
ウレタン発泡成形体およびその製造方法
【課題】 熱伝導性が高く、かつ難燃性に優れたウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有する。熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、熱伝導性フィラーの少なくとも一部は配向されている。配向された熱伝導性フィラーにおける熱伝導性粒子は、膨張黒鉛粒子を含む。また、ウレタン発泡成形体の製造方法は、発泡ウレタン樹脂原料と、熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有する。熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、熱伝導性フィラーの少なくとも一部は配向されている。配向された熱伝導性フィラーにおける熱伝導性粒子は、膨張黒鉛粒子を含む。また、ウレタン発泡成形体の製造方法は、発泡ウレタン樹脂原料と、熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば吸音材や振動吸収材等として用いられるウレタン発泡成形体、およびその製造方法に関する。
【背景技術】
【0002】
ウレタン発泡成形体は、吸音材、振動吸収材等として、自動車等の様々な分野で用いられている。ウレタン発泡成形体は、内部に多数のセル(気泡)を有する。このため、ウレタン発泡成形体の熱伝導率は小さい。したがって、発熱を伴う部品の周囲に配置した場合、ウレタン発泡成形体に熱が蓄積され、当該部品の温度上昇を招くおそれがある。このような問題を解消するためには、ウレタン発泡成形体の放熱性を向上させる必要がある。例えば、特許文献1、2には、配向した磁性粒子を有するウレタン発泡成形体が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−230544号公報
【特許文献2】特開2009−51148号公報
【特許文献3】特開2006−219562号公報
【特許文献4】特開2007−44919号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1、2に開示されているウレタン発泡成形体のように、ポリウレタンフォーム中に、磁性粒子を互いに連接した状態で配向させると、磁性粒子の配向方向に熱の伝達経路が形成される。これにより、ウレタン発泡成形体の放熱性を、向上させることができる。しかし、磁性粒子として用いられる鉄やステンレス鋼の熱伝導率は、比較的小さい。このため、磁性粒子を配向させるだけでは、ウレタン発泡成形体の放熱性を満足いくレベルまで向上させることは難しい。
【0005】
一方、磁性粒子を配合すると、ウレタン発泡成形体の難燃性が低下するという問題がある。すなわち、難燃性が付与されているウレタン発泡成形体は、炎に晒されても火種を落下させて延焼を抑制するドロッピング作用を有する。しかし、磁性粒子を含有する場合には、ドロッピング作用が損なわれ、ウレタン発泡成形体の自己消化性が低下してしまうと考えられる。
【0006】
本発明は、このような実情に鑑みてなされたものであり、熱伝導性が高く、かつ難燃性に優れたウレタン発泡成形体、およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
(1)上記課題を解決するため、本発明のウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有し、該熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、該熱伝導性フィラーの少なくとも一部は配向されており、配向された該熱伝導性フィラーにおける該熱伝導性粒子は、膨張黒鉛粒子を含むことを特徴とする。
【0008】
本発明のウレタン発泡成形体は、熱伝導性フィラーとして、磁性粒子と熱伝導性粒子とを含有する。熱伝導性粒子は、非磁性体からなり、磁性粒子よりも熱伝導率が大きい。磁性粒子に加えて、熱伝導性粒子が含有されているため、本発明のウレタン発泡成形体は、高い熱伝導性を有する。
【0009】
熱伝導性粒子は、非磁性体からなる。このため、本来ならば、熱伝導性粒子を磁力により配向させることはできない。しかし、本発明のウレタン発泡成形体においては、発泡成形時に磁場を作用させることにより、磁性粒子が磁力線に沿って配向しようとする。この際、発泡ウレタン樹脂原料が流動することにより、熱伝導性粒子も、磁力線に沿うように配置されやすい。また、後述するように、磁性粒子が熱伝導性粒子の表面に付着して複合粒子を形成している場合には、表面に付着した磁性粒子が磁力線に沿って配向しようとするのに伴い、複合粒子が、磁力線に沿って配向する。このように、熱導電性フィラーの全部もしくは一部が配向することにより、本発明のウレタン発泡成形体の一端に加わった熱は、磁性粒子および熱伝導性粒子を介して速やかに伝達され、他端から放出されやすくなる。したがって、熱伝導性がより向上する。
【0010】
また、配向された該熱伝導性フィラーにおける熱伝導性粒子は、膨張黒鉛粒子を含む。膨張黒鉛は、例えば、特許文献3、4に開示されているように、難燃剤として用いられる。膨張黒鉛は、鱗片状の黒鉛の層間に、加熱によりガスを発生する物質が挿入されたものである。膨張黒鉛に熱が加わると、発生したガスにより、層間が広がると共に、熱や化学品に対して安定した層が形成される。形成された層が絶縁層となり、熱の移動を妨げることにより、難燃効果がもたらされる。
【0011】
本発明のウレタン発泡成形体によると、磁性粒子と共に、熱伝導性粒子として膨張黒鉛粒子が配合されている。膨張黒鉛粒子は、配向されている。このため、単に膨張黒鉛粒子を配合し、膨張黒鉛粒子が不規則に分散されている場合と比較して、ウレタン発泡成形体に加わった熱が、膨張黒鉛粒子に伝達されやすい。その結果、膨張黒鉛粒子が、膨張開始温度に早く到達する。したがって、膨張黒鉛粒子による難燃効果が、より発揮されやすい。したがって、本発明のウレタン発泡成形体は、磁性粒子を含有していても、自己消化性が低下することなく、難燃性に優れる。
【0012】
(2)本発明のウレタン発泡成形体の製造方法は、上記(1)の構成のウレタン発泡成形体の製造方法であって、発泡ウレタン樹脂原料と、前記熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有することを特徴とする。
【0013】
本発明の製造方法によると、上記本発明のウレタン発泡成形体を、簡便に製造することができる。また、発泡成形工程において、キャビティ内の磁束密度が略均一な磁場中で発泡成形を行う。したがって、磁束密度の違いによる熱伝導性フィラーの偏在を、抑制することができる。これにより、熱伝導性フィラーの配合量が比較的少量でも、熱伝導性の高い上記本発明のウレタン発泡成形体を製造することができる。
【発明の効果】
【0014】
本発明によると、熱伝導性が高く、かつ難燃性に優れたウレタン発泡成形体、およびその簡便な製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】実施例において、ウレタン発泡成形体の製造に使用した磁気誘導発泡成形装置の斜視図である。
【図2】同磁気誘導発泡成形装置の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明のウレタン発泡成形体およびその製造方法の実施形態について説明する。なお、本発明のウレタン発泡成形体およびその製造方法は、以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。
【0017】
<ウレタン発泡成形体>
本発明のウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有する。
【0018】
基材のポリウレタンフォームは、ポリイソシアネート成分およびポリオール成分等を含む発泡ウレタン樹脂原料から製造される。詳細は、後述する本発明のウレタン発泡成形体の製造方法において説明する。
【0019】
熱伝導性フィラーは、磁性粒子と熱伝導性粒子とを含む。また、熱伝導性フィラーの少なくとも一部は、基材のポリウレタンフォーム中において、配向されている。勿論、熱伝導性フィラーの全部が配向されていてもよい。例えば、熱伝導性フィラーとして、磁性粒子と熱伝導性粒子とが各々配合されている場合には、磁場中での発泡成形により、主に磁性粒子が配向する。また、熱伝導性フィラーとして、磁性粒子が熱伝導性粒子の表面に付着した複合粒子が配合されている場合には、複合粒子が配向する。また、熱伝導性フィラーとして、複合粒子と熱伝導性粒子とが配合されている場合には、主に複合粒子が配向する。
【0020】
ウレタン発泡成形体中の熱伝導性フィラーの含有量は、発泡成形に対する影響、熱伝導性、および難燃性等を考慮して、決定すればよい。例えば、発泡成形を阻害せず、所望の吸音特性等を有するウレタン発泡成形体を得るためには、熱伝導性フィラーの含有量を、ウレタン発泡成形体の体積を100体積%とした場合の、20体積%以下とすることが望ましい。一方、所望の熱伝導性、難燃性を確保するためには、熱伝導性フィラーの含有量を、1体積%以上とすることが望ましい。
【0021】
磁性粒子は、磁化特性に優れたものであればよく、例えば、鉄、ニッケル、コバルト、ガドリニウム、ステンレス鋼、マグネタイト、マグヘマイト、マンガン亜鉛フェライト、バリウムフェライト、ストロンチウムフェライト等の強磁性体、MnO、Cr2O3、FeCl2、MnAs等の反強磁性体、およびこれらを用いた合金類の粒子が好適である。なかでも、微細な粒子として入手しやすく、飽和磁化が高いという観点から、鉄、ニッケル、コバルト、およびこれらの鉄系合金(ステンレス鋼を含む)の粉末が好適である。
【0022】
