
エアバッグ用ポリエステル織物及びその製造方法
本発明は、ポリエステル原糸を含むエアバッグ用織物に関するものであって、特に、強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfである、エアバッグ用ポリエステル織物及びその製造方法、これを含む車両用エアバッグに関するものである。
本発明のエアバッグ用織物は、高強力高伸率低いモジュラスのポリエステル原糸を使用して、織物の強靭性及び引裂強度を最適化することによって、エアバッグの展開時に、エネルギー吸収性能及び形態安定性が優れていて、優れた収納性及び空気遮断効果を提供し、搭乗者に加えられる衝撃を最小化して、搭乗者を安全に保護することができる。

本発明のエアバッグ用織物は、高強力高伸率低いモジュラスのポリエステル原糸を使用して、織物の強靭性及び引裂強度を最適化することによって、エアバッグの展開時に、エネルギー吸収性能及び形態安定性が優れていて、優れた収納性及び空気遮断効果を提供し、搭乗者に加えられる衝撃を最小化して、搭乗者を安全に保護することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアバッグ用織物及びその製造方法に関し、より詳細には、低いモジュラス及び高強力、高伸率のポリエステル原糸を含み、強靭性及び引裂強度などの機械的物性が優れたエアバッグ用ポリエステル織物及びその製造方法、これを含む車両用エアバッグに関する。
【背景技術】
【0002】
一般に、エアバッグ(air bag)は、走行中に車両が約40km/h以上の速度で正面衝突する時に、車両に加えられる衝突衝撃を衝撃感知センサーで感知した後、火薬を爆発させてエアバッグクッションの内部にガスを供給して膨張させることによって、運転者及び搭乗者を保護する装置である。
エアバッグ用織物として要求される項目は、衝突時に円滑に展開されるようにする低通気性、エアバッグそのものの損傷及び破裂を防止するために高強力、高耐熱性、及び搭乗者に加えられる衝撃を低減させるための柔軟性などがある。
特に、自動車に使用されるエアバッグは、一定の形態に製造された後、その体積を最小化するために折り畳まれた状態で自動車のハンドルや自動車の側面ガラス窓または側面構造物などに装着されて、折り畳まれた状態を維持し、インフレータなどが作動する時にエアバッグが膨張して展開されるようにする。
【0003】
したがって、自動車への装着時に、エアバッグのホールディング性及びパッケージ性を効果的に維持し、エアバッグそのものの損傷及び破裂を防止して、優れたエアバッグクッションの展開性能を発揮し、搭乗者に加えられる衝撃を最小化するためには、エアバッグ織物の優れた機械的物性と共に、ホールディング性及び搭乗者に加えられる衝撃を低減させるための柔軟性が非常に重要である。しかし、搭乗者の安全のために、優れた空気遮断効果及び柔軟性を同時に維持し、エアバッグが受ける衝撃に十分に耐えて、自動車内に効果的に装着されて使用されるエアバッグ用織物は未だ提案されていない。
【0004】
従来は、ナイロン66などのポリアミド繊維がエアバッグ用原糸の材料として使用された。しかし、ナイロン66は、耐衝撃性は優れているが、ポリエステル繊維に比べて耐湿熱性、耐光性、形態安定性の側面で性能が低く、原料費用も高い短所がある。
一方、特許文献1には、このような欠点を軽減させることができるポリエステル繊維の使用が提案されている。しかし、このように既存のポリエステル原糸を使用してエアバッグを製造する場合には、高い剛軟度(stiffness)によって自動車への装着時に狭い空間に収納するのが難しく、高弾性率及び低伸率によって高温の熱処理などで過度な熱収縮が発生し、高温高湿の苛酷な条件下で十分な機械的物性及び展開性能を維持するのに限界があった。
【0005】
したがって、車両用エアバッグ用織物に使用するのに適するように、優れた機械的物性及び空気遮断効果を維持し、搭乗者に加えられる衝撃を低減させるための柔軟性、収納性、及び高温高湿の苛酷な条件下で優れた物性を維持する繊維織物の開発に対する研究が必要である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−214437号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、エアバッグ用織物に使用可能な優れた機械的物性、柔軟性、収納性を確保して、高温高湿の苛酷な条件下で十分な性能を維持するエアバッグ用ポリエステル織物を提供する。
【0008】
本発明は、また、前記エアバッグ用ポリエステル織物を製造する方法を提供する。
【0009】
本発明は、また、前記エアバッグ用ポリエステル織物を含む車両用エアバッグを提供する。
【課題を解決するための手段】
【0010】
本発明は、下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfであるエアバッグ用ポリエステル織物を提供する。
【0011】
【数1】
・・・(計算式1)
【0012】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
本発明は、また、ポリエステル原糸でエアバッグ用生地を製織する段階、前記製織されたエアバッグ用生地を精練する段階、及び前記精練された織物をテンターリングする段階を含む前記エアバッグ用ポリエステル織物の製造方法を提供する。
本発明は、また、前記エアバッグ用ポリエステル織物を含む車両用エアバッグを提供する。
【0013】
以下、発明の具体的な実施態様によるエアバッグ用ポリエステル織物、その製造方法、及びこれを含む車両用エアバッグについてより詳細に説明する。ただし、これは、本発明に対する一つの例示として提示されるもので、発明の権利範囲がこれによって限定されるのではなく、発明の権利範囲内で実施態様が多様に変形可能であることは当業者に自明である。
【0014】
追加的に、本明細書全体において、特別な言及がない限り、「含む」または「含有する」という表現は、ある構成要素(または構成成分)を特別な制限なく含むことを意味し、他の構成要素(または構成成分)の付加を除外するものと解釈されない。
本発明において、エアバッグ用織物とは、自動車用エアバッグの製造に使用される織物または不織布などを言い、一般的なエアバッグ用織物としては、レピア織機で製織されたナイロン6平織物またはナイロン6不織布が使用されているが、本発明のエアバッグ用織物は、ポリエステル原糸を使用して、形態安定性及び空気透過度、剛軟度などの基本的物性が優れている。
【0015】
ただし、従来のナイロン66などのポリアミド繊維の代わりにポリエステルをエアバッグ用原糸に適用するためには、既存のポリエステル原糸の高いモジュラス及び剛軟度などによるホールディング性の低下及び低い溶融熱容量による高温高湿の苛酷な条件下での物性の低下、これに伴う展開性能の低下を克服しなければならない。
【0016】
ポリエステルは、分子構造上、ナイロンなどに比べて剛軟性(stiffness)の高い構造からなり、高いモジュラス(highmodulus)の特性を有する。これによって、エアバッグ用織物として使用して自動車に装着する時に、収納性(packing)が顕著に低い。また、ポリエステル分子鎖内のカルボキシル末端基(Carboxyl End Group、以下CEGという)は、高温高湿条件でエステル基(esterbond)を攻撃して分子鎖の切断をもたらし、エイジング後の物性を低下させる原因になる。
【0017】
そのため、本発明は、低いモジュラスの高強度高伸率ポリエステル原糸を使用して、織物の強靭性(toughness)及び引裂強度などの物性の範囲を最適化することによって、剛軟度を顕著に低くしつつ、優れた形態安定性及び空気遮断性能などを維持することができ、エアバッグ用織物として向上した物性の改善効果を得ることができる。
【0018】
特に、本発明者の実験の結果、所定の特性を有するポリエステル織物でエアバッグ用織物を製造することにより、より向上したホールディング性、形態安定性、及び空気遮断効果を示し、エアバッグ用織物として使用時に、自動車への装着などにおいてより優れた収納性(packing)、及び高温高湿の苛酷な条件下でも優れた機械的物性、空気流出防止、気密性などを維持することができることが明らかになった。
【0019】
そこで、発明の一実施態様により、所定の特性を有するポリエステル織物が提供される。このようなポリエステル織物、つまりエアバッグ用ポリエステル織物は、下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfである。
[計算式1]
【0020】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
【0021】
本発明者の実験の結果、既存のポリエステル原糸及び織物に比べて高い水準の強靭性(Toughness、破断仕事)を有する特定のポリエステル原糸及び織物を使用することによって、高温高圧ガスのエネルギーを効果的に吸収して耐えられるエアバッグ用原糸及び織物が提供されることが明らかになった。特に、エアバッグ用ポリエステル原糸の強靭性が70J/m3乃至95J/m3、好ましくは75J/m3乃至90J/m3を示し、エアバッグ用ポリエステル織物の強靭性が3.5kJ/m3乃至6.0kJ/m3、好ましくは3.8kJ/m3乃至5.7kJ/m3を示すことによって、高温高圧ガスのエネルギーを効果的に吸収して耐えられて、エアバッグ用原糸及び織物に非常に効果的に使用されることが確認された。
【0022】
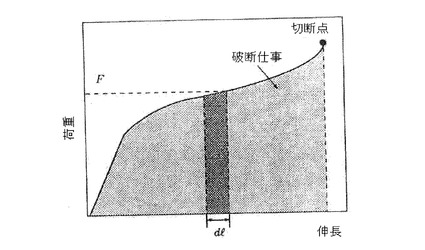
この時、強靭性とは、前記計算式1に示したように、繊維(原糸または織物を包括する;以下同一)が引張力によって切れるまでに消費されるエネルギーであって、急激な衝撃に対する繊維の抵抗性を意味する。ある繊維が荷重Fでその長さがlからl+dlに伸びる場合、この時の仕事(work)はF・dlとなるので、繊維を切断するのに必要な強靭性は前記計算式1の通りである。つまり、このような強靭性は、原糸及び織物の強伸度曲線の断面積を示すもので(図1参照)、織物に使用される原糸の強度及び伸度値が高いほど、織物で発現する強靭性は高い値を有するようになる。特に、エアバッグ用織物の強靭性が低くなると、エアバッグの展開時に、高温高圧のインフレータガスによる瞬間的な展開衝撃を十分に吸収することができる織物の抵抗性が低くなるため、エアバッグ用織物が容易に破裂する結果をもたらすようになる。したがって、本発明で、織物の強靭性が例えば3.5kJ/m3未満になる場合には、エアバッグ用織物に適用するのが難しくなる。
【0023】
これと同時に、本発明のエアバッグ用織物は、エアバッグの展開時に、高温高圧ガスの瞬間的な大きい力で急速に膨張する場合、応力集中によって優れた引裂強度が要求される。この時、前記エアバッグ用織物の破裂強度を示す引裂強度は、非コーティング織物に対して米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した時、18乃至30kgfであり、コーティング織物に対する引裂強度は、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した時、30乃至60kgfである。 ここで、エアバッグ用織物の引裂強度が非コーティング織物及びコーティング織物の各々で前記下限値、つまり各々18kgf及び30kgf未満である場合には、エアバッグの展開時に、エアバッグの破裂が発生することによって、エアバッグの機能に大きな危険をもたらすことがある。反面、エアバッグ用織物の引裂強度が非コーティング織物及びコーティング織物の各々で前記上限値、つまり各々30kgf及び60kgfを超過する場合には、織物の滑脱抵抗力(Edge Comb Resistance)が低下し、エアバッグの展開時に、空気遮断性が急激に低下するため、好ましくない。
【0024】
