
エアバッグ
【課題】テザーを設けることにより、厚みを規制しながらガスの流れも制御することのできるエアバッグを提供する。
【解決手段】厚み規制のためのテザー2を有するエアバッグであって、該テザー2が、所定値以上の内圧によって幅方向に開裂する部分4と、開裂しない部分5とを有しているエアバッグである。前記開裂する部分4が、スリットにより形成されていることが好ましい。前記開裂する部分4が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなることが好ましい。
【解決手段】厚み規制のためのテザー2を有するエアバッグであって、該テザー2が、所定値以上の内圧によって幅方向に開裂する部分4と、開裂しない部分5とを有しているエアバッグである。前記開裂する部分4が、スリットにより形成されていることが好ましい。前記開裂する部分4が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両に所定値以上の衝撃が加わった際に、インフレータから噴射されるガスの圧力により瞬時に展開膨張し、乗員を衝撃から保護するエアバッグに関し、詳細には、初期にすばやく車両上下方向に展開することのできるエアバッグに関する。
【背景技術】
【0002】
近年、車両が衝突したときの衝撃から乗員を保護する乗員保護用の安全装置として、エアバッグ装置が普及している。エアバッグ装置は、衝突時に、乗員と内装構造物との間の空間に瞬時に膨出し、乗員が直接、インパネやサイドドア、ハンドルなどに衝突する際の衝撃を吸収する機能をもつものである。そのため、エアバッグ装置としては、車両の衝突などの衝撃を受けたときの急激な減速を検知するセンサ、センサからの信号を受けて膨出用の高圧ガスを発生するインフレータ、インフレータからの膨出用の高圧ガスにより、膨出展開して乗員の衝撃を緩和するエアバッグ袋体、および、エアバッグシステムが正常に機能しているか否かを判断する診断回路を、通常備えている。
【0003】
なかでも、車両のボディサイド部に所定値以上の衝撃が加わった際に、インフレータから噴射されるガスの圧力により乗員の側方で瞬時に展開膨張し、乗員の頭部、胸部あるいは腰部などを保護するサイドエアバッグといわれるものがある。
【0004】
このサイドエアバッグは、乗員の頭部、胸部あるいは腰部といった広範囲にわたって保護する点、および、乗員の側部にて展開する点で、運転席用エアバッグなどとは求められる性能が異なっている。つまり、サイドエアバッグは、上下方向と車両の前後方向に平面的に、しかも乗員とドアとの間に展開する必要がある。たとえば、乗員がエアバッグの膨出口を塞ぐような位置に着座している場合、初期の段階で車両の前後方向に急に展開してしまうと、エアバッグに押されるような状態になり危険である。そのため、初期には、まず上下方向への展開を開始し、徐々に車両前後方向へと展開していくことが求められる。
【0005】
また、乗員とドアとの間にて展開するが、あまり厚みが大きいと展開が困難であるし、厚みが小さいと十分に乗員を保護できない。そのため、厚みを規制しつつもある程度は確保する必要がある。
【0006】
特許文献1では、エアバッグの上下を二分する位置にチューブ状テザーを配置し、バッグ中央からガスを噴射させている(たとえば図24)。しかし、この方法では、膨張部が上部と下部に二分されることになり、初期における車両前後方向への膨出を規制することができない。
【0007】
ガスの流れを規制する方法としては、特許文献2および3においても開示されている。特許文献2では、2枚の基布の相対する位置を縫合糸により縫合して堰を形成し、ガス流通口を狭めている。さらに、脆弱な縫合部を設けることによって、バッグ内圧力の変化によってガスの流れを変化させることも記載されている。
【0008】
また、特許文献3では、厚み規制のためのテザーとガスの流れを規制するための縫製とを設けている。通常は、このように厚み規制の手段(テザー)と、ガスの流れ規制の手段(縫製またはテザー)とを設けて、サイドエアバッグにおける要求を満たすことが行われる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−34214号公報
【特許文献2】特開平10−297409号公報
【特許文献3】特開2006−082664号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するものであり、テザーを設けることにより、厚みを規制しながらガスの流れも制御することのできるエアバッグを提供することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明は、厚み規制のためのテザーを有するエアバッグであって、該テザーが、所定値以上の内圧によって幅方向に開裂する部分と、開裂しない部分とを有しているエアバッグである。
【0012】
前記開裂する部分が、スリットにより形成されていることが好ましい。
【0013】
前記開裂する部分が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなることが好ましい。
【発明の効果】
【0014】
本発明によれば、テザーを設けることにより、厚みを規制しながらガスの流れも制御することのできるエアバッグを提供することができる。
【図面の簡単な説明】
