
エアフィルタとその製造方法、およびこのエアフィルタを装着した空気清浄装置
【課題】本発明はエアフィルタに関するもので、通気抵抗の増加を抑制することが出来るのである。
【解決手段】そしてこの目的を達成するために本発明は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とを設け、濾材部10は、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とから形成し、細繊維層15の空気流の上流側の山部における先端部に細繊維層15の空間を塞ぐ第1の接着層16を設けた。
【解決手段】そしてこの目的を達成するために本発明は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とを設け、濾材部10は、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とから形成し、細繊維層15の空気流の上流側の山部における先端部に細繊維層15の空間を塞ぐ第1の接着層16を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタとその製造方法、およびこのエアフィルタを装着した空気清浄装置に関する。
【背景技術】
【0002】
従来のエアフィルタは、濾材部が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来例における課題は、捕集効率が低くなってしまうということであった。
【0005】
すなわち、濾材部が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた。
【0006】
そしてこの構成において、捕集効率を向上させるべき、前記細繊維層の開口を小さくすると、通気抵抗が増加し、結論として、このように細繊維層の開口を小さくしたものでは、捕集効率を向上させることはできなかった。
【0007】
また、逆に、通気抵抗の増加を抑制すべく、細繊維層の開口を大きくすると、塵埃はこの開口を通過し、その結果として捕集効率を向上させることはできなかった。
【0008】
そこで本発明は、捕集効率を向上することを目的とするものである。
【課題を解決するための手段】
【0009】
そしてこの目的を達成するために本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするものであり、これにより初期の目的を達成するものである。
【発明の効果】
【0010】
以上のように本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたので、捕集効率を向上することが出来るものである。
【0011】
すなわち、本発明においては、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成したものであって、濾材部をプリーツ形状にすることにより、細繊維層の表面積が増加するので、細繊維層の開口部を小さくした状態でも、通気抵抗の増加を抑制することができ、この結果として、捕集効率を向上することが出来るものである。
【0012】
また、濾材部をプリーツ形状に折り曲げると、基材部の空気流の上流側の山部における先端部の細繊維層が引っ張られ、細繊維層が切れ、孔があいてしまう場合がある。
【0013】
そして、このように、細繊維層に孔があいてしまうと、この孔の近傍部分の塵埃は集中的に、この孔を通過して、下流へと流れてしまい、その結果として、捕集効率が低下するものである。
【0014】
そこで、本発明では、プリーツ形状の濾材部である細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたものである。これにより、濾材部をプリーツ形状に折り曲げることにより、基材部の空気流の上流側の山部における先端部の細繊維層が引っ張られて切れ、孔があいても、第1の接着層によって、孔が塞がれることになるので、この孔の近傍部分の塵埃が集中的に、この孔を通過して、下流へと流れることはなく、その結果として、捕集効率が低下するのを防止することが出来る。
【0015】
また、このようにプリーツ形状の濾材部である細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けた場合でも、濾材部をプリーツ形状とすることにより、細繊維層の表面積は十分に増大した状態となっているので、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態1にかかるエアフィルタを搭載した空気清浄装置示す縦断面図
【図2】同エアフィルタの斜視図
