コスト化を図るため、ウレタン発泡成形体の軽量化、すなわち低密度化が検討されている。また、車室内の騒音は、空気を介して伝わる空気伝播音と、振動伝達による固体伝播音と、に分けられる。車両の軽量化に伴い、近年特に固体伝播音を低減する対策が望まれている。部材の振動伝達率は、ばね定数に依存する。したがって、ウレタン発泡成形体の振動吸収能を向上させるためには、ばね定数を小さくすること(低ばね化)が必要になる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−70241号公報
【特許文献2】特開2006−265467号公報
【特許文献3】特開2007−321119号公報
【特許文献4】特開平6−179735号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ウレタン発泡成形体を低密度化する手法としては、発泡剤である水の配合量を増やす方法が一般的である。しかし、この方法で低密度化を図ると、発泡過程で水とイソシアネートとの反応に伴う炭酸ガスの発生量が増えるため、樹脂骨格が破壊されやすく、気泡が連続的に繋がった連通化構造を形成することが難しい。また、樹脂骨格が細くなるため、脱型時に収縮しやすく、形状を保持することが難しくなる。
【0005】
この点、上記特許文献3に記載されているように、ポリオール成分としてポリマーポリオールを使用すると、ポリマーポリオール中の粒子の破泡作用により、連通化構造を形成することができる。しかし、粒子により樹脂骨格が補強されるため、ウレタン発泡成形体が硬くなる。つまり、ポリマーポリオールを使用すると、ウレタン発泡成形体の低ばね化が難しくなる。
【0006】
また、車両のエンジンルーム内において、騒音の発生源であるエンジンの周囲に吸音材を配置する場合、エンジンは発熱を伴うため、吸音材には耐熱老化性が要求される。しかし、ウレタン発泡成形体を低密度化すると、熱でへたりやすくなる。このため、車両の吸音材等にウレタン発泡成形体を用いる場合には、低密度化すると共に、耐熱老化性を向上させる必要がある。
【0007】
本発明は、このような実情に鑑みてなされたものであり、成形型内での発泡成形により製造されるウレタン発泡成形体であって、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れたウレタン発泡成形体を提供することを課題とする。また、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
(1)上記課題を解決するため、本発明のウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られたウレタン発泡成形体であって、前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とする。
【0009】
本発明のウレタン発泡成形体は、ポリイソシアネート成分として、TDIを含有する。このため、ウレタン発泡成形体を低密度化しやすい。また、TDIを配合することにより、発泡ウレタン樹脂原料の成形型内での流れ性を、確保することができる。したがって、ウレタン発泡成形体の形状が複雑な場合でも、当該形状の成形型を用いて発泡成形するだけで、容易に製造することができる。つまり、ウレタン発泡成形体の設計の自由度が高くなる。
【0010】
ウレタン発泡成形体が、車両の吸音材等としてエンジン近くに配置される場合、ウレタン発泡成形体には、耐熱老化性が要求される。例えば、ポリイソシアネート成分としてTDIのみを用いたウレタン発泡成形体は、熱により収縮しやすい。熱収縮は、低密度化すると、より顕著になる。この点、本発明のウレタン発泡成形体は、ポリイソシアネート成分として、TDIに加えてMDIを含有する。MDIを併用することにより、耐熱老化性を向上させることができる。また、MDIの一つとして、MDIとポリオールとを反応させて得られるMDIプレポリマーを用いると、発泡ウレタン樹脂原料の粘度を調整することができる。これにより、成形性をより向上させることができる。
【0011】
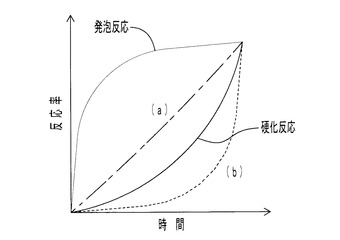
ここで、ウレタン発泡成形体の発泡成形における、発泡反応および硬化反応について説明する。図1に、発泡成形における発泡反応および硬化反応の推移を模式的に示す。図1中、細実線で示すように、発泡成形の開始と共に、まず、発泡反応が進行する。発泡反応の速度は、前半に大きく、後半に小さくなる。一方、図1中、太実線で示すように、硬化反応の速度は、前半に小さく、反応熱による温度上昇に伴い、後半に大きくなる。セル構造が良好なウレタン発泡成形体を得るためには、発泡反応と硬化反応とが、バランスのとれた速度で進行する必要がある。通常、発泡、硬化の反応速度の調整には、ポリオール成分や、ポリイソシアネート成分に応じて、アミン系の触媒が用いられる。
【0012】
例えば、硬化反応の速度が大きいと、図1中、一点鎖線(a)で示すように、硬化反応の推移は直線に近くなる。この場合には、気泡が連続的に繋がった連通化構造を形成することが難しく、脱型後にウレタン発泡成形体が収縮してしまう。これに対して、図1中、点線(b)で示すように、前半には硬化反応の速度を小さくし、反応熱による温度上昇に伴い、後半に硬化反応の速度を急激に大きくすると、連通化構造を形成することができる。よって、脱型後の収縮を抑制することができる。加えて、前半の硬化反応速度が小さいため、発泡ウレタン樹脂原料の流れ性が阻害されにくい。すなわち、成形型が複雑な形状を呈していても、成形型の隅々まで発泡ウレタン樹脂原料を行き渡らせることができる。
【0013】
このような検討から、本発明者は、触媒の活性化エネルギーに着目した。活性化エネルギーを持つ触媒は、温度依存性を有する。すなわち、活性化エネルギーを持つ触媒を用いると、温度に応じて、発泡反応または硬化反応の速度を変化させることができる。活性化エネルギーには、樹脂化(ゲル化)の活性化エネルギーと泡化(ブロー化)の活性エネルギーとがある。本発明者は、鋭意研究を重ねた結果、樹脂化の活性化エネルギーが泡化の活性化エネルギー以上であるアミン系触媒を用いれば、TDIとMDIとからなるポリイソシアネート成分を含む発泡ウレタン樹脂原料において、好適な硬化の反応速度を実現できる、という知見を得た。