熱伝導性粒子は、膨張黒鉛粒子を含む。膨張黒鉛粒子としては、膨張開始温度、粒子径、膨張率等を考慮して、公知の膨張黒鉛粉末を用いればよい。例えば、ウレタン発泡成形体の成形時の発熱温度よりも高い膨張開始温度を有するものを、選択する必要がある。具体的には、膨張開始温度が150℃以上の膨張黒鉛粒子が好適である。
【0023】
熱伝導性粒子としては、膨張黒鉛粒子のみを用いてもよく、膨張黒鉛粒子と、非磁性体からなる他の粒子と、を併用してもよい。熱伝導性粒子として、膨張黒鉛粒子のみを用いる場合、ウレタン発泡成形体の製造時において、発泡ウレタン樹脂原料と熱伝導性フィラー(磁性粒子+熱伝導性粒子)とを混合した混合原料の粘度上昇を抑制できる、という利点を有する。また、ウレタン発泡成形体の難燃性向上効果を高めることができる。しかし、他の粒子を含まない分、膨張黒鉛粒子の含有量が多くなる。このため、膨張黒鉛粒子の層間の酸成分により、ウレタンの硬化反応が阻害されるおそれがある。したがって、ウレタン発泡成形体の成形性の観点から、熱伝導性粒子としては、膨張黒鉛粒子と非磁性体からなる他の粒子と、を併用することが望ましい。なお、膨張黒鉛粒子の含有量の増加に伴う成形性の低下については、配合する触媒の配合量を増加することにより、抑制することが可能である。
【0024】
非磁性体からなる他の粒子を併用する場合、熱伝導率が大きい粒子を採用することが望ましい。例えば、熱伝導率が、200W/m・K以上の粒子が好適である。なお、本明細書では、強磁性体および反強磁性体以外の、反磁性体および常磁性体を、非磁性体と称す。このような粒子としては、膨張黒鉛以外の黒鉛粒子、炭素繊維、ダイヤモンド粒子の他、アルミニウム、金、銅、およびこれらを母材とする合金等の粒子が挙げられる。なかでも、安価で熱伝導率が高いという理由から、膨張黒鉛以外の黒鉛粒子を採用することが望ましい。膨張黒鉛以外の黒鉛粒子としては、鱗片状黒鉛、鱗状黒鉛、土状黒鉛等の天然黒鉛や、人造黒鉛等が挙げられる。人造黒鉛は、鱗片状になりにくい。このため、鱗片状であり、熱伝導率の向上効果が高いという理由から、天然黒鉛粒子が好適である。
【0025】
また、磁性粒子と熱伝導性粒子とは、複合粒子を形成していてもよい。例えば、熱伝導性粒子の表面に磁性粒子を付着させて、複合粒子を製造することができる。この場合、磁性粒子は、熱伝導性粒子の表面の一部のみに付着していてもよく、表面全体を被覆するように付着していてもよい。また、配向された熱伝導性フィラーが複合粒子を含む場合、複合粒子を構成する熱伝導性粒子は、膨張黒鉛粒子を含む。さらに、複合粒子を構成する熱伝導性粒子は、膨張黒鉛以外の黒鉛粒子を含んでいてもよい。
【0026】
複合粒子は、発泡成形時に磁場を作用させることにより、磁力線に沿って配向する。よって、膨張黒鉛粒子を複合粒子として用いることにより、基材のポリウレタンフォーム中に、膨張黒鉛粒子を配向させることができる。膨張黒鉛粒子が配向されると、ウレタン発泡成形体に加わった熱が、膨張黒鉛粒子に伝達されやすい。このため、膨張黒鉛粒子が、膨張開始温度に早く到達する。これにより、膨張黒鉛粒子による難燃効果を、速やかに発揮させることができる。また、複合粒子の場合、膨張黒鉛粒子の難燃効果を充分に発揮させることができるため、膨張黒鉛粒子の含有量を低減することができる。すなわち、膨張黒鉛粒子の含有量が多くなると、成形性に影響を及ぼしたり、吸音特性等の物性が低下するおそれがある。また、ウレタン発泡成形体の質量が増加して、コストもかさむ。これらの問題は、膨張黒鉛粒子を複合粒子として用いることにより、改善される。
【0027】
例えば、膨張黒鉛粒子が、全て複合粒子として含有される場合には、膨張黒鉛粒子の含有量を、ウレタン発泡成形体全体の質量を100質量%とした場合の5質量%以上とすることが望ましい。
【0028】
また、熱伝導性フィラーとして、複合粒子のみを含む場合には、成形性の観点から、膨張黒鉛粒子の表面に磁性粒子を付着させた複合粒子と、膨張黒鉛以外の黒鉛粒子の表面に磁性粒子を付着させた複合粒子と、の両方を含むことが望ましい。各々の複合粒子の配合比率は、難燃性、成形性等を考慮して適宜決定すればよい。
【0029】
複合粒子は、湿式での静電吸着法や、乾式での粉砕混合法、攪拌造粒法、メカノケミカル法等により製造することができる。例えば、攪拌造粒法においては、熱伝導性粒子の粉末、磁性粒子の粉末、および両者を接着するためのバインダーを含む原料を、高速攪拌して造粒する。攪拌造粒法によると、熱伝導性粒子と磁性粒子とを、バインダーによりソフトに接着させることができる。このため、熱伝導性粒子が、熱伝導性が高い形状(アスペクト比が大きな形状)を有する場合でも、その形状を崩すことなく、磁性粒子と複合化することができる。バインダーの種類は、磁性粒子の種類、発泡成形への影響等を考慮して、適宜選択すればよい。複合粒子の製造時には、高速攪拌により摩擦熱が生じる。このため、バインダーとしては、揮発性の無いものが望ましい。また、環境面を考慮すると、水系のバインダーが好適である。水系のバインダーとしては、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシプロピルメチルセルロース、ポリビニルアルコール等が挙げられる。
【0030】
複合粒子を形成する場合、熱伝導性粒子の大きさを、分散性や、発泡成形に使用する装置等を考慮して決定することが望ましい。例えば、熱伝導性粒子の粒子径を、500μm以下とすることが望ましい。300μm以下がより好適である。なお、本明細書においては、熱伝導性粒子の最大長さを、熱伝導性粒子の粒子径として採用する。
【0031】
磁性粒子の大きさは、熱伝導性粒子の大きさ、複合粒子の配向性、および複合粒子間の熱伝導性等を考慮して、適宜決定すればよい。例えば、磁性粒子の大きさが小さくなると、磁性粒子の飽和磁化が低下する傾向がある。したがって、より少量の磁性粒子により、複合粒子を配向させるためには、磁性粒子の平均粒子径を、100nm以上とする必要がある。1μm以上、さらには5μm以上とするとより好適である。なお、本明細書においては、磁性粒子の最大長さを、磁性粒子の粒子径として採用する。
【0032】
磁性粒子の形状は、特に限定されるものではない。例えば、磁性粒子の形状が扁平の場合には、隣接する熱伝導性粒子間の距離が短くなる。これにより、隣接する複合粒子間における熱伝導性が向上する。その結果、ウレタン発泡成形体の熱伝導率が向上する。また、磁性粒子の形状が扁平の場合には、磁性粒子と熱伝導性粒子とが面で接触する。つまり、両者の接触面積が大きくなる。これにより、磁性粒子と熱伝導性粒子との接着力が向上する。よって、磁性粒子が剥離しにくくなる。加えて、磁性粒子と熱伝導性粒子との間の熱伝導性も向上する。このような理由から、磁性粒子としては、薄片状の粒子を採用することが望ましい。
【0033】
<ウレタン発泡成形体の製造方法>
本発明のウレタン発泡成形体の製造方法は、原料混合工程と発泡成形工程とを有する。以下、各工程について説明する。
【0034】
(1)原料混合工程
本工程は、発泡ウレタン樹脂原料と、熱伝導性フィラーと、を混合して混合原料とする工程である。
【0035】
発泡ウレタン樹脂原料は、ポリオール、ポリイソシアネート等の既に公知の原料から調製すればよい。ポリオールとしては、多価ヒドロキシ化合物、ポリエーテルポリオール類、ポリエステルポリオール類、ポリマーポリオール類、ポリエーテルポリアミン類、ポリエステルポリアミン類、アルキレンポリオール類、ウレア分散ポリオール類、メラミン変性ポリオール類、ポリカーボネートポリオール類、アクリルポリオール類、ポリブタジエンポリオール類、フェノール変性ポリオール類等の中から適宜選択すればよい。また、ポリイソシアネートとしては、例えば、トリレンジイソシアネート、フェニレンジイソシアネート、キシリレンジイソシアネート、ジフェニルメタンジイソシアネート、トリフェニルメタントリイソシアネート、ポリメチレンポリフェニルイソシアネート、ナフタレンジイソシアネート、およびこれらの誘導体(例えばポリオール類との反応により得られるプレポリマー類、変成ポリイソシアネート類等)等の中から適宜選択すればよい。
【0036】
発泡ウレタン樹脂原料には、さらに、触媒、発泡剤、整泡剤、可塑剤、架橋剤、難燃剤、帯電防止剤、減粘剤、安定剤、充填剤、着色剤等を適宜配合してもよい。例えば、触媒としては、テトラエチレンジアミン、トリエチレンジアミン、ジメチルエタノールアミン等のアミン系触媒や、ラウリン酸錫、オクタン酸錫等の有機金属系触媒が挙げられる。また、発泡剤としては水が好適である。水以外には、塩化メチレン、フロン類、CO2ガス等が挙げられる。また、整泡剤としてはシリコーン系整泡剤が、架橋剤としてはトリエタノールアミン、ジエタノールアミン等が好適である。
【0037】
熱伝導性フィラーについては、上述したように、磁性粒子と熱伝導性粒子とを各々配合してもよく、磁性粒子が熱伝導性粒子の表面に付着した複合粒子を配合してもよく、複合粒子と熱伝導性粒子とを配合してもよい。磁性粒子、熱伝導性粒子の種類等については、上記本発明のウレタン発泡成形体の説明において述べた通りである。よって、ここでは説明を省略する。
【0038】
混合原料は、例えば、発泡ウレタン樹脂原料および熱伝導性フィラーを、プロペラ等を用いて機械的に攪拌して製造することができる。また、発泡ウレタン樹脂原料の二つの成分(ポリオール原料、ポリイソシアネート原料)の少なくとも一方に、熱伝導性フィラーを添加して、二種類の原料を調製した後、両原料を混合して製造してもよい。後者の場合、例えば、本工程を、発泡ウレタン樹脂原料として、ポリオール、触媒、および発泡剤を含むポリオール原料と、ポリイソシアネートを含むポリイソシアネート原料と、を調製し、該ポリオール原料および該ポリイソシアネート原料の少なくとも一方に、熱伝導性フィラーを配合する原料調製工程と、該ポリオール原料と該ポリイソシアネート原料とを各々圧送してミキシングヘッドへ供給し、両原料を該ミキシングヘッド内で混合して混合原料とする混合工程と、により構成することができる。
【0039】
