
エアコンベヤおよびエアコンベヤの制御方法

【課題】エアコンベヤ2によって搬送されている樹脂製容器6が、衝突等によって変形することを防止する。
【解決手段】エアコンベヤ2によって搬送されている樹脂製容器6に、搬送方向と逆側から胴部6cに向けてエアを噴射するエアノズル22を設けるとともに、その上流側に、連続して搬送されている樹脂製容器6の容器群の本数を検出するセンサ38、40が設けられている。このセンサ38、40からの信号により制御装置42がエアノズル22から噴射するエア圧力を制御する。容器群の本数が10本未満の時は、逆方向のエアの噴射は行わず、10本〜19本の時は、弱いエア噴射圧力で逆方向のエアを噴射し、20本に以上の時は、強いエア噴射圧力で逆方向のエアを噴射する。
【解決手段】エアコンベヤ2によって搬送されている樹脂製容器6に、搬送方向と逆側から胴部6cに向けてエアを噴射するエアノズル22を設けるとともに、その上流側に、連続して搬送されている樹脂製容器6の容器群の本数を検出するセンサ38、40が設けられている。このセンサ38、40からの信号により制御装置42がエアノズル22から噴射するエア圧力を制御する。容器群の本数が10本未満の時は、逆方向のエアの噴射は行わず、10本〜19本の時は、弱いエア噴射圧力で逆方向のエアを噴射し、20本に以上の時は、強いエア噴射圧力で逆方向のエアを噴射する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はエアコンベヤに係り、特に、搬送されている樹脂製容器に搬送方向と逆方向のエアを噴射して減速し、または停止させるようにしたエアコンベヤおよびこのエアコンベヤの制御方法に関するものである。
【背景技術】
【0002】
エアコンベヤは、平行に配置された一対の支持レール上に、樹脂製容器のネック部に形成されたフランジの下面を支持させ、前記支持レールの上方に配設したエアダクトから、前記樹脂製容器のネック部の後方側にエアを吹き付けることにより、前記フランジを支持レール上に滑らせて前進させるようになっている。
【0003】
前記エアコンベヤを備えた飲料製造ラインでは、エアコンベヤ下流に配置されたリンサなどの装置入口ではある程度の樹脂製容器を常に滞留させた状態で運転を行っている。前記エアコンベヤでリンサなどの装置へ樹脂製容器を搬送する際には、搬送される樹脂製容器を1本ずつ滞留している樹脂製容器へ衝突させた方が、衝突時の衝撃を抑えることができ好ましいが、ネック部に作用するエアの圧力や、フランジ部と支持レールとの摺動状態、あるいは、搬送経路のカーブ等種々の条件により、搬送されている樹脂製容器が複数個のグループになることがある。このような複数本の容器群となった状態で滞留している樹脂製容器に衝突すると衝撃によって樹脂製容器が変形するという問題が発生する。
【0004】
従来、エアコンベヤによって搬送されている容器の移動速度を抑制して容器同士の衝突による変形を低減するようにした技術が存在する(特許文献1参照)。この特許文献1に記載された発明は、エア搬送コンベヤの途中にエアの噴流方向を逆向きにした減速部を配設し、この減速部により容器の移動速度の上昇を抑制するようにしたものである。
【0005】
また、例えば、2列で搬送されてきた樹脂製容器を一列に合流させる場合には、合流点の手前にストッパを設置して一旦停止させてから順次合流させるようにしているが、高速で搬送されている容器群をそのままストッパに衝突させるとその衝撃で樹脂製容器が変形してしまうという問題が発生する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−2675号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載された装置では、搬送中の容器列に途切れが生じて後方の容器の搬送速度が上昇する状況になったときに、搬送中の容器に搬送方向と逆方向のエア噴流を吹き付けることにより、搬送中の容器の速度上昇を抑制するようにしているので、後方の容器が前方の容器に衝突して変形することを防止することができる。しかしながら、連続的に搬送されている容器が途切れた後方の容器群の本数によって、衝突した際に前方の容器群に与える衝撃の大きさが異なるので、前記特許文献1のように、後方の容器群の数にかかわらず同一の強さで搬送方向と逆方向のエア噴射を行う構成では必ずしも好ましい結果を得ることはできないという問題があった。また、前述のように2列で搬送されてきた容器群を合流させる場合にも、特許文献1の構成では、容器群に分断されている容器の本数によって、減速させまたは停止させるための圧力が一律ではないので、常に効果的に停止させることは困難であるという問題があった。
