
エアゾール缶キャップ用アルミニウム板およびエアゾール缶キャップ
【課題】 耐食性、成形性に優れ、また、フッ素樹脂との接着性に優れた積層フィルムにより被覆したエアゾール缶キャップ用積層フィルムを提供する。
【解決手段】 ポリアミド樹脂を主成分とする層、および、その上の、接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【解決手段】 ポリアミド樹脂を主成分とする層、および、その上の、接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジメチルエーテル(DME)や液化石油ガス(LPG)を噴射剤として内容物を霧状もしくはムース状で散布するエアゾール缶の上部に嵌着して使用される耐食性に優れたエアゾール缶キャップ、およびこれを形成するエアゾール缶キャップ用アルミニウム板に関する。
【背景技術】
【0002】
エアゾール缶の噴射剤としては、従来フロンガスが主流を占めていたが、環境保護の観点からフロンの使用が規制され、それに代わる噴射剤としてDMEやLPGが使用されるようになった。
【0003】
特許文献1には、アルミニウム板の少なくとも片面に、エポキシ樹脂、脂肪酸またはヒドロキシ置換フェノールからなる薄膜を350℃以上の温度で熱処理した熱変性被膜を介してポリアミド樹脂層とエチレン−ビニルアルコール共重合体樹脂層を順次被覆してなる積層体、エチレン−ビニルアルコール共重合体樹脂層が最内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【0004】
特許文献2には、金属板の片面もしくは両面にエチレン−ビニルアルコール共重合体樹脂フィルムを積層し、ついで、積層されたエチレン−ビニルアルコール共重合体樹脂層を、該樹脂層のガラス転移温度(Tg)±30℃の範囲で熱処理した後、絞り加工や曲げ加工等の冷間加工することを特徴とするエチレン−ビニルアルコール共重合体被覆金属積層体の製法が開示されている。
【0005】
特許文献3には、アルミニウム板の少なくとも片面に、フッ素樹脂層を被覆した積層体を、樹脂層が内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【0006】
特許文献4には、アルミニウムまたは鋼板の少なくとも片面にグリシジルメタクリレートとポリオレフィンとの共重合体を介してフッ素樹脂層を被覆した金属積層体を樹脂層が内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【特許文献1】特開平5−305980号公報
【特許文献2】特開平10−24523号公報
【特許文献3】特開平6−293370号公報
【特許文献4】特開平10−24974号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1のエアゾール缶キャップにおいては、アルミニウム板上における積層体のエチレン−ビニルアルコール共重合体の成形性をより向上させることが要求されている。また、特許文献2の製法による被覆金属積層体により作製したエアゾール缶キャップにおいては、酸性染毛剤など極めて腐食性の強いものを内容物とした場合であっても、内容物が樹脂層を浸透せずに、アルミが腐食されないことが要求され、より優れた耐腐食性を有することが求められている。また、成形性を付与するために、被覆金属積層体に添加する潤滑剤を減少することが求められている。また、特許文献3のエアゾール缶用キャップにおいては、成形時にフィルムが剥がれる等の問題を防ぐため、フッ素樹脂との接着性をより高めることが要求されている。また、特許文献4のエアゾール缶キャップにおいては、フッ素樹脂をラミネートしているので、耐食性には優れているが、アルミニウム板とフィルムとの密着性が悪く、加工性が劣ったものとなっていた。
【0008】
そこで、本発明は、耐食性、成形性に優れ、また、フッ素樹脂との接着性に優れた積層フィルムにより被覆したエアゾール缶キャップ用積層フィルムを提供することを課題とする。
【課題を解決するための手段】
【0009】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0010】
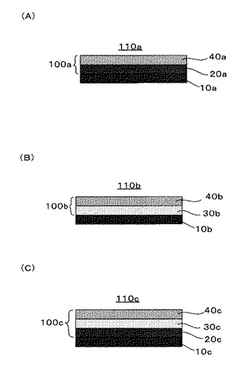
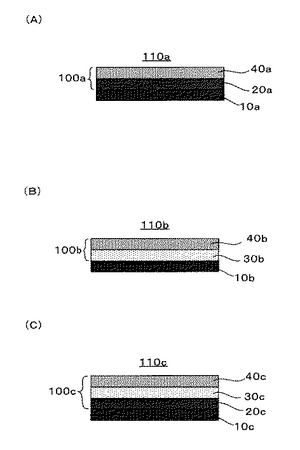
第一の本発明は、ポリアミド樹脂を主成分とする層(20a)、および、その上の接着性フッ素樹脂を主成分とする層(40a)を少なくとも有する積層フィルム(100a)におけるポリアミド樹脂を主成分とする層(20a)側によって、アルミニウム板(10a)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110a)である。
【0011】
第二の本発明は、エチレン−ビニルアルコール共重合体樹脂を主成分とする層(30b)、および、その上の接着性フッ素樹脂を主成分とする層(40b)を少なくとも有する積層フィルム(100b)におけるエチレン−ビニルアルコール共重合体樹脂を主成分とする層(30b)側によって、アルミニウム板(10b)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110b)である。
【0012】
第三の本発明は、ポリアミド樹脂を主成分とする層(20c)、その上の、エチレン−ビニルアルコール共重合体樹脂を主成分とする層(30c)、および、その上の、接着性フッ素樹脂を主成分とする層(40c)を少なくとも有する積層フィルム(100c)におけるポリアミド樹脂を主成分とする層(20c)側によって、アルミニウム板(10c)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110c)である。
【0013】
前記接着性フッ素樹脂は、カーボネート基またはマレイン酸基あるいはカーボネート基およびマレイン酸基の両方を含有することが好ましい。
【0014】
前記アルミニウム板(10a、10b、10c)が、その表面において、X線光電子分光法により測定したケイ素(Si)の元素量が5〜12原子%であることが好ましい。
【0015】
また、第一〜第三の本発明のエアゾール缶キャップ用アルミニウム板(110a、110b、110c)において、前記接着性フッ素樹脂を主成分とする層(40a、40b、40c)上に、さらにフッ素樹脂からなる層を有していてもよい。
【0016】
第四の本発明は、前記のいずれかに記載のエアゾール缶キャップ用アルミニウム板(110a、110b、110c)を、積層フィルム(100a、110b、100c)面がキャップの内側となるように絞り加工してなるエアゾール缶キャップである。
【発明の効果】
【0017】
本発明のエアゾール缶キャップ用アルミニウム板110a、110b、110c(以下、「110a、110b、110c」を「110」と省略する場合がある。)は、接着性フッ素樹脂、あるいはフッ素樹脂が表層に存在していることにより、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れている。
【発明を実施するための最良の形態】
【0018】
以下本発明を図面に示す実施形態に基づき説明する。
【0019】
図1に本発明のエアゾール缶キャップ用アルミニウム板の構成を概念的に示す。本発明で使用するアルミニウム板10a、10b、10c(以下、「10a、10b、10c」を「10」と省略する場合がある。)は、特に限定されず、各種のものを用いることができるが、加工性や強度の面からアルミニウムとマグネシウムとの合金(JIS H0001による5000系)を用いることが好ましい。
【0020】
また、アルミニウム板10表面には、積層フィルムの密着性を高めるために、化成処理を施すことが好ましい。化成処理としては、特に限定されず、通常アルミニウム板に施す処理を採用することができる。具体的な化成処理としては、浸漬クロム酸処理、リン酸クロム酸処理(クロメート処理)、さらにアルカリ溶液または酸溶液によるエッチング処理、または陽極酸化処理等を挙げることができる。
【0021】
アルミニウム板10の厚みは、特に限定されず、好ましくは0.2〜0.7mmであり、より好ましくは0.3〜0.6mmである。
【0022】
本発明で使用するアルミニウム板10では、そのアルミニウム板10の表面において、X線光電子分光法(ESCA法)により測定したケイ素(Si)の元素量は、5原子%以上であることが好ましく、6原子%以上であることがさらに好ましい。これは、ケイ素の元素量が低すぎると、フィルムとの密着性のばらつきが大きくなり、絞りやしごき加工を施したときにフィルムの剥離が発生する場合があるからである。
【0023】
