
エアバッグ
【課題】複数の内室を有するエアバッグの仕切り壁に設けられたベントホールに、非常に簡単な方法でベントホールカバーを取り付けることにより、シンプルな構成でありながら、どのような状況下であっても乗員拘束性を発揮することのできるエアバッグを提供する。
【解決手段】複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸8により接合された該ベントホールを覆うベントホールカバー5を有しているエアバッグである。
【解決手段】複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸8により接合された該ベントホールを覆うベントホールカバー5を有しているエアバッグである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両に装備され、車両の衝突事故時、瞬時に膨出して乗員を保護するエアバッグに関し、さらに詳しくは、乗員とエアバッグとの干渉の程度に応じて展開状態が変化するエアバッグに関する。
【背景技術】
【0002】
近年、車両が衝突したときの衝撃から乗員を保護する乗員保護用の安全装置として、エアバッグ装置が普及している。エアバッグ装置は、衝突時に、乗員と内装構造物との間の空間に瞬時に膨出し、乗員が直接、インパネやサイドドア、ハンドルなどに衝突する際の衝撃を吸収する機能をもつものである。そのため、エアバッグ装置としては、車両の衝突などの衝撃を受けたときの急激な減速を検知するセンサ、センサからの信号を受けて膨出用の高圧ガスを発生するインフレータ、インフレータからの膨出用の高圧ガスにより、膨出展開して乗員の衝撃を緩和するエアバッグ袋体、および、エアバッグシステムが正常に機能しているか否かを判断する診断回路を、通常備えている。
【0003】
一般的に、エアバッグ装置では、展開させるエアバッグ袋体(以下、単にエアバッグまたはバッグと称する)の大きさや形状が一定である。しかし、エアバッグ展開時の状況・状態は様々であり、一定のエアバッグで一様に乗員を拘束することが難しいことがわかってきた。たとえば、乗員が勢いよく早い段階でエアバッグと接触する「高速衝突」とエアバッグが展開してから乗員が接触するまでにタイムラグが生じる「低速衝突」というタイミングの違い、乗員の体格の違い、または、乗員の着座位置の違いなどによって、エアバッグによる拘束力に違いが生じるのである。そのため、近年においては、どのような状況・状態であっても、乗員を拘束する能力を発揮できるエアバッグが求められている。
【0004】
特許文献1には、メインバッグの内部に逆止弁を有するサブバッグを設け、乗員とサブバッグとの干渉の度合に応じて膨張し排気孔を縮径することで、エアバッグの硬さを調整する方法が開示されている。しかし、逆止弁を使用しているためメインバッグへの逆流が不可能であること、さらには、サブバッグ自体には排気孔がないことから、サブバッグ内圧力が高い時に乗員が衝突した場合の乗員への加害性が大きいという問題がある。
【0005】
また、特許文献2には、エアバッグ内が仕切り壁によって2室に分けられ、仕切り壁に薄膜の調圧弁を設けることが記載されている。インフレータ側の1室の内圧が所定の圧力に達すると、前記薄膜が開裂し、2室目にガスが流入する。そのため、展開初期においては1室目の圧力を保持することができ、すばやく1室目を展開完了させることができる。また、1室目に乗員が衝突するような場合においても、衝突による内圧上昇を緩和するために薄膜が開裂し、乗員への加害性(障害値)が小さくなる。
【0006】
しかし、この方法では、前記薄膜が一旦開裂してしまうと、以降、1室目の内圧を高くすることはできない。そのため、高速衝突時には1室目の内圧が高い状態で乗員を拘束出来るが、低速衝突時には1室目が、薄膜が開裂してしまった後の内圧が低い状態である可能性があり、乗員拘束性が低下するという問題がある。さらに、2室目に乗員が拘束された際には、2室目から1室目への制限のない排気によって2室目が押し潰され、乗員拘束性が低下してしまう。
【0007】
この排気口の弁(以下、ベントホールカバーと称する)については、さまざまな形状や仕組みのものが開示されている。たとえば、特許文献3には、ベントホールにコイルバネを有したアクティブベントが付いており、エアバッグ内圧がこのコイルバネの付勢力を上回った場合、アクティブベントからガスが排気されることが記載されている。しかし、この方法には複雑な部材が必要で、重量や収納容量が大きくなるため、ベントホール位置に制限が生じ、バッグ内の仕切り壁には適用することが難しい。さらには、これ自体の乗員への加害性という問題がある。
【0008】
また、特許文献4には、ベントホールカバーをスポット溶着などで取り付け、展開作動時における所定のエアバッグ内圧の作用によって前記弁体が開弁することが記載されている。しかし、ベントホールカバーをスポット溶着するには、接合強度の点からある程度の接合面積が必要であり、ベントホールの開口面積が制限されてしまうという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第2946771号公報
【特許文献2】特開2007−1362号公報
【特許文献3】特開2007−196700号公報
【特許文献4】特開平10−76905号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するものであり、複数の内室を有するエアバッグの仕切り壁に設けられたベントホールに、非常に簡単な方法でベントホールカバーを取り付けることにより、シンプルな構成でありながら、どのような状況下であっても乗員拘束性を発揮することのできるエアバッグを提供することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明は、複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有しているエアバッグに関する。