【0014】
このような知見に基づいてなされた本発明のウレタン発泡成形体は、触媒として、樹脂化と泡化との活性化エネルギー比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を用いる。樹脂化の活性化エネルギーが、泡化の活性化エネルギーの同等以上であるため、硬化反応における温度依存性が大きい。すなわち、所定の温度で発泡成形を行った場合に、前半において硬化反応の速度を小さくし、後半において反応熱による温度上昇に伴い、硬化反応の速度を急激に大きくすることができる。当該触媒で反応速度を調整することにより、低密度であっても、連通化構造を有するウレタン発泡成形体を得ることができる。これにより、ウレタン発泡成形体の低ばね化を実現することができる。したがって、本発明のウレタン発泡成形体を、車両の吸音材等として用いると、車両の軽量化と固体伝播音の低減とを両立させることができる。
【0015】
(2)本発明のウレタン発泡成形体の製造方法は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形するウレタン発泡成形体の製造方法であって、前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とする。
【0016】
本発明の製造方法によると、上記本発明のウレタン発泡成形体を、容易に製造することができる。すなわち、本発明の製造方法によると、触媒として、樹脂化と泡化との活性化エネルギー比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を用いる。これにより、TDIとMDIとからなるポリイソシアネート成分を用いた場合に、発泡反応の速度と硬化反応の速度とのバランスをとることができ、低密度であってもセル構造が良好なウレタン発泡成形体を得ることができる。
【図面の簡単な説明】
【0017】
【図1】発泡成形における発泡反応および硬化反応の推移を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明のウレタン発泡成形体およびその製造方法の実施形態について説明する。なお、本発明のウレタン発泡成形体およびその製造方法は、以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。
【0019】
<ウレタン発泡成形体>
本発明のウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料から製造される。まず、発泡ウレタン樹脂原料について説明する。
【0020】
[ポリオール成分]
ポリオール成分としては、公知のポリオールを用いればよい。例えば、多価ヒドロキシ化合物、ポリエーテルポリオール類、ポリエステルポリオール類、ポリエーテルポリアミン類、ポリエステルポリアミン類、アルキレンポリオール類、ウレア分散ポリオール類、メラミン変性ポリオール類、ポリカーボネートポリオール類、アクリルポリオール類、ポリブタジエンポリオール類、フェノール変性ポリオール類等が挙げられる。これらの一種を単独で、または二種以上を混合して用いればよい。なお、ウレタン発泡成形体のばね定数を小さくするという観点から、ポリオール成分として、ポリマーポリオール類を含まない態様が望ましい。
【0021】
ポリオールの官能基数は、2以上8以下が望ましい。官能基数が2未満の場合には、ポリイソシアネート成分との連鎖反応が途切れやすくなる。このため、高分子化しにくくなる。官能基数が8を超えると、ウレタン発泡成形体の伸びが低下する。また、ポリオールの平均分子量は、1000以上10000以下が望ましい。平均分子量が1000未満の場合には、ウレタン発泡成形体のばね定数が大きくなり、硬くなる。平均分子量が10000を超えると、粘度が高くなる。このため、ポリイソシアネート成分との反応が難しくなる。
【0022】
[ポリイソシアネート成分]
ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなる。
【0023】
TDIとしては、2,4′−TDIと2,6′−TDIとの混合物が好適である。2,4′−TDIと2,6′−TDIとの配合比は、成形型内での流れ性や反応性を考慮すると、質量比で80:20〜65:35であることが望ましい。また、TDIの配合量は、ポリイソシアネート成分の全体を100質量%とした場合の10質量%以上20質量%以下であることが望ましい。10質量%未満の場合には、成形性が低下する。反対に、20質量%を超えると、脱型時に収縮しやすく、形状を保持することが難しくなる。また、ウレタン発泡成形体の耐熱老化性が低下する。
【0024】
MDIとしては、1分子中にイソシアネート基とベンゼン環とを二つずつ有するモノメリックMDI(2核体)と、1分子中にイソシアネート基とベンゼン環とを3個ずつ以上有するポリメリックMDI(多核体)と、の両方を用いることが望ましい。これら両方のMDIを用いることにより、ウレタン発泡成形体の耐熱老化性を向上させることができる。
【0025】
モノメリックMDIは、2,4′−MDIと4,4′−MDIとの混合物である。2,4′−MDIと4,4′−MDIとの配合比は、成形性や耐熱老化性を考慮すると、質量比で40:60〜50:50であることが望ましい。MDI中のモノメリックMDIの配合量は、MDIを100質量%とした場合の75質量%以上90質量%以下であることが望ましい。
【0026】
ポリメリックMDIの1分子中のベンゼン環数(核数)の上限は、一般に、6程度である。したがって、ポリメリックMDIとしては、3〜6核体のMDIを採用すればよい。ポリメリックMDIの配合量は、MDIを100質量%とした場合の8質量%以上24.9質量%以下であることが望ましい。
【0027】
MDIとしては、モノメリックMDI、ポリメリックMDIに加えて、さらにMDIプレポリマーを用いることが望ましい。MDIプレポリマーを含む場合には、含まない場合と比較して、発泡ウレタン樹脂原料の粘度を高くすることができる。これにより、成形性が向上する。MDIプレポリマーの配合量は、MDIを100質量%とした場合の0.1質量%以上2質量%以下であることが望ましい。