【0015】
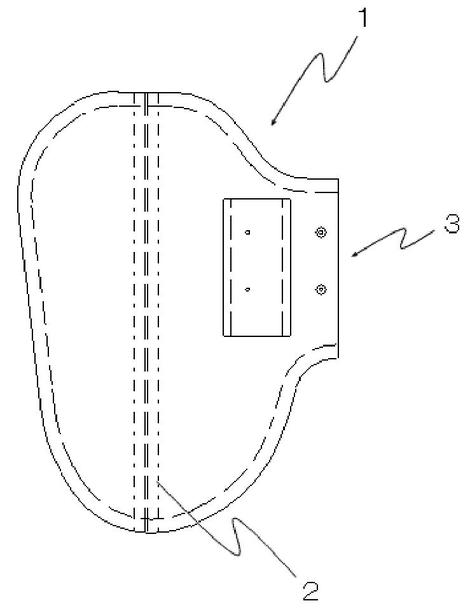
【図1】本発明のエアバッグの一例を示した概略平面図である。
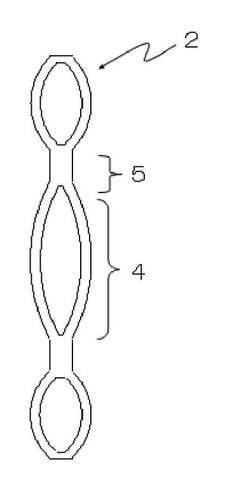
【図2】本発明で使用するテザーの展開終了時の形状を示した概略平面図である。
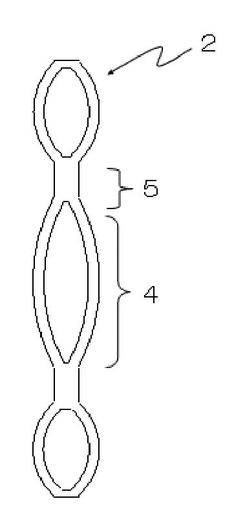
【図3】本発明で使用するテザーの一例を示した概略平面図である。
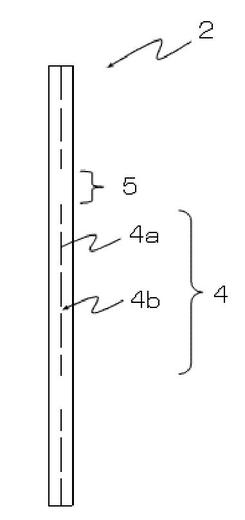
【図4】本発明で使用するテザーの他の例を示した概略平面図である。
【図5】本発明のエアバッグの他の例を示した概略平面図である。
【発明を実施するための形態】
【0016】
本発明は、厚み規制のためのテザーを有しており、該テザーが、所定値以上の内圧によって幅方向に開裂する部分(以下、開裂部4)と、開裂しない部分(以下、非開裂部5)とを有しているエアバッグである。
【0017】
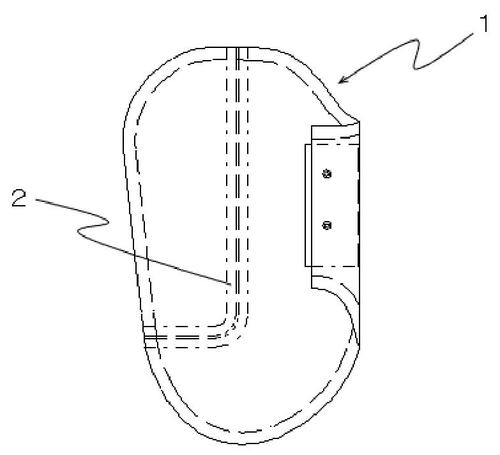
本発明の実施形態の一例を、図1に基づいて説明する。図1は、本発明のエアバッグの一例を示した概略平面図である。図1では、テザー2が、エアバッグ1の上下方向の全長にわたって(換言すれば、バッグの左右を分断するように)設けられている。そのため、展開初期においては、インフレータ取付口3から流入したガスは、まずエアバッグ上方向および下方向へと進む。エアバッグが上下方向に展開した後、インフレータ取付口側の内圧の高まりにより開裂した開裂部4から、ガスがバッグ幅方向へと流入し、車両前後方向への展開が徐々に進行する。
【0018】
このような順序で展開させることによって、乗員が正常な位置に着座していない場合であっても、エアバッグの急な膨出による危害を抑制することができる。
【0019】
図2は、展開終了時におけるテザーの形状を示している。開裂部4は、内圧の高まりにしたがって膨張したパネルに引っ張られて開裂し、エアバッグに厚みを与え、非開裂部5によりその厚みを規制している。つまり、本発明で使用されるテザーは、展開初期にはガスの流れを制御するものとして働き、展開終了時にはバッグの厚みを規制するものとしての本来の役割を果たす。
【0020】
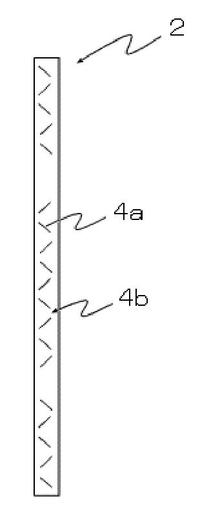
前記開裂部4は、スリットにより形成することができる。この場合、内圧の高まりによりスリットが押し広げられ、テザー2は幅方向に開裂する。また、図3に示すように、前記開裂部4は、スリット部4aと、所定値以上の内圧によって切断するスリット残部4bとからなっていることが好ましい。この場合、展開初期においてはガスの流れを抑制し、内圧の高まりによってスリット残部4bが切断されると前記スリット部4aと一体となり、開裂部4を形成する。
【0021】
図3に示す形態のテザーは、スリット以外の部分の長さを適宜変えることによって、非開裂部5と所定値以上の内圧によって切断するスリット残部4bとを形成することができるため、非常に簡単に作製することができる。すなわち、スリット残部4bよりも非開裂部5の部分を十分に長くとればよい。
【0022】
また、前記開裂部4は、所定値以上の内圧によって切り離される切込みにより形成されていてもよい。切り込みをテザーの厚みよりも小さくなるように設けておけば、展開初期には完全に切れていないため、ガスの流入を遮ることができ、内圧の高まりによって完全に切れると、開裂部4を形成する。
【0023】
なお、前記スリットは、単なる切込みであってもよいし、幅をもったものであってもよい。また、スリットは、直線であることには限定されず、くの字型などにしてもよい。開裂部4をスリット部4aとスリット残部4bとで構成する場合にも、図3に示すように同一直線上に設けることには限定されず、たとえば図4に示すように、ジグザグに形成してもよい。このように、開裂部4がジグザグになるようにスリットを設けると、開裂部4の長さがより長くなるため、形成される開口部が大きくなる。このような方法で前記開口部の大きさを調整して、ガスの流入速度やバッグの厚みを制御することが可能となる。
【0024】
前記開裂部4の長さはとくに限定されないが、開裂後のエアバッグの厚みが30〜100mmになるように設定することが好ましい。展開後のエアバッグの厚みが30mmより小さいと、乗員を保護することが難しくなる傾向にあり、100mmをこえると、乗員とドアとの間にてスムーズに展開することが困難となる傾向にある。なお、展開後のエアバッグの厚みには、開裂部4の長さと同時にその数も考慮に入れるべきである。開裂部4の数は2以上であることが好ましい。
【0025】
前記非開裂部5は、1つ以上設けられることが好ましい。非開裂部5がないと厚み規制としての役割を果たさないためである。上限はとくに限定されるものではない。また、その長さは、エアバッグ膨張展開時の内圧で開裂してしまわないような長さであればよく、10mm以上であればよい。
【0026】
図3に示すように、前記開裂部4をスリット4aとスリット残部4bとから構成する場合、スリット残部4bの長さは、2〜10mmであることが好ましく、3〜5mmであることがより好ましい。スリット残部4bの長さが2mmより小さいと、所定値以上の内圧になる前に切断されてしまい、車両前後方向への急な膨出を防ぐことが難しくなる可能性があり、10mmをこえると、所定値以上の内圧になってもスリット残部4bが切断されず、展開が完了しない可能性がある。