【0012】
縫製にかかわる部分のベントホールカバーとベントホールの周囲のパネルとの重なり幅が、2〜100mmであることが好ましい。
【発明の効果】
【0013】
本発明によれば、シンプルな構成でありながら、どのような状況下であっても乗員拘束性を発揮できるエアバッグを提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明のエアバッグの一例を示した概略図である。
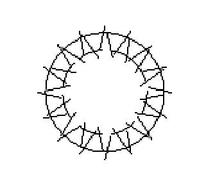
【図2】本発明で使用するベントホールカバーの一例を示した概略平面図である。
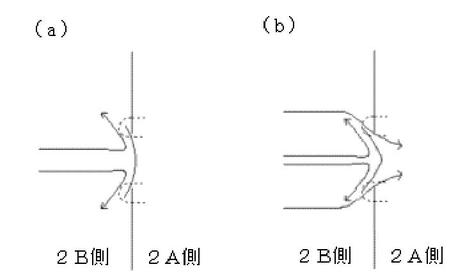
【図3】本発明のエアバッグにおける内室2Aから内室2Bへの通気の様子を示した説明図である。
【図4】本発明のエアバッグにおける内室2Bから内室2Aへの通気の様子を示した説明図である。
【図5】本発明で使用するベントホールカバーの他の縫製方法を示した概略平面図である。
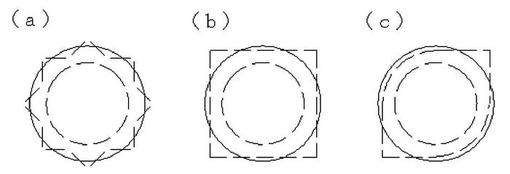
【図6】本発明で使用するベントホールカバーの他の縫製方法を示した概略平面図である。
【発明を実施するための形態】
【0015】
本発明のエアバッグは、複数の内室に仕切るための仕切り壁にベントホールが設けられており、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有している。
【0016】
以下、本発明について図面を参照しながら説明する。図1に示すように、本発明のエアバッグ1は、仕切り壁3によってインフレータ6から遠い方の内室2B(以下、単に内室Bと称す)とインフレータ6に近い方の内室2A(以下、単に内室Aと称す)とに仕切られている。なお、図1では内室が2つである場合を示しているが、これに限定されず、3室以上に仕切っていてもよい。この仕切り壁3にはベントホール4が形成されており、ベントホール4にはこれを覆うようにベントホールカバー5が取り付けられている。内室2Bには、外部への排気を行うベントホール7が形成されている。
【0017】
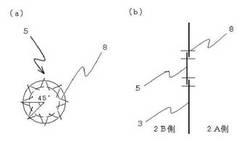
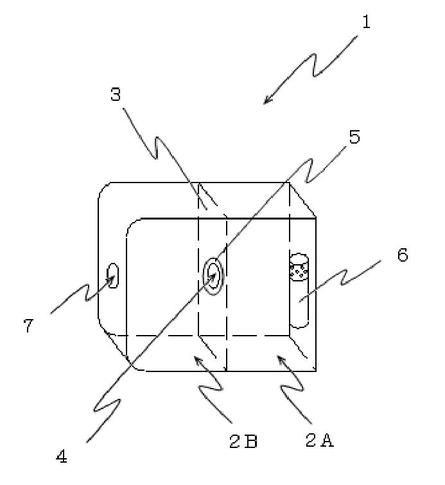
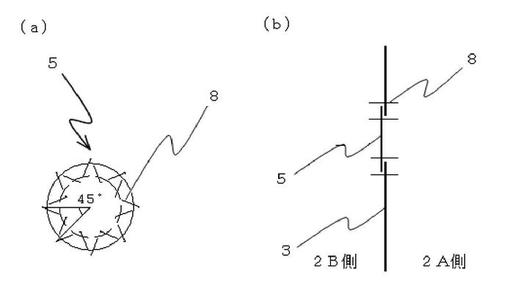
前記ベントホールカバー5は、図2(a)に示すように、ベントホール4全体を覆うものであり、その周囲に縫製糸8により取り付けられている。また、図2(b)に示すように、このベントホールカバー5は、インフレータから遠い方の壁側(換言すれば、内室2B側の仕切り壁)に取り付けられている。そのため、インフレータから発生したガスにより内室2Aが所定の位置まで展開し、内室2Aが所定の内圧となるまではベントホール4からの排気がなく、すばやい展開が可能となるが(図3(a))、所定の内圧を超えると、ベントホールカバー5が内室2B側に押し出され、内室2Bの展開が開始することになる(図3(b))。
【0018】
本発明においては、前記ベントホールカバー5が、内室2Aから内室2Bへの通気はもちろんのこと、内室2Bから内室2Aへの通気が可能な状態で、仕切り壁3に接合されていることが特徴である。
【0019】
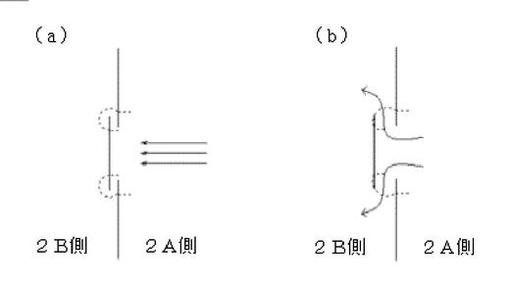
前記の通り、ベントホールカバー5は、内室2B側の仕切り壁に取り付けられているため、2Bの内圧が所定値に満たない場合は内室2Bから内室2Aへの通気はほとんど行われない(図4(a))。しかし、内室2Bの外部への排気を行うベントホール7を塞ぐように乗員が衝突した場合など、内室2Bの内圧が所定値以上に達すると、ベントホールカバー5が仕切り壁3から浮き上がるような状態になり(図4(b))、今度は逆に内室2Bから内室2Aへの通気がなされ、乗員を柔らかく受け止めることができるのである。さらに、内室2Aへの通気により内室2Bの内圧が所定値以下となると、再び仕切り壁3とベントホールカバー5との間の隙間はなくなり(図4(a))、その内圧およびバッグの形状を保持する。
【0020】
前記ベントホールカバー5は、たとえば図2(a)および図5のように、ベントホール4の周囲に千鳥縫いなどと呼ばれる縫い方により接合することができる。なお、図2(a)では、頂点位置が45°間隔になるようにして、10.6mm/針にて千鳥縫いしており、図5では、頂点位置が22.5°間隔になるようにして、9.4mm/針にて千鳥縫いしている。縫製の間隔を調整したり、ベントホール4とベントホールカバー5の径の差を調整したりすることで、ベントホール4を介した通気量(ひいていは、内室2Aおよび2Bの所定内圧)を変えることができる。たとえば、縫製の間隔を小さくする、あるいは、ベントホール4に対してベントホールカバー5の径を十分に大きくすると、内室2Aから2Bへの通気量は減少する傾向にある。
【0021】
縫製にかかわる部分のベントホールカバー5とベントホール4の周囲のパネルとの重なり幅は、2〜100mmであることが好ましい。2mmより小さいと、ベントホールを覆う面積が小さくなり、低い内圧でも通気が生じ、内室2Aの内圧保持ができなくなる傾向にあり、100mmをこえても、内圧保持の効果は変わらず、逆に内圧が高くなりすぎて乗員を正常に拘束できなくなる傾向にある。
【0022】
また、図6(a)、(b)および(c)のように縫合することもできる。このように、ベントホールカバー5を縫製糸により接合したことで、その通気量の設定や変更も簡単に行うことができ、また、接合面積も多くを必要としない。
【0023】
前記ベントホールカバー5に使用される基布はとくに限定されず、後述するバッグ本体と同じものを使用してもよいし、伸縮性のある基布など他の材質のものを使用してもよい。なかでも、歩留まりの点で、バッグ本体と同じ基布を使用することが好ましい。
【0024】