【0028】
MDIプレポリマーは、MDIとポリオール類とを反応させて製造される。例えば、上述したMDIを、官能基数3のポリオールと反応させると、三つのウレタン結合を有するMDIプレポリマーが得られる。なかでも、MDIと3官能のエーテル系ポリオールとを反応させて得られる、イソシアネート末端のMDIプレポリマーが好適である。ここで、3官能のエーテル系ポリオールとしては、分子量が2000程度のポリエーテル基(末端にOH基を有する)の三つが結合してなる、分子量が6000程度のポリオールが挙げられる。
【0029】
[触媒]
触媒は、樹脂化の活性化エネルギー(ΔEGell)と泡化の活性化エネルギー(ΔEBlow)との比(ΔEGell/ΔEBlow)が1以上のアミン系触媒を含む。このようなアミン系触媒としては、例えば、N,N,N′,N′−テトラメチルヘキサン−1、6−ジアミン、N,N,N′,N′′,N′′−ペンタメチル−ジエチレントリアミン、N,N,N′,N′′,N′′′,N′′′−ヘキサメチルトリエチレン−テトラアミン、N,N′,N′−トリメチルアミノエチルピペラジン、ビス(2−ジメチルアミノエチル)エーテル等が挙げられる。また、市販されている以下の商品を使用してもよい。東ソー(株)製「TOYOCAT(登録商標)−B41」、「TOYOCAT−F22」、「TOYOCAT−MR」、「TOYOCAT−D60」、「TOYOCAT−NP」、「TOYOCAT−DT」、「TOYOCAT−ETS」、「TOYOCAT−ET」。なかでも、N,N′,N′−トリメチルアミノエチルピペラジンを含むものが望ましい。N,N′,N′−トリメチルアミノエチルピペラジンのΔEGellは6.4Kcal/molであり、ΔEBlowは4.5Kcal/molである。よって、ΔEGell/ΔEBlowの値は約1.42である。活性化エネルギーの測定は、例えば、東洋曹達研究報告 第28巻 第1号(1984)「ポリウレタン生成反応における第3級アミンの触媒作用」(荒井昭治、他三名)に記載された方法に準じて行えばよい。
【0030】
ΔEGell/ΔEBlowの値が1以上のアミン系触媒の配合量は、ポリオール成分の100質量部に対して、0.1質量部以上2質量部以下であることが望ましい。0.1質量部未満の場合には、発泡反応、硬化反応の速度調整効果が充分に得られない。また、2質量部を超えると、発泡反応、硬化反応の速度が大きくなり、成形性が悪化するおそれがある。
【0031】
また、発泡反応および硬化反応の速度を調整するために、触媒は、ΔEGell/ΔEBlowが1以上のアミン触媒に加えて、他の触媒を含有してもよい。例えば、テトラメチルエチレンジアミン、ビス(ジメチルアミノエチル)エーテル、トリエチレンジアミン、トリエチルアミン等のアミン系触媒、蟻酸、クエン酸、ブチル酸、2エチルヘキサン酸等の酸、ラウリン酸錫、オクタン酸錫等の有機金属系触媒が挙げられる。
【0032】
[その他]
発泡ウレタン樹脂原料は、発泡剤、整泡剤、架橋剤、難燃剤、帯電防止剤、減粘剤、安定剤、充填剤、着色剤等を適宜含有してもよい。例えば、発泡剤としては水が好適である。水以外には、塩化メチレン、フロン類、CO2ガス等が挙げられる。また、整泡剤としてはシリコーン系整泡剤が、架橋剤としてはジエチレングリコール、トリエタノールアミン、ジエタノールアミン等が好適である。
【0033】
次に、本発明のウレタン発泡成形体の物性について説明する。本発明のウレタン発泡成形体は、低密度かつ低ばね定数である。具体的には、ウレタン発泡成形体の密度は、40kg/m3以上60kg/m3以下であることが望ましい。また、ウレタン発泡成形体の硬度は、高分子計器(株)製の「アスカーゴム硬度計F型」で測定した場合に、50以下であることが望ましい。このような特性を有する本発明のウレタン発泡成形体は、特に、車両用の吸音材、振動吸収材として好適である。
【0034】
<ウレタン発泡成形体の製造方法>
本発明のウレタン発泡成形体の製造方法は、上述した発泡ウレタン樹脂原料を、成形型内で発泡成形する。例えば、ポリオール成分に、触媒、発泡剤、整泡剤等を予め混合して、プレミックスポリオールを調製しておくとよい。そして、調製したプレミックスポリオールに、ポリイソシアネート成分を混合し、成形型内で発泡成形すればよい。プレミックスポリオールとポリイソシアネート成分との混合は、プロペラ等を用いて機械的に攪拌して行うことができる。また、プレミックスポリオールとポリイソシアネート成分とを、各々、高圧で噴射して、両成分を衝突させて混合してもよい(衝突攪拌法)。衝突攪拌法によると、連続生産が可能になる。このため、大量生産に好適である。また、衝突攪拌法によると、機械的に攪拌する方法と比較して、混合するごとに必要であった容器の洗浄工程が不要となり、歩留まりも向上する。よって、製造コストを低減することができる。
【0035】
ポリオール成分とポリイソシアネート成分とは、NCOインデックス(イソシアネート基/活性水素基の当量比)が0.6以上1.2以下となるように、混合することが望ましい。NCOインデックスが0.6未満では、耐熱老化性が低下する。また1.2を超えると、ばね定数が大きくなり、成形性も低下する。NCOインデックスは、0.8以上1.0以下であるとより好適である。
【実施例】
【0036】
次に、実施例を挙げて本発明をより具体的に説明する。
【0037】
<ウレタン発泡成形体の製造>
下記表1に示す原料を、同表に示す質量割合で配合して、発泡ウレタン樹脂原料を調製した。まず、ポリオール成分(POL)のポリエーテルポリオール(住化バイエルウレタン(株)製「S−0248」、平均分子量6000、官能基数3、OH価28mgKOH/g)に、発泡剤の水、所定のアミン系触媒、およびシリコーン系整泡剤(東レ・ダウコーニング(株)製)を混合して、プレミックスポリオールを調製した。表1中、触媒A〜Cについては、以下の通りである。
触媒A:N,N′,N′−トリメチルアミノエチルピペラジン(東ソー(株)製「TOYOCAT−NP」、ΔEGell/ΔEBlow=1.42)
触媒B:同社製「TOYOCAT−D60」(ΔEGell/ΔEBlow=4.2)