【0008】
本発明は、前記課題を解決するためになされたもので、連続して搬送されている樹脂製容器の本数に応じて、搬送方向と逆向きのエアを噴射する圧力を制御するようにしたものである。
【課題を解決するための手段】
【0009】
本発明は、樹脂製容器のフランジを支持しつつ、エアを吹き付けて樹脂製容器を搬送するエアコンベヤにおいて、搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力調整手段を制御する制御手段とを備え、前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするものである。
【0010】
また、第2の発明は、エアコンベヤによって搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力制御手段を制御する制御手段とを備え、前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするものである。
【発明の効果】
【0011】
本発明のエアコンベヤは、連続して搬送されている樹脂製容器の本数を検出し、この本数に応じて搬送方向と逆方向に噴射するエアの圧力を制御するようにしたので、分断されて搬送されている後方の容器群が前方の容器に衝突する力を、適正な大きさに緩和することができ、衝突の衝撃による容器の変形を確実に防止することができるとともに、スムーズな搬送を行うことができる。また、搬送されている容器群をストッパによって停止させるときにも、大きな衝撃を与えないように減速または停止させることができる。
【図面の簡単な説明】
【0012】
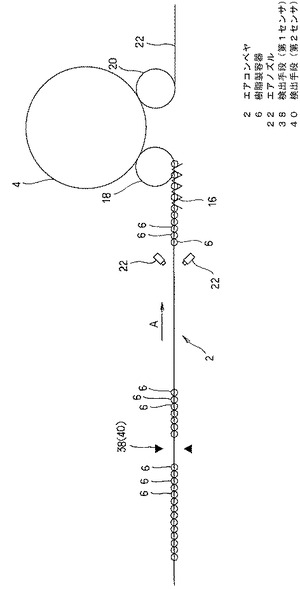
【図1】図1は本発明の一実施例に係るエアコンベヤを備えた容器処理ラインの一例を示す平面図である。(実施例1)
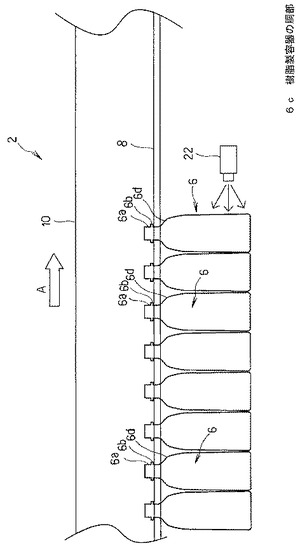
【図2】図2は前記エアコンベヤの側面図である。
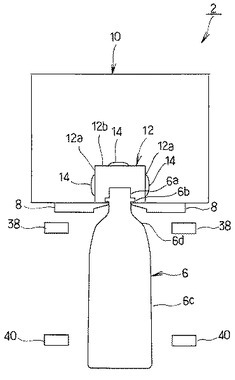
【図3】図3は前記エアコンベヤの横断面図である。
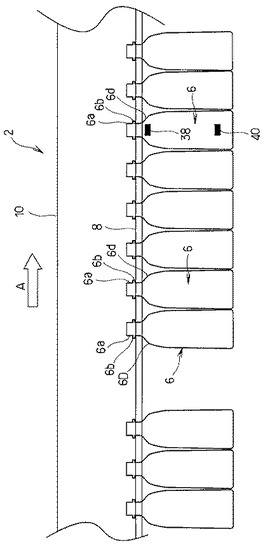
【図4】図4は前記エアコンベヤのセンサの位置を示す側面図である。
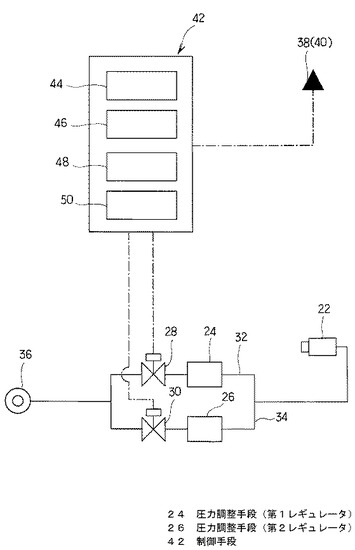
【図5】図5は前記センサからの信号によってエアノズルからのエア噴射圧力を制御する制御装置の構成を簡略化して示す構成図である。
【発明を実施するための形態】
【0013】
一対の平行な支持レール上に、樹脂製容器のネック部に形成されたフランジを載せて支持した状態で、ネック部に搬送方向後方側からエアを吹き付けてこの樹脂製容器を前記支持レールに沿って前進させるエアコンベヤであり、その搬送経路内に、搬送されている樹脂製容器の胴部に向けて、搬送方向と逆方向に圧力エアを噴射するエアノズルを配置するとともに、このエアノズルの上流側に、搬送される樹脂製容器の所定区間における本数を検出する検出手段が設けられている。さらに、前記エアノズルから噴射されるエア圧力を調整する圧力調整手段と、前記エアノズルの作動と圧力調整手段を制御する制御手段を備えており、この制御手段に予め記憶されている、搬送される樹脂製容器の本数とエアノズルから噴射されるエア噴射圧力との関係と、前記検出手段によって検出された樹脂製容器の本数とから、エアノズルから噴射されるエア噴射圧力を制御するようにしたので、容器同士またはストッパ等その他の部材等に衝突して樹脂製容器が変形することを防止するという目的を達成する。
【実施例1】
【0014】
以下、図面に示す実施例により本発明を説明する。本実施例に係るエアコンベヤ2は、図1に示すように、リンサ等の容器処理装置4に樹脂製容器6を供給する装置であり、樹脂製容器6のネック部6aに形成されているフランジ6bの下面側を一対の平行な支持レール8(図2および図3参照)上に支持させ、このフランジ6bよりも上方の部分にエアを吹き付けて搬送する。
【0015】