本構成によると、ミキシングヘッド内において、ポリオール原料とポリイソシアネート原料とを、各々高圧で噴射して衝突させることにより混合する衝突攪拌法を採用することができる。衝突攪拌法によると、連続生産が可能になる。よって、衝突攪拌法は、大量生産に好適である。また、衝突攪拌法によると、機械的に攪拌する方法と比較して、混合するごとに必要であった容器の洗浄工程が不要となり、歩留まりも向上する。よって、製造コストを低減することができる。
【0040】
衝突攪拌法では、熱伝導性フィラーが予め配合されたポリオール原料、ポリイソシアネート原料を、各々、高圧発泡装置のミキシングヘッドに設けられた噴射孔から高圧で噴射させて衝突させる。仮に、熱伝導性フィラーの大きさが、噴射孔の孔径よりも大きいと、熱伝導性フィラーの接触により、噴射孔に傷が付きやすい。これにより、ミキシングヘッドの耐久性が低下するおそれがある。また、熱伝導性フィラーの大きさが大きい程、熱伝導性フィラーが、ポリオール原料等において沈降しやすくなる。このため、均一な混合が難しい。よって、衝突攪拌法を採用する場合には、熱伝導性フィラーの最大長さは、ポリオール原料およびポリイソシアネート原料が噴射される噴射孔の孔径よりも、小さいことが望ましい。こうすることで、ミキシングヘッドに対する負荷を低減し、高圧発泡装置の高寿命化を図ることができる。また、熱伝導性フィラーの沈降が抑制されると共に、ポリオール原料等における粘度の上昇も低減することができる。例えば、熱伝導性フィラーの最大長さは、500μm以下であることが望ましい。
【0041】
(2)発泡成形工程
本工程は、先の原料混合工程にて得られた混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する工程である。
【0042】
磁場は、熱伝導性フィラーを配向させる方向に形成すればよい。例えば、熱伝導性フィラーを直線状に配向させる場合、発泡型のキャビティ内の磁力線が、キャビティの一端から他端に向かって略平行になるよう形成することが望ましい。また、磁場を構成する磁力線は閉ループを形成していることが望ましい。こうすることで、磁力線の漏洩が抑制され、キャビティ内に安定した磁場を形成することができる。
【0043】
本工程において、磁場は、キャビティ内の磁束密度が略均一になるように形成される。例えば、キャビティ内の磁束密度の差は、±10%以内であるとよい。±5%以内、さらには±3%以内であるとより好適である。キャビティ内に一様な磁場を形成することで、熱伝導性フィラーの偏在を抑制することができ、所望の配向状態を得ることができる。また、発泡成形は、200mT以上の磁束密度で行うとよい。こうすることで、混合原料中の熱伝導性フィラーが、配向しやすくなる。
【0044】
磁場は、発泡ウレタン樹脂原料の粘度が比較的低い間にかけられることが望ましい。発泡ウレタン樹脂原料が増粘し、発泡成形がある程度終了した時に磁場をかけると、熱伝導性フィラーが配向しにくいため、所望の熱伝導性を得ることが難しい。なお、発泡成形を行う時間のすべてにおいて磁場をかける必要はない。本工程にて発泡成形が終了した後、脱型して、本発明のウレタン発泡成形体を得る。
【実施例】
【0045】
次に、実施例を挙げて本発明をより具体的に説明する。
【0046】
<複合粒子の製造>
次のようにして、A〜Dの四種類の複合粒子を製造した。
【0047】
[複合粒子A]
熱伝導性粒子として、膨張黒鉛粉末(三洋貿易(株)から購入した「SYZR502FP」)、および天然黒鉛粉末(日本黒鉛工業(株)製「F♯2」)を用い、磁性粒子として、ステンレス鋼粉末(大同特殊鋼(株)製「DAP410L」、SUS410、球状、平均粒子径10μm)を用いて、複合粒子を製造した。まず、膨張黒鉛粉末と、天然黒鉛粉末と、ステンレス鋼粉末と、バインダーとしてのヒドロキシプロピルメチルセルロース(信越化学工業(株)製「TC−5」)と、を高速攪拌型混合造粒機((株)奈良機械製作所製「NMG−1L」)の容器内へ投入して、約3分間混合した。次に、水を添加して、さらに20分間混合した。得られた粉末を乾燥して、複合粒子Aを得た。なお、使用した材料の配合割合については、下記表1に示す(以下の複合粒子B〜Dについても同じ)。
【0048】
[複合粒子B]
磁性粒子、バインダーの配合割合を、各々変更した以外は、上記複合粒子Aと同様にして、複合粒子Bを製造した。
【0049】
[複合粒子C]
膨張黒鉛粉末を用いずに、複合粒子Cを製造した。すなわち、天然黒鉛粉末、ステンレス鋼粉末、およびバインダーを用いて、上記複合粒子Aと同様にして、複合粒子Cを製造した。
【0050】
[複合粒子D]
天然黒鉛粉末を用いずに、複合粒子Dを製造した。すなわち、膨張黒鉛粉末、ステンレス鋼粉末、およびバインダーを用いて、上記複合粒子Aと同様にして、複合粒子Dを製造した。
【表1】

【0051】
<ウレタン発泡成形体の製造>
[実施例1]
製造した複合粒子Aを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Aのうち、膨張黒鉛粒子を熱伝導性粒子とする粒子は50質量%、天然黒鉛粒子を熱伝導性粒子とする粒子は50質量%である。まず、ポリエーテルポリオール(住化バイエルウレタン(株)製「S−0248」、平均分子量6000、官能基数3、OH価28mgKOH/g)100質量部と、架橋剤のジエチレングリコール(三菱化学(株)製)2質量部と、発泡剤の水2質量部と、テトラエチレンジアミン系触媒(花王(株)製「カオーライザー(登録商標)No.31」)1.5質量部と、シリコーン系整泡剤(東レ・ダウコーニング(株)製「SZ−1333」)0.5質量部と、を混合して、ポリオール原料を調製した。また、ポリイソシアネート原料として、ジフェニルメタンジイソシアネート(MDI)(BASFINOACポリウレタン(株)製「NE1320B」、NCO=44.8wt%)を準備した。
【0052】
次に、ポリオール原料100質量部に、複合粒子A129.7質量部を添加、混合して、プレミックスポリオールを調製した。続いて、プレミックスポリオール100.6gと、ポリイソシアネート原料13.7gと、を混合して、混合原料とした。
【0053】
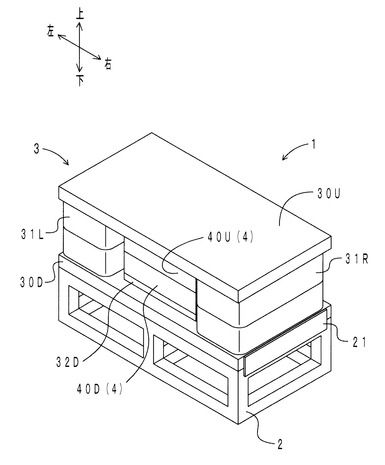
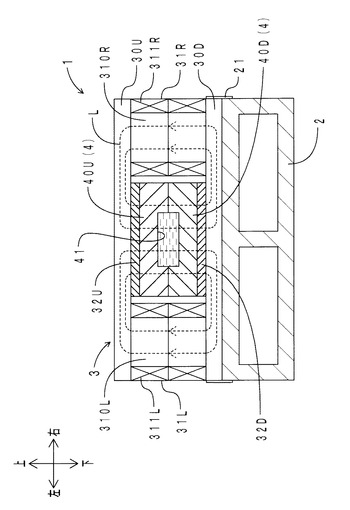
それから、混合原料を、アルミニウム製の発泡型(後述する図1、図2参照。キャビティは縦130mm×横130mm×厚さ20mmの直方体。)に注入し、発泡型を密閉した。そして、発泡型を磁気誘導発泡成形装置に設置して、発泡成形を行った。図1に、磁気誘導発泡成形装置の斜視図を示す。図2に、同装置の断面図を示す。図2においては、説明の便宜上、ヨーク部および芯部のハッチングを省略して示す。図1、図2に示すように、磁気誘導発泡成形装置1は、架台2と、電磁石部3と、発泡型4と、を備えている。
【0054】
電磁石部3は、架台2の上面に載置されている。電磁石部3と架台2とは、各々にブラケット21をねじ止めすることにより、固定されている。電磁石部3は、ヨーク部30U、30Dと、コイル部31L、31Rと、ポールピース32U、32Dと、を備えている。
【0055】
ヨーク部30Uは、鉄製であり、平板状を呈している。ヨーク部30Dも同様に、鉄製であり、平板状を呈している。ヨーク部30U、30Dは、上下方向に対向して配置されている。
【0056】
コイル部31Lは、ヨーク部30U、30Dの間に介装されている。コイル部31Lは、発泡型4の左側に配置されている。コイル部31Lは、上下方向に二つ重ねて配置されている。コイル部31Lは、各々、芯部310Lと導線311Lとを備えている。芯部310Lは、鉄製であって、上下方向に延びる柱状を呈している。導線311Lは、芯部310Lの外周面に巻装されている。導線311Lは、電源(図略)に接続されている。
【0057】
コイル部31Rは、ヨーク部30U、30Dの間に介装されている。コイル部31Rは、発泡型4の右側に配置されている。コイル部31Rは、上下方向に二つ重ねて配置されている。コイル部31Rは、各々、コイル部31Lと同様の構成を備えている。すなわち、コイル部31Rは、芯部310Rと導線311Rとを備えている。導線311Rは、芯部310Rの外周面に巻装されている。導線311Rは、電源(図略)に接続されている。
【0058】
ポールピース32Uは、鉄製であり、平板状を呈している。ポールピース32Uは、ヨーク部30Uの下面中央に配置されている。ポールピース32Uは、ヨーク部30Uと発泡型4との間に介装されている。ポールピース32Dは、鉄製であり、平板状を呈している。ポールピース32Dは、ヨーク部30Dの上面中央に配置されている。ポールピース32Dは、ヨーク部30Dと発泡型4との間に介装されている。
【0059】
発泡型4は、コイル部31Lとコイル部31Rとの間に、配置されている。発泡型4は、上型40Uと下型40Dとを備えている。上型40Uは、角柱状を呈している。上型40Uの下面には、凹部が形成されている。同様に、下型40Dは、角柱状を呈している。下型40Dの上面には、凹部が形成されている。上型40Uと下型40Dとは、互いの凹部の開口同士が向き合うように配置されている。上型40Uと下型40Dとの間には、上記凹部同士が合体することにより、直方体状のキャビティ41が区画されている。キャビティ41には、上述したように、混合原料が充填されている。
【0060】
導線311Lに接続された電源および導線311Rに接続された電源を、共にオンにすると、コイル部31Lの芯部310Lの上端がN極に、下端がS極に磁化される。このため、芯部310Lに、下方から上方に向かって磁力線L(図2に点線で示す)が発生する。同様に、コイル部31Rの芯部310Rの上端がN極に、下端がS極に磁化される。このため、芯部310Rに、下方から上方に向かって磁力線Lが発生する。
【0061】