【図3】同エアフィルタの断面図
【図4】同エアフィルタの断面図
【図5】同エアフィルタの製造方法を示す概略図
【図6】本発明の実施形態1のエアフィルタの斜視図
【図7】同エアフィルタの製造方法を示す概略図
【発明を実施するための形態】
【0017】
(実施の形態1)
以下本発明の1実施形態を添付図面を用いて説明する。
【0018】
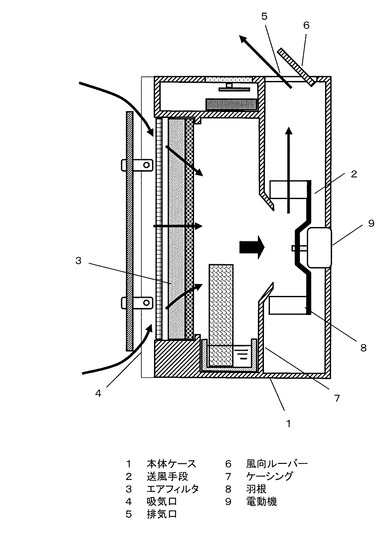
図1に示すように、本実施形態の空気清浄装置は、本体ケース1内に送風手段2とエアフィルタ3とを備えている。
【0019】
本体ケース1は、略縦長箱形状で、この本体ケース1の前面側側面部に、略四角形状の吸気口4を設け、本体ケース1の天面部に、略四角形状の排気口5を備えている。この排気口5には、風向ルーバー6を設けている。
【0020】
送風手段2は、本体ケース1の吸気口4と、排気口5との間の風路に設けられ、スクロール形状のケーシング7と、このケーシング7内に設けられた遠心送風ファンである羽根8と、この羽根8を回転させる電動機9とから形成している。
【0021】
また、エアフィルタ3は、本体ケース1の吸気口4下流側に位置している。
【0022】
以上の構成において、送風手段2によって、室内の空気を吸気口4から本体ケース1内に吸気した空気は、エアフィルタ3を介して排気口5へと送風するものである。つまり、室内の空気をエアフィルタ3で清浄して、室内へ送風するものである。
【0023】
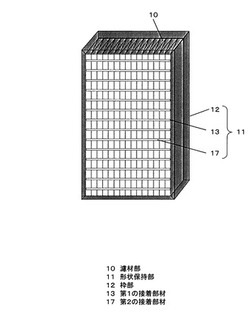
図2に示すように、このエアフィルタ3は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とから形成している。
【0024】
濾材部10は、平板形状の濾材部10をプリーツ形状、すなわち波形に折り曲げたものである。
【0025】
また、形状保持部11は、ロの字形状の枠部12と、この枠部12と濾材部10との間に設けた第1の接着部材13と、プリーツ形状の隣り合う濾材部10間に設けた第2の接着部材17から形成している。つまり、枠部12は、プリーツ形状の濾材部10周縁に位置し、第2の接着部材17によって、濾材部10をプリーツ形状に固定し、第1の接着部材13によって、プリーツ形状の濾材部10を枠部12に固定している。
【0026】
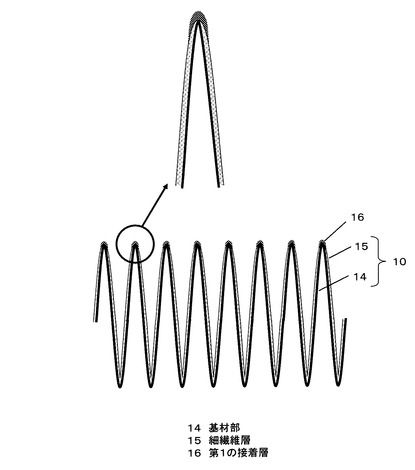
濾材部10は、図3に示すように、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とを備えている。基材部14の材質は、1例として、ガラス、樹脂からなる不織布である。
【0027】
細繊維層15は、直径がナノメーターである細繊維によって形成されている。具体的には、1本の細繊維が絡み合って細繊維層15を形成するものである。
【0028】
本実施形態における特徴は、細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けた点である。
【0029】
すなわち、本実施形態のエアフィルタ3は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とを備え、前記濾材部10は、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とから形成した。
【0030】
そして、濾材部10をプリーツ形状にすることにより、細繊維層15の表面積が増加するので、細繊維層15の開口部を小さくした状態でも、通気抵抗の増加を抑制することができ、この結果として、捕集効率を向上することが出来るものである。
【0031】
また、濾材部10をプリーツ形状に折り曲げると、基材部14の空気流の上流側の山部における先端部の細繊維層が引っ張られ、細繊維層が切れ、孔があいてしまう場合がある。
【0032】
そして、このように、細繊維層に孔があいてしまうと、この孔の近傍部分の塵埃は集中的に、この孔を通過して、下流へと流れてしまい、その結果として、捕集効率が低下するものである。
【0033】
そこで、本実施形態では、プリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けたものである。これにより、濾材部10をプリーツ形状に折り曲げることにより、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られて切れ、孔があいても、第1の接着層16によって、孔が塞がれることになるので、この孔の近傍部分の塵埃が集中的に、この孔を通過して、下流へと流れることはなく、その結果として、捕集効率が低下するのを防止することが出来る。
