
エアバッグ
【課題】本発明の目的は、近年のコンパクト化されたインフレーターから発生する、高出力で高温のガスによってエアバッグ縫製部から漏れ出すガス量を低減すると共に、高温のガスに耐え得る機械的特性を有するエアバッグを提供することである。
【解決手段】前記課題を解決することができた本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度、との差が、経糸方向及び緯糸方向ともに、0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【解決手段】前記課題を解決することができた本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度、との差が、経糸方向及び緯糸方向ともに、0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両衝突時に乗員の安全を確保するためのエアバッグに関し、より詳しくは、近年のコンパクト化されたインフレーターによる高出力、かつ高温のガスに耐え得る機械的特性を有しながら、縫製部からのガス漏れ量が低減されるエアバッグに関するものである。
【背景技術】
【0002】
近年、エアバッグは、車両衝突時における乗員保護のための安全装備として広く普及してきている。エアバッグ用の基布としては、織物にシリコーンゴム等を表面コートしたものが使用されてきた。ところが、この様な表面コート織物を用いたエアバッグは、コーティング処理により少なからぬコストアップを招き、しかも重く、厚くなるという欠点があるため、最近では表面コートを行わないノンコート織物を用いたエアバッグ、いわゆるノンコートエアバッグの検討が進められ、その一部は実用化され始めている。
【0003】
また、近年、エアバッグ自体の軽量化・コンパクト化が要求されている。そのため、インフレーターもコンパクト化が要求される。しかしながら、インフレーターのコンパクト化は、発生するガスの高出力化・高温化をもたらし、エアバッグ自体が受ける展開時のガスによる圧力が高くなる傾向にある。ところが、展開時の圧力が高くなると、エアバッグの基布、特に縫製部からのガス漏れが大きくなり、エアバッグとしての性能を満たせないという問題がある。この問題を解決するために、様々なエアバッグが提案されている(例えば、特許文献1〜4)。
【0004】
特許文献1の技術は、縫製部における針穴からのガス漏れに着目して、基布の繊度、密度、合成樹脂のコート量等を調整することにより、展開時および乗員を受け止める時に想定される圧力における縫製部の通気度を調整するものである。しかし当該特許文献1には、縫製部の通気度は、基布からなる本体部の通気度に影響されることが示されているのみであり、縫製部自体の通気度を調整する方法については開示されていない。
【0005】
特許文献2には、縫製部の目開きによるガス漏れやバーストなどに着目して、縫製部に補助織物が一体に縫製されたエアバッグが記載されている。当該エアバッグにより、縫製部における通気度が低減され、低繊度の基布においても展開時のバーストを抑制することが可能となる。しかし、補助織物を一体縫製することによる作業の煩雑さやエアバッグの質量増加、コストアップなどのデメリットから、当該エアバッグは実用化が困難なものであった。
【0006】
特許文献3には、カバーファクター、引張強力、滑脱抵抗力の3つの指標が特定の範囲に規定されたエアバッグ基布が記載されている。しかし、当該エアバッグ基布は、比較的高い繊度の糸(400dtex以上)を使用し、カバーファクターをできるだけ高めることにより、滑脱抵抗力の向上や目ズレの低減を達成するものであるが、特に基布の繊度が高いことによる、展開時における基布の伸度と縫製部の伸度とが所定の範囲となる基布に関しては全く検討されていない。
【0007】
また、特許文献4には、非常に低繊度の基布(110〜185dtex)を、低繊度の縫製糸により緻密なピッチで縫製されたエアバッグが開示されている。このエアバッグは、目ズレ量を低減しながら、軽量且つコンパクトなものであるが、低繊度の基布を使用したため、コンパクト化されたインフレーターから発生する、高出力で高温のガスに耐え得るものではなかった。
【0008】
なお、特許文献5および特許文献6には、それぞれ長方形断面または扁平断面の単糸を有する繊維を用いたノンコートエアバッグ用基布が記載されている。これらの基布は、単糸断面の扁平度およびその表面凹凸率、並びに紡糸油剤量などを規定し、繊維同士間の摩擦係数を向上させることにより、糸の表面の滑りやすさを制御し、縫製部の目ズレの改善を達成するものである。しかし、これらの特許文献にはエアバッグ展開時の「基布」と「縫製糸」の伸度の関係を特定することによる縫製部の目ズレ、特に基布の繊度が高いことによる、展開時における基布の伸度と縫製部の伸度とが所定の範囲となる基布に関しては全く検討されていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001−71850号公報
【特許文献2】特開2005−14841号公報
【特許文献3】特開2006−16707号公報
【特許文献4】特開2001−301557号公報
【特許文献5】特開2002−293209号公報
【特許文献6】特開2003−55861号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の問題を背景になされたものであり、その目的は、近年のコンパクト化されたインフレーターから発生する、高出力で高温のガスによって基布本体の熱力学特性を高めながら、エアバッグ縫製部から漏れ出す高温のガスに耐え得る機械的特性を有する、エアバッグを提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を鋭意検討した結果、エアバッグ展開時の「基布」と「縫製糸」の動きに着目し、縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度B(%)、との差を特定の範囲に制御することにより、縫製部のガスもれの原因となる、基布と縫製糸の間に生じる目ズレを抑制でき、エアバッグの展開性能が大きく改善できることを見出して、本発明を完成するに至った。特に伸度B(%)が経緯方向とも2%未満であると低コストインフレーターに対してさらに好ましいことが分かった。
【0012】
すなわち、本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(単位:%)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度B(単位:%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【0013】
前記の特定の張力下での縫製糸と基布の伸度差(A−B)を、経糸方向及び緯糸方向ともに0〜5.0%の範囲に制御することで、エアバッグ展開時の内圧において、基布の動きに対して縫製糸が追随できる。そのため、針穴の目ズレが生じにくい。また、この構成とすることで、エアバッグ展開初期時に相当する40kPaでの縫製部の通気量を50mm/cm/sec未満とすることができる。
【0014】
本発明のエアバッグの基布は、カバーファクター(CF)が2050〜2400であることが好ましい。また、前記基布は、総繊度が350〜1100dtexのマルチフィラメントで構成され、かつ前記縫製糸の繊度が630〜2400dtexであることが好ましい。さらに、前記マルチフィラメントを構成するモノフィラメントは丸断面であることが好ましい。なお、前記基布及び縫製糸が、ポリアミドまたはポリエチレンテレフタレートから構成されてなることが好ましい。前記基布の目付が170〜250g/m2であることが好ましい。前記縫製ピッチが2.0〜6.7目/cmの範囲にあることが好ましい。
【0015】
前記のように、基布の繊度、カバーファクターなどを所定の範囲とすることで、エアバッグの収納性を確保すると共に、コンパクト化されたインフレーターから発生する、高出力で高温のガスに耐え得る機械的特性も保持することができる。
【発明の効果】
【0016】
本発明によれば、コンパクト化されたインフレーターから、高出力で高温のガスが発生する場合であっても、エアバッグ縫製部から漏れ出すガス量を低減することができる。さらに、エアバッグ本体布が高温のガスに耐え得る機械的特性を有しながら、軽量で収納性の良いエアバッグを提供することができる。
【図面の簡単な説明】
【0017】
【図1】エアバッグの縫製部におけるガス漏れの位置を示す概略説明図である。
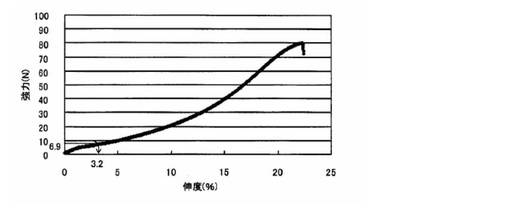
【図2】実施例、比較例の縫製糸の伸度と強力の関係を示すグラフである。
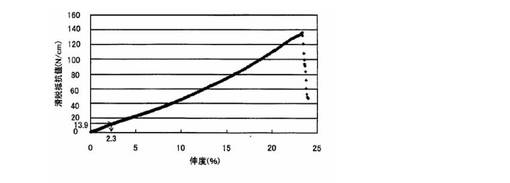
【図3】実施例、比較例の基布(タテ方向)の伸度と滑脱抵抗値の関係を示すグラフである。
【発明を実施するための形態】
【0018】
本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が50mm/cm/sec未満であることを特徴とする。特に伸度B(%)が経緯方向とも2%未満であると低コストインフレーターに対してさらに好ましいことが分かった。
まず、本発明のエアバッグ用基布について具体的に説明する。
【0019】
本発明のエアバッグ用基布は、コートされたものでも良く、ノンコートのものでも構わないが、コーティング処理によるエアバッグのコストアップ、収納性悪化などの欠点を克服するために、合成樹脂などによる表面コートが行われないものが好ましい。
【0020】
