
エアバッグインフレーター用フィルター及びその製造方法
【課題】フィルター強度及びフィルター特性に優れたエアバッグインフレーター用フィルター及びその製造方法を提供する。
【解決手段】畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の前記畳織金網を円筒状に巻く工程とを有し、圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有する製造方法により、上記課題を解決した。
【解決手段】畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の前記畳織金網を円筒状に巻く工程とを有し、圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有する製造方法により、上記課題を解決した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアバッグインフレーター用フィルター及びその製造方法に関する。さらに詳しくは、自動車の衝突事故時に乗員が受ける衝撃を緩和して、乗員の安全を図るエアバッグ装置のインフレーター用フィルター及びその製造方法に関する。
【背景技術】
【0002】
エアバッグは、自動車の衝突時に乗員を二次衝突から保護するものとして、実用化されている。このエアバッグは、自動車の衝突を素早く検知し、衝突の程度を判断して作動信号を送るセンサーと、このセンサーから送られた作動信号によりガスを発生させるインフレーター(ガス発生器)と、このインフレーターから流入するガスによって展開(膨張)させられ、乗員を保護するバッグとから構成されている。
【0003】
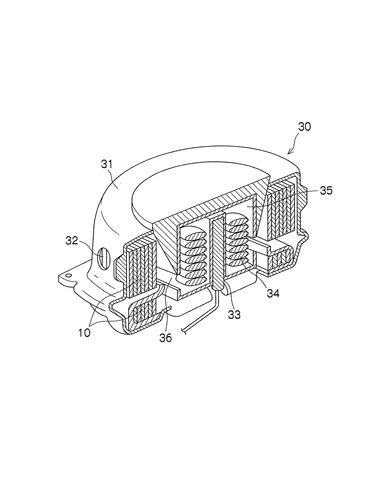
インフレーターは、ガスの発生方法により、高圧気体式インフレーター、固体推進薬式インフレーター、ハイブリッド式インフレーターの3種類に大別される。この中でも、主に運転席用のエアバッグに使用される固体推進薬式インフレーター30は、図9に示すように、前記したセンサーからの作動信号によって点火するイグナイター(点火装置)33、イグナイター33によって爆発的に燃焼してガスを発生するガス発生剤34とその収納部35、ガス発生剤34の爆発的な燃焼により発生した高温で固体残渣を有するガスを濾過するエアバッグインフレーター用フィルター10、エアバッグインフレーター用フィルター10を通過したガスを前記したバッグ内に流入させるディフューザー32、等を装備するのが一般的である。なお、符号31は上記したフィルターを収納する円板型ケースであり、符号36は上記したガスが通過する通過孔である。
【0004】
また、エアバッグは、その展開速度が速すぎると乗員に損傷を与え、展開速度が遅すぎると乗員を保護できない。そのため、インフレーターには、装備される車両の大きさや構造等に応じてこのエアバッグを適正な速度で展開させることが要求される。この展開速度は、ガス発生剤の種類、ガス発生量、エアバッグインフレーター用フィルターの特性によって調節することができるとされている。
【0005】
特許文献1には、厚さが0.20mm〜0.40mmで、幅が0.50mm〜1.0mmの断面長方形の一本の線材(平角線ともいう。)を、先ず、線材の一端を治具の適所に係止させ、その線材を治具に巻き付け編み上げて円筒体とし、次いで、編み上げた後の線材の他端を円筒体の適所に接合し、この円筒体から前記治具を抜き取って、中空円筒体を得る。この中空円筒体を窒素ガス雰囲気下で、1000℃〜1500℃の温度範囲で焼結してエアバッグインフレーター用フィルターを製造する技術が提案されている。この技術では、構造が簡単であるが高い剛性を有し、製造コストも嵩むことがない。さらに、上記線材の種類、巻き付け回数、巻き付け角度、ピッチ、焼結の条件を種々変えることによって、種々の異なる特性のエアバッグインフレーター用フィルターを容易に製造できるとしている。
【0006】
特許文献2には、金属フィルターの製造技術が提案されている。この技術によると、畳織金網の反物ロールを繰り出しながら圧下して巻取り、その圧下された畳織金網を巻き取った反物ロールを繰り出しながら圧下部を結合するための加熱処理をし、その後に巻き取ることを特徴としている。この技術によると、畳織金網の線材をステンレス鋼とすること、及び、畳織金網の細かな網目構造により、機械的強度の良好な金属フィルターを得ることができるとしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−302237号公報
【特許文献2】特開平7−136428号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1で提案したエアバッグインフレーター用フィルターは、高い剛性を有するものとのことであるが、その技術では、平角線をそのまま巻き付け編み上げて円筒体とした後に焼結しているので、フィルター強度をより向上させるという要望に十分応えることができない。
【0009】
また、特許文献1で提案した技術では、金属線の巻き付け編み上げにより、フィルターの網目の微細化を行っているので、さらに網目を細かくし、フィルター特性に優れるエアバッグインフレーター用フィルターを製造することには難点がある。また、たとえ可能であったとしても、その製造が難しいという難点がある。
【0010】
特許文献2で提案した技術は、畳織金網の単層構造のフィルターであり、エアバッグインフレーター用途で用いるにはフィルター強度が十分でないという難点がある。また、この技術によると、金網を圧下した後に加熱処理をして線材同士を焼結する工程を有するので、その加熱処理によって圧延時に向上した加工強度が低下することもあり、エアバッグインフレーター用途として用いるにはフィルター強度が十分でないという難点がある。
【0011】
本発明は、上記課題を解決するためになされたものであって、その目的は、フィルター強度及びフィルター特性に優れるエアバッグインフレーター用フィルター及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するための本発明に係るエアバッグインフレーター用フィルターの製造方法は、畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の前記畳織金網を円筒状に巻く工程とを有し、圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有することを特徴とする。
【0013】
この発明によれば、畳織金網を圧延し、巻いた後に固定してエアバッグインフレーター用フィルターを製造するので、製造されたエアバッグインフレーター用フィルターは、網目の複雑な三次元構造を有する畳織金網が圧延加工されている。圧延加工された畳織金網は、三次元構造の保形強度が増す。この発明では、保形強度が増した畳織金網を複数回巻いてフィルターを構成するので、製造されたエアバックインフレーター用フィルターは、フィルター強度が向上したものとなる。また、この発明では、畳織金網が圧延されることによって網目が微細化するので、製造されたエアバックインフレーター用フィルターは、フィルター特性に優れたものとなる。
【0014】
本発明に係るエアバッグインフレーター用フィルターの製造方法において、前記第1工程と前記第3工程で行う固定手段が溶接であるように構成する。
【0015】
この発明によれば、前記した固定手段が溶接なので、高い強度で畳織金網同士を固定でき、フィルター強度に優れるエアバッグインフレーター用フィルターを製造できる。
【0016】
本発明に係るエアバッグインフレーター用フィルターの製造方法において、前記畳織金網を圧延する工程における圧延率が10%〜60%であることが好ましい。
【0017】
この発明によれば、畳織金網を圧延する工程における圧延率が10%〜60%であるので、製造されたエアバッグインフレーター用フィルターは、畳織金網が有する三次元構造の保形強度が増し、より高いフィルター強度をもたらすことができる。また、網目がより微細化することにより、フィルター特性をより向上させることができる。
【0018】
上記課題を解決するための本発明に係るエアバッグインフレーター用フィルターは、圧延されて網の表面が平たく変形した畳織金網が複数回巻き回されてなる中空円筒体であって、該中空円筒体の最内周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されており、該中空円筒体の最外周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されていることを特徴とする。
【0019】
この発明によれば、エアバッグインフレーター用フィルターを構成する畳織金網は、表面が平たく変形しているので、畳織金網の網目が複雑で微細化した三次元構造を呈している。その結果、そうした畳織金網が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルターとなる。また、エアバックインフレーター用フィルターを構成する畳織金網の表面が圧延により平たく変形しているので、畳織金網が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網を複数回巻き、しかも、最内周と最外周それぞれの畳織金網を固定しているので、フィルター強度に優れるものとなっている。
【0020】
本発明に係るエアバッグインフレーター用フィルターにおいて、隣接する畳織金網同士の固定が溶接により行われている。
【0021】
この発明によれば、隣接する畳織金網同士の固定が溶接により行われているので、畳織金網同士が高い強度で固定され、フィルター強度に優れたものとなっている。
【0022】
本発明に係るエアバッグインフレーター用フィルターにおいて、前記中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が0.1kPa〜100kPaである。
【0023】
この発明によれば、中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が0.1kPa〜100kPaなので、フィルター特性に優れている。
【発明の効果】
【0024】
本発明に係るエアバッグインフレーター用フィルターの製造方法によれば、網目の複雑な三次元構造を有する畳織金網が圧延加工されており、圧延加工された畳織金網は、三次元構造の保形強度が増している。その結果、製造されたエアバッグインフレーター用フィルターは、上記した保形強度が増した畳織金網を複数回巻いて形成されているので、フィルター強度が向上したものとなる。また、製造されたエアバックインフレーター用フィルターは、畳織金網が圧延されることによって網目が微細化するので、フィルター特性に優れたものとなる。
【0025】
こうした本発明に係る製造方法によれば、より少ない畳織金網で、目的とする特性(フィルター強度、フィルター特性)を有するエアバックインフレーター用フィルターを製造できるので、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルターを製造できる。また、畳織金網のメッシュ、線材の線径、線材の種類、圧延率を適宜変更することで、容易に目的とする特性を有するエアバッグインフレーター用フィルターを製造できる。なお、メッシュとは1インチ当たりの縦線の本数及び横線の本数を表す。