また、ベントホールカバー5を縫合する際に使用される縫製糸もとくに限定されず、後述するバッグ本体の縫合に使用される縫製糸を使用してもよいし、伸縮性のある糸を使用してもよい。なかでも、歩留まりの点で、バッグ本体に使用するものと同じ縫製糸を使用することが好ましい。
【0025】
内室2Aから内室2Bへの通気およびその逆方向への通気のためには、ベントホールカバー5が仕切り壁3から浮き上がり、隙間が生じることが必要である。そのためには、ベントホールカバー5自体に伸縮性の基布を用いること、または、縫製糸に伸縮性糸を用いることは有効である。しかし、これらを用いなくても、縫製糸のテンションを調整して縫製糸に余裕を与えることで、ベントホールカバー5と仕切り壁3との隙間を生じさせることが可能である。これは、縫製糸による接合のもう1つのメリットである。
【0026】
このように、本発明のエアバッグは、縫合という非常に簡単な方法であって、通常エアバッグの作製に用いられる方法によりベントホールカバーが取り付けられているため、工程を煩雑にすることなく製造することができる。また、ベントホールカバーが縫製糸により接合されているというシンプルな構成でありながら、通気量の調整も簡単に行え、乗員拘束性を向上させることができる。
【0027】
また、図1において、外部への排気を行うベントホール7を記載したが、排気の方式についてはとくに限定するものではなく、排気孔型、基布排気型、部分的な基布排気型またはこれらの併用型など、いずれでもよい。
【0028】
本発明のエアバッグのパネルに使用される基布には、インフレータの性能やバッグ容量、使用部位などによって、ゴムや樹脂などを積層塗布して不通気性加工を施したものを使用してもよい。
【0029】
前記基布としては繊維布帛が用いられる。ここで繊維布帛とは、繊維糸条を用いて製織される織物、繊維糸条を用いて製編される編物および不織布を意味する。
【0030】
繊維布帛を構成する繊維は、天然繊維、化学繊維、無機繊維など、とくに限定するものではない。たとえば、ナイロン6、ナイロン66、ナイロン46、ナイロン610、ナイロン612などの単独またはこれらの共重合、混合により得られる脂肪族ポリアミド繊維、ナイロン6T、ナイロン6I、ナイロン9Tに代表される脂肪族アミンと芳香族カルボン酸の共重合ポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合によって得られるポリエステル繊維、超高分子量ポリオレフィン系繊維、ビニリデン、ポリ塩化ビニルなどの含塩素系繊維、ポリテトラフルオロエチレンを含む含フッ素系繊維、ポリアセタール系繊維、ポリサルフォン系繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルエーテルケトン系繊維(PEEK)、全芳香族ポリアミド系繊維、全芳香族ポリエステル系繊維、ポリイミド系繊維、ポリエーテルイミド系繊維、ポリパラフェニレンベンズビスオキサゾール系繊維(PBO)、ビニロン系繊維、アクリル系繊維、セルロース系繊維、炭化珪素系繊維、アルミナ系繊維、ガラス系繊維、カーボン系繊維、スチール系繊維などから適宜、1種または2種以上を選定すればよい。なかでも、汎用性があり、基布の製造工程、基布物性などの点から、合成繊維フィラメントが好ましい。とくには、物理特性、耐久性、耐熱性などの点からナイロン66繊維が好ましい。また、リサイクルの観点からは、ポリエステル系繊維、ナイロン6繊維も好ましい。
【0031】
これら繊維には、紡糸性や、加工性、耐久性などを改善するために通常使用されている各種の添加剤、たとえば、耐熱安定剤、酸化防止剤、耐光安定剤、老化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤などの1種または2種以上を使用してもよい。また、カラミ織を製織する上で望ましい場合には、加撚、嵩高加工、捲縮加工、捲回加工、糊付け加工などの加工を施してもよい。さらに、糸条の形態は、長繊維フィラメント以外に、短繊維の紡績糸、これらの複合糸などを用いてもよい。
【0032】
たとえば、前記繊維布帛が織物の場合は、平織、斜子織(バスケット織)、格子織(リップストップ織)、綾織、畝織、絡み織、模紗織、あるいはこれらの複合組織などいずれでもよい。必要に応じて、経糸、緯糸の二軸以外に、斜め60度を含む多軸設計としてもよく、その場合の糸の配列は、経糸または緯糸と同じ配列に準じればよい。なかでも構造の緻密さ、物理特性や性能の均等性が確保できる点で、平織が好ましい。
【0033】
織物の製造は、通常の工業用織物を製織するのに用いられる各種織機から適宜選定すればよく、たとえば、シャトル織機、ウォータージェット織機、エアージェット織機、レピア織機、プロジェクタイル織機、ジャカード織機などから選定すればよい。
【0034】
前記繊維布帛が編物の場合は、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編や、平編、ゴム編、パール編などのよこ編、などの編組織を単独またはそれらを組み合わせた二重組織などからなるものがあげられる。また、前記繊維布帛が不織布の場合は、ケミカルボンド、サーマルボンド、ニードルパンチ、スパンレース、ステッチボンド、スパンボンド、メルトブロー、湿式などにより製造されるものがあげられる。
【0035】
前記基布を構成する糸の単糸太さは、同じでも異なってもいずれでもよく、たとえば、0.5〜8dtexの範囲であることが好ましい。また、単糸の強度も、5.4cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。また、これら繊維の単糸の断面形状も、円形、楕円、扁平、多角形、中空、その他の異型など、布帛の製造、得られた布帛の物性に支障のない範囲で適宜選定すればよい。また、太さや断面形状などが異なる複数の糸を、合糸、撚り合わせなどにより一体化したものを用いてもよい。
【0036】
