
エアバッグガス注入用チューブ状織物部材及びその製造方法
エアバッグの作動時にエアバッグクッションにインフレータガスを注入するための織物部材に関する。
本発明は、エアバッグの作動時にエアバッグクッションにインフレータガスを注入するための織物部材に関するものであって、特に一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムに関するものである。

本発明は、エアバッグの作動時にエアバッグクッションにインフレータガスを注入するための織物部材に関するものであって、特に一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムに関するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアバッグモジュールに設置されて、エアバッグの作動時にインフレータガスがクッションに均等に展開されるようにして、エアバッグの性能及び安全性を向上させることができる、エアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムに関するものである。
【背景技術】
【0002】
一般に、エアバッグ(air bag)は、走行中の自動車が約40km/h以上の速度で正面衝突または側面衝突する時に、自動車に加えられる衝突衝撃を衝撃感知センサーで感知し、火薬を爆発させて、エアバッグクッションの内部にガスを供給して膨張させることによって、運転者及び搭乗者を保護する装置である。
【0003】
最近では、自動車の機能性及び便宜性と共に搭乗者の安全性に対する関心が高まって、自動車の事故時に搭乗者を安全に保護することができる安全装置の重要性が次第に増加する傾向にある。このような安全装置の中でも、特にエアバッグシステムは、シートベルトと共に使用されて、自動車の正面衝突や側面衝突時に搭乗者が傷害を負うのを防止する機能をしている。一方、前記エアバッグシステムのうち、特に自動車の側面衝突に関するエアバッグシステムは、通常、搭乗者の頭部保護のためのカーテンエアバッグ(Curtain Air-Bag)及び搭乗者の横腹部保護のためのサイドエアバッグ(Side Air-Bag)に区分されて使用されている。ここで、前記カーテンエアバッグは、通常、車室内の側上端に沿って設置されて、自動車の衝突時にカーテン式に展開する構造からなり、前記サイドエアバッグは、ドアやシートの側面に装着されて、搭乗者の横腹部がドアなどの車体に直接ぶつかって傷害を負うのを防止する構造からなる。
【0004】
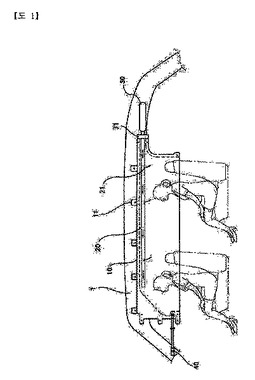
一方、図1は一般的なカーテンエアバッグの構造を概略的に示した図面である。図示されているように、カーテンエアバッグは、ループレール1の内側面に沿って一定の区間に配置されるクッション10、及び前記クッション10を前記ループレール1上に固定するクッションホルダー11などの車体締結部位、ガス吐出口21が形成されて、前記クッション10の内部に設置されるガス注入用部材(フィルホースまたはディフューザー)20、及び前記ガス注入用部材20の一端に結合されるインフレータユニット30を含んで構成される。前記ガス注入用部材20は、チューブまたはパイプ状で、外周面一側には一定の間隔をおいて複数のガス吐出口21(開口部)が配列されている。前記クッション10は、前記ガス吐出口21と連通して、前記ガス注入用部材20の周囲を一定の面積にかけて密閉する。前記インフレータユニット30は、前記ガス注入用部材20の一端と連通し、その連結部位は前記クッション10で覆われた状態でクランプ31によって締結されて堅固に密閉される。また、前記インフレータユニット30は、自動車の衝突を感知する感知センサーと電気的に連結されている。一方、前記クッション10の一側には、フロントフィラー側に支持されて、前記クッション10の展開時に前記クッション10を上下または左右方向に広がるようにガイドするテダー40が結合される。それによって、自動車の側面衝突時に衝突感知センサーから信号が感知されると、インフレータユニット30から作動ガスが発生してガス注入用部材20の内部に噴出され、この噴出されたガスは再びガス注入用部材20のガス吐出口21を通してクッション10の内部に噴出されて、クッション10を一定の面積に膨張させるようになる。
【0005】
前記のように、自動車に使用されるエアバッグクッションは、一定の形態に製造された後、その体積を最少化するために折りたたまれた状態で自動車のハンドルや自動車の側面ガラス窓、または側面構造物などに装着され、自動車の衝突時にインフレータからエアバッグクッションの内部にガスが供給されて膨張することによって、運転者及び搭乗者を保護するようになる。
【0006】
したがって、エアバッグクッションのホールディング性及びパッケージ性を効果的に向上させて維持しつつ、優れたエアバッグの展開性能を発揮させるようにするために、つまりインフレータガスがエアバッグクッションに効果的に伝達されるようにするために、優れた機械的物性及び空気遮断効果、ホールディング性を備えたガス注入用部材の開発に対する研究が必要である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、エアバッグクッションの収納空間でパッケージ性及びホールディング性を効果的に向上させて優れた状態に維持しつつ、エアバッグの作動時にインフレータガスがクッションに均等に展開されて、優れたエアバッグの展開性能が発揮されるように、優れた機械的物性及び空気遮断効果を備えた、エアバッグガス注入用チューブ状織物部材を提供する。
【0008】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を製造する方法を提供する。
【0009】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を含むエアバッグシステムを提供する。
【課題を解決するための手段】
【0010】
本発明は、一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材を提供する。
【0011】
本発明は、また、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む、前記エアバッグガス注入用チューブ状織物部材の製造方法を提供する。
【0012】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を含む、エアバッグシステムを提供する。
【0013】
以下では、発明の具体的な具現例によるエアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムについてより詳細に説明する。しかし、これは発明の一例として提示されるもので、発明の権利範囲がこれによって限定されるのではなく、発明の権利範囲内で具現例に対する多様な変形が可能であることは当業者に自明である。
【0014】
追加的に、本明細書全体において、特別な言及がない限り、「含む」または「含有する」とは、ある構成要素(または構成成分)を特別な制限なく含むことを意味し、他の構成要素(または構成成分)の付加を除外するものと解釈されない。
【0015】
本発明において、「エアバッグガス注入用チューブ状織物部材」とは、エアバッグの作動時にインフレータガスをエアバッグクッションの内部に均一に効果的に伝達して膨張させることができるようにする織物素材の装置を意味する。このような装置は、エアバッグモジュールのインフレータユニットと連結されて、エアバッグクッションの内部に装着され、エアバッグクッションにガスを注入することができるように一つ以上のガス吐出口を含むチューブまたはパイプ状からなる。
【0016】
特に、このようなガス注入用部材は、インフレータから高温高圧ガスをエアバッグクッションに注入しなければならないため、耐熱性及び引張強度などの機械的物性が優れていると同時に、エアバッグクッションが均一に効果的に膨張するようにガス吐出口以外の織物層では空気遮断効果、つまり気密性が確保されなければならない。
【0017】
したがって、既存のエアバッグクッションでは、このようにインフレータガスをクッションに伝達する装置として、円型織機などを使用してホース形態に織物を製織し、その内部にゴムホースを被覆した製品を使用してきた。しかし、このように別途にゴムホースを被覆する場合には、これを含むエアバッグクッションのホールディング性が悪く、自動車への装着時に収納性が顕著に低下して、自動車全体の重量を増加させる短所がある。
【0018】
本発明の発明者の実験結果、所定の物性を備えた組織で織物層を製織し、織物層の単位面積当り重量を所定の範囲に特定して、前記エアバッグガス注入用部材を製造することによって、より向上したホールディング性、機械的物性、及び空気遮断効果を示して、これを含むエアバッグクッションの自動車への装着時により優れた収納性(packing)を確保することができるだけでなく、エアバッグの作動時に優れた展開性能及び向上した安定性を確保することができることが明らかになった。
【0019】
特に、本発明のエアバッグガス注入用チューブ状織物部材は、別途にゴムホースを挿入または被覆しなくても、インフレータの高温高圧ガスに耐えるのに十分な優れた機械的物性及び優れた空気遮断効果を確保することができ、これを含むエアバッグクッションに優れたホールディング性を提供することができて、自動車への装着時に優れた収納性及びエアバッグシステム全体の軽量化を達成することができる。
【0020】
そこで、発明の一具現例により、本発明は、所定の物性を備えたエアバッグガス注入用チューブ状織物部材が提供される。このようなエアバッグガス注入用チューブ状織物部材は、一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である。
【0021】
前記エアバッグガス注入用チューブ状織物部材は、引張強度及び引裂強度などの機械的物性が向上したマトリックス組織、例えば二重織、バスケット織、接結織、部分接結織、またはその混合織で製織されている織物層を使用することによって、別途にゴムホースを被覆しなくても高温高圧環境下で破裂などの損傷なく十分に耐えられるようにすることを特徴とする。
【0022】
ここで、「二重織」とは、織物の組織デザイン設計及び製織工程を通して二つの分離された平織面を有する組織形態をいい、「バスケット織」とは、同一数の径糸及び緯糸が互いに交差する組織形態をいい、例えば1×1組織、2×2組織、3×3組織などがある。また、「接結織」とは、前記二重織のように分離された二つの平織面を有する織物層において、上段層及び下段層の各々の径糸または緯糸が互いに組織点を形成して、二つの織物層が一つの層をなす、つまり接結が行われる組織形態をいう。このような接結織には、例えば単一織などが含まれる。また、「部分接結織」とは、このように互いに分離された二つの織物層を接結する際に、前記二重織及び接結織が部分的に接結して非連続的な接結部位を形成する組織形態をいう。
【0023】
特に、本発明のエアバッグガス注入用チューブ状織物部材は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されている織物層を含み、好ましくは、前記織物層は、二重織及び接結織または部分接結織の混合織で製織される。前記エアバッグガス注入用チューブ状織物部材は、必要に応じて各部位別に互いに異なる組織で製織された織物層を混合して使用したり、単一織物層または多重織物層を使用することもできる。
【0024】