【0026】
本発明に係るエアバッグインフレーター用フィルターによれば、網目が複雑で微細化した三次元構造を呈しているので、そうした畳織金網が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルターとなる。また、エアバックインフレーター用フィルターを構成する畳織金網の表面が圧延により平たく変形しているので、畳織金網が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網を複数回巻き、しかも、最内周と最外周それぞれの畳織金網を隣接する畳織金網にそれぞれ固定しているので、フィルター強度に優れるものとなっている。
【図面の簡単な説明】
【0027】
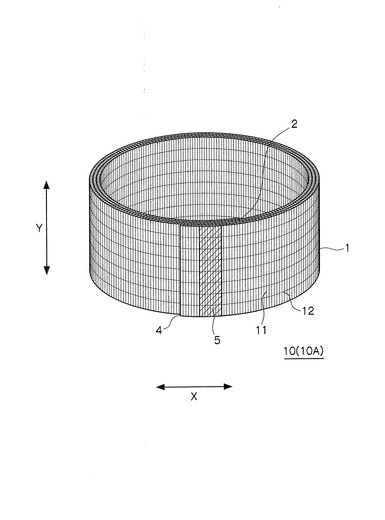
【図1】本発明に係るエアバッグインフレーター用フィルターの一例を示す斜視図である。
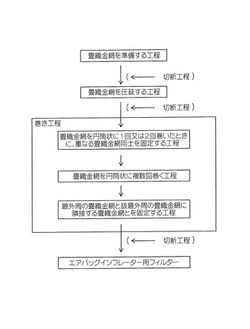
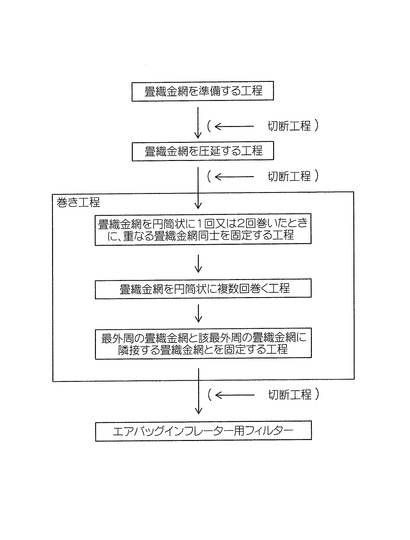
【図2】本発明に係るエアバッグインフレーター用フィルターの製造工程のフロー図である。
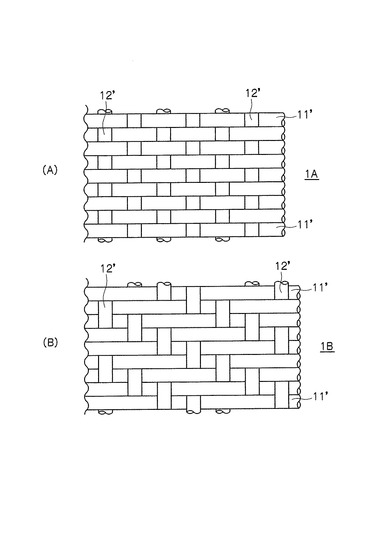
【図3】(A)は平畳織金網の平面図であり、(B)は綾畳織金網の平面図である。
【図4】平畳織金網の斜視図である。
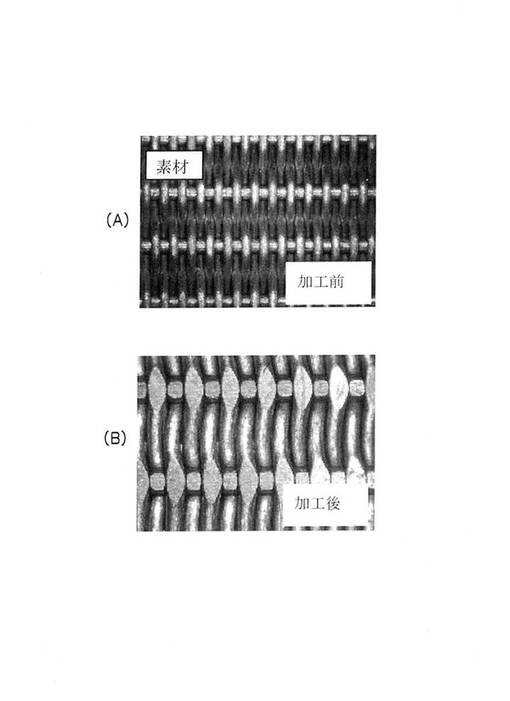
【図5】(A)は圧延前の平畳織金網の平面視写真であり、(B)は圧延後の平畳織金網の平面視写真である。
【図6】(A)は圧延前の平畳織金網の断面図であり、(B)は圧延後の平畳織金網の断面図である。
【図7】エアバッグインフレーター用フィルターの巻き工程図である。
【図8】本発明に係るエアバッグインフレーター用フィルターの他の一例を示す斜視図である。
【図9】運転席用のエアバッグに使用される固体推進薬式インフレーターの一例を示す断面斜視図である。
【発明を実施するための形態】
【0028】
以下、本発明に係るエアバッグインフレーター用フィルター及びその製造方法を、図面を参照しつつ説明する。本発明の技術的範囲は、下記の記載や図面のみに限定されるものではない。
【0029】
エアバッグインフレーター用フィルター10は、例えば図9に示すように、センサーからイグナイター33を経由した信号によってガス発生剤34に点火し、ガス発生剤34の爆発的な燃焼によって発生した高温の固体残渣を有するガスを濾過し、場合によっては同時に冷却するという機能を果たす。エアバッグインフレーター用フィルター10の外観形状は中空円筒体を呈し、運転席のステアリングホイール及び助手席のダッシュボードに装備されるフロントエアバッグや、運転席又は助手席のドアに装備されるサイドエアバッグに組み込み可能なインフレーター30に装備される。
【0030】
[エアバッグインフレーター用フィルターの製造方法]
エアバッグインフレーター用フィルター10の製造方法は、図1に示すエアバッグインフレーター用フィルター10を製造する方法である。この製造方法は、図2に示すように、畳織金網1を準備する工程と、畳織金網1を圧延する工程と、圧延した後の畳織金網1の巻き工程とを有する。それぞれの工程についてさらに詳しく説明する。
【0031】
(準備工程)
準備工程は、畳織金網1を準備する工程である。畳織金網1の準備は市販のものを購入してもよいし、自前で製造してもよい。畳織金網1を自前で製造する場合、その製造方法は、一般的な畳織金網1の製造方法を適用することができる。
【0032】
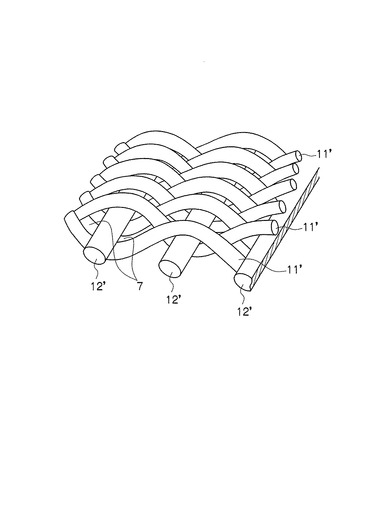
畳織金網1は、平織金網及び綾織金網と共に、織金網に含まれる。本発明では、織金網のうち、畳織金網1を用いる。畳織金網1には、図3に示すように、平畳織金網1Aと綾畳織金網1Bがあるが、本発明ではどちらの畳織金網を用いてもよい。平畳織金網1Aとは、縦線12’と横線11’が一本ずつ相互に交わっており、その横線11’を相接(隣接する横線同士が接していること)して並べたもので、畳表のような織り方による金網をいう(JIS G 3555DW)。また、綾畳織金網1Bとは、その横線11’を相接して並べ、しかも縦線12’と横線11’とを2本以上ずつ乗り越して交わらせたものをいう。そのような畳織金網1は、平織金網や綾織金網等の他の金網に比べて網目が複雑な三次元構造をしているので、線材同士が補強し合い、高い強度を有する。そのため、畳織金網1は、線材の位置ずれが少なく、保形強度に優れたものとなる。
【0033】
畳織金網1は、図3に示すように平面視した場合には、線材同士間の開口を確認することができないが、図4に示すように斜視した場合には、線材同士間に開口7を確認することができる、という構造を有する。したがって、ガスが畳織金網1を通過する際には、必ず線材と衝突することになるから、畳織金網1を用いて製造されたエアバッグインフレーター用フィルター10は、フィルター特性に優れるものとなる。なお、フィルター特性とは、ガスがフィルターを通過する際に、このガスに含まれる固体残渣をフィルターが捕捉する性能のことである。
【0034】
畳織金網以外の平織金網及び綾織金網は、その構造上、平面視した場合に線材同士の間に開口を確認できる。そのため、後述の圧延工程のように、仮に圧延したとしても網目の開口を微細化するのが困難である。これに対し、畳織金網1は、図3に示すように平面視した場合には、線材同士間の開口を確認することができないが、図4に示すように斜視した場合には、線材同士間に開口7を確認することができる、という構造を有する。したがって、開口7が線材の鉛直下方向にあるから、後述の圧延工程で圧延した場合に、容易に網目の開口7を微細化することができる。さらに、メッシュ、線材の線径、線材の種類の異なる各種畳織金網を任意に採用することにより、目的とする特性を有するエアバッグインフレーター用フィルター10を容易に製造できる。
【0035】
畳織金網10に使用される線材の種類としては、特に限定はされないが、好ましくは、鉄、鋳鉄、ステンレス鋼、ニッケル合金、チタン合金、銅合金、等を挙げることができる。より好ましくは、オーステナイト系ステンレス鋼(SUS304)、又は、軟鋼(SWRM)等を挙げることができる。線材の断面形状は、真円形状、楕円形状、長方形、正方形等が挙げられ、好ましくは真円形状のものが用いられる。
【0036】
線材の線径は、目的とする特性に応じて適宜変更することができる。線材の断面形状が真円形状である場合は、好ましくは、0.01mm〜2mmの範囲であり、より好ましくは、0.1mm〜1mmの範囲である。線径が2mmを超えると、畳織金網の網目の開口7が大きくなり過ぎて、十分なフィルター特性が得られないことがある。また、線径が0.01mm未満では、畳織金網10の網目の開口7が細かくなり過ぎ、ガス発生剤の燃焼により発生した高圧ガスが通りにくくなる。その結果、エアバッグインフレーター用フィルター10がガス圧に耐えきれないおそれがある。
【0037】
(圧延工程)
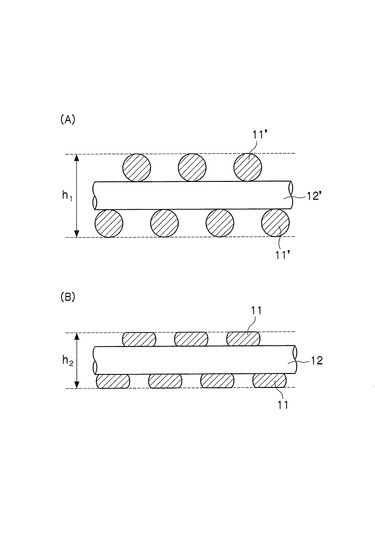
圧延工程は、準備した畳織金網1を圧延する工程である。この圧延工程により、畳織金網1が有する三次元構造の保形強度が増し、フィルター強度をより向上させることができる。また、網目がより微細化することにより、フィルター特性をより向上させることができる。畳織金網1の線材は、図5及び図6に示すように、圧延加工されることにより横線11’は扁平した断面形状の横線11に塑性変形し、縦線12’は扁平した断面形状の縦線12に塑性変形する。扁平した線材は、畳織金網1が有する三次元構造の保形強度を増すように作用する。保形強度が増した畳織金網1は、後述する巻き工程で複数回巻かれてエアバッグインフレーター用フィルター10を構成した後のフィルター強度を向上させることができる。
【0038】
また、図6に示すように、圧延により表面の線材が平に変形され、畳織金網1の網目が微細化される。その結果、圧延された畳織金網1を用いて製造されたエアバッグインフレーター用フィルター10は、フィルター特性に優れるものとなる。
【0039】
圧延により保形強度とフィルター強度が向上した畳織金網を用いることにより、より少ない畳織金網1で目的とする特性(フィルター強度、フィルター特性)を有するエアバッグインフレーター用フィルター10を製造できる。その結果、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルター10を製造できる。
【0040】
圧延手段は、回転する2本の円筒状ロールの間に畳織金網1を通し、その断面厚さを減少させながら所定の断面形状を得る一般的な圧延加工手段を採用できる。圧延は冷間圧延でも熱間圧延でもよい。また、2本のロールを用いる2段圧延でもよいし、4本のロールを用いる4段圧延でもよいし、6本のロールを用いる6段圧延でもよい。また、19個のロールを配置したゼンジマー圧延でもよいし、遊星圧延でもよいし、ユニバーサル圧延でもよい。
【0041】
圧延の程度は、圧延率により決定される。圧延率(r)とは、被圧延材(畳織金網1)の板厚減少率のことであり、r(%)=(h2−h1)/h1×100で定義される。ここで、図6に示すように、h1は圧延前の畳織金網1の厚さ(mm)であり、h2は圧延後の畳織金網1の厚さ(mm)である。
【0042】
畳織金網1を圧延する工程における圧延率は、好ましくは、10%〜60%である。この範囲の圧延率で圧延された畳織金網1は、三次元構造の保形強度が向上するとともに、フィルター強度に優れたものとなる。圧延率が10%未満の場合、畳織金網1が有する三次元構造の保形強度が十分に向上しないことがある。一方、圧延率が60%を超えると、畳織金網1の網目の開口7が細かくなり過ぎて、ガス発生剤の燃焼により発生した高圧ガスが通りにくくなる。その結果、エアバッグインフレーター用フィルター10がガス圧に耐えきれないおそれがある。なお、圧延率のより好ましい範囲は、30%〜60%である。この範囲の圧延率で圧延された畳織金網1は、三次元構造の保形強度がより向上し、また、フィルター特性もより優れたものとなる。
【0043】
圧延工程の後には、焼結等の加熱工程を有さないことが望ましい。加熱工程を有さないことにより、圧延した後の畳織金網1の保形強度とフィルター特性を維持することができる。一方、圧延した後の畳織金網1を加熱した場合、畳織金網1が有する三次元構造の保形強度が低下する場合がある。
【0044】
(巻き工程)
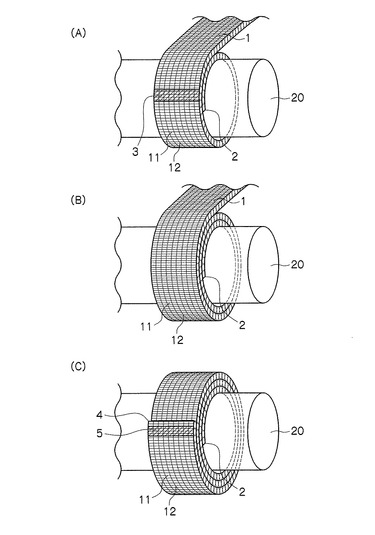
巻き工程は、圧延した後の畳織金網1を巻き回す工程であり、図7に示すように、圧延した後の畳織金網1を円筒状の回転巻取治具20に複数回巻き回してエアバッグインフレーター用フィルター10の中空円筒体を成形する工程である。この巻き工程により形成されたエアバッグインフレーター用フィルター10は、フィルター強度及びフィルター特性が優れたものとなる。