また、また、ケイ素の元素量が多すぎるものは、技術的に得るのが難しく、また、フィルムの密着性が飽和することから、12原子%以下であることが好ましい。
【0024】
ここでX線光電子分光法(ESCA法)とは、軟質X線の照射により試料表面の原子から叩き出された試料の表面近傍の元素の種類および化学結合状態から分析する方法である。上記ESCAの測定条件は、通常の測定条件でよく、例えば、X線源はMgKαであり、出力は15kv×33mAであり、真空度は6.7×10−6Pa(5×10−8torr)である。元素量は、各元素のスペクトル強度分布から測定される。
【0025】
アルミニウム板10をシランカップリング剤で処理することによって、アルミニウム板10表面のSi元素量を上記の所定の範囲とすることができる。シランカップリング剤とは、その分子中に2個以上の異なった反応基をもつ有機ケイ素単量体である。2個の反応基のうちの一つは、無機質(ガラス、金属など)と化学結合する反応基であり、もう一つの反応基は、有機材料(各種合成樹脂)と化学結合する反応基である。アルミニウム板10と結合する反応基は、特には限定されないが、例えばメトキシ基、エトキシ基、シラノール基などがある。
【0026】
アルミニウム板10とシランカップリング剤は、Al−O−Siの結合を形成して強固に結合し、以下に説明するポリアミド樹脂およびエチレン−ビニルアルコール共重合体とシランカップリング剤とは、シランカップリング剤中の有機官能基が有機樹脂と反応して強固な結合力を与える。これにより、アルミニウム板10とポリアミド樹脂を主成分とする層およびエチレン−ビニルアルコール共重合体を主成分とする層とは強固に接着される。
【0027】
アルミニウム板10にシランカップリング剤を塗布する方法としては、特に限定されるわけではなく、公知の技術、例えばディッピング法、グラビアロール法、リバースロール法、キスロール法、エアーナイフコート法等により所定量塗付することができる。
【0028】
本発明の第一の形態では、上記のアルミニウム板10a上に、ポリアミド樹脂を主成分とする層20a、接着性フッ素樹脂を主成分とする層40aが、この順で積層される。また、本発明の第二の形態では、上記のアルミニウム板10b上に、エチレン−ビニルアルコール共重合体を主成分とする層30b、接着性フッ素樹脂を主成分とする層40bが、この順で積層される。また、本発明の第三の態様では、上記のアルミニウム板10c上に、ポリアミド樹脂を主成分とする層20c、エチレン−ビニルアルコール共重合体を主成分とする層30c、接着性フッ素樹脂を主成分とする層40cが、この順で積層される。
【0029】
ポリアミド樹脂を主成分とする層20a、20c(以下、「20a、20c」を「20」と省略する場合がある。)における、主成分とは、そのものが樹脂層全体の質量に対して50質量%以上であることをいい、好ましくは、70質量%以上、より好ましくは、90質量%以上であることをいい、適宜、他の物質を含有していてもよい。他の物質としては、例えば、ポリオレフィン系樹脂、アクリル系樹脂等を用いることができる。また、以下に説明する各層における「主成分」も同様の意味である。
【0030】
また、ポリアミド樹脂を主成分とする層20には、各種の添加剤を添加することができる。添加剤としては、例えば、燐系、フェノール系等の各種酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、核剤、金属不活性剤、残留重合触媒不活剤、造核剤、抗菌・防かび剤、帯電防止剤、滑剤、難燃剤、充填剤等、樹脂材料に一般的に用いられているものを挙げることができる。
【0031】
ポリアミド樹脂としては、特に限定されず、各種のポリアミド樹脂を用いることができる。具体的には、ナイロン6、ナイロン11、ナイロン12、ナイロン66、ナイロン610、ナイロン612、ナイロン6とナイロン66との共重合体等が好適に使用でき、さらにポリアミド系エラストマー、耐衝撃性ナイロン等も使用できる。また、この中でも特に、ナイロン6およびナイロン66を用いることが好ましい。
【0032】
ポリアミド樹脂のゲルパーミエーションクロマトグラフィーにより測定した、スチレン換算の重量平均分子量は、特に制限はないが、製膜性、膜の機械的特性等の点から、3000〜80000であることが好ましく、5000〜50000であることがさらに好ましい。
【0033】
ポリアミド樹脂を主成分とする層20の厚みは、特に限定されないが、積層フィルムに強度を付与するのに十分な厚さという点から、20〜150μmであることが好ましく、30〜100μmであることがさらに好ましい。
【0034】
ポリアミド樹脂を主成分とする層20は、積層フィルムに機械的強度を付与するものであり、本発明のエアゾール缶キャップ用アルミニウム板に対して耐衝撃性等を付与するものである。
【0035】
エチレン−ビニルアルコール共重合体を主成分とする層30b、30c(以下、「30b、30c」を「30」と省略する場合がある。)における、エチレン−ビニルアルコール共重合体のエチレン含量は、耐食性を高める観点から、20〜60モル%であることが好ましく、30〜50モル%であることがさらに好ましい。
【0036】
エチレン−ビニルアルコール共重合体を主成分とする層30には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層20に添加することができる上記した各種の添加剤を用いることができる。
【0037】
エチレン−ビニルアルコール共重合体を主成分とする層30の厚みは、特に限定されないが、加工性および耐食性を高め、コストを削減する観点から、10〜50μmであることが好ましく、10〜30μmであることがさらに好ましい。
【0038】
以下に説明する接着性フッ素樹脂を主成分とする層40a、40b、40c(以下、「40a、40b、40c」を「40」と省略する場合がある。)が、本発明のエアゾール缶キャップ用アルミニウム板110に耐食性を付与する役割を有しているのであるが、エチレン−ビニルアルコール共重合体を主成分とする層30を有することで、この耐食性をさらに良好なものとすることができる。
【0039】
接着性フッ素樹脂を主成分とする層40を構成する接着性フッ素樹脂とは、融点が150℃〜250℃であって、変性ポリオレフィン樹脂の一種であるレクスパール RA3150(日本ポリエチレン社製)とフッ素樹脂とを、4×105〜5×105Paの試料圧で、240℃で、10分間プレスして、積層シートを作製し、幅2.5cm、長さ25cmに切断して採取したサンプルを、JIS Z0237に準じた方法にて、剥離速度5mm/min、温度23℃で、180度剥離強度の測定を行った時の180度剥離強度が4N/cm以上であるフッ素樹脂のことをいう。
【0040】
また、本発明における接着性フッ素樹脂のIRスペクトルは、1780cm−1〜1880cm−1の間に吸収ピークを有している。好ましくは、接着性フッ素樹脂のIRスペクトルは、1790cm−1〜1800cm−1の間および1845cm−1〜1855cm−1の間に、無水マレイン酸基等の無水物に起因する吸収ピークを有し、あるいは、1800cm−1〜1815cm−1の間に末端カーボネート基に起因する吸収ピークを有し、あるいは、1790cm−1〜1800cm−1の間、1845cm−1〜1855cm−1の間および1800cm−1〜1815cm−1の間に、無水マレイン酸基等の無水物および末端カーボネート基の混合物に起因する吸収ピークを有している。
【0041】
さらに好ましくは、接着性フッ素樹脂のIRスペクトルは、1790cm−1〜1800cm−1の間および1845cm−1〜1855cm−1の間に、無水マレイン酸基等の無水物に起因する吸収ピークを有し、あるいは、1800cm−1〜1815cm−1の間に末端カーボネート基に起因する吸収ピークを有している。
【0042】
また、主鎖のCH2基に起因する2881cm−1付近における吸収ピークの高さに対する、無水マレイン酸基等の無水物に起因する1790cm−1〜1800cm−1の間の吸収ピークの高さの比は、0.5〜1.5、好ましくは0.7〜1.2、さらに好ましくは0.8〜1.0である。
【0043】
また、主鎖のCH2基に起因する2881cm−1付近における吸収ピークの高さに対する、末端カーボネート基に起因する1800cm−1〜1815cm−1の間の吸収ピークの高さの比は、1.0〜2.0、好ましくは1.2〜1.8、さらに好ましくは1.5〜1.7である。
【0044】
このような接着強度を有するフッ素樹脂として、例えば、テトラフルオロエチレン単位を有するホモポリマーやコポリマーであって、末端あるいは側鎖に、カーボネート基、カルボン酸ハライド基、ヒドロキシル基、カルボキシル基、エポキシ基等の官能基を有する樹脂が挙げられる。上記融点と接着強度を発現するのであれば、複数の樹脂を混合してもよい。市販品で上記のような接着強度を有するフッ素樹脂としては、例えば、ネオフロンEFEP(ダイキン工業社製)、フルオンLM−ETFE AH2000(旭硝子社製)が挙げられる。