コイル部31Lの芯部310L上端から放射された磁力線Lは、ヨーク部30U、ポールピース32Uを通って、発泡型4のキャビティ41内に流入する。その後、ポールピース32D、ヨーク部30Dを通って、芯部310L下端に流入する。同様に、コイル部31Rの芯部310R上端から放射された磁力線Lは、ヨーク部30U、ポールピース32Uを通って、発泡型4のキャビティ41内に流入する。その後、ポールピース32D、ヨーク部30Dを通って、芯部310R下端に流入する。このように、磁力線Lは閉ループを構成するため、磁力線Lの漏洩は抑制される。また、発泡型4のキャビティ41内には、上方から下方に向かって略平行な磁力線Lにより一様な磁場が形成される。具体的には、キャビティ41内の磁束密度は、約200mTであった。また、キャビティ41内における磁束密度の差は、±3%以内であった。
【0062】
発泡成形は、最初の約2分間は磁場をかけながら行い、続く約5分間は磁場をかけないで行った。発泡成形が終了した後、脱型して、ウレタン発泡成形体を得た。得られたウレタン発泡成形体を、実施例1のウレタン発泡成形体とした。実施例1のウレタン発泡成形体において、熱伝導性フィラー(複合粒子A)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0063】
[実施例2]
製造した複合粒子Bを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Bのうち、膨張黒鉛粒子を熱伝導性粒子とする粒子は50質量%、天然黒鉛粒子を熱伝導性粒子とする粒子は50質量%である。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子B261.5質量部と、可塑剤20質量部と、を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール381gと、上記実施例1で使用したポリイソシアネート原料15.1gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、実施例2のウレタン発泡成形体とした。実施例2のウレタン発泡成形体において、熱伝導性フィラー(複合粒子B)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の19.3体積%であった。
【0064】
[実施例3]
製造した複合粒子Dを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Dを構成する熱伝導性粒子は、全て膨張黒鉛粒子である。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子D129.7質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール100.6gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、実施例3のウレタン発泡成形体とした。実施例3のウレタン発泡成形体において、熱伝導性フィラー(複合粒子D)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0065】
[比較例1]
製造した複合粒子Cを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Cを構成する熱伝導性粒子は、全て天然黒鉛粒子である。つまり、比較例1においては、膨張黒鉛粒子を配合していない。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子C129.7質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール100.6gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、比較例1のウレタン発泡成形体とした。比較例1のウレタン発泡成形体において、熱伝導性フィラー(複合粒子C)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0066】
[比較例2]
熱伝導性フィラーとして、膨張黒鉛粒子のみを用いて、ウレタン発泡成形体を製造した。つまり、比較例2においては、磁性粒子を配合していない。まず、上記実施例1で使用したポリオール原料100質量部に、膨張黒鉛粉末(同上)21.2質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール51.5gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、磁場をかけずに発泡成形を行った。得られたウレタン発泡成形体を、比較例2のウレタン発泡成形体とした。比較例2のウレタン発泡成形体において、熱伝導性フィラー(膨張黒鉛粒子)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の0.7体積%であった。
【0067】
[比較例3]
製造した複合粒子Cと、膨張黒鉛粒子と、を熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Cを構成する熱伝導性粒子は、全て天然黒鉛粒子である。つまり、比較例3においては、膨張黒鉛粒子を、複合粒子としてではなく単独で配合した。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子C129.7質量部と、膨張黒鉛粉末(同上)21.2質量部と、を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール109.1gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、比較例3のウレタン発泡成形体とした。比較例3のウレタン発泡成形体において、熱伝導性フィラー(複合粒子C+膨張黒鉛粒子)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4.7体積%であった。
【0068】
<難燃性の評価>
実施例および比較例の各ウレタン発泡成形体について、難燃性を評価した。難燃性の評価は、米国のUnderwriters Laboratories,Inc.により制定された燃焼試験規格(UL94)に基づいて、行った。そして、「V−0」の判定基準を満たした場合を合格(表2中○印で示す)、満たさなかった場合を不合格(表2中×印で示す)と評価した。評価結果を、各ウレタン発泡成形体における原料の配合量と共に、表2に示す。
【表2】
【0069】
表2に示すように、実施例の各ウレタン発泡成形体については、UL94のV−0基準をクリアした。これにより、本発明のウレタン発泡成形体は、磁性粒子を含有していても、難燃性に優れることが確認された。一方、膨張黒鉛粒子を含まない比較例1のウレタン発泡成形体は、V−0基準の難燃性を達成することはできなかった。また、膨張黒鉛粒子を含むが、磁性粒子を含まず、磁場中での発泡成形を行わなかった比較例2のウレタン発泡成形体については、膨張黒鉛粒子が配向されていないため、V−0基準の難燃性を達成することはできなかった。また、比較例3のウレタン発泡成形体についても、配合された膨張黒鉛粒子は配向されていなかった。このため、V−0基準の難燃性を達成することはできなかった。
【産業上の利用可能性】
【0070】
本発明のウレタン発泡成形体は、自動車、電子機器、建築等の幅広い分野において用いることができる。特に、放熱性に加えて、高い難燃性を要求される用途に好適である。具体的な用途としては、太陽光発電システムのパワーコンディショナ用リアクトルに用いられる防振材、エンジンの騒音を低減するために車両のエンジンルームに配置されるエンジンカバーやサイドカバー、OA(Office Automation)機器や家電製品のモーター用吸音材、パソコン等の電子機器の吸音材、家屋の内外壁用吸音材等が挙げられる。
【符号の説明】
【0071】
1:磁気誘導発泡成形装置
2:架台 21:ブラケット
3:電磁石部 30D、30U:ヨーク部 31L、31R:コイル部
32D、32U:ポールピース 310L、310R:芯部 311L、311R:導線
4:発泡型 40U:上型 40D:下型 41:キャビティ
L:磁力線
【技術分野】
【0001】
本発明は、例えば吸音材や振動吸収材等として用いられるウレタン発泡成形体、およびその製造方法に関する。
【背景技術】
【0002】
ウレタン発泡成形体は、吸音材、振動吸収材等として、自動車等の様々な分野で用いられている。ウレタン発泡成形体は、内部に多数のセル(気泡)を有する。このため、ウレタン発泡成形体の熱伝導率は小さい。したがって、発熱を伴う部品の周囲に配置した場合、ウレタン発泡成形体に熱が蓄積され、当該部品の温度上昇を招くおそれがある。このような問題を解消するためには、ウレタン発泡成形体の放熱性を向上させる必要がある。例えば、特許文献1、2には、配向した磁性粒子を有するウレタン発泡成形体が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−230544号公報
【特許文献2】特開2009−51148号公報
【特許文献3】特開2006−219562号公報
【特許文献4】特開2007−44919号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1、2に開示されているウレタン発泡成形体のように、ポリウレタンフォーム中に、磁性粒子を互いに連接した状態で配向させると、磁性粒子の配向方向に熱の伝達経路が形成される。これにより、ウレタン発泡成形体の放熱性を、向上させることができる。しかし、磁性粒子として用いられる鉄やステンレス鋼の熱伝導率は、比較的小さい。このため、磁性粒子を配向させるだけでは、ウレタン発泡成形体の放熱性を満足いくレベルまで向上させることは難しい。
【0005】