【0027】
テザーの配置についてはとくに限定されず、初期の段階において、少なくとも上下方向の展開を可能とするようなものであればよい。たとえば、上下方向とともに腰部についても素早く展開させるために、図5に示すようなL字型に配置してもよい。
【0028】
本発明のエアバッグのパネルおよびテザーに使用される基布には、インフレータの性能やバッグ容量、使用部位などによって、ゴムや樹脂などを積層塗布して不通気性加工を施したものを使用してもよい。
【0029】
前記基布としては繊維布帛が用いられる。ここで繊維布帛とは、繊維糸条を用いて製織される織物、繊維糸条を用いて製編される編物および不織布を意味する。
【0030】
繊維布帛を構成する繊維は、天然繊維、化学繊維、無機繊維など、とくに限定するものではない。たとえば、ナイロン6、ナイロン66、ナイロン46、ナイロン610、ナイロン612などの単独またはこれらの共重合、混合により得られる脂肪族ポリアミド繊維、ナイロン6T、ナイロン6I、ナイロン9Tに代表される脂肪族アミンと芳香族カルボン酸の共重合ポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合によって得られるポリエステル繊維、超高分子量ポリオレフィン系繊維、ビニリデン、ポリ塩化ビニルなどの含塩素系繊維、ポリテトラフルオロエチレンを含む含フッ素系繊維、ポリアセタール系繊維、ポリサルフォン系繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルエーテルケトン系繊維(PEEK)、全芳香族ポリアミド系繊維、全芳香族ポリエステル系繊維、ポリイミド系繊維、ポリエーテルイミド系繊維、ポリパラフェニレンベンズビスオキサゾール系繊維(PBO)、ビニロン系繊維、アクリル系繊維、セルロース系繊維、炭化珪素系繊維、アルミナ系繊維、ガラス系繊維、カーボン系繊維、スチール系繊維などから適宜、1種または2種以上を選定すればよい。なかでも、汎用性があり、基布の製造工程、基布物性などの点から、合成繊維フィラメントが好ましい。とくには、物理特性、耐久性、耐熱性などの点からナイロン66繊維が好ましい。また、リサイクルの観点からは、ポリエステル系繊維、ナイロン6繊維も好ましい。
【0031】
これら繊維には、紡糸性や、加工性、耐久性などを改善するために通常使用されている各種の添加剤、たとえば、耐熱安定剤、酸化防止剤、耐光安定剤、老化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤などの1種または2種以上を使用してもよい。また、カラミ織を製織する上で望ましい場合には、加撚、嵩高加工、捲縮加工、捲回加工、糊付け加工などの加工を施してもよい。さらに、糸条の形態は、長繊維フィラメント以外に、短繊維の紡績糸、これらの複合糸などを用いてもよい。
【0032】
たとえば、前記繊維布帛が織物の場合は、平織、斜子織(バスケット織)、格子織(リップストップ織)、綾織、畝織、絡み織、模紗織、あるいはこれらの複合組織などいずれでもよい。必要に応じて、経糸、緯糸の二軸以外に、斜め60度を含む多軸設計としてもよく、その場合の糸の配列は、経糸または緯糸と同じ配列に準じればよい。なかでも構造の緻密さ、物理特性や性能の均等性が確保できる点で、平織が好ましい。
【0033】
織物の製造は、通常の工業用織物を製織するのに用いられる各種織機から適宜選定すればよく、たとえば、シャトル織機、ウォータージェット織機、エアージェット織機、レピア織機、プロジェクタイル織機などから選定すればよい。
【0034】
前記繊維布帛が編物の場合は、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編や、平編、ゴム編、パール編などのよこ編、などの編組織を単独またはそれらを組み合わせた二重組織などからなるものがあげられる。また、前記繊維布帛が不織布の場合は、ケミカルボンド、サーマルボンド、ニードルパンチ、スパンレース、ステッチボンド、スパンボンド、メルトブロー、湿式などにより製造されるものがあげられる。
【0035】
前記基布を構成する糸の単糸太さは、同じでも異なってもいずれでもよく、たとえば、0.5〜8dtexの範囲であることが好ましい。また、単糸の強度も、5.4cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。また、これら繊維の単糸の断面形状も、円形、楕円、扁平、多角形、中空、その他の異型など、布帛の製造、得られた布帛の物性に支障のない範囲で適宜選定すればよい。また、太さや断面形状などが異なる複数の糸を、合糸、撚り合わせなどにより一体化したものを用いてもよい。
【0036】
前記繊維の総繊度は、150〜1000dtexであることが好ましく、235〜700dtexであることがより好ましい。150dtex未満ではエアバッグに求められる強度が得られにくい傾向にあり、1000dtexより大きくなると、重量が大きくなりすぎると同時に、基布の厚みが増大しバッグの収納性が悪くなるおそれがある。
【0037】