【0045】
接着性フッ素樹脂を主成分とする層40には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層に添加することができる上記した各種の添加剤を用いることができる。
【0046】
接着性フッ素樹脂を主成分とする層40の厚みは、接着性フッ素樹脂を主成分とする層40の強度および耐食性を高める観点から、1μm以上であることが好ましく、5μm以上であることがさらに好ましい。また、積層フィルムの製膜性および経済的な観点から、100μm以下であることが好ましく、50μm以下であることがさらに好ましい。
【0047】
接着性フッ素樹脂を主成分とする層40を、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30の上に積層することによって、エアゾール缶キャップへの絞り成形性が良くなり、また、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30においてクラック等の成形不良が発生しなくなる。また、表層を接着性フッ素樹脂を主成分とする層40とすることで、本発明のエアゾール缶キャップの耐食性が優れたものとなる。さらに、接着性フッ素樹脂を主成分とする層40は、エチレン−ビニルアルコール共重合体樹脂およびポリアミド樹脂との接着性に優れているので、各層の接着力が良好な積層フィルムとすることができる。
【0048】
また、本発明のエアゾール缶キャップ用アルミニウム板においては、前記接着性フッ素樹脂からなる層上に、さらにフッ素樹脂からなる層を有していてもよい。
【0049】
フッ素樹脂としては、エチレン−テトラフルオロエチレン共重合体(ETFE)を用いることが接着性の点から好ましい。
【0050】
フッ素樹脂からなる層には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層に添加することができる上記した各種の添加剤を用いることができる。
【0051】
フッ素樹脂からなる層の厚みは、フッ素樹脂からなる層の強度および耐食性を高める観点から、1μm以上であることが好ましく、3μm以上であることがさらに好ましい。また、積層フィルムの製膜性および経済的な観点から、10μm以下であることが好ましく、5μm以下であることがさらに好ましい。
【0052】
接着性フッ素樹脂を主成分とする層40上に、さらにフッ素樹脂からなる層を設けることにより、本発明のエアゾール缶キャップの耐食性をより優れたものとすることができる。
【0053】
本発明において「少なくとも有する」とは、積層フィルム100a、100b、100c(以下、「100a、100b、100c」を「100」と省略する場合がある。)が、ポリアミド樹脂を主成分とする層20、エチレン−ビニルアルコール共重合体を主成分とする層30、接着性フッ素樹脂を主成分とする層40、およびフッ素樹脂からなる層以外の他の層を、本発明の効果を損なわない範囲において有していてもよいことを意味する。他の層としては、ポリエチレン、ポリプロピレン等のオレフィン等からなる層を挙げることができる。
【0054】
積層フィルム100によりアルミニウム板10の表面を被覆する方法は、フィードブロック等の公知の方法で予め2層または3層に製膜した積層フィルム100を、アルミニウム板10にラミネートする方法や、各々の単層のフィルムを、アルミニウム板10上に、順次ラミネートしていく方法等が挙げられるが、特にこれらに限定されるものではなく、接着剤を用いて各層をアルミニウム板10上貼り付けていく方法により積層することもできる。
【0055】
また、アルミニウム板に、接着性フッ素樹脂を主成分とする層40を直接積層して、アルミニウム板の少なくとも片面を、接着性フッ素樹脂を主成分とする層40のみで、被覆してなるエアゾール缶キャップ用アルミニウム板とすることもできる。また、この接着性フッ素樹脂を主成分とする層40の上に、フッ素樹脂からなる層を積層して、接着性フッ素樹脂を主成分とする層40、およびフッ素樹脂からなる層を有する積層フィルムにおける、接着性フッ素樹脂を主成分とする層40側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板とすることもできる。
【0056】
上記のような、接着性フッ素樹脂を主成分とする層40が、直接アルミニウム板10に接着する形態のエアゾール缶キャップ用アルミニウム板またはエアゾール缶キャップにおいては、アルミニウム板10と接着性フッ素樹脂を主成分とする層40との間にポリアミド樹脂を主成分とする層20も、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30も介在しない。よって、このような形態においては、幾分耐食性には劣るが、接着性フッ素樹脂の潤滑性は享受することができると共に、経済性に優れたエアゾール缶キャップ用アルミニウム板とすることができる。また、参考例1に示すように、アルミニウム板に特殊な処理をしなくても実用的な接着強度が得られるという効果がある。
【0057】
本発明のエアゾール缶キャップは、エアゾール缶キャップ用アルミニウム板110を、積層フィルム100面がキャップの内側となるように絞り加工することにより作製される。絞り加工は、キャップ形状に応じて通常の冷間加工法により行うことができる。本発明のキャップとしてはエアゾール缶上部に嵌着させるものであり、噴射用バルブを取付けるための最上部のキャップや本体との中間部分の肩部にも使用することができる。
【実施例】
【0058】
実施例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0059】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。
【0060】
得られたアルミニウム板を、積層フィルム面が内側となるように、最終製品形状のエアゾール缶キャップに絞り成形した。ついで、このエアゾール缶キャップにバルブを取りつけた後、エアゾール缶本体(40mm径×96mm高、インパクト成形法により成形後、内面にポリアミドイミド塗料をスプレーコーティングしたもの)の上部に嵌着させた。このエアゾール缶の耐食性を確認した。その結果を表1に示す。
【0061】
実施例2
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0062】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートして本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0063】
実施例3
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を3%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、10.5原子%であった。
【0064】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートして本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0065】
実施例4
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0066】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0067】
得られたアルミニウム板を、積層フィルムが内側となるように、最終製品形状のエアゾール缶キャップに絞り成形した。ついで、このエアゾール缶キャップにバルブを取りつけた後、エアゾール缶本体(40mm径×96mm高、インパクト成形法により成形後、内面にポリアミドイミド塗料をスプレーコーティングしたもの)の上部に嵌着させた。このエアゾール缶の耐食性を確認した。その結果を表1に示す。
【0068】
実施例5
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0069】
上記アルミニウム板を加熱し、エチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)を250℃でラミネートし、その上に、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)をラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0070】
実施例6