【0045】
巻き工程は、圧延した後の畳織金網1を円筒状に1回又は2回巻いたときに、重なる畳織金網1同士を固定する第1工程と、固定をした後に前記した畳織金網1をさらに1回又は2回以上巻く第2工程と、さらに1回又2回以上巻いた後の最外周の畳織金網1とこの最外周の畳織金網1に隣接する畳織金網1とを固定する第3工程との3つの工程を有する。3つの工程について詳しく説明する。
【0046】
第1工程は、図7(A)に示すように、畳織金網1を円筒状に1回又は2回巻いたときに重なる畳織金網1同士を固定する工程である。この工程では、先ず、円筒状の回転巻取治具20に対して畳織金網1の巻き始めの端部2を係止する。次に、回転巻取治具20を一定方向に軸回転させながら、畳織金網1を一定の張力下で1回又は2回巻く。図7(A)の例では、1回巻いた形体を示している。その後、畳織金網1同士が重なった部分で、この畳織金網1同士を固定する。符号3は固定した部分を示している。重なった部分で固定することにより端部2がばらけることなく中空円筒体とすることができる。この一連の工程により、巻き回された畳織金網1同士がばらけることなく中空円筒体を構成することができる。なお、2回巻いた場合は、畳織金網1同士が重なって3層になった部分の畳織金網1同士を固定する。
【0047】
第2工程は、図7(B)に示すように、第1工程で固定をした畳織金網1をさらに1回又は2回以上巻く工程である。この工程では、回転巻取治具20を一定方向にさらに軸回転させ、畳織金網1を一定の張力下でさらに1回又は2回以上巻く。このときの巻き回数は、畳織金網1の保形強度とフィルター特性によって任意に選択される。通常は1回又は2回〜20回の複数回である。所定回数巻いた後は、回転巻取治具20の軸回転を停止する。この一連の工程により、製造されたエアバッグインフレーター用フィルター10は、単層のフィルターに比べて、フィルター強度に優れるものとなる。
【0048】
第3工程は、図7(C)に示すように、第1工程と第2工程で複数回巻いた後の最外周の畳織金網1と、この最外周の畳織金網1に隣接する畳織金網1とを固定する工程である。この工程では、少なくとも最外周の畳織金網1とそれに隣接する内側の畳織金網1とを固定すればよく、さらに内側の畳織金網1と併せて固定してもよい。この工程での固定部分は、第1工程での固定部分の真上であることが好ましい。第1工程での固定部分の真上で固定することにより、フィルター特性が均一になる領域を最大にすることができる。なお、固定手段によっては、固定部分が変形したり強度が低下したりすることがある。その場合の固定方法は、第1工程での固定部分の軸周方向の前又は後で行うことが好ましい。こうした固定により、フィルター特性が均一になる領域の減少を最小限にすることができる。固定した後は、その固定部の近くで畳織金網1を切断する場合もある。符号4は切断した後の端部である。この工程により、巻き回された畳織金網1がばらけることなく、エアバッグインフレーター用フィルター10の中空円筒体の形状を保つことができる。
【0049】
固定は、上記した第1工程と第3工程とで行われる。その固定手段としては、接着剤やろう剤を用いたろう接型固定手段、かしめ等による圧接型固定手段、畳織金網1自体を一部溶融して固定する融接型固定手段、畳織金網1を抵抗発熱させ、接合部を温度上昇させて加圧下で固定する抵抗溶接型固定手段等が挙げられる。本発明では、抵抗溶接型固定手段を好ましく適用する。抵抗溶接型固定手段は、被溶接材(畳織金網1)の接合すべき箇所に電流を流し、その電流による抵抗発熱で接合部の温度を上昇させ、加圧下で溶接を行う方法である。この抵抗溶接手段には、スポット溶接、プロジェクション溶接、シーム溶接等の重ね抵抗溶接法と、アブセット溶接、クラッシュ溶接、バットシーム溶接等の突合せ溶接法とに大別できる。ここでは、生産性、自動化、コスト、加工精度、変形度合いの観点から、重ね抵抗溶接が好ましく、中でもスポット溶接とシーム溶接が好ましく適用される。これらの溶接は、畳織金網1を考慮し、溶接電流、通電時間、加圧力等の条件でコントロールできる。図7の例では、回転巻取治具20と、加圧電極棒又はバー(図示しない)との間に畳織金網1の固定部分を挟み、加圧電極棒又はバーを回転巻取治具20方向に押圧した状態で両者間に通電して溶接する。
【0050】
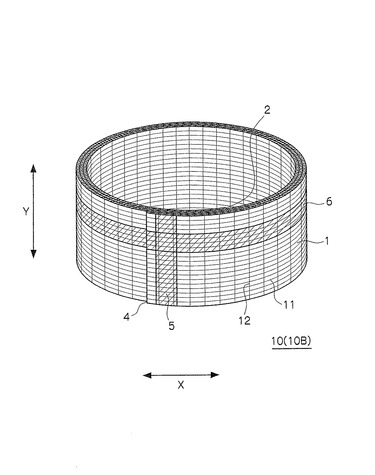
図8に示すエアバッグインフレーター用フィルター10Bは、最外周の畳織金網1と、この最外周の畳織金網1に隣接する畳織金網1とを固定した固定部分6を設けたものである。固定部分6は、図9に示すように、エアバッグインフレーター用フィルター10Bを、主に運転席用及び助手席用のエアバッグに使用される固体推進薬式インフレーター30内の円板型ケース31内に設置したときに、ディフューザー32と相対する部分に設けられることが好ましい。ディフューザー32は、ガス発生剤34の燃焼により発生した高圧ガスがバッグ内に流出する箇所であり、ディフューザー32と相対する部分のエアバッグインフレーター用フィルターは、ガスの圧力を最も強く受ける。そのため、このディフューザー32と相対する部分のエアバッグインフレーター用フィルターに、固定部分6を設けることで、この部分の強度を向上させ、エアバッグ作動時のエアバッグインフレーター用フィルター10Bの破損を防ぐことができる。その結果、エアバッグインフレーター用フィルター10Bは、よりフィルター強度に優れたものとなる。また、固定部分6はガスを通さないから、ガス発生剤34の燃焼により発生した高圧ガスがディフューザー32から急激に流出することを抑制できる。その結果、エアバッグインフレーター用フィルター10Bは、ガスがインフレーター30内で保持される時間を長くすることができると考えられ、そのフィルター特性及び冷却機能が向上すると考えられる。なお、符号33はイグナイターであり、符号35はガス発生剤の収納部であり、符号36はガスが通過する通過孔である。
【0051】
固定部分6は、エアバッグインフレーター用フィルター10Bの最外周を円周方向に一回転するように設けられる。固定部分6の固定手段は、上記した各種の固定手段を適用可能であるが、シーム溶接であることが好ましい。シーム溶接は、回転する円板電極で被溶接体(中空円筒体)を加工し、回転させつつ、順次溶接する方法であり、ナゲットを連続させることができるという特徴がある。図8に示すエアバッグインフレーター用フィルター10Bへのシーム溶接は、内側に回転巻取治具20(図7を参照)を配置し、外側に回転円板電極(図示しない)を配置し、この回転円板電極を両者の間に挟まれたエアバッグインフレーター用フィルター10Bの最外周の円周方向に一回転させながら圧力と電流を印加して行う。
【0052】
(切断工程)
切断工程は、図2に示すように、畳織金網1の圧延工程の前若しくは後、又は、巻き工程の後のいずれかのタイミングで導入することができる。切断工程により、畳織金網1が巻き回された中空円筒体を、後述するようなエアバッグインフレーター用フィルター10の大きさに加工できる。圧延工程の前に切断工程を導入した場合は、準備した畳織金網1を適当な大きさに切断し、切断した畳織金網1を圧延し、圧延された畳織金網1を巻き工程に供して、エアバッグインフレーター用フィルター10を製造する。また、圧延工程の後に切断工程を導入した場合は、準備した畳織金網1を圧延し、圧延した畳織金網1を適当な大きさに切断し、切断した畳織金網1を巻き工程に供してエアバッグインフレーター用フィルター10を製造する。また、巻き工程の後に切断工程を導入した場合は、巻き工程後の中空円筒体を適当な大きさに切断することで、目的とする大きさのエアバッグインフレーター用フィルター10を製造する。
【0053】
本発明に係るエアバッグインフレーター用フィルター10の製造方法によれば、網目の複雑な三次元構造を有する畳織金網1が圧延加工されており、圧延加工された畳織金網1は、三次元構造の保形強度が増している。その結果、製造されたエアバッグインフレーター用フィルター10は、上記した保形強度が増した畳織金網1を複数回巻いて形成されているので、フィルター強度が向上したものとなる。また、製造されたエアバックインフレーター用フィルター10は、畳織金網1が圧延されることによって網目が微細化するので、フィルター特性に優れたものとなる。
【0054】
こうした本発明に係る製造方法によれば、より少ない畳織金網1で、目的とする特性(フィルター強度、フィルター特性)を有するエアバッグインフレーター用フィルター10を製造できるので、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルター10を製造できる。また、畳織金網1のメッシュ、線材の線径、線材の種類、圧延率を適宜変更することで、容易に目的とする特性を有するエアバッグインフレーター用フィルター10を製造できる。
【0055】
[エアバッグインフレーター用フィルター]
エアバッグインフレーター用フィルター10は、図1及び図8に示すように、圧延されて表面が平たく変形した畳織金網1が複数回巻き回されてなる中空円筒体である。そして、エアバッグインフレーター用フィルター10は、この中空円筒体の最内周の畳織金網1と、その畳織金網1に隣接するフィルター内方の畳織金網1とが固定されており、中空円筒体の最外周の畳織金網1と、その畳織金網1に隣接するフィルター内方の畳織金網1とが固定されていることを特徴とする。
【0056】
畳織金網1の表面とは、図6で示す畳織金網1の断面図において、畳織金網1の厚さ方向の両面(すなわち両側の最外面)のことであり、平たく変形した畳織金網1とは、図6に示すように、線材11’の断面形状が変形し、畳織金網1の厚さ方向の表面が平坦又は潰れた平坦面になっていることである。こうした表面を有する線材は、図6に示す偏平形態や、それ以外の圧延痕跡を残す形態になっている。畳織金網1の厚さ方向の表面が平坦になっていれば、線材11’の畳織金網1の内方側の面は必ずしも平でなくてもよい。
【0057】
線材の断面が真円形状である畳織金網1は、圧延により、畳織金網1の表面の線材11,12の断面形状が平たく変形し、その線材は偏平形態となるが、畳織金網1の内方側の線材11,12の断面は真円形状を保っており、その線材はあまり変形しない。したがって、断面が真円形状である線材を用いた畳織金網1であって、その畳織金網1を圧延することにより、畳織金網1の表面は平たく変形しているが、その内方側の面はあまり平たく変形していない畳織金網1と、断面が平角形状である線材を用いた畳織金網1であって、畳織金網1の表面もその内方側の面も平たい形状である畳織金網1とを比べた場合、前者は本発明に係るものであり、後者は本発明に係るものではないことが容易に区別できる。
【0058】
なお、畳織金網1同士の固定手段については、上述したエアバッグインフレーター用フィルター10の製造方法で説明した内容と同様であるので、ここではその説明を省略する。また、固定を溶接により行うことも同様であるので、ここではその説明を省略する。
【0059】