本発明のエアバッグ用基布に使用し得る素材としては、ナイロン6・6、ナイロン6、ナイロン12、ナイロン4・6、ナイロン6とナイロン6・6の共重合体、ナイロン6にポリアルキレングリコールや、ジカルボン酸、アミンなどを共重合した共重合体、などのポリアミド繊維;ポリエチレンテレフタレートやポリブチレンテレフタレートなどのホモポリエステル繊維、ポリエステルの繰り返し単位を構成する酸成分にイソフタル酸、5−ナトリウムスルホイソフタル酸またはアジピン酸などの脂肪族ジカルボン酸などを共重合した共重合体、などのポリエステル繊維;パラフェニレンテレフタルアミドと芳香族エーテルとの共重合体に代表されるアラミド繊維;レーヨン繊維;ポリサルフォン系繊維;超高分子量ポリエチレン繊維;および上記合成繊維を主体とする海島構造を有する高分子配列体繊維から構成されるものが用いられる。これらの中でもポリアミド繊維、ポリエチレンテレフタレート繊維が好ましく、ナイロン6・6、ナイロン6などのポリアミド繊維が耐衝撃性の面から特に好ましい。
【0021】
また、かかる繊維には、原糸の製造工程や加工工程での生産性あるいは特性改善のために通常使用されている各種添加剤を含んでもよい。例えば、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤などを含有せしめることができる。
【0022】
本発明のエアバッグ用基布を構成するマルチフィラメントの総繊度は、基布の引張強力および引裂強力の点から、350dtex以上であることが好ましく、420dtex以上であることがより好ましく、470dtex以上であることがさらに好ましい。また、基布の柔軟性、エアバッグの収納性の点から、1100dtex以下であることが好ましく、950dtex以下であることがより好ましく、840dtex以下であることがさらに好ましい。マルチフィラメントの総繊度を前記範囲とすることで、高温インフレーターによる本体布のダメージを受けにくくかつ収納性に優れたエアバッグを得ることができる。
【0023】
前記マルチフィラメントの引張強度は、機械的特性から大きい方が良く、7.0cN/dtex以上であることが好ましく、7.5cN/dtex以上であることがより好ましく、8.0cN/dtex以上であることがさらに好ましい。また、引張強度の上限については、特に制限を設けないが、ナイロン6・6繊維を使用した場合、10.0cN/dtex以下であることが好適である。
【0024】
前記マルチフィラメントの破断伸度に関しては、15%以上であることが好ましい。エアバッグ用基布は、経糸方向、緯糸方向や、斜め方向での伸びが異なる。マルチフィラメントの破断伸度が15%以上であると、エアバッグ展開時に伸びが少ない部分への応力が集中しにくくなり、エアバッグを展開した際に内圧を所定の範囲に維持することができる。前記マルチフィラメントの破断伸度は、より好ましくは18%以上、さらに好ましくは20%以上である。破断伸度は比較的高い方が好ましいが、実用上は、30%以下、より好ましくは25%以下である。
【0025】
前記マルチフィラメントの沸水収縮率は、通気度を低減させる点から、5%以上であることが好ましく、8%以上であることがより好ましい。収縮率が高すぎると収縮加工後の布帛の厚みが厚くなる可能性があり、コンパクト性の点から、15%以下であることが好ましく、12%以下であることがより好ましい。沸水収縮率を前記範囲とすることで、後記の収縮処理により、低通気度でコンパクトなエアバッグ用基布を得ることができる。
【0026】
前記マルチフィラメントは、実質的に無撚糸あるいは甘撚糸であることが好ましく、より好ましくは無撚糸である。マルチフィラメントが、実質的に無撚糸あるいは甘撚糸であると、モノフィラメントの拡がりが阻害されず、基布の通気度を低くすることができる。
【0027】
前記マルチフィラメントを構成するモノフィラメントの繊度は、特に限定されないが、紡糸操業性を確保すると共に、エアバッグの収納性をも確保する点を考慮すると、6.0dtex以下であることが好ましく、4.0dtex以下であることがより好ましく、3.5dtex以下であることがさらに好ましい。また、1.0dtex以上であることが好ましく、2.0dtex以上であることがより好ましく、2.4dtex以上であることがさらに好ましい。
【0028】
なお、紡糸技術の容易さと糸の品質の観点からは、前記モノフィラメントの断面は丸断面であることが好ましい。丸断面のモノフィラメントの場合、扁平断面や四角断面等の異型断面のモノフィラメントと比べ、紡糸が容易で、所定の原糸強力が得られやすい。また、丸断面のモノフィラメントの場合、製織時およびエアバッグを折り畳む際に、糸の断面が所定の方向に整然と揃うため、所望する低通気度が得られやすい。さらに、原糸強力を高めるために延伸を行っても、原糸毛羽が発生しにくく、良好な品位の糸が得られる。
【0029】
本発明のエアバッグ用基布の織密度に関しては、マルチフィラメントの繊度との組み合わせ、すなわちカバーファクター(CF)で考えればよい。前記基布の織密度は、35〜65本/インチの範囲が好適である。エアバッグ用基布として必要な低通気度や滑脱抵抗値を考慮すると、CFは1700以上であることが好ましく、より好ましくは1900以上、さらに好ましくは2000以上である。また、基布の強力物性、低通気度、基布質量、収納性の点から、CFは2500以下であることが好ましく、より好ましくは2300以下であり、2200以下がさらに好ましい。なお、CFは下記の式により計算した。
CF=(A×0.9)1/2×(W1)+(B×0.9)1/2×(W2)
式中、AおよびBは経糸および緯糸の太さ(dtex)を示し、W1およびW2は経密度および緯密度(本/インチ)を示す。
【0030】
本発明のエアバッグ用基布の目付は、基布の強力とコンパクト性の点から、170g/m2以上であることが好ましく、190g/m2以上であることがより好ましく、200g/m2以上であることがさらに好ましい。また、エアバッグの耐熱性や収納性の点から、250g/m2以下であることが好ましく、240g/m2以下であることがより好ましく、230g/m2以下であることがさらに好ましい。基布の目付を前記範囲とすることで、エアバッグ用基布として耐熱性、強力とコンパクト性を兼ね備えたものを得ることができる。
【0031】
本発明のエアバッグ用基布の引張強度は、機械的特性の点から、600N/cm以上であることが好ましく、650N/cm以上であることがより好ましい。また、引張強度の上限については、特に制限を設けないが、使用するマルチフィラメントの繊度、強力、及び基布の織密度の関係から1000N/cm以下であることが好ましく、900N/cm以下であることがより好ましい。
【0032】
また、エアバッグ用基布の破断伸度は、23%以上であることが好ましい。エアバッグ用基布は、経糸方向、緯糸方向や、斜め方向での伸びが異なる。そのため、エアバッグ用基布の破断伸度が23%以上であると、エアバッグ展開時に伸びが少ない部分への応力が集中しにくくなり、所定の展開内圧を維持することができる。エアバッグ用基布の破断伸度は、より好ましくは25%以上、さらに好ましくは26%以上である。破断伸度は比較的高い方が好ましいが、実用上は40%以下、より好ましくは38%以下、さらに好ましくは35%以下である。
【0033】
本発明のエアバッグ用基布は、軽量、コンパクト化の点から、ASTM D6478に規定される収納性試験において、収納性が3000cm3以下であることが好ましく、2800cm3以下であることがより好ましく、2600cm3以下であることがさらに好ましく、2400cm3以下であることが特に好ましい。軽量、コンパクト化の点から、収納性の下限は特に限定されないが、通常用いられる基布としては、1700cm3以上が好ましく、1900cm3以上がより好ましく、2100cm3以上がさらに好ましい。
【0034】
本発明のエアバッグ用基布の織組織としては、平織、綾織、繻子織、及びこれらの変化組織などが挙げられるが、機械的特性に優れることから平織が好ましい。
【0035】
なお、本発明のエアバッグ用基布の製造工程において使用する織機については、特に限定されるものではなく、例えばウォータージェットルーム、エアジェットルーム、レピアルーム、プロジェクタイルルーム等が使用可能である。織生産性、原糸への損傷の低減、経糸の糊剤不要等を考慮すると、ウォータージェットルーム、エアジェットルームが特に好適である。また、加工時の原糸油剤、整経油剤の脱落を容易にするためには、製織時に水によってその殆どを除却することができるウォータージェットルームが、精練工程の簡略化ができる点から最も好ましい。
【0036】
エアバッグ用基布の製造工程における収縮処理の加熱温度は特に限定されるものではなく、通常80〜200℃であり、より好ましくは160℃以下である。
【0037】
また、前記収縮処理の装置は、ヒートセッター、沸水バス等が挙げられ、特に限定されるものではないが、低通気度が達成できる点から、縦及び横のオーバーフィードが2〜15%程度可能な装置を用いることが好ましい。
【0038】
次に、本発明のエアバッグの縫製部について具体的に説明する。
【0039】
縫製部の縫製糸に使用し得る素材としては、ナイロン6、ナイロン6・6、ナイロン12、ナイロン4・6、ナイロン6とナイロン6・6との共重合体、ナイロンにポリアルキレングリコール、ジカルボン酸やアミン類などを共重合した共重合体などからなるポリアミド繊維;ポリエチレンテレフタレートやポリブチレンテレフタレートなどのホモポリエステル繊維、ポリエステルの繰り返し単位を構成する酸成分にイソフタル酸、5−ナトリウムスルホイソフタル酸またはアジピン酸などの脂肪族ジカルボン酸などを共重合した共重合体などからなるポリエステル繊維;パラフェニレンテレフタルアミドと芳香族エーテルとの共重合体などに代表されるアラミド繊維;レーヨン繊維;超高分子量ポリエチレン繊維;パラフェニレンサルフォンやポリサルフォンなどのサルフォン系繊維;ポリエーテルケトン繊維;炭素繊維;ガラス繊維などを使用することができる。これらの中でもポリアミド繊維、ポリエチレンテレフタレート繊維が好ましく、ナイロン6・6、ナイロン6などのポリアミド繊維が耐衝撃性の面から特に好ましい。
【0040】
また、かかる繊維には、原糸の製造工程や加工工程での生産性あるいは特性改善のために通常使用されている各種添加剤を含んでもよい。例えば、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤などを含有せしめることができる。
【0041】