触媒C:N,N,N′,N′−テトラメチルエチレンジアミン(同社製「TOYOCAT−TE」)
次に、ポリイソシアネート成分(ISO)として、TDIとMDIとを適宜組み合わせた組成物を準備した。MDIプレポリマーには、MDIと3官能のエーテル系ポリオールとを反応させたものを用いた。そして、調製したプレミックスポリオールとポリイソシアネート成分の組成物とを、NCOインデックスが0.85となるように混合し、発泡ウレタン樹脂原料を調製した。
【0038】
それから、発泡ウレタン樹脂原料(液温22℃)を、55℃に加熱された成形型のキャビティ(縦120mm×横120mm×厚さ60mmの直方体状)に注入し、密閉した。その後、5分間発泡成形し、脱型して、ウレタン発泡成形体を得た。
【表1】

【0039】
<密度の測定>
得られたウレタン発泡成形体の密度を、JIS K 7222(1999)に準じて測定した。測定結果を、上記表1にまとめて示す。表1に示すように、実施例および比較例のウレタン発泡成形体の密度は、全て50kg/m3であった。つまり、いずれのウレタン発泡成形体も、低密度であった。
【0040】
<成形性の評価>
得られたウレタン発泡成形体の成形性を評価した。成形性については、脱型後に収縮、膨れ等がないものを非常に良好(表1中◎印で示す)、脱型の際、僅かに膨れたが、速やかに元に戻ったものを良好(表1中○印で示す)、脱型後に形状を保持することができなかったものを不良(表1中×印で示す)、と評価した。評価結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体の成形性は、全て良好または非常に良好であった。一方、ΔEGell/ΔEBlow≧1である触媒A、Bを用いなかった比較例1、イソシアネートとしてTDIを用いなかった比較例2の各ウレタン発泡成形体の成形性は、いずれも不良であった。
【0041】
<硬度の測定>
得られたウレタン発泡成形体の硬度を、高分子計器(株)製「アスカーゴム硬度計F型」にて測定した。測定結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体については、いずれも硬度が低かった。つまり、ばね定数が小さかった。
【0042】
<耐熱老化性の評価>
得られたウレタン発泡成形体の耐熱老化性を評価した。耐熱老化性の評価は、次のようにして行った。まず、得られたウレタン発泡成形体から、縦50mm×横50mm×厚さ50mmの立方体の試験片を作製した。次に、試験片を、160℃下で72時間保持した。その後、厚さ方向の寸法を測定し、初期状態からの寸法変化率を算出した。評価結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体については、熱老化後の寸法変化率が−30%以下であった。つまり、熱老化後においても、あまり収縮していなかった。なかでも、モノメリックMDIとポリメリックMDIとの両方を用いた実施例5、6のウレタン発泡成形体については、寸法変化率が−5%であり、他の実施例のウレタン発泡成形体よりも耐熱老化性が高くなった。
【0043】
以上より、本発明のウレタン発泡成形体は、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れることが確認された。また、本発明の製造方法によると、このようなウレタン発泡成形体を、容易に得ることができることが確認された。
【産業上の利用可能性】
【0044】
本発明のウレタン発泡成形体は、車両、電子機器、電気製品等の様々な分野における吸音材、振動吸収材として用いることができる。例えば、エンジンの騒音を低減するために車両のエンジンルームに配置されるエンジンカバーやサイドカバー、OA(Office Automation)機器や家電製品のモーター用吸音材等に好適である。
【技術分野】
【0001】
本発明は、吸音材や振動吸収材等として用いられるウレタン発泡成形体、およびその製造方法に関する。
【背景技術】
【0002】
車両等における吸音材、振動吸収材等には、ウレタン発泡成形体が用いられている。車両の燃費向上、低コスト化を図るため、ウレタン発泡成形体の軽量化、すなわち低密度化が検討されている。また、車室内の騒音は、空気を介して伝わる空気伝播音と、振動伝達による固体伝播音と、に分けられる。車両の軽量化に伴い、近年特に固体伝播音を低減する対策が望まれている。部材の振動伝達率は、ばね定数に依存する。したがって、ウレタン発泡成形体の振動吸収能を向上させるためには、ばね定数を小さくすること(低ばね化)が必要になる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−70241号公報
【特許文献2】特開2006−265467号公報
【特許文献3】特開2007−321119号公報
【特許文献4】特開平6−179735号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ウレタン発泡成形体を低密度化する手法としては、発泡剤である水の配合量を増やす方法が一般的である。しかし、この方法で低密度化を図ると、発泡過程で水とイソシアネートとの反応に伴う炭酸ガスの発生量が増えるため、樹脂骨格が破壊されやすく、気泡が連続的に繋がった連通化構造を形成することが難しい。また、樹脂骨格が細くなるため、脱型時に収縮しやすく、形状を保持することが難しくなる。
【0005】
この点、上記特許文献3に記載されているように、ポリオール成分としてポリマーポリオールを使用すると、ポリマーポリオール中の粒子の破泡作用により、連通化構造を形成することができる。しかし、粒子により樹脂骨格が補強されるため、ウレタン発泡成形体が硬くなる。つまり、ポリマーポリオールを使用すると、ウレタン発泡成形体の低ばね化が難しくなる。
【0006】
また、車両のエンジンルーム内において、騒音の発生源であるエンジンの周囲に吸音材を配置する場合、エンジンは発熱を伴うため、吸音材には耐熱老化性が要求される。しかし、ウレタン発泡成形体を低密度化すると、熱でへたりやすくなる。このため、車両の吸音材等にウレタン発泡成形体を用いる場合には、低密度化すると共に、耐熱老化性を向上させる必要がある。
【0007】