エアコンベヤ2は、樹脂製容器6のフランジ6bの下面側を支持する一対の支持レール8の上方に、断面が四角形状のダクト10が設けられている。このダクト10内に図示しない加圧エア供給源から加圧エアが送り込まれている。このダクト10の底部側の中央に、樹脂製容器6のネック部6aを囲むエア通路12が形成されている。このエア通路12を構成する両側壁12a、12aおよび天面12bに、エア通路12内に加圧エアを吹き込むエア吹き込み口14が、一定の間隔で設けられている。これらエア吹き込み口14からエア通路12内に搬送方向後方側から前方側へ向けてエアが吹き込まれ、樹脂製容器6のネック部6aを押圧することにより、樹脂製容器6のフランジ6bが支持レール8上を摺動して樹脂製容器6が搬送される。
【0016】
前記エアコンベヤ2によって搬送されてきた樹脂製容器6は、インフィードスクリュー16によって所定の間隔にピッチ切りされて、入口スターホイール18に受け渡され、この入口スターホイール18を介して前記容器処理装置4に供給される。容器処理装置4内で処理された樹脂製容器6は、出口スターホイール20を介して排出コンベヤ22上に排出され、次の工程に送られる。
【0017】
前記インフィードスクリュー16のやや上流側に、エアコンベヤ2によって搬送されている樹脂製容器6の搬送方向(矢印A参照)と逆方向にエアを噴射するエアノズル22が設けられている(図1および図2参照)。この実施例では、2個のエアノズル22が、樹脂製容器6の搬送経路の両側に、搬送経路の中央部を向けて斜めに配置されている。これらエアノズル22は、ほぼ水平に(図2参照)、かつ、ほぼ45度の角度で内方を向けて配置され(図1参照)、樹脂製容器6の胴部6cの下部寄りにエアを噴射するようになっている。なお、この実施例では、エアノズル22を2個配置したが、2個に限るものではなく、逆向きにエアを吹き付けて樹脂製容器6の搬送速度を抑制できるものであれば1個あるいは3個以上であってもよい。
【0018】
これらエアノズル22は、図5に示すように、レギュレータ(第1レギュレータ24、第2レギュレータ26)および開閉弁(第1開閉弁28、第2開閉弁30)を有する二組のエア通路32、34を介してエア供給源36に接続されている。両レギュレータ24、26は異なる圧力に設定されており(この実施例では、第1レギュレータ24は低圧に設定され、第2レギュレータ26は高圧に設定されている)、これら両レギュレータ24、26を切り換えることによりエアノズル22からの噴射圧力を調整できるようになっている。これら第1および第2レギュレータ24、26が、請求項1に記載した圧力調整手段を構成している。なお、レギュレータ24、26を3台以上接続して切り換えることも可能である。
【0019】
また、前記エアノズル22よりも上流側に、搬送されている樹脂製容器6の本数を検出する検出手段(第1センサ38、第2センサ40)が設けられている。この実施例では、図3および図4に示すように、樹脂製容器6の肩部6d(上方のネック部6aと下方の胴部6cとの間の傾斜した部分)を検出する第1センサ38と、胴部6cの下部寄りを検出する第2センサ40とを備えている。樹脂製容器6が連続的に搬送されているときには、前後の樹脂製容器6の胴部6cが密着した状態になっているので、第2センサ40が継続的に遮光された状態になる。このように樹脂製容器6が連続的に搬送されている時には、肩部6dを検出する第1センサ38は、投光された光が通過する樹脂製容器6によって遮光され、次の樹脂製容器6との間の空間を透過して受光され、次は樹脂製容器6によって遮光され、その後また空間を透過して受光される。こうして遮光と受光を繰り返す回数によって通過した樹脂製容器6の本数をカウントすることができる。また、第2センサ40が所定時間受光したときには、連続して搬送されていた樹脂製容器6が途切れたと判断する。
【0020】
前記センサ38、40からの信号は制御装置42(図5参照)に入力され、この制御装置42からの指令により、前記各レギュレータ24、26が設けられているエア通路32、34の開閉弁28、30を開閉することにより、2台のレギュレータ28、30を切り替えることができる。制御装置42には、前記センサ38、40からの信号により連続して通過した樹脂製容器6の本数および速度を演算する本数・速度演算部44、搬送される樹脂製容器6の本数とエアノズル22のエア噴射圧力との関係を記憶する記憶部46、前記演算部44による演算結果を記憶部46の記憶するデータと比較する比較部48、比較部48による比較結果に応じて前記開閉弁28、30の開閉を制御する指令を出力する指令部50等を備えている。