前記繊維の総繊度は、150〜1000dtexであることが好ましく、235〜700dtexであることがより好ましい。150dtex未満ではエアバッグに求められる強度が得られにくい傾向にあり、1000dtexより大きくなると、重量が大きくなりすぎると同時に、基布の厚みが増大しバッグの収納性が悪くなるおそれがある。
【0037】
前記基布は、目付けが190g/m2以下、引張強力が600N/cm以上であることが好ましい。目付けと引張強力がこの範囲であれば、軽くて物理特性に優れているといえる。なお、ここでいう目付けは、後述する不通気処理剤を塗布する前の未加工の状態の基布重量をいう。
【0038】
前記基布が織物である場合のカバーファクターは、1500〜2500であることが好ましい。カバーファクターが1500より小さいと、織物の開口部が大きくなるためバッグの気密性を得ることが困難となり、またカバーファクターが2500より大きいと、織物の厚みが増大し、バッグの収納性が悪くなるおそれがある。ここで、カバーファクターとは基布のタテ糸総繊度をD1(dtex)、タテ糸密度をN1(本/2.54cm)とし、ヨコ糸総繊度をD2(dtex)、ヨコ糸密度をN2(本/2.54cm)とすると(D1×0.9)1/2×N1+(D2×0.9)1/2×N2で表される。
【0039】
また、前記基布は精練および熱処理を施されたものであってもよい。
【0040】
前記したように、基布は、耐熱性の向上および通気度の低下を目的として、樹脂層を有していてもよい。また、その目的から、前記樹脂層は、少なくとも基布の片面全面に付着しているが、基布表面、基布を構成する糸束の間隙部、または、繊維単糸の間隙部など、いずれに介在していてもよい。耐熱性、および、基布に外力が加わっても被膜の損傷が抑えられるという理由により、樹脂層を有する面同士を接合して、被覆面が内側になるようにエアバッグを作製することが好ましい。
【0041】
前記樹脂としては、たとえば、クロロプレンゴム、ハイバロンゴム、フッ素ゴムなどの含ハロゲンゴム、シリコーンゴム、エチレンプロピレンゴム、エチレンプロピレン三元共重合ゴム、ニトリルブタジエンゴム、スチレンブタジエンゴム、イソブチレンイソプレンゴム、ウレタンゴムおよびアクリルゴムなどのゴム類、および、塩化ビニル樹脂、塩化ビニリデン樹脂、塩素化ポリオレフィン樹脂およびフッ素樹脂などの含ハロゲン樹脂、ウレタン樹脂、アクリル樹脂、エステル樹脂、アミド樹脂、オレフィン樹脂およびシリコーン樹脂などの樹脂類があげられ、これらは単独または併用して使用される。なかでも、可撓性、耐熱性および耐候性に優れる点で、シリコーンゴムおよびシリコーン樹脂が好ましい。
【0042】
被覆方法としては、1)コーティング法(ナイフ、キス、リバース、コンマ、スロットダイおよびリップなど)、2)浸漬法、3)印捺法(スクリーン、ロール、ロータリーおよびグラビアなど)、4)転写法(トランスファー)、5)ラミネート法、および6)スプレーなどにて噴霧する方法などがあげられる。なかでも、設定できる付与量の幅が大きい点で、コーティング法が好ましい。
【0043】
また、塗布量としては、5〜60g/m2が好ましい。塗布量が5g/m2より少ないと、基布の通気性が高くなるため、バッグの気密性に問題が発生するおそれがあり、また塗布量が60g/m2より多いと、基布の厚みが厚くなってバッグの収納性に問題が発生するおそれがある。
【0044】
また、各乗員側布とインフレータ側布との結合、あるいは補強布の結合は、縫製、接着、溶着、製織、製編あるいはこれらの併用など、いずれの方法によってもよく、エアバッグとしての堅牢性、展開時の耐衝撃性、乗員の耐衝撃性能などを満足するものであればよい。
【0045】
縫製は、本縫い、二重環縫い、片伏せ縫い、かがり縫い、安全縫い、千鳥縫い、扁平縫いなどの通常のエアバッグに適用されている縫い目により行えばよい。また、縫い糸の太さは、235dtex(50番手相当)〜2800dtex(0番手相当)、運針数は0.09〜10針/cmとすればよい。複数列の縫い目線が必要な場合は、縫い目線間の距離は2.2mm〜8mm程度として、多針型ミシンを用いればよいが、縫製部距離が長くない場合には、1本針ミシンで複数回縫合してもよい。
【0046】
さらに、必要に応じて、外周縫製部などの縫い目からのガス抜けを防ぐために、シール材、接着剤または粘着材などを、縫い目の上部および/または下部、縫い目の間、縫い代部などに塗布、散布または積層してもよい。
【0047】
縫合に使用する縫い糸は、一般に化合繊縫い糸と呼ばれるものや工業用縫い糸として使用されているものの中から適宜選定すればよい。たとえば、ナイロン6、ナイロン66、ナイロン46、ポリエステル、高分子ポリオレフィン、含フッ素、ビニロン、アラミド、カーボン、ガラス、スチールなどがあり、紡績糸、フィラメント合撚糸またはフィラメント樹脂加工糸のいずれでもよい。
【0048】
また、前記の通り、使用するインフレータの特性に応じて、インフレータ取付口周囲に熱ガスから保護するための耐熱保護布や力学的な補強布を設けてもよい。これらの保護布や補強布は、布自体が耐熱性の材料、たとえば、全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、PBO繊維、ポリイミド繊維、含フッ素系繊維などの耐熱性繊維材料を用いてもよいし、エアバッグ本体と同じか本体用基布より太い糸を用いて別途作成した織物を用いてもよい。また、織物に耐熱性被覆材を施したものを用いてもよい。
【0049】
以上、これまで図面を参照して本発明を説明してきたが、本発明の実施形態はこれのみを指すものではなく、要旨を逸脱しない範囲での変更、改良は当然可能である。また、このような形状のエアバッグは主に助手席用として使用されるが、本発明はこれに限定されるものではなく、運転席用や側面衝突用、後部座席用など他のエアバッグにも適用が可能である。
【符号の説明】
【0050】
1 エアバッグ
2A インフレータ6に近い方の内室
2B インフレータ6から遠い方の内室
3 仕切り壁