本発明は、このような実情に鑑みてなされたものであり、成形型内での発泡成形により製造されるウレタン発泡成形体であって、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れたウレタン発泡成形体を提供することを課題とする。また、その製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
(1)上記課題を解決するため、本発明のウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られたウレタン発泡成形体であって、前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とする。
【0009】
本発明のウレタン発泡成形体は、ポリイソシアネート成分として、TDIを含有する。このため、ウレタン発泡成形体を低密度化しやすい。また、TDIを配合することにより、発泡ウレタン樹脂原料の成形型内での流れ性を、確保することができる。したがって、ウレタン発泡成形体の形状が複雑な場合でも、当該形状の成形型を用いて発泡成形するだけで、容易に製造することができる。つまり、ウレタン発泡成形体の設計の自由度が高くなる。
【0010】
ウレタン発泡成形体が、車両の吸音材等としてエンジン近くに配置される場合、ウレタン発泡成形体には、耐熱老化性が要求される。例えば、ポリイソシアネート成分としてTDIのみを用いたウレタン発泡成形体は、熱により収縮しやすい。熱収縮は、低密度化すると、より顕著になる。この点、本発明のウレタン発泡成形体は、ポリイソシアネート成分として、TDIに加えてMDIを含有する。MDIを併用することにより、耐熱老化性を向上させることができる。また、MDIの一つとして、MDIとポリオールとを反応させて得られるMDIプレポリマーを用いると、発泡ウレタン樹脂原料の粘度を調整することができる。これにより、成形性をより向上させることができる。
【0011】
ここで、ウレタン発泡成形体の発泡成形における、発泡反応および硬化反応について説明する。図1に、発泡成形における発泡反応および硬化反応の推移を模式的に示す。図1中、細実線で示すように、発泡成形の開始と共に、まず、発泡反応が進行する。発泡反応の速度は、前半に大きく、後半に小さくなる。一方、図1中、太実線で示すように、硬化反応の速度は、前半に小さく、反応熱による温度上昇に伴い、後半に大きくなる。セル構造が良好なウレタン発泡成形体を得るためには、発泡反応と硬化反応とが、バランスのとれた速度で進行する必要がある。通常、発泡、硬化の反応速度の調整には、ポリオール成分や、ポリイソシアネート成分に応じて、アミン系の触媒が用いられる。
【0012】
例えば、硬化反応の速度が大きいと、図1中、一点鎖線(a)で示すように、硬化反応の推移は直線に近くなる。この場合には、気泡が連続的に繋がった連通化構造を形成することが難しく、脱型後にウレタン発泡成形体が収縮してしまう。これに対して、図1中、点線(b)で示すように、前半には硬化反応の速度を小さくし、反応熱による温度上昇に伴い、後半に硬化反応の速度を急激に大きくすると、連通化構造を形成することができる。よって、脱型後の収縮を抑制することができる。加えて、前半の硬化反応速度が小さいため、発泡ウレタン樹脂原料の流れ性が阻害されにくい。すなわち、成形型が複雑な形状を呈していても、成形型の隅々まで発泡ウレタン樹脂原料を行き渡らせることができる。
【0013】
このような検討から、本発明者は、触媒の活性化エネルギーに着目した。活性化エネルギーを持つ触媒は、温度依存性を有する。すなわち、活性化エネルギーを持つ触媒を用いると、温度に応じて、発泡反応または硬化反応の速度を変化させることができる。活性化エネルギーには、樹脂化(ゲル化)の活性化エネルギーと泡化(ブロー化)の活性エネルギーとがある。本発明者は、鋭意研究を重ねた結果、樹脂化の活性化エネルギーが泡化の活性化エネルギー以上であるアミン系触媒を用いれば、TDIとMDIとからなるポリイソシアネート成分を含む発泡ウレタン樹脂原料において、好適な硬化の反応速度を実現できる、という知見を得た。
【0014】
このような知見に基づいてなされた本発明のウレタン発泡成形体は、触媒として、樹脂化と泡化との活性化エネルギー比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を用いる。樹脂化の活性化エネルギーが、泡化の活性化エネルギーの同等以上であるため、硬化反応における温度依存性が大きい。すなわち、所定の温度で発泡成形を行った場合に、前半において硬化反応の速度を小さくし、後半において反応熱による温度上昇に伴い、硬化反応の速度を急激に大きくすることができる。当該触媒で反応速度を調整することにより、低密度であっても、連通化構造を有するウレタン発泡成形体を得ることができる。これにより、ウレタン発泡成形体の低ばね化を実現することができる。したがって、本発明のウレタン発泡成形体を、車両の吸音材等として用いると、車両の軽量化と固体伝播音の低減とを両立させることができる。
【0015】
(2)本発明のウレタン発泡成形体の製造方法は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形するウレタン発泡成形体の製造方法であって、前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とする。
【0016】
本発明の製造方法によると、上記本発明のウレタン発泡成形体を、容易に製造することができる。すなわち、本発明の製造方法によると、触媒として、樹脂化と泡化との活性化エネルギー比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を用いる。これにより、TDIとMDIとからなるポリイソシアネート成分を用いた場合に、発泡反応の速度と硬化反応の速度とのバランスをとることができ、低密度であってもセル構造が良好なウレタン発泡成形体を得ることができる。
【図面の簡単な説明】
【0017】