【0034】
また、このようにプリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けた場合でも、濾材部10をプリーツ形状とすることにより、細繊維層15の表面積は十分に増大した状態となっているので、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【0035】
ここで、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られ、細繊維層15が切れ、孔があき、この孔を第1の接着層16によって塞いだ場合の圧力損失と、第1の接着層16を設けない場合、つまり、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られ、細繊維層15が切れていない場合(孔が開いていない状態)の圧力損失とは、ほぼ同じであることが実験で確認できている。
【0036】
実験の一例として、風量8.21m3/minの場合に、第1の接着層16を設けない場合の圧力損失は、180.9Paであり、第1の接着層16を設けた場合の圧力損失は、183Paである。これは、まだ十分に解明されていない部分もあるが、濾材部10をプリーツ形状に折り曲げると、送風される空気は、上流側山部における先端部を通過せず、この先端部の近傍を通過すると考えられる。このため、細繊維層15の空気流の上流側山部における先端部に、第1の接着層16を設けた場合も、設けない場合も圧力損失がほぼ同じになると考えられる。
【0037】
すなわち、濾材部10をプリーツ形状に折り曲げ、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られて切れて孔があいても、第1の接着層16によって圧力損失を増大させることなく、細繊維層15の空気流の上流側山部における先端部での捕集効率の低下を抑制できる。勿論、このような結果を得ることの前提として、濾材部10をプリーツ形状とすることにより、細繊維層15の表面積を十分に増大した状態としていることが重要で、このようにすれば、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【0038】
また、第1の接着層16は、細繊維層15と基材部14とを接着するものである。すなわち、第1の接着層16は、例えば、ホットメルト等の接着剤である。この第1の接着層16によって、プリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けると共に、細繊維層15と基材部14とを接着するものである。これにより、基材部14からの細繊維層15の剥がれを抑制できる。
【0039】
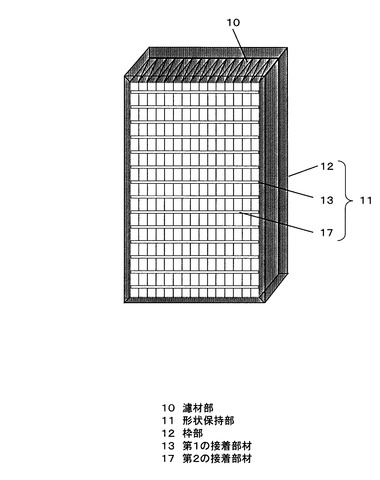
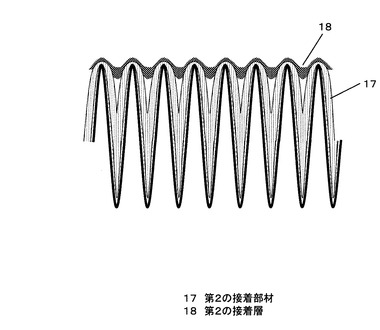
また、形状保持部11は、枠部12と、この枠部12と濾材部10との間に設けた第1の接着部材13と、プリーツ形状の隣り合う濾材部10間に設けた第2の接着部材17とから形成している。図4に示すように、隣り合う第2の接着部材17との間に第2の接着層18を設けたものである。すなわち、隣り合う濾材部10間に設けた第2の接着部材17によって、濾材部10はプリーツ形状に固定されている。ここで、空気流の上流側の山部における先端部の第2の接着部材17は、隣り合う空気流の上流側の山部における先端部の第2の接着部材17との間に略三角形状の空間ができるものである。この空間の少なくとも一部に、隣り合う第2の接着部材17の空気流の上流側の山部における先端部を連結するように第2の接着層18を設けたものである。この第2の接着層18によって、更に、濾材部10のプリーツ形状の強度を向上することができる。
【0040】
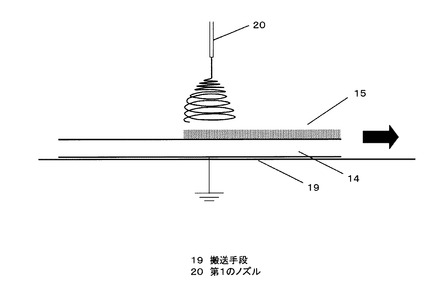
ここで、エアフィルタの製造方法について説明する。図5に示すように、製造設備は、基材部14を載せて水平方向へ搬送する搬送手段19と、この搬送手段19の上方に位置する第1のノズル20とから構成している。
【0041】
第1のノズル20は、搬送手段19によって搬送される平板状の基材部14の上面である表面側に細繊維を放出するものである。
【0042】
エアフィルタの製造は、まず、平板形状の基材部14を搬送手段19によって搬送させながら、第1のノズル20から細繊維を基材部14に向かって放出する。ここで、第1のノズル20には、+20KV程度の電圧が印加され、搬送手段19はアース処理をしており、この電位差によって、第1のノズル20から放出した細繊維が基材部14の全表面に付着し、細繊維層15を形成する。
【0043】