4 ベントホール
5 ベントホールカバー
6 インフレータ
7 外部への排気を行うベントホール
8 縫製糸
【技術分野】
【0001】
本発明は、車両に装備され、車両の衝突事故時、瞬時に膨出して乗員を保護するエアバッグに関し、さらに詳しくは、乗員とエアバッグとの干渉の程度に応じて展開状態が変化するエアバッグに関する。
【背景技術】
【0002】
近年、車両が衝突したときの衝撃から乗員を保護する乗員保護用の安全装置として、エアバッグ装置が普及している。エアバッグ装置は、衝突時に、乗員と内装構造物との間の空間に瞬時に膨出し、乗員が直接、インパネやサイドドア、ハンドルなどに衝突する際の衝撃を吸収する機能をもつものである。そのため、エアバッグ装置としては、車両の衝突などの衝撃を受けたときの急激な減速を検知するセンサ、センサからの信号を受けて膨出用の高圧ガスを発生するインフレータ、インフレータからの膨出用の高圧ガスにより、膨出展開して乗員の衝撃を緩和するエアバッグ袋体、および、エアバッグシステムが正常に機能しているか否かを判断する診断回路を、通常備えている。
【0003】
一般的に、エアバッグ装置では、展開させるエアバッグ袋体(以下、単にエアバッグまたはバッグと称する)の大きさや形状が一定である。しかし、エアバッグ展開時の状況・状態は様々であり、一定のエアバッグで一様に乗員を拘束することが難しいことがわかってきた。たとえば、乗員が勢いよく早い段階でエアバッグと接触する「高速衝突」とエアバッグが展開してから乗員が接触するまでにタイムラグが生じる「低速衝突」というタイミングの違い、乗員の体格の違い、または、乗員の着座位置の違いなどによって、エアバッグによる拘束力に違いが生じるのである。そのため、近年においては、どのような状況・状態であっても、乗員を拘束する能力を発揮できるエアバッグが求められている。
【0004】
特許文献1には、メインバッグの内部に逆止弁を有するサブバッグを設け、乗員とサブバッグとの干渉の度合に応じて膨張し排気孔を縮径することで、エアバッグの硬さを調整する方法が開示されている。しかし、逆止弁を使用しているためメインバッグへの逆流が不可能であること、さらには、サブバッグ自体には排気孔がないことから、サブバッグ内圧力が高い時に乗員が衝突した場合の乗員への加害性が大きいという問題がある。
【0005】
また、特許文献2には、エアバッグ内が仕切り壁によって2室に分けられ、仕切り壁に薄膜の調圧弁を設けることが記載されている。インフレータ側の1室の内圧が所定の圧力に達すると、前記薄膜が開裂し、2室目にガスが流入する。そのため、展開初期においては1室目の圧力を保持することができ、すばやく1室目を展開完了させることができる。また、1室目に乗員が衝突するような場合においても、衝突による内圧上昇を緩和するために薄膜が開裂し、乗員への加害性(障害値)が小さくなる。
【0006】
しかし、この方法では、前記薄膜が一旦開裂してしまうと、以降、1室目の内圧を高くすることはできない。そのため、高速衝突時には1室目の内圧が高い状態で乗員を拘束出来るが、低速衝突時には1室目が、薄膜が開裂してしまった後の内圧が低い状態である可能性があり、乗員拘束性が低下するという問題がある。さらに、2室目に乗員が拘束された際には、2室目から1室目への制限のない排気によって2室目が押し潰され、乗員拘束性が低下してしまう。
【0007】
この排気口の弁(以下、ベントホールカバーと称する)については、さまざまな形状や仕組みのものが開示されている。たとえば、特許文献3には、ベントホールにコイルバネを有したアクティブベントが付いており、エアバッグ内圧がこのコイルバネの付勢力を上回った場合、アクティブベントからガスが排気されることが記載されている。しかし、この方法には複雑な部材が必要で、重量や収納容量が大きくなるため、ベントホール位置に制限が生じ、バッグ内の仕切り壁には適用することが難しい。さらには、これ自体の乗員への加害性という問題がある。
【0008】
また、特許文献4には、ベントホールカバーをスポット溶着などで取り付け、展開作動時における所定のエアバッグ内圧の作用によって前記弁体が開弁することが記載されている。しかし、ベントホールカバーをスポット溶着するには、接合強度の点からある程度の接合面積が必要であり、ベントホールの開口面積が制限されてしまうという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第2946771号公報
【特許文献2】特開2007−1362号公報
【特許文献3】特開2007−196700号公報
【特許文献4】特開平10−76905号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するものであり、複数の内室を有するエアバッグの仕切り壁に設けられたベントホールに、非常に簡単な方法でベントホールカバーを取り付けることにより、シンプルな構成でありながら、どのような状況下であっても乗員拘束性を発揮することのできるエアバッグを提供することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明は、複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有しているエアバッグに関する。
【0012】
縫製にかかわる部分のベントホールカバーとベントホールの周囲のパネルとの重なり幅が、2〜100mmであることが好ましい。
【発明の効果】
【0013】
本発明によれば、シンプルな構成でありながら、どのような状況下であっても乗員拘束性を発揮できるエアバッグを提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明のエアバッグの一例を示した概略図である。
【図2】本発明で使用するベントホールカバーの一例を示した概略平面図である。
【図3】本発明のエアバッグにおける内室2Aから内室2Bへの通気の様子を示した説明図である。