前記縫製部に用いられる縫製糸の繊度は、特に限定されないが、必要な縫製部強力を確保する点から、700dtex以上であることが好ましく、840dtex以上であることがより好ましく、960dtex以上であることがさらに好ましい。また、縫製糸が太くなると耐熱性と強度は好ましくなるが、縫製部の厚みが厚くなるため、厚みの点から、2400dtex以下であることが好ましく、1850dtex以下であることがより好ましく、1400dtex以下であることがさらに好ましい。
【0042】
前記縫製糸の引張強度は、機械的特性の点から、6.0cN/dtex以上であることが好ましく、6.5cN/dtex以上であることがより好ましく、7.0cN/dtex以上であることがさらに好ましい。縫製糸の引張強度が6.0cN/dtex以上であると、エアバッグ展開時に強力不足による縫製糸の断裂を抑制することができる。その結果、縫製部からガス漏れが生じにくくなるため、エアバッグとしての必要な内圧保持性能を維持できる。また、引張強度の上限については、特に制限を設けないが、ナイロン6・6繊維を使用した場合、10cN/dtex以下であることが好ましく、9.5cN/dtex以下であることがより好ましく、9.0cN/dtex以下であることがさらに好ましい。
【0043】
前記縫製糸の破断伸度に関しては、25%以上であることが好ましい。縫製糸の破断伸度が25%以上であると、エアバッグ展開時の膨張した基布に縫製糸が追従でき、針穴からのガス漏れを抑えられるため、所定の展開内圧を維持できる。縫製糸の破断伸度は、より好ましくは28%以上、さらに好ましくは30%以上である。破断伸度は比較的高い方が好ましいが、実用上45%以下、より好ましくは40%以下、さらに好ましくは38%以下である。
【0044】
前記縫製糸の製造方法については、特に限定されないが、縫製糸自体の伸度を高める方策が好ましく採用される。例えば、1400dtexの縫製糸を製造する場合、1400dtexの糸を縫製糸として加工したものでも構わないがその際に50T/m以上、より好ましくは100T/m以上さらに好ましくは150T/m以上の撚糸を行い、糸の見かけの伸度を高めることが好ましい。このような構成にすることにより、太い繊度であってもエアバッグ展開時に生じる応力下での伸度が大きくなり、エアバッグの縫製部からの漏れが小さくなる。撚糸数は高い方が見かけの伸度は高くなるが、高すぎるとスナ−ル等が発生し作業性が良くないため好ましくない。好ましくは300T/m以下、より好ましくは250T/m以下さらに好ましくは200T/m以下である。これは、470dtexの糸を3本撚り合わせて1400dtex相当の縫製糸とする場合も同様である。さらにPOY等を用いて縫製糸としても構わない。縫製糸の着色の有無、及び樹脂加工の有無は特に問わない。
【0045】
なお、縫製部における縫製糸の縫製方法は、特に制限されるものではなく、使用する基布、エアバッグ仕様、要求される取り付け口強度などに応じて選定すればよい。例えば、本縫い、環縫い、二重環縫い、オーバーロック縫い等が挙げられる。中でも、本縫い、二重環縫いが、作業性の良さ、縫製部強度の向上、縫製部からのガス漏れの低減などの点から好適に用いられる。
【0046】
縫製ピッチも特に制限されるものではなく、縫製部からの通気量及び縫製部の強度のバランスから縫製ピッチを選択すればよい。縫製ピッチは、2.0目/cm以上であることが好ましく、2.5目/cm以上であることがより好ましく、3.3目/cm以上であることがさらに好ましい。縫製ピッチが2.0目/cm以上であると、基布の合わせ部からのガス漏れ量を低減できる。また、縫製ピッチは、6.7目/cm以下であることが好ましく、5.6目/cm以下であることがより好ましく、4.5目/cm以下であることがさらに好ましい。縫製ピッチが6.7目/cm以下であると、運針が早く、作業性が良好になる。さらに、針穴の数も少ないため、通気度を良好にすることができる。
【0047】
以下、本発明のエアバッグについて具体的に説明する。
【0048】
本発明のエアバッグは、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【0049】
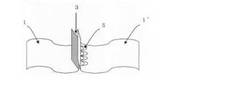
エアバッグ展開時の縫製部からのガス漏れの原因については、(i)基布の合わせ部における目開き、および(ii)縫製部の針穴における目ズレが想定される。図1は、エアバッグの縫製部におけるガス漏れの位置を示す概略説明図であり、基布1、1’の合わせ部3および縫製部の針穴5からガス漏れがよく発生すると想定される。
【0050】
なお、運転席用のエアバッグを例として、エアバッグ展開時の基布表面にかかる張力fは次のように求められる。即ち、エアバッグの容積を60Lとし、エアバッグの形状が球状であると仮定する場合、エアバッグの半径rはおよそ25cmと計算される。エアバッグ展開時の内圧pを50kPaと想定すると、基布表面にかかる張力fはf=rp/2で示され、62.5N/cmと計算される。また、縫製部における縫製ピッチをa(目/cm)とすれば、エアバッグ展開時に縫製1目において2本の縫製糸が張力を受けるため、縫製糸に付与される張力Eは、下記式で計算される。
E(N/本)=62.5/2a(即ち、31.3/a)
【0051】
本発明者らは、収納性の良い低繊度基布を用いた場合、展開時の基布の伸張により生じた針穴の目ズレが縫製部のガス漏れに大きく寄与することを見出して、展開時の内圧下(即ち、基布表面にかかる張力が62.5N/cmである時)において、縫製糸の伸度を基布の伸長に追随するように調整すれば、針穴の目ズレによるガス漏れを抑制できると考えた。
【0052】
本発明のエアバッグは、前記知見に基づいて完成されたものである。即ち、本発明のエアバッグにおいて、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあることが必要である。伸度差(A−B)の値は、好ましくは0〜4.8%、より好ましくは0〜4.5%である。伸度差(A−B)の値を前記範囲とすることで、エアバッグ展開時の内圧において基布の動きに対して縫製糸が追随して、針穴の目ズレが生じにくくなるため、針穴での縫製糸に起因する目ズレによるガス漏れを抑制することができる。なお、上糸と下糸の伸度が異なる場合、両者の伸度の平均値を伸度Aとした。
【0053】
一方、経糸方向または緯糸方向のいずれか一方の伸度差(A−B)の値が5.0%を超えると、エアバッグ展開時に針穴の目ズレは生じない(即ち、針穴からのガス漏れが増加しない)が、縫製糸の伸度が大きくなりすぎる。そのため、基布の合わせ部において目開きが大きくなり、合わせ部からの漏れ量が増加する。また、経糸方向または緯糸方向のいずれか一方の伸度差(A−B)の値が0%を下回ると(マイナス側)、エアバッグ展開時の基布の伸度よりも縫製糸の伸度が小さいため、基布の動きに対して縫製糸が追随できなくなる。その結果、針穴の目ズレが大きくなり、針穴からの漏れ量が増加する。
【0054】
本発明のエアバッグにおいては、ASTM D6476により測定したエアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることが必要である。この通気量は、48mm/cm/sec以下であることがより好ましく、45mm/cm/sec以下であることがさらに好ましい。エアバッグ展開初期時の40kPaでの縫製部の通気量が50mm/cm/sec未満であれば、エアバッグの展開初期時において、バランス良く展開することができる。
【0055】
なお、所定の張力Eでの伸度Bの調整に関して次に示す。伸度Bは基布の繊度、織構成、樹脂加工や油剤処理の有無により調整することが出来る。樹脂加工には、シリコーンゴムやクロロプレンゴム等を行う、いわゆるコーティング布も含まれる。近年使用が増えている低コストインフレーターは、発生するガスが高温になりやすく、従来使用されているエアバッグを構成する基布と縫製部では耐熱性が十分でないことが明らかになってきた。これにより基布本体や縫製部にダメージが生じ、エアバッグとしての性能を満たすことが難しくなってきている。この課題を解消するために、耐熱性に優れた基布、すなわち、繊度が350dtex以上の基布を使用することが好ましいが、この基布だけでは縫製部からの漏れを抑えることが出来ず、十分ではなかった。縫製部分からの通気度も考慮して本発明に到達したものである。
すなわち、耐熱性を高めるため、基布に使用される繊度が高い方が好ましいが、繊度が高い範囲で所定の織密度(所定の範囲のカバーファクター)であると、同じカバーファクターで繊度が細い糸を使用した布と比べ、伸度Bの値が小さくなる傾向になる。このため、縫製糸の伸度Aを調整する必要が生じる。縫製糸の伸度Aは大きくするほうが好ましいが、縫製糸の繊度を小さくすると展開時の圧力と高温ガスの影響により縫製糸が破断してしまい好ましくない。好ましい縫製糸の繊度は700dtex以上である。太い方が耐熱性と強度が高くなるため好ましいが、糸の伸度Aも小さくなる傾向になるため、伸度Aを高くするために、耐熱性と強度が許す範囲で、繊度の太さを変える、縫製糸を構成する原糸の強度−伸度の関係を変更する(具体的には糸製造時の紡糸条件や延伸条件を変更する)、あるいは縫製糸製造時の撚糸数や熱セット時の条件を変更する等を行うことが出来る。伸度Aの好適な範囲に関しては上述したように伸度Bとの関係で選択すれば良い。
【実施例】
【0056】
次に、実施例および比較例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。なお、実際のエアバッグ展開時のガス温度は明確ではないが、インフレーター出口の温度は1000℃以上であり、基布に対しては200℃近い温度となっている可能性もある。しかし、20℃で測定された縫製部の通気量の大小の傾向は高温下でも変わらないと考えられるので、便宜のため、実施例および比較例においては、常温下で縫製サンプルの通気性を評価した。
【0057】
本発明の実施例および比較例の各性能評価は次の方法により行った。
【0058】
<糸の繊度>
JIS L 1013 8.3により測定した。
【0059】
<糸の沸水収縮率>