また、このようなエアバッグガス注入用チューブ状織物部材は、前記のように別途にゴムホースを挿入または被覆する必要がなく、織物の製織形態を所定の範囲で最適化して製造することができるので、円型織機などの特殊装置を使用してホース形態に製織しなくても、一般的な織物製造工程、例えば製織、加工、裁断、縫製接合工程によって容易に製造することができる。特に、既存の円型織機などを使用してホース形態に製織する時には、多様なエアバッグクッションの仕様によって微細なデザイン変更に対応するのが難しいという短所があるが、本発明のチューブ状織物部材は、織物形態に製織及び加工して所望の形態に容易に裁断及び縫製することができるので、微細なデザイン変更に容易に対応することができる。
【0025】
本発明のエアバッグガス注入用チューブ状織物部材は、多様な形態に製造され、例えば一字型やYタイプ、Hタイプなどの形態に製造される。前記エアバッグガス注入用チューブ状織物部材は、インフレータの位置によって多様な形態に製造される。特に、前記織物部材においてインフレータ近くに接触している最初の展開部分が高温高圧ガスに露出される時に破裂する危険性を最少化することができるようにして、エアバッグの作動時にクッションにインフレータガスがより効果的に提供されるようにする側面から多様な形態からなることができる。例えば、一字型パイプ形態は、既存のAフィラータイプやCフィラータイプのインフレータに効果的に使用することができ、YタイプやHタイプ形態は、Bフィラータイプのインフレータにより効果的に使用することができる。また、前記エアバッグガス注入用チューブ状織物部材は、一側終端及び他側終端が全て開放されたチューブ状や、一側終端が開放されて他側終端が閉鎖されたチューブ状に製造される。この時、一側終端が開放されて他側終端が閉鎖されたチューブ状である場合に、エアバッグの作動時にインフレータガスがより効果的にクッションに展開されて、優れたエアバッグの展開性能が発揮される。
【0026】
また、前記エアバッグガス注入用チューブ状織物部材において、織物層は、単位面積当り重量が10g/mm2以下、または0.5乃至10g/mm2、好ましくは9.0g/mm2以下、または1.0乃至9.0g/mm2、より好ましくは7.5g/mm2以下、または1.5乃至7.5g/mm2である。前記織物層の単位面積当り重量は、最適化された織物組織形態でエアバッグの性能及び安全性を向上させると同時に、エアバッグクッションの収納空間で優れたパッケージ性及びホールディング性を達成することができるようにする側面から10g/mm2以下である。
【0027】
前記エアバッグガス注入用チューブ状織物部材において、前記織物層は、一般的にエアバッグクッションに使用が可能な全ての合成繊維から製造され、特にナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維を使用して製造される。その中でも、ナイロン系繊維で製造するのが高温高圧ガスに対する耐熱性及び機械的物性の側面でより好ましい。
【0028】
前記合成繊維としては、繊度が210乃至1,050デニール、好ましくは240乃至840デニール、より好ましくは315乃至630デニールであるものを使用することができ、織物の強度の側面から繊度が210デニール以上であるものが好ましく、織物の厚度の側面から繊度が1,050デニール以下であるものが好ましい。前記デニールは、繊維の太さを示す単位であって、長さ9,000mが1gである場合に1デニールとする。また、前記合成繊維は、フィラメント数が50乃至500、引張強度が7.0g/d以上、または7.0乃至11g/dであり、熱収縮率が3%以下である。
【0029】
また、前記合成繊維は、経糸及び緯糸の製織密度、つまり経糸密度及び緯糸密度が各々38本/インチ以上、または38乃至60本/インチ、好ましくは各々41本/インチ以上、または41乃至57本/インチに製織される。エアバッグの作動時にインフレータガスに対する優れた空気遮断効果を達成する側面から経糸及び緯糸密度を38本/インチ以上の高密度に製織することができる。
【0030】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、特にエアバッグクッションへの適用時に優れた機械的物性及び気密性、ホールディング性などを同時に確保する側面から、繊度が315乃至630デニールの合成繊維を使用して、経糸及び緯糸の製織密度が38本/インチ以上になるように製織したものを使用することができる。
【0031】
前記のように、本発明のエアバッグガス注入用チューブ状織物部材は、引張強度及び引裂強度などの機械的物性が向上したマトリックス組織、例えば二重織などで製織されて、単一織物層からなるものである。この時、単一織物層とは、樹脂コーティング層を含んだり含まない織物層を意味し、別途にゴムホースなどを被覆していないものである。このように単一織物層を使用する場合、これを含むエアバッグクッションのホールディング性及び収納性の側面でより好ましい物性を付与することができる。
【0032】
また、前記エアバッグガス注入用チューブ状織物部材は、高圧高温ガスに対する耐熱性及び機械的物性を向上させて、空気透過度をより低くするために、織物層の表面、つまり一面または両面に被覆された樹脂コーティング層を含むことができる。前記樹脂コーティング層は、シリコン樹脂、ウレタン樹脂、またはその混合物を含むことができる。
前記樹脂コーティング層の単位面積当りコーティング量は、20乃至300g/m2、好ましくは20乃至200g/m2である。特に、前記織物層が二重織や部分接結織などで製織された場合には、前記コーティング量が30g/m2乃至200g/m2であるのが好ましく、前記織物層がバスケット織や接結織などで製織された場合には、前記コーティング量が20g/m2乃至180g/m2であるのが好ましい。
【0033】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層の厚さは、0.2乃至1.7mm、好ましくは0.25乃至1.5mm、より好ましくは0.3乃至1.2mmである。前記織物層の厚さは、高温高圧ガスに対する耐熱性及び機械的物性維持の側面から0.2mm以上であり、織物のホールディング性の側面から1.7mm以下である。
【0034】
前記エアバッグガス注入用チューブ状織物部材において、チューブの直径は、15乃至250mm、好ましくは18乃至200mm、より好ましくは20乃至180mmである。前記チューブの直径は、高温高圧ガスに対する織物層の強度維持の側面から15mm以上であるのが好ましく、ガス注入に効果的な圧力維持の側面から250mm以下であるのが好ましい。
【0035】
一方、本発明のより好ましい一具現例では、図2に示したように、前記エアバッグガス注入用チューブ状織物部材20は、その長さ方向に沿って順次に複数のガス吐出口21が形成されている。
【0036】
前記ガス吐出口は、インフレータで発生したガスを前記チューブ状織物部材からエアバッグクッションに注入する直接的な手段部に相当し、前記チューブ状織物層内からエアバッグクッションに前記インフレータガスが均一に効果的に伝達されるために最適な圧力範囲を維持することができるようにする側面から、個数及び大きさを調節して形成される。特に、前記ガス吐出口は、前記のようなチューブ状織物層の多様な形態によって、開放された一側終端と開放された他側終端との間に形成されたり、または開放された一側終端と閉鎖された他側終端との間に形成される。
【0037】
しかし、一般的なカーテンエアバッグの場合、前記ガス吐出口は、前記織物層の単位長さ当り1乃至20ea/m、好ましくは3乃至18ea/m、より好ましくは5乃至15ea/mに形成される。前記織物層の単位長さ当りガス吐出口の個数は、ガス吐出口の大きさによって異なるが、織物層の耐熱性及び機械的物性維持の側面及び円滑なガス注入の側面から1ea/m以上であり、効果的な圧力維持の側面から20ea/m以下である。
前記ガス吐出口は、インフレータユニットと連結された部分からより離れた織物層でより多くの個数及びより大きい大きさに形成されるのが、エアバッグクッションに均一にガスを注入する側面でより好ましい。
【0038】
また、前記ガスの注入時に前記吐出口の周辺部位の損傷を防止することができるように、前記ガス吐出口の周辺に強化部を形成することができる。この時、前記強化部は、ガス吐出口の周辺に接着剤を塗布したり、レ−ザビ−ムなどでホース壁を切断してガス吐出口を形成するのと同時に形成したり、前記吐出口の周辺に直接加熱手段を接触させることによって形成される。
【0039】
本発明のエアバッグガス注入用チューブ状織物部材において、前記のように前記織物層を二重織、バスケット織、接結織、部分接結織、及びその混合織で製織して、優れた引張強度及び引裂強度を付与すると同時に、このような織物層をチューブ状に形成することによって、高温高圧環境下で耐えられる高強力縫製接合部を含むようにすることができる。
【0040】
このように、本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、チューブ状を形成する縫製接合部を含み、必要に応じて織物層の一側または他側終端にこのような縫製接合を適用して、閉鎖されたチューブ状に形成されるようにする。この時、縫製接合部は、接着剤、電気、または熱による融着などを利用したその他の接着方法を追加的に共に適用することもできる。
【0041】
前記接合部は、米国材料試験協会規格ASTM D 5822方法で測定した縫目強度が1,500N以上、または1,500乃至3,000N、より好ましくは1,800N以上、または1,800乃至2,500Nである。この時、前記接合部の縫目強度は、インフレータから発生する高温高圧ガスの膨張力に対する破裂防止の側面から1,500N以上であるのが好ましく、織物層の損傷防止などの側面から3,000N以下であるのがより好ましい。
【0042】
前記接合部は、ナイロン系原糸、ポリエステル系原糸、及びアラミド系原糸からなる群より選択された1種以上を含む縫製糸を使用することができ、耐熱性及び収縮性の側面からナイロン66、ナイロン46、ケブラー(アラミド系原糸)などの原糸を縫製糸として使用するのがより好ましく、ナイロン66を使用するのがもっとも好ましい。
前記縫製糸は、繊度が420乃至1,890デニール、好ましくは840乃至1,260デニールであるものを使用することができ、強度の側面から裁縫糸の繊度が420デニール以上であるのが好ましく、耐性(弾性)の側面から裁縫糸の太さが1,890デニール以下であるのが好ましい。
【0043】
前記縫製部分は、縫目数が30乃至50ea/100mm、好ましくは35乃至40ea/100mmになるように縫製することができる。この時、縫製部分の縫目数が30ea/100mm未満である場合には、縫製部分の強度が非常に弱くて、エアバッグの組立時に前記車体との締結部位の縫製部分がほつれる問題があり、50ea/100mmを超える場合には、縫製時の効率性が低下して、縫製不良が発生する問題がある。
【0044】
本発明は、前記のように織物組織を最適化して、織物層そのものに優れた機械的物性を付与して、付加的に縫製接合部も高強力に維持されるようにすることによって、インフレータから発生する高温高圧ガスを効果的にエアバッグに注入することができるだけでなく、優れたホールディング性、柔軟性、収納性を備えたエアバッグガス注入用織物部材を提供することができる。
【0045】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、米国材料試験協会規格ASTM D 5034方法で測定した引張強度が2,000N/5cm以上、または2,000乃至9,000N/5cm、好ましくは3,500N/5cm以上、または3,500乃至6,000N/5cmである。前記引張強度は、インフレータから発生する高温高圧ガスの膨張力に対する織物層の破裂防止の側面から2,000N/5cm以上であり、前記織物層のホールディング性などの側面から9,000N/5cm以下である。