【図4】本発明のエアバッグにおける内室2Bから内室2Aへの通気の様子を示した説明図である。
【図5】本発明で使用するベントホールカバーの他の縫製方法を示した概略平面図である。
【図6】本発明で使用するベントホールカバーの他の縫製方法を示した概略平面図である。
【発明を実施するための形態】
【0015】
本発明のエアバッグは、複数の内室に仕切るための仕切り壁にベントホールが設けられており、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有している。
【0016】
以下、本発明について図面を参照しながら説明する。図1に示すように、本発明のエアバッグ1は、仕切り壁3によってインフレータ6から遠い方の内室2B(以下、単に内室Bと称す)とインフレータ6に近い方の内室2A(以下、単に内室Aと称す)とに仕切られている。なお、図1では内室が2つである場合を示しているが、これに限定されず、3室以上に仕切っていてもよい。この仕切り壁3にはベントホール4が形成されており、ベントホール4にはこれを覆うようにベントホールカバー5が取り付けられている。内室2Bには、外部への排気を行うベントホール7が形成されている。
【0017】
前記ベントホールカバー5は、図2(a)に示すように、ベントホール4全体を覆うものであり、その周囲に縫製糸8により取り付けられている。また、図2(b)に示すように、このベントホールカバー5は、インフレータから遠い方の壁側(換言すれば、内室2B側の仕切り壁)に取り付けられている。そのため、インフレータから発生したガスにより内室2Aが所定の位置まで展開し、内室2Aが所定の内圧となるまではベントホール4からの排気がなく、すばやい展開が可能となるが(図3(a))、所定の内圧を超えると、ベントホールカバー5が内室2B側に押し出され、内室2Bの展開が開始することになる(図3(b))。
【0018】
本発明においては、前記ベントホールカバー5が、内室2Aから内室2Bへの通気はもちろんのこと、内室2Bから内室2Aへの通気が可能な状態で、仕切り壁3に接合されていることが特徴である。
【0019】
前記の通り、ベントホールカバー5は、内室2B側の仕切り壁に取り付けられているため、2Bの内圧が所定値に満たない場合は内室2Bから内室2Aへの通気はほとんど行われない(図4(a))。しかし、内室2Bの外部への排気を行うベントホール7を塞ぐように乗員が衝突した場合など、内室2Bの内圧が所定値以上に達すると、ベントホールカバー5が仕切り壁3から浮き上がるような状態になり(図4(b))、今度は逆に内室2Bから内室2Aへの通気がなされ、乗員を柔らかく受け止めることができるのである。さらに、内室2Aへの通気により内室2Bの内圧が所定値以下となると、再び仕切り壁3とベントホールカバー5との間の隙間はなくなり(図4(a))、その内圧およびバッグの形状を保持する。
【0020】
前記ベントホールカバー5は、たとえば図2(a)および図5のように、ベントホール4の周囲に千鳥縫いなどと呼ばれる縫い方により接合することができる。なお、図2(a)では、頂点位置が45°間隔になるようにして、10.6mm/針にて千鳥縫いしており、図5では、頂点位置が22.5°間隔になるようにして、9.4mm/針にて千鳥縫いしている。縫製の間隔を調整したり、ベントホール4とベントホールカバー5の径の差を調整したりすることで、ベントホール4を介した通気量(ひいていは、内室2Aおよび2Bの所定内圧)を変えることができる。たとえば、縫製の間隔を小さくする、あるいは、ベントホール4に対してベントホールカバー5の径を十分に大きくすると、内室2Aから2Bへの通気量は減少する傾向にある。
【0021】
縫製にかかわる部分のベントホールカバー5とベントホール4の周囲のパネルとの重なり幅は、2〜100mmであることが好ましい。2mmより小さいと、ベントホールを覆う面積が小さくなり、低い内圧でも通気が生じ、内室2Aの内圧保持ができなくなる傾向にあり、100mmをこえても、内圧保持の効果は変わらず、逆に内圧が高くなりすぎて乗員を正常に拘束できなくなる傾向にある。
【0022】
また、図6(a)、(b)および(c)のように縫合することもできる。このように、ベントホールカバー5を縫製糸により接合したことで、その通気量の設定や変更も簡単に行うことができ、また、接合面積も多くを必要としない。
【0023】
前記ベントホールカバー5に使用される基布はとくに限定されず、後述するバッグ本体と同じものを使用してもよいし、伸縮性のある基布など他の材質のものを使用してもよい。なかでも、歩留まりの点で、バッグ本体と同じ基布を使用することが好ましい。
【0024】
また、ベントホールカバー5を縫合する際に使用される縫製糸もとくに限定されず、後述するバッグ本体の縫合に使用される縫製糸を使用してもよいし、伸縮性のある糸を使用してもよい。なかでも、歩留まりの点で、バッグ本体に使用するものと同じ縫製糸を使用することが好ましい。
【0025】
内室2Aから内室2Bへの通気およびその逆方向への通気のためには、ベントホールカバー5が仕切り壁3から浮き上がり、隙間が生じることが必要である。そのためには、ベントホールカバー5自体に伸縮性の基布を用いること、または、縫製糸に伸縮性糸を用いることは有効である。しかし、これらを用いなくても、縫製糸のテンションを調整して縫製糸に余裕を与えることで、ベントホールカバー5と仕切り壁3との隙間を生じさせることが可能である。これは、縫製糸による接合のもう1つのメリットである。
【0026】
このように、本発明のエアバッグは、縫合という非常に簡単な方法であって、通常エアバッグの作製に用いられる方法によりベントホールカバーが取り付けられているため、工程を煩雑にすることなく製造することができる。また、ベントホールカバーが縫製糸により接合されているというシンプルな構成でありながら、通気量の調整も簡単に行え、乗員拘束性を向上させることができる。
【0027】