JIS L 1013 沸水収縮率 B法(100度)により測定した。
【0060】
<糸の引張強度および破断伸度>
JIS L 1013 8.5により測定した。
【0061】
<基布の滑脱抵抗値>
ASTM D6479により測定した。
【0062】
<縫製糸と基布の伸度差>
縫製糸の伸度と強力の関係をJIS L 1013 8.5により測定した。この測定時に、伸度(%)と強力(N)の関係を記録させた(例えば、図2のような曲線を作成する)。この伸度(%)と強力(N)の関係を示す曲線から、エアバッグの縫製糸にかかる31.3/aの引張強力に対応する伸度を読み取り、伸度Aとした(例えば、図2では、縫製ピッチが4.5目/cm(実施例1)なので、縫製糸にかかる張力は、31.3/4.5、即ち6.9N/本と計算される。前記の曲線から引張強力が6.9Nに対応する伸度Aが3.2%であることを読み取る)。ここで、aは、縫製部における縫製ピッチである。
【0063】
また、基布の伸度と滑脱抵抗値の関係をASTM D6479により測定した。この測定時に、伸度(%)と滑脱抵抗値(N/5cm)の関係を記録させた。なお、前記滑脱抵抗値の単位をN/5cmからN/cmに換算して、伸度(%)と滑脱抵抗値(N/cm)の関係を示す曲線を作成した(例えば図3のようなグラフ)。得られた伸度(%)と滑脱抵抗値(N/cm)の関係を示す曲線から、エアバッグの基布にかかる62.5/aの滑脱抵抗値に対応する伸度を読み取り、伸度Bとした(例えば、図3では、縫製ピッチが4.5目/cm(実施例1)なので、基布のタテ方向にかかる張力は、62.5/4.5、即ち13.9N/目と計算される。前記の曲線から滑脱抵抗値が13.9N/cmに対応する伸度Bが2.3%であることを読み取る)。ここで、aは、縫製部における縫製ピッチである。
【0064】
前記縫製糸の伸度Aと基布の伸度Bとの差(A―B)を、「縫製糸と基布の伸度差」とした。
【0065】
<基布の引張強度および破断伸度>
JIS L 1096 8.12.1により測定した。
【0066】
<基布の織密度>
JIS L 1096 8.6.1により測定した。
【0067】
<基布の目付>
JIS L 1096 8.4により測定した。
【0068】
<収納性>
ASTM D6478により測定した。
【0069】
<縫製ピッチ>
縫製糸の中心値から隣の縫製糸の中心値までの長さを任意5箇所について測定し、その平均値を求めた。この平均値から1cmあたりの縫目の個数を換算した。
【0070】
<縫製部の通気量>
実施例、比較例の基布を20cm角で切り出し、経糸方向、緯糸方向を合わせた形で、実施例、比較例に記載の縫製糸、縫製方法でサンプルを作製した。このサンプルを用いて、ASTM D6476に準じて以下の条件で通気量の測定を行った。
strat volume:400cm3
初期圧:225kPa
通気性試験機:FX3350(テクステスト社製)
【0071】
なお、縫製部の厚みによる影響を除去するため、サンプルを厚さ2mm、直径8cmの円形状のシリコーンパッキンで挟みこんだ形で、上記条件下で「縫製部を含むサンプル全体の通気量」および「基布からなる本体部のみの通気量」を測定した。測定した圧力と通気速度との関係を、L5110評価プログラムLABODATA II(テクステスト社製)を用いてコンピューターに取り込み、得られた圧力−通気速度の関係から、エアバッグ展開初期時での40kPa時の通気量を求めた。
【0072】
40kPa時の「縫製部の通気量」は、40kPa時の「縫製部を含むサンプル全体の通気量」から40kPa時の「基布からなる本体部のみの通気量」の差を計算した後、縫製部の長さ(8cm)で割り返した値とした。
【0073】
<耐熱試験>
上記縫製部通気度試験と同じサンプルを作成し、机上においた。なお、拝み合わせた縫製部は机上面の上側とした。机上面の10cmの高さから垂直に300度の温度を有する熱風20秒間噴射させ、噴射後の基布のダメージを確認した。本体布、縫製部とも穴あきが無いものを○、本体布、縫製部いずれかに穴あきがあるものを△、本体布、縫製部ともに穴あきがあるものを×とした。
【0074】
実施例1
経糸、緯糸に繊度470dtex/72f、引張強度8.6cN/dtex、破断伸度20%、沸水収縮率9.5%のナイロン66フィラメント原糸(モノフィラメント断面は丸断面である)を用い、経緯とも55本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0075】
また、縫製糸として、上下糸とも繊度1260dtex、引張強度8.0cN/dtex、破断伸度29%のナイロン66糸を用い、環縫いで、縫製ピッチを4.0目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0076】
実施例2
経糸、緯糸に繊度700dtex/144f、引張強度8.3cN/dtex、破断伸度19%、沸水収縮率9.6%のナイロン66フィラメント原糸(モノフィラメント断面は丸断面である)を用い、経緯とも43本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0077】
また、縫製糸として、上下糸とも繊度2520dtex、引張強度7.8cN/dtex、破断伸度31%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0078】
比較例1
経糸、緯糸に繊度350dtex/108f、引張強度8.6cN/dtex、破断伸度20%、沸騰水収縮率9.0%のナイロン66フィラメントの原糸(モノフィラメント断面は丸断面である)を用い、経緯とも59本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0079】
また、縫製糸として、上下糸とも繊度1400dtex、引張強度8.3cN/dtex、破断伸度21%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0080】
比較例2
経糸、緯糸に繊度235dtex/72f、引張強度8.1cN/dtex、破断伸度19%、沸騰水収縮率8.9%のナイロン66フィラメントの原糸(モノフィラメント断面は丸断面である)を用い、経緯とも71本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0081】
また、縫製糸として、上下糸とも繊度630dtex、引張強度7.6cN/dtex、破断伸度32%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0082】
【表1】

【0083】
実施例1、2の基布は、良好な機械的特性を有していた。また、これらの基布を用いた縫製サンプルのいずれも、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度、との差が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であった。従って、実施例1、2の基布および縫製糸を用いたエアバッグは、良好な機械的特性を有した。さらに、耐熱試験の結果からも良好なものであった。このように高い圧力が生じるインフレーターを用いても縫製部での目ズレが生じにくく、かつ耐熱性が良いため、エアバッグ展開初期時点での縫製部からのガス漏れも少なく、バランスよく展開できるものと期待できる。
【0084】
一方、比較例1の縫製サンプルは、縫製部の伸度が低すぎるため、また、比較例2の縫製サンプルは縫製糸の伸度が高すぎるため、40kPa時に経糸方向を縫製した縫製部からの通気量がいずれも50mm/cm/secを超えた。従って、比較例1、2の基布および縫製糸を用いたエアバッグは、針穴の目ズレが起こりやすいものであり、エアバッグ展開初期時点に縫製部からのガス漏れが多く、バランスよく展開できないものと考えられる。
【産業上の利用可能性】
【0085】
本発明によれば、展開時の「基布」と「縫製糸」の伸度差を所定範囲に最適化させ、エアバッグ展開初期時点の内圧における縫製部の通気量を低く維持することで、コンパクト化されたインフレーターから、高出力で高温のガスが発生する場合であっても、エアバッグ縫製部から漏れ出すガス量を低減することができる。
【符号の説明】
【0086】
1、1’:基布、3:合わせ部、5:縫製部の針穴
【技術分野】
【0001】
本発明は、車両衝突時に乗員の安全を確保するためのエアバッグに関し、より詳しくは、近年のコンパクト化されたインフレーターによる高出力、かつ高温のガスに耐え得る機械的特性を有しながら、縫製部からのガス漏れ量が低減されるエアバッグに関するものである。
【背景技術】
【0002】
近年、エアバッグは、車両衝突時における乗員保護のための安全装備として広く普及してきている。エアバッグ用の基布としては、織物にシリコーンゴム等を表面コートしたものが使用されてきた。ところが、この様な表面コート織物を用いたエアバッグは、コーティング処理により少なからぬコストアップを招き、しかも重く、厚くなるという欠点があるため、最近では表面コートを行わないノンコート織物を用いたエアバッグ、いわゆるノンコートエアバッグの検討が進められ、その一部は実用化され始めている。
【0003】
また、近年、エアバッグ自体の軽量化・コンパクト化が要求されている。そのため、インフレーターもコンパクト化が要求される。しかしながら、インフレーターのコンパクト化は、発生するガスの高出力化・高温化をもたらし、エアバッグ自体が受ける展開時のガスによる圧力が高くなる傾向にある。ところが、展開時の圧力が高くなると、エアバッグの基布、特に縫製部からのガス漏れが大きくなり、エアバッグとしての性能を満たせないという問題がある。この問題を解決するために、様々なエアバッグが提案されている(例えば、特許文献1〜4)。
【0004】
特許文献1の技術は、縫製部における針穴からのガス漏れに着目して、基布の繊度、密度、合成樹脂のコート量等を調整することにより、展開時および乗員を受け止める時に想定される圧力における縫製部の通気度を調整するものである。しかし当該特許文献1には、縫製部の通気度は、基布からなる本体部の通気度に影響されることが示されているのみであり、縫製部自体の通気度を調整する方法については開示されていない。