【0046】
また、前記織物層は、エアバッグの作動時に高温高圧ガスが急速に注入されるため、優れた引裂強度が要求され、ドイツ工業規格DIN 53356方法で測定した前記織物層の破裂強度を示す引裂強度が90N以上、または90乃至700N、好ましくは100N以上、または100乃至480N、より好ましくは120N以上、または120乃至400Nである。ここで、引裂強度が90N未満である場合には、エアバッグの作動時に 前記織物層に破裂が発生してエアバッグの機能に大きな危険をもたらすことがある。
前記織物層は、米国材料試験協会規格ASTM D 4032方法で常温で測定した剛軟度が0.5乃至15.0kgf、好ましくは1.0乃至10.0kgfである。特に、630デニール以上である場合には15.0kgf以下であり、420デニール未満である場合には10.0kgf以下である。
【0047】
本発明のエアバッグガス注入用チューブ状織物部材は、エアバッグシステムに装着するためには前記剛軟度の範囲を維持するのが好ましく、剛軟度が0.5kgf未満と低すぎる場合には、エアバッグの作動時に高温高圧ガスに対する十分な保護支持機能を果たすことができず、自動車への装着時にも形態維持性能が低下して、収納性が低下する。また、とても硬い状態になって折りたたみにくくなるため、収納性が低下するのを防止して、織物部材の変性を防止するためには、前記剛軟度が15.0kgf以下であるのが好ましく、特に420デニール未満である場合には10.0kgf以下であるのが好ましく、630デニール以上である場合にも15.0kgf以下であるのが好ましい。
【0048】
前記織物層は、米国材料試験協会規格ASTM D 737方法で常温で測定した空気透過度が10.0l/dm2/min以下、または0乃至10.0l/dm2/minである。特に、前記織物層の空気透過度は、織物層に樹脂コーティング層を含ませることによって顕著に低くすることができ、ほぼ0l/dm2/minに近い値の空気透過度を確保することもできる。しかし、このような樹脂コーティング層を含ませない場合には、本発明の非コーティング織物層は、米国材料試験協会規格ASTM D 737方法で常温で測定した空気透過度が0.5乃至10.0l/dm2/min、好ましくは0.5乃至1.5l/dm2/minである。この時、空気透過度が10.0l/dm2/min、より好ましくは3.5l/dm2/minを超える場合には、前記織物層の気密性を維持する側面で好ましくない。
【0049】
また、前記織物層は、米国材料試験協会規格ASTM 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々2.0%以下、好ましくは1.5%以下、より好ましくは1.0%以下である。ここで、織物部材の形態安定性及び耐熱性維持の側面から経糸方向及び緯糸方向の織物収縮率が2.0%を超えないのが最も好ましい。
また、本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、気密性の確保ために、高圧空気などによる引張力に耐えて、伸張が最小限であることが非常に重要で、好ましくは、下記の計算式1による断面織物層のカバーファクターが1800以 上の高密度の製織によってチューブ状織物部材の気密性をより向上させることができる。前記で、カバーファクターが1800未満である場合には、インフレータから高温高圧ガスが発生する時に空気が外部に容易に漏出する問題がある。
【0050】
【数1】
【0051】
前記織物層は、FMVSS 302方法によって測定した自消率が80%乃至100%、自己消火性(Self Extingusih)が0乃至80mm/minであるのが好ましい。この時、織物層から経糸方向及び緯糸方向、そして±45°方向に採取した試片の燃焼距離は80mm以下であり、平均燃焼時間は60秒以下でなければならない。
【0052】
本発明によるエアバッグガス注入用チューブ状織物部材において、織物層の耐熱性は、自己消火性または自消率によって評価される。前記織物層から経糸方向及び緯糸方向、そして±45°方向に採取した100個の織物層試片に対して、FMVSS 302方法によって高さ38mmの天然ガス火炎あるいはこれと同等な発熱量の熱源で露出時間を15秒にした時に、燃焼距離が80mm以下であり、燃焼時間が60秒以内である場合を自己消火性(SE)とし、100個の試片のうち前記自己消火性の基準を満たす試片の数を%に換算したものを自消率という。自消率は下記の計算式2で示される。
【0053】
自消率(%)
=(自己消火性を満たす試片の数)/(試験対象試片の数)×100・・・(計算式2)
【0054】
一方、本発明のまた他の具現例により、エアバッグガス注入用チューブ状織物部材の製造方法が提供される。特に、前記のように所定の組織の織物層を製織し、前記織物層をチューブ状に裁断縫製接合する方法で製造される。
本発明のエアバッグガス注入用チューブ状織物部材の製造方法は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む。
【0055】
本発明において、前記織物層は、前記のように所定の組織で製織されることを除いては、一般的な織物製造工程で周知の方法で加工処理することができる。例えば、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織することができる周知の通常の製織方法と、精錬及びテンター工程とを経て、最終的なエアバッグガス注入用織物層に製造される。このように製造された織物層は、前記のように一つ以上のガス吐出口を含むチューブ状に裁断して縫製接合段階を行うことができる。
【0056】
特に、前記織物層は、ナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維を緯糸及び経糸として利用して、ビーミング(beaming)、製織、精錬、及びテンター工程を経て製造される。前記織物層は、通常の製織機を使用して製造され、ある特定の製織機を使用することに限定されない。しかし、平織形態の織物層は、レピア織機(Rapier Loom)やエアージェット織機(Air Jet Loom)、またはウォータージェット織機(Water Jet Loom)などを使用して製造され、OPW形態の織物層は、ジャカード織機(Jacquard Loom)を使用して製造される。ここで、本発明のエアバッグガス注入用チューブ状織物部材において、織物層が二重織、バスケット織、接結織、部分接結織、及びその混合織などで製織されることを考慮すれば、ジャカード織機を使用するのがより好ましい。
【0057】
また、本発明のまた他の具現例により、前記のエアバッグガス注入用チューブ状織物部材を含むエアバッグシステムが提供される。前記エアバッグシステムは、関連業者に周知の通常の装置を備えることができる。前記エアバッグは、大きくフロンタルエアバッグ(Frontal Airbag)及びサイドカーテンエアバッグ(Side Curtain Airbag)に区分される。前記フロンタルエアバッグには、運転席用、助手席用、側面保護用、膝保護用、足首保護用、歩行者保護用エアバッグなどがあり、サイドカーテンエアバッグは、自動車の側面衝突や転覆事故時に搭乗者を保護する。したがって、本発明のエアバッグは、フロンタルエアバッグ及びサイドカーテンエアバッグを全て含む。
【0058】
本発明において、前記に記載された内容以外の事項は必要に応じて加減が可能で、本発明では特に限定しない。
【発明の効果】
【0059】
本発明によれば、織物組織及び単位面積当り重量を所定の範囲に最適化して、優れた機械的物性及び空気遮断効果と共に、優れたエアバッグクッションの柔軟性及びホールディング性を備えたエアバッグガス注入用チューブ状織物部材が提供される。
【0060】
このようなエアバッグガス注入用チューブ状織物部材は、機械的物性及び空気遮断効果が優れているだけでなく、これと同時にホールディング性及び柔軟性も優れているため、エアバッグクッションへの適用時に、収納空間で優れたパッケージ性及び軽量化を実現し、エアバッグの作動時に、インフレータガスがクッションに均等に展開されて、優れたエアバッグの展開性能を発揮し、搭乗者に対する安全性が向上する。
したがって、本発明のエアバッグガス注入用チューブ状織物部材は、自動車用エアバッグの製造などに非常に好ましく使用することができる。
【図面の簡単な説明】
【0061】
【図1】本発明の一実施例によるカーテンエアバッグシステムを示した模式図である。
【図2】本発明の一実施例によるエアバッグガス注入用チューブ状織物部材を示した模式図である。
【発明を実施するための形態】
【0062】
以下、本発明の理解のために好ましい実施例を提示するが、下記の実施例は本発明を例示するためのものであり、本発明の範囲が下記の実施例に限定されるのではない。
【0063】
(実施例1)〜(実施例5)
ナイロン系繊維などの合成繊維を使用して、ジャカード織機で二重織及び接結織の混合織またはバスケット織の形態にエアバッグガス注入用チューブ状織物部材の織物層を製織し、精錬及びテンター工程を行った。その後、前記織物層に液状シリコンゴム(LSR)樹脂をナイフコーティング(knife over ro1l coating)方法でコーティングして、シリコンコーティングされた織物層を製造した。
【0064】
この時、具体的な合成繊維の種類、繊度、フィラメント数、引張強度などの物性、及び製織密度、製織形態、コーティング樹脂の成分、樹脂コーティング量、織物層の厚さ、チューブの直径、単位長さ当り吐出口の個数、織物層の単位面積当り重量は、下記の表1に示した通りであり、その他の条件は、エアバッグガス注入用織物部材の製造またはエアバッグ用織物の製造のための通常の条件の通りである。
【0065】
【表1】
【0066】
前記表1で、織物層に対する単位面積当り重量は実施例1〜5のチューブ状織物部材から吐出口を含まないように織物層、つまり織物部材の試片を各々10mm×10mmの大きさに10個ずつランダムに裁断した後で重量を測定し、その平均値を単位面積に換算して、単位面積当り重量(g/mm2)として示した。
【0067】
(比較例1)
既存のフィルホース製造方法として周知の従来の技術により、ポリエステル3,000デニール繊維を使用して円型織機で織物ホースを製織した後、EPDM材質の円形ゴムホースを挿入してコーティング工程を行って前記織物ホース及びゴムホースを接着し、これを自動化機器で裁断してガス吐出口を切断して形成する方法でフィルホースを製造した。
この時、フィルホースに対する単位面積当り重量は、実施例1〜5のチューブ状織物部材と同様な方法でフィルホースの試片を裁断して測定し、比較例1によるゴムホース接着型フィルホースの単位面積当り重量は、14.2g/mm2であった。
【0068】
(比較例2)
既存のフィルホース製造方法として周知の従来の技術により、ポリエステル3,000デニール繊維を使用して円型織機で織物ホースを製織した後、別途にコーティングを行わずに自動化機器で裁断してガス吐出口を切断して形成する方法でフィルホースを製造した。
この時、フィルホースに対する単位面積当り重量は、実施例1〜5のチューブ状織物部材と同様な方法でフィルホースの試片を裁断して測定し、比較例2によるゴムホース接着型フィルホースの単位面積当り重量は、11.1g/mm2であった。
【0069】
(実験例1)
前記実施例1〜5によって製造されたエアバッグガス注入用チューブ状織物部材及び比較例1〜2のフィルホースに対して下記の方法で物性を測定し、測定された物性を下記の表2に整理した。
【0070】
(a)引裂強度