一方、磁性粒子を配合すると、ウレタン発泡成形体の難燃性が低下するという問題がある。すなわち、難燃性が付与されているウレタン発泡成形体は、炎に晒されても火種を落下させて延焼を抑制するドロッピング作用を有する。しかし、磁性粒子を含有する場合には、ドロッピング作用が損なわれ、ウレタン発泡成形体の自己消化性が低下してしまうと考えられる。
【0006】
本発明は、このような実情に鑑みてなされたものであり、熱伝導性が高く、かつ難燃性に優れたウレタン発泡成形体、およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
(1)上記課題を解決するため、本発明のウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有し、該熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、該熱伝導性フィラーの少なくとも一部は配向されており、配向された該熱伝導性フィラーにおける該熱伝導性粒子は、膨張黒鉛粒子を含むことを特徴とする。
【0008】
本発明のウレタン発泡成形体は、熱伝導性フィラーとして、磁性粒子と熱伝導性粒子とを含有する。熱伝導性粒子は、非磁性体からなり、磁性粒子よりも熱伝導率が大きい。磁性粒子に加えて、熱伝導性粒子が含有されているため、本発明のウレタン発泡成形体は、高い熱伝導性を有する。
【0009】
熱伝導性粒子は、非磁性体からなる。このため、本来ならば、熱伝導性粒子を磁力により配向させることはできない。しかし、本発明のウレタン発泡成形体においては、発泡成形時に磁場を作用させることにより、磁性粒子が磁力線に沿って配向しようとする。この際、発泡ウレタン樹脂原料が流動することにより、熱伝導性粒子も、磁力線に沿うように配置されやすい。また、後述するように、磁性粒子が熱伝導性粒子の表面に付着して複合粒子を形成している場合には、表面に付着した磁性粒子が磁力線に沿って配向しようとするのに伴い、複合粒子が、磁力線に沿って配向する。このように、熱導電性フィラーの全部もしくは一部が配向することにより、本発明のウレタン発泡成形体の一端に加わった熱は、磁性粒子および熱伝導性粒子を介して速やかに伝達され、他端から放出されやすくなる。したがって、熱伝導性がより向上する。
【0010】
また、配向された該熱伝導性フィラーにおける熱伝導性粒子は、膨張黒鉛粒子を含む。膨張黒鉛は、例えば、特許文献3、4に開示されているように、難燃剤として用いられる。膨張黒鉛は、鱗片状の黒鉛の層間に、加熱によりガスを発生する物質が挿入されたものである。膨張黒鉛に熱が加わると、発生したガスにより、層間が広がると共に、熱や化学品に対して安定した層が形成される。形成された層が絶縁層となり、熱の移動を妨げることにより、難燃効果がもたらされる。
【0011】
本発明のウレタン発泡成形体によると、磁性粒子と共に、熱伝導性粒子として膨張黒鉛粒子が配合されている。膨張黒鉛粒子は、配向されている。このため、単に膨張黒鉛粒子を配合し、膨張黒鉛粒子が不規則に分散されている場合と比較して、ウレタン発泡成形体に加わった熱が、膨張黒鉛粒子に伝達されやすい。その結果、膨張黒鉛粒子が、膨張開始温度に早く到達する。したがって、膨張黒鉛粒子による難燃効果が、より発揮されやすい。したがって、本発明のウレタン発泡成形体は、磁性粒子を含有していても、自己消化性が低下することなく、難燃性に優れる。
【0012】
(2)本発明のウレタン発泡成形体の製造方法は、上記(1)の構成のウレタン発泡成形体の製造方法であって、発泡ウレタン樹脂原料と、前記熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有することを特徴とする。
【0013】
本発明の製造方法によると、上記本発明のウレタン発泡成形体を、簡便に製造することができる。また、発泡成形工程において、キャビティ内の磁束密度が略均一な磁場中で発泡成形を行う。したがって、磁束密度の違いによる熱伝導性フィラーの偏在を、抑制することができる。これにより、熱伝導性フィラーの配合量が比較的少量でも、熱伝導性の高い上記本発明のウレタン発泡成形体を製造することができる。
【発明の効果】
【0014】
本発明によると、熱伝導性が高く、かつ難燃性に優れたウレタン発泡成形体、およびその簡便な製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】実施例において、ウレタン発泡成形体の製造に使用した磁気誘導発泡成形装置の斜視図である。
【図2】同磁気誘導発泡成形装置の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明のウレタン発泡成形体およびその製造方法の実施形態について説明する。なお、本発明のウレタン発泡成形体およびその製造方法は、以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。
【0017】
<ウレタン発泡成形体>
本発明のウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有する。
【0018】
基材のポリウレタンフォームは、ポリイソシアネート成分およびポリオール成分等を含む発泡ウレタン樹脂原料から製造される。詳細は、後述する本発明のウレタン発泡成形体の製造方法において説明する。
【0019】
熱伝導性フィラーは、磁性粒子と熱伝導性粒子とを含む。また、熱伝導性フィラーの少なくとも一部は、基材のポリウレタンフォーム中において、配向されている。勿論、熱伝導性フィラーの全部が配向されていてもよい。例えば、熱伝導性フィラーとして、磁性粒子と熱伝導性粒子とが各々配合されている場合には、磁場中での発泡成形により、主に磁性粒子が配向する。また、熱伝導性フィラーとして、磁性粒子が熱伝導性粒子の表面に付着した複合粒子が配合されている場合には、複合粒子が配向する。また、熱伝導性フィラーとして、複合粒子と熱伝導性粒子とが配合されている場合には、主に複合粒子が配向する。
【0020】
ウレタン発泡成形体中の熱伝導性フィラーの含有量は、発泡成形に対する影響、熱伝導性、および難燃性等を考慮して、決定すればよい。例えば、発泡成形を阻害せず、所望の吸音特性等を有するウレタン発泡成形体を得るためには、熱伝導性フィラーの含有量を、ウレタン発泡成形体の体積を100体積%とした場合の、20体積%以下とすることが望ましい。一方、所望の熱伝導性、難燃性を確保するためには、熱伝導性フィラーの含有量を、1体積%以上とすることが望ましい。
【0021】
磁性粒子は、磁化特性に優れたものであればよく、例えば、鉄、ニッケル、コバルト、ガドリニウム、ステンレス鋼、マグネタイト、マグヘマイト、マンガン亜鉛フェライト、バリウムフェライト、ストロンチウムフェライト等の強磁性体、MnO、Cr2O3、FeCl2、MnAs等の反強磁性体、およびこれらを用いた合金類の粒子が好適である。なかでも、微細な粒子として入手しやすく、飽和磁化が高いという観点から、鉄、ニッケル、コバルト、およびこれらの鉄系合金(ステンレス鋼を含む)の粉末が好適である。
【0022】
熱伝導性粒子は、膨張黒鉛粒子を含む。膨張黒鉛粒子としては、膨張開始温度、粒子径、膨張率等を考慮して、公知の膨張黒鉛粉末を用いればよい。例えば、ウレタン発泡成形体の成形時の発熱温度よりも高い膨張開始温度を有するものを、選択する必要がある。具体的には、膨張開始温度が150℃以上の膨張黒鉛粒子が好適である。
【0023】
熱伝導性粒子としては、膨張黒鉛粒子のみを用いてもよく、膨張黒鉛粒子と、非磁性体からなる他の粒子と、を併用してもよい。熱伝導性粒子として、膨張黒鉛粒子のみを用いる場合、ウレタン発泡成形体の製造時において、発泡ウレタン樹脂原料と熱伝導性フィラー(磁性粒子+熱伝導性粒子)とを混合した混合原料の粘度上昇を抑制できる、という利点を有する。また、ウレタン発泡成形体の難燃性向上効果を高めることができる。しかし、他の粒子を含まない分、膨張黒鉛粒子の含有量が多くなる。このため、膨張黒鉛粒子の層間の酸成分により、ウレタンの硬化反応が阻害されるおそれがある。したがって、ウレタン発泡成形体の成形性の観点から、熱伝導性粒子としては、膨張黒鉛粒子と非磁性体からなる他の粒子と、を併用することが望ましい。なお、膨張黒鉛粒子の含有量の増加に伴う成形性の低下については、配合する触媒の配合量を増加することにより、抑制することが可能である。
【0024】
非磁性体からなる他の粒子を併用する場合、熱伝導率が大きい粒子を採用することが望ましい。例えば、熱伝導率が、200W/m・K以上の粒子が好適である。なお、本明細書では、強磁性体および反強磁性体以外の、反磁性体および常磁性体を、非磁性体と称す。このような粒子としては、膨張黒鉛以外の黒鉛粒子、炭素繊維、ダイヤモンド粒子の他、アルミニウム、金、銅、およびこれらを母材とする合金等の粒子が挙げられる。なかでも、安価で熱伝導率が高いという理由から、膨張黒鉛以外の黒鉛粒子を採用することが望ましい。膨張黒鉛以外の黒鉛粒子としては、鱗片状黒鉛、鱗状黒鉛、土状黒鉛等の天然黒鉛や、人造黒鉛等が挙げられる。人造黒鉛は、鱗片状になりにくい。このため、鱗片状であり、熱伝導率の向上効果が高いという理由から、天然黒鉛粒子が好適である。
【0025】
また、磁性粒子と熱伝導性粒子とは、複合粒子を形成していてもよい。例えば、熱伝導性粒子の表面に磁性粒子を付着させて、複合粒子を製造することができる。この場合、磁性粒子は、熱伝導性粒子の表面の一部のみに付着していてもよく、表面全体を被覆するように付着していてもよい。また、配向された熱伝導性フィラーが複合粒子を含む場合、複合粒子を構成する熱伝導性粒子は、膨張黒鉛粒子を含む。さらに、複合粒子を構成する熱伝導性粒子は、膨張黒鉛以外の黒鉛粒子を含んでいてもよい。
【0026】