また、一般に、ポリエステルは、分子の構造上、ナイロンなどに比べて剛軟性(stiffness)の高い構造からなり、これによって高いモジュラスの特性を示し、エアバッグ用織物に使用する時に、ホールディング性及びパッキング性(packing)が顕著に低く、自動車の狭い空間への収納が難しくなる。そのため、本発明は、高強力低モジュラスの特性を有するポリエステル原糸を使用して、織物の強靭性及び引裂強度を維持すると共に、織物の剛軟度(stiffness)を顕著に低くすることができる。本発明のエアバッグ用織物は、米国材料試験協会規格ASTM D 4032方法による剛軟度が1.5kgf以下または0.3乃至1.5kgf、好ましくは1.2kgf以下または0.3乃至1.2kgf、より好ましくは0.8kgf以下または0.3乃至0.8kgfを示す。このように、既存のポリエステル織物に比べて織物の剛軟度(stiffness)を顕著に低くすることによって、本発明のエアバッグ用織物は、優れたホールディング性及び柔軟性、及びエアバッグの装着時に、向上した収納性を示すことができる。
本発明の織物は、エアバッグ用に使用するためには、前記剛軟度の範囲を維持するのが好ましく、剛軟度が非常に低い場合には、エアバッグの膨張展開時に、十分な保護支持機能を行うことができず、車両への装着時にも、形態維持性能が劣って、収納性が低下する。
【0025】
また、とても硬い状態になって折り畳みにくくなるため、収納性が低下するのを防止して、織物の変質現象を防止するためには、前記剛軟度は1.5kgf以下が好ましく、特に、460デニール未満である場合には0.8kgf以下が好ましく、550デニール以上である場合にも1.5kgf以下が好ましい。
【0026】
前記エアバッグ用織物の米国材料試験協会規格ASTM D 737方法による静的空気透過度は、非コーティング織物に対してΔPが125paである時には10.0cfm以下または0.3乃至10.0cfm、好ましくは8.0cfm以下または0.3乃至8.0cfm、より好ましくは5.0cfm以下または0.3乃至5.0cfmであり、ΔPが500paである時には14cfm以下または4乃至14cfm、好ましくは12cfm以下または4乃至12cfmである。また、米国材料試験協会規格ASTM D 6476方法による動的空気透過度は、1,700mm/s以下、好ましくは200乃至1,600mm/s、より好ましくは400乃至1,400mm/sである。この時、静的空気透過度とは、エアバッグ用織物に一定の圧力を付加した時に織物を透過する空気の量を意味し、原糸の単繊度(Denier per Filament)が小さく、織物の密度が高いほど、低い値を有する。また、動的空気透過度とは、30〜70kPaの平均瞬間差等圧力を付加した時に織物を透過する空気の量を意味し、静的空気透過度と同様に、原糸の単繊度が小さく、織物の密度が高いほど、低い値を有する。
【0027】
特に、エアバッグ用織物の空気透過度は、織物にゴム成分コーティングを行うことによって顕著に低くすることができ、ほぼ0cfmに近似した値の空気透過度を確保することもできる。ただし、このようにゴム成分コーティングを行った場合には、本発明のエアバッグ用コーティング織物は、米国材料試験協会規格ASTM D 737方法による静的空気透過度が、ΔPが125paである時には0.1cfm以下または0乃至0.1cfm、好ましくは0.05cfm以下または0乃至0.05cfmであり、ΔPが500paである時には0.3cfm以下または0乃至0.3cfm、好ましくは0.1cfm以下または0乃至0.1cfmである。
【0028】
ここで、本発明のエアバッグ用織物は、非コーティング織物及びコーティング織物各々が前記静的空気透過度の範囲の上限値を超過したり、または動的空気透過度の範囲の上限値を超過する場合には、エアバッグ用織物の気密性を維持する側面から好ましくない。
本発明によるエアバッグ用織物は、米国材料試験協会規格ASTM D 5034方法で常温で測定した切断伸度が25%乃至60%、好ましくは30%乃至50%である。ここで、織物の強靭性の側面からは前記切断伸度が25%以上であるのが好ましく、滑脱抵抗力の側面からは前記切断伸度が60%を超過しないのが好ましい。
【0029】
また、前記織物は、ASTM D 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々1.0%以下、好ましくは0.8%以下である。ここで、織物の形態安定性の側面からは経糸方向及び緯糸方向の織物収縮率が1.0%を超過しないのが最も好ましい。
【0030】
一方、本発明は、エアバッグ用織物として優れた性能を確保することができるようにするために、多様なエイジングを行って向上した物性が維持されるようにするのが好ましい。この時、前記エイジングには、高温エイジング(Heat aging)、サイクルエイジング(Cycle aging)、及び高湿エイジング(Humidity aging)からなる群より選択された1種以上を行うことができ、好ましくは前記3種のエイジングを行った後にも優れた強度及び物性が維持されるようにすることができる。
【0031】
ここで、前記高温エイジング(Heat aging)は、織物を高温で熱処理することによって行われ、好ましくは、温度110乃至130℃で300時間以上または300乃至500時間熱処理することによって行われる。また、サイクルエイジング(Cycle aging)は、織物に対して高温エイジング、高湿エイジング、低温エイジングを繰り返すことによって行われ、好ましくは温度30乃至45℃、相対湿度93乃至97%RHで12乃至48時間エイジングした後に、70乃至120℃で12乃至48時間エイジングし、−10乃至−45℃で12乃至48時間エイジングする工程を2回乃至5回繰り返し行すことによって行われる。高湿エイジング(Humidity aging)は、織物を高温多湿条件下でエイジングすることによって行われ、好ましくは、温度60乃至90℃及び相対湿度93乃至97%RHで300時間以上または300乃至500時間エイジングすることによって行われる。
【0032】
特に、本発明のエアバッグ用織物は、前記条件でエイジング後の強度を常温で測定した強度に対して%に換算した強力維持率が80%以上、好ましくは85%以上、より好ましくは90%以上である。このように高温及び高湿の苛酷な条件下で長時間エイジング後にも織物の強度及び強力維持率が優れた範囲に維持されることによって、エアバッグ用織物として優れた性能を発揮することができる。
【0033】
一方、発明の他の実施態様により、所定の特性を有するポリエステル原糸から製造されたポリエステル織物が提供される。このようなポリエステル織物は、単糸繊度2.9DPF乃至6.0DPFであり、適用される原糸フィラメントが110本以上から形成されたポリエステル原糸を含むことができる。
【0034】
特に、本発明は、既存の高強力低伸率、高いモジュラスのポリエステル原糸ではなく、高強力高伸率、低いモジュラスのポリエステル原糸を使用することによって、エアバッグの膨張時のエネルギー吸収能力が優れているだけでなく、優れた形態安定性及び空気遮断性、及び優れたホールディング性を有するエアバッグ用ポリエステル織物を提供することができる。
【0035】
本発明の織物には、固有粘度が1.05乃至1.40dl/g、好ましくは1.10乃至1.35dl/g、より好ましくは1.15乃至1.35dl/gのポリエステルチップから製造されたポリエステル原糸を使用することができる。前記エアバッグ用織物が常温及び高温高湿の苛酷な条件下でエイジング後にも優れた物性を維持するためには、ポリエステル原糸を固有粘度1.05dl/g以上のポリエステルチップで製造するのが好ましい。また、低収縮の特性を発現するために、固有粘度1.40dl/g以下、好ましくは1.35dl/g以下であるポリエステルチップで製造されたポリエステル原糸を含むのが好ましい。
【0036】
前記ポリエステル原糸は、一般的なコーティング織物のラミネートコーティング温度に相当する150℃での収縮応力が0.005乃至0.075g/dであるのが好ましく、一般的なコーティング織物のゾルコーティング温度に相当する200℃での収縮応力が0.005乃至0.075g/dであるのが好ましい。つまり、前記150℃及び200℃での収縮応力が各々0.005g/d以上である場合に、コーティング工程中の熱による織物の伸長現象を防止することができ、0.075g/d以下である場合に、コーティング工程を経て常温で冷却される時に、弛緩応力を緩和させることができる。
【0037】
また、前記ポリエステル原糸は、コーティング工程中の熱処理時に、一定水準以上の張力を与えて製織形態を維持し、結果的に、エアバッグ用織物の形態変形を防止するために、177℃での収縮率が6.5%以下であるのが好ましい。
【0038】
本発明で定義する前記収縮応力は、0.10g/dの固定荷重下で測定した値を基準にし、収縮率は、0.01g/dの固定荷重下で測定した値を基準にした。
前記ポリエステル原糸は、通常のポリエステルの中でもポリエチレンテレフタレート(PET)原糸であるのが好ましく、より好ましくはPETを70モル%以上または90モル%以上含むPET原糸であるのが好ましい。
【0039】
また、本発明のエアバッグ用織物に使用されるポリエステル原糸は、低繊度高強力に維持しなければならないので、繊度が400乃至650デニールである。また、前記ポリエステル原糸のフィラメント数が多いほどソフトな感触を与えることができるが、多すぎる場合には紡糸性が低いので、フィラメント数は、110乃至210、好ましくは130乃至180である。
【0040】
特に、本発明のエアバッグ用織物は、米国材料試験協会規格ASTM D 885方法で測定したモジュラス(Young’s modulus)が、伸度1%、つまり1%伸張した地点で60乃至100g/de、好ましくは75乃至95g/deであり、伸度2%、つまり2%伸張した地点で20乃至60g/de、好ましくは22乃至55g/deであるポリエステル繊維を使用することができる。既存の一般産業用糸として、ポリエステル原糸の場合、1%伸張した地点でのモジュラス(Young’s modulus)が110g/de以上であり、2%伸張した地点でのモジュラスが80g/de以上であるのと比べる時、本発明では、顕著に低いモジュラスを有するポリエステル原糸を使用してエアバッグ用織物を製造することができる。
【0041】
この時、前記ポリエステル原糸のモジュラスは、引張試験時に得られる応力変形度線図の弾性区間の傾きから得られる弾性係数の物性値であって、物体を両側から引っ張って伸ばす時に物体の伸びる程度及び変形する程度を示す弾性率に相当する値である。前記繊維のモジュラスが高い場合には、弾性は好ましいが、織物の剛軟度(stiffness)が低く、モジュラスが低すぎる場合には、織物の剛軟度は好ましいが、弾性回復力が低く、織物の強靭性が低い。このように、既存に比べて低い範囲の初期モジュラスを有するポリエステル原糸から製造されたエアバッグ用織物は、既存のポリエステル織物の高い剛軟度(stiffness)の問題などを解決し、優れたホールディング性、柔軟性、及び収納性を示すことができる。
【0042】
一方、前記ポリエステル原糸は、引張強度が8.3g/d以上、好ましくは8.3乃至9.5g/d、より好ましくは8.6g/d乃至9.3g/dであり、切断伸度が14%乃至24%、好ましくは17%乃至22%である。また、前記原糸は、乾熱収縮率が6.5%以下、または1.0%乃至6.5%、好ましくは1.2%乃至5.0%である。
前記のように、本発明のポリエステル織物は、固有粘度及び初期モジュラス、伸率の範囲が最適な範囲であるポリエステル原糸を使用して、エアバッグ用織物に製造する時に、優れた性能を発揮することができる。
【0043】
前記ポリエステル原糸は、PET重合体を溶融紡糸して未延伸糸を製造し、前記未延伸糸を延伸する方法で製造され、これら各段階の具体的な条件や進行方法がポリエステル原糸の物性に直/間接的に反映されて、本発明のエアバッグ用織物に効果的に使用することができるポリエステル原糸が製造される。
【0044】