【図1】発泡成形における発泡反応および硬化反応の推移を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明のウレタン発泡成形体およびその製造方法の実施形態について説明する。なお、本発明のウレタン発泡成形体およびその製造方法は、以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。
【0019】
<ウレタン発泡成形体>
本発明のウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料から製造される。まず、発泡ウレタン樹脂原料について説明する。
【0020】
[ポリオール成分]
ポリオール成分としては、公知のポリオールを用いればよい。例えば、多価ヒドロキシ化合物、ポリエーテルポリオール類、ポリエステルポリオール類、ポリエーテルポリアミン類、ポリエステルポリアミン類、アルキレンポリオール類、ウレア分散ポリオール類、メラミン変性ポリオール類、ポリカーボネートポリオール類、アクリルポリオール類、ポリブタジエンポリオール類、フェノール変性ポリオール類等が挙げられる。これらの一種を単独で、または二種以上を混合して用いればよい。なお、ウレタン発泡成形体のばね定数を小さくするという観点から、ポリオール成分として、ポリマーポリオール類を含まない態様が望ましい。
【0021】
ポリオールの官能基数は、2以上8以下が望ましい。官能基数が2未満の場合には、ポリイソシアネート成分との連鎖反応が途切れやすくなる。このため、高分子化しにくくなる。官能基数が8を超えると、ウレタン発泡成形体の伸びが低下する。また、ポリオールの平均分子量は、1000以上10000以下が望ましい。平均分子量が1000未満の場合には、ウレタン発泡成形体のばね定数が大きくなり、硬くなる。平均分子量が10000を超えると、粘度が高くなる。このため、ポリイソシアネート成分との反応が難しくなる。
【0022】
[ポリイソシアネート成分]
ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなる。
【0023】
TDIとしては、2,4′−TDIと2,6′−TDIとの混合物が好適である。2,4′−TDIと2,6′−TDIとの配合比は、成形型内での流れ性や反応性を考慮すると、質量比で80:20〜65:35であることが望ましい。また、TDIの配合量は、ポリイソシアネート成分の全体を100質量%とした場合の10質量%以上20質量%以下であることが望ましい。10質量%未満の場合には、成形性が低下する。反対に、20質量%を超えると、脱型時に収縮しやすく、形状を保持することが難しくなる。また、ウレタン発泡成形体の耐熱老化性が低下する。
【0024】
MDIとしては、1分子中にイソシアネート基とベンゼン環とを二つずつ有するモノメリックMDI(2核体)と、1分子中にイソシアネート基とベンゼン環とを3個ずつ以上有するポリメリックMDI(多核体)と、の両方を用いることが望ましい。これら両方のMDIを用いることにより、ウレタン発泡成形体の耐熱老化性を向上させることができる。
【0025】
モノメリックMDIは、2,4′−MDIと4,4′−MDIとの混合物である。2,4′−MDIと4,4′−MDIとの配合比は、成形性や耐熱老化性を考慮すると、質量比で40:60〜50:50であることが望ましい。MDI中のモノメリックMDIの配合量は、MDIを100質量%とした場合の75質量%以上90質量%以下であることが望ましい。
【0026】
ポリメリックMDIの1分子中のベンゼン環数(核数)の上限は、一般に、6程度である。したがって、ポリメリックMDIとしては、3〜6核体のMDIを採用すればよい。ポリメリックMDIの配合量は、MDIを100質量%とした場合の8質量%以上24.9質量%以下であることが望ましい。
【0027】
MDIとしては、モノメリックMDI、ポリメリックMDIに加えて、さらにMDIプレポリマーを用いることが望ましい。MDIプレポリマーを含む場合には、含まない場合と比較して、発泡ウレタン樹脂原料の粘度を高くすることができる。これにより、成形性が向上する。MDIプレポリマーの配合量は、MDIを100質量%とした場合の0.1質量%以上2質量%以下であることが望ましい。
【0028】
MDIプレポリマーは、MDIとポリオール類とを反応させて製造される。例えば、上述したMDIを、官能基数3のポリオールと反応させると、三つのウレタン結合を有するMDIプレポリマーが得られる。なかでも、MDIと3官能のエーテル系ポリオールとを反応させて得られる、イソシアネート末端のMDIプレポリマーが好適である。ここで、3官能のエーテル系ポリオールとしては、分子量が2000程度のポリエーテル基(末端にOH基を有する)の三つが結合してなる、分子量が6000程度のポリオールが挙げられる。
【0029】
[触媒]
触媒は、樹脂化の活性化エネルギー(ΔEGell)と泡化の活性化エネルギー(ΔEBlow)との比(ΔEGell/ΔEBlow)が1以上のアミン系触媒を含む。このようなアミン系触媒としては、例えば、N,N,N′,N′−テトラメチルヘキサン−1、6−ジアミン、N,N,N′,N′′,N′′−ペンタメチル−ジエチレントリアミン、N,N,N′,N′′,N′′′,N′′′−ヘキサメチルトリエチレン−テトラアミン、N,N′,N′−トリメチルアミノエチルピペラジン、ビス(2−ジメチルアミノエチル)エーテル等が挙げられる。また、市販されている以下の商品を使用してもよい。東ソー(株)製「TOYOCAT(登録商標)−B41」、「TOYOCAT−F22」、「TOYOCAT−MR」、「TOYOCAT−D60」、「TOYOCAT−NP」、「TOYOCAT−DT」、「TOYOCAT−ETS」、「TOYOCAT−ET」。なかでも、N,N′,N′−トリメチルアミノエチルピペラジンを含むものが望ましい。N,N′,N′−トリメチルアミノエチルピペラジンのΔEGellは6.4Kcal/molであり、ΔEBlowは4.5Kcal/molである。よって、ΔEGell/ΔEBlowの値は約1.42である。活性化エネルギーの測定は、例えば、東洋曹達研究報告 第28巻 第1号(1984)「ポリウレタン生成反応における第3級アミンの触媒作用」(荒井昭治、他三名)に記載された方法に準じて行えばよい。
【0030】