ドイツ工業規格DIN 53356方法で前記チューブ状織物部材及びフィルホースの引裂強度を測定した。まず、各々のチューブ状織物部材及びフィルホースから試片を裁断した後、緯糸または経糸方向に7cmを切開して、引裂強度測定装置のクランプに前記切開部の左右試片を嵌合して装着した。前記試片が装着された状態で各々のクランプを上下に交差移動させながら前記チューブ状織物部材及びフィルホースの試片を破裂させて強度を測定した。
【0071】
(b)引張強度及び切断伸度
前記チューブ状織物部材及びフィルホースから試片を裁断して、米国材料試験協会規格ASTM D 5034による引張強度測定装置の下部クランプに固定して、上部クランプを上に移動させながら前記試片が破断される時の強度及び伸度を測定した。
【0072】
(c)経糸及び緯糸方向の織物収縮率
米国材料試験協会規格ASTM D 1776によって経糸/緯糸方向の織物収縮率を測定した。まず、前記チューブ状織物部材及びフィルホースから試片を裁断した後、経糸及び緯糸方向に収縮前の長さである20cmを表示し、149℃で1時間チェンバーで熱処理した試片の収縮した長さを測定して、経糸方向及び緯糸方向の織物収縮率{(収縮前の長さ−収縮後の長さ)/収縮前の長さ×100%}を測定した。
【0073】
(d)剛軟度
米国材料試験協会規格ASTM D 4032による剛軟度測定装置を利用してサーキュラーベンド(Circular Bend)方法で前記チューブ状織物部材及びフィルホースの剛軟度を測定した。また、剛軟度測定方法としてカンチレバー方法を適用することもでき、前記チューブ状織物部材及びフィルホースから試片を裁断して、各試片をベンディングさせるために一定の角度の傾斜を与えた試験台であるカンチレバー測定機器を利用して、各試片のベンディングの長さを測定して剛軟度を測定した。
【0074】
(e)厚度
米国材料試験協会規格ASTM D 1777によって前記実施例1〜5のチューブ状織物部材の一側断面織物層の厚さを測定し、比較例1〜2のフィルホースで織物層に相当する一側断面部の厚さを測定した。
【0075】
(f)耐熱性及び難燃性(自消率)
前記チューブ状織物部材及びフィルホースから各々100mm×355mmの大きさの100個の試片をランダムに採取して、FMVSS 302方法によって高さ38mmの天然ガス火炎あるいはこれと同等な発熱量の熱源によって露出時間を15秒にして耐熱性評価を行った。
前記準備された試片を前記熱源に露出させ、15秒後に熱源を除去した時に、燃焼した試片距離が80mm以下であり、60秒以内で消える場合を自己消火性(SE)とし、100個の試片のうち前記自己消火性の基準を満たす試片の数を%に換算して自消率を測定し、自消率は下記の計算式2によって算出した。
【0076】
自消率(%)
=(自己消火性を満たす試片の数)/(試験対象試片の数)×100・・・(計算式2)
(g)空気透過度
米国材料試験協会規格ASTM D 737によって前記チューブ状織物部材及びフィルホースを20℃、65%RH下で1日以上放置した後、125paの圧力の空気が38cm2の円形断面を通過する量を測定した。
【0077】
(h)接合部の縫目強度
前記チューブ状織物部材及びフィルホースから接合部の試片を裁断して、米国材料試験協会規格ASTM D 5822による縫目強度測定装置の下部クランプに固定して、上部クランプを上に移動させながら接合部の試片が破断される時の強度及び伸度を測定した。
【0078】
この時、縫目部分が中心に位置するようにして接合部の縫目強度を測定した。
【0079】
【表2】
【0080】
前記表2から分かるように、本発明によって二重織及び接結織の混合織で製織された織物層を含む実施例1〜3のエアバッグガス注入用チューブ状織物部材は、単位面積当り重量が4.61乃至6.72g/mm2で、既存のフィルホースに比べて顕著に軽く、引裂強度及び引張強度が各々311乃至381N及び4,871乃至5,622N/5cmであり、経糸及び緯糸方向の織物収縮率が0.2%乃至0.4%であって、非常に優れた物性を備えることが分かる。これと同時に、前記実施例1〜3のエアバッグガス注入用チューブ状織物部材は、剛軟度が9.8乃至10.3kgfであり、厚度が0.639乃至0.781mmであって、優れた機械的物性と共に優れたホールディング性、収納性を備えることが分かる。
【0081】
また、本発明によってバスケット織で製織された織物層を含む実施例4〜5のエアバッグガス注入用チューブ状織物部材は、単位面積当り重量が2.40乃至2.45g/mm2で、既存のフィルホースに比べて顕著に軽く、剛軟度が1.0乃至1.3kgfであり、厚度が0.350乃至0.380mmであって、非常に優れたホールディング性、収納性などの物性を備えることが分かる。
【0082】
反面、既存の方式で円型織機で織物ホースを製織してゴムホースを挿入した比較例1及び別途にゴムホースを挿入しない比較例2のフィルホースは、単位面積当り重量が各々14.2g/mm2及び11.1g/mm2で、前記実施例1〜3のフィルホースに比べてはるかに重く、織物層の剛軟度及び厚度の測定値が実施例1〜3の織物部材に比べて全て高かった。したがって、比較例1及び2のフィルホースは、エアバッグシステムへの適用時に、ホールディング性及び収納性などが顕著に低下し、エアバッグシステムの軽量化及び性能改善に問題があることが確認された。特に、比較例2のように円型織機で製織された状態で別途にゴムホースが挿入されない場合、実施例2〜5のような樹脂コーティング層の適用が難しいため、実際にエアバッグが作動する時に高温高圧のインフレータガスによってフィルホースそのものが損傷する問題が発生することもある。
【技術分野】
【0001】
本発明は、エアバッグモジュールに設置されて、エアバッグの作動時にインフレータガスがクッションに均等に展開されるようにして、エアバッグの性能及び安全性を向上させることができる、エアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムに関するものである。
【背景技術】
【0002】
一般に、エアバッグ(air bag)は、走行中の自動車が約40km/h以上の速度で正面衝突または側面衝突する時に、自動車に加えられる衝突衝撃を衝撃感知センサーで感知し、火薬を爆発させて、エアバッグクッションの内部にガスを供給して膨張させることによって、運転者及び搭乗者を保護する装置である。
【0003】
最近では、自動車の機能性及び便宜性と共に搭乗者の安全性に対する関心が高まって、自動車の事故時に搭乗者を安全に保護することができる安全装置の重要性が次第に増加する傾向にある。このような安全装置の中でも、特にエアバッグシステムは、シートベルトと共に使用されて、自動車の正面衝突や側面衝突時に搭乗者が傷害を負うのを防止する機能をしている。一方、前記エアバッグシステムのうち、特に自動車の側面衝突に関するエアバッグシステムは、通常、搭乗者の頭部保護のためのカーテンエアバッグ(Curtain Air-Bag)及び搭乗者の横腹部保護のためのサイドエアバッグ(Side Air-Bag)に区分されて使用されている。ここで、前記カーテンエアバッグは、通常、車室内の側上端に沿って設置されて、自動車の衝突時にカーテン式に展開する構造からなり、前記サイドエアバッグは、ドアやシートの側面に装着されて、搭乗者の横腹部がドアなどの車体に直接ぶつかって傷害を負うのを防止する構造からなる。
【0004】
一方、図1は一般的なカーテンエアバッグの構造を概略的に示した図面である。図示されているように、カーテンエアバッグは、ループレール1の内側面に沿って一定の区間に配置されるクッション10、及び前記クッション10を前記ループレール1上に固定するクッションホルダー11などの車体締結部位、ガス吐出口21が形成されて、前記クッション10の内部に設置されるガス注入用部材(フィルホースまたはディフューザー)20、及び前記ガス注入用部材20の一端に結合されるインフレータユニット30を含んで構成される。前記ガス注入用部材20は、チューブまたはパイプ状で、外周面一側には一定の間隔をおいて複数のガス吐出口21(開口部)が配列されている。前記クッション10は、前記ガス吐出口21と連通して、前記ガス注入用部材20の周囲を一定の面積にかけて密閉する。前記インフレータユニット30は、前記ガス注入用部材20の一端と連通し、その連結部位は前記クッション10で覆われた状態でクランプ31によって締結されて堅固に密閉される。また、前記インフレータユニット30は、自動車の衝突を感知する感知センサーと電気的に連結されている。一方、前記クッション10の一側には、フロントフィラー側に支持されて、前記クッション10の展開時に前記クッション10を上下または左右方向に広がるようにガイドするテダー40が結合される。それによって、自動車の側面衝突時に衝突感知センサーから信号が感知されると、インフレータユニット30から作動ガスが発生してガス注入用部材20の内部に噴出され、この噴出されたガスは再びガス注入用部材20のガス吐出口21を通してクッション10の内部に噴出されて、クッション10を一定の面積に膨張させるようになる。
【0005】
前記のように、自動車に使用されるエアバッグクッションは、一定の形態に製造された後、その体積を最少化するために折りたたまれた状態で自動車のハンドルや自動車の側面ガラス窓、または側面構造物などに装着され、自動車の衝突時にインフレータからエアバッグクッションの内部にガスが供給されて膨張することによって、運転者及び搭乗者を保護するようになる。
【0006】
したがって、エアバッグクッションのホールディング性及びパッケージ性を効果的に向上させて維持しつつ、優れたエアバッグの展開性能を発揮させるようにするために、つまりインフレータガスがエアバッグクッションに効果的に伝達されるようにするために、優れた機械的物性及び空気遮断効果、ホールディング性を備えたガス注入用部材の開発に対する研究が必要である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、エアバッグクッションの収納空間でパッケージ性及びホールディング性を効果的に向上させて優れた状態に維持しつつ、エアバッグの作動時にインフレータガスがクッションに均等に展開されて、優れたエアバッグの展開性能が発揮されるように、優れた機械的物性及び空気遮断効果を備えた、エアバッグガス注入用チューブ状織物部材を提供する。
【0008】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を製造する方法を提供する。
【0009】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を含むエアバッグシステムを提供する。
【課題を解決するための手段】
【0010】
本発明は、一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材を提供する。
【0011】
本発明は、また、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む、前記エアバッグガス注入用チューブ状織物部材の製造方法を提供する。
【0012】
本発明は、また、前記エアバッグガス注入用チューブ状織物部材を含む、エアバッグシステムを提供する。
【0013】
以下では、発明の具体的な具現例によるエアバッグガス注入用チューブ状織物部材、その製造方法、及びこれを含むエアバッグシステムについてより詳細に説明する。しかし、これは発明の一例として提示されるもので、発明の権利範囲がこれによって限定されるのではなく、発明の権利範囲内で具現例に対する多様な変形が可能であることは当業者に自明である。
【0014】
追加的に、本明細書全体において、特別な言及がない限り、「含む」または「含有する」とは、ある構成要素(または構成成分)を特別な制限なく含むことを意味し、他の構成要素(または構成成分)の付加を除外するものと解釈されない。