【0021】
以上の構成に係るエアコンベヤ2の作動について説明する。上流側から供給される樹脂製容器6は、フランジ6bが両側の支持レール8上に載り、エアダクト10からエア通路12内に吹き込まれるエアによって前方(下流側)へと押されて前進していく。搬送される樹脂製容器6は、前後に接触して連続して搬送される状態と、状況によって前後に隙間が空いた状態で搬送される場合が生ずる。エアコンベヤ6の搬送経路の途中に配置されているセンサ(第1センサ38、第2センサ40)によって、連続して搬送されている樹脂製容器の本数を検出する。前記のように第1センサ38は、樹脂製容器6の肩部6dを検出する位置に配置され、第2センサ40は胴部6cを検出する位置に配置されており、第2センサ40が継続して遮光されている間に、第1センサ38が遮光および受光を繰り返しているときは、樹脂製容器6が連続して搬送されており、遮光と受光を繰り返す回数によって、制御装置42の演算部44が、連続している樹脂製容器6の本数を検出することができる。第2センサ40が連続して遮光されていた後、所定時間受光したときには、連続して搬送されていた樹脂製容器6が途切れたと判断し、それまでの連続して搬送された樹脂製容器6の本数をカウントする。
【0022】
このエアコンベヤ1は、連続して搬送された樹脂製容器6の本数に応じてエア噴射圧力を制御するようになっており、予め記憶部46に記憶されている連続して搬送された樹脂製容器6の本数とエアノズル22のエア噴射圧力との関係と、カウントされた樹脂製容器6の本数とを比較部48において比較し、エアノズル22からどのような噴射圧力によりエア噴射を行うかを指令部50が指令して開閉弁28、30を開閉する。この実施例では、連続して搬送された樹脂製容器6の本数が10本未満の時には、両開閉弁28、30を閉鎖してエアノズル22からのエアの噴射を行わない。また、連続して搬送された樹脂製容器6の本数が10本〜19本の場合には、低圧に設定されているレギュレータ(第1レギュレータ24)側の開閉弁28を開放して弱い噴射圧力でエアを噴射する。センサ38、40が検出した連続して搬送された樹脂製容器6の本数が20本以上の時には、高圧に設定されている他方のレギュレータ(第2レギュレータ26)側の開閉弁30を開放して強い噴射圧力でエアを噴射する。このようにして、連続的に搬送された樹脂製容器6の本数に応じてエアコンベヤ2による搬送方向Aと逆方向にエアを吹き付けることにより、樹脂製容器6の搬送速度を抑制するようにしているので、後方の大量の容器群が高速で前進して前方の容器に衝突することはなく、樹脂製容器6が変形することを防止することができる。また、ストッパで樹脂製容器6を停止させる場合や、前記インフィードスクリュー16に導入する場合にも、搬送されている樹脂製容器6の容器群を減速させ、あるいは停止させることができ、樹脂製容器6に過大な衝撃を与えて変形することを防止することができる。
【0023】
なお、前記実施例では、連続して搬送されている樹脂製容器6の容器群の本数を検出し、その本数に応じてエアノズル22からのエア噴射圧力を制御するようにしたが、容器群の本数だけに限らず、容器群の本数と搬送速度を検出してその運動エネルギーを算出し、運動エネルギーに応じてエア噴射圧力の制御を行うようにしてもよい。この場合の運動エネルギーは以下の数式により得られる。
1/2×容器群の本数×容器の重さ×搬送速度2=運動エネルギー
前記搬送速度の算出は、第1センサ38が遮光している時間を計測し、予め把握している樹脂製容器6の幅から樹脂製容器6の搬送速度を算出する。
【符号の説明】
【0024】
2 エアコンベヤ
6 樹脂製容器
6c 樹脂製容器の胴部
22 エアノズル
24 圧力調整手段(第1レギュレータ)
26 圧力調整手段(第2レギュレータ)
38 検出手段(第1センサ)
40 検出手段(第2センサ)
42 制御手段
【技術分野】
【0001】
本発明はエアコンベヤに係り、特に、搬送されている樹脂製容器に搬送方向と逆方向のエアを噴射して減速し、または停止させるようにしたエアコンベヤおよびこのエアコンベヤの制御方法に関するものである。
【背景技術】
【0002】