また、図1において、外部への排気を行うベントホール7を記載したが、排気の方式についてはとくに限定するものではなく、排気孔型、基布排気型、部分的な基布排気型またはこれらの併用型など、いずれでもよい。
【0028】
本発明のエアバッグのパネルに使用される基布には、インフレータの性能やバッグ容量、使用部位などによって、ゴムや樹脂などを積層塗布して不通気性加工を施したものを使用してもよい。
【0029】
前記基布としては繊維布帛が用いられる。ここで繊維布帛とは、繊維糸条を用いて製織される織物、繊維糸条を用いて製編される編物および不織布を意味する。
【0030】
繊維布帛を構成する繊維は、天然繊維、化学繊維、無機繊維など、とくに限定するものではない。たとえば、ナイロン6、ナイロン66、ナイロン46、ナイロン610、ナイロン612などの単独またはこれらの共重合、混合により得られる脂肪族ポリアミド繊維、ナイロン6T、ナイロン6I、ナイロン9Tに代表される脂肪族アミンと芳香族カルボン酸の共重合ポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合によって得られるポリエステル繊維、超高分子量ポリオレフィン系繊維、ビニリデン、ポリ塩化ビニルなどの含塩素系繊維、ポリテトラフルオロエチレンを含む含フッ素系繊維、ポリアセタール系繊維、ポリサルフォン系繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルエーテルケトン系繊維(PEEK)、全芳香族ポリアミド系繊維、全芳香族ポリエステル系繊維、ポリイミド系繊維、ポリエーテルイミド系繊維、ポリパラフェニレンベンズビスオキサゾール系繊維(PBO)、ビニロン系繊維、アクリル系繊維、セルロース系繊維、炭化珪素系繊維、アルミナ系繊維、ガラス系繊維、カーボン系繊維、スチール系繊維などから適宜、1種または2種以上を選定すればよい。なかでも、汎用性があり、基布の製造工程、基布物性などの点から、合成繊維フィラメントが好ましい。とくには、物理特性、耐久性、耐熱性などの点からナイロン66繊維が好ましい。また、リサイクルの観点からは、ポリエステル系繊維、ナイロン6繊維も好ましい。
【0031】
これら繊維には、紡糸性や、加工性、耐久性などを改善するために通常使用されている各種の添加剤、たとえば、耐熱安定剤、酸化防止剤、耐光安定剤、老化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤などの1種または2種以上を使用してもよい。また、カラミ織を製織する上で望ましい場合には、加撚、嵩高加工、捲縮加工、捲回加工、糊付け加工などの加工を施してもよい。さらに、糸条の形態は、長繊維フィラメント以外に、短繊維の紡績糸、これらの複合糸などを用いてもよい。
【0032】
たとえば、前記繊維布帛が織物の場合は、平織、斜子織(バスケット織)、格子織(リップストップ織)、綾織、畝織、絡み織、模紗織、あるいはこれらの複合組織などいずれでもよい。必要に応じて、経糸、緯糸の二軸以外に、斜め60度を含む多軸設計としてもよく、その場合の糸の配列は、経糸または緯糸と同じ配列に準じればよい。なかでも構造の緻密さ、物理特性や性能の均等性が確保できる点で、平織が好ましい。
【0033】
織物の製造は、通常の工業用織物を製織するのに用いられる各種織機から適宜選定すればよく、たとえば、シャトル織機、ウォータージェット織機、エアージェット織機、レピア織機、プロジェクタイル織機、ジャカード織機などから選定すればよい。
【0034】
前記繊維布帛が編物の場合は、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編や、平編、ゴム編、パール編などのよこ編、などの編組織を単独またはそれらを組み合わせた二重組織などからなるものがあげられる。また、前記繊維布帛が不織布の場合は、ケミカルボンド、サーマルボンド、ニードルパンチ、スパンレース、ステッチボンド、スパンボンド、メルトブロー、湿式などにより製造されるものがあげられる。
【0035】
前記基布を構成する糸の単糸太さは、同じでも異なってもいずれでもよく、たとえば、0.5〜8dtexの範囲であることが好ましい。また、単糸の強度も、5.4cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。また、これら繊維の単糸の断面形状も、円形、楕円、扁平、多角形、中空、その他の異型など、布帛の製造、得られた布帛の物性に支障のない範囲で適宜選定すればよい。また、太さや断面形状などが異なる複数の糸を、合糸、撚り合わせなどにより一体化したものを用いてもよい。
【0036】
前記繊維の総繊度は、150〜1000dtexであることが好ましく、235〜700dtexであることがより好ましい。150dtex未満ではエアバッグに求められる強度が得られにくい傾向にあり、1000dtexより大きくなると、重量が大きくなりすぎると同時に、基布の厚みが増大しバッグの収納性が悪くなるおそれがある。
【0037】
前記基布は、目付けが190g/m2以下、引張強力が600N/cm以上であることが好ましい。目付けと引張強力がこの範囲であれば、軽くて物理特性に優れているといえる。なお、ここでいう目付けは、後述する不通気処理剤を塗布する前の未加工の状態の基布重量をいう。
【0038】
前記基布が織物である場合のカバーファクターは、1500〜2500であることが好ましい。カバーファクターが1500より小さいと、織物の開口部が大きくなるためバッグの気密性を得ることが困難となり、またカバーファクターが2500より大きいと、織物の厚みが増大し、バッグの収納性が悪くなるおそれがある。ここで、カバーファクターとは基布のタテ糸総繊度をD1(dtex)、タテ糸密度をN1(本/2.54cm)とし、ヨコ糸総繊度をD2(dtex)、ヨコ糸密度をN2(本/2.54cm)とすると(D1×0.9)1/2×N1+(D2×0.9)1/2×N2で表される。
【0039】
また、前記基布は精練および熱処理を施されたものであってもよい。
【0040】