【0005】
特許文献2には、縫製部の目開きによるガス漏れやバーストなどに着目して、縫製部に補助織物が一体に縫製されたエアバッグが記載されている。当該エアバッグにより、縫製部における通気度が低減され、低繊度の基布においても展開時のバーストを抑制することが可能となる。しかし、補助織物を一体縫製することによる作業の煩雑さやエアバッグの質量増加、コストアップなどのデメリットから、当該エアバッグは実用化が困難なものであった。
【0006】
特許文献3には、カバーファクター、引張強力、滑脱抵抗力の3つの指標が特定の範囲に規定されたエアバッグ基布が記載されている。しかし、当該エアバッグ基布は、比較的高い繊度の糸(400dtex以上)を使用し、カバーファクターをできるだけ高めることにより、滑脱抵抗力の向上や目ズレの低減を達成するものであるが、特に基布の繊度が高いことによる、展開時における基布の伸度と縫製部の伸度とが所定の範囲となる基布に関しては全く検討されていない。
【0007】
また、特許文献4には、非常に低繊度の基布(110〜185dtex)を、低繊度の縫製糸により緻密なピッチで縫製されたエアバッグが開示されている。このエアバッグは、目ズレ量を低減しながら、軽量且つコンパクトなものであるが、低繊度の基布を使用したため、コンパクト化されたインフレーターから発生する、高出力で高温のガスに耐え得るものではなかった。
【0008】
なお、特許文献5および特許文献6には、それぞれ長方形断面または扁平断面の単糸を有する繊維を用いたノンコートエアバッグ用基布が記載されている。これらの基布は、単糸断面の扁平度およびその表面凹凸率、並びに紡糸油剤量などを規定し、繊維同士間の摩擦係数を向上させることにより、糸の表面の滑りやすさを制御し、縫製部の目ズレの改善を達成するものである。しかし、これらの特許文献にはエアバッグ展開時の「基布」と「縫製糸」の伸度の関係を特定することによる縫製部の目ズレ、特に基布の繊度が高いことによる、展開時における基布の伸度と縫製部の伸度とが所定の範囲となる基布に関しては全く検討されていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001−71850号公報
【特許文献2】特開2005−14841号公報
【特許文献3】特開2006−16707号公報
【特許文献4】特開2001−301557号公報
【特許文献5】特開2002−293209号公報
【特許文献6】特開2003−55861号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の問題を背景になされたものであり、その目的は、近年のコンパクト化されたインフレーターから発生する、高出力で高温のガスによって基布本体の熱力学特性を高めながら、エアバッグ縫製部から漏れ出す高温のガスに耐え得る機械的特性を有する、エアバッグを提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を鋭意検討した結果、エアバッグ展開時の「基布」と「縫製糸」の動きに着目し、縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度B(%)、との差を特定の範囲に制御することにより、縫製部のガスもれの原因となる、基布と縫製糸の間に生じる目ズレを抑制でき、エアバッグの展開性能が大きく改善できることを見出して、本発明を完成するに至った。特に伸度B(%)が経緯方向とも2%未満であると低コストインフレーターに対してさらに好ましいことが分かった。
【0012】
すなわち、本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(単位:%)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度B(単位:%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【0013】
前記の特定の張力下での縫製糸と基布の伸度差(A−B)を、経糸方向及び緯糸方向ともに0〜5.0%の範囲に制御することで、エアバッグ展開時の内圧において、基布の動きに対して縫製糸が追随できる。そのため、針穴の目ズレが生じにくい。また、この構成とすることで、エアバッグ展開初期時に相当する40kPaでの縫製部の通気量を50mm/cm/sec未満とすることができる。
【0014】
本発明のエアバッグの基布は、カバーファクター(CF)が2050〜2400であることが好ましい。また、前記基布は、総繊度が350〜1100dtexのマルチフィラメントで構成され、かつ前記縫製糸の繊度が630〜2400dtexであることが好ましい。さらに、前記マルチフィラメントを構成するモノフィラメントは丸断面であることが好ましい。なお、前記基布及び縫製糸が、ポリアミドまたはポリエチレンテレフタレートから構成されてなることが好ましい。前記基布の目付が170〜250g/m2であることが好ましい。前記縫製ピッチが2.0〜6.7目/cmの範囲にあることが好ましい。
【0015】
前記のように、基布の繊度、カバーファクターなどを所定の範囲とすることで、エアバッグの収納性を確保すると共に、コンパクト化されたインフレーターから発生する、高出力で高温のガスに耐え得る機械的特性も保持することができる。
【発明の効果】
【0016】
本発明によれば、コンパクト化されたインフレーターから、高出力で高温のガスが発生する場合であっても、エアバッグ縫製部から漏れ出すガス量を低減することができる。さらに、エアバッグ本体布が高温のガスに耐え得る機械的特性を有しながら、軽量で収納性の良いエアバッグを提供することができる。
【図面の簡単な説明】
【0017】
【図1】エアバッグの縫製部におけるガス漏れの位置を示す概略説明図である。
【図2】実施例、比較例の縫製糸の伸度と強力の関係を示すグラフである。
【図3】実施例、比較例の基布(タテ方向)の伸度と滑脱抵抗値の関係を示すグラフである。
【発明を実施するための形態】
【0018】
本発明のエアバッグは、基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が50mm/cm/sec未満であることを特徴とする。特に伸度B(%)が経緯方向とも2%未満であると低コストインフレーターに対してさらに好ましいことが分かった。
まず、本発明のエアバッグ用基布について具体的に説明する。
【0019】
本発明のエアバッグ用基布は、コートされたものでも良く、ノンコートのものでも構わないが、コーティング処理によるエアバッグのコストアップ、収納性悪化などの欠点を克服するために、合成樹脂などによる表面コートが行われないものが好ましい。
【0020】
本発明のエアバッグ用基布に使用し得る素材としては、ナイロン6・6、ナイロン6、ナイロン12、ナイロン4・6、ナイロン6とナイロン6・6の共重合体、ナイロン6にポリアルキレングリコールや、ジカルボン酸、アミンなどを共重合した共重合体、などのポリアミド繊維;ポリエチレンテレフタレートやポリブチレンテレフタレートなどのホモポリエステル繊維、ポリエステルの繰り返し単位を構成する酸成分にイソフタル酸、5−ナトリウムスルホイソフタル酸またはアジピン酸などの脂肪族ジカルボン酸などを共重合した共重合体、などのポリエステル繊維;パラフェニレンテレフタルアミドと芳香族エーテルとの共重合体に代表されるアラミド繊維;レーヨン繊維;ポリサルフォン系繊維;超高分子量ポリエチレン繊維;および上記合成繊維を主体とする海島構造を有する高分子配列体繊維から構成されるものが用いられる。これらの中でもポリアミド繊維、ポリエチレンテレフタレート繊維が好ましく、ナイロン6・6、ナイロン6などのポリアミド繊維が耐衝撃性の面から特に好ましい。
【0021】
また、かかる繊維には、原糸の製造工程や加工工程での生産性あるいは特性改善のために通常使用されている各種添加剤を含んでもよい。例えば、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤などを含有せしめることができる。
【0022】
本発明のエアバッグ用基布を構成するマルチフィラメントの総繊度は、基布の引張強力および引裂強力の点から、350dtex以上であることが好ましく、420dtex以上であることがより好ましく、470dtex以上であることがさらに好ましい。また、基布の柔軟性、エアバッグの収納性の点から、1100dtex以下であることが好ましく、950dtex以下であることがより好ましく、840dtex以下であることがさらに好ましい。マルチフィラメントの総繊度を前記範囲とすることで、高温インフレーターによる本体布のダメージを受けにくくかつ収納性に優れたエアバッグを得ることができる。
【0023】
前記マルチフィラメントの引張強度は、機械的特性から大きい方が良く、7.0cN/dtex以上であることが好ましく、7.5cN/dtex以上であることがより好ましく、8.0cN/dtex以上であることがさらに好ましい。また、引張強度の上限については、特に制限を設けないが、ナイロン6・6繊維を使用した場合、10.0cN/dtex以下であることが好適である。
【0024】
前記マルチフィラメントの破断伸度に関しては、15%以上であることが好ましい。エアバッグ用基布は、経糸方向、緯糸方向や、斜め方向での伸びが異なる。マルチフィラメントの破断伸度が15%以上であると、エアバッグ展開時に伸びが少ない部分への応力が集中しにくくなり、エアバッグを展開した際に内圧を所定の範囲に維持することができる。前記マルチフィラメントの破断伸度は、より好ましくは18%以上、さらに好ましくは20%以上である。破断伸度は比較的高い方が好ましいが、実用上は、30%以下、より好ましくは25%以下である。
【0025】
前記マルチフィラメントの沸水収縮率は、通気度を低減させる点から、5%以上であることが好ましく、8%以上であることがより好ましい。収縮率が高すぎると収縮加工後の布帛の厚みが厚くなる可能性があり、コンパクト性の点から、15%以下であることが好ましく、12%以下であることがより好ましい。沸水収縮率を前記範囲とすることで、後記の収縮処理により、低通気度でコンパクトなエアバッグ用基布を得ることができる。