特に、より好ましい一実施態様で、前記高強力高伸率の低モジュラスポリエステル原糸は、ポリエチレンテレフタレートを70モル%以上含み、固有粘度が1.05dl/g以上の高粘度重合体を使用して、200乃至300℃の低温で溶融紡糸して、ポリエステル未延伸糸を製造する段階、及び前記ポリエステル未延伸糸を5.0乃至6.0の延伸比条件下で延伸する段階を含む方法で製造することができる。この時、カルボキシル末端基(CEG)含有量が低い、好ましくは30meq/kg以下の高粘度PET重合体を使用して、低温条件下、より好ましくは低温/低速条件下で溶融紡糸することによって、原糸の固有粘度の低下及びCEG含有量の増加を最大限抑制し、原糸の優れた機械的物性を維持して、高伸率特性を確保することができる。さらに、後続の延伸工程で5.0乃至6.0の最適化された延伸比条件下で延伸を行うことによって、原糸の伸率の低下を最大限抑制し、高強度高伸率の低モジュラスを有するポリエステル原糸を製造して、エアバッグ用織物に効果的に適用することができる。
【0045】
ここで、前記溶融紡糸工程を高温で行う場合、例えば300℃を超過して行えば、PET重合体の熱分解が多量に発生して、固有粘度の低下及びCEG含有量の増加が大きくなり、高温で分子内の配向性の増加によって伸率の低下及びモジュラスの増加が大きくなり、原糸の表面損傷によって全般的な物性の低下をもたらすので好ましくない。また、高すぎる延伸比、例えば6.0を超過する延伸比条件下で前記延伸工程を行えば、過延伸水準になり、前記延伸糸に切糸または毛羽などが発生し、前記製造方法によって製造されたポリエステル原糸も、エアバッグ用織物として使用するのに好ましい物性を示すのが難しい。そして、比較的低い延伸比下で延伸工程を行えば、繊維の配向度が低く、これから製造されたポリエステル原糸の強度が一部低くなるので、好ましくは5.0以上の延伸比下で延伸工程を行うことによって、エアバッグ用織物などに適用されるのに適した高強力高伸率、低モジュラスのポリエステル原糸が製造可能である。
【0046】
一方、このように高い延伸比条件下で高強力、低モジュラスの高伸率のポリエステル原糸を製造する側面から、後続工程の諸般の条件、例えば弛緩率などを適切な範囲、好ましくは11%乃至14%に調節して行うことができる。
【0047】
このような工程の最適化を通して、低い初期モジュラスを有して高強力高伸率のエアバッグ用ポリエステル原糸を確保することができる。また、このような溶融紡糸及び延伸工程の最適化を通して、高湿条件下で酸で存在して、ポリエステル原糸の基本分子鎖の切断を誘発させるカルボキシル末端基(CEG、CarboxylEndGroup)を最小化することができる。したがって、このようなポリエステル原糸は、低い初期モジュラス及び高い伸率の範囲を同時に示して、優れた機械的物性及び収納性、形態安定性、耐衝撃性、空気遮断効果を有するエアバッグ用織物に好ましく適用される。
【0048】
一方、発明の他の実施態様により、本発明のエアバッグ用織物は、好ましくは表面にコーティングまたはラミネートされたゴム成分コーティング層をさらに含むことができる。前記ゴム成分としては、粉末(powder)型シリコン、液状(liquid)型シリコン、ポリウレタン、クロロプレン、ネオプレンゴム、及びエマルジョン型シリコン樹脂からなる群より選択された1種以上があり、コーティングゴム成分の種類は、前記で言及された物質に限定されない。ただし、環境及び機械的特性の側面からシリコンコーティングが好ましい。
【0049】
前記ゴム成分コーティング層の単位面積当りコーティング量は、20乃至200g/m2、好ましくは20乃至100g/m2になるように使用することができる。特に、OPW(One Piece Woven)タイプのサイドカーテンエアバッグ用織物の場合には、前記コーティング量が30g/m2乃至95g/m2であるのが好ましく、平織タイプのエアバッグ用織物の場合には、前記コーティング量が20g/m2乃至50g/m2の水準であるのが好ましい。
【0050】
また、本発明のまた他の実施態様により、ポリエステル原糸を使用したエアバッグ用織物の製造方法が提供される。本発明によるエアバッグ用織物の製造方法は、前記ポリエステル原糸を使用してエアバッグ用生地を製織する段階、前記製織されたエアバッグ用生地を精練する段階、及び前記精練された織物をテンターリングする段階を含むことができる。
【0051】
本発明で、前記ポリエステル原糸は、通常の製織方法と、精練及びテンターリング工程とを経て、最終的なエアバッグ用織物に製造される。この時、織物の製織形態は、特定の形態に限定されず、平織タイプ及びOPW(One Piece Woven)タイプの製織形態の全てが好ましい。
【0052】
特に、本発明のエアバッグ用織物は、前記ポリエステル原糸を緯糸及び経糸として利用して、ビーミング(beaming)、製織、精練、及びテンターリング工程を経て、製造される。前記織物は、通常の製織機を使用して製造され、ある特定の織機を使用することに限定されない。ただし、平織形態の織物は、レピア織機(Rapier Loom)やエアージェット織機(Air Jet Loom)、またはウォータージェット織機(Water Jet Loom)などを使用して製造され、OPW形態の織物は、ジャカード織機(Jacquard Loom)を使用して製造される。
【0053】
ただし、本発明は、既存に比べて高強力高伸率の低い収縮率を有するポリエステル原糸を使用することによって、既存に比べてより高い温度で熱処理工程を行うことができる。つまり、本発明では、前記製織された生地を精練及びテンターリングする工程を経て、テンターリングされた織物にゴム成分をコーティングして乾燥した後に、加硫温度140乃至210℃、好ましくは160乃至200℃、最も好ましくは175乃至195℃で硬化する工程を行い、前記加硫温度は、織物の引裂強度など機械的物性の維持の側面から140℃以上であり、剛軟度の側面から210℃以下でなければならない。特に、前記熱処理工程は、多段階に行うことができ、例えば150乃至170℃で1次熱処理工程を行った後に、170乃至190℃で2次熱処理工程を行った後、190乃至210℃で3次熱処理工程を行うことができる。
【0054】
このように、本発明のポリエステル織物を高温熱処理工程を通して製造する場合に、ポリエステル原糸そのものの低収縮率の特性によって製織密度などを向上させることによって、優れた形態安定性及び空気遮断効果、剛軟性の向上及び引裂強度の改善効果をより大きく付与することができる。
【0055】
また、前記加硫温度で硬化時間は30乃至120秒、好ましくは35乃至100秒、最も好ましくは40乃至90秒の範囲で行うことができる。ここで、前記硬化時間が30秒未満である場合には、ゴム成分によるコーティング層の硬化作業が効果的に行われず、織物の機械的物性が低下して、コーティングがはがれるなどの問題があり、前記硬化時間が120秒を超過する場合には、最終製造された織物の剛軟度及び厚度が増加して、ホールディング性が低下する問題がある。
【0056】
本発明のエアバッグ用織物は、織物の一面または両面に前記のようなゴム成分によるコーティングを行うことができ、前記ゴム成分のコーティング層は、ナイフコート法、ドクターブレード法、または噴霧コーティング法が適用されるが、これも前記で言及された方法に限定されない。
【0057】
このようにコーティングされたエアバッグ用織物は、裁断及び縫製工程を経て一定の形態を有するエアバッグクッションに製造される。前記エアバッグは、特別な形態に限定されず、一般的な形態に製造される。
一方、発明のまた他の実施態様により、前記ポリエステル織物を含む車両用エアバッグが提供される。また、前記エアバッグを含むエアバッグシステムが提供され、前記エアバッグシステムは、関連業者に周知の通常の装置を備えることができる。
【0058】
前記エアバッグは、大きく、フロンタルエアバッグ(Frontal Airbag)及びサイドカーテンエアバッグ(Side Curtain Airbag)に区分される。前記フロンタルエアバッグには、運転席用、助手席用、側面保護用、膝保護用、足首保護用、歩行者保護用エアバッグなどがあり、サイドカーテンエアバッグは、自動車の側面衝突や転覆事故時に搭乗者を保護するようになる。したがって、本発明のエアバッグは、フロンタルエアバッグ及びサイドカーテンエアバッグを全て含む。
【0059】
本発明において、前記記載された内容以外の事項は、必要に応じて加減可能であるため、本発明では特に限定しない。
【発明の効果】
【0060】
本発明によれば、織物に使用されるポリエステル原糸の強靭性、及び織物そのものの強靭性及び引裂強度を最適化することによって、形態安定性、空気遮断性、及びホールディング性などに優れたエアバッグ用ポリエステル織物、及びこれを利用して製造される車両用エアバッグが提供される。
【0061】
このようなエアバッグ用織物は、低いモジュラス、高強力、高伸率のポリエステル原糸を使用して、高温の熱処理工程を経ても熱収縮が最小化され、優れた形態安定性、機械的物性、及び空気遮断効果を得ることができるだけでなく、優れたホールディング性及び柔軟性を確保することができて、自動車への装着時に、収納性を顕著に改善し、搭乗者に加えられる衝撃を最小化して、搭乗者を安全に保護することができる。
【0062】
したがって、本発明のポリエステル織物は、車両用エアバッグの製造などに非常に好ましく使用することができる。
【図面の簡単な説明】
【0063】
【図1】一般的な繊維の強伸度曲線の例を示したもので、このような強伸度曲線の面積が強靭性(Toughness:破断仕事、J/m3)で定義される。
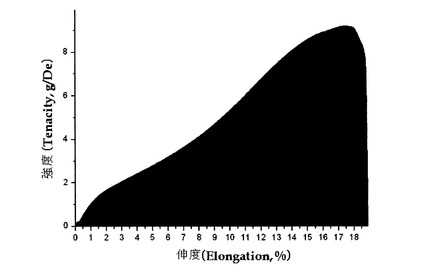
【図2】本発明の実施例1によるポリエステル織物に含まれているポリエステル原糸の強伸度曲線を示したものである。
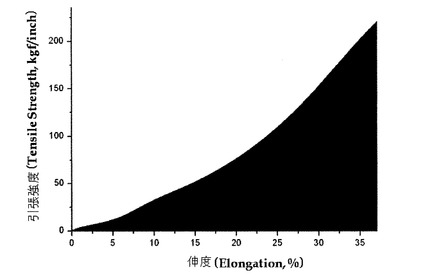
【図3】本発明の実施例1によるポリエステル織物の強伸度曲線を示したものである。
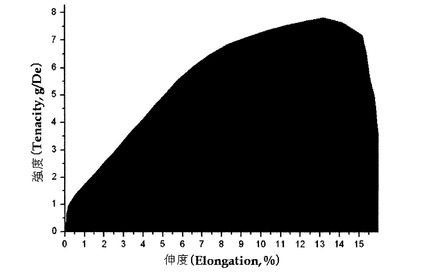
【図4】本発明の比較例3によるポリエステル織物に含まれているポリエステル原糸の強伸度曲線を示したものである。
【図5】本発明の比較例3によるポリエステル織物の強伸度曲線を示したものである。
【発明を実施するための具体的な内容】
【0064】
以下、本発明の理解のために好ましい実施例を提示するが、下記の実施例は本発明を例示するためのもので、本発明の範囲が下記の実施例に限定されるのではない。
【0065】
実施例1〜5
所定の固有粘度を有するPETチップを溶融紡糸器を利用して1 stepでポリエステル原糸を製造した後に、前記原糸を使用してレピア織機を利用してエアバッグ用織物生地を製織し、精練及びテンターリング工程を経て、エアバッグ用織物を製造し、前記織物に液状シリコンゴム(LSR)樹脂をナイフコーティング(knife over ro1l coating)方法でコーティングして、シリコンコーティングされた織物を製造した。
【0066】
この時、PETチップの固有粘度、CEG含有量、溶融紡糸温度、延伸比、及び原糸の固有粘度、強靭性、伸度1%及び2%でのモジュラス、引張強度などの物性、織物の経糸及び緯糸の製織密度、製織形態、熱処理温度、ゴム成分、樹脂コーティング量は、下記の表1に示したとおりであり、他の条件は、エアバッグ用ポリエステル織物の製造のための通常の条件に従った。
【0067】
【表1】
【0068】
前記実施例1〜5により製造されたポリエステル原糸及び織物に対して下記の方法で物性を測定し、測定された物性は下記の表2に整理した。
【0069】
(a)原糸/織物の強靭性(Toughness)
下記の計算式1によって強靭性(Toughness、J/m3)値を計算した。
【0070】
【数3】
・・・(計算式1)
【0071】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。この時、織物の強靭性は、コーティング処理前のコーティングされていない織物で測定した。