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.1%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、4.4原子%であった。
【0071】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートしてエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0072】
実施例7
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面にメチルエチルケトンで溶解したビスフェノール型エポキシ樹脂(重量平均分子量380、エポキシ当量180〜200)をロールコーターにて、塗布乾燥後の厚みが1μmとなるように塗布した。上記アルミニウム板を400℃で熱処理して変性させた後、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を280℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。
得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0073】
実施例8
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0074】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂(ダイキン工業社製 EFEP RP−4020 厚み10μm)、フッ素樹脂フィルム(旭硝子社製 アフレックスETFE 厚み12μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0075】
比較例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0076】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0077】
参考例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、特別な処理を施すことなく、200℃まで加熱し、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP−4020 厚み10μm)をラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0078】
<評価>
(1)成形性
エアゾール缶キャップ用アルミニウム板を、最終製品形状であるエアゾール缶キャップに絞り成形したときに、フィルム剥がれ等の外観異常発生が発生しないものを○、少し発生したものを△、多く発生したものを×として評価した。
【0079】
(2)耐食性1
エアゾール缶に、市販の噴射剤であるLPGのヘアートリートメントを内容物として充填し、倒立状態で50℃で3ヶ月間保管したときの、エアゾール缶キャップの内面状態の異常が全くないものを○、異常が少し発生したものを△、異常が多く発生したものを×として評価した。
【0080】
(3)耐食性2
エアゾール缶に、市販の噴射剤であるDMEの酸性液(PH=2)を内容物として充填し、倒立状態で50℃で3ヶ月間保管したときの、エアゾール缶キャップの内面状態の異常が全くないものを○、異常が少し発生したものを△、異常が多く発生したものを×として評価した。
【0081】
【表1】

【0082】
表1より以下のことが明らかになった。
【0083】
(1)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例1〜3)。
【0084】
(2)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例4)。
【0085】
(3)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例5)。
【0086】
(4)ケイ素(Si)の元素量(原子%)が所定の範囲外であるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形時に、ナイロン6とアルミニウム板の間において、積層フィルムの一部分が剥離した(実施例6)。
【0087】
(5)アルミニウム板の表面にエポキシ樹脂を塗布して、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したアルミニウム板は、エアゾール缶用キャップ成形時に、EVOH(エバール)のフィルムの表面の一部において、クラックが発生した。また、耐食性については、市販の噴射剤であるLPGのヘアートリートメントを内容物とした場合は問題がなかったものの、市販の噴射剤であるDMEの酸性液(PH=2)を内容物として充填した場合は、アルミの腐食が確認された(実施例7)。
【0088】
(6)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)およびフッ素樹脂フィルム(ETFE)を積層したアルミニウム板は、エアゾール缶キャップへの成形時に、ナイロン6のフィルムとEVOH(エバール)のフィルムとの間で一部分が剥離した(実施例8)。
【0089】
(7)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)を積層したアルミニウム板は、エアゾール缶キャップとしての耐食性に劣るものであった(比較例1)。
【0090】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴うエアゾール缶キャップ用アルミニウム板、およびこのアルミニウム板を絞り加工してなるエアゾール缶キャップもまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0091】
【図1】本発明のエアゾール缶キャップ用アルミニウム板の構成を示す概念図である。
【符号の説明】
【0092】
110a、110b、110c エアゾール缶キャップ用アルミニウム板
100a、100b、100c 積層フィルム
10a、10b、10c アルミニウム板
20a、20c ポリアミド樹脂を主成分とする層
30b、30c エチレン−ビニルアルコール共重合体を主成分とする層
40a、40b、40c 接着性フッ素樹脂を主成分とする層
【技術分野】
【0001】
本発明は、ジメチルエーテル(DME)や液化石油ガス(LPG)を噴射剤として内容物を霧状もしくはムース状で散布するエアゾール缶の上部に嵌着して使用される耐食性に優れたエアゾール缶キャップ、およびこれを形成するエアゾール缶キャップ用アルミニウム板に関する。
【背景技術】
【0002】
エアゾール缶の噴射剤としては、従来フロンガスが主流を占めていたが、環境保護の観点からフロンの使用が規制され、それに代わる噴射剤としてDMEやLPGが使用されるようになった。
【0003】
特許文献1には、アルミニウム板の少なくとも片面に、エポキシ樹脂、脂肪酸またはヒドロキシ置換フェノールからなる薄膜を350℃以上の温度で熱処理した熱変性被膜を介してポリアミド樹脂層とエチレン−ビニルアルコール共重合体樹脂層を順次被覆してなる積層体、エチレン−ビニルアルコール共重合体樹脂層が最内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【0004】
特許文献2には、金属板の片面もしくは両面にエチレン−ビニルアルコール共重合体樹脂フィルムを積層し、ついで、積層されたエチレン−ビニルアルコール共重合体樹脂層を、該樹脂層のガラス転移温度(Tg)±30℃の範囲で熱処理した後、絞り加工や曲げ加工等の冷間加工することを特徴とするエチレン−ビニルアルコール共重合体被覆金属積層体の製法が開示されている。
【0005】
特許文献3には、アルミニウム板の少なくとも片面に、フッ素樹脂層を被覆した積層体を、樹脂層が内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【0006】
特許文献4には、アルミニウムまたは鋼板の少なくとも片面にグリシジルメタクリレートとポリオレフィンとの共重合体を介してフッ素樹脂層を被覆した金属積層体を樹脂層が内面となるように絞り加工してなるエアゾール缶用キャップが記載されている。
【特許文献1】特開平5−305980号公報
【特許文献2】特開平10−24523号公報
【特許文献3】特開平6−293370号公報