エアコンベヤは、平行に配置された一対の支持レール上に、樹脂製容器のネック部に形成されたフランジの下面を支持させ、前記支持レールの上方に配設したエアダクトから、前記樹脂製容器のネック部の後方側にエアを吹き付けることにより、前記フランジを支持レール上に滑らせて前進させるようになっている。
【0003】
前記エアコンベヤを備えた飲料製造ラインでは、エアコンベヤ下流に配置されたリンサなどの装置入口ではある程度の樹脂製容器を常に滞留させた状態で運転を行っている。前記エアコンベヤでリンサなどの装置へ樹脂製容器を搬送する際には、搬送される樹脂製容器を1本ずつ滞留している樹脂製容器へ衝突させた方が、衝突時の衝撃を抑えることができ好ましいが、ネック部に作用するエアの圧力や、フランジ部と支持レールとの摺動状態、あるいは、搬送経路のカーブ等種々の条件により、搬送されている樹脂製容器が複数個のグループになることがある。このような複数本の容器群となった状態で滞留している樹脂製容器に衝突すると衝撃によって樹脂製容器が変形するという問題が発生する。
【0004】
従来、エアコンベヤによって搬送されている容器の移動速度を抑制して容器同士の衝突による変形を低減するようにした技術が存在する(特許文献1参照)。この特許文献1に記載された発明は、エア搬送コンベヤの途中にエアの噴流方向を逆向きにした減速部を配設し、この減速部により容器の移動速度の上昇を抑制するようにしたものである。
【0005】
また、例えば、2列で搬送されてきた樹脂製容器を一列に合流させる場合には、合流点の手前にストッパを設置して一旦停止させてから順次合流させるようにしているが、高速で搬送されている容器群をそのままストッパに衝突させるとその衝撃で樹脂製容器が変形してしまうという問題が発生する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−2675号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載された装置では、搬送中の容器列に途切れが生じて後方の容器の搬送速度が上昇する状況になったときに、搬送中の容器に搬送方向と逆方向のエア噴流を吹き付けることにより、搬送中の容器の速度上昇を抑制するようにしているので、後方の容器が前方の容器に衝突して変形することを防止することができる。しかしながら、連続的に搬送されている容器が途切れた後方の容器群の本数によって、衝突した際に前方の容器群に与える衝撃の大きさが異なるので、前記特許文献1のように、後方の容器群の数にかかわらず同一の強さで搬送方向と逆方向のエア噴射を行う構成では必ずしも好ましい結果を得ることはできないという問題があった。また、前述のように2列で搬送されてきた容器群を合流させる場合にも、特許文献1の構成では、容器群に分断されている容器の本数によって、減速させまたは停止させるための圧力が一律ではないので、常に効果的に停止させることは困難であるという問題があった。
【0008】
本発明は、前記課題を解決するためになされたもので、連続して搬送されている樹脂製容器の本数に応じて、搬送方向と逆向きのエアを噴射する圧力を制御するようにしたものである。
【課題を解決するための手段】
【0009】
本発明は、樹脂製容器のフランジを支持しつつ、エアを吹き付けて樹脂製容器を搬送するエアコンベヤにおいて、搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力調整手段を制御する制御手段とを備え、前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするものである。
【0010】
また、第2の発明は、エアコンベヤによって搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力制御手段を制御する制御手段とを備え、前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするものである。
【発明の効果】
【0011】
本発明のエアコンベヤは、連続して搬送されている樹脂製容器の本数を検出し、この本数に応じて搬送方向と逆方向に噴射するエアの圧力を制御するようにしたので、分断されて搬送されている後方の容器群が前方の容器に衝突する力を、適正な大きさに緩和することができ、衝突の衝撃による容器の変形を確実に防止することができるとともに、スムーズな搬送を行うことができる。また、搬送されている容器群をストッパによって停止させるときにも、大きな衝撃を与えないように減速または停止させることができる。