【0015】
本発明において、「エアバッグガス注入用チューブ状織物部材」とは、エアバッグの作動時にインフレータガスをエアバッグクッションの内部に均一に効果的に伝達して膨張させることができるようにする織物素材の装置を意味する。このような装置は、エアバッグモジュールのインフレータユニットと連結されて、エアバッグクッションの内部に装着され、エアバッグクッションにガスを注入することができるように一つ以上のガス吐出口を含むチューブまたはパイプ状からなる。
【0016】
特に、このようなガス注入用部材は、インフレータから高温高圧ガスをエアバッグクッションに注入しなければならないため、耐熱性及び引張強度などの機械的物性が優れていると同時に、エアバッグクッションが均一に効果的に膨張するようにガス吐出口以外の織物層では空気遮断効果、つまり気密性が確保されなければならない。
【0017】
したがって、既存のエアバッグクッションでは、このようにインフレータガスをクッションに伝達する装置として、円型織機などを使用してホース形態に織物を製織し、その内部にゴムホースを被覆した製品を使用してきた。しかし、このように別途にゴムホースを被覆する場合には、これを含むエアバッグクッションのホールディング性が悪く、自動車への装着時に収納性が顕著に低下して、自動車全体の重量を増加させる短所がある。
【0018】
本発明の発明者の実験結果、所定の物性を備えた組織で織物層を製織し、織物層の単位面積当り重量を所定の範囲に特定して、前記エアバッグガス注入用部材を製造することによって、より向上したホールディング性、機械的物性、及び空気遮断効果を示して、これを含むエアバッグクッションの自動車への装着時により優れた収納性(packing)を確保することができるだけでなく、エアバッグの作動時に優れた展開性能及び向上した安定性を確保することができることが明らかになった。
【0019】
特に、本発明のエアバッグガス注入用チューブ状織物部材は、別途にゴムホースを挿入または被覆しなくても、インフレータの高温高圧ガスに耐えるのに十分な優れた機械的物性及び優れた空気遮断効果を確保することができ、これを含むエアバッグクッションに優れたホールディング性を提供することができて、自動車への装着時に優れた収納性及びエアバッグシステム全体の軽量化を達成することができる。
【0020】
そこで、発明の一具現例により、本発明は、所定の物性を備えたエアバッグガス注入用チューブ状織物部材が提供される。このようなエアバッグガス注入用チューブ状織物部材は、一つ以上のガス吐出口が形成されているチューブ状織物層を含み、前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、前記織物層の単位面積当り重量が10g/mm2以下である。
【0021】
前記エアバッグガス注入用チューブ状織物部材は、引張強度及び引裂強度などの機械的物性が向上したマトリックス組織、例えば二重織、バスケット織、接結織、部分接結織、またはその混合織で製織されている織物層を使用することによって、別途にゴムホースを被覆しなくても高温高圧環境下で破裂などの損傷なく十分に耐えられるようにすることを特徴とする。
【0022】
ここで、「二重織」とは、織物の組織デザイン設計及び製織工程を通して二つの分離された平織面を有する組織形態をいい、「バスケット織」とは、同一数の径糸及び緯糸が互いに交差する組織形態をいい、例えば1×1組織、2×2組織、3×3組織などがある。また、「接結織」とは、前記二重織のように分離された二つの平織面を有する織物層において、上段層及び下段層の各々の径糸または緯糸が互いに組織点を形成して、二つの織物層が一つの層をなす、つまり接結が行われる組織形態をいう。このような接結織には、例えば単一織などが含まれる。また、「部分接結織」とは、このように互いに分離された二つの織物層を接結する際に、前記二重織及び接結織が部分的に接結して非連続的な接結部位を形成する組織形態をいう。
【0023】
特に、本発明のエアバッグガス注入用チューブ状織物部材は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されている織物層を含み、好ましくは、前記織物層は、二重織及び接結織または部分接結織の混合織で製織される。前記エアバッグガス注入用チューブ状織物部材は、必要に応じて各部位別に互いに異なる組織で製織された織物層を混合して使用したり、単一織物層または多重織物層を使用することもできる。
【0024】
また、このようなエアバッグガス注入用チューブ状織物部材は、前記のように別途にゴムホースを挿入または被覆する必要がなく、織物の製織形態を所定の範囲で最適化して製造することができるので、円型織機などの特殊装置を使用してホース形態に製織しなくても、一般的な織物製造工程、例えば製織、加工、裁断、縫製接合工程によって容易に製造することができる。特に、既存の円型織機などを使用してホース形態に製織する時には、多様なエアバッグクッションの仕様によって微細なデザイン変更に対応するのが難しいという短所があるが、本発明のチューブ状織物部材は、織物形態に製織及び加工して所望の形態に容易に裁断及び縫製することができるので、微細なデザイン変更に容易に対応することができる。
【0025】
本発明のエアバッグガス注入用チューブ状織物部材は、多様な形態に製造され、例えば一字型やYタイプ、Hタイプなどの形態に製造される。前記エアバッグガス注入用チューブ状織物部材は、インフレータの位置によって多様な形態に製造される。特に、前記織物部材においてインフレータ近くに接触している最初の展開部分が高温高圧ガスに露出される時に破裂する危険性を最少化することができるようにして、エアバッグの作動時にクッションにインフレータガスがより効果的に提供されるようにする側面から多様な形態からなることができる。例えば、一字型パイプ形態は、既存のAフィラータイプやCフィラータイプのインフレータに効果的に使用することができ、YタイプやHタイプ形態は、Bフィラータイプのインフレータにより効果的に使用することができる。また、前記エアバッグガス注入用チューブ状織物部材は、一側終端及び他側終端が全て開放されたチューブ状や、一側終端が開放されて他側終端が閉鎖されたチューブ状に製造される。この時、一側終端が開放されて他側終端が閉鎖されたチューブ状である場合に、エアバッグの作動時にインフレータガスがより効果的にクッションに展開されて、優れたエアバッグの展開性能が発揮される。
【0026】
また、前記エアバッグガス注入用チューブ状織物部材において、織物層は、単位面積当り重量が10g/mm2以下、または0.5乃至10g/mm2、好ましくは9.0g/mm2以下、または1.0乃至9.0g/mm2、より好ましくは7.5g/mm2以下、または1.5乃至7.5g/mm2である。前記織物層の単位面積当り重量は、最適化された織物組織形態でエアバッグの性能及び安全性を向上させると同時に、エアバッグクッションの収納空間で優れたパッケージ性及びホールディング性を達成することができるようにする側面から10g/mm2以下である。
【0027】
前記エアバッグガス注入用チューブ状織物部材において、前記織物層は、一般的にエアバッグクッションに使用が可能な全ての合成繊維から製造され、特にナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維を使用して製造される。その中でも、ナイロン系繊維で製造するのが高温高圧ガスに対する耐熱性及び機械的物性の側面でより好ましい。
【0028】
前記合成繊維としては、繊度が210乃至1,050デニール、好ましくは240乃至840デニール、より好ましくは315乃至630デニールであるものを使用することができ、織物の強度の側面から繊度が210デニール以上であるものが好ましく、織物の厚度の側面から繊度が1,050デニール以下であるものが好ましい。前記デニールは、繊維の太さを示す単位であって、長さ9,000mが1gである場合に1デニールとする。また、前記合成繊維は、フィラメント数が50乃至500、引張強度が7.0g/d以上、または7.0乃至11g/dであり、熱収縮率が3%以下である。
【0029】
また、前記合成繊維は、経糸及び緯糸の製織密度、つまり経糸密度及び緯糸密度が各々38本/インチ以上、または38乃至60本/インチ、好ましくは各々41本/インチ以上、または41乃至57本/インチに製織される。エアバッグの作動時にインフレータガスに対する優れた空気遮断効果を達成する側面から経糸及び緯糸密度を38本/インチ以上の高密度に製織することができる。
【0030】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、特にエアバッグクッションへの適用時に優れた機械的物性及び気密性、ホールディング性などを同時に確保する側面から、繊度が315乃至630デニールの合成繊維を使用して、経糸及び緯糸の製織密度が38本/インチ以上になるように製織したものを使用することができる。
【0031】
前記のように、本発明のエアバッグガス注入用チューブ状織物部材は、引張強度及び引裂強度などの機械的物性が向上したマトリックス組織、例えば二重織などで製織されて、単一織物層からなるものである。この時、単一織物層とは、樹脂コーティング層を含んだり含まない織物層を意味し、別途にゴムホースなどを被覆していないものである。このように単一織物層を使用する場合、これを含むエアバッグクッションのホールディング性及び収納性の側面でより好ましい物性を付与することができる。
【0032】
また、前記エアバッグガス注入用チューブ状織物部材は、高圧高温ガスに対する耐熱性及び機械的物性を向上させて、空気透過度をより低くするために、織物層の表面、つまり一面または両面に被覆された樹脂コーティング層を含むことができる。前記樹脂コーティング層は、シリコン樹脂、ウレタン樹脂、またはその混合物を含むことができる。
前記樹脂コーティング層の単位面積当りコーティング量は、20乃至300g/m2、好ましくは20乃至200g/m2である。特に、前記織物層が二重織や部分接結織などで製織された場合には、前記コーティング量が30g/m2乃至200g/m2であるのが好ましく、前記織物層がバスケット織や接結織などで製織された場合には、前記コーティング量が20g/m2乃至180g/m2であるのが好ましい。
【0033】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層の厚さは、0.2乃至1.7mm、好ましくは0.25乃至1.5mm、より好ましくは0.3乃至1.2mmである。前記織物層の厚さは、高温高圧ガスに対する耐熱性及び機械的物性維持の側面から0.2mm以上であり、織物のホールディング性の側面から1.7mm以下である。
【0034】
前記エアバッグガス注入用チューブ状織物部材において、チューブの直径は、15乃至250mm、好ましくは18乃至200mm、より好ましくは20乃至180mmである。前記チューブの直径は、高温高圧ガスに対する織物層の強度維持の側面から15mm以上であるのが好ましく、ガス注入に効果的な圧力維持の側面から250mm以下であるのが好ましい。
【0035】
一方、本発明のより好ましい一具現例では、図2に示したように、前記エアバッグガス注入用チューブ状織物部材20は、その長さ方向に沿って順次に複数のガス吐出口21が形成されている。
【0036】
前記ガス吐出口は、インフレータで発生したガスを前記チューブ状織物部材からエアバッグクッションに注入する直接的な手段部に相当し、前記チューブ状織物層内からエアバッグクッションに前記インフレータガスが均一に効果的に伝達されるために最適な圧力範囲を維持することができるようにする側面から、個数及び大きさを調節して形成される。特に、前記ガス吐出口は、前記のようなチューブ状織物層の多様な形態によって、開放された一側終端と開放された他側終端との間に形成されたり、または開放された一側終端と閉鎖された他側終端との間に形成される。