エアバッグインフレーター用フィルター10の大きさは、装備されるインフレーター30の構造や大きさに応じて適宜決めることができる。例えば、フロントエアバッグに組込み可能な円板型インフレーターに装備されるものであれば、内径5mm〜80mm、外径30mm〜90mm、軸方向長さ3mm〜150mmとすることができる。サイドエアバッグに組込み可能なインフレーターに装備されるものであれば、内径3mm〜40mm、外径5mm〜50mm、軸方向長さ5mm〜60mmとすることができる。
【0060】
フィルター特性は、圧力損失によって評価することができる。この圧力損失は、エアバッグインフレーター用フィルター10の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失で評価できる。エアバッグインフレーター用フィルター10の圧力損失は、好ましくは0.1kPa〜100kPaである。圧力損失が0.1kPa未満では、ガス発生剤の燃焼により発生した高圧ガスに含まれる固体残渣が網目を容易に通過し、フィルター特性が十分ではない。一方、圧力損失が100kPaを超えると、ガスが通りにくいことにより、エアバッグインフレーター用フィルター10がガス圧に耐えきれない場合がある。圧力損失のより好ましい範囲は、2kPa〜30kPaである。この範囲の圧力損失を有するエアバッグインフレーター用フィルター10は、フィルター特性とフィルター強度のバランスがより優れたものとなる。
【0061】
なお、エアバッグインフレーター用フィルター10の圧力損失の測定方法は、特開平11−20598号公報の第19欄第17行〜第20欄第43行、図8、図9に記載されているように、先ず、エアバッグインフレーター用フィルター10の片端部には空気を送り込む管(図示しない)を取り付け、もう一方の片端部は空気が漏れないように塞ぐ支持板(図示しない)を取り付ける。次いで、その支持板に圧力計(図示しない)を取り付け、エアバッグインフレーター用フィルター10の内側から一定量の空気を流すことによって測定することができる。
【0062】
エアバッグインフレーター用フィルター10の圧力損失は、エアバッグインフレーター用フィルター10が装備されるエアバッグ装置の特性に応じて適宜調節される。例えば、ガス発生剤の燃焼により発生した高圧ガスに含まれる固体残渣が、エアバッグ内に通過するのが許容される場合は、圧力損失は小さくてもよいし、ガス発生剤の燃焼により発生したガスの圧力が大きくない場合は、圧力損失は大きくてもよい。
【0063】
以上、本発明に係るエアバッグインフレーター用フィルター10は、表面が平たく変形した畳織金網1を複数回巻き回された中空円筒体のフィルター構造を有するので、網目が複雑で微細化した三次元構造を呈している。その結果、そうした畳織金網1が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルター10となる。また、エアバックインフレーター用フィルター10を構成する畳織金網1の表面が圧延により平たく変形しているので、畳織金網1が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網1を複数回巻き、しかも、最内周と最外周それぞれの畳織金網1を固定しているので、フィルター強度に優れるものとなっている。
【実施例】
【0064】
実験例を挙げて本発明をさらに詳しく説明する。なお、本発明は以下の例に限定解釈されるものではない。
【0065】
[実験例1]
エアバッグインフレーター用フィルター10を以下の手順にしたがって製造した。先ず、縦線12’として線径0.58mm、横線11’として線径0.43mmの断面が真円形のオーステナイト系ステンレス鋼(SUS304)の線材で形成された厚さ1.2mm、12/64メッシュの平畳織金網1Aを準備した。ここで、メッシュは、1インチ当たりの縦線12’の本数/横線11’の本数を表している。次に、準備した平畳織金網1Aを圧延した。圧延は圧延率30%で行った。圧延後の平畳織金網1Aの厚さは0.84mmであった。
【0066】
次に、図1で示すX方向が、縦線12の長さ方向となるように回転巻取治具20に平畳織金網1Aの一端を固定した。この平畳織金網1Aを1回巻いた後、重なる平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに平畳織金網1Aを計3回巻いた後、図1に示すように、最外周の平畳織金網1Aを、加圧電極棒を用いて5mmピッチでスポット溶接により固定した。スポット溶接した後の平畳織金網1Aを切断して中空円筒体のエアバッグインフレーター用フィルター10を製造した。使用した平畳織金網1Aの長さは350mmで、製造されたエアバッグインフレーター用フィルター10の内径は43.7mm、外径は48.2mm、質量は30gであった。
【0067】
実験例1によって得られたエアバッグインフレーター用フィルター10を構成する平畳織金網1Aの表面の線材は平に変形されていたが、平畳織金網1Aの内方側の線材はあまり変形していなかった。
【0068】
[実験例2〜5]
実験例2〜5は、圧延率を表1に示すようにした以外は、実験例1と同様にしてエアバッグインフレーター用フィルター10を製造した。
【0069】
[実験例6]
実験例6は、先ず、縦線12’として線径0.24mm、横線11’として線径0.36mmの断面が真円形のオーステナイト系ステンレス鋼(SUS304)の線材で形成された厚さ0.72mm、24/110メッシュの平畳織金網1Aを準備した。次に、準備した平畳織金網1Aを圧延した。圧延は圧延率10%で行った。圧延後の平畳織金網1Aの厚さは0.65mmであった。
以降の巻き工程は、実験例1と同様にしてエアバッグインフレーター用フィルター10を製造した。使用した平畳織金網1Aの長さは503mmで、製造されたエアバッグインフレーター用フィルター10の内径は43.7mm、外径は47.5mm、質量は30gであった。
【0070】
[実験例7〜10]
実験例7〜10は、圧延率を表1に示すようにした以外は、実験例6と同様にしてエアバッグインフレーター用フィルター10を製造した。
【0071】
[実験例11]
実験例11は、実験例7と同様の平畳織金網1Aを準備し、準備した平畳織金網1Aを実験例7と同様に圧延した。次に、図1で示すX方向が横線11の長さ方向となるように回転巻取治具20に平畳織金網1Aの一端を固定した。この平畳織金網1Aを1回巻いた後、重なる平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに平畳織金網1Aを計3回巻いた後、最外周の平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに、図8に示すように、最外周の畳織金網1Aをシーム溶接により円周方向に溶接した。
【0072】
[フィルターの評価]
上記工程により製造した11種類のエアバッグインフレーター用フィルター10の特性評価を行った。圧縮試験は、エアバッグインフレーター用フィルター10の図1に示すY方向の片端部を下にして、所定の箇所に固定し、図1に示すY方向の上方から荷重を加えて、エアバッグインフレーター用フィルター10を0.6mm圧縮させたときの荷重(N)(以下、変位0.6mmのときの荷重、という)を測定した。圧縮試験で荷重が大きいほど、エアバッグインフレーター用フィルター10の強度が優れるということができる。また、圧力損失は、エアバッグインフレーター用フィルターの図1に示すY方向の片端部に空気を送り込む管を取り付け、もう一方の片端部には空気が漏れないように塞ぐ圧力計を備えた支持板を取り付け、その支持板にエアバッグインフレーター用フィルター10の内側から1分間当たり1m3の空気を流して測定した。
【0073】
エアバッグインフレーター用フィルター10の評価結果を表1に示した。表1に示した結果から、エアバッグインフレーター用フィルター10は、圧延率を上げることで、フィルター強度及び圧力損失が向上する傾向を確認できた。
【0074】
実験例1,2,3,6,7,8,11で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重が1800N〜5000Nの範囲で、圧力損失が2.0kPa〜30kPaの範囲であった。よって、圧延値が10%〜60%の範囲で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、フィルター強度及びフィルター特性のバランスがとれたものであった。
【0075】
実験例4,9で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重がそれぞれ1600N,1200Nで、圧力損失はそれぞれ1.0kPa,1.2kPaであった。よって、圧延率が5%で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、実用可能なものではあるが、圧延率が10%〜60%の範囲で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10に比べて、変位0.6mmのときの荷重が低いため、フィルター強度が低かった。
【0076】
実験例5,10で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重がそれぞれ6000N,7800Nで、圧力損失はそれぞれ32kPa,50kPaであった。よって、圧延率が70%で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、実用可能なものではあるが、圧力損失が高いため、ガス圧に耐えきれないおそれがあるものであった。
【0077】
【表1】

【符号の説明】
【0078】
1 畳織金網
1A 平畳織金網
1B 綾畳織金網
2 畳織金網の巻き始めの端部
3 畳織金網同士を溶接により固定した部分
4 畳織金網の巻き終わりの端部
5 畳織金網同士を溶接により固定した部分
6 畳織金網同士を溶接により固定した部分
7 開口
10,10A,10B エアバッグインフレーター用フィルター
11 圧延後の横線
11’ 圧延前の横線
12 圧延後の縦線
12’ 圧延前の縦線
20 回転巻取治具
30 インフレーター
31 円板型ケース
32 ディフューザー
33 イグナイター
34 ガス発生剤
35 収納部
36 貫通孔
【技術分野】
【0001】
本発明は、エアバッグインフレーター用フィルター及びその製造方法に関する。さらに詳しくは、自動車の衝突事故時に乗員が受ける衝撃を緩和して、乗員の安全を図るエアバッグ装置のインフレーター用フィルター及びその製造方法に関する。
【背景技術】
【0002】
エアバッグは、自動車の衝突時に乗員を二次衝突から保護するものとして、実用化されている。このエアバッグは、自動車の衝突を素早く検知し、衝突の程度を判断して作動信号を送るセンサーと、このセンサーから送られた作動信号によりガスを発生させるインフレーター(ガス発生器)と、このインフレーターから流入するガスによって展開(膨張)させられ、乗員を保護するバッグとから構成されている。
【0003】