前記基布は、目付けが190g/m2以下、引張強力が600N/cm以上であることが好ましい。目付けと引張強力がこの範囲であれば、軽くて物理特性に優れているといえる。なお、ここでいう目付けは、後述する不通気処理剤を塗布する前の未加工の状態の基布重量をいう。
【0038】
前記基布が織物である場合のカバーファクターは、1500〜2500であることが好ましい。カバーファクターが1500より小さいと、織物の開口部が大きくなるためバッグの気密性を得ることが困難となり、またカバーファクターが2500より大きいと、織物の厚みが増大し、バッグの収納性が悪くなるおそれがある。ここで、カバーファクターとは基布のタテ糸総繊度をD1(dtex)、タテ糸密度をN1(本/2.54cm)とし、ヨコ糸総繊度をD2(dtex)、ヨコ糸密度をN2(本/2.54cm)とすると(D1×0.9)1/2×N1+(D2×0.9)1/2×N2で表される。
【0039】
また、前記基布は精練および熱処理を施されたものであってもよい。
【0040】
前記したように、基布は、耐熱性の向上および通気度の低下を目的として、樹脂層を有していてもよい。また、その目的から、前記樹脂層は、少なくとも基布の片面全面に付着しているが、基布表面、基布を構成する糸束の間隙部、または、繊維単糸の間隙部など、いずれに介在していてもよい。耐熱性、および、基布に外力が加わっても被膜の損傷が抑えられるという理由により、樹脂層を有する面同士を接合して、被覆面が内側になるようにエアバッグを作製することが好ましい。
【0041】
前記樹脂としては、たとえば、クロロプレンゴム、ハイバロンゴム、フッ素ゴムなどの含ハロゲンゴム、シリコーンゴム、エチレンプロピレンゴム、エチレンプロピレン三元共重合ゴム、ニトリルブタジエンゴム、スチレンブタジエンゴム、イソブチレンイソプレンゴム、ウレタンゴムおよびアクリルゴムなどのゴム類、および、塩化ビニル樹脂、塩化ビニリデン樹脂、塩素化ポリオレフィン樹脂およびフッ素樹脂などの含ハロゲン樹脂、ウレタン樹脂、アクリル樹脂、エステル樹脂、アミド樹脂、オレフィン樹脂およびシリコーン樹脂などの樹脂類があげられ、これらは単独または併用して使用される。なかでも、可撓性、耐熱性および耐候性に優れる点で、シリコーンゴムおよびシリコーン樹脂が好ましい。
【0042】
被覆方法としては、1)コーティング法(ナイフ、キス、リバース、コンマ、スロットダイおよびリップなど)、2)浸漬法、3)印捺法(スクリーン、ロール、ロータリーおよびグラビアなど)、4)転写法(トランスファー)、5)ラミネート法、および6)スプレーなどにて噴霧する方法などがあげられる。なかでも、設定できる付与量の幅が大きい点で、コーティング法が好ましい。
【0043】
また、塗布量としては、5〜60g/m2が好ましい。塗布量が5g/m2より少ないと、基布の通気性が高くなるため、バッグの気密性に問題が発生するおそれがあり、また塗布量が60g/m2より多いと、基布の厚みが厚くなってバッグの収納性に問題が発生するおそれがある。
【0044】
また、各乗員側布とインフレータ側布との結合、あるいは補強布の結合は、縫製、接着、溶着、製織、製編あるいはこれらの併用など、いずれの方法によってもよく、エアバッグとしての堅牢性、展開時の耐衝撃性、乗員の耐衝撃性能などを満足するものであればよい。
【0045】
縫製は、本縫い、二重環縫い、片伏せ縫い、かがり縫い、安全縫い、千鳥縫い、扁平縫いなどの通常のエアバッグに適用されている縫い目により行えばよい。また、縫い糸の太さは、235dtex(50番手相当)〜2800dtex(0番手相当)、運針数は2〜10針/cmとすればよい。複数列の縫い目線が必要な場合は、縫い目線間の距離は2.2mm〜8mm程度として、多針型ミシンを用いればよいが、縫製部距離が長くない場合には、1本針ミシンで複数回縫合してもよい。
【0046】
さらに、必要に応じて、外周縫製部などの縫い目からのガス抜けを防ぐために、シール材、接着剤または粘着材などを、縫い目の上部および/または下部、縫い目の間、縫い代部などに塗布、散布または積層してもよい。
【0047】
縫合に使用する縫い糸は、一般に化合繊縫い糸と呼ばれるものや工業用縫い糸として使用されているものの中から適宜選定すればよい。たとえば、ナイロン6、ナイロン66、ナイロン46、ポリエステル、高分子ポリオレフィン、含フッ素、ビニロン、アラミド、カーボン、ガラス、スチールなどがあり、紡績糸、フィラメント合撚糸またはフィラメント樹脂加工糸のいずれでもよい。
【0048】
また、前記の通り、使用するインフレータの特性に応じて、インフレータ取付口周囲に熱ガスから保護するための耐熱保護布や力学的な補強布を設けてもよい。これらの保護布や補強布は、布自体が耐熱性の材料、たとえば、全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、PBO繊維、ポリイミド繊維、含フッ素系繊維などの耐熱性繊維材料を用いてもよいし、エアバッグ本体と同じか本体用基布より太い糸を用いて別途作成した織物を用いてもよい。また、織物に耐熱性被覆材を施したものを用いてもよい。
【0049】
以上、これまで図面を参照して本発明を説明してきたが、本発明の実施形態はこれのみを指すものではなく、要旨を逸脱しない範囲での変更、改良は当然可能である。
【符号の説明】
【0050】
1 エアバッグ
2 テザー
3 インフレータ取付口
4 開裂部
4a スリット部