複合粒子は、発泡成形時に磁場を作用させることにより、磁力線に沿って配向する。よって、膨張黒鉛粒子を複合粒子として用いることにより、基材のポリウレタンフォーム中に、膨張黒鉛粒子を配向させることができる。膨張黒鉛粒子が配向されると、ウレタン発泡成形体に加わった熱が、膨張黒鉛粒子に伝達されやすい。このため、膨張黒鉛粒子が、膨張開始温度に早く到達する。これにより、膨張黒鉛粒子による難燃効果を、速やかに発揮させることができる。また、複合粒子の場合、膨張黒鉛粒子の難燃効果を充分に発揮させることができるため、膨張黒鉛粒子の含有量を低減することができる。すなわち、膨張黒鉛粒子の含有量が多くなると、成形性に影響を及ぼしたり、吸音特性等の物性が低下するおそれがある。また、ウレタン発泡成形体の質量が増加して、コストもかさむ。これらの問題は、膨張黒鉛粒子を複合粒子として用いることにより、改善される。
【0027】
例えば、膨張黒鉛粒子が、全て複合粒子として含有される場合には、膨張黒鉛粒子の含有量を、ウレタン発泡成形体全体の質量を100質量%とした場合の5質量%以上とすることが望ましい。
【0028】
また、熱伝導性フィラーとして、複合粒子のみを含む場合には、成形性の観点から、膨張黒鉛粒子の表面に磁性粒子を付着させた複合粒子と、膨張黒鉛以外の黒鉛粒子の表面に磁性粒子を付着させた複合粒子と、の両方を含むことが望ましい。各々の複合粒子の配合比率は、難燃性、成形性等を考慮して適宜決定すればよい。
【0029】
複合粒子は、湿式での静電吸着法や、乾式での粉砕混合法、攪拌造粒法、メカノケミカル法等により製造することができる。例えば、攪拌造粒法においては、熱伝導性粒子の粉末、磁性粒子の粉末、および両者を接着するためのバインダーを含む原料を、高速攪拌して造粒する。攪拌造粒法によると、熱伝導性粒子と磁性粒子とを、バインダーによりソフトに接着させることができる。このため、熱伝導性粒子が、熱伝導性が高い形状(アスペクト比が大きな形状)を有する場合でも、その形状を崩すことなく、磁性粒子と複合化することができる。バインダーの種類は、磁性粒子の種類、発泡成形への影響等を考慮して、適宜選択すればよい。複合粒子の製造時には、高速攪拌により摩擦熱が生じる。このため、バインダーとしては、揮発性の無いものが望ましい。また、環境面を考慮すると、水系のバインダーが好適である。水系のバインダーとしては、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシプロピルメチルセルロース、ポリビニルアルコール等が挙げられる。
【0030】
複合粒子を形成する場合、熱伝導性粒子の大きさを、分散性や、発泡成形に使用する装置等を考慮して決定することが望ましい。例えば、熱伝導性粒子の粒子径を、500μm以下とすることが望ましい。300μm以下がより好適である。なお、本明細書においては、熱伝導性粒子の最大長さを、熱伝導性粒子の粒子径として採用する。
【0031】
磁性粒子の大きさは、熱伝導性粒子の大きさ、複合粒子の配向性、および複合粒子間の熱伝導性等を考慮して、適宜決定すればよい。例えば、磁性粒子の大きさが小さくなると、磁性粒子の飽和磁化が低下する傾向がある。したがって、より少量の磁性粒子により、複合粒子を配向させるためには、磁性粒子の平均粒子径を、100nm以上とする必要がある。1μm以上、さらには5μm以上とするとより好適である。なお、本明細書においては、磁性粒子の最大長さを、磁性粒子の粒子径として採用する。
【0032】
磁性粒子の形状は、特に限定されるものではない。例えば、磁性粒子の形状が扁平の場合には、隣接する熱伝導性粒子間の距離が短くなる。これにより、隣接する複合粒子間における熱伝導性が向上する。その結果、ウレタン発泡成形体の熱伝導率が向上する。また、磁性粒子の形状が扁平の場合には、磁性粒子と熱伝導性粒子とが面で接触する。つまり、両者の接触面積が大きくなる。これにより、磁性粒子と熱伝導性粒子との接着力が向上する。よって、磁性粒子が剥離しにくくなる。加えて、磁性粒子と熱伝導性粒子との間の熱伝導性も向上する。このような理由から、磁性粒子としては、薄片状の粒子を採用することが望ましい。
【0033】
<ウレタン発泡成形体の製造方法>
本発明のウレタン発泡成形体の製造方法は、原料混合工程と発泡成形工程とを有する。以下、各工程について説明する。
【0034】
(1)原料混合工程
本工程は、発泡ウレタン樹脂原料と、熱伝導性フィラーと、を混合して混合原料とする工程である。
【0035】
発泡ウレタン樹脂原料は、ポリオール、ポリイソシアネート等の既に公知の原料から調製すればよい。ポリオールとしては、多価ヒドロキシ化合物、ポリエーテルポリオール類、ポリエステルポリオール類、ポリマーポリオール類、ポリエーテルポリアミン類、ポリエステルポリアミン類、アルキレンポリオール類、ウレア分散ポリオール類、メラミン変性ポリオール類、ポリカーボネートポリオール類、アクリルポリオール類、ポリブタジエンポリオール類、フェノール変性ポリオール類等の中から適宜選択すればよい。また、ポリイソシアネートとしては、例えば、トリレンジイソシアネート、フェニレンジイソシアネート、キシリレンジイソシアネート、ジフェニルメタンジイソシアネート、トリフェニルメタントリイソシアネート、ポリメチレンポリフェニルイソシアネート、ナフタレンジイソシアネート、およびこれらの誘導体(例えばポリオール類との反応により得られるプレポリマー類、変成ポリイソシアネート類等)等の中から適宜選択すればよい。
【0036】
発泡ウレタン樹脂原料には、さらに、触媒、発泡剤、整泡剤、可塑剤、架橋剤、難燃剤、帯電防止剤、減粘剤、安定剤、充填剤、着色剤等を適宜配合してもよい。例えば、触媒としては、テトラエチレンジアミン、トリエチレンジアミン、ジメチルエタノールアミン等のアミン系触媒や、ラウリン酸錫、オクタン酸錫等の有機金属系触媒が挙げられる。また、発泡剤としては水が好適である。水以外には、塩化メチレン、フロン類、CO2ガス等が挙げられる。また、整泡剤としてはシリコーン系整泡剤が、架橋剤としてはトリエタノールアミン、ジエタノールアミン等が好適である。
【0037】
熱伝導性フィラーについては、上述したように、磁性粒子と熱伝導性粒子とを各々配合してもよく、磁性粒子が熱伝導性粒子の表面に付着した複合粒子を配合してもよく、複合粒子と熱伝導性粒子とを配合してもよい。磁性粒子、熱伝導性粒子の種類等については、上記本発明のウレタン発泡成形体の説明において述べた通りである。よって、ここでは説明を省略する。
【0038】
混合原料は、例えば、発泡ウレタン樹脂原料および熱伝導性フィラーを、プロペラ等を用いて機械的に攪拌して製造することができる。また、発泡ウレタン樹脂原料の二つの成分(ポリオール原料、ポリイソシアネート原料)の少なくとも一方に、熱伝導性フィラーを添加して、二種類の原料を調製した後、両原料を混合して製造してもよい。後者の場合、例えば、本工程を、発泡ウレタン樹脂原料として、ポリオール、触媒、および発泡剤を含むポリオール原料と、ポリイソシアネートを含むポリイソシアネート原料と、を調製し、該ポリオール原料および該ポリイソシアネート原料の少なくとも一方に、熱伝導性フィラーを配合する原料調製工程と、該ポリオール原料と該ポリイソシアネート原料とを各々圧送してミキシングヘッドへ供給し、両原料を該ミキシングヘッド内で混合して混合原料とする混合工程と、により構成することができる。
【0039】
本構成によると、ミキシングヘッド内において、ポリオール原料とポリイソシアネート原料とを、各々高圧で噴射して衝突させることにより混合する衝突攪拌法を採用することができる。衝突攪拌法によると、連続生産が可能になる。よって、衝突攪拌法は、大量生産に好適である。また、衝突攪拌法によると、機械的に攪拌する方法と比較して、混合するごとに必要であった容器の洗浄工程が不要となり、歩留まりも向上する。よって、製造コストを低減することができる。
【0040】
衝突攪拌法では、熱伝導性フィラーが予め配合されたポリオール原料、ポリイソシアネート原料を、各々、高圧発泡装置のミキシングヘッドに設けられた噴射孔から高圧で噴射させて衝突させる。仮に、熱伝導性フィラーの大きさが、噴射孔の孔径よりも大きいと、熱伝導性フィラーの接触により、噴射孔に傷が付きやすい。これにより、ミキシングヘッドの耐久性が低下するおそれがある。また、熱伝導性フィラーの大きさが大きい程、熱伝導性フィラーが、ポリオール原料等において沈降しやすくなる。このため、均一な混合が難しい。よって、衝突攪拌法を採用する場合には、熱伝導性フィラーの最大長さは、ポリオール原料およびポリイソシアネート原料が噴射される噴射孔の孔径よりも、小さいことが望ましい。こうすることで、ミキシングヘッドに対する負荷を低減し、高圧発泡装置の高寿命化を図ることができる。また、熱伝導性フィラーの沈降が抑制されると共に、ポリオール原料等における粘度の上昇も低減することができる。例えば、熱伝導性フィラーの最大長さは、500μm以下であることが望ましい。
【0041】
(2)発泡成形工程
本工程は、先の原料混合工程にて得られた混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する工程である。
【0042】
磁場は、熱伝導性フィラーを配向させる方向に形成すればよい。例えば、熱伝導性フィラーを直線状に配向させる場合、発泡型のキャビティ内の磁力線が、キャビティの一端から他端に向かって略平行になるよう形成することが望ましい。また、磁場を構成する磁力線は閉ループを形成していることが望ましい。こうすることで、磁力線の漏洩が抑制され、キャビティ内に安定した磁場を形成することができる。
【0043】
本工程において、磁場は、キャビティ内の磁束密度が略均一になるように形成される。例えば、キャビティ内の磁束密度の差は、±10%以内であるとよい。±5%以内、さらには±3%以内であるとより好適である。キャビティ内に一様な磁場を形成することで、熱伝導性フィラーの偏在を抑制することができ、所望の配向状態を得ることができる。また、発泡成形は、200mT以上の磁束密度で行うとよい。こうすることで、混合原料中の熱伝導性フィラーが、配向しやすくなる。
【0044】