インフレーターは、ガスの発生方法により、高圧気体式インフレーター、固体推進薬式インフレーター、ハイブリッド式インフレーターの3種類に大別される。この中でも、主に運転席用のエアバッグに使用される固体推進薬式インフレーター30は、図9に示すように、前記したセンサーからの作動信号によって点火するイグナイター(点火装置)33、イグナイター33によって爆発的に燃焼してガスを発生するガス発生剤34とその収納部35、ガス発生剤34の爆発的な燃焼により発生した高温で固体残渣を有するガスを濾過するエアバッグインフレーター用フィルター10、エアバッグインフレーター用フィルター10を通過したガスを前記したバッグ内に流入させるディフューザー32、等を装備するのが一般的である。なお、符号31は上記したフィルターを収納する円板型ケースであり、符号36は上記したガスが通過する通過孔である。
【0004】
また、エアバッグは、その展開速度が速すぎると乗員に損傷を与え、展開速度が遅すぎると乗員を保護できない。そのため、インフレーターには、装備される車両の大きさや構造等に応じてこのエアバッグを適正な速度で展開させることが要求される。この展開速度は、ガス発生剤の種類、ガス発生量、エアバッグインフレーター用フィルターの特性によって調節することができるとされている。
【0005】
特許文献1には、厚さが0.20mm〜0.40mmで、幅が0.50mm〜1.0mmの断面長方形の一本の線材(平角線ともいう。)を、先ず、線材の一端を治具の適所に係止させ、その線材を治具に巻き付け編み上げて円筒体とし、次いで、編み上げた後の線材の他端を円筒体の適所に接合し、この円筒体から前記治具を抜き取って、中空円筒体を得る。この中空円筒体を窒素ガス雰囲気下で、1000℃〜1500℃の温度範囲で焼結してエアバッグインフレーター用フィルターを製造する技術が提案されている。この技術では、構造が簡単であるが高い剛性を有し、製造コストも嵩むことがない。さらに、上記線材の種類、巻き付け回数、巻き付け角度、ピッチ、焼結の条件を種々変えることによって、種々の異なる特性のエアバッグインフレーター用フィルターを容易に製造できるとしている。
【0006】
特許文献2には、金属フィルターの製造技術が提案されている。この技術によると、畳織金網の反物ロールを繰り出しながら圧下して巻取り、その圧下された畳織金網を巻き取った反物ロールを繰り出しながら圧下部を結合するための加熱処理をし、その後に巻き取ることを特徴としている。この技術によると、畳織金網の線材をステンレス鋼とすること、及び、畳織金網の細かな網目構造により、機械的強度の良好な金属フィルターを得ることができるとしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−302237号公報
【特許文献2】特開平7−136428号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1で提案したエアバッグインフレーター用フィルターは、高い剛性を有するものとのことであるが、その技術では、平角線をそのまま巻き付け編み上げて円筒体とした後に焼結しているので、フィルター強度をより向上させるという要望に十分応えることができない。
【0009】
また、特許文献1で提案した技術では、金属線の巻き付け編み上げにより、フィルターの網目の微細化を行っているので、さらに網目を細かくし、フィルター特性に優れるエアバッグインフレーター用フィルターを製造することには難点がある。また、たとえ可能であったとしても、その製造が難しいという難点がある。
【0010】
特許文献2で提案した技術は、畳織金網の単層構造のフィルターであり、エアバッグインフレーター用途で用いるにはフィルター強度が十分でないという難点がある。また、この技術によると、金網を圧下した後に加熱処理をして線材同士を焼結する工程を有するので、その加熱処理によって圧延時に向上した加工強度が低下することもあり、エアバッグインフレーター用途として用いるにはフィルター強度が十分でないという難点がある。
【0011】
本発明は、上記課題を解決するためになされたものであって、その目的は、フィルター強度及びフィルター特性に優れるエアバッグインフレーター用フィルター及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するための本発明に係るエアバッグインフレーター用フィルターの製造方法は、畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の前記畳織金網を円筒状に巻く工程とを有し、圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有することを特徴とする。
【0013】
この発明によれば、畳織金網を圧延し、巻いた後に固定してエアバッグインフレーター用フィルターを製造するので、製造されたエアバッグインフレーター用フィルターは、網目の複雑な三次元構造を有する畳織金網が圧延加工されている。圧延加工された畳織金網は、三次元構造の保形強度が増す。この発明では、保形強度が増した畳織金網を複数回巻いてフィルターを構成するので、製造されたエアバックインフレーター用フィルターは、フィルター強度が向上したものとなる。また、この発明では、畳織金網が圧延されることによって網目が微細化するので、製造されたエアバックインフレーター用フィルターは、フィルター特性に優れたものとなる。
【0014】
本発明に係るエアバッグインフレーター用フィルターの製造方法において、前記第1工程と前記第3工程で行う固定手段が溶接であるように構成する。
【0015】
この発明によれば、前記した固定手段が溶接なので、高い強度で畳織金網同士を固定でき、フィルター強度に優れるエアバッグインフレーター用フィルターを製造できる。
【0016】
本発明に係るエアバッグインフレーター用フィルターの製造方法において、前記畳織金網を圧延する工程における圧延率が10%〜60%であることが好ましい。
【0017】
この発明によれば、畳織金網を圧延する工程における圧延率が10%〜60%であるので、製造されたエアバッグインフレーター用フィルターは、畳織金網が有する三次元構造の保形強度が増し、より高いフィルター強度をもたらすことができる。また、網目がより微細化することにより、フィルター特性をより向上させることができる。
【0018】
上記課題を解決するための本発明に係るエアバッグインフレーター用フィルターは、圧延されて網の表面が平たく変形した畳織金網が複数回巻き回されてなる中空円筒体であって、該中空円筒体の最内周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されており、該中空円筒体の最外周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されていることを特徴とする。
【0019】
この発明によれば、エアバッグインフレーター用フィルターを構成する畳織金網は、表面が平たく変形しているので、畳織金網の網目が複雑で微細化した三次元構造を呈している。その結果、そうした畳織金網が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルターとなる。また、エアバックインフレーター用フィルターを構成する畳織金網の表面が圧延により平たく変形しているので、畳織金網が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網を複数回巻き、しかも、最内周と最外周それぞれの畳織金網を固定しているので、フィルター強度に優れるものとなっている。
【0020】
本発明に係るエアバッグインフレーター用フィルターにおいて、隣接する畳織金網同士の固定が溶接により行われている。
【0021】
この発明によれば、隣接する畳織金網同士の固定が溶接により行われているので、畳織金網同士が高い強度で固定され、フィルター強度に優れたものとなっている。
【0022】
本発明に係るエアバッグインフレーター用フィルターにおいて、前記中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が0.1kPa〜100kPaである。
【0023】
この発明によれば、中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が0.1kPa〜100kPaなので、フィルター特性に優れている。
【発明の効果】
【0024】
本発明に係るエアバッグインフレーター用フィルターの製造方法によれば、網目の複雑な三次元構造を有する畳織金網が圧延加工されており、圧延加工された畳織金網は、三次元構造の保形強度が増している。その結果、製造されたエアバッグインフレーター用フィルターは、上記した保形強度が増した畳織金網を複数回巻いて形成されているので、フィルター強度が向上したものとなる。また、製造されたエアバックインフレーター用フィルターは、畳織金網が圧延されることによって網目が微細化するので、フィルター特性に優れたものとなる。
【0025】
こうした本発明に係る製造方法によれば、より少ない畳織金網で、目的とする特性(フィルター強度、フィルター特性)を有するエアバックインフレーター用フィルターを製造できるので、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルターを製造できる。また、畳織金網のメッシュ、線材の線径、線材の種類、圧延率を適宜変更することで、容易に目的とする特性を有するエアバッグインフレーター用フィルターを製造できる。なお、メッシュとは1インチ当たりの縦線の本数及び横線の本数を表す。
【0026】
本発明に係るエアバッグインフレーター用フィルターによれば、網目が複雑で微細化した三次元構造を呈しているので、そうした畳織金網が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルターとなる。また、エアバックインフレーター用フィルターを構成する畳織金網の表面が圧延により平たく変形しているので、畳織金網が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網を複数回巻き、しかも、最内周と最外周それぞれの畳織金網を隣接する畳織金網にそれぞれ固定しているので、フィルター強度に優れるものとなっている。
【図面の簡単な説明】
【0027】
【図1】本発明に係るエアバッグインフレーター用フィルターの一例を示す斜視図である。
【図2】本発明に係るエアバッグインフレーター用フィルターの製造工程のフロー図である。
【図3】(A)は平畳織金網の平面図であり、(B)は綾畳織金網の平面図である。
【図4】平畳織金網の斜視図である。
【図5】(A)は圧延前の平畳織金網の平面視写真であり、(B)は圧延後の平畳織金網の平面視写真である。
【図6】(A)は圧延前の平畳織金網の断面図であり、(B)は圧延後の平畳織金網の断面図である。
【図7】エアバッグインフレーター用フィルターの巻き工程図である。
【図8】本発明に係るエアバッグインフレーター用フィルターの他の一例を示す斜視図である。
【図9】運転席用のエアバッグに使用される固体推進薬式インフレーターの一例を示す断面斜視図である。
【発明を実施するための形態】
【0028】
以下、本発明に係るエアバッグインフレーター用フィルター及びその製造方法を、図面を参照しつつ説明する。本発明の技術的範囲は、下記の記載や図面のみに限定されるものではない。
【0029】