4b スリット残部
5 非開裂部
【技術分野】
【0001】
本発明は、車両に所定値以上の衝撃が加わった際に、インフレータから噴射されるガスの圧力により瞬時に展開膨張し、乗員を衝撃から保護するエアバッグに関し、詳細には、初期にすばやく車両上下方向に展開することのできるエアバッグに関する。
【背景技術】
【0002】
近年、車両が衝突したときの衝撃から乗員を保護する乗員保護用の安全装置として、エアバッグ装置が普及している。エアバッグ装置は、衝突時に、乗員と内装構造物との間の空間に瞬時に膨出し、乗員が直接、インパネやサイドドア、ハンドルなどに衝突する際の衝撃を吸収する機能をもつものである。そのため、エアバッグ装置としては、車両の衝突などの衝撃を受けたときの急激な減速を検知するセンサ、センサからの信号を受けて膨出用の高圧ガスを発生するインフレータ、インフレータからの膨出用の高圧ガスにより、膨出展開して乗員の衝撃を緩和するエアバッグ袋体、および、エアバッグシステムが正常に機能しているか否かを判断する診断回路を、通常備えている。
【0003】
なかでも、車両のボディサイド部に所定値以上の衝撃が加わった際に、インフレータから噴射されるガスの圧力により乗員の側方で瞬時に展開膨張し、乗員の頭部、胸部あるいは腰部などを保護するサイドエアバッグといわれるものがある。
【0004】
このサイドエアバッグは、乗員の頭部、胸部あるいは腰部といった広範囲にわたって保護する点、および、乗員の側部にて展開する点で、運転席用エアバッグなどとは求められる性能が異なっている。つまり、サイドエアバッグは、上下方向と車両の前後方向に平面的に、しかも乗員とドアとの間に展開する必要がある。たとえば、乗員がエアバッグの膨出口を塞ぐような位置に着座している場合、初期の段階で車両の前後方向に急に展開してしまうと、エアバッグに押されるような状態になり危険である。そのため、初期には、まず上下方向への展開を開始し、徐々に車両前後方向へと展開していくことが求められる。
【0005】
また、乗員とドアとの間にて展開するが、あまり厚みが大きいと展開が困難であるし、厚みが小さいと十分に乗員を保護できない。そのため、厚みを規制しつつもある程度は確保する必要がある。
【0006】
特許文献1では、エアバッグの上下を二分する位置にチューブ状テザーを配置し、バッグ中央からガスを噴射させている(たとえば図24)。しかし、この方法では、膨張部が上部と下部に二分されることになり、初期における車両前後方向への膨出を規制することができない。
【0007】
ガスの流れを規制する方法としては、特許文献2および3においても開示されている。特許文献2では、2枚の基布の相対する位置を縫合糸により縫合して堰を形成し、ガス流通口を狭めている。さらに、脆弱な縫合部を設けることによって、バッグ内圧力の変化によってガスの流れを変化させることも記載されている。
【0008】
また、特許文献3では、厚み規制のためのテザーとガスの流れを規制するための縫製とを設けている。通常は、このように厚み規制の手段(テザー)と、ガスの流れ規制の手段(縫製またはテザー)とを設けて、サイドエアバッグにおける要求を満たすことが行われる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−34214号公報
【特許文献2】特開平10−297409号公報
【特許文献3】特開2006−082664号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するものであり、テザーを設けることにより、厚みを規制しながらガスの流れも制御することのできるエアバッグを提供することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明は、厚み規制のためのテザーを有するエアバッグであって、該テザーが、所定値以上の内圧によって幅方向に開裂する部分と、開裂しない部分とを有しているエアバッグである。
【0012】
前記開裂する部分が、スリットにより形成されていることが好ましい。
【0013】
前記開裂する部分が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなることが好ましい。
【発明の効果】
【0014】
本発明によれば、テザーを設けることにより、厚みを規制しながらガスの流れも制御することのできるエアバッグを提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明のエアバッグの一例を示した概略平面図である。
【図2】本発明で使用するテザーの展開終了時の形状を示した概略平面図である。
【図3】本発明で使用するテザーの一例を示した概略平面図である。
【図4】本発明で使用するテザーの他の例を示した概略平面図である。
【図5】本発明のエアバッグの他の例を示した概略平面図である。
【発明を実施するための形態】
【0016】
本発明は、厚み規制のためのテザーを有しており、該テザーが、所定値以上の内圧によって幅方向に開裂する部分(以下、開裂部4)と、開裂しない部分(以下、非開裂部5)とを有しているエアバッグである。
【0017】