【図面の簡単な説明】
【0012】
【図1】図1は本発明の一実施例に係るエアコンベヤを備えた容器処理ラインの一例を示す平面図である。(実施例1)
【図2】図2は前記エアコンベヤの側面図である。
【図3】図3は前記エアコンベヤの横断面図である。
【図4】図4は前記エアコンベヤのセンサの位置を示す側面図である。
【図5】図5は前記センサからの信号によってエアノズルからのエア噴射圧力を制御する制御装置の構成を簡略化して示す構成図である。
【発明を実施するための形態】
【0013】
一対の平行な支持レール上に、樹脂製容器のネック部に形成されたフランジを載せて支持した状態で、ネック部に搬送方向後方側からエアを吹き付けてこの樹脂製容器を前記支持レールに沿って前進させるエアコンベヤであり、その搬送経路内に、搬送されている樹脂製容器の胴部に向けて、搬送方向と逆方向に圧力エアを噴射するエアノズルを配置するとともに、このエアノズルの上流側に、搬送される樹脂製容器の所定区間における本数を検出する検出手段が設けられている。さらに、前記エアノズルから噴射されるエア圧力を調整する圧力調整手段と、前記エアノズルの作動と圧力調整手段を制御する制御手段を備えており、この制御手段に予め記憶されている、搬送される樹脂製容器の本数とエアノズルから噴射されるエア噴射圧力との関係と、前記検出手段によって検出された樹脂製容器の本数とから、エアノズルから噴射されるエア噴射圧力を制御するようにしたので、容器同士またはストッパ等その他の部材等に衝突して樹脂製容器が変形することを防止するという目的を達成する。
【実施例1】
【0014】
以下、図面に示す実施例により本発明を説明する。本実施例に係るエアコンベヤ2は、図1に示すように、リンサ等の容器処理装置4に樹脂製容器6を供給する装置であり、樹脂製容器6のネック部6aに形成されているフランジ6bの下面側を一対の平行な支持レール8(図2および図3参照)上に支持させ、このフランジ6bよりも上方の部分にエアを吹き付けて搬送する。
【0015】
エアコンベヤ2は、樹脂製容器6のフランジ6bの下面側を支持する一対の支持レール8の上方に、断面が四角形状のダクト10が設けられている。このダクト10内に図示しない加圧エア供給源から加圧エアが送り込まれている。このダクト10の底部側の中央に、樹脂製容器6のネック部6aを囲むエア通路12が形成されている。このエア通路12を構成する両側壁12a、12aおよび天面12bに、エア通路12内に加圧エアを吹き込むエア吹き込み口14が、一定の間隔で設けられている。これらエア吹き込み口14からエア通路12内に搬送方向後方側から前方側へ向けてエアが吹き込まれ、樹脂製容器6のネック部6aを押圧することにより、樹脂製容器6のフランジ6bが支持レール8上を摺動して樹脂製容器6が搬送される。
【0016】
前記エアコンベヤ2によって搬送されてきた樹脂製容器6は、インフィードスクリュー16によって所定の間隔にピッチ切りされて、入口スターホイール18に受け渡され、この入口スターホイール18を介して前記容器処理装置4に供給される。容器処理装置4内で処理された樹脂製容器6は、出口スターホイール20を介して排出コンベヤ22上に排出され、次の工程に送られる。
【0017】
前記インフィードスクリュー16のやや上流側に、エアコンベヤ2によって搬送されている樹脂製容器6の搬送方向(矢印A参照)と逆方向にエアを噴射するエアノズル22が設けられている(図1および図2参照)。この実施例では、2個のエアノズル22が、樹脂製容器6の搬送経路の両側に、搬送経路の中央部を向けて斜めに配置されている。これらエアノズル22は、ほぼ水平に(図2参照)、かつ、ほぼ45度の角度で内方を向けて配置され(図1参照)、樹脂製容器6の胴部6cの下部寄りにエアを噴射するようになっている。なお、この実施例では、エアノズル22を2個配置したが、2個に限るものではなく、逆向きにエアを吹き付けて樹脂製容器6の搬送速度を抑制できるものであれば1個あるいは3個以上であってもよい。
【0018】