エアバッグインフレーター用フィルター10は、例えば図9に示すように、センサーからイグナイター33を経由した信号によってガス発生剤34に点火し、ガス発生剤34の爆発的な燃焼によって発生した高温の固体残渣を有するガスを濾過し、場合によっては同時に冷却するという機能を果たす。エアバッグインフレーター用フィルター10の外観形状は中空円筒体を呈し、運転席のステアリングホイール及び助手席のダッシュボードに装備されるフロントエアバッグや、運転席又は助手席のドアに装備されるサイドエアバッグに組み込み可能なインフレーター30に装備される。
【0030】
[エアバッグインフレーター用フィルターの製造方法]
エアバッグインフレーター用フィルター10の製造方法は、図1に示すエアバッグインフレーター用フィルター10を製造する方法である。この製造方法は、図2に示すように、畳織金網1を準備する工程と、畳織金網1を圧延する工程と、圧延した後の畳織金網1の巻き工程とを有する。それぞれの工程についてさらに詳しく説明する。
【0031】
(準備工程)
準備工程は、畳織金網1を準備する工程である。畳織金網1の準備は市販のものを購入してもよいし、自前で製造してもよい。畳織金網1を自前で製造する場合、その製造方法は、一般的な畳織金網1の製造方法を適用することができる。
【0032】
畳織金網1は、平織金網及び綾織金網と共に、織金網に含まれる。本発明では、織金網のうち、畳織金網1を用いる。畳織金網1には、図3に示すように、平畳織金網1Aと綾畳織金網1Bがあるが、本発明ではどちらの畳織金網を用いてもよい。平畳織金網1Aとは、縦線12’と横線11’が一本ずつ相互に交わっており、その横線11’を相接(隣接する横線同士が接していること)して並べたもので、畳表のような織り方による金網をいう(JIS G 3555DW)。また、綾畳織金網1Bとは、その横線11’を相接して並べ、しかも縦線12’と横線11’とを2本以上ずつ乗り越して交わらせたものをいう。そのような畳織金網1は、平織金網や綾織金網等の他の金網に比べて網目が複雑な三次元構造をしているので、線材同士が補強し合い、高い強度を有する。そのため、畳織金網1は、線材の位置ずれが少なく、保形強度に優れたものとなる。
【0033】
畳織金網1は、図3に示すように平面視した場合には、線材同士間の開口を確認することができないが、図4に示すように斜視した場合には、線材同士間に開口7を確認することができる、という構造を有する。したがって、ガスが畳織金網1を通過する際には、必ず線材と衝突することになるから、畳織金網1を用いて製造されたエアバッグインフレーター用フィルター10は、フィルター特性に優れるものとなる。なお、フィルター特性とは、ガスがフィルターを通過する際に、このガスに含まれる固体残渣をフィルターが捕捉する性能のことである。
【0034】
畳織金網以外の平織金網及び綾織金網は、その構造上、平面視した場合に線材同士の間に開口を確認できる。そのため、後述の圧延工程のように、仮に圧延したとしても網目の開口を微細化するのが困難である。これに対し、畳織金網1は、図3に示すように平面視した場合には、線材同士間の開口を確認することができないが、図4に示すように斜視した場合には、線材同士間に開口7を確認することができる、という構造を有する。したがって、開口7が線材の鉛直下方向にあるから、後述の圧延工程で圧延した場合に、容易に網目の開口7を微細化することができる。さらに、メッシュ、線材の線径、線材の種類の異なる各種畳織金網を任意に採用することにより、目的とする特性を有するエアバッグインフレーター用フィルター10を容易に製造できる。
【0035】
畳織金網10に使用される線材の種類としては、特に限定はされないが、好ましくは、鉄、鋳鉄、ステンレス鋼、ニッケル合金、チタン合金、銅合金、等を挙げることができる。より好ましくは、オーステナイト系ステンレス鋼(SUS304)、又は、軟鋼(SWRM)等を挙げることができる。線材の断面形状は、真円形状、楕円形状、長方形、正方形等が挙げられ、好ましくは真円形状のものが用いられる。
【0036】
線材の線径は、目的とする特性に応じて適宜変更することができる。線材の断面形状が真円形状である場合は、好ましくは、0.01mm〜2mmの範囲であり、より好ましくは、0.1mm〜1mmの範囲である。線径が2mmを超えると、畳織金網の網目の開口7が大きくなり過ぎて、十分なフィルター特性が得られないことがある。また、線径が0.01mm未満では、畳織金網10の網目の開口7が細かくなり過ぎ、ガス発生剤の燃焼により発生した高圧ガスが通りにくくなる。その結果、エアバッグインフレーター用フィルター10がガス圧に耐えきれないおそれがある。
【0037】
(圧延工程)
圧延工程は、準備した畳織金網1を圧延する工程である。この圧延工程により、畳織金網1が有する三次元構造の保形強度が増し、フィルター強度をより向上させることができる。また、網目がより微細化することにより、フィルター特性をより向上させることができる。畳織金網1の線材は、図5及び図6に示すように、圧延加工されることにより横線11’は扁平した断面形状の横線11に塑性変形し、縦線12’は扁平した断面形状の縦線12に塑性変形する。扁平した線材は、畳織金網1が有する三次元構造の保形強度を増すように作用する。保形強度が増した畳織金網1は、後述する巻き工程で複数回巻かれてエアバッグインフレーター用フィルター10を構成した後のフィルター強度を向上させることができる。
【0038】
また、図6に示すように、圧延により表面の線材が平に変形され、畳織金網1の網目が微細化される。その結果、圧延された畳織金網1を用いて製造されたエアバッグインフレーター用フィルター10は、フィルター特性に優れるものとなる。
【0039】
圧延により保形強度とフィルター強度が向上した畳織金網を用いることにより、より少ない畳織金網1で目的とする特性(フィルター強度、フィルター特性)を有するエアバッグインフレーター用フィルター10を製造できる。その結果、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルター10を製造できる。
【0040】
圧延手段は、回転する2本の円筒状ロールの間に畳織金網1を通し、その断面厚さを減少させながら所定の断面形状を得る一般的な圧延加工手段を採用できる。圧延は冷間圧延でも熱間圧延でもよい。また、2本のロールを用いる2段圧延でもよいし、4本のロールを用いる4段圧延でもよいし、6本のロールを用いる6段圧延でもよい。また、19個のロールを配置したゼンジマー圧延でもよいし、遊星圧延でもよいし、ユニバーサル圧延でもよい。
【0041】
圧延の程度は、圧延率により決定される。圧延率(r)とは、被圧延材(畳織金網1)の板厚減少率のことであり、r(%)=(h2−h1)/h1×100で定義される。ここで、図6に示すように、h1は圧延前の畳織金網1の厚さ(mm)であり、h2は圧延後の畳織金網1の厚さ(mm)である。
【0042】
畳織金網1を圧延する工程における圧延率は、好ましくは、10%〜60%である。この範囲の圧延率で圧延された畳織金網1は、三次元構造の保形強度が向上するとともに、フィルター強度に優れたものとなる。圧延率が10%未満の場合、畳織金網1が有する三次元構造の保形強度が十分に向上しないことがある。一方、圧延率が60%を超えると、畳織金網1の網目の開口7が細かくなり過ぎて、ガス発生剤の燃焼により発生した高圧ガスが通りにくくなる。その結果、エアバッグインフレーター用フィルター10がガス圧に耐えきれないおそれがある。なお、圧延率のより好ましい範囲は、30%〜60%である。この範囲の圧延率で圧延された畳織金網1は、三次元構造の保形強度がより向上し、また、フィルター特性もより優れたものとなる。
【0043】
圧延工程の後には、焼結等の加熱工程を有さないことが望ましい。加熱工程を有さないことにより、圧延した後の畳織金網1の保形強度とフィルター特性を維持することができる。一方、圧延した後の畳織金網1を加熱した場合、畳織金網1が有する三次元構造の保形強度が低下する場合がある。
【0044】
(巻き工程)
巻き工程は、圧延した後の畳織金網1を巻き回す工程であり、図7に示すように、圧延した後の畳織金網1を円筒状の回転巻取治具20に複数回巻き回してエアバッグインフレーター用フィルター10の中空円筒体を成形する工程である。この巻き工程により形成されたエアバッグインフレーター用フィルター10は、フィルター強度及びフィルター特性が優れたものとなる。
【0045】
巻き工程は、圧延した後の畳織金網1を円筒状に1回又は2回巻いたときに、重なる畳織金網1同士を固定する第1工程と、固定をした後に前記した畳織金網1をさらに1回又は2回以上巻く第2工程と、さらに1回又2回以上巻いた後の最外周の畳織金網1とこの最外周の畳織金網1に隣接する畳織金網1とを固定する第3工程との3つの工程を有する。3つの工程について詳しく説明する。
【0046】
第1工程は、図7(A)に示すように、畳織金網1を円筒状に1回又は2回巻いたときに重なる畳織金網1同士を固定する工程である。この工程では、先ず、円筒状の回転巻取治具20に対して畳織金網1の巻き始めの端部2を係止する。次に、回転巻取治具20を一定方向に軸回転させながら、畳織金網1を一定の張力下で1回又は2回巻く。図7(A)の例では、1回巻いた形体を示している。その後、畳織金網1同士が重なった部分で、この畳織金網1同士を固定する。符号3は固定した部分を示している。重なった部分で固定することにより端部2がばらけることなく中空円筒体とすることができる。この一連の工程により、巻き回された畳織金網1同士がばらけることなく中空円筒体を構成することができる。なお、2回巻いた場合は、畳織金網1同士が重なって3層になった部分の畳織金網1同士を固定する。
【0047】
第2工程は、図7(B)に示すように、第1工程で固定をした畳織金網1をさらに1回又は2回以上巻く工程である。この工程では、回転巻取治具20を一定方向にさらに軸回転させ、畳織金網1を一定の張力下でさらに1回又は2回以上巻く。このときの巻き回数は、畳織金網1の保形強度とフィルター特性によって任意に選択される。通常は1回又は2回〜20回の複数回である。所定回数巻いた後は、回転巻取治具20の軸回転を停止する。この一連の工程により、製造されたエアバッグインフレーター用フィルター10は、単層のフィルターに比べて、フィルター強度に優れるものとなる。
【0048】
第3工程は、図7(C)に示すように、第1工程と第2工程で複数回巻いた後の最外周の畳織金網1と、この最外周の畳織金網1に隣接する畳織金網1とを固定する工程である。この工程では、少なくとも最外周の畳織金網1とそれに隣接する内側の畳織金網1とを固定すればよく、さらに内側の畳織金網1と併せて固定してもよい。この工程での固定部分は、第1工程での固定部分の真上であることが好ましい。第1工程での固定部分の真上で固定することにより、フィルター特性が均一になる領域を最大にすることができる。なお、固定手段によっては、固定部分が変形したり強度が低下したりすることがある。その場合の固定方法は、第1工程での固定部分の軸周方向の前又は後で行うことが好ましい。こうした固定により、フィルター特性が均一になる領域の減少を最小限にすることができる。固定した後は、その固定部の近くで畳織金網1を切断する場合もある。符号4は切断した後の端部である。この工程により、巻き回された畳織金網1がばらけることなく、エアバッグインフレーター用フィルター10の中空円筒体の形状を保つことができる。