磁場は、発泡ウレタン樹脂原料の粘度が比較的低い間にかけられることが望ましい。発泡ウレタン樹脂原料が増粘し、発泡成形がある程度終了した時に磁場をかけると、熱伝導性フィラーが配向しにくいため、所望の熱伝導性を得ることが難しい。なお、発泡成形を行う時間のすべてにおいて磁場をかける必要はない。本工程にて発泡成形が終了した後、脱型して、本発明のウレタン発泡成形体を得る。
【実施例】
【0045】
次に、実施例を挙げて本発明をより具体的に説明する。
【0046】
<複合粒子の製造>
次のようにして、A〜Dの四種類の複合粒子を製造した。
【0047】
[複合粒子A]
熱伝導性粒子として、膨張黒鉛粉末(三洋貿易(株)から購入した「SYZR502FP」)、および天然黒鉛粉末(日本黒鉛工業(株)製「F♯2」)を用い、磁性粒子として、ステンレス鋼粉末(大同特殊鋼(株)製「DAP410L」、SUS410、球状、平均粒子径10μm)を用いて、複合粒子を製造した。まず、膨張黒鉛粉末と、天然黒鉛粉末と、ステンレス鋼粉末と、バインダーとしてのヒドロキシプロピルメチルセルロース(信越化学工業(株)製「TC−5」)と、を高速攪拌型混合造粒機((株)奈良機械製作所製「NMG−1L」)の容器内へ投入して、約3分間混合した。次に、水を添加して、さらに20分間混合した。得られた粉末を乾燥して、複合粒子Aを得た。なお、使用した材料の配合割合については、下記表1に示す(以下の複合粒子B〜Dについても同じ)。
【0048】
[複合粒子B]
磁性粒子、バインダーの配合割合を、各々変更した以外は、上記複合粒子Aと同様にして、複合粒子Bを製造した。
【0049】
[複合粒子C]
膨張黒鉛粉末を用いずに、複合粒子Cを製造した。すなわち、天然黒鉛粉末、ステンレス鋼粉末、およびバインダーを用いて、上記複合粒子Aと同様にして、複合粒子Cを製造した。
【0050】
[複合粒子D]
天然黒鉛粉末を用いずに、複合粒子Dを製造した。すなわち、膨張黒鉛粉末、ステンレス鋼粉末、およびバインダーを用いて、上記複合粒子Aと同様にして、複合粒子Dを製造した。
【表1】
【0051】
<ウレタン発泡成形体の製造>
[実施例1]
製造した複合粒子Aを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Aのうち、膨張黒鉛粒子を熱伝導性粒子とする粒子は50質量%、天然黒鉛粒子を熱伝導性粒子とする粒子は50質量%である。まず、ポリエーテルポリオール(住化バイエルウレタン(株)製「S−0248」、平均分子量6000、官能基数3、OH価28mgKOH/g)100質量部と、架橋剤のジエチレングリコール(三菱化学(株)製)2質量部と、発泡剤の水2質量部と、テトラエチレンジアミン系触媒(花王(株)製「カオーライザー(登録商標)No.31」)1.5質量部と、シリコーン系整泡剤(東レ・ダウコーニング(株)製「SZ−1333」)0.5質量部と、を混合して、ポリオール原料を調製した。また、ポリイソシアネート原料として、ジフェニルメタンジイソシアネート(MDI)(BASFINOACポリウレタン(株)製「NE1320B」、NCO=44.8wt%)を準備した。
【0052】
次に、ポリオール原料100質量部に、複合粒子A129.7質量部を添加、混合して、プレミックスポリオールを調製した。続いて、プレミックスポリオール100.6gと、ポリイソシアネート原料13.7gと、を混合して、混合原料とした。
【0053】
それから、混合原料を、アルミニウム製の発泡型(後述する図1、図2参照。キャビティは縦130mm×横130mm×厚さ20mmの直方体。)に注入し、発泡型を密閉した。そして、発泡型を磁気誘導発泡成形装置に設置して、発泡成形を行った。図1に、磁気誘導発泡成形装置の斜視図を示す。図2に、同装置の断面図を示す。図2においては、説明の便宜上、ヨーク部および芯部のハッチングを省略して示す。図1、図2に示すように、磁気誘導発泡成形装置1は、架台2と、電磁石部3と、発泡型4と、を備えている。
【0054】
電磁石部3は、架台2の上面に載置されている。電磁石部3と架台2とは、各々にブラケット21をねじ止めすることにより、固定されている。電磁石部3は、ヨーク部30U、30Dと、コイル部31L、31Rと、ポールピース32U、32Dと、を備えている。
【0055】
ヨーク部30Uは、鉄製であり、平板状を呈している。ヨーク部30Dも同様に、鉄製であり、平板状を呈している。ヨーク部30U、30Dは、上下方向に対向して配置されている。
【0056】
コイル部31Lは、ヨーク部30U、30Dの間に介装されている。コイル部31Lは、発泡型4の左側に配置されている。コイル部31Lは、上下方向に二つ重ねて配置されている。コイル部31Lは、各々、芯部310Lと導線311Lとを備えている。芯部310Lは、鉄製であって、上下方向に延びる柱状を呈している。導線311Lは、芯部310Lの外周面に巻装されている。導線311Lは、電源(図略)に接続されている。
【0057】
コイル部31Rは、ヨーク部30U、30Dの間に介装されている。コイル部31Rは、発泡型4の右側に配置されている。コイル部31Rは、上下方向に二つ重ねて配置されている。コイル部31Rは、各々、コイル部31Lと同様の構成を備えている。すなわち、コイル部31Rは、芯部310Rと導線311Rとを備えている。導線311Rは、芯部310Rの外周面に巻装されている。導線311Rは、電源(図略)に接続されている。
【0058】
ポールピース32Uは、鉄製であり、平板状を呈している。ポールピース32Uは、ヨーク部30Uの下面中央に配置されている。ポールピース32Uは、ヨーク部30Uと発泡型4との間に介装されている。ポールピース32Dは、鉄製であり、平板状を呈している。ポールピース32Dは、ヨーク部30Dの上面中央に配置されている。ポールピース32Dは、ヨーク部30Dと発泡型4との間に介装されている。
【0059】
発泡型4は、コイル部31Lとコイル部31Rとの間に、配置されている。発泡型4は、上型40Uと下型40Dとを備えている。上型40Uは、角柱状を呈している。上型40Uの下面には、凹部が形成されている。同様に、下型40Dは、角柱状を呈している。下型40Dの上面には、凹部が形成されている。上型40Uと下型40Dとは、互いの凹部の開口同士が向き合うように配置されている。上型40Uと下型40Dとの間には、上記凹部同士が合体することにより、直方体状のキャビティ41が区画されている。キャビティ41には、上述したように、混合原料が充填されている。
【0060】
導線311Lに接続された電源および導線311Rに接続された電源を、共にオンにすると、コイル部31Lの芯部310Lの上端がN極に、下端がS極に磁化される。このため、芯部310Lに、下方から上方に向かって磁力線L(図2に点線で示す)が発生する。同様に、コイル部31Rの芯部310Rの上端がN極に、下端がS極に磁化される。このため、芯部310Rに、下方から上方に向かって磁力線Lが発生する。
【0061】
コイル部31Lの芯部310L上端から放射された磁力線Lは、ヨーク部30U、ポールピース32Uを通って、発泡型4のキャビティ41内に流入する。その後、ポールピース32D、ヨーク部30Dを通って、芯部310L下端に流入する。同様に、コイル部31Rの芯部310R上端から放射された磁力線Lは、ヨーク部30U、ポールピース32Uを通って、発泡型4のキャビティ41内に流入する。その後、ポールピース32D、ヨーク部30Dを通って、芯部310R下端に流入する。このように、磁力線Lは閉ループを構成するため、磁力線Lの漏洩は抑制される。また、発泡型4のキャビティ41内には、上方から下方に向かって略平行な磁力線Lにより一様な磁場が形成される。具体的には、キャビティ41内の磁束密度は、約200mTであった。また、キャビティ41内における磁束密度の差は、±3%以内であった。
【0062】
発泡成形は、最初の約2分間は磁場をかけながら行い、続く約5分間は磁場をかけないで行った。発泡成形が終了した後、脱型して、ウレタン発泡成形体を得た。得られたウレタン発泡成形体を、実施例1のウレタン発泡成形体とした。実施例1のウレタン発泡成形体において、熱伝導性フィラー(複合粒子A)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0063】
[実施例2]
製造した複合粒子Bを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Bのうち、膨張黒鉛粒子を熱伝導性粒子とする粒子は50質量%、天然黒鉛粒子を熱伝導性粒子とする粒子は50質量%である。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子B261.5質量部と、可塑剤20質量部と、を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール381gと、上記実施例1で使用したポリイソシアネート原料15.1gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、実施例2のウレタン発泡成形体とした。実施例2のウレタン発泡成形体において、熱伝導性フィラー(複合粒子B)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の19.3体積%であった。
【0064】
[実施例3]
製造した複合粒子Dを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Dを構成する熱伝導性粒子は、全て膨張黒鉛粒子である。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子D129.7質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール100.6gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、実施例3のウレタン発泡成形体とした。実施例3のウレタン発泡成形体において、熱伝導性フィラー(複合粒子D)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0065】