【0026】
前記マルチフィラメントは、実質的に無撚糸あるいは甘撚糸であることが好ましく、より好ましくは無撚糸である。マルチフィラメントが、実質的に無撚糸あるいは甘撚糸であると、モノフィラメントの拡がりが阻害されず、基布の通気度を低くすることができる。
【0027】
前記マルチフィラメントを構成するモノフィラメントの繊度は、特に限定されないが、紡糸操業性を確保すると共に、エアバッグの収納性をも確保する点を考慮すると、6.0dtex以下であることが好ましく、4.0dtex以下であることがより好ましく、3.5dtex以下であることがさらに好ましい。また、1.0dtex以上であることが好ましく、2.0dtex以上であることがより好ましく、2.4dtex以上であることがさらに好ましい。
【0028】
なお、紡糸技術の容易さと糸の品質の観点からは、前記モノフィラメントの断面は丸断面であることが好ましい。丸断面のモノフィラメントの場合、扁平断面や四角断面等の異型断面のモノフィラメントと比べ、紡糸が容易で、所定の原糸強力が得られやすい。また、丸断面のモノフィラメントの場合、製織時およびエアバッグを折り畳む際に、糸の断面が所定の方向に整然と揃うため、所望する低通気度が得られやすい。さらに、原糸強力を高めるために延伸を行っても、原糸毛羽が発生しにくく、良好な品位の糸が得られる。
【0029】
本発明のエアバッグ用基布の織密度に関しては、マルチフィラメントの繊度との組み合わせ、すなわちカバーファクター(CF)で考えればよい。前記基布の織密度は、35〜65本/インチの範囲が好適である。エアバッグ用基布として必要な低通気度や滑脱抵抗値を考慮すると、CFは1700以上であることが好ましく、より好ましくは1900以上、さらに好ましくは2000以上である。また、基布の強力物性、低通気度、基布質量、収納性の点から、CFは2500以下であることが好ましく、より好ましくは2300以下であり、2200以下がさらに好ましい。なお、CFは下記の式により計算した。
CF=(A×0.9)1/2×(W1)+(B×0.9)1/2×(W2)
式中、AおよびBは経糸および緯糸の太さ(dtex)を示し、W1およびW2は経密度および緯密度(本/インチ)を示す。
【0030】
本発明のエアバッグ用基布の目付は、基布の強力とコンパクト性の点から、170g/m2以上であることが好ましく、190g/m2以上であることがより好ましく、200g/m2以上であることがさらに好ましい。また、エアバッグの耐熱性や収納性の点から、250g/m2以下であることが好ましく、240g/m2以下であることがより好ましく、230g/m2以下であることがさらに好ましい。基布の目付を前記範囲とすることで、エアバッグ用基布として耐熱性、強力とコンパクト性を兼ね備えたものを得ることができる。
【0031】
本発明のエアバッグ用基布の引張強度は、機械的特性の点から、600N/cm以上であることが好ましく、650N/cm以上であることがより好ましい。また、引張強度の上限については、特に制限を設けないが、使用するマルチフィラメントの繊度、強力、及び基布の織密度の関係から1000N/cm以下であることが好ましく、900N/cm以下であることがより好ましい。
【0032】
また、エアバッグ用基布の破断伸度は、23%以上であることが好ましい。エアバッグ用基布は、経糸方向、緯糸方向や、斜め方向での伸びが異なる。そのため、エアバッグ用基布の破断伸度が23%以上であると、エアバッグ展開時に伸びが少ない部分への応力が集中しにくくなり、所定の展開内圧を維持することができる。エアバッグ用基布の破断伸度は、より好ましくは25%以上、さらに好ましくは26%以上である。破断伸度は比較的高い方が好ましいが、実用上は40%以下、より好ましくは38%以下、さらに好ましくは35%以下である。
【0033】
本発明のエアバッグ用基布は、軽量、コンパクト化の点から、ASTM D6478に規定される収納性試験において、収納性が3000cm3以下であることが好ましく、2800cm3以下であることがより好ましく、2600cm3以下であることがさらに好ましく、2400cm3以下であることが特に好ましい。軽量、コンパクト化の点から、収納性の下限は特に限定されないが、通常用いられる基布としては、1700cm3以上が好ましく、1900cm3以上がより好ましく、2100cm3以上がさらに好ましい。
【0034】
本発明のエアバッグ用基布の織組織としては、平織、綾織、繻子織、及びこれらの変化組織などが挙げられるが、機械的特性に優れることから平織が好ましい。
【0035】
なお、本発明のエアバッグ用基布の製造工程において使用する織機については、特に限定されるものではなく、例えばウォータージェットルーム、エアジェットルーム、レピアルーム、プロジェクタイルルーム等が使用可能である。織生産性、原糸への損傷の低減、経糸の糊剤不要等を考慮すると、ウォータージェットルーム、エアジェットルームが特に好適である。また、加工時の原糸油剤、整経油剤の脱落を容易にするためには、製織時に水によってその殆どを除却することができるウォータージェットルームが、精練工程の簡略化ができる点から最も好ましい。
【0036】
エアバッグ用基布の製造工程における収縮処理の加熱温度は特に限定されるものではなく、通常80〜200℃であり、より好ましくは160℃以下である。
【0037】
また、前記収縮処理の装置は、ヒートセッター、沸水バス等が挙げられ、特に限定されるものではないが、低通気度が達成できる点から、縦及び横のオーバーフィードが2〜15%程度可能な装置を用いることが好ましい。
【0038】
次に、本発明のエアバッグの縫製部について具体的に説明する。
【0039】
縫製部の縫製糸に使用し得る素材としては、ナイロン6、ナイロン6・6、ナイロン12、ナイロン4・6、ナイロン6とナイロン6・6との共重合体、ナイロンにポリアルキレングリコール、ジカルボン酸やアミン類などを共重合した共重合体などからなるポリアミド繊維;ポリエチレンテレフタレートやポリブチレンテレフタレートなどのホモポリエステル繊維、ポリエステルの繰り返し単位を構成する酸成分にイソフタル酸、5−ナトリウムスルホイソフタル酸またはアジピン酸などの脂肪族ジカルボン酸などを共重合した共重合体などからなるポリエステル繊維;パラフェニレンテレフタルアミドと芳香族エーテルとの共重合体などに代表されるアラミド繊維;レーヨン繊維;超高分子量ポリエチレン繊維;パラフェニレンサルフォンやポリサルフォンなどのサルフォン系繊維;ポリエーテルケトン繊維;炭素繊維;ガラス繊維などを使用することができる。これらの中でもポリアミド繊維、ポリエチレンテレフタレート繊維が好ましく、ナイロン6・6、ナイロン6などのポリアミド繊維が耐衝撃性の面から特に好ましい。
【0040】
また、かかる繊維には、原糸の製造工程や加工工程での生産性あるいは特性改善のために通常使用されている各種添加剤を含んでもよい。例えば、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤などを含有せしめることができる。
【0041】
前記縫製部に用いられる縫製糸の繊度は、特に限定されないが、必要な縫製部強力を確保する点から、700dtex以上であることが好ましく、840dtex以上であることがより好ましく、960dtex以上であることがさらに好ましい。また、縫製糸が太くなると耐熱性と強度は好ましくなるが、縫製部の厚みが厚くなるため、厚みの点から、2400dtex以下であることが好ましく、1850dtex以下であることがより好ましく、1400dtex以下であることがさらに好ましい。
【0042】
前記縫製糸の引張強度は、機械的特性の点から、6.0cN/dtex以上であることが好ましく、6.5cN/dtex以上であることがより好ましく、7.0cN/dtex以上であることがさらに好ましい。縫製糸の引張強度が6.0cN/dtex以上であると、エアバッグ展開時に強力不足による縫製糸の断裂を抑制することができる。その結果、縫製部からガス漏れが生じにくくなるため、エアバッグとしての必要な内圧保持性能を維持できる。また、引張強度の上限については、特に制限を設けないが、ナイロン6・6繊維を使用した場合、10cN/dtex以下であることが好ましく、9.5cN/dtex以下であることがより好ましく、9.0cN/dtex以下であることがさらに好ましい。
【0043】
前記縫製糸の破断伸度に関しては、25%以上であることが好ましい。縫製糸の破断伸度が25%以上であると、エアバッグ展開時の膨張した基布に縫製糸が追従でき、針穴からのガス漏れを抑えられるため、所定の展開内圧を維持できる。縫製糸の破断伸度は、より好ましくは28%以上、さらに好ましくは30%以上である。破断伸度は比較的高い方が好ましいが、実用上45%以下、より好ましくは40%以下、さらに好ましくは38%以下である。
【0044】
前記縫製糸の製造方法については、特に限定されないが、縫製糸自体の伸度を高める方策が好ましく採用される。例えば、1400dtexの縫製糸を製造する場合、1400dtexの糸を縫製糸として加工したものでも構わないがその際に50T/m以上、より好ましくは100T/m以上さらに好ましくは150T/m以上の撚糸を行い、糸の見かけの伸度を高めることが好ましい。このような構成にすることにより、太い繊度であってもエアバッグ展開時に生じる応力下での伸度が大きくなり、エアバッグの縫製部からの漏れが小さくなる。撚糸数は高い方が見かけの伸度は高くなるが、高すぎるとスナ−ル等が発生し作業性が良くないため好ましくない。好ましくは300T/m以下、より好ましくは250T/m以下さらに好ましくは200T/m以下である。これは、470dtexの糸を3本撚り合わせて1400dtex相当の縫製糸とする場合も同様である。さらにPOY等を用いて縫製糸としても構わない。縫製糸の着色の有無、及び樹脂加工の有無は特に問わない。
【0045】