【0072】
(b)引裂強度
コーティング処理前のコーティングされていない織物及びコーティング処理後のコーティングされた織物を使用して、各々の試片から横75mm×縦200mmを裁断した後、前記試片の上側及び下側各々を米国材料試験協会規格ASTM D 2261 TONGUEによる装置の上段及び下段の挟持装置面(jaw face)の左右空間の間に位置させて、前記挟持装置面(jaw face)の間隔は76mm/min基準で、300mm/minの速度で非コーティング織物及びコーティング織物の引裂強度を各々測定した。
【0073】
(c)引張強度及び切断伸度
コーティング処理前のコーティングされていない織物から試片を裁断して、米国材料試験協会規格ASTM D 5034による引張強度測定装置の下部クランプに固定し、上部クランプを上に移動させながらエアバッグ織物の試片が破断される時の強度及び伸度を測定した。
【0074】
(d)経糸及び緯糸方向の織物収縮率
米国材料試験協会規格ASTM D 1776により経/緯糸方向の織物収縮率を測定した。まず、コーティング処理前のコーティングされていない織物から試片を裁断した後、経糸及び緯糸方向に収縮前の長さである20cmを表示して、149℃で1時間チェンバで熱処理した試片の収縮した長さを測定し、経糸方向及び緯糸方向の織物収縮率{(収縮前の長さ−収縮後の長さ)/収縮前の長さ×100%}を測定した。
【0075】
(e)剛軟度
コーティング処理前のコーティングされていない織物に対して米国材料試験協会規格ASTM D 4032による剛軟度測定装置を利用してサーキュラーべンド(Circular Bend)法で織物の剛軟度を測定した。また、剛軟度測定法としてケンチレバー法を適用することもでき、織物にベンディングを与えるために一定の角度の傾斜を与えた試験台であるケンチレバー測定機器を利用して、織物のベンディングの長さの測定を通して剛軟度を測定することもできる。
【0076】
(f)厚度
米国材料試験協会規格ASTM D 1777によってコーティング処理前のコーティングされていない織物の厚度を測定した。
【0077】
(g)空気透過度
米国材料試験協会規格ASTM D 737によってコーティング処理前のコーティングされていない織物を20℃、65%RH下で1日以上放置した後、ΔPが各々125pa及び500paの圧力の空気が38cm2の円形断面を通過する量を測定して、静的空気透過度で示した。
また、ASTM D 6476によって動的空気透過度試験器(TEXTEST FX 3350Dynamic Air Permeability Tester)を使用して、前記非コーティング織物の動的空気透過度を測定して示した。
【0078】
【表2】
【0079】
比較例1〜5
下記の表3に記載された条件を除いては、実施例1〜5と同様な方法により、比較例1〜5のエアバッグ用ポリエステル織物を製造した。
【0080】
【表3】
【0081】
前記比較例1〜5により製造されたポリエステル織物に対する物性を下記の表4に整理した。
【0082】
【表4】
【0083】
また、前記実施例1によるポリエステル原糸及びこれを含む織物の強伸度グラフを図2及び3に示し、比較例3によるポリエステル原糸及びこれを含む織物の強伸度グラフを図4及び5に示した。
【0084】
前記表2及び4に示したように、本発明により特定の範囲の強靭性を有する高強力高伸率低モジュラスのポリエステル原糸を使用して、特定の範囲の強靭性及び引裂強度を有する実施例1〜5のエアバッグ用ポリエステル織物は、既存のポリエステル原糸を使用した比較例1〜5のエアバッグ用織物に比べて織物収縮率及び剛軟度、空気透過度などで優れた物性を有することが分かる。
【0085】
特に、実施例1〜5のエアバッグ用ポリエステル織物は、3.6乃至5.6kJ/m3の強靭性及び34乃至40kgfの引裂強度を有することによって、織物収縮率が0.7%乃至0.3%と非常に優れた特性を有することが分かる。これと同時に、前記実施例1〜5のエアバッグ用ポリエステル織物は、剛軟度が0.35乃至0.95kgf水準で、優れた形態安定性、機械的物性と共に、優れたホールディング性、収納性を有することが確認される。しかし、低強度、低伸率、高い単糸繊度、高いモジュラス(Young’s modulus)を有するポリエステル原糸を使用した比較例1〜5のエアバッグ用織物の場合、強靭性は2.5乃至2.9kJ/m3であり、引裂強度は21乃至24kgfであるため、エアバッグ用織物の剛軟度が1.8乃至2.3kgfと非常に硬い状態になって折り畳みにくくなることによって、収納性が低下する。同時に、前記比較例1〜5のエアバッグ用織物は、空気透過度測定値が高く、特に、動的空気透過度が1,800乃至1,950mm/sで、エアバッグ用織物の気密性が顕著に低いことが分かる。このように、比較例1〜5のエアバッグ用織物は、実施例1〜5のエアバッグ用織物に比べて全て高い値を示すことが分かり、これによって、実際にエアバッグ用織物に適用するには問題点が多いことが確認された。
【0086】
また、図2及び3に示したように、実施例1によるエアバッグ用原糸及びこれを含むポリエステル織物は、強伸度グラフで高い強靭性と低いモジュラスを示すことによって、エアバッグの展開時に、高温高圧のインフレータガスのエネルギーを吸収することができる能力が優れていて、エアバッグクッションの気密性(packaging)の側面からも、優れた長所を確保することができる。反面、図4及び5に示したように、比較例3によるエアバッグ用原糸及びこれを含むポリエステル織物は、強伸度グラフで低い強靭性及び高いモジュラスを示すことによって、エアバッグの展開時に、高温高圧のインフレータガスのエネルギーを吸収することができる能力が低いだけでなく、エアバッグクッションの気密性(packaging)も低くなることによって、エアバッグ用織物として使用するに適しないことが分かる。
【0087】
実験例1
前記実施例1〜5及び比較例1〜5で、コーティング工程を行わないエアバッグ用ポリエステル非コーティング織物を使用してエアバッグクッションを製造し、各々下記の表5に示したようにDAB(driver airbag)クッションアセンブリーまたはPAB(passenger airbag)クッションアセンブリーに車両用エアバッグを製作した。このように完成された車両用エアバッグに対して、3つの熱処理条件(常温:25℃×4hrオーブン放置、Hot:85℃×4hrオーブン放置、Cold:−30℃×4hrオーブン放置)下で展開テスト(static test)を実施した。 前記展開テスト(static test)の結果、織物破断、ピンホール(pin hole)、及び織物炭化現象が発生しない場合に「Pass」と評価し、織物破断、縫製部ピンホール(pin hole)、または織物炭化現象のうちのいずれか一つでも発生した場合には「Fail」と評価した。
【0088】
前記実施例1〜5及び比較例1〜5のエアバッグ用ポリエステル非コーティング織物を使用して製造されたエアバッグクッションに対する展開テスト(static test)の結果を下記の表5に示した。
【0089】
【表5】
【0090】
前記表5に示したように、本発明により特定の範囲の強靭性を有する高強力高伸率低モジュラスのポリエステル原糸を使用して、特定の範囲の強靭性及び引裂強度を有する実施例1〜5のエアバッグ用ポリエステル織物を含む車両用エアバッグに対して各々3つの熱処理温度条件下でオーブンに放置した後、展開テストを行った結果、織物破断、縫製部ピンホール(pin hole)、及び織物炭化現象などが発生せずに、全て車両用エアバッグとして優れた性能を有することが分かる。
【0091】
反面、既存のポリエステル原糸を使用した比較例1〜5のエアバッグ用織物を含む車両用エアバッグに対する展開テストの結果では、エアバッグの展開時に、織物破断、縫製部ピンホール(pin hole)、織物炭化現象などにより、各クッションが「Fail」と評価されて、実際にエアバッグとして使用不可能であることが分かる。特に、比較例1〜3の織物を含むDAB(driver airbag)クッションアセンブリーに対する展開テストでは、クッションの外側縫い代部で織物破断が発生し、比較例4の場合には、インフレータの入口部で織物破断が発生し、比較例5の場合には、メインパネルの縫い代部で織物破断が発生した。また、このような比較例1〜5の織物を含む車両用エアバッグに対する展開テストで、織物破断は、縫製部ピンホール(pin hole)の発生及び織物炭化現象の発生などに起因して共に発生したことを確認することができた。したがって、比較例1〜5のエアバッグ用織物は、実際に車両用エアバッグクッションに適用する時に、エアバッグの破裂などによってエアバッグ機能に大きな危険をもたらすようになる。
【技術分野】
【0001】
本発明は、エアバッグ用織物及びその製造方法に関し、より詳細には、低いモジュラス及び高強力、高伸率のポリエステル原糸を含み、強靭性及び引裂強度などの機械的物性が優れたエアバッグ用ポリエステル織物及びその製造方法、これを含む車両用エアバッグに関する。
【背景技術】
【0002】
一般に、エアバッグ(air bag)は、走行中に車両が約40km/h以上の速度で正面衝突する時に、車両に加えられる衝突衝撃を衝撃感知センサーで感知した後、火薬を爆発させてエアバッグクッションの内部にガスを供給して膨張させることによって、運転者及び搭乗者を保護する装置である。
エアバッグ用織物として要求される項目は、衝突時に円滑に展開されるようにする低通気性、エアバッグそのものの損傷及び破裂を防止するために高強力、高耐熱性、及び搭乗者に加えられる衝撃を低減させるための柔軟性などがある。
特に、自動車に使用されるエアバッグは、一定の形態に製造された後、その体積を最小化するために折り畳まれた状態で自動車のハンドルや自動車の側面ガラス窓または側面構造物などに装着されて、折り畳まれた状態を維持し、インフレータなどが作動する時にエアバッグが膨張して展開されるようにする。
【0003】
したがって、自動車への装着時に、エアバッグのホールディング性及びパッケージ性を効果的に維持し、エアバッグそのものの損傷及び破裂を防止して、優れたエアバッグクッションの展開性能を発揮し、搭乗者に加えられる衝撃を最小化するためには、エアバッグ織物の優れた機械的物性と共に、ホールディング性及び搭乗者に加えられる衝撃を低減させるための柔軟性が非常に重要である。しかし、搭乗者の安全のために、優れた空気遮断効果及び柔軟性を同時に維持し、エアバッグが受ける衝撃に十分に耐えて、自動車内に効果的に装着されて使用されるエアバッグ用織物は未だ提案されていない。
【0004】
従来は、ナイロン66などのポリアミド繊維がエアバッグ用原糸の材料として使用された。しかし、ナイロン66は、耐衝撃性は優れているが、ポリエステル繊維に比べて耐湿熱性、耐光性、形態安定性の側面で性能が低く、原料費用も高い短所がある。
一方、特許文献1には、このような欠点を軽減させることができるポリエステル繊維の使用が提案されている。しかし、このように既存のポリエステル原糸を使用してエアバッグを製造する場合には、高い剛軟度(stiffness)によって自動車への装着時に狭い空間に収納するのが難しく、高弾性率及び低伸率によって高温の熱処理などで過度な熱収縮が発生し、高温高湿の苛酷な条件下で十分な機械的物性及び展開性能を維持するのに限界があった。
【0005】
したがって、車両用エアバッグ用織物に使用するのに適するように、優れた機械的物性及び空気遮断効果を維持し、搭乗者に加えられる衝撃を低減させるための柔軟性、収納性、及び高温高湿の苛酷な条件下で優れた物性を維持する繊維織物の開発に対する研究が必要である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−214437号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、エアバッグ用織物に使用可能な優れた機械的物性、柔軟性、収納性を確保して、高温高湿の苛酷な条件下で十分な性能を維持するエアバッグ用ポリエステル織物を提供する。