【0037】
しかし、一般的なカーテンエアバッグの場合、前記ガス吐出口は、前記織物層の単位長さ当り1乃至20ea/m、好ましくは3乃至18ea/m、より好ましくは5乃至15ea/mに形成される。前記織物層の単位長さ当りガス吐出口の個数は、ガス吐出口の大きさによって異なるが、織物層の耐熱性及び機械的物性維持の側面及び円滑なガス注入の側面から1ea/m以上であり、効果的な圧力維持の側面から20ea/m以下である。
前記ガス吐出口は、インフレータユニットと連結された部分からより離れた織物層でより多くの個数及びより大きい大きさに形成されるのが、エアバッグクッションに均一にガスを注入する側面でより好ましい。
【0038】
また、前記ガスの注入時に前記吐出口の周辺部位の損傷を防止することができるように、前記ガス吐出口の周辺に強化部を形成することができる。この時、前記強化部は、ガス吐出口の周辺に接着剤を塗布したり、レ−ザビ−ムなどでホース壁を切断してガス吐出口を形成するのと同時に形成したり、前記吐出口の周辺に直接加熱手段を接触させることによって形成される。
【0039】
本発明のエアバッグガス注入用チューブ状織物部材において、前記のように前記織物層を二重織、バスケット織、接結織、部分接結織、及びその混合織で製織して、優れた引張強度及び引裂強度を付与すると同時に、このような織物層をチューブ状に形成することによって、高温高圧環境下で耐えられる高強力縫製接合部を含むようにすることができる。
【0040】
このように、本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、チューブ状を形成する縫製接合部を含み、必要に応じて織物層の一側または他側終端にこのような縫製接合を適用して、閉鎖されたチューブ状に形成されるようにする。この時、縫製接合部は、接着剤、電気、または熱による融着などを利用したその他の接着方法を追加的に共に適用することもできる。
【0041】
前記接合部は、米国材料試験協会規格ASTM D 5822方法で測定した縫目強度が1,500N以上、または1,500乃至3,000N、より好ましくは1,800N以上、または1,800乃至2,500Nである。この時、前記接合部の縫目強度は、インフレータから発生する高温高圧ガスの膨張力に対する破裂防止の側面から1,500N以上であるのが好ましく、織物層の損傷防止などの側面から3,000N以下であるのがより好ましい。
【0042】
前記接合部は、ナイロン系原糸、ポリエステル系原糸、及びアラミド系原糸からなる群より選択された1種以上を含む縫製糸を使用することができ、耐熱性及び収縮性の側面からナイロン66、ナイロン46、ケブラー(アラミド系原糸)などの原糸を縫製糸として使用するのがより好ましく、ナイロン66を使用するのがもっとも好ましい。
前記縫製糸は、繊度が420乃至1,890デニール、好ましくは840乃至1,260デニールであるものを使用することができ、強度の側面から裁縫糸の繊度が420デニール以上であるのが好ましく、耐性(弾性)の側面から裁縫糸の太さが1,890デニール以下であるのが好ましい。
【0043】
前記縫製部分は、縫目数が30乃至50ea/100mm、好ましくは35乃至40ea/100mmになるように縫製することができる。この時、縫製部分の縫目数が30ea/100mm未満である場合には、縫製部分の強度が非常に弱くて、エアバッグの組立時に前記車体との締結部位の縫製部分がほつれる問題があり、50ea/100mmを超える場合には、縫製時の効率性が低下して、縫製不良が発生する問題がある。
【0044】
本発明は、前記のように織物組織を最適化して、織物層そのものに優れた機械的物性を付与して、付加的に縫製接合部も高強力に維持されるようにすることによって、インフレータから発生する高温高圧ガスを効果的にエアバッグに注入することができるだけでなく、優れたホールディング性、柔軟性、収納性を備えたエアバッグガス注入用織物部材を提供することができる。
【0045】
本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、米国材料試験協会規格ASTM D 5034方法で測定した引張強度が2,000N/5cm以上、または2,000乃至9,000N/5cm、好ましくは3,500N/5cm以上、または3,500乃至6,000N/5cmである。前記引張強度は、インフレータから発生する高温高圧ガスの膨張力に対する織物層の破裂防止の側面から2,000N/5cm以上であり、前記織物層のホールディング性などの側面から9,000N/5cm以下である。
【0046】
また、前記織物層は、エアバッグの作動時に高温高圧ガスが急速に注入されるため、優れた引裂強度が要求され、ドイツ工業規格DIN 53356方法で測定した前記織物層の破裂強度を示す引裂強度が90N以上、または90乃至700N、好ましくは100N以上、または100乃至480N、より好ましくは120N以上、または120乃至400Nである。ここで、引裂強度が90N未満である場合には、エアバッグの作動時に 前記織物層に破裂が発生してエアバッグの機能に大きな危険をもたらすことがある。
前記織物層は、米国材料試験協会規格ASTM D 4032方法で常温で測定した剛軟度が0.5乃至15.0kgf、好ましくは1.0乃至10.0kgfである。特に、630デニール以上である場合には15.0kgf以下であり、420デニール未満である場合には10.0kgf以下である。
【0047】
本発明のエアバッグガス注入用チューブ状織物部材は、エアバッグシステムに装着するためには前記剛軟度の範囲を維持するのが好ましく、剛軟度が0.5kgf未満と低すぎる場合には、エアバッグの作動時に高温高圧ガスに対する十分な保護支持機能を果たすことができず、自動車への装着時にも形態維持性能が低下して、収納性が低下する。また、とても硬い状態になって折りたたみにくくなるため、収納性が低下するのを防止して、織物部材の変性を防止するためには、前記剛軟度が15.0kgf以下であるのが好ましく、特に420デニール未満である場合には10.0kgf以下であるのが好ましく、630デニール以上である場合にも15.0kgf以下であるのが好ましい。
【0048】
前記織物層は、米国材料試験協会規格ASTM D 737方法で常温で測定した空気透過度が10.0l/dm2/min以下、または0乃至10.0l/dm2/minである。特に、前記織物層の空気透過度は、織物層に樹脂コーティング層を含ませることによって顕著に低くすることができ、ほぼ0l/dm2/minに近い値の空気透過度を確保することもできる。しかし、このような樹脂コーティング層を含ませない場合には、本発明の非コーティング織物層は、米国材料試験協会規格ASTM D 737方法で常温で測定した空気透過度が0.5乃至10.0l/dm2/min、好ましくは0.5乃至1.5l/dm2/minである。この時、空気透過度が10.0l/dm2/min、より好ましくは3.5l/dm2/minを超える場合には、前記織物層の気密性を維持する側面で好ましくない。
【0049】
また、前記織物層は、米国材料試験協会規格ASTM 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々2.0%以下、好ましくは1.5%以下、より好ましくは1.0%以下である。ここで、織物部材の形態安定性及び耐熱性維持の側面から経糸方向及び緯糸方向の織物収縮率が2.0%を超えないのが最も好ましい。
また、本発明のエアバッグガス注入用チューブ状織物部材において、前記織物層は、気密性の確保ために、高圧空気などによる引張力に耐えて、伸張が最小限であることが非常に重要で、好ましくは、下記の計算式1による断面織物層のカバーファクターが1800以 上の高密度の製織によってチューブ状織物部材の気密性をより向上させることができる。前記で、カバーファクターが1800未満である場合には、インフレータから高温高圧ガスが発生する時に空気が外部に容易に漏出する問題がある。
【0050】
【数1】
【0051】
前記織物層は、FMVSS 302方法によって測定した自消率が80%乃至100%、自己消火性(Self Extingusih)が0乃至80mm/minであるのが好ましい。この時、織物層から経糸方向及び緯糸方向、そして±45°方向に採取した試片の燃焼距離は80mm以下であり、平均燃焼時間は60秒以下でなければならない。
【0052】
本発明によるエアバッグガス注入用チューブ状織物部材において、織物層の耐熱性は、自己消火性または自消率によって評価される。前記織物層から経糸方向及び緯糸方向、そして±45°方向に採取した100個の織物層試片に対して、FMVSS 302方法によって高さ38mmの天然ガス火炎あるいはこれと同等な発熱量の熱源で露出時間を15秒にした時に、燃焼距離が80mm以下であり、燃焼時間が60秒以内である場合を自己消火性(SE)とし、100個の試片のうち前記自己消火性の基準を満たす試片の数を%に換算したものを自消率という。自消率は下記の計算式2で示される。
【0053】
自消率(%)
=(自己消火性を満たす試片の数)/(試験対象試片の数)×100・・・(計算式2)
【0054】
一方、本発明のまた他の具現例により、エアバッグガス注入用チューブ状織物部材の製造方法が提供される。特に、前記のように所定の組織の織物層を製織し、前記織物層をチューブ状に裁断縫製接合する方法で製造される。
本発明のエアバッグガス注入用チューブ状織物部材の製造方法は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む。
【0055】
本発明において、前記織物層は、前記のように所定の組織で製織されることを除いては、一般的な織物製造工程で周知の方法で加工処理することができる。例えば、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織することができる周知の通常の製織方法と、精錬及びテンター工程とを経て、最終的なエアバッグガス注入用織物層に製造される。このように製造された織物層は、前記のように一つ以上のガス吐出口を含むチューブ状に裁断して縫製接合段階を行うことができる。
【0056】
特に、前記織物層は、ナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維を緯糸及び経糸として利用して、ビーミング(beaming)、製織、精錬、及びテンター工程を経て製造される。前記織物層は、通常の製織機を使用して製造され、ある特定の製織機を使用することに限定されない。しかし、平織形態の織物層は、レピア織機(Rapier Loom)やエアージェット織機(Air Jet Loom)、またはウォータージェット織機(Water Jet Loom)などを使用して製造され、OPW形態の織物層は、ジャカード織機(Jacquard Loom)を使用して製造される。ここで、本発明のエアバッグガス注入用チューブ状織物部材において、織物層が二重織、バスケット織、接結織、部分接結織、及びその混合織などで製織されることを考慮すれば、ジャカード織機を使用するのがより好ましい。
【0057】
また、本発明のまた他の具現例により、前記のエアバッグガス注入用チューブ状織物部材を含むエアバッグシステムが提供される。前記エアバッグシステムは、関連業者に周知の通常の装置を備えることができる。前記エアバッグは、大きくフロンタルエアバッグ(Frontal Airbag)及びサイドカーテンエアバッグ(Side Curtain Airbag)に区分される。前記フロンタルエアバッグには、運転席用、助手席用、側面保護用、膝保護用、足首保護用、歩行者保護用エアバッグなどがあり、サイドカーテンエアバッグは、自動車の側面衝突や転覆事故時に搭乗者を保護する。したがって、本発明のエアバッグは、フロンタルエアバッグ及びサイドカーテンエアバッグを全て含む。