【特許文献4】特開平10−24974号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1のエアゾール缶キャップにおいては、アルミニウム板上における積層体のエチレン−ビニルアルコール共重合体の成形性をより向上させることが要求されている。また、特許文献2の製法による被覆金属積層体により作製したエアゾール缶キャップにおいては、酸性染毛剤など極めて腐食性の強いものを内容物とした場合であっても、内容物が樹脂層を浸透せずに、アルミが腐食されないことが要求され、より優れた耐腐食性を有することが求められている。また、成形性を付与するために、被覆金属積層体に添加する潤滑剤を減少することが求められている。また、特許文献3のエアゾール缶用キャップにおいては、成形時にフィルムが剥がれる等の問題を防ぐため、フッ素樹脂との接着性をより高めることが要求されている。また、特許文献4のエアゾール缶キャップにおいては、フッ素樹脂をラミネートしているので、耐食性には優れているが、アルミニウム板とフィルムとの密着性が悪く、加工性が劣ったものとなっていた。
【0008】
そこで、本発明は、耐食性、成形性に優れ、また、フッ素樹脂との接着性に優れた積層フィルムにより被覆したエアゾール缶キャップ用積層フィルムを提供することを課題とする。
【課題を解決するための手段】
【0009】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0010】
第一の本発明は、ポリアミド樹脂を主成分とする層(20a)、および、その上の接着性フッ素樹脂を主成分とする層(40a)を少なくとも有する積層フィルム(100a)におけるポリアミド樹脂を主成分とする層(20a)側によって、アルミニウム板(10a)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110a)である。
【0011】
第二の本発明は、エチレン−ビニルアルコール共重合体樹脂を主成分とする層(30b)、および、その上の接着性フッ素樹脂を主成分とする層(40b)を少なくとも有する積層フィルム(100b)におけるエチレン−ビニルアルコール共重合体樹脂を主成分とする層(30b)側によって、アルミニウム板(10b)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110b)である。
【0012】
第三の本発明は、ポリアミド樹脂を主成分とする層(20c)、その上の、エチレン−ビニルアルコール共重合体樹脂を主成分とする層(30c)、および、その上の、接着性フッ素樹脂を主成分とする層(40c)を少なくとも有する積層フィルム(100c)におけるポリアミド樹脂を主成分とする層(20c)側によって、アルミニウム板(10c)の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板(110c)である。
【0013】
前記接着性フッ素樹脂は、カーボネート基またはマレイン酸基あるいはカーボネート基およびマレイン酸基の両方を含有することが好ましい。
【0014】
前記アルミニウム板(10a、10b、10c)が、その表面において、X線光電子分光法により測定したケイ素(Si)の元素量が5〜12原子%であることが好ましい。
【0015】
また、第一〜第三の本発明のエアゾール缶キャップ用アルミニウム板(110a、110b、110c)において、前記接着性フッ素樹脂を主成分とする層(40a、40b、40c)上に、さらにフッ素樹脂からなる層を有していてもよい。
【0016】
第四の本発明は、前記のいずれかに記載のエアゾール缶キャップ用アルミニウム板(110a、110b、110c)を、積層フィルム(100a、110b、100c)面がキャップの内側となるように絞り加工してなるエアゾール缶キャップである。
【発明の効果】
【0017】
本発明のエアゾール缶キャップ用アルミニウム板110a、110b、110c(以下、「110a、110b、110c」を「110」と省略する場合がある。)は、接着性フッ素樹脂、あるいはフッ素樹脂が表層に存在していることにより、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れている。
【発明を実施するための最良の形態】
【0018】
以下本発明を図面に示す実施形態に基づき説明する。
【0019】
図1に本発明のエアゾール缶キャップ用アルミニウム板の構成を概念的に示す。本発明で使用するアルミニウム板10a、10b、10c(以下、「10a、10b、10c」を「10」と省略する場合がある。)は、特に限定されず、各種のものを用いることができるが、加工性や強度の面からアルミニウムとマグネシウムとの合金(JIS H0001による5000系)を用いることが好ましい。
【0020】
また、アルミニウム板10表面には、積層フィルムの密着性を高めるために、化成処理を施すことが好ましい。化成処理としては、特に限定されず、通常アルミニウム板に施す処理を採用することができる。具体的な化成処理としては、浸漬クロム酸処理、リン酸クロム酸処理(クロメート処理)、さらにアルカリ溶液または酸溶液によるエッチング処理、または陽極酸化処理等を挙げることができる。
【0021】
アルミニウム板10の厚みは、特に限定されず、好ましくは0.2〜0.7mmであり、より好ましくは0.3〜0.6mmである。
【0022】
本発明で使用するアルミニウム板10では、そのアルミニウム板10の表面において、X線光電子分光法(ESCA法)により測定したケイ素(Si)の元素量は、5原子%以上であることが好ましく、6原子%以上であることがさらに好ましい。これは、ケイ素の元素量が低すぎると、フィルムとの密着性のばらつきが大きくなり、絞りやしごき加工を施したときにフィルムの剥離が発生する場合があるからである。
【0023】
また、また、ケイ素の元素量が多すぎるものは、技術的に得るのが難しく、また、フィルムの密着性が飽和することから、12原子%以下であることが好ましい。
【0024】
ここでX線光電子分光法(ESCA法)とは、軟質X線の照射により試料表面の原子から叩き出された試料の表面近傍の元素の種類および化学結合状態から分析する方法である。上記ESCAの測定条件は、通常の測定条件でよく、例えば、X線源はMgKαであり、出力は15kv×33mAであり、真空度は6.7×10−6Pa(5×10−8torr)である。元素量は、各元素のスペクトル強度分布から測定される。
【0025】
アルミニウム板10をシランカップリング剤で処理することによって、アルミニウム板10表面のSi元素量を上記の所定の範囲とすることができる。シランカップリング剤とは、その分子中に2個以上の異なった反応基をもつ有機ケイ素単量体である。2個の反応基のうちの一つは、無機質(ガラス、金属など)と化学結合する反応基であり、もう一つの反応基は、有機材料(各種合成樹脂)と化学結合する反応基である。アルミニウム板10と結合する反応基は、特には限定されないが、例えばメトキシ基、エトキシ基、シラノール基などがある。
【0026】
アルミニウム板10とシランカップリング剤は、Al−O−Siの結合を形成して強固に結合し、以下に説明するポリアミド樹脂およびエチレン−ビニルアルコール共重合体とシランカップリング剤とは、シランカップリング剤中の有機官能基が有機樹脂と反応して強固な結合力を与える。これにより、アルミニウム板10とポリアミド樹脂を主成分とする層およびエチレン−ビニルアルコール共重合体を主成分とする層とは強固に接着される。
【0027】
アルミニウム板10にシランカップリング剤を塗布する方法としては、特に限定されるわけではなく、公知の技術、例えばディッピング法、グラビアロール法、リバースロール法、キスロール法、エアーナイフコート法等により所定量塗付することができる。
【0028】
本発明の第一の形態では、上記のアルミニウム板10a上に、ポリアミド樹脂を主成分とする層20a、接着性フッ素樹脂を主成分とする層40aが、この順で積層される。また、本発明の第二の形態では、上記のアルミニウム板10b上に、エチレン−ビニルアルコール共重合体を主成分とする層30b、接着性フッ素樹脂を主成分とする層40bが、この順で積層される。また、本発明の第三の態様では、上記のアルミニウム板10c上に、ポリアミド樹脂を主成分とする層20c、エチレン−ビニルアルコール共重合体を主成分とする層30c、接着性フッ素樹脂を主成分とする層40cが、この順で積層される。
【0029】
ポリアミド樹脂を主成分とする層20a、20c(以下、「20a、20c」を「20」と省略する場合がある。)における、主成分とは、そのものが樹脂層全体の質量に対して50質量%以上であることをいい、好ましくは、70質量%以上、より好ましくは、90質量%以上であることをいい、適宜、他の物質を含有していてもよい。他の物質としては、例えば、ポリオレフィン系樹脂、アクリル系樹脂等を用いることができる。また、以下に説明する各層における「主成分」も同様の意味である。
【0030】