本発明の実施形態の一例を、図1に基づいて説明する。図1は、本発明のエアバッグの一例を示した概略平面図である。図1では、テザー2が、エアバッグ1の上下方向の全長にわたって(換言すれば、バッグの左右を分断するように)設けられている。そのため、展開初期においては、インフレータ取付口3から流入したガスは、まずエアバッグ上方向および下方向へと進む。エアバッグが上下方向に展開した後、インフレータ取付口側の内圧の高まりにより開裂した開裂部4から、ガスがバッグ幅方向へと流入し、車両前後方向への展開が徐々に進行する。
【0018】
このような順序で展開させることによって、乗員が正常な位置に着座していない場合であっても、エアバッグの急な膨出による危害を抑制することができる。
【0019】
図2は、展開終了時におけるテザーの形状を示している。開裂部4は、内圧の高まりにしたがって膨張したパネルに引っ張られて開裂し、エアバッグに厚みを与え、非開裂部5によりその厚みを規制している。つまり、本発明で使用されるテザーは、展開初期にはガスの流れを制御するものとして働き、展開終了時にはバッグの厚みを規制するものとしての本来の役割を果たす。
【0020】
前記開裂部4は、スリットにより形成することができる。この場合、内圧の高まりによりスリットが押し広げられ、テザー2は幅方向に開裂する。また、図3に示すように、前記開裂部4は、スリット部4aと、所定値以上の内圧によって切断するスリット残部4bとからなっていることが好ましい。この場合、展開初期においてはガスの流れを抑制し、内圧の高まりによってスリット残部4bが切断されると前記スリット部4aと一体となり、開裂部4を形成する。
【0021】
図3に示す形態のテザーは、スリット以外の部分の長さを適宜変えることによって、非開裂部5と所定値以上の内圧によって切断するスリット残部4bとを形成することができるため、非常に簡単に作製することができる。すなわち、スリット残部4bよりも非開裂部5の部分を十分に長くとればよい。
【0022】
また、前記開裂部4は、所定値以上の内圧によって切り離される切込みにより形成されていてもよい。切り込みをテザーの厚みよりも小さくなるように設けておけば、展開初期には完全に切れていないため、ガスの流入を遮ることができ、内圧の高まりによって完全に切れると、開裂部4を形成する。
【0023】
なお、前記スリットは、単なる切込みであってもよいし、幅をもったものであってもよい。また、スリットは、直線であることには限定されず、くの字型などにしてもよい。開裂部4をスリット部4aとスリット残部4bとで構成する場合にも、図3に示すように同一直線上に設けることには限定されず、たとえば図4に示すように、ジグザグに形成してもよい。このように、開裂部4がジグザグになるようにスリットを設けると、開裂部4の長さがより長くなるため、形成される開口部が大きくなる。このような方法で前記開口部の大きさを調整して、ガスの流入速度やバッグの厚みを制御することが可能となる。
【0024】
前記開裂部4の長さはとくに限定されないが、開裂後のエアバッグの厚みが30〜100mmになるように設定することが好ましい。展開後のエアバッグの厚みが30mmより小さいと、乗員を保護することが難しくなる傾向にあり、100mmをこえると、乗員とドアとの間にてスムーズに展開することが困難となる傾向にある。なお、展開後のエアバッグの厚みには、開裂部4の長さと同時にその数も考慮に入れるべきである。開裂部4の数は2以上であることが好ましい。
【0025】
前記非開裂部5は、1つ以上設けられることが好ましい。非開裂部5がないと厚み規制としての役割を果たさないためである。上限はとくに限定されるものではない。また、その長さは、エアバッグ膨張展開時の内圧で開裂してしまわないような長さであればよく、10mm以上であればよい。
【0026】
図3に示すように、前記開裂部4をスリット4aとスリット残部4bとから構成する場合、スリット残部4bの長さは、2〜10mmであることが好ましく、3〜5mmであることがより好ましい。スリット残部4bの長さが2mmより小さいと、所定値以上の内圧になる前に切断されてしまい、車両前後方向への急な膨出を防ぐことが難しくなる可能性があり、10mmをこえると、所定値以上の内圧になってもスリット残部4bが切断されず、展開が完了しない可能性がある。
【0027】
テザーの配置についてはとくに限定されず、初期の段階において、少なくとも上下方向の展開を可能とするようなものであればよい。たとえば、上下方向とともに腰部についても素早く展開させるために、図5に示すようなL字型に配置してもよい。
【0028】
本発明のエアバッグのパネルおよびテザーに使用される基布には、インフレータの性能やバッグ容量、使用部位などによって、ゴムや樹脂などを積層塗布して不通気性加工を施したものを使用してもよい。
【0029】
前記基布としては繊維布帛が用いられる。ここで繊維布帛とは、繊維糸条を用いて製織される織物、繊維糸条を用いて製編される編物および不織布を意味する。
【0030】