【0008】
本発明は、また、前記エアバッグ用ポリエステル織物を製造する方法を提供する。
【0009】
本発明は、また、前記エアバッグ用ポリエステル織物を含む車両用エアバッグを提供する。
【課題を解決するための手段】
【0010】
本発明は、下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfであるエアバッグ用ポリエステル織物を提供する。
【0011】
【数1】
・・・(計算式1)
【0012】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
本発明は、また、ポリエステル原糸でエアバッグ用生地を製織する段階、前記製織されたエアバッグ用生地を精練する段階、及び前記精練された織物をテンターリングする段階を含む前記エアバッグ用ポリエステル織物の製造方法を提供する。
本発明は、また、前記エアバッグ用ポリエステル織物を含む車両用エアバッグを提供する。
【0013】
以下、発明の具体的な実施態様によるエアバッグ用ポリエステル織物、その製造方法、及びこれを含む車両用エアバッグについてより詳細に説明する。ただし、これは、本発明に対する一つの例示として提示されるもので、発明の権利範囲がこれによって限定されるのではなく、発明の権利範囲内で実施態様が多様に変形可能であることは当業者に自明である。
【0014】
追加的に、本明細書全体において、特別な言及がない限り、「含む」または「含有する」という表現は、ある構成要素(または構成成分)を特別な制限なく含むことを意味し、他の構成要素(または構成成分)の付加を除外するものと解釈されない。
本発明において、エアバッグ用織物とは、自動車用エアバッグの製造に使用される織物または不織布などを言い、一般的なエアバッグ用織物としては、レピア織機で製織されたナイロン6平織物またはナイロン6不織布が使用されているが、本発明のエアバッグ用織物は、ポリエステル原糸を使用して、形態安定性及び空気透過度、剛軟度などの基本的物性が優れている。
【0015】
ただし、従来のナイロン66などのポリアミド繊維の代わりにポリエステルをエアバッグ用原糸に適用するためには、既存のポリエステル原糸の高いモジュラス及び剛軟度などによるホールディング性の低下及び低い溶融熱容量による高温高湿の苛酷な条件下での物性の低下、これに伴う展開性能の低下を克服しなければならない。
【0016】
ポリエステルは、分子構造上、ナイロンなどに比べて剛軟性(stiffness)の高い構造からなり、高いモジュラス(highmodulus)の特性を有する。これによって、エアバッグ用織物として使用して自動車に装着する時に、収納性(packing)が顕著に低い。また、ポリエステル分子鎖内のカルボキシル末端基(Carboxyl End Group、以下CEGという)は、高温高湿条件でエステル基(esterbond)を攻撃して分子鎖の切断をもたらし、エイジング後の物性を低下させる原因になる。
【0017】
そのため、本発明は、低いモジュラスの高強度高伸率ポリエステル原糸を使用して、織物の強靭性(toughness)及び引裂強度などの物性の範囲を最適化することによって、剛軟度を顕著に低くしつつ、優れた形態安定性及び空気遮断性能などを維持することができ、エアバッグ用織物として向上した物性の改善効果を得ることができる。
【0018】
特に、本発明者の実験の結果、所定の特性を有するポリエステル織物でエアバッグ用織物を製造することにより、より向上したホールディング性、形態安定性、及び空気遮断効果を示し、エアバッグ用織物として使用時に、自動車への装着などにおいてより優れた収納性(packing)、及び高温高湿の苛酷な条件下でも優れた機械的物性、空気流出防止、気密性などを維持することができることが明らかになった。
【0019】
そこで、発明の一実施態様により、所定の特性を有するポリエステル織物が提供される。このようなポリエステル織物、つまりエアバッグ用ポリエステル織物は、下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfである。
[計算式1]
【0020】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
【0021】
本発明者の実験の結果、既存のポリエステル原糸及び織物に比べて高い水準の強靭性(Toughness、破断仕事)を有する特定のポリエステル原糸及び織物を使用することによって、高温高圧ガスのエネルギーを効果的に吸収して耐えられるエアバッグ用原糸及び織物が提供されることが明らかになった。特に、エアバッグ用ポリエステル原糸の強靭性が70J/m3乃至95J/m3、好ましくは75J/m3乃至90J/m3を示し、エアバッグ用ポリエステル織物の強靭性が3.5kJ/m3乃至6.0kJ/m3、好ましくは3.8kJ/m3乃至5.7kJ/m3を示すことによって、高温高圧ガスのエネルギーを効果的に吸収して耐えられて、エアバッグ用原糸及び織物に非常に効果的に使用されることが確認された。
【0022】
この時、強靭性とは、前記計算式1に示したように、繊維(原糸または織物を包括する;以下同一)が引張力によって切れるまでに消費されるエネルギーであって、急激な衝撃に対する繊維の抵抗性を意味する。ある繊維が荷重Fでその長さがlからl+dlに伸びる場合、この時の仕事(work)はF・dlとなるので、繊維を切断するのに必要な強靭性は前記計算式1の通りである。つまり、このような強靭性は、原糸及び織物の強伸度曲線の断面積を示すもので(図1参照)、織物に使用される原糸の強度及び伸度値が高いほど、織物で発現する強靭性は高い値を有するようになる。特に、エアバッグ用織物の強靭性が低くなると、エアバッグの展開時に、高温高圧のインフレータガスによる瞬間的な展開衝撃を十分に吸収することができる織物の抵抗性が低くなるため、エアバッグ用織物が容易に破裂する結果をもたらすようになる。したがって、本発明で、織物の強靭性が例えば3.5kJ/m3未満になる場合には、エアバッグ用織物に適用するのが難しくなる。
【0023】
これと同時に、本発明のエアバッグ用織物は、エアバッグの展開時に、高温高圧ガスの瞬間的な大きい力で急速に膨張する場合、応力集中によって優れた引裂強度が要求される。この時、前記エアバッグ用織物の破裂強度を示す引裂強度は、非コーティング織物に対して米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した時、18乃至30kgfであり、コーティング織物に対する引裂強度は、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した時、30乃至60kgfである。 ここで、エアバッグ用織物の引裂強度が非コーティング織物及びコーティング織物の各々で前記下限値、つまり各々18kgf及び30kgf未満である場合には、エアバッグの展開時に、エアバッグの破裂が発生することによって、エアバッグの機能に大きな危険をもたらすことがある。反面、エアバッグ用織物の引裂強度が非コーティング織物及びコーティング織物の各々で前記上限値、つまり各々30kgf及び60kgfを超過する場合には、織物の滑脱抵抗力(Edge Comb Resistance)が低下し、エアバッグの展開時に、空気遮断性が急激に低下するため、好ましくない。
【0024】
また、一般に、ポリエステルは、分子の構造上、ナイロンなどに比べて剛軟性(stiffness)の高い構造からなり、これによって高いモジュラスの特性を示し、エアバッグ用織物に使用する時に、ホールディング性及びパッキング性(packing)が顕著に低く、自動車の狭い空間への収納が難しくなる。そのため、本発明は、高強力低モジュラスの特性を有するポリエステル原糸を使用して、織物の強靭性及び引裂強度を維持すると共に、織物の剛軟度(stiffness)を顕著に低くすることができる。本発明のエアバッグ用織物は、米国材料試験協会規格ASTM D 4032方法による剛軟度が1.5kgf以下または0.3乃至1.5kgf、好ましくは1.2kgf以下または0.3乃至1.2kgf、より好ましくは0.8kgf以下または0.3乃至0.8kgfを示す。このように、既存のポリエステル織物に比べて織物の剛軟度(stiffness)を顕著に低くすることによって、本発明のエアバッグ用織物は、優れたホールディング性及び柔軟性、及びエアバッグの装着時に、向上した収納性を示すことができる。
本発明の織物は、エアバッグ用に使用するためには、前記剛軟度の範囲を維持するのが好ましく、剛軟度が非常に低い場合には、エアバッグの膨張展開時に、十分な保護支持機能を行うことができず、車両への装着時にも、形態維持性能が劣って、収納性が低下する。
【0025】
また、とても硬い状態になって折り畳みにくくなるため、収納性が低下するのを防止して、織物の変質現象を防止するためには、前記剛軟度は1.5kgf以下が好ましく、特に、460デニール未満である場合には0.8kgf以下が好ましく、550デニール以上である場合にも1.5kgf以下が好ましい。
【0026】
前記エアバッグ用織物の米国材料試験協会規格ASTM D 737方法による静的空気透過度は、非コーティング織物に対してΔPが125paである時には10.0cfm以下または0.3乃至10.0cfm、好ましくは8.0cfm以下または0.3乃至8.0cfm、より好ましくは5.0cfm以下または0.3乃至5.0cfmであり、ΔPが500paである時には14cfm以下または4乃至14cfm、好ましくは12cfm以下または4乃至12cfmである。また、米国材料試験協会規格ASTM D 6476方法による動的空気透過度は、1,700mm/s以下、好ましくは200乃至1,600mm/s、より好ましくは400乃至1,400mm/sである。この時、静的空気透過度とは、エアバッグ用織物に一定の圧力を付加した時に織物を透過する空気の量を意味し、原糸の単繊度(Denier per Filament)が小さく、織物の密度が高いほど、低い値を有する。また、動的空気透過度とは、30〜70kPaの平均瞬間差等圧力を付加した時に織物を透過する空気の量を意味し、静的空気透過度と同様に、原糸の単繊度が小さく、織物の密度が高いほど、低い値を有する。
【0027】
特に、エアバッグ用織物の空気透過度は、織物にゴム成分コーティングを行うことによって顕著に低くすることができ、ほぼ0cfmに近似した値の空気透過度を確保することもできる。ただし、このようにゴム成分コーティングを行った場合には、本発明のエアバッグ用コーティング織物は、米国材料試験協会規格ASTM D 737方法による静的空気透過度が、ΔPが125paである時には0.1cfm以下または0乃至0.1cfm、好ましくは0.05cfm以下または0乃至0.05cfmであり、ΔPが500paである時には0.3cfm以下または0乃至0.3cfm、好ましくは0.1cfm以下または0乃至0.1cfmである。
【0028】
ここで、本発明のエアバッグ用織物は、非コーティング織物及びコーティング織物各々が前記静的空気透過度の範囲の上限値を超過したり、または動的空気透過度の範囲の上限値を超過する場合には、エアバッグ用織物の気密性を維持する側面から好ましくない。
本発明によるエアバッグ用織物は、米国材料試験協会規格ASTM D 5034方法で常温で測定した切断伸度が25%乃至60%、好ましくは30%乃至50%である。ここで、織物の強靭性の側面からは前記切断伸度が25%以上であるのが好ましく、滑脱抵抗力の側面からは前記切断伸度が60%を超過しないのが好ましい。
【0029】
また、前記織物は、ASTM D 1776方法で測定した経糸方向及び緯糸方向の織物収縮率が各々1.0%以下、好ましくは0.8%以下である。ここで、織物の形態安定性の側面からは経糸方向及び緯糸方向の織物収縮率が1.0%を超過しないのが最も好ましい。
【0030】