これらエアノズル22は、図5に示すように、レギュレータ(第1レギュレータ24、第2レギュレータ26)および開閉弁(第1開閉弁28、第2開閉弁30)を有する二組のエア通路32、34を介してエア供給源36に接続されている。両レギュレータ24、26は異なる圧力に設定されており(この実施例では、第1レギュレータ24は低圧に設定され、第2レギュレータ26は高圧に設定されている)、これら両レギュレータ24、26を切り換えることによりエアノズル22からの噴射圧力を調整できるようになっている。これら第1および第2レギュレータ24、26が、請求項1に記載した圧力調整手段を構成している。なお、レギュレータ24、26を3台以上接続して切り換えることも可能である。
【0019】
また、前記エアノズル22よりも上流側に、搬送されている樹脂製容器6の本数を検出する検出手段(第1センサ38、第2センサ40)が設けられている。この実施例では、図3および図4に示すように、樹脂製容器6の肩部6d(上方のネック部6aと下方の胴部6cとの間の傾斜した部分)を検出する第1センサ38と、胴部6cの下部寄りを検出する第2センサ40とを備えている。樹脂製容器6が連続的に搬送されているときには、前後の樹脂製容器6の胴部6cが密着した状態になっているので、第2センサ40が継続的に遮光された状態になる。このように樹脂製容器6が連続的に搬送されている時には、肩部6dを検出する第1センサ38は、投光された光が通過する樹脂製容器6によって遮光され、次の樹脂製容器6との間の空間を透過して受光され、次は樹脂製容器6によって遮光され、その後また空間を透過して受光される。こうして遮光と受光を繰り返す回数によって通過した樹脂製容器6の本数をカウントすることができる。また、第2センサ40が所定時間受光したときには、連続して搬送されていた樹脂製容器6が途切れたと判断する。
【0020】
前記センサ38、40からの信号は制御装置42(図5参照)に入力され、この制御装置42からの指令により、前記各レギュレータ24、26が設けられているエア通路32、34の開閉弁28、30を開閉することにより、2台のレギュレータ28、30を切り替えることができる。制御装置42には、前記センサ38、40からの信号により連続して通過した樹脂製容器6の本数および速度を演算する本数・速度演算部44、搬送される樹脂製容器6の本数とエアノズル22のエア噴射圧力との関係を記憶する記憶部46、前記演算部44による演算結果を記憶部46の記憶するデータと比較する比較部48、比較部48による比較結果に応じて前記開閉弁28、30の開閉を制御する指令を出力する指令部50等を備えている。
【0021】
以上の構成に係るエアコンベヤ2の作動について説明する。上流側から供給される樹脂製容器6は、フランジ6bが両側の支持レール8上に載り、エアダクト10からエア通路12内に吹き込まれるエアによって前方(下流側)へと押されて前進していく。搬送される樹脂製容器6は、前後に接触して連続して搬送される状態と、状況によって前後に隙間が空いた状態で搬送される場合が生ずる。エアコンベヤ6の搬送経路の途中に配置されているセンサ(第1センサ38、第2センサ40)によって、連続して搬送されている樹脂製容器の本数を検出する。前記のように第1センサ38は、樹脂製容器6の肩部6dを検出する位置に配置され、第2センサ40は胴部6cを検出する位置に配置されており、第2センサ40が継続して遮光されている間に、第1センサ38が遮光および受光を繰り返しているときは、樹脂製容器6が連続して搬送されており、遮光と受光を繰り返す回数によって、制御装置42の演算部44が、連続している樹脂製容器6の本数を検出することができる。第2センサ40が連続して遮光されていた後、所定時間受光したときには、連続して搬送されていた樹脂製容器6が途切れたと判断し、それまでの連続して搬送された樹脂製容器6の本数をカウントする。
【0022】
このエアコンベヤ1は、連続して搬送された樹脂製容器6の本数に応じてエア噴射圧力を制御するようになっており、予め記憶部46に記憶されている連続して搬送された樹脂製容器6の本数とエアノズル22のエア噴射圧力との関係と、カウントされた樹脂製容器6の本数とを比較部48において比較し、エアノズル22からどのような噴射圧力によりエア噴射を行うかを指令部50が指令して開閉弁28、30を開閉する。この実施例では、連続して搬送された樹脂製容器6の本数が10本未満の時には、両開閉弁28、30を閉鎖してエアノズル22からのエアの噴射を行わない。また、連続して搬送された樹脂製容器6の本数が10本〜19本の場合には、低圧に設定されているレギュレータ(第1レギュレータ24)側の開閉弁28を開放して弱い噴射圧力でエアを噴射する。