【0058】
本発明において、前記に記載された内容以外の事項は必要に応じて加減が可能で、本発明では特に限定しない。
【発明の効果】
【0059】
本発明によれば、織物組織及び単位面積当り重量を所定の範囲に最適化して、優れた機械的物性及び空気遮断効果と共に、優れたエアバッグクッションの柔軟性及びホールディング性を備えたエアバッグガス注入用チューブ状織物部材が提供される。
【0060】
このようなエアバッグガス注入用チューブ状織物部材は、機械的物性及び空気遮断効果が優れているだけでなく、これと同時にホールディング性及び柔軟性も優れているため、エアバッグクッションへの適用時に、収納空間で優れたパッケージ性及び軽量化を実現し、エアバッグの作動時に、インフレータガスがクッションに均等に展開されて、優れたエアバッグの展開性能を発揮し、搭乗者に対する安全性が向上する。
したがって、本発明のエアバッグガス注入用チューブ状織物部材は、自動車用エアバッグの製造などに非常に好ましく使用することができる。
【図面の簡単な説明】
【0061】
【図1】本発明の一実施例によるカーテンエアバッグシステムを示した模式図である。
【図2】本発明の一実施例によるエアバッグガス注入用チューブ状織物部材を示した模式図である。
【発明を実施するための形態】
【0062】
以下、本発明の理解のために好ましい実施例を提示するが、下記の実施例は本発明を例示するためのものであり、本発明の範囲が下記の実施例に限定されるのではない。
【0063】
(実施例1)〜(実施例5)
ナイロン系繊維などの合成繊維を使用して、ジャカード織機で二重織及び接結織の混合織またはバスケット織の形態にエアバッグガス注入用チューブ状織物部材の織物層を製織し、精錬及びテンター工程を行った。その後、前記織物層に液状シリコンゴム(LSR)樹脂をナイフコーティング(knife over ro1l coating)方法でコーティングして、シリコンコーティングされた織物層を製造した。
【0064】
この時、具体的な合成繊維の種類、繊度、フィラメント数、引張強度などの物性、及び製織密度、製織形態、コーティング樹脂の成分、樹脂コーティング量、織物層の厚さ、チューブの直径、単位長さ当り吐出口の個数、織物層の単位面積当り重量は、下記の表1に示した通りであり、その他の条件は、エアバッグガス注入用織物部材の製造またはエアバッグ用織物の製造のための通常の条件の通りである。
【0065】
【表1】
【0066】
前記表1で、織物層に対する単位面積当り重量は実施例1〜5のチューブ状織物部材から吐出口を含まないように織物層、つまり織物部材の試片を各々10mm×10mmの大きさに10個ずつランダムに裁断した後で重量を測定し、その平均値を単位面積に換算して、単位面積当り重量(g/mm2)として示した。
【0067】
(比較例1)
既存のフィルホース製造方法として周知の従来の技術により、ポリエステル3,000デニール繊維を使用して円型織機で織物ホースを製織した後、EPDM材質の円形ゴムホースを挿入してコーティング工程を行って前記織物ホース及びゴムホースを接着し、これを自動化機器で裁断してガス吐出口を切断して形成する方法でフィルホースを製造した。
この時、フィルホースに対する単位面積当り重量は、実施例1〜5のチューブ状織物部材と同様な方法でフィルホースの試片を裁断して測定し、比較例1によるゴムホース接着型フィルホースの単位面積当り重量は、14.2g/mm2であった。
【0068】
(比較例2)
既存のフィルホース製造方法として周知の従来の技術により、ポリエステル3,000デニール繊維を使用して円型織機で織物ホースを製織した後、別途にコーティングを行わずに自動化機器で裁断してガス吐出口を切断して形成する方法でフィルホースを製造した。
この時、フィルホースに対する単位面積当り重量は、実施例1〜5のチューブ状織物部材と同様な方法でフィルホースの試片を裁断して測定し、比較例2によるゴムホース接着型フィルホースの単位面積当り重量は、11.1g/mm2であった。
【0069】
(実験例1)
前記実施例1〜5によって製造されたエアバッグガス注入用チューブ状織物部材及び比較例1〜2のフィルホースに対して下記の方法で物性を測定し、測定された物性を下記の表2に整理した。
【0070】
(a)引裂強度
ドイツ工業規格DIN 53356方法で前記チューブ状織物部材及びフィルホースの引裂強度を測定した。まず、各々のチューブ状織物部材及びフィルホースから試片を裁断した後、緯糸または経糸方向に7cmを切開して、引裂強度測定装置のクランプに前記切開部の左右試片を嵌合して装着した。前記試片が装着された状態で各々のクランプを上下に交差移動させながら前記チューブ状織物部材及びフィルホースの試片を破裂させて強度を測定した。
【0071】
(b)引張強度及び切断伸度
前記チューブ状織物部材及びフィルホースから試片を裁断して、米国材料試験協会規格ASTM D 5034による引張強度測定装置の下部クランプに固定して、上部クランプを上に移動させながら前記試片が破断される時の強度及び伸度を測定した。
【0072】
(c)経糸及び緯糸方向の織物収縮率
米国材料試験協会規格ASTM D 1776によって経糸/緯糸方向の織物収縮率を測定した。まず、前記チューブ状織物部材及びフィルホースから試片を裁断した後、経糸及び緯糸方向に収縮前の長さである20cmを表示し、149℃で1時間チェンバーで熱処理した試片の収縮した長さを測定して、経糸方向及び緯糸方向の織物収縮率{(収縮前の長さ−収縮後の長さ)/収縮前の長さ×100%}を測定した。
【0073】
(d)剛軟度
米国材料試験協会規格ASTM D 4032による剛軟度測定装置を利用してサーキュラーベンド(Circular Bend)方法で前記チューブ状織物部材及びフィルホースの剛軟度を測定した。また、剛軟度測定方法としてカンチレバー方法を適用することもでき、前記チューブ状織物部材及びフィルホースから試片を裁断して、各試片をベンディングさせるために一定の角度の傾斜を与えた試験台であるカンチレバー測定機器を利用して、各試片のベンディングの長さを測定して剛軟度を測定した。
【0074】
(e)厚度
米国材料試験協会規格ASTM D 1777によって前記実施例1〜5のチューブ状織物部材の一側断面織物層の厚さを測定し、比較例1〜2のフィルホースで織物層に相当する一側断面部の厚さを測定した。
【0075】
(f)耐熱性及び難燃性(自消率)
前記チューブ状織物部材及びフィルホースから各々100mm×355mmの大きさの100個の試片をランダムに採取して、FMVSS 302方法によって高さ38mmの天然ガス火炎あるいはこれと同等な発熱量の熱源によって露出時間を15秒にして耐熱性評価を行った。
前記準備された試片を前記熱源に露出させ、15秒後に熱源を除去した時に、燃焼した試片距離が80mm以下であり、60秒以内で消える場合を自己消火性(SE)とし、100個の試片のうち前記自己消火性の基準を満たす試片の数を%に換算して自消率を測定し、自消率は下記の計算式2によって算出した。
【0076】
自消率(%)
=(自己消火性を満たす試片の数)/(試験対象試片の数)×100・・・(計算式2)
(g)空気透過度
米国材料試験協会規格ASTM D 737によって前記チューブ状織物部材及びフィルホースを20℃、65%RH下で1日以上放置した後、125paの圧力の空気が38cm2の円形断面を通過する量を測定した。
【0077】
(h)接合部の縫目強度
前記チューブ状織物部材及びフィルホースから接合部の試片を裁断して、米国材料試験協会規格ASTM D 5822による縫目強度測定装置の下部クランプに固定して、上部クランプを上に移動させながら接合部の試片が破断される時の強度及び伸度を測定した。
【0078】
この時、縫目部分が中心に位置するようにして接合部の縫目強度を測定した。
【0079】
【表2】
【0080】
前記表2から分かるように、本発明によって二重織及び接結織の混合織で製織された織物層を含む実施例1〜3のエアバッグガス注入用チューブ状織物部材は、単位面積当り重量が4.61乃至6.72g/mm2で、既存のフィルホースに比べて顕著に軽く、引裂強度及び引張強度が各々311乃至381N及び4,871乃至5,622N/5cmであり、経糸及び緯糸方向の織物収縮率が0.2%乃至0.4%であって、非常に優れた物性を備えることが分かる。これと同時に、前記実施例1〜3のエアバッグガス注入用チューブ状織物部材は、剛軟度が9.8乃至10.3kgfであり、厚度が0.639乃至0.781mmであって、優れた機械的物性と共に優れたホールディング性、収納性を備えることが分かる。
【0081】
また、本発明によってバスケット織で製織された織物層を含む実施例4〜5のエアバッグガス注入用チューブ状織物部材は、単位面積当り重量が2.40乃至2.45g/mm2で、既存のフィルホースに比べて顕著に軽く、剛軟度が1.0乃至1.3kgfであり、厚度が0.350乃至0.380mmであって、非常に優れたホールディング性、収納性などの物性を備えることが分かる。
【0082】
反面、既存の方式で円型織機で織物ホースを製織してゴムホースを挿入した比較例1及び別途にゴムホースを挿入しない比較例2のフィルホースは、単位面積当り重量が各々14.2g/mm2及び11.1g/mm2で、前記実施例1〜3のフィルホースに比べてはるかに重く、織物層の剛軟度及び厚度の測定値が実施例1〜3の織物部材に比べて全て高かった。したがって、比較例1及び2のフィルホースは、エアバッグシステムへの適用時に、ホールディング性及び収納性などが顕著に低下し、エアバッグシステムの軽量化及び性能改善に問題があることが確認された。特に、比較例2のように円型織機で製織された状態で別途にゴムホースが挿入されない場合、実施例2〜5のような樹脂コーティング層の適用が難しいため、実際にエアバッグが作動する時に高温高圧のインフレータガスによってフィルホースそのものが損傷する問題が発生することもある。
【特許請求の範囲】
【請求項1】
一つ以上のガス吐出口が形成されているチューブ状織物層を含み、
前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、
前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材。
【請求項2】
前記織物層は、二重織及び接結織または部分接結織の混合織で製織されている、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項3】
前記織物層は、ナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維で製造される、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項4】
前記合成繊維は、繊度が210乃至1,050デニール、フィラメント数が50乃至500、引張強度が7.0g/d以上であり、熱収縮率が3%以下である、請求項3に記載のエアバッグガス注入用チューブ状織物部材。
【請求項5】
前記織物層は、繊度が315乃至630デニールの合成繊維を使用して、経糸及び緯糸の製織密度が38本/インチ以上になるように製織したものである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項6】
単一織物層からなる、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項7】
前記織物層の表面に被覆された樹脂コーティング層を含む、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項8】