繊維布帛を構成する繊維は、天然繊維、化学繊維、無機繊維など、とくに限定するものではない。たとえば、ナイロン6、ナイロン66、ナイロン46、ナイロン610、ナイロン612などの単独またはこれらの共重合、混合により得られる脂肪族ポリアミド繊維、ナイロン6T、ナイロン6I、ナイロン9Tに代表される脂肪族アミンと芳香族カルボン酸の共重合ポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合によって得られるポリエステル繊維、超高分子量ポリオレフィン系繊維、ビニリデン、ポリ塩化ビニルなどの含塩素系繊維、ポリテトラフルオロエチレンを含む含フッ素系繊維、ポリアセタール系繊維、ポリサルフォン系繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルエーテルケトン系繊維(PEEK)、全芳香族ポリアミド系繊維、全芳香族ポリエステル系繊維、ポリイミド系繊維、ポリエーテルイミド系繊維、ポリパラフェニレンベンズビスオキサゾール系繊維(PBO)、ビニロン系繊維、アクリル系繊維、セルロース系繊維、炭化珪素系繊維、アルミナ系繊維、ガラス系繊維、カーボン系繊維、スチール系繊維などから適宜、1種または2種以上を選定すればよい。なかでも、汎用性があり、基布の製造工程、基布物性などの点から、合成繊維フィラメントが好ましい。とくには、物理特性、耐久性、耐熱性などの点からナイロン66繊維が好ましい。また、リサイクルの観点からは、ポリエステル系繊維、ナイロン6繊維も好ましい。
【0031】
これら繊維には、紡糸性や、加工性、耐久性などを改善するために通常使用されている各種の添加剤、たとえば、耐熱安定剤、酸化防止剤、耐光安定剤、老化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤などの1種または2種以上を使用してもよい。また、カラミ織を製織する上で望ましい場合には、加撚、嵩高加工、捲縮加工、捲回加工、糊付け加工などの加工を施してもよい。さらに、糸条の形態は、長繊維フィラメント以外に、短繊維の紡績糸、これらの複合糸などを用いてもよい。
【0032】
たとえば、前記繊維布帛が織物の場合は、平織、斜子織(バスケット織)、格子織(リップストップ織)、綾織、畝織、絡み織、模紗織、あるいはこれらの複合組織などいずれでもよい。必要に応じて、経糸、緯糸の二軸以外に、斜め60度を含む多軸設計としてもよく、その場合の糸の配列は、経糸または緯糸と同じ配列に準じればよい。なかでも構造の緻密さ、物理特性や性能の均等性が確保できる点で、平織が好ましい。
【0033】
織物の製造は、通常の工業用織物を製織するのに用いられる各種織機から適宜選定すればよく、たとえば、シャトル織機、ウォータージェット織機、エアージェット織機、レピア織機、プロジェクタイル織機などから選定すればよい。
【0034】
前記繊維布帛が編物の場合は、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編や、平編、ゴム編、パール編などのよこ編、などの編組織を単独またはそれらを組み合わせた二重組織などからなるものがあげられる。また、前記繊維布帛が不織布の場合は、ケミカルボンド、サーマルボンド、ニードルパンチ、スパンレース、ステッチボンド、スパンボンド、メルトブロー、湿式などにより製造されるものがあげられる。
【0035】
前記基布を構成する糸の単糸太さは、同じでも異なってもいずれでもよく、たとえば、0.5〜8dtexの範囲であることが好ましい。また、単糸の強度も、5.4cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。また、これら繊維の単糸の断面形状も、円形、楕円、扁平、多角形、中空、その他の異型など、布帛の製造、得られた布帛の物性に支障のない範囲で適宜選定すればよい。また、太さや断面形状などが異なる複数の糸を、合糸、撚り合わせなどにより一体化したものを用いてもよい。
【0036】
前記繊維の総繊度は、150〜1000dtexであることが好ましく、235〜700dtexであることがより好ましい。150dtex未満ではエアバッグに求められる強度が得られにくい傾向にあり、1000dtexより大きくなると、重量が大きくなりすぎると同時に、基布の厚みが増大しバッグの収納性が悪くなるおそれがある。
【0037】
前記基布は、目付けが190g/m2以下、引張強力が600N/cm以上であることが好ましい。目付けと引張強力がこの範囲であれば、軽くて物理特性に優れているといえる。なお、ここでいう目付けは、後述する不通気処理剤を塗布する前の未加工の状態の基布重量をいう。
【0038】
前記基布が織物である場合のカバーファクターは、1500〜2500であることが好ましい。カバーファクターが1500より小さいと、織物の開口部が大きくなるためバッグの気密性を得ることが困難となり、またカバーファクターが2500より大きいと、織物の厚みが増大し、バッグの収納性が悪くなるおそれがある。ここで、カバーファクターとは基布のタテ糸総繊度をD1(dtex)、タテ糸密度をN1(本/2.54cm)とし、ヨコ糸総繊度をD2(dtex)、ヨコ糸密度をN2(本/2.54cm)とすると(D1×0.9)1/2×N1+(D2×0.9)1/2×N2で表される。
【0039】
また、前記基布は精練および熱処理を施されたものであってもよい。
【0040】
前記したように、基布は、耐熱性の向上および通気度の低下を目的として、樹脂層を有していてもよい。また、その目的から、前記樹脂層は、少なくとも基布の片面全面に付着しているが、基布表面、基布を構成する糸束の間隙部、または、繊維単糸の間隙部など、いずれに介在していてもよい。耐熱性、および、基布に外力が加わっても被膜の損傷が抑えられるという理由により、樹脂層を有する面同士を接合して、被覆面が内側になるようにエアバッグを作製することが好ましい。