一方、本発明は、エアバッグ用織物として優れた性能を確保することができるようにするために、多様なエイジングを行って向上した物性が維持されるようにするのが好ましい。この時、前記エイジングには、高温エイジング(Heat aging)、サイクルエイジング(Cycle aging)、及び高湿エイジング(Humidity aging)からなる群より選択された1種以上を行うことができ、好ましくは前記3種のエイジングを行った後にも優れた強度及び物性が維持されるようにすることができる。
【0031】
ここで、前記高温エイジング(Heat aging)は、織物を高温で熱処理することによって行われ、好ましくは、温度110乃至130℃で300時間以上または300乃至500時間熱処理することによって行われる。また、サイクルエイジング(Cycle aging)は、織物に対して高温エイジング、高湿エイジング、低温エイジングを繰り返すことによって行われ、好ましくは温度30乃至45℃、相対湿度93乃至97%RHで12乃至48時間エイジングした後に、70乃至120℃で12乃至48時間エイジングし、−10乃至−45℃で12乃至48時間エイジングする工程を2回乃至5回繰り返し行すことによって行われる。高湿エイジング(Humidity aging)は、織物を高温多湿条件下でエイジングすることによって行われ、好ましくは、温度60乃至90℃及び相対湿度93乃至97%RHで300時間以上または300乃至500時間エイジングすることによって行われる。
【0032】
特に、本発明のエアバッグ用織物は、前記条件でエイジング後の強度を常温で測定した強度に対して%に換算した強力維持率が80%以上、好ましくは85%以上、より好ましくは90%以上である。このように高温及び高湿の苛酷な条件下で長時間エイジング後にも織物の強度及び強力維持率が優れた範囲に維持されることによって、エアバッグ用織物として優れた性能を発揮することができる。
【0033】
一方、発明の他の実施態様により、所定の特性を有するポリエステル原糸から製造されたポリエステル織物が提供される。このようなポリエステル織物は、単糸繊度2.9DPF乃至6.0DPFであり、適用される原糸フィラメントが110本以上から形成されたポリエステル原糸を含むことができる。
【0034】
特に、本発明は、既存の高強力低伸率、高いモジュラスのポリエステル原糸ではなく、高強力高伸率、低いモジュラスのポリエステル原糸を使用することによって、エアバッグの膨張時のエネルギー吸収能力が優れているだけでなく、優れた形態安定性及び空気遮断性、及び優れたホールディング性を有するエアバッグ用ポリエステル織物を提供することができる。
【0035】
本発明の織物には、固有粘度が1.05乃至1.40dl/g、好ましくは1.10乃至1.35dl/g、より好ましくは1.15乃至1.35dl/gのポリエステルチップから製造されたポリエステル原糸を使用することができる。前記エアバッグ用織物が常温及び高温高湿の苛酷な条件下でエイジング後にも優れた物性を維持するためには、ポリエステル原糸を固有粘度1.05dl/g以上のポリエステルチップで製造するのが好ましい。また、低収縮の特性を発現するために、固有粘度1.40dl/g以下、好ましくは1.35dl/g以下であるポリエステルチップで製造されたポリエステル原糸を含むのが好ましい。
【0036】
前記ポリエステル原糸は、一般的なコーティング織物のラミネートコーティング温度に相当する150℃での収縮応力が0.005乃至0.075g/dであるのが好ましく、一般的なコーティング織物のゾルコーティング温度に相当する200℃での収縮応力が0.005乃至0.075g/dであるのが好ましい。つまり、前記150℃及び200℃での収縮応力が各々0.005g/d以上である場合に、コーティング工程中の熱による織物の伸長現象を防止することができ、0.075g/d以下である場合に、コーティング工程を経て常温で冷却される時に、弛緩応力を緩和させることができる。
【0037】
また、前記ポリエステル原糸は、コーティング工程中の熱処理時に、一定水準以上の張力を与えて製織形態を維持し、結果的に、エアバッグ用織物の形態変形を防止するために、177℃での収縮率が6.5%以下であるのが好ましい。
【0038】
本発明で定義する前記収縮応力は、0.10g/dの固定荷重下で測定した値を基準にし、収縮率は、0.01g/dの固定荷重下で測定した値を基準にした。
前記ポリエステル原糸は、通常のポリエステルの中でもポリエチレンテレフタレート(PET)原糸であるのが好ましく、より好ましくはPETを70モル%以上または90モル%以上含むPET原糸であるのが好ましい。
【0039】
また、本発明のエアバッグ用織物に使用されるポリエステル原糸は、低繊度高強力に維持しなければならないので、繊度が400乃至650デニールである。また、前記ポリエステル原糸のフィラメント数が多いほどソフトな感触を与えることができるが、多すぎる場合には紡糸性が低いので、フィラメント数は、110乃至210、好ましくは130乃至180である。
【0040】
特に、本発明のエアバッグ用織物は、米国材料試験協会規格ASTM D 885方法で測定したモジュラス(Young’s modulus)が、伸度1%、つまり1%伸張した地点で60乃至100g/de、好ましくは75乃至95g/deであり、伸度2%、つまり2%伸張した地点で20乃至60g/de、好ましくは22乃至55g/deであるポリエステル繊維を使用することができる。既存の一般産業用糸として、ポリエステル原糸の場合、1%伸張した地点でのモジュラス(Young’s modulus)が110g/de以上であり、2%伸張した地点でのモジュラスが80g/de以上であるのと比べる時、本発明では、顕著に低いモジュラスを有するポリエステル原糸を使用してエアバッグ用織物を製造することができる。
【0041】
この時、前記ポリエステル原糸のモジュラスは、引張試験時に得られる応力変形度線図の弾性区間の傾きから得られる弾性係数の物性値であって、物体を両側から引っ張って伸ばす時に物体の伸びる程度及び変形する程度を示す弾性率に相当する値である。前記繊維のモジュラスが高い場合には、弾性は好ましいが、織物の剛軟度(stiffness)が低く、モジュラスが低すぎる場合には、織物の剛軟度は好ましいが、弾性回復力が低く、織物の強靭性が低い。このように、既存に比べて低い範囲の初期モジュラスを有するポリエステル原糸から製造されたエアバッグ用織物は、既存のポリエステル織物の高い剛軟度(stiffness)の問題などを解決し、優れたホールディング性、柔軟性、及び収納性を示すことができる。
【0042】
一方、前記ポリエステル原糸は、引張強度が8.3g/d以上、好ましくは8.3乃至9.5g/d、より好ましくは8.6g/d乃至9.3g/dであり、切断伸度が14%乃至24%、好ましくは17%乃至22%である。また、前記原糸は、乾熱収縮率が6.5%以下、または1.0%乃至6.5%、好ましくは1.2%乃至5.0%である。
前記のように、本発明のポリエステル織物は、固有粘度及び初期モジュラス、伸率の範囲が最適な範囲であるポリエステル原糸を使用して、エアバッグ用織物に製造する時に、優れた性能を発揮することができる。
【0043】
前記ポリエステル原糸は、PET重合体を溶融紡糸して未延伸糸を製造し、前記未延伸糸を延伸する方法で製造され、これら各段階の具体的な条件や進行方法がポリエステル原糸の物性に直/間接的に反映されて、本発明のエアバッグ用織物に効果的に使用することができるポリエステル原糸が製造される。
【0044】
特に、より好ましい一実施態様で、前記高強力高伸率の低モジュラスポリエステル原糸は、ポリエチレンテレフタレートを70モル%以上含み、固有粘度が1.05dl/g以上の高粘度重合体を使用して、200乃至300℃の低温で溶融紡糸して、ポリエステル未延伸糸を製造する段階、及び前記ポリエステル未延伸糸を5.0乃至6.0の延伸比条件下で延伸する段階を含む方法で製造することができる。この時、カルボキシル末端基(CEG)含有量が低い、好ましくは30meq/kg以下の高粘度PET重合体を使用して、低温条件下、より好ましくは低温/低速条件下で溶融紡糸することによって、原糸の固有粘度の低下及びCEG含有量の増加を最大限抑制し、原糸の優れた機械的物性を維持して、高伸率特性を確保することができる。さらに、後続の延伸工程で5.0乃至6.0の最適化された延伸比条件下で延伸を行うことによって、原糸の伸率の低下を最大限抑制し、高強度高伸率の低モジュラスを有するポリエステル原糸を製造して、エアバッグ用織物に効果的に適用することができる。
【0045】
ここで、前記溶融紡糸工程を高温で行う場合、例えば300℃を超過して行えば、PET重合体の熱分解が多量に発生して、固有粘度の低下及びCEG含有量の増加が大きくなり、高温で分子内の配向性の増加によって伸率の低下及びモジュラスの増加が大きくなり、原糸の表面損傷によって全般的な物性の低下をもたらすので好ましくない。また、高すぎる延伸比、例えば6.0を超過する延伸比条件下で前記延伸工程を行えば、過延伸水準になり、前記延伸糸に切糸または毛羽などが発生し、前記製造方法によって製造されたポリエステル原糸も、エアバッグ用織物として使用するのに好ましい物性を示すのが難しい。そして、比較的低い延伸比下で延伸工程を行えば、繊維の配向度が低く、これから製造されたポリエステル原糸の強度が一部低くなるので、好ましくは5.0以上の延伸比下で延伸工程を行うことによって、エアバッグ用織物などに適用されるのに適した高強力高伸率、低モジュラスのポリエステル原糸が製造可能である。
【0046】
一方、このように高い延伸比条件下で高強力、低モジュラスの高伸率のポリエステル原糸を製造する側面から、後続工程の諸般の条件、例えば弛緩率などを適切な範囲、好ましくは11%乃至14%に調節して行うことができる。
【0047】
このような工程の最適化を通して、低い初期モジュラスを有して高強力高伸率のエアバッグ用ポリエステル原糸を確保することができる。また、このような溶融紡糸及び延伸工程の最適化を通して、高湿条件下で酸で存在して、ポリエステル原糸の基本分子鎖の切断を誘発させるカルボキシル末端基(CEG、CarboxylEndGroup)を最小化することができる。したがって、このようなポリエステル原糸は、低い初期モジュラス及び高い伸率の範囲を同時に示して、優れた機械的物性及び収納性、形態安定性、耐衝撃性、空気遮断効果を有するエアバッグ用織物に好ましく適用される。
【0048】
一方、発明の他の実施態様により、本発明のエアバッグ用織物は、好ましくは表面にコーティングまたはラミネートされたゴム成分コーティング層をさらに含むことができる。前記ゴム成分としては、粉末(powder)型シリコン、液状(liquid)型シリコン、ポリウレタン、クロロプレン、ネオプレンゴム、及びエマルジョン型シリコン樹脂からなる群より選択された1種以上があり、コーティングゴム成分の種類は、前記で言及された物質に限定されない。ただし、環境及び機械的特性の側面からシリコンコーティングが好ましい。
【0049】
前記ゴム成分コーティング層の単位面積当りコーティング量は、20乃至200g/m2、好ましくは20乃至100g/m2になるように使用することができる。特に、OPW(One Piece Woven)タイプのサイドカーテンエアバッグ用織物の場合には、前記コーティング量が30g/m2乃至95g/m2であるのが好ましく、平織タイプのエアバッグ用織物の場合には、前記コーティング量が20g/m2乃至50g/m2の水準であるのが好ましい。
【0050】
また、本発明のまた他の実施態様により、ポリエステル原糸を使用したエアバッグ用織物の製造方法が提供される。本発明によるエアバッグ用織物の製造方法は、前記ポリエステル原糸を使用してエアバッグ用生地を製織する段階、前記製織されたエアバッグ用生地を精練する段階、及び前記精練された織物をテンターリングする段階を含むことができる。
【0051】
本発明で、前記ポリエステル原糸は、通常の製織方法と、精練及びテンターリング工程とを経て、最終的なエアバッグ用織物に製造される。この時、織物の製織形態は、特定の形態に限定されず、平織タイプ及びOPW(One Piece Woven)タイプの製織形態の全てが好ましい。