ΔEGell/ΔEBlowの値が1以上のアミン系触媒の配合量は、ポリオール成分の100質量部に対して、0.1質量部以上2質量部以下であることが望ましい。0.1質量部未満の場合には、発泡反応、硬化反応の速度調整効果が充分に得られない。また、2質量部を超えると、発泡反応、硬化反応の速度が大きくなり、成形性が悪化するおそれがある。
【0031】
また、発泡反応および硬化反応の速度を調整するために、触媒は、ΔEGell/ΔEBlowが1以上のアミン触媒に加えて、他の触媒を含有してもよい。例えば、テトラメチルエチレンジアミン、ビス(ジメチルアミノエチル)エーテル、トリエチレンジアミン、トリエチルアミン等のアミン系触媒、蟻酸、クエン酸、ブチル酸、2エチルヘキサン酸等の酸、ラウリン酸錫、オクタン酸錫等の有機金属系触媒が挙げられる。
【0032】
[その他]
発泡ウレタン樹脂原料は、発泡剤、整泡剤、架橋剤、難燃剤、帯電防止剤、減粘剤、安定剤、充填剤、着色剤等を適宜含有してもよい。例えば、発泡剤としては水が好適である。水以外には、塩化メチレン、フロン類、CO2ガス等が挙げられる。また、整泡剤としてはシリコーン系整泡剤が、架橋剤としてはジエチレングリコール、トリエタノールアミン、ジエタノールアミン等が好適である。
【0033】
次に、本発明のウレタン発泡成形体の物性について説明する。本発明のウレタン発泡成形体は、低密度かつ低ばね定数である。具体的には、ウレタン発泡成形体の密度は、40kg/m3以上60kg/m3以下であることが望ましい。また、ウレタン発泡成形体の硬度は、高分子計器(株)製の「アスカーゴム硬度計F型」で測定した場合に、50以下であることが望ましい。このような特性を有する本発明のウレタン発泡成形体は、特に、車両用の吸音材、振動吸収材として好適である。
【0034】
<ウレタン発泡成形体の製造方法>
本発明のウレタン発泡成形体の製造方法は、上述した発泡ウレタン樹脂原料を、成形型内で発泡成形する。例えば、ポリオール成分に、触媒、発泡剤、整泡剤等を予め混合して、プレミックスポリオールを調製しておくとよい。そして、調製したプレミックスポリオールに、ポリイソシアネート成分を混合し、成形型内で発泡成形すればよい。プレミックスポリオールとポリイソシアネート成分との混合は、プロペラ等を用いて機械的に攪拌して行うことができる。また、プレミックスポリオールとポリイソシアネート成分とを、各々、高圧で噴射して、両成分を衝突させて混合してもよい(衝突攪拌法)。衝突攪拌法によると、連続生産が可能になる。このため、大量生産に好適である。また、衝突攪拌法によると、機械的に攪拌する方法と比較して、混合するごとに必要であった容器の洗浄工程が不要となり、歩留まりも向上する。よって、製造コストを低減することができる。
【0035】
ポリオール成分とポリイソシアネート成分とは、NCOインデックス(イソシアネート基/活性水素基の当量比)が0.6以上1.2以下となるように、混合することが望ましい。NCOインデックスが0.6未満では、耐熱老化性が低下する。また1.2を超えると、ばね定数が大きくなり、成形性も低下する。NCOインデックスは、0.8以上1.0以下であるとより好適である。
【実施例】
【0036】
次に、実施例を挙げて本発明をより具体的に説明する。
【0037】
<ウレタン発泡成形体の製造>
下記表1に示す原料を、同表に示す質量割合で配合して、発泡ウレタン樹脂原料を調製した。まず、ポリオール成分(POL)のポリエーテルポリオール(住化バイエルウレタン(株)製「S−0248」、平均分子量6000、官能基数3、OH価28mgKOH/g)に、発泡剤の水、所定のアミン系触媒、およびシリコーン系整泡剤(東レ・ダウコーニング(株)製)を混合して、プレミックスポリオールを調製した。表1中、触媒A〜Cについては、以下の通りである。
触媒A:N,N′,N′−トリメチルアミノエチルピペラジン(東ソー(株)製「TOYOCAT−NP」、ΔEGell/ΔEBlow=1.42)
触媒B:同社製「TOYOCAT−D60」(ΔEGell/ΔEBlow=4.2)
触媒C:N,N,N′,N′−テトラメチルエチレンジアミン(同社製「TOYOCAT−TE」)
次に、ポリイソシアネート成分(ISO)として、TDIとMDIとを適宜組み合わせた組成物を準備した。MDIプレポリマーには、MDIと3官能のエーテル系ポリオールとを反応させたものを用いた。そして、調製したプレミックスポリオールとポリイソシアネート成分の組成物とを、NCOインデックスが0.85となるように混合し、発泡ウレタン樹脂原料を調製した。
【0038】
それから、発泡ウレタン樹脂原料(液温22℃)を、55℃に加熱された成形型のキャビティ(縦120mm×横120mm×厚さ60mmの直方体状)に注入し、密閉した。その後、5分間発泡成形し、脱型して、ウレタン発泡成形体を得た。
【表1】
【0039】
<密度の測定>
得られたウレタン発泡成形体の密度を、JIS K 7222(1999)に準じて測定した。測定結果を、上記表1にまとめて示す。表1に示すように、実施例および比較例のウレタン発泡成形体の密度は、全て50kg/m3であった。つまり、いずれのウレタン発泡成形体も、低密度であった。
【0040】
<成形性の評価>
得られたウレタン発泡成形体の成形性を評価した。成形性については、脱型後に収縮、膨れ等がないものを非常に良好(表1中◎印で示す)、脱型の際、僅かに膨れたが、速やかに元に戻ったものを良好(表1中○印で示す)、脱型後に形状を保持することができなかったものを不良(表1中×印で示す)、と評価した。評価結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体の成形性は、全て良好または非常に良好であった。一方、ΔEGell/ΔEBlow≧1である触媒A、Bを用いなかった比較例1、イソシアネートとしてTDIを用いなかった比較例2の各ウレタン発泡成形体の成形性は、いずれも不良であった。
【0041】
<硬度の測定>
得られたウレタン発泡成形体の硬度を、高分子計器(株)製「アスカーゴム硬度計F型」にて測定した。測定結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体については、いずれも硬度が低かった。つまり、ばね定数が小さかった。