なお、縫製部における縫製糸の縫製方法は、特に制限されるものではなく、使用する基布、エアバッグ仕様、要求される取り付け口強度などに応じて選定すればよい。例えば、本縫い、環縫い、二重環縫い、オーバーロック縫い等が挙げられる。中でも、本縫い、二重環縫いが、作業性の良さ、縫製部強度の向上、縫製部からのガス漏れの低減などの点から好適に用いられる。
【0046】
縫製ピッチも特に制限されるものではなく、縫製部からの通気量及び縫製部の強度のバランスから縫製ピッチを選択すればよい。縫製ピッチは、2.0目/cm以上であることが好ましく、2.5目/cm以上であることがより好ましく、3.3目/cm以上であることがさらに好ましい。縫製ピッチが2.0目/cm以上であると、基布の合わせ部からのガス漏れ量を低減できる。また、縫製ピッチは、6.7目/cm以下であることが好ましく、5.6目/cm以下であることがより好ましく、4.5目/cm以下であることがさらに好ましい。縫製ピッチが6.7目/cm以下であると、運針が早く、作業性が良好になる。さらに、針穴の数も少ないため、通気度を良好にすることができる。
【0047】
以下、本発明のエアバッグについて具体的に説明する。
【0048】
本発明のエアバッグは、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)、との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とする。
【0049】
エアバッグ展開時の縫製部からのガス漏れの原因については、(i)基布の合わせ部における目開き、および(ii)縫製部の針穴における目ズレが想定される。図1は、エアバッグの縫製部におけるガス漏れの位置を示す概略説明図であり、基布1、1’の合わせ部3および縫製部の針穴5からガス漏れがよく発生すると想定される。
【0050】
なお、運転席用のエアバッグを例として、エアバッグ展開時の基布表面にかかる張力fは次のように求められる。即ち、エアバッグの容積を60Lとし、エアバッグの形状が球状であると仮定する場合、エアバッグの半径rはおよそ25cmと計算される。エアバッグ展開時の内圧pを50kPaと想定すると、基布表面にかかる張力fはf=rp/2で示され、62.5N/cmと計算される。また、縫製部における縫製ピッチをa(目/cm)とすれば、エアバッグ展開時に縫製1目において2本の縫製糸が張力を受けるため、縫製糸に付与される張力Eは、下記式で計算される。
E(N/本)=62.5/2a(即ち、31.3/a)
【0051】
本発明者らは、収納性の良い低繊度基布を用いた場合、展開時の基布の伸張により生じた針穴の目ズレが縫製部のガス漏れに大きく寄与することを見出して、展開時の内圧下(即ち、基布表面にかかる張力が62.5N/cmである時)において、縫製糸の伸度を基布の伸長に追随するように調整すれば、針穴の目ズレによるガス漏れを抑制できると考えた。
【0052】
本発明のエアバッグは、前記知見に基づいて完成されたものである。即ち、本発明のエアバッグにおいて、縫製部における縫製ピッチをa(目/cm)とした場合、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度A(%)と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度B(%)との差(A−B)が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあることが必要である。伸度差(A−B)の値は、好ましくは0〜4.8%、より好ましくは0〜4.5%である。伸度差(A−B)の値を前記範囲とすることで、エアバッグ展開時の内圧において基布の動きに対して縫製糸が追随して、針穴の目ズレが生じにくくなるため、針穴での縫製糸に起因する目ズレによるガス漏れを抑制することができる。なお、上糸と下糸の伸度が異なる場合、両者の伸度の平均値を伸度Aとした。
【0053】
一方、経糸方向または緯糸方向のいずれか一方の伸度差(A−B)の値が5.0%を超えると、エアバッグ展開時に針穴の目ズレは生じない(即ち、針穴からのガス漏れが増加しない)が、縫製糸の伸度が大きくなりすぎる。そのため、基布の合わせ部において目開きが大きくなり、合わせ部からの漏れ量が増加する。また、経糸方向または緯糸方向のいずれか一方の伸度差(A−B)の値が0%を下回ると(マイナス側)、エアバッグ展開時の基布の伸度よりも縫製糸の伸度が小さいため、基布の動きに対して縫製糸が追随できなくなる。その結果、針穴の目ズレが大きくなり、針穴からの漏れ量が増加する。
【0054】
本発明のエアバッグにおいては、ASTM D6476により測定したエアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることが必要である。この通気量は、48mm/cm/sec以下であることがより好ましく、45mm/cm/sec以下であることがさらに好ましい。エアバッグ展開初期時の40kPaでの縫製部の通気量が50mm/cm/sec未満であれば、エアバッグの展開初期時において、バランス良く展開することができる。
【0055】
なお、所定の張力Eでの伸度Bの調整に関して次に示す。伸度Bは基布の繊度、織構成、樹脂加工や油剤処理の有無により調整することが出来る。樹脂加工には、シリコーンゴムやクロロプレンゴム等を行う、いわゆるコーティング布も含まれる。近年使用が増えている低コストインフレーターは、発生するガスが高温になりやすく、従来使用されているエアバッグを構成する基布と縫製部では耐熱性が十分でないことが明らかになってきた。これにより基布本体や縫製部にダメージが生じ、エアバッグとしての性能を満たすことが難しくなってきている。この課題を解消するために、耐熱性に優れた基布、すなわち、繊度が350dtex以上の基布を使用することが好ましいが、この基布だけでは縫製部からの漏れを抑えることが出来ず、十分ではなかった。縫製部分からの通気度も考慮して本発明に到達したものである。
すなわち、耐熱性を高めるため、基布に使用される繊度が高い方が好ましいが、繊度が高い範囲で所定の織密度(所定の範囲のカバーファクター)であると、同じカバーファクターで繊度が細い糸を使用した布と比べ、伸度Bの値が小さくなる傾向になる。このため、縫製糸の伸度Aを調整する必要が生じる。縫製糸の伸度Aは大きくするほうが好ましいが、縫製糸の繊度を小さくすると展開時の圧力と高温ガスの影響により縫製糸が破断してしまい好ましくない。好ましい縫製糸の繊度は700dtex以上である。太い方が耐熱性と強度が高くなるため好ましいが、糸の伸度Aも小さくなる傾向になるため、伸度Aを高くするために、耐熱性と強度が許す範囲で、繊度の太さを変える、縫製糸を構成する原糸の強度−伸度の関係を変更する(具体的には糸製造時の紡糸条件や延伸条件を変更する)、あるいは縫製糸製造時の撚糸数や熱セット時の条件を変更する等を行うことが出来る。伸度Aの好適な範囲に関しては上述したように伸度Bとの関係で選択すれば良い。
【実施例】
【0056】
次に、実施例および比較例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。なお、実際のエアバッグ展開時のガス温度は明確ではないが、インフレーター出口の温度は1000℃以上であり、基布に対しては200℃近い温度となっている可能性もある。しかし、20℃で測定された縫製部の通気量の大小の傾向は高温下でも変わらないと考えられるので、便宜のため、実施例および比較例においては、常温下で縫製サンプルの通気性を評価した。
【0057】
本発明の実施例および比較例の各性能評価は次の方法により行った。
【0058】
<糸の繊度>
JIS L 1013 8.3により測定した。
【0059】
<糸の沸水収縮率>
JIS L 1013 沸水収縮率 B法(100度)により測定した。
【0060】
<糸の引張強度および破断伸度>
JIS L 1013 8.5により測定した。
【0061】
<基布の滑脱抵抗値>
ASTM D6479により測定した。
【0062】
<縫製糸と基布の伸度差>
縫製糸の伸度と強力の関係をJIS L 1013 8.5により測定した。この測定時に、伸度(%)と強力(N)の関係を記録させた(例えば、図2のような曲線を作成する)。この伸度(%)と強力(N)の関係を示す曲線から、エアバッグの縫製糸にかかる31.3/aの引張強力に対応する伸度を読み取り、伸度Aとした(例えば、図2では、縫製ピッチが4.5目/cm(実施例1)なので、縫製糸にかかる張力は、31.3/4.5、即ち6.9N/本と計算される。前記の曲線から引張強力が6.9Nに対応する伸度Aが3.2%であることを読み取る)。ここで、aは、縫製部における縫製ピッチである。
【0063】
また、基布の伸度と滑脱抵抗値の関係をASTM D6479により測定した。この測定時に、伸度(%)と滑脱抵抗値(N/5cm)の関係を記録させた。なお、前記滑脱抵抗値の単位をN/5cmからN/cmに換算して、伸度(%)と滑脱抵抗値(N/cm)の関係を示す曲線を作成した(例えば図3のようなグラフ)。得られた伸度(%)と滑脱抵抗値(N/cm)の関係を示す曲線から、エアバッグの基布にかかる62.5/aの滑脱抵抗値に対応する伸度を読み取り、伸度Bとした(例えば、図3では、縫製ピッチが4.5目/cm(実施例1)なので、基布のタテ方向にかかる張力は、62.5/4.5、即ち13.9N/目と計算される。前記の曲線から滑脱抵抗値が13.9N/cmに対応する伸度Bが2.3%であることを読み取る)。ここで、aは、縫製部における縫製ピッチである。
【0064】
前記縫製糸の伸度Aと基布の伸度Bとの差(A―B)を、「縫製糸と基布の伸度差」とした。
【0065】
<基布の引張強度および破断伸度>
JIS L 1096 8.12.1により測定した。
【0066】
<基布の織密度>
JIS L 1096 8.6.1により測定した。
【0067】
<基布の目付>
JIS L 1096 8.4により測定した。
【0068】
<収納性>
ASTM D6478により測定した。
【0069】
<縫製ピッチ>
縫製糸の中心値から隣の縫製糸の中心値までの長さを任意5箇所について測定し、その平均値を求めた。この平均値から1cmあたりの縫目の個数を換算した。
【0070】
<縫製部の通気量>