【0052】
特に、本発明のエアバッグ用織物は、前記ポリエステル原糸を緯糸及び経糸として利用して、ビーミング(beaming)、製織、精練、及びテンターリング工程を経て、製造される。前記織物は、通常の製織機を使用して製造され、ある特定の織機を使用することに限定されない。ただし、平織形態の織物は、レピア織機(Rapier Loom)やエアージェット織機(Air Jet Loom)、またはウォータージェット織機(Water Jet Loom)などを使用して製造され、OPW形態の織物は、ジャカード織機(Jacquard Loom)を使用して製造される。
【0053】
ただし、本発明は、既存に比べて高強力高伸率の低い収縮率を有するポリエステル原糸を使用することによって、既存に比べてより高い温度で熱処理工程を行うことができる。つまり、本発明では、前記製織された生地を精練及びテンターリングする工程を経て、テンターリングされた織物にゴム成分をコーティングして乾燥した後に、加硫温度140乃至210℃、好ましくは160乃至200℃、最も好ましくは175乃至195℃で硬化する工程を行い、前記加硫温度は、織物の引裂強度など機械的物性の維持の側面から140℃以上であり、剛軟度の側面から210℃以下でなければならない。特に、前記熱処理工程は、多段階に行うことができ、例えば150乃至170℃で1次熱処理工程を行った後に、170乃至190℃で2次熱処理工程を行った後、190乃至210℃で3次熱処理工程を行うことができる。
【0054】
このように、本発明のポリエステル織物を高温熱処理工程を通して製造する場合に、ポリエステル原糸そのものの低収縮率の特性によって製織密度などを向上させることによって、優れた形態安定性及び空気遮断効果、剛軟性の向上及び引裂強度の改善効果をより大きく付与することができる。
【0055】
また、前記加硫温度で硬化時間は30乃至120秒、好ましくは35乃至100秒、最も好ましくは40乃至90秒の範囲で行うことができる。ここで、前記硬化時間が30秒未満である場合には、ゴム成分によるコーティング層の硬化作業が効果的に行われず、織物の機械的物性が低下して、コーティングがはがれるなどの問題があり、前記硬化時間が120秒を超過する場合には、最終製造された織物の剛軟度及び厚度が増加して、ホールディング性が低下する問題がある。
【0056】
本発明のエアバッグ用織物は、織物の一面または両面に前記のようなゴム成分によるコーティングを行うことができ、前記ゴム成分のコーティング層は、ナイフコート法、ドクターブレード法、または噴霧コーティング法が適用されるが、これも前記で言及された方法に限定されない。
【0057】
このようにコーティングされたエアバッグ用織物は、裁断及び縫製工程を経て一定の形態を有するエアバッグクッションに製造される。前記エアバッグは、特別な形態に限定されず、一般的な形態に製造される。
一方、発明のまた他の実施態様により、前記ポリエステル織物を含む車両用エアバッグが提供される。また、前記エアバッグを含むエアバッグシステムが提供され、前記エアバッグシステムは、関連業者に周知の通常の装置を備えることができる。
【0058】
前記エアバッグは、大きく、フロンタルエアバッグ(Frontal Airbag)及びサイドカーテンエアバッグ(Side Curtain Airbag)に区分される。前記フロンタルエアバッグには、運転席用、助手席用、側面保護用、膝保護用、足首保護用、歩行者保護用エアバッグなどがあり、サイドカーテンエアバッグは、自動車の側面衝突や転覆事故時に搭乗者を保護するようになる。したがって、本発明のエアバッグは、フロンタルエアバッグ及びサイドカーテンエアバッグを全て含む。
【0059】
本発明において、前記記載された内容以外の事項は、必要に応じて加減可能であるため、本発明では特に限定しない。
【発明の効果】
【0060】
本発明によれば、織物に使用されるポリエステル原糸の強靭性、及び織物そのものの強靭性及び引裂強度を最適化することによって、形態安定性、空気遮断性、及びホールディング性などに優れたエアバッグ用ポリエステル織物、及びこれを利用して製造される車両用エアバッグが提供される。
【0061】
このようなエアバッグ用織物は、低いモジュラス、高強力、高伸率のポリエステル原糸を使用して、高温の熱処理工程を経ても熱収縮が最小化され、優れた形態安定性、機械的物性、及び空気遮断効果を得ることができるだけでなく、優れたホールディング性及び柔軟性を確保することができて、自動車への装着時に、収納性を顕著に改善し、搭乗者に加えられる衝撃を最小化して、搭乗者を安全に保護することができる。
【0062】
したがって、本発明のポリエステル織物は、車両用エアバッグの製造などに非常に好ましく使用することができる。
【図面の簡単な説明】
【0063】
【図1】一般的な繊維の強伸度曲線の例を示したもので、このような強伸度曲線の面積が強靭性(Toughness:破断仕事、J/m3)で定義される。
【図2】本発明の実施例1によるポリエステル織物に含まれているポリエステル原糸の強伸度曲線を示したものである。
【図3】本発明の実施例1によるポリエステル織物の強伸度曲線を示したものである。
【図4】本発明の比較例3によるポリエステル織物に含まれているポリエステル原糸の強伸度曲線を示したものである。
【図5】本発明の比較例3によるポリエステル織物の強伸度曲線を示したものである。
【発明を実施するための具体的な内容】
【0064】
以下、本発明の理解のために好ましい実施例を提示するが、下記の実施例は本発明を例示するためのもので、本発明の範囲が下記の実施例に限定されるのではない。
【0065】
実施例1〜5
所定の固有粘度を有するPETチップを溶融紡糸器を利用して1 stepでポリエステル原糸を製造した後に、前記原糸を使用してレピア織機を利用してエアバッグ用織物生地を製織し、精練及びテンターリング工程を経て、エアバッグ用織物を製造し、前記織物に液状シリコンゴム(LSR)樹脂をナイフコーティング(knife over ro1l coating)方法でコーティングして、シリコンコーティングされた織物を製造した。
【0066】
この時、PETチップの固有粘度、CEG含有量、溶融紡糸温度、延伸比、及び原糸の固有粘度、強靭性、伸度1%及び2%でのモジュラス、引張強度などの物性、織物の経糸及び緯糸の製織密度、製織形態、熱処理温度、ゴム成分、樹脂コーティング量は、下記の表1に示したとおりであり、他の条件は、エアバッグ用ポリエステル織物の製造のための通常の条件に従った。
【0067】
【表1】
【0068】
前記実施例1〜5により製造されたポリエステル原糸及び織物に対して下記の方法で物性を測定し、測定された物性は下記の表2に整理した。
【0069】
(a)原糸/織物の強靭性(Toughness)
下記の計算式1によって強靭性(Toughness、J/m3)値を計算した。
【0070】
【数3】
・・・(計算式1)
【0071】
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。この時、織物の強靭性は、コーティング処理前のコーティングされていない織物で測定した。
【0072】
(b)引裂強度
コーティング処理前のコーティングされていない織物及びコーティング処理後のコーティングされた織物を使用して、各々の試片から横75mm×縦200mmを裁断した後、前記試片の上側及び下側各々を米国材料試験協会規格ASTM D 2261 TONGUEによる装置の上段及び下段の挟持装置面(jaw face)の左右空間の間に位置させて、前記挟持装置面(jaw face)の間隔は76mm/min基準で、300mm/minの速度で非コーティング織物及びコーティング織物の引裂強度を各々測定した。
【0073】
(c)引張強度及び切断伸度
コーティング処理前のコーティングされていない織物から試片を裁断して、米国材料試験協会規格ASTM D 5034による引張強度測定装置の下部クランプに固定し、上部クランプを上に移動させながらエアバッグ織物の試片が破断される時の強度及び伸度を測定した。
【0074】
(d)経糸及び緯糸方向の織物収縮率
米国材料試験協会規格ASTM D 1776により経/緯糸方向の織物収縮率を測定した。まず、コーティング処理前のコーティングされていない織物から試片を裁断した後、経糸及び緯糸方向に収縮前の長さである20cmを表示して、149℃で1時間チェンバで熱処理した試片の収縮した長さを測定し、経糸方向及び緯糸方向の織物収縮率{(収縮前の長さ−収縮後の長さ)/収縮前の長さ×100%}を測定した。
【0075】
(e)剛軟度
コーティング処理前のコーティングされていない織物に対して米国材料試験協会規格ASTM D 4032による剛軟度測定装置を利用してサーキュラーべンド(Circular Bend)法で織物の剛軟度を測定した。また、剛軟度測定法としてケンチレバー法を適用することもでき、織物にベンディングを与えるために一定の角度の傾斜を与えた試験台であるケンチレバー測定機器を利用して、織物のベンディングの長さの測定を通して剛軟度を測定することもできる。
【0076】
(f)厚度
米国材料試験協会規格ASTM D 1777によってコーティング処理前のコーティングされていない織物の厚度を測定した。
【0077】
(g)空気透過度
米国材料試験協会規格ASTM D 737によってコーティング処理前のコーティングされていない織物を20℃、65%RH下で1日以上放置した後、ΔPが各々125pa及び500paの圧力の空気が38cm2の円形断面を通過する量を測定して、静的空気透過度で示した。
また、ASTM D 6476によって動的空気透過度試験器(TEXTEST FX 3350Dynamic Air Permeability Tester)を使用して、前記非コーティング織物の動的空気透過度を測定して示した。
【0078】
【表2】
【0079】
比較例1〜5
下記の表3に記載された条件を除いては、実施例1〜5と同様な方法により、比較例1〜5のエアバッグ用ポリエステル織物を製造した。
【0080】
【表3】
【0081】
前記比較例1〜5により製造されたポリエステル織物に対する物性を下記の表4に整理した。
【0082】
【表4】
【0083】
また、前記実施例1によるポリエステル原糸及びこれを含む織物の強伸度グラフを図2及び3に示し、比較例3によるポリエステル原糸及びこれを含む織物の強伸度グラフを図4及び5に示した。
【0084】
前記表2及び4に示したように、本発明により特定の範囲の強靭性を有する高強力高伸率低モジュラスのポリエステル原糸を使用して、特定の範囲の強靭性及び引裂強度を有する実施例1〜5のエアバッグ用ポリエステル織物は、既存のポリエステル原糸を使用した比較例1〜5のエアバッグ用織物に比べて織物収縮率及び剛軟度、空気透過度などで優れた物性を有することが分かる。
【0085】
特に、実施例1〜5のエアバッグ用ポリエステル織物は、3.6乃至5.6kJ/m3の強靭性及び34乃至40kgfの引裂強度を有することによって、織物収縮率が0.7%乃至0.3%と非常に優れた特性を有することが分かる。これと同時に、前記実施例1〜5のエアバッグ用ポリエステル織物は、剛軟度が0.35乃至0.95kgf水準で、優れた形態安定性、機械的物性と共に、優れたホールディング性、収納性を有することが確認される。しかし、低強度、低伸率、高い単糸繊度、高いモジュラス(Young’s modulus)を有するポリエステル原糸を使用した比較例1〜5のエアバッグ用織物の場合、強靭性は2.5乃至2.9kJ/m3であり、引裂強度は21乃至24kgfであるため、エアバッグ用織物の剛軟度が1.8乃至2.3kgfと非常に硬い状態になって折り畳みにくくなることによって、収納性が低下する。同時に、前記比較例1〜5のエアバッグ用織物は、空気透過度測定値が高く、特に、動的空気透過度が1,800乃至1,950mm/sで、エアバッグ用織物の気密性が顕著に低いことが分かる。このように、比較例1〜5のエアバッグ用織物は、実施例1〜5のエアバッグ用織物に比べて全て高い値を示すことが分かり、これによって、実際にエアバッグ用織物に適用するには問題点が多いことが確認された。