センサ38、40が検出した連続して搬送された樹脂製容器6の本数が20本以上の時には、高圧に設定されている他方のレギュレータ(第2レギュレータ26)側の開閉弁30を開放して強い噴射圧力でエアを噴射する。このようにして、連続的に搬送された樹脂製容器6の本数に応じてエアコンベヤ2による搬送方向Aと逆方向にエアを吹き付けることにより、樹脂製容器6の搬送速度を抑制するようにしているので、後方の大量の容器群が高速で前進して前方の容器に衝突することはなく、樹脂製容器6が変形することを防止することができる。また、ストッパで樹脂製容器6を停止させる場合や、前記インフィードスクリュー16に導入する場合にも、搬送されている樹脂製容器6の容器群を減速させ、あるいは停止させることができ、樹脂製容器6に過大な衝撃を与えて変形することを防止することができる。
【0023】
なお、前記実施例では、連続して搬送されている樹脂製容器6の容器群の本数を検出し、その本数に応じてエアノズル22からのエア噴射圧力を制御するようにしたが、容器群の本数だけに限らず、容器群の本数と搬送速度を検出してその運動エネルギーを算出し、運動エネルギーに応じてエア噴射圧力の制御を行うようにしてもよい。この場合の運動エネルギーは以下の数式により得られる。
1/2×容器群の本数×容器の重さ×搬送速度2=運動エネルギー
前記搬送速度の算出は、第1センサ38が遮光している時間を計測し、予め把握している樹脂製容器6の幅から樹脂製容器6の搬送速度を算出する。
【符号の説明】
【0024】
2 エアコンベヤ
6 樹脂製容器
6c 樹脂製容器の胴部
22 エアノズル
24 圧力調整手段(第1レギュレータ)
26 圧力調整手段(第2レギュレータ)
38 検出手段(第1センサ)
40 検出手段(第2センサ)
42 制御手段
【特許請求の範囲】
【請求項1】
樹脂製容器のフランジを支持しつつ、エアを吹き付けて樹脂製容器を搬送するエアコンベヤにおいて、
搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力調整手段を制御する制御手段とを備え、
前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするエアコンベヤ。
【請求項2】
エアコンベヤによって搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力制御手段を制御する制御手段とを備え、
前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするエアコンベヤの制御方法。
【請求項1】
樹脂製容器のフランジを支持しつつ、エアを吹き付けて樹脂製容器を搬送するエアコンベヤにおいて、
搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力調整手段を制御する制御手段とを備え、
前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするエアコンベヤ。
【請求項2】
エアコンベヤによって搬送される樹脂製容器の胴部に向けて、搬送方向と逆向きのエアを噴射するエアノズルと、このエアノズルの上流に設けられ、搬送される樹脂製容器の所定区間における本数を検出する検出手段と、エアノズルから噴射されるエアの圧力を調整する圧力調整手段と、前記エアノズルおよび圧力制御手段を制御する制御手段とを備え、
前記制御手段は、搬送される樹脂製容器の本数とエアノズルのエア噴射圧力との関係を記憶し、前記検出手段からの検出結果と記憶している前記容器本数とエア噴射圧力との関係によりエアノズルから噴射されるエアの圧力を制御することを特徴とするエアコンベヤの制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−171767(P2012−171767A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−37498(P2011−37498)
【出願日】平成23年2月23日(2011.2.23)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月23日(2011.2.23)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
[ Back to top ]