また、ポリアミド樹脂を主成分とする層20には、各種の添加剤を添加することができる。添加剤としては、例えば、燐系、フェノール系等の各種酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、核剤、金属不活性剤、残留重合触媒不活剤、造核剤、抗菌・防かび剤、帯電防止剤、滑剤、難燃剤、充填剤等、樹脂材料に一般的に用いられているものを挙げることができる。
【0031】
ポリアミド樹脂としては、特に限定されず、各種のポリアミド樹脂を用いることができる。具体的には、ナイロン6、ナイロン11、ナイロン12、ナイロン66、ナイロン610、ナイロン612、ナイロン6とナイロン66との共重合体等が好適に使用でき、さらにポリアミド系エラストマー、耐衝撃性ナイロン等も使用できる。また、この中でも特に、ナイロン6およびナイロン66を用いることが好ましい。
【0032】
ポリアミド樹脂のゲルパーミエーションクロマトグラフィーにより測定した、スチレン換算の重量平均分子量は、特に制限はないが、製膜性、膜の機械的特性等の点から、3000〜80000であることが好ましく、5000〜50000であることがさらに好ましい。
【0033】
ポリアミド樹脂を主成分とする層20の厚みは、特に限定されないが、積層フィルムに強度を付与するのに十分な厚さという点から、20〜150μmであることが好ましく、30〜100μmであることがさらに好ましい。
【0034】
ポリアミド樹脂を主成分とする層20は、積層フィルムに機械的強度を付与するものであり、本発明のエアゾール缶キャップ用アルミニウム板に対して耐衝撃性等を付与するものである。
【0035】
エチレン−ビニルアルコール共重合体を主成分とする層30b、30c(以下、「30b、30c」を「30」と省略する場合がある。)における、エチレン−ビニルアルコール共重合体のエチレン含量は、耐食性を高める観点から、20〜60モル%であることが好ましく、30〜50モル%であることがさらに好ましい。
【0036】
エチレン−ビニルアルコール共重合体を主成分とする層30には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層20に添加することができる上記した各種の添加剤を用いることができる。
【0037】
エチレン−ビニルアルコール共重合体を主成分とする層30の厚みは、特に限定されないが、加工性および耐食性を高め、コストを削減する観点から、10〜50μmであることが好ましく、10〜30μmであることがさらに好ましい。
【0038】
以下に説明する接着性フッ素樹脂を主成分とする層40a、40b、40c(以下、「40a、40b、40c」を「40」と省略する場合がある。)が、本発明のエアゾール缶キャップ用アルミニウム板110に耐食性を付与する役割を有しているのであるが、エチレン−ビニルアルコール共重合体を主成分とする層30を有することで、この耐食性をさらに良好なものとすることができる。
【0039】
接着性フッ素樹脂を主成分とする層40を構成する接着性フッ素樹脂とは、融点が150℃〜250℃であって、変性ポリオレフィン樹脂の一種であるレクスパール RA3150(日本ポリエチレン社製)とフッ素樹脂とを、4×105〜5×105Paの試料圧で、240℃で、10分間プレスして、積層シートを作製し、幅2.5cm、長さ25cmに切断して採取したサンプルを、JIS Z0237に準じた方法にて、剥離速度5mm/min、温度23℃で、180度剥離強度の測定を行った時の180度剥離強度が4N/cm以上であるフッ素樹脂のことをいう。
【0040】
また、本発明における接着性フッ素樹脂のIRスペクトルは、1780cm−1〜1880cm−1の間に吸収ピークを有している。好ましくは、接着性フッ素樹脂のIRスペクトルは、1790cm−1〜1800cm−1の間および1845cm−1〜1855cm−1の間に、無水マレイン酸基等の無水物に起因する吸収ピークを有し、あるいは、1800cm−1〜1815cm−1の間に末端カーボネート基に起因する吸収ピークを有し、あるいは、1790cm−1〜1800cm−1の間、1845cm−1〜1855cm−1の間および1800cm−1〜1815cm−1の間に、無水マレイン酸基等の無水物および末端カーボネート基の混合物に起因する吸収ピークを有している。
【0041】
さらに好ましくは、接着性フッ素樹脂のIRスペクトルは、1790cm−1〜1800cm−1の間および1845cm−1〜1855cm−1の間に、無水マレイン酸基等の無水物に起因する吸収ピークを有し、あるいは、1800cm−1〜1815cm−1の間に末端カーボネート基に起因する吸収ピークを有している。
【0042】
また、主鎖のCH2基に起因する2881cm−1付近における吸収ピークの高さに対する、無水マレイン酸基等の無水物に起因する1790cm−1〜1800cm−1の間の吸収ピークの高さの比は、0.5〜1.5、好ましくは0.7〜1.2、さらに好ましくは0.8〜1.0である。
【0043】
また、主鎖のCH2基に起因する2881cm−1付近における吸収ピークの高さに対する、末端カーボネート基に起因する1800cm−1〜1815cm−1の間の吸収ピークの高さの比は、1.0〜2.0、好ましくは1.2〜1.8、さらに好ましくは1.5〜1.7である。
【0044】
このような接着強度を有するフッ素樹脂として、例えば、テトラフルオロエチレン単位を有するホモポリマーやコポリマーであって、末端あるいは側鎖に、カーボネート基、カルボン酸ハライド基、ヒドロキシル基、カルボキシル基、エポキシ基等の官能基を有する樹脂が挙げられる。上記融点と接着強度を発現するのであれば、複数の樹脂を混合してもよい。市販品で上記のような接着強度を有するフッ素樹脂としては、例えば、ネオフロンEFEP(ダイキン工業社製)、フルオンLM−ETFE AH2000(旭硝子社製)が挙げられる。
【0045】
接着性フッ素樹脂を主成分とする層40には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層に添加することができる上記した各種の添加剤を用いることができる。
【0046】
接着性フッ素樹脂を主成分とする層40の厚みは、接着性フッ素樹脂を主成分とする層40の強度および耐食性を高める観点から、1μm以上であることが好ましく、5μm以上であることがさらに好ましい。また、積層フィルムの製膜性および経済的な観点から、100μm以下であることが好ましく、50μm以下であることがさらに好ましい。
【0047】
接着性フッ素樹脂を主成分とする層40を、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30の上に積層することによって、エアゾール缶キャップへの絞り成形性が良くなり、また、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30においてクラック等の成形不良が発生しなくなる。また、表層を接着性フッ素樹脂を主成分とする層40とすることで、本発明のエアゾール缶キャップの耐食性が優れたものとなる。さらに、接着性フッ素樹脂を主成分とする層40は、エチレン−ビニルアルコール共重合体樹脂およびポリアミド樹脂との接着性に優れているので、各層の接着力が良好な積層フィルムとすることができる。
【0048】
また、本発明のエアゾール缶キャップ用アルミニウム板においては、前記接着性フッ素樹脂からなる層上に、さらにフッ素樹脂からなる層を有していてもよい。
【0049】
フッ素樹脂としては、エチレン−テトラフルオロエチレン共重合体(ETFE)を用いることが接着性の点から好ましい。
【0050】
フッ素樹脂からなる層には、各種の添加剤を添加することができる。添加剤としては、ポリアミド樹脂を主成分とする層に添加することができる上記した各種の添加剤を用いることができる。
【0051】
フッ素樹脂からなる層の厚みは、フッ素樹脂からなる層の強度および耐食性を高める観点から、1μm以上であることが好ましく、3μm以上であることがさらに好ましい。また、積層フィルムの製膜性および経済的な観点から、10μm以下であることが好ましく、5μm以下であることがさらに好ましい。
【0052】
接着性フッ素樹脂を主成分とする層40上に、さらにフッ素樹脂からなる層を設けることにより、本発明のエアゾール缶キャップの耐食性をより優れたものとすることができる。
【0053】
本発明において「少なくとも有する」とは、積層フィルム100a、100b、100c(以下、「100a、100b、100c」を「100」と省略する場合がある。)が、ポリアミド樹脂を主成分とする層20、エチレン−ビニルアルコール共重合体を主成分とする層30、接着性フッ素樹脂を主成分とする層40、およびフッ素樹脂からなる層以外の他の層を、本発明の効果を損なわない範囲において有していてもよいことを意味する。他の層としては、ポリエチレン、ポリプロピレン等のオレフィン等からなる層を挙げることができる。