【0042】
<耐熱老化性の評価>
得られたウレタン発泡成形体の耐熱老化性を評価した。耐熱老化性の評価は、次のようにして行った。まず、得られたウレタン発泡成形体から、縦50mm×横50mm×厚さ50mmの立方体の試験片を作製した。次に、試験片を、160℃下で72時間保持した。その後、厚さ方向の寸法を測定し、初期状態からの寸法変化率を算出した。評価結果を、上記表1にまとめて示す。表1に示すように、実施例のウレタン発泡成形体については、熱老化後の寸法変化率が−30%以下であった。つまり、熱老化後においても、あまり収縮していなかった。なかでも、モノメリックMDIとポリメリックMDIとの両方を用いた実施例5、6のウレタン発泡成形体については、寸法変化率が−5%であり、他の実施例のウレタン発泡成形体よりも耐熱老化性が高くなった。
【0043】
以上より、本発明のウレタン発泡成形体は、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れることが確認された。また、本発明の製造方法によると、このようなウレタン発泡成形体を、容易に得ることができることが確認された。
【産業上の利用可能性】
【0044】
本発明のウレタン発泡成形体は、車両、電子機器、電気製品等の様々な分野における吸音材、振動吸収材として用いることができる。例えば、エンジンの騒音を低減するために車両のエンジンルームに配置されるエンジンカバーやサイドカバー、OA(Office Automation)機器や家電製品のモーター用吸音材等に好適である。
【特許請求の範囲】
【請求項1】
ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られたウレタン発泡成形体であって、
前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、
前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とするウレタン発泡成形体。
【請求項2】
前記アミン系触媒は、N,N′,N′−トリメチルアミノエチルピペラジンを含む請求項1に記載のウレタン発泡成形体。
【請求項3】
前記アミン系触媒の配合量は、前記ポリオール成分の100質量部に対して、0.1質量部以上2質量部以下である請求項1または請求項2に記載のウレタン発泡成形体。
【請求項4】
前記トリレンジイソシアネートの配合量は、前記ポリイソシアネート成分の全体を100質量%とした場合の10質量%以上20質量%以下である請求項1ないし請求項3のいずれかに記載のウレタン発泡成形体。
【請求項5】
前記ジフェニルメタンジイソシアネートは、モノメリックMDIとポリメリックMDIとを含む請求項1ないし請求項4のいずれかに記載のウレタン発泡成形体。
【請求項6】
前記ジフェニルメタンジイソシアネートは、さらに、MDIプレポリマーを含む請求項5に記載のウレタン発泡成形体。
【請求項7】
ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形するウレタン発泡成形体の製造方法であって、
前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、
前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とするウレタン発泡成形体の製造方法。
【請求項1】
ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られたウレタン発泡成形体であって、
前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、
前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とするウレタン発泡成形体。
【請求項2】
前記アミン系触媒は、N,N′,N′−トリメチルアミノエチルピペラジンを含む請求項1に記載のウレタン発泡成形体。
【請求項3】
前記アミン系触媒の配合量は、前記ポリオール成分の100質量部に対して、0.1質量部以上2質量部以下である請求項1または請求項2に記載のウレタン発泡成形体。
【請求項4】
前記トリレンジイソシアネートの配合量は、前記ポリイソシアネート成分の全体を100質量%とした場合の10質量%以上20質量%以下である請求項1ないし請求項3のいずれかに記載のウレタン発泡成形体。
【請求項5】
前記ジフェニルメタンジイソシアネートは、モノメリックMDIとポリメリックMDIとを含む請求項1ないし請求項4のいずれかに記載のウレタン発泡成形体。
【請求項6】
前記ジフェニルメタンジイソシアネートは、さらに、MDIプレポリマーを含む請求項5に記載のウレタン発泡成形体。
【請求項7】
ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形するウレタン発泡成形体の製造方法であって、
前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、
前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含むことを特徴とするウレタン発泡成形体の製造方法。
【図1】

【公開番号】特開2012−31248(P2012−31248A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−170211(P2010−170211)
【出願日】平成22年7月29日(2010.7.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【出願人】(000219668)東海化成工業株式会社 (39)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月29日(2010.7.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【出願人】(000219668)東海化成工業株式会社 (39)
【Fターム(参考)】
[ Back to top ]