前記樹脂コーティング層は、シリコン樹脂、ウレタン樹脂、またはその混合物を含む、請求項7に記載のエアバッグガス注入用チューブ状織物部材。
【請求項9】
前記樹脂コーティング層の単位面積当りコーティング量は、20乃至300g/m2である、請求項7に記載のエアバッグガス注入用チューブ状織物部材。
【請求項10】
前記織物層の厚さは、0.2乃至1.7mmである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項11】
前記織物層のチューブの直径は、15乃至250mmである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項12】
前記ガス吐出口が単位長さ当り1乃至20ea/mに形成されている、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項13】
前記織物層は、米国材料試験協会規格ASTM D 5034方法で測定した引張強度が2,000N/5cm以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項14】
前記織物層は、ドイツ工業規格DIN 53356方法で測定した引裂強度が90N以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項15】
前記織物層は、米国材料試験協会規格ASTM D 4032方法で測定した剛軟度が0.5乃至15.0kgfである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項16】
前記織物層は、米国材料試験協会規格ASTM D 737方法で測定した空気透過度が10.0l/dm2/min以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項17】
前記織物層は、米国材料試験協会規格ASTM D 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々2%以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項18】
前記織物層のカバーファクター値は、下記の計算式1によって1,800以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【数1】
【請求項19】
前記織物層は、耐熱性評価方法 FMVSS 302によって測定した自消率が80%乃至100%であり、燃焼距離が80mm以下、平均燃焼時間が60秒以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項20】
前記織物層は、チューブ状を形成する縫製接合部を含む、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項21】
前記接合部は、米国材料試験協会規格ASTM D 5822方法で測定した縫目強度が1,500N以上である、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項22】
前記接合部は、ナイロン系原糸、ポリエステル系原糸、及びアラミド系原糸からなる群より選択された1種以上を含む縫製糸を使用して縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項23】
前記接合部は、繊度が420乃至1,890デニールの縫製糸を使用して縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項24】
前記接合部は、縫製部分の縫目数が30乃至55ea/100mmになるように縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項25】
二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、
前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む、請求項1乃至請求項24のうちのいずれか一項によるエアバッグガス注入用チューブ状織物部材の製造方法。
【請求項26】
請求項1乃至請求項24のうちのいずれか一項によるエアバッグガス注入用チューブ状織物部材を含む、エアバッグシステム。
【請求項27】
前記エアバッグは、フロントエアバッグ、サイドエアバッグ、またはカーテンエアバッグである、請求項26に記載のエアバッグシステム。
【請求項1】
一つ以上のガス吐出口が形成されているチューブ状織物層を含み、
前記織物層は、二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で製織されていて、
前記織物層の単位面積当り重量が10g/mm2以下である、エアバッグガス注入用チューブ状織物部材。
【請求項2】
前記織物層は、二重織及び接結織または部分接結織の混合織で製織されている、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項3】
前記織物層は、ナイロン系繊維、ポリエステル系繊維、及びポリオレフィン系繊維からなる群より選択された1種以上の合成繊維で製造される、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項4】
前記合成繊維は、繊度が210乃至1,050デニール、フィラメント数が50乃至500、引張強度が7.0g/d以上であり、熱収縮率が3%以下である、請求項3に記載のエアバッグガス注入用チューブ状織物部材。
【請求項5】
前記織物層は、繊度が315乃至630デニールの合成繊維を使用して、経糸及び緯糸の製織密度が38本/インチ以上になるように製織したものである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項6】
単一織物層からなる、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項7】
前記織物層の表面に被覆された樹脂コーティング層を含む、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項8】
前記樹脂コーティング層は、シリコン樹脂、ウレタン樹脂、またはその混合物を含む、請求項7に記載のエアバッグガス注入用チューブ状織物部材。
【請求項9】
前記樹脂コーティング層の単位面積当りコーティング量は、20乃至300g/m2である、請求項7に記載のエアバッグガス注入用チューブ状織物部材。
【請求項10】
前記織物層の厚さは、0.2乃至1.7mmである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項11】
前記織物層のチューブの直径は、15乃至250mmである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項12】
前記ガス吐出口が単位長さ当り1乃至20ea/mに形成されている、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項13】
前記織物層は、米国材料試験協会規格ASTM D 5034方法で測定した引張強度が2,000N/5cm以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項14】
前記織物層は、ドイツ工業規格DIN 53356方法で測定した引裂強度が90N以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項15】
前記織物層は、米国材料試験協会規格ASTM D 4032方法で測定した剛軟度が0.5乃至15.0kgfである、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項16】
前記織物層は、米国材料試験協会規格ASTM D 737方法で測定した空気透過度が10.0l/dm2/min以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項17】
前記織物層は、米国材料試験協会規格ASTM D 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々2%以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項18】
前記織物層のカバーファクター値は、下記の計算式1によって1,800以上である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【数1】
【請求項19】
前記織物層は、耐熱性評価方法 FMVSS 302によって測定した自消率が80%乃至100%であり、燃焼距離が80mm以下、平均燃焼時間が60秒以下である、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項20】
前記織物層は、チューブ状を形成する縫製接合部を含む、請求項1に記載のエアバッグガス注入用チューブ状織物部材。
【請求項21】
前記接合部は、米国材料試験協会規格ASTM D 5822方法で測定した縫目強度が1,500N以上である、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項22】
前記接合部は、ナイロン系原糸、ポリエステル系原糸、及びアラミド系原糸からなる群より選択された1種以上を含む縫製糸を使用して縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項23】
前記接合部は、繊度が420乃至1,890デニールの縫製糸を使用して縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項24】
前記接合部は、縫製部分の縫目数が30乃至55ea/100mmになるように縫製接合されたものである、請求項20に記載のエアバッグガス注入用チューブ状織物部材。
【請求項25】
二重織、バスケット織、接結織、部分接結織、及びその混合織からなる群より選択された組織で織物層を製織する段階、
前記製織された織物層を一つ以上のガス吐出口が形成されたチューブ状に裁断して縫製接合する段階を含む、請求項1乃至請求項24のうちのいずれか一項によるエアバッグガス注入用チューブ状織物部材の製造方法。
【請求項26】
請求項1乃至請求項24のうちのいずれか一項によるエアバッグガス注入用チューブ状織物部材を含む、エアバッグシステム。
【請求項27】
前記エアバッグは、フロントエアバッグ、サイドエアバッグ、またはカーテンエアバッグである、請求項26に記載のエアバッグシステム。
【図1】

【図2】

【図2】
【公表番号】特表2012−524846(P2012−524846A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−507163(P2012−507163)
【出願日】平成22年4月23日(2010.4.23)
【国際出願番号】PCT/KR2010/002569
【国際公開番号】WO2010/123316
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月23日(2010.4.23)
【国際出願番号】PCT/KR2010/002569
【国際公開番号】WO2010/123316
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
[ Back to top ]