【0054】
積層フィルム100によりアルミニウム板10の表面を被覆する方法は、フィードブロック等の公知の方法で予め2層または3層に製膜した積層フィルム100を、アルミニウム板10にラミネートする方法や、各々の単層のフィルムを、アルミニウム板10上に、順次ラミネートしていく方法等が挙げられるが、特にこれらに限定されるものではなく、接着剤を用いて各層をアルミニウム板10上貼り付けていく方法により積層することもできる。
【0055】
また、アルミニウム板に、接着性フッ素樹脂を主成分とする層40を直接積層して、アルミニウム板の少なくとも片面を、接着性フッ素樹脂を主成分とする層40のみで、被覆してなるエアゾール缶キャップ用アルミニウム板とすることもできる。また、この接着性フッ素樹脂を主成分とする層40の上に、フッ素樹脂からなる層を積層して、接着性フッ素樹脂を主成分とする層40、およびフッ素樹脂からなる層を有する積層フィルムにおける、接着性フッ素樹脂を主成分とする層40側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板とすることもできる。
【0056】
上記のような、接着性フッ素樹脂を主成分とする層40が、直接アルミニウム板10に接着する形態のエアゾール缶キャップ用アルミニウム板またはエアゾール缶キャップにおいては、アルミニウム板10と接着性フッ素樹脂を主成分とする層40との間にポリアミド樹脂を主成分とする層20も、エチレン−ビニルアルコール共重合体樹脂を主成分とする層30も介在しない。よって、このような形態においては、幾分耐食性には劣るが、接着性フッ素樹脂の潤滑性は享受することができると共に、経済性に優れたエアゾール缶キャップ用アルミニウム板とすることができる。また、参考例1に示すように、アルミニウム板に特殊な処理をしなくても実用的な接着強度が得られるという効果がある。
【0057】
本発明のエアゾール缶キャップは、エアゾール缶キャップ用アルミニウム板110を、積層フィルム100面がキャップの内側となるように絞り加工することにより作製される。絞り加工は、キャップ形状に応じて通常の冷間加工法により行うことができる。本発明のキャップとしてはエアゾール缶上部に嵌着させるものであり、噴射用バルブを取付けるための最上部のキャップや本体との中間部分の肩部にも使用することができる。
【実施例】
【0058】
実施例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0059】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。
【0060】
得られたアルミニウム板を、積層フィルム面が内側となるように、最終製品形状のエアゾール缶キャップに絞り成形した。ついで、このエアゾール缶キャップにバルブを取りつけた後、エアゾール缶本体(40mm径×96mm高、インパクト成形法により成形後、内面にポリアミドイミド塗料をスプレーコーティングしたもの)の上部に嵌着させた。このエアゾール缶の耐食性を確認した。その結果を表1に示す。
【0061】
実施例2
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0062】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートして本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0063】
実施例3
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を3%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、10.5原子%であった。
【0064】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートして本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0065】
実施例4
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0066】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0067】
得られたアルミニウム板を、積層フィルムが内側となるように、最終製品形状のエアゾール缶キャップに絞り成形した。ついで、このエアゾール缶キャップにバルブを取りつけた後、エアゾール缶本体(40mm径×96mm高、インパクト成形法により成形後、内面にポリアミドイミド塗料をスプレーコーティングしたもの)の上部に嵌着させた。このエアゾール缶の耐食性を確認した。その結果を表1に示す。
【0068】
実施例5
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を1.0%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、7.1原子%であった。
【0069】
上記アルミニウム板を加熱し、エチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)を250℃でラミネートし、その上に、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)をラミネートして、本発明のエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0070】
実施例6
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.1%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分間乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、4.4原子%であった。
【0071】
上記アルミニウム板について、実施例1と同様にして、三種類の樹脂フィルムをラミネートしてエアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0072】
実施例7
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面にメチルエチルケトンで溶解したビスフェノール型エポキシ樹脂(重量平均分子量380、エポキシ当量180〜200)をロールコーターにて、塗布乾燥後の厚みが1μmとなるように塗布した。上記アルミニウム板を400℃で熱処理して変性させた後、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を280℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP-4020、厚み10μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。
得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0073】
実施例8
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0074】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)、接着性フッ素樹脂(ダイキン工業社製 EFEP RP−4020 厚み10μm)、フッ素樹脂フィルム(旭硝子社製 アフレックスETFE 厚み12μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0075】
比較例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、3−アミノプロピルトリエトキシシラン(日本ユニカー社製 A1100)を0.5%含むエタノール溶液をロールコーターにて塗布した後、150℃で20分乾燥させた。乾燥させた後のアルミニウム板表面のESCA法(X線源:MgKα、出力:15Kv×33mA、真空度:6.7×10−6Pa(5×10−8Torr))による表面分析の結果、Si元素存在量は、6.3原子%であった。
【0076】
上記アルミニウム板を加熱し、ナイロン6からなるフィルム(三菱樹脂社製 ダイアミロンC、厚み20μm)を250℃でラミネートし、その上に、さらにエチレン含量が32モル%のEVOH(クラレ社製 エバール、厚み10μm)を順次ラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0077】
参考例1