【0041】
前記樹脂としては、たとえば、クロロプレンゴム、ハイバロンゴム、フッ素ゴムなどの含ハロゲンゴム、シリコーンゴム、エチレンプロピレンゴム、エチレンプロピレン三元共重合ゴム、ニトリルブタジエンゴム、スチレンブタジエンゴム、イソブチレンイソプレンゴム、ウレタンゴムおよびアクリルゴムなどのゴム類、および、塩化ビニル樹脂、塩化ビニリデン樹脂、塩素化ポリオレフィン樹脂およびフッ素樹脂などの含ハロゲン樹脂、ウレタン樹脂、アクリル樹脂、エステル樹脂、アミド樹脂、オレフィン樹脂およびシリコーン樹脂などの樹脂類があげられ、これらは単独または併用して使用される。なかでも、可撓性、耐熱性および耐候性に優れる点で、シリコーンゴムおよびシリコーン樹脂が好ましい。
【0042】
被覆方法としては、1)コーティング法(ナイフ、キス、リバース、コンマ、スロットダイおよびリップなど)、2)浸漬法、3)印捺法(スクリーン、ロール、ロータリーおよびグラビアなど)、4)転写法(トランスファー)、5)ラミネート法、および6)スプレーなどにて噴霧する方法などがあげられる。なかでも、設定できる付与量の幅が大きい点で、コーティング法が好ましい。
【0043】
また、塗布量としては、5〜60g/m2が好ましい。塗布量が5g/m2より少ないと、基布の通気性が高くなるため、バッグの気密性に問題が発生するおそれがあり、また塗布量が60g/m2より多いと、基布の厚みが厚くなってバッグの収納性に問題が発生するおそれがある。
【0044】
また、各乗員側布とインフレータ側布との結合、あるいは補強布の結合は、縫製、接着、溶着、製織、製編あるいはこれらの併用など、いずれの方法によってもよく、エアバッグとしての堅牢性、展開時の耐衝撃性、乗員の耐衝撃性能などを満足するものであればよい。
【0045】
縫製は、本縫い、二重環縫い、片伏せ縫い、かがり縫い、安全縫い、千鳥縫い、扁平縫いなどの通常のエアバッグに適用されている縫い目により行えばよい。また、縫い糸の太さは、235dtex(50番手相当)〜2800dtex(0番手相当)、運針数は2〜10針/cmとすればよい。複数列の縫い目線が必要な場合は、縫い目線間の距離は2.2mm〜8mm程度として、多針型ミシンを用いればよいが、縫製部距離が長くない場合には、1本針ミシンで複数回縫合してもよい。
【0046】
さらに、必要に応じて、外周縫製部などの縫い目からのガス抜けを防ぐために、シール材、接着剤または粘着材などを、縫い目の上部および/または下部、縫い目の間、縫い代部などに塗布、散布または積層してもよい。
【0047】
縫合に使用する縫い糸は、一般に化合繊縫い糸と呼ばれるものや工業用縫い糸として使用されているものの中から適宜選定すればよい。たとえば、ナイロン6、ナイロン66、ナイロン46、ポリエステル、高分子ポリオレフィン、含フッ素、ビニロン、アラミド、カーボン、ガラス、スチールなどがあり、紡績糸、フィラメント合撚糸またはフィラメント樹脂加工糸のいずれでもよい。
【0048】
また、前記の通り、使用するインフレータの特性に応じて、インフレータ取付口周囲に熱ガスから保護するための耐熱保護布や力学的な補強布を設けてもよい。これらの保護布や補強布は、布自体が耐熱性の材料、たとえば、全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、PBO繊維、ポリイミド繊維、含フッ素系繊維などの耐熱性繊維材料を用いてもよいし、エアバッグ本体と同じか本体用基布より太い糸を用いて別途作成した織物を用いてもよい。また、織物に耐熱性被覆材を施したものを用いてもよい。
【0049】
以上、これまで図面を参照して本発明を説明してきたが、本発明の実施形態はこれのみを指すものではなく、要旨を逸脱しない範囲での変更、改良は当然可能である。
【符号の説明】
【0050】
1 エアバッグ
2 テザー
3 インフレータ取付口
4 開裂部
4a スリット部
4b スリット残部
5 非開裂部
【特許請求の範囲】
【請求項1】
厚み規制のためのテザーを有するエアバッグであって、該テザーが、所定値以上の内圧によって幅方向に開裂する部分と、開裂しない部分とを有しているエアバッグ。
【請求項2】
前記開裂する部分が、スリットにより形成されている請求項1記載のエアバッグ。
【請求項3】
前記開裂する部分が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなる請求項1記載のエアバッグ。
【請求項1】
厚み規制のためのテザーを有するエアバッグであって、該テザーが、所定値以上の内圧によって幅方向に開裂する部分と、開裂しない部分とを有しているエアバッグ。
【請求項2】
前記開裂する部分が、スリットにより形成されている請求項1記載のエアバッグ。
【請求項3】
前記開裂する部分が、スリット部と、所定値以上の内圧によって切断するスリット残部とからなる請求項1記載のエアバッグ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−39893(P2013−39893A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179568(P2011−179568)
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]