実施例、比較例の基布を20cm角で切り出し、経糸方向、緯糸方向を合わせた形で、実施例、比較例に記載の縫製糸、縫製方法でサンプルを作製した。このサンプルを用いて、ASTM D6476に準じて以下の条件で通気量の測定を行った。
strat volume:400cm3
初期圧:225kPa
通気性試験機:FX3350(テクステスト社製)
【0071】
なお、縫製部の厚みによる影響を除去するため、サンプルを厚さ2mm、直径8cmの円形状のシリコーンパッキンで挟みこんだ形で、上記条件下で「縫製部を含むサンプル全体の通気量」および「基布からなる本体部のみの通気量」を測定した。測定した圧力と通気速度との関係を、L5110評価プログラムLABODATA II(テクステスト社製)を用いてコンピューターに取り込み、得られた圧力−通気速度の関係から、エアバッグ展開初期時での40kPa時の通気量を求めた。
【0072】
40kPa時の「縫製部の通気量」は、40kPa時の「縫製部を含むサンプル全体の通気量」から40kPa時の「基布からなる本体部のみの通気量」の差を計算した後、縫製部の長さ(8cm)で割り返した値とした。
【0073】
<耐熱試験>
上記縫製部通気度試験と同じサンプルを作成し、机上においた。なお、拝み合わせた縫製部は机上面の上側とした。机上面の10cmの高さから垂直に300度の温度を有する熱風20秒間噴射させ、噴射後の基布のダメージを確認した。本体布、縫製部とも穴あきが無いものを○、本体布、縫製部いずれかに穴あきがあるものを△、本体布、縫製部ともに穴あきがあるものを×とした。
【0074】
実施例1
経糸、緯糸に繊度470dtex/72f、引張強度8.6cN/dtex、破断伸度20%、沸水収縮率9.5%のナイロン66フィラメント原糸(モノフィラメント断面は丸断面である)を用い、経緯とも55本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0075】
また、縫製糸として、上下糸とも繊度1260dtex、引張強度8.0cN/dtex、破断伸度29%のナイロン66糸を用い、環縫いで、縫製ピッチを4.0目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0076】
実施例2
経糸、緯糸に繊度700dtex/144f、引張強度8.3cN/dtex、破断伸度19%、沸水収縮率9.6%のナイロン66フィラメント原糸(モノフィラメント断面は丸断面である)を用い、経緯とも43本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0077】
また、縫製糸として、上下糸とも繊度2520dtex、引張強度7.8cN/dtex、破断伸度31%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0078】
比較例1
経糸、緯糸に繊度350dtex/108f、引張強度8.6cN/dtex、破断伸度20%、沸騰水収縮率9.0%のナイロン66フィラメントの原糸(モノフィラメント断面は丸断面である)を用い、経緯とも59本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0079】
また、縫製糸として、上下糸とも繊度1400dtex、引張強度8.3cN/dtex、破断伸度21%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0080】
比較例2
経糸、緯糸に繊度235dtex/72f、引張強度8.1cN/dtex、破断伸度19%、沸騰水収縮率8.9%のナイロン66フィラメントの原糸(モノフィラメント断面は丸断面である)を用い、経緯とも71本/インチの織密度でウォータージェットルームを用いて平織にて製織した後、乾燥させずに熱水収縮槽を通過させ、引き続き、2段のサクションドラム乾燥機を使い、1段目の温度T1を120℃に、2段目の温度T2を125℃に制御した乾燥仕上工程を通過させた。得られた基布の物性を表1に示した。
【0081】
また、縫製糸として、上下糸とも繊度630dtex、引張強度7.6cN/dtex、破断伸度32%のナイロン66糸を用い、本縫いで、縫製ピッチを4.5目/cmとして、前記基布を用いてエアバッグの一部を模擬した縫製サンプルを作製した。作製した縫製サンプルの通気量を測定した結果を表1に示した。
【0082】
【表1】
【0083】
実施例1、2の基布は、良好な機械的特性を有していた。また、これらの基布を用いた縫製サンプルのいずれも、31.3/a(N/本)の張力を縫製糸に付与した時の縫製糸の伸度と、62.5/a(N/目)の張力を基布に付与した時の基布の伸度、との差が、経糸方向及び緯糸方向ともに0〜5.0%の範囲にあり、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であった。従って、実施例1、2の基布および縫製糸を用いたエアバッグは、良好な機械的特性を有した。さらに、耐熱試験の結果からも良好なものであった。このように高い圧力が生じるインフレーターを用いても縫製部での目ズレが生じにくく、かつ耐熱性が良いため、エアバッグ展開初期時点での縫製部からのガス漏れも少なく、バランスよく展開できるものと期待できる。
【0084】
一方、比較例1の縫製サンプルは、縫製部の伸度が低すぎるため、また、比較例2の縫製サンプルは縫製糸の伸度が高すぎるため、40kPa時に経糸方向を縫製した縫製部からの通気量がいずれも50mm/cm/secを超えた。従って、比較例1、2の基布および縫製糸を用いたエアバッグは、針穴の目ズレが起こりやすいものであり、エアバッグ展開初期時点に縫製部からのガス漏れが多く、バランスよく展開できないものと考えられる。
【産業上の利用可能性】
【0085】
本発明によれば、展開時の「基布」と「縫製糸」の伸度差を所定範囲に最適化させ、エアバッグ展開初期時点の内圧における縫製部の通気量を低く維持することで、コンパクト化されたインフレーターから、高出力で高温のガスが発生する場合であっても、エアバッグ縫製部から漏れ出すガス量を低減することができる。
【符号の説明】
【0086】
1、1’:基布、3:合わせ部、5:縫製部の針穴
【特許請求の範囲】
【請求項1】
基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、
縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度(A)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度(B)、との差が、経糸方向及び緯糸方向ともに、0〜5.0%の範囲であり、Bの値が経緯方向とも2%未満、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とするエアバッグ。
【請求項2】
下記式で定義される、基布のカバーファクター(CF)が2050〜2400である請求項1に記載のエアバッグ。
CF=(A×0.9)1/2×(W1)+(B×0.9)1/2×(W2)
式中、AおよびBは経糸および緯糸の太さ(dtex)を示し、W1およびW2は経密度および緯密度(本/インチ)を示す。
【請求項3】
前記基布は、総繊度が350〜1100dtexのマルチフィラメントで構成され、かつ前記縫製糸の繊度が630〜2400dtexである請求項1または2に記載のエアバッグ。
【請求項4】
前記マルチフィラメントを構成するモノフィラメントが丸断面である請求項3に記載のエアバッグ。
【請求項5】
前記基布及び縫製糸が、ポリアミドまたはポリエチレンテレフタレートから構成されてなる請求項1乃至4のいずれか1項に記載のエアバッグ。
【請求項6】
前記基布の目付が、170〜250g/m2である請求項1乃至5のいずれか1項に記載のエアバッグ。
【請求項7】
前記縫製ピッチが2.0〜6.7目/cmの範囲にある請求項1乃至6のいずれか1項に記載のエアバッグ。
【請求項1】
基布からなる本体部と、縫製糸で前記本体部を袋状に縫製することにより形成された縫製部と、を含む車両用のエアバッグであって、
縫製部における縫製ピッチをa(単位:目/cm)とした場合、31.3/a(単位:N/本)の張力を縫製糸に付与した時の縫製糸の伸度(A)と、62.5/a(単位:N/目)の張力を基布に付与した時の基布の伸度(B)、との差が、経糸方向及び緯糸方向ともに、0〜5.0%の範囲であり、Bの値が経緯方向とも2%未満、エアバッグ展開初期時の40kPaでの縫製部の通気量が、50mm/cm/sec未満であることを特徴とするエアバッグ。
【請求項2】
下記式で定義される、基布のカバーファクター(CF)が2050〜2400である請求項1に記載のエアバッグ。
CF=(A×0.9)1/2×(W1)+(B×0.9)1/2×(W2)
式中、AおよびBは経糸および緯糸の太さ(dtex)を示し、W1およびW2は経密度および緯密度(本/インチ)を示す。
【請求項3】
前記基布は、総繊度が350〜1100dtexのマルチフィラメントで構成され、かつ前記縫製糸の繊度が630〜2400dtexである請求項1または2に記載のエアバッグ。
【請求項4】
前記マルチフィラメントを構成するモノフィラメントが丸断面である請求項3に記載のエアバッグ。
【請求項5】
前記基布及び縫製糸が、ポリアミドまたはポリエチレンテレフタレートから構成されてなる請求項1乃至4のいずれか1項に記載のエアバッグ。
【請求項6】
前記基布の目付が、170〜250g/m2である請求項1乃至5のいずれか1項に記載のエアバッグ。
【請求項7】
前記縫製ピッチが2.0〜6.7目/cmの範囲にある請求項1乃至6のいずれか1項に記載のエアバッグ。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−188006(P2012−188006A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52924(P2011−52924)
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]