前記したように、基布は、耐熱性の向上および通気度の低下を目的として、樹脂層を有していてもよい。また、その目的から、前記樹脂層は、少なくとも基布の片面全面に付着しているが、基布表面、基布を構成する糸束の間隙部、または、繊維単糸の間隙部など、いずれに介在していてもよい。耐熱性、および、基布に外力が加わっても被膜の損傷が抑えられるという理由により、樹脂層を有する面同士を接合して、被覆面が内側になるようにエアバッグを作製することが好ましい。
【0041】
前記樹脂としては、たとえば、クロロプレンゴム、ハイバロンゴム、フッ素ゴムなどの含ハロゲンゴム、シリコーンゴム、エチレンプロピレンゴム、エチレンプロピレン三元共重合ゴム、ニトリルブタジエンゴム、スチレンブタジエンゴム、イソブチレンイソプレンゴム、ウレタンゴムおよびアクリルゴムなどのゴム類、および、塩化ビニル樹脂、塩化ビニリデン樹脂、塩素化ポリオレフィン樹脂およびフッ素樹脂などの含ハロゲン樹脂、ウレタン樹脂、アクリル樹脂、エステル樹脂、アミド樹脂、オレフィン樹脂およびシリコーン樹脂などの樹脂類があげられ、これらは単独または併用して使用される。なかでも、可撓性、耐熱性および耐候性に優れる点で、シリコーンゴムおよびシリコーン樹脂が好ましい。
【0042】
被覆方法としては、1)コーティング法(ナイフ、キス、リバース、コンマ、スロットダイおよびリップなど)、2)浸漬法、3)印捺法(スクリーン、ロール、ロータリーおよびグラビアなど)、4)転写法(トランスファー)、5)ラミネート法、および6)スプレーなどにて噴霧する方法などがあげられる。なかでも、設定できる付与量の幅が大きい点で、コーティング法が好ましい。
【0043】
また、塗布量としては、5〜60g/m2が好ましい。塗布量が5g/m2より少ないと、基布の通気性が高くなるため、バッグの気密性に問題が発生するおそれがあり、また塗布量が60g/m2より多いと、基布の厚みが厚くなってバッグの収納性に問題が発生するおそれがある。
【0044】
また、各乗員側布とインフレータ側布との結合、あるいは補強布の結合は、縫製、接着、溶着、製織、製編あるいはこれらの併用など、いずれの方法によってもよく、エアバッグとしての堅牢性、展開時の耐衝撃性、乗員の耐衝撃性能などを満足するものであればよい。
【0045】
縫製は、本縫い、二重環縫い、片伏せ縫い、かがり縫い、安全縫い、千鳥縫い、扁平縫いなどの通常のエアバッグに適用されている縫い目により行えばよい。また、縫い糸の太さは、235dtex(50番手相当)〜2800dtex(0番手相当)、運針数は0.09〜10針/cmとすればよい。複数列の縫い目線が必要な場合は、縫い目線間の距離は2.2mm〜8mm程度として、多針型ミシンを用いればよいが、縫製部距離が長くない場合には、1本針ミシンで複数回縫合してもよい。
【0046】
さらに、必要に応じて、外周縫製部などの縫い目からのガス抜けを防ぐために、シール材、接着剤または粘着材などを、縫い目の上部および/または下部、縫い目の間、縫い代部などに塗布、散布または積層してもよい。
【0047】
縫合に使用する縫い糸は、一般に化合繊縫い糸と呼ばれるものや工業用縫い糸として使用されているものの中から適宜選定すればよい。たとえば、ナイロン6、ナイロン66、ナイロン46、ポリエステル、高分子ポリオレフィン、含フッ素、ビニロン、アラミド、カーボン、ガラス、スチールなどがあり、紡績糸、フィラメント合撚糸またはフィラメント樹脂加工糸のいずれでもよい。
【0048】
また、前記の通り、使用するインフレータの特性に応じて、インフレータ取付口周囲に熱ガスから保護するための耐熱保護布や力学的な補強布を設けてもよい。これらの保護布や補強布は、布自体が耐熱性の材料、たとえば、全芳香族ポリアミド繊維、全芳香族ポリエステル繊維、PBO繊維、ポリイミド繊維、含フッ素系繊維などの耐熱性繊維材料を用いてもよいし、エアバッグ本体と同じか本体用基布より太い糸を用いて別途作成した織物を用いてもよい。また、織物に耐熱性被覆材を施したものを用いてもよい。
【0049】
以上、これまで図面を参照して本発明を説明してきたが、本発明の実施形態はこれのみを指すものではなく、要旨を逸脱しない範囲での変更、改良は当然可能である。また、このような形状のエアバッグは主に助手席用として使用されるが、本発明はこれに限定されるものではなく、運転席用や側面衝突用、後部座席用など他のエアバッグにも適用が可能である。
【符号の説明】
【0050】
1 エアバッグ
2A インフレータ6に近い方の内室
2B インフレータ6から遠い方の内室
3 仕切り壁
4 ベントホール
5 ベントホールカバー
6 インフレータ
7 外部への排気を行うベントホール
8 縫製糸
【特許請求の範囲】
【請求項1】
複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有しているエアバッグ。
【請求項2】
縫製にかかわる部分のベントホールカバーとベントホールの周囲のパネルとの重なり幅が、2〜100mmである請求項1記載のエアバッグ。
【請求項1】
複数の内室に仕切るための仕切り壁にベントホールが設けられたエアバッグであって、インフレータから遠い方の壁側に、所定の内圧を超える場合にインフレータから遠い方の内室からインフレータに近い方の内室への通気がなされる状態で、縫製糸により接合された該ベントホールを覆うベントホールカバーを有しているエアバッグ。
【請求項2】
縫製にかかわる部分のベントホールカバーとベントホールの周囲のパネルとの重なり幅が、2〜100mmである請求項1記載のエアバッグ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−78976(P2013−78976A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219173(P2011−219173)
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]