【0049】
固定は、上記した第1工程と第3工程とで行われる。その固定手段としては、接着剤やろう剤を用いたろう接型固定手段、かしめ等による圧接型固定手段、畳織金網1自体を一部溶融して固定する融接型固定手段、畳織金網1を抵抗発熱させ、接合部を温度上昇させて加圧下で固定する抵抗溶接型固定手段等が挙げられる。本発明では、抵抗溶接型固定手段を好ましく適用する。抵抗溶接型固定手段は、被溶接材(畳織金網1)の接合すべき箇所に電流を流し、その電流による抵抗発熱で接合部の温度を上昇させ、加圧下で溶接を行う方法である。この抵抗溶接手段には、スポット溶接、プロジェクション溶接、シーム溶接等の重ね抵抗溶接法と、アブセット溶接、クラッシュ溶接、バットシーム溶接等の突合せ溶接法とに大別できる。ここでは、生産性、自動化、コスト、加工精度、変形度合いの観点から、重ね抵抗溶接が好ましく、中でもスポット溶接とシーム溶接が好ましく適用される。これらの溶接は、畳織金網1を考慮し、溶接電流、通電時間、加圧力等の条件でコントロールできる。図7の例では、回転巻取治具20と、加圧電極棒又はバー(図示しない)との間に畳織金網1の固定部分を挟み、加圧電極棒又はバーを回転巻取治具20方向に押圧した状態で両者間に通電して溶接する。
【0050】
図8に示すエアバッグインフレーター用フィルター10Bは、最外周の畳織金網1と、この最外周の畳織金網1に隣接する畳織金網1とを固定した固定部分6を設けたものである。固定部分6は、図9に示すように、エアバッグインフレーター用フィルター10Bを、主に運転席用及び助手席用のエアバッグに使用される固体推進薬式インフレーター30内の円板型ケース31内に設置したときに、ディフューザー32と相対する部分に設けられることが好ましい。ディフューザー32は、ガス発生剤34の燃焼により発生した高圧ガスがバッグ内に流出する箇所であり、ディフューザー32と相対する部分のエアバッグインフレーター用フィルターは、ガスの圧力を最も強く受ける。そのため、このディフューザー32と相対する部分のエアバッグインフレーター用フィルターに、固定部分6を設けることで、この部分の強度を向上させ、エアバッグ作動時のエアバッグインフレーター用フィルター10Bの破損を防ぐことができる。その結果、エアバッグインフレーター用フィルター10Bは、よりフィルター強度に優れたものとなる。また、固定部分6はガスを通さないから、ガス発生剤34の燃焼により発生した高圧ガスがディフューザー32から急激に流出することを抑制できる。その結果、エアバッグインフレーター用フィルター10Bは、ガスがインフレーター30内で保持される時間を長くすることができると考えられ、そのフィルター特性及び冷却機能が向上すると考えられる。なお、符号33はイグナイターであり、符号35はガス発生剤の収納部であり、符号36はガスが通過する通過孔である。
【0051】
固定部分6は、エアバッグインフレーター用フィルター10Bの最外周を円周方向に一回転するように設けられる。固定部分6の固定手段は、上記した各種の固定手段を適用可能であるが、シーム溶接であることが好ましい。シーム溶接は、回転する円板電極で被溶接体(中空円筒体)を加工し、回転させつつ、順次溶接する方法であり、ナゲットを連続させることができるという特徴がある。図8に示すエアバッグインフレーター用フィルター10Bへのシーム溶接は、内側に回転巻取治具20(図7を参照)を配置し、外側に回転円板電極(図示しない)を配置し、この回転円板電極を両者の間に挟まれたエアバッグインフレーター用フィルター10Bの最外周の円周方向に一回転させながら圧力と電流を印加して行う。
【0052】
(切断工程)
切断工程は、図2に示すように、畳織金網1の圧延工程の前若しくは後、又は、巻き工程の後のいずれかのタイミングで導入することができる。切断工程により、畳織金網1が巻き回された中空円筒体を、後述するようなエアバッグインフレーター用フィルター10の大きさに加工できる。圧延工程の前に切断工程を導入した場合は、準備した畳織金網1を適当な大きさに切断し、切断した畳織金網1を圧延し、圧延された畳織金網1を巻き工程に供して、エアバッグインフレーター用フィルター10を製造する。また、圧延工程の後に切断工程を導入した場合は、準備した畳織金網1を圧延し、圧延した畳織金網1を適当な大きさに切断し、切断した畳織金網1を巻き工程に供してエアバッグインフレーター用フィルター10を製造する。また、巻き工程の後に切断工程を導入した場合は、巻き工程後の中空円筒体を適当な大きさに切断することで、目的とする大きさのエアバッグインフレーター用フィルター10を製造する。
【0053】
本発明に係るエアバッグインフレーター用フィルター10の製造方法によれば、網目の複雑な三次元構造を有する畳織金網1が圧延加工されており、圧延加工された畳織金網1は、三次元構造の保形強度が増している。その結果、製造されたエアバッグインフレーター用フィルター10は、上記した保形強度が増した畳織金網1を複数回巻いて形成されているので、フィルター強度が向上したものとなる。また、製造されたエアバックインフレーター用フィルター10は、畳織金網1が圧延されることによって網目が微細化するので、フィルター特性に優れたものとなる。
【0054】
こうした本発明に係る製造方法によれば、より少ない畳織金網1で、目的とする特性(フィルター強度、フィルター特性)を有するエアバッグインフレーター用フィルター10を製造できるので、薄肉で、軽量且つ小型のエアバッグインフレーター用フィルター10を製造できる。また、畳織金網1のメッシュ、線材の線径、線材の種類、圧延率を適宜変更することで、容易に目的とする特性を有するエアバッグインフレーター用フィルター10を製造できる。
【0055】
[エアバッグインフレーター用フィルター]
エアバッグインフレーター用フィルター10は、図1及び図8に示すように、圧延されて表面が平たく変形した畳織金網1が複数回巻き回されてなる中空円筒体である。そして、エアバッグインフレーター用フィルター10は、この中空円筒体の最内周の畳織金網1と、その畳織金網1に隣接するフィルター内方の畳織金網1とが固定されており、中空円筒体の最外周の畳織金網1と、その畳織金網1に隣接するフィルター内方の畳織金網1とが固定されていることを特徴とする。
【0056】
畳織金網1の表面とは、図6で示す畳織金網1の断面図において、畳織金網1の厚さ方向の両面(すなわち両側の最外面)のことであり、平たく変形した畳織金網1とは、図6に示すように、線材11’の断面形状が変形し、畳織金網1の厚さ方向の表面が平坦又は潰れた平坦面になっていることである。こうした表面を有する線材は、図6に示す偏平形態や、それ以外の圧延痕跡を残す形態になっている。畳織金網1の厚さ方向の表面が平坦になっていれば、線材11’の畳織金網1の内方側の面は必ずしも平でなくてもよい。
【0057】
線材の断面が真円形状である畳織金網1は、圧延により、畳織金網1の表面の線材11,12の断面形状が平たく変形し、その線材は偏平形態となるが、畳織金網1の内方側の線材11,12の断面は真円形状を保っており、その線材はあまり変形しない。したがって、断面が真円形状である線材を用いた畳織金網1であって、その畳織金網1を圧延することにより、畳織金網1の表面は平たく変形しているが、その内方側の面はあまり平たく変形していない畳織金網1と、断面が平角形状である線材を用いた畳織金網1であって、畳織金網1の表面もその内方側の面も平たい形状である畳織金網1とを比べた場合、前者は本発明に係るものであり、後者は本発明に係るものではないことが容易に区別できる。
【0058】
なお、畳織金網1同士の固定手段については、上述したエアバッグインフレーター用フィルター10の製造方法で説明した内容と同様であるので、ここではその説明を省略する。また、固定を溶接により行うことも同様であるので、ここではその説明を省略する。
【0059】
エアバッグインフレーター用フィルター10の大きさは、装備されるインフレーター30の構造や大きさに応じて適宜決めることができる。例えば、フロントエアバッグに組込み可能な円板型インフレーターに装備されるものであれば、内径5mm〜80mm、外径30mm〜90mm、軸方向長さ3mm〜150mmとすることができる。サイドエアバッグに組込み可能なインフレーターに装備されるものであれば、内径3mm〜40mm、外径5mm〜50mm、軸方向長さ5mm〜60mmとすることができる。
【0060】
フィルター特性は、圧力損失によって評価することができる。この圧力損失は、エアバッグインフレーター用フィルター10の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失で評価できる。エアバッグインフレーター用フィルター10の圧力損失は、好ましくは0.1kPa〜100kPaである。圧力損失が0.1kPa未満では、ガス発生剤の燃焼により発生した高圧ガスに含まれる固体残渣が網目を容易に通過し、フィルター特性が十分ではない。一方、圧力損失が100kPaを超えると、ガスが通りにくいことにより、エアバッグインフレーター用フィルター10がガス圧に耐えきれない場合がある。圧力損失のより好ましい範囲は、2kPa〜30kPaである。この範囲の圧力損失を有するエアバッグインフレーター用フィルター10は、フィルター特性とフィルター強度のバランスがより優れたものとなる。
【0061】
なお、エアバッグインフレーター用フィルター10の圧力損失の測定方法は、特開平11−20598号公報の第19欄第17行〜第20欄第43行、図8、図9に記載されているように、先ず、エアバッグインフレーター用フィルター10の片端部には空気を送り込む管(図示しない)を取り付け、もう一方の片端部は空気が漏れないように塞ぐ支持板(図示しない)を取り付ける。次いで、その支持板に圧力計(図示しない)を取り付け、エアバッグインフレーター用フィルター10の内側から一定量の空気を流すことによって測定することができる。
【0062】
エアバッグインフレーター用フィルター10の圧力損失は、エアバッグインフレーター用フィルター10が装備されるエアバッグ装置の特性に応じて適宜調節される。例えば、ガス発生剤の燃焼により発生した高圧ガスに含まれる固体残渣が、エアバッグ内に通過するのが許容される場合は、圧力損失は小さくてもよいし、ガス発生剤の燃焼により発生したガスの圧力が大きくない場合は、圧力損失は大きくてもよい。
【0063】
以上、本発明に係るエアバッグインフレーター用フィルター10は、表面が平たく変形した畳織金網1を複数回巻き回された中空円筒体のフィルター構造を有するので、網目が複雑で微細化した三次元構造を呈している。その結果、そうした畳織金網1が複数回巻き回された中空円筒体は、優れたフィルター特性をもつエアバックインフレーター用フィルター10となる。また、エアバックインフレーター用フィルター10を構成する畳織金網1の表面が圧延により平たく変形しているので、畳織金網1が有する三次元構造の保形強度が高まっている。その結果、そうした畳織金網1を複数回巻き、しかも、最内周と最外周それぞれの畳織金網1を固定しているので、フィルター強度に優れるものとなっている。