[比較例1]
製造した複合粒子Cを熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Cを構成する熱伝導性粒子は、全て天然黒鉛粒子である。つまり、比較例1においては、膨張黒鉛粒子を配合していない。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子C129.7質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール100.6gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、比較例1のウレタン発泡成形体とした。比較例1のウレタン発泡成形体において、熱伝導性フィラー(複合粒子C)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4体積%であった。
【0066】
[比較例2]
熱伝導性フィラーとして、膨張黒鉛粒子のみを用いて、ウレタン発泡成形体を製造した。つまり、比較例2においては、磁性粒子を配合していない。まず、上記実施例1で使用したポリオール原料100質量部に、膨張黒鉛粉末(同上)21.2質量部を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール51.5gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、磁場をかけずに発泡成形を行った。得られたウレタン発泡成形体を、比較例2のウレタン発泡成形体とした。比較例2のウレタン発泡成形体において、熱伝導性フィラー(膨張黒鉛粒子)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の0.7体積%であった。
【0067】
[比較例3]
製造した複合粒子Cと、膨張黒鉛粒子と、を熱伝導性フィラーとして用いて、ウレタン発泡成形体を製造した。複合粒子Cを構成する熱伝導性粒子は、全て天然黒鉛粒子である。つまり、比較例3においては、膨張黒鉛粒子を、複合粒子としてではなく単独で配合した。まず、上記実施例1で使用したポリオール原料100質量部に、複合粒子C129.7質量部と、膨張黒鉛粉末(同上)21.2質量部と、を添加、混合して、プレミックスポリオールを調製した。次に、プレミックスポリオール109.1gと、上記実施例1で使用したポリイソシアネート原料13.7gと、を混合して、混合原料とした。そして、混合原料を発泡型(同上)に注入し、発泡型を密閉して、上記実施例1と同様に、磁場中で発泡成形を行った。得られたウレタン発泡成形体を、比較例3のウレタン発泡成形体とした。比較例3のウレタン発泡成形体において、熱伝導性フィラー(複合粒子C+膨張黒鉛粒子)の含有量は、ウレタン発泡成形体の体積を100体積%とした場合の4.7体積%であった。
【0068】
<難燃性の評価>
実施例および比較例の各ウレタン発泡成形体について、難燃性を評価した。難燃性の評価は、米国のUnderwriters Laboratories,Inc.により制定された燃焼試験規格(UL94)に基づいて、行った。そして、「V−0」の判定基準を満たした場合を合格(表2中○印で示す)、満たさなかった場合を不合格(表2中×印で示す)と評価した。評価結果を、各ウレタン発泡成形体における原料の配合量と共に、表2に示す。
【表2】
【0069】
表2に示すように、実施例の各ウレタン発泡成形体については、UL94のV−0基準をクリアした。これにより、本発明のウレタン発泡成形体は、磁性粒子を含有していても、難燃性に優れることが確認された。一方、膨張黒鉛粒子を含まない比較例1のウレタン発泡成形体は、V−0基準の難燃性を達成することはできなかった。また、膨張黒鉛粒子を含むが、磁性粒子を含まず、磁場中での発泡成形を行わなかった比較例2のウレタン発泡成形体については、膨張黒鉛粒子が配向されていないため、V−0基準の難燃性を達成することはできなかった。また、比較例3のウレタン発泡成形体についても、配合された膨張黒鉛粒子は配向されていなかった。このため、V−0基準の難燃性を達成することはできなかった。
【産業上の利用可能性】
【0070】
本発明のウレタン発泡成形体は、自動車、電子機器、建築等の幅広い分野において用いることができる。特に、放熱性に加えて、高い難燃性を要求される用途に好適である。具体的な用途としては、太陽光発電システムのパワーコンディショナ用リアクトルに用いられる防振材、エンジンの騒音を低減するために車両のエンジンルームに配置されるエンジンカバーやサイドカバー、OA(Office Automation)機器や家電製品のモーター用吸音材、パソコン等の電子機器の吸音材、家屋の内外壁用吸音材等が挙げられる。
【符号の説明】
【0071】
1:磁気誘導発泡成形装置
2:架台 21:ブラケット
3:電磁石部 30D、30U:ヨーク部 31L、31R:コイル部
32D、32U:ポールピース 310L、310R:芯部 311L、311R:導線
4:発泡型 40U:上型 40D:下型 41:キャビティ
L:磁力線
【特許請求の範囲】
【請求項1】
ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有し、
該熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、該熱伝導性フィラーの少なくとも一部は配向されており、
配向された該熱伝導性フィラーにおける該熱伝導性粒子は、膨張黒鉛粒子を含むことを特徴とするウレタン発泡成形体。
【請求項2】
前記熱伝導性粒子は、さらに膨張黒鉛以外の黒鉛粒子を含む請求項1に記載のウレタン発泡成形体。
【請求項3】
配向された前記熱伝導性フィラーの少なくとも一部は、前記熱伝導性粒子の表面に前記磁性粒子が付着された複合粒子からなり、
該複合粒子を構成する該熱伝導性粒子は、前記膨張黒鉛粒子を含む請求項1または請求項2に記載のウレタン発泡成形体。
【請求項4】
前記複合粒子を構成する前記熱伝導性粒子は、さらに膨張黒鉛以外の黒鉛粒子を含む請求項3に記載のウレタン発泡成形体。
【請求項5】
前記複合粒子は、攪拌造粒法により製造されており、
該複合粒子を構成する前記熱伝導性粒子と前記磁性粒子とは、バインダーにより接着されている請求項3または請求項4に記載のウレタン発泡成形体。
【請求項6】
前記膨張黒鉛粒子は、全て前記複合粒子を構成しており、
該膨張黒鉛粒子の含有量は、ウレタン発泡成形体全体の質量を100質量%とした場合の5質量%以上である請求項3ないし請求項5のいずれかに記載のウレタン発泡成形体。
【請求項7】
請求項1ないし請求項6のいずれかに記載のウレタン発泡成形体の製造方法であって、
発泡ウレタン樹脂原料と、前記熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、
該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、
を有することを特徴とするウレタン発泡成形体の製造方法。
【請求項1】
ポリウレタンフォームからなる基材と、該基材中に配合された熱伝導性フィラーと、を有し、
該熱伝導性フィラーは、磁性粒子と、非磁性体からなる熱伝導性粒子と、を含み、該熱伝導性フィラーの少なくとも一部は配向されており、
配向された該熱伝導性フィラーにおける該熱伝導性粒子は、膨張黒鉛粒子を含むことを特徴とするウレタン発泡成形体。
【請求項2】
前記熱伝導性粒子は、さらに膨張黒鉛以外の黒鉛粒子を含む請求項1に記載のウレタン発泡成形体。
【請求項3】
配向された前記熱伝導性フィラーの少なくとも一部は、前記熱伝導性粒子の表面に前記磁性粒子が付着された複合粒子からなり、
該複合粒子を構成する該熱伝導性粒子は、前記膨張黒鉛粒子を含む請求項1または請求項2に記載のウレタン発泡成形体。
【請求項4】
前記複合粒子を構成する前記熱伝導性粒子は、さらに膨張黒鉛以外の黒鉛粒子を含む請求項3に記載のウレタン発泡成形体。
【請求項5】
前記複合粒子は、攪拌造粒法により製造されており、
該複合粒子を構成する前記熱伝導性粒子と前記磁性粒子とは、バインダーにより接着されている請求項3または請求項4に記載のウレタン発泡成形体。
【請求項6】
前記膨張黒鉛粒子は、全て前記複合粒子を構成しており、
該膨張黒鉛粒子の含有量は、ウレタン発泡成形体全体の質量を100質量%とした場合の5質量%以上である請求項3ないし請求項5のいずれかに記載のウレタン発泡成形体。
【請求項7】
請求項1ないし請求項6のいずれかに記載のウレタン発泡成形体の製造方法であって、
発泡ウレタン樹脂原料と、前記熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、
該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、
を有することを特徴とするウレタン発泡成形体の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−51986(P2012−51986A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−194130(P2010−194130)
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【出願人】(000219668)東海化成工業株式会社 (39)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【出願人】(000219668)東海化成工業株式会社 (39)
【Fターム(参考)】
[ Back to top ]