【0086】
また、図2及び3に示したように、実施例1によるエアバッグ用原糸及びこれを含むポリエステル織物は、強伸度グラフで高い強靭性と低いモジュラスを示すことによって、エアバッグの展開時に、高温高圧のインフレータガスのエネルギーを吸収することができる能力が優れていて、エアバッグクッションの気密性(packaging)の側面からも、優れた長所を確保することができる。反面、図4及び5に示したように、比較例3によるエアバッグ用原糸及びこれを含むポリエステル織物は、強伸度グラフで低い強靭性及び高いモジュラスを示すことによって、エアバッグの展開時に、高温高圧のインフレータガスのエネルギーを吸収することができる能力が低いだけでなく、エアバッグクッションの気密性(packaging)も低くなることによって、エアバッグ用織物として使用するに適しないことが分かる。
【0087】
実験例1
前記実施例1〜5及び比較例1〜5で、コーティング工程を行わないエアバッグ用ポリエステル非コーティング織物を使用してエアバッグクッションを製造し、各々下記の表5に示したようにDAB(driver airbag)クッションアセンブリーまたはPAB(passenger airbag)クッションアセンブリーに車両用エアバッグを製作した。このように完成された車両用エアバッグに対して、3つの熱処理条件(常温:25℃×4hrオーブン放置、Hot:85℃×4hrオーブン放置、Cold:−30℃×4hrオーブン放置)下で展開テスト(static test)を実施した。 前記展開テスト(static test)の結果、織物破断、ピンホール(pin hole)、及び織物炭化現象が発生しない場合に「Pass」と評価し、織物破断、縫製部ピンホール(pin hole)、または織物炭化現象のうちのいずれか一つでも発生した場合には「Fail」と評価した。
【0088】
前記実施例1〜5及び比較例1〜5のエアバッグ用ポリエステル非コーティング織物を使用して製造されたエアバッグクッションに対する展開テスト(static test)の結果を下記の表5に示した。
【0089】
【表5】
【0090】
前記表5に示したように、本発明により特定の範囲の強靭性を有する高強力高伸率低モジュラスのポリエステル原糸を使用して、特定の範囲の強靭性及び引裂強度を有する実施例1〜5のエアバッグ用ポリエステル織物を含む車両用エアバッグに対して各々3つの熱処理温度条件下でオーブンに放置した後、展開テストを行った結果、織物破断、縫製部ピンホール(pin hole)、及び織物炭化現象などが発生せずに、全て車両用エアバッグとして優れた性能を有することが分かる。
【0091】
反面、既存のポリエステル原糸を使用した比較例1〜5のエアバッグ用織物を含む車両用エアバッグに対する展開テストの結果では、エアバッグの展開時に、織物破断、縫製部ピンホール(pin hole)、織物炭化現象などにより、各クッションが「Fail」と評価されて、実際にエアバッグとして使用不可能であることが分かる。特に、比較例1〜3の織物を含むDAB(driver airbag)クッションアセンブリーに対する展開テストでは、クッションの外側縫い代部で織物破断が発生し、比較例4の場合には、インフレータの入口部で織物破断が発生し、比較例5の場合には、メインパネルの縫い代部で織物破断が発生した。また、このような比較例1〜5の織物を含む車両用エアバッグに対する展開テストで、織物破断は、縫製部ピンホール(pin hole)の発生及び織物炭化現象の発生などに起因して共に発生したことを確認することができた。したがって、比較例1〜5のエアバッグ用織物は、実際に車両用エアバッグクッションに適用する時に、エアバッグの破裂などによってエアバッグ機能に大きな危険をもたらすようになる。
【特許請求の範囲】
【請求項1】
下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、
下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfである、エアバッグ用ポリエステル織物。
【数1】
・・・(計算式1)
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
【請求項2】
米国材料試験協会規格ASTM D 4032方法による剛軟度が1.5kgf以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項3】
米国材料試験協会規格ASTM D 737方法による静的空気透過度は、ΔPが125paである時には10.0cfm以下であり、ΔPが500paである時には14cfm以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項4】
米国材料試験協会規格ASTM D 6476方法による動的空気透過度が1,700mm/s以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項5】
前記織物は、単糸繊度が2.9乃至6.0DPFであり、適用される原糸フィラメントが110本以上に形成されたポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項6】
前記織物は、引張強度が8.3g/de以上であり、切断伸度が14%乃至24%、及び乾熱収縮率が1.0%乃至6.5%であるポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項7】
前記織物は、ASTM D 885方法で測定したモジュラス(Young’s modulus)が伸度1%では60乃至100g/deであり、伸度2%では20乃至60g/deであるポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項8】
前記織物は、固有粘度が1.05乃至1.40dl/gであるポリエステルチップから製造されたポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項9】
前記織物は、粉末(powder)型シリコン、液状(liquid)型シリコン、ポリウレタン、クロロプレン、ネオプレンゴム、及びエマルジョン型シリコン樹脂からなる群より選択された1種以上のゴム成分でコーティングされている、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項10】
前記ゴム成分の単位面積当りコーティング量が20乃至200g/m2である、請求項9に記載のエアバッグ用ポリエステル織物。
【請求項11】
ポリエステル原糸でエアバッグ用生地を製織する段階、
前記製織されたエアバッグ用生地を精練する段階、及び
前記精練された織物をテンターリングする段階を含む、請求項1乃至請求項10のうちのいずれか一項によるエアバッグ用ポリエステル織物の製造方法。
【請求項12】
前記テンターリング段階で、熱処理温度は140乃至210℃である、請求項11に記載のエアバッグ用織物の製造方法。
【請求項13】
請求項1乃至請求項10のうちのいずれか一項によるエアバッグ用織物を含む、車両用エアバッグ。
【請求項14】
前記エアバッグは、フロンタルエアバッグまたはサイドカーテンエアバッグである、請求項13に記載の車両用エアバッグ。
【請求項1】
下記の計算式1で定義される強靭性(Toughness)が70乃至95J/m3であるポリエステル原糸を含み、
下記の計算式1で定義される織物の強靭性が3.5乃至6.0kJ/m3であり、米国材料試験協会規格ASTM D 2261 TONGUE方法で測定した引裂強度が18乃至30kgfである、エアバッグ用ポリエステル織物。
【数1】
・・・(計算式1)
前記計算式1で、Fはポリエステル原糸または織物の長さがdlだけ伸びる時に加えられる荷重を示し、dlはポリエステル原糸または織物の長さが伸びた長さを示す。
【請求項2】
米国材料試験協会規格ASTM D 4032方法による剛軟度が1.5kgf以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項3】
米国材料試験協会規格ASTM D 737方法による静的空気透過度は、ΔPが125paである時には10.0cfm以下であり、ΔPが500paである時には14cfm以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項4】
米国材料試験協会規格ASTM D 6476方法による動的空気透過度が1,700mm/s以下である、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項5】
前記織物は、単糸繊度が2.9乃至6.0DPFであり、適用される原糸フィラメントが110本以上に形成されたポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項6】
前記織物は、引張強度が8.3g/de以上であり、切断伸度が14%乃至24%、及び乾熱収縮率が1.0%乃至6.5%であるポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項7】
前記織物は、ASTM D 885方法で測定したモジュラス(Young’s modulus)が伸度1%では60乃至100g/deであり、伸度2%では20乃至60g/deであるポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項8】
前記織物は、固有粘度が1.05乃至1.40dl/gであるポリエステルチップから製造されたポリエステル原糸を含む、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項9】
前記織物は、粉末(powder)型シリコン、液状(liquid)型シリコン、ポリウレタン、クロロプレン、ネオプレンゴム、及びエマルジョン型シリコン樹脂からなる群より選択された1種以上のゴム成分でコーティングされている、請求項1に記載のエアバッグ用ポリエステル織物。
【請求項10】
前記ゴム成分の単位面積当りコーティング量が20乃至200g/m2である、請求項9に記載のエアバッグ用ポリエステル織物。
【請求項11】
ポリエステル原糸でエアバッグ用生地を製織する段階、
前記製織されたエアバッグ用生地を精練する段階、及び
前記精練された織物をテンターリングする段階を含む、請求項1乃至請求項10のうちのいずれか一項によるエアバッグ用ポリエステル織物の製造方法。
【請求項12】
前記テンターリング段階で、熱処理温度は140乃至210℃である、請求項11に記載のエアバッグ用織物の製造方法。
【請求項13】
請求項1乃至請求項10のうちのいずれか一項によるエアバッグ用織物を含む、車両用エアバッグ。
【請求項14】
前記エアバッグは、フロンタルエアバッグまたはサイドカーテンエアバッグである、請求項13に記載の車両用エアバッグ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−524845(P2012−524845A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−507156(P2012−507156)
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/KR2010/002534
【国際公開番号】WO2010/123298
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/KR2010/002534
【国際公開番号】WO2010/123298
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
[ Back to top ]