【実施例】
【0064】
実験例を挙げて本発明をさらに詳しく説明する。なお、本発明は以下の例に限定解釈されるものではない。
【0065】
[実験例1]
エアバッグインフレーター用フィルター10を以下の手順にしたがって製造した。先ず、縦線12’として線径0.58mm、横線11’として線径0.43mmの断面が真円形のオーステナイト系ステンレス鋼(SUS304)の線材で形成された厚さ1.2mm、12/64メッシュの平畳織金網1Aを準備した。ここで、メッシュは、1インチ当たりの縦線12’の本数/横線11’の本数を表している。次に、準備した平畳織金網1Aを圧延した。圧延は圧延率30%で行った。圧延後の平畳織金網1Aの厚さは0.84mmであった。
【0066】
次に、図1で示すX方向が、縦線12の長さ方向となるように回転巻取治具20に平畳織金網1Aの一端を固定した。この平畳織金網1Aを1回巻いた後、重なる平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに平畳織金網1Aを計3回巻いた後、図1に示すように、最外周の平畳織金網1Aを、加圧電極棒を用いて5mmピッチでスポット溶接により固定した。スポット溶接した後の平畳織金網1Aを切断して中空円筒体のエアバッグインフレーター用フィルター10を製造した。使用した平畳織金網1Aの長さは350mmで、製造されたエアバッグインフレーター用フィルター10の内径は43.7mm、外径は48.2mm、質量は30gであった。
【0067】
実験例1によって得られたエアバッグインフレーター用フィルター10を構成する平畳織金網1Aの表面の線材は平に変形されていたが、平畳織金網1Aの内方側の線材はあまり変形していなかった。
【0068】
[実験例2〜5]
実験例2〜5は、圧延率を表1に示すようにした以外は、実験例1と同様にしてエアバッグインフレーター用フィルター10を製造した。
【0069】
[実験例6]
実験例6は、先ず、縦線12’として線径0.24mm、横線11’として線径0.36mmの断面が真円形のオーステナイト系ステンレス鋼(SUS304)の線材で形成された厚さ0.72mm、24/110メッシュの平畳織金網1Aを準備した。次に、準備した平畳織金網1Aを圧延した。圧延は圧延率10%で行った。圧延後の平畳織金網1Aの厚さは0.65mmであった。
以降の巻き工程は、実験例1と同様にしてエアバッグインフレーター用フィルター10を製造した。使用した平畳織金網1Aの長さは503mmで、製造されたエアバッグインフレーター用フィルター10の内径は43.7mm、外径は47.5mm、質量は30gであった。
【0070】
[実験例7〜10]
実験例7〜10は、圧延率を表1に示すようにした以外は、実験例6と同様にしてエアバッグインフレーター用フィルター10を製造した。
【0071】
[実験例11]
実験例11は、実験例7と同様の平畳織金網1Aを準備し、準備した平畳織金網1Aを実験例7と同様に圧延した。次に、図1で示すX方向が横線11の長さ方向となるように回転巻取治具20に平畳織金網1Aの一端を固定した。この平畳織金網1Aを1回巻いた後、重なる平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに平畳織金網1Aを計3回巻いた後、最外周の平畳織金網1Aを、加圧電極棒を用いてスポット溶接により5mmピッチで固定した。さらに、図8に示すように、最外周の畳織金網1Aをシーム溶接により円周方向に溶接した。
【0072】
[フィルターの評価]
上記工程により製造した11種類のエアバッグインフレーター用フィルター10の特性評価を行った。圧縮試験は、エアバッグインフレーター用フィルター10の図1に示すY方向の片端部を下にして、所定の箇所に固定し、図1に示すY方向の上方から荷重を加えて、エアバッグインフレーター用フィルター10を0.6mm圧縮させたときの荷重(N)(以下、変位0.6mmのときの荷重、という)を測定した。圧縮試験で荷重が大きいほど、エアバッグインフレーター用フィルター10の強度が優れるということができる。また、圧力損失は、エアバッグインフレーター用フィルターの図1に示すY方向の片端部に空気を送り込む管を取り付け、もう一方の片端部には空気が漏れないように塞ぐ圧力計を備えた支持板を取り付け、その支持板にエアバッグインフレーター用フィルター10の内側から1分間当たり1m3の空気を流して測定した。
【0073】
エアバッグインフレーター用フィルター10の評価結果を表1に示した。表1に示した結果から、エアバッグインフレーター用フィルター10は、圧延率を上げることで、フィルター強度及び圧力損失が向上する傾向を確認できた。
【0074】
実験例1,2,3,6,7,8,11で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重が1800N〜5000Nの範囲で、圧力損失が2.0kPa〜30kPaの範囲であった。よって、圧延値が10%〜60%の範囲で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、フィルター強度及びフィルター特性のバランスがとれたものであった。
【0075】
実験例4,9で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重がそれぞれ1600N,1200Nで、圧力損失はそれぞれ1.0kPa,1.2kPaであった。よって、圧延率が5%で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、実用可能なものではあるが、圧延率が10%〜60%の範囲で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10に比べて、変位0.6mmのときの荷重が低いため、フィルター強度が低かった。
【0076】
実験例5,10で製造されたエアバッグインフレーター用フィルター10は、変位0.6mmのときの荷重がそれぞれ6000N,7800Nで、圧力損失はそれぞれ32kPa,50kPaであった。よって、圧延率が70%で圧延加工された平畳織金網1Aを用いて製造されたエアバッグインフレーター用フィルター10は、実用可能なものではあるが、圧力損失が高いため、ガス圧に耐えきれないおそれがあるものであった。
【0077】
【表1】
【符号の説明】
【0078】
1 畳織金網
1A 平畳織金網
1B 綾畳織金網
2 畳織金網の巻き始めの端部
3 畳織金網同士を溶接により固定した部分
4 畳織金網の巻き終わりの端部
5 畳織金網同士を溶接により固定した部分
6 畳織金網同士を溶接により固定した部分
7 開口
10,10A,10B エアバッグインフレーター用フィルター
11 圧延後の横線
11’ 圧延前の横線
12 圧延後の縦線
12’ 圧延前の縦線
20 回転巻取治具
30 インフレーター
31 円板型ケース
32 ディフューザー
33 イグナイター
34 ガス発生剤
35 収納部
36 貫通孔
【特許請求の範囲】
【請求項1】
畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の畳織金網を円筒状に巻く工程とを有し、
圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有することを特徴とするエアバッグインフレーター用フィルターの製造方法。
【請求項2】
前記第1工程と前記第3工程で行う固定手段が溶接である、請求項1に記載のエアバッグインフレーター用フィルターの製造方法。
【請求項3】
前記畳織金網を圧延する工程における圧延率が10%〜60%である、請求項1又は2に記載のエアバッグインフレーター用フィルターの製造方法。
【請求項4】
圧延されて表面が平たく変形した畳織金網が複数回巻き回されてなる中空円筒体であって、該中空円筒体の最内周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されており、該中空円筒体の最外周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されていることを特徴とするエアバッグインフレーター用フィルター。
【請求項5】
隣接する畳織金網同士の固定が溶接により行われている、請求項4に記載のエアバッグインフレーター用フィルター。
【請求項6】
前記中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が、0.1kPa〜100kPaである、請求項4又は5に記載のエアバッグインフレーター用フィルター。
【請求項1】
畳織金網を準備する工程と、該畳織金網を圧延する工程と、圧延した後の畳織金網を円筒状に巻く工程とを有し、
圧延した後の前記畳織金網を円筒状に巻く工程が、1回又は2回巻いたときに重なる畳織金網同士を固定する第1工程と、固定した後に前記畳織金網をさらに1回又は2回以上巻く第2工程と、さらに1回又は2回以上巻いた後の最外周の畳織金網と該最外周の畳織金網に隣接する畳織金網とを固定する第3工程と、を有することを特徴とするエアバッグインフレーター用フィルターの製造方法。
【請求項2】
前記第1工程と前記第3工程で行う固定手段が溶接である、請求項1に記載のエアバッグインフレーター用フィルターの製造方法。
【請求項3】
前記畳織金網を圧延する工程における圧延率が10%〜60%である、請求項1又は2に記載のエアバッグインフレーター用フィルターの製造方法。
【請求項4】
圧延されて表面が平たく変形した畳織金網が複数回巻き回されてなる中空円筒体であって、該中空円筒体の最内周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されており、該中空円筒体の最外周の畳織金網と、該畳織金網に隣接する畳織金網とが固定されていることを特徴とするエアバッグインフレーター用フィルター。
【請求項5】
隣接する畳織金網同士の固定が溶接により行われている、請求項4に記載のエアバッグインフレーター用フィルター。
【請求項6】
前記中空円筒体の最内周側から最外周側の方向に1分間当たり1m3の空気を通したときの圧力損失が、0.1kPa〜100kPaである、請求項4又は5に記載のエアバッグインフレーター用フィルター。
【図1】

【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図5】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図5】
【公開番号】特開2013−35385(P2013−35385A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172586(P2011−172586)
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000237167)富士フィルター工業株式会社 (11)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000237167)富士フィルター工業株式会社 (11)
【Fターム(参考)】
[ Back to top ]