表面をクロメート処理したアルミニウム板(A5052−O、厚み0.43mm)の片面に、特別な処理を施すことなく、200℃まで加熱し、接着性フッ素樹脂フィルム(ダイキン工業社製 EFEP RP−4020 厚み10μm)をラミネートして、エアゾール缶キャップ用アルミニウム板を作製した。得られたエアゾール缶キャップ用アルミニウム板を、実施例1と同様にして成形し、エアゾール缶を作製して、耐食性を確認した。その結果を表1に示す。
【0078】
<評価>
(1)成形性
エアゾール缶キャップ用アルミニウム板を、最終製品形状であるエアゾール缶キャップに絞り成形したときに、フィルム剥がれ等の外観異常発生が発生しないものを○、少し発生したものを△、多く発生したものを×として評価した。
【0079】
(2)耐食性1
エアゾール缶に、市販の噴射剤であるLPGのヘアートリートメントを内容物として充填し、倒立状態で50℃で3ヶ月間保管したときの、エアゾール缶キャップの内面状態の異常が全くないものを○、異常が少し発生したものを△、異常が多く発生したものを×として評価した。
【0080】
(3)耐食性2
エアゾール缶に、市販の噴射剤であるDMEの酸性液(PH=2)を内容物として充填し、倒立状態で50℃で3ヶ月間保管したときの、エアゾール缶キャップの内面状態の異常が全くないものを○、異常が少し発生したものを△、異常が多く発生したものを×として評価した。
【0081】
【表1】
【0082】
表1より以下のことが明らかになった。
【0083】
(1)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例1〜3)。
【0084】
(2)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例4)。
【0085】
(3)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形性に優れ、また、エアゾール缶キャップとしての耐食性に優れていた(実施例5)。
【0086】
(4)ケイ素(Si)の元素量(原子%)が所定の範囲外であるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したエアゾール缶キャップ用アルミニウム板は、エアゾール缶キャップへの成形時に、ナイロン6とアルミニウム板の間において、積層フィルムの一部分が剥離した(実施例6)。
【0087】
(5)アルミニウム板の表面にエポキシ樹脂を塗布して、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)を積層したアルミニウム板は、エアゾール缶用キャップ成形時に、EVOH(エバール)のフィルムの表面の一部において、クラックが発生した。また、耐食性については、市販の噴射剤であるLPGのヘアートリートメントを内容物とした場合は問題がなかったものの、市販の噴射剤であるDMEの酸性液(PH=2)を内容物として充填した場合は、アルミの腐食が確認された(実施例7)。
【0088】
(6)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)、接着性フッ素樹脂フィルム(EFEP)およびフッ素樹脂フィルム(ETFE)を積層したアルミニウム板は、エアゾール缶キャップへの成形時に、ナイロン6のフィルムとEVOH(エバール)のフィルムとの間で一部分が剥離した(実施例8)。
【0089】
(7)所定のケイ素(Si)の元素量(原子%)からなるアルミニウム板の表面に、ナイロン6、EVOH(エバール)を積層したアルミニウム板は、エアゾール缶キャップとしての耐食性に劣るものであった(比較例1)。
【0090】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴うエアゾール缶キャップ用アルミニウム板、およびこのアルミニウム板を絞り加工してなるエアゾール缶キャップもまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0091】
【図1】本発明のエアゾール缶キャップ用アルミニウム板の構成を示す概念図である。
【符号の説明】
【0092】
110a、110b、110c エアゾール缶キャップ用アルミニウム板
100a、100b、100c 積層フィルム
10a、10b、10c アルミニウム板
20a、20c ポリアミド樹脂を主成分とする層
30b、30c エチレン−ビニルアルコール共重合体を主成分とする層
40a、40b、40c 接着性フッ素樹脂を主成分とする層
【特許請求の範囲】
【請求項1】
ポリアミド樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項2】
エチレン−ビニルアルコール共重合体樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるエチレン−ビニルアルコール共重合体樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項3】
ポリアミド樹脂を主成分とする層、その上のエチレン−ビニルアルコール共重合体樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項4】
前記接着性フッ素樹脂が、カーボネート基を含有する、請求項1〜3のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項5】
前記接着性フッ素樹脂が、マレイン酸基を含有する、請求項1〜4のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項6】
前記アルミニウム板が、その表面において、X線光電子分光法により測定したケイ素(Si)の元素量が5〜12原子%である、請求項1〜5のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項7】
前記接着性フッ素樹脂を主成分とする層上に、さらにフッ素樹脂からなる層を有する、請求項1〜6のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項8】
請求項1〜7のいずれかに記載のエアゾール缶キャップ用アルミニウム板を、積層フィルム面がキャップの内側となるように絞り加工してなるエアゾール缶キャップ。
【請求項1】
ポリアミド樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項2】
エチレン−ビニルアルコール共重合体樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるエチレン−ビニルアルコール共重合体樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項3】
ポリアミド樹脂を主成分とする層、その上のエチレン−ビニルアルコール共重合体樹脂を主成分とする層、および、その上の接着性フッ素樹脂を主成分とする層を少なくとも有する積層フィルムにおけるポリアミド樹脂を主成分とする層側によって、アルミニウム板の少なくとも片面を被覆してなるエアゾール缶キャップ用アルミニウム板。
【請求項4】
前記接着性フッ素樹脂が、カーボネート基を含有する、請求項1〜3のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項5】
前記接着性フッ素樹脂が、マレイン酸基を含有する、請求項1〜4のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項6】
前記アルミニウム板が、その表面において、X線光電子分光法により測定したケイ素(Si)の元素量が5〜12原子%である、請求項1〜5のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項7】
前記接着性フッ素樹脂を主成分とする層上に、さらにフッ素樹脂からなる層を有する、請求項1〜6のいずれかに記載のエアゾール缶キャップ用アルミニウム板。
【請求項8】
請求項1〜7のいずれかに記載のエアゾール缶キャップ用アルミニウム板を、積層フィルム面がキャップの内側となるように絞り加工してなるエアゾール缶キャップ。
【図1】

【公開番号】特開2006−192595(P2006−192595A)
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願番号】特願2005−3798(P2005−3798)
【出願日】平成17年1月11日(2005.1.11)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願日】平成17年1月11日(2005.1.11)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]