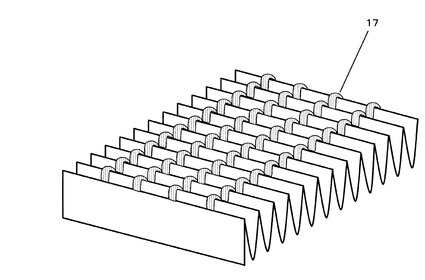
次に、この基材部14の表面に細繊維層15付着した濾材部10に、細繊維層15の上面から第2のノズル(図示せず)から第2の接着部材17を複数の直線状に塗布する。ここで、折り曲げ機(図示せず)によって、図6に示すように、細繊維層15が、プリーツ形状の山部の先端外方に位置するように折り曲げる。
【0044】
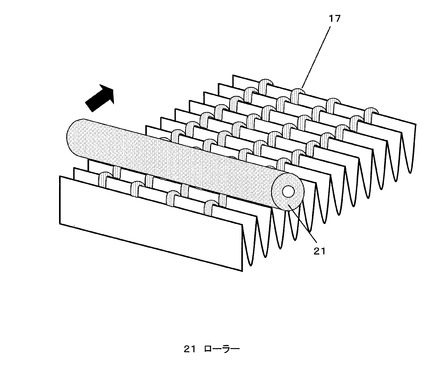
次に、図7に示すように、プリーツ形状の山部の先端に順次接触するように、第2の接着部材17が伸びる方向へローラー21を回転移動させる。このローラー21は、弾力性のある材質で形成され、一例としてはスポンジ状のものである。このように、ローラー21をプリーツ形状の山部の先端に順次接触するように回転移動させると、ローラー21によって、プリーツ形状の山部の先端に、第1の接着層16を塗布し、同時に、隣り合うプリーツ形状の山部における先端部の第2の接着部材17との間に位置する空間の少なくとも一部に、隣り合う第2の接着部材17の空気流の上流側の山部における先端部を連結するように第2の接着層18を塗布する。
【0045】
最後に、第1の接着部材13によって、プリーツ形状の濾材部10を枠部12に固定するものである。
【産業上の利用可能性】
【0046】
以上のように本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたので、捕集効率を向上することが出来るものである。
【0047】
従って、家庭用や事務所用などの、エアフィルタ、およびこのエアフィルタの製造方法、およびこのエアフィルタを装着した空気清浄装置として活用が期待されるものである。
【符号の説明】
【0048】
1 本体ケース
2 送風手段
3 エアフィルタ
4 吸気口
5 排気口
6 風向ルーバー
7 ケーシング
8 羽根
9 電動機
10 濾材部
11 形状保持部
12 枠部
13 第1の接着部材
14 基材部
15 細繊維層
16 第1の接着層
17 第2の接着部材
18 第2の接着層
19 搬送手段
20 第1のノズル
21 ローラー
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタとその製造方法、およびこのエアフィルタを装着した空気清浄装置に関する。
【背景技術】
【0002】
従来のエアフィルタは、濾材部が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来例における課題は、捕集効率が低くなってしまうということであった。
【0005】
すなわち、濾材部が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた。
【0006】
そしてこの構成において、捕集効率を向上させるべき、前記細繊維層の開口を小さくすると、通気抵抗が増加し、結論として、このように細繊維層の開口を小さくしたものでは、捕集効率を向上させることはできなかった。
【0007】
また、逆に、通気抵抗の増加を抑制すべく、細繊維層の開口を大きくすると、塵埃はこの開口を通過し、その結果として捕集効率を向上させることはできなかった。
【0008】
そこで本発明は、捕集効率を向上することを目的とするものである。
【課題を解決するための手段】
【0009】
そしてこの目的を達成するために本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするものであり、これにより初期の目的を達成するものである。
【発明の効果】
【0010】
以上のように本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたので、捕集効率を向上することが出来るものである。
【0011】
すなわち、本発明においては、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成したものであって、濾材部をプリーツ形状にすることにより、細繊維層の表面積が増加するので、細繊維層の開口部を小さくした状態でも、通気抵抗の増加を抑制することができ、この結果として、捕集効率を向上することが出来るものである。
【0012】
また、濾材部をプリーツ形状に折り曲げると、基材部の空気流の上流側の山部における先端部の細繊維層が引っ張られ、細繊維層が切れ、孔があいてしまう場合がある。
【0013】
そして、このように、細繊維層に孔があいてしまうと、この孔の近傍部分の塵埃は集中的に、この孔を通過して、下流へと流れてしまい、その結果として、捕集効率が低下するものである。
【0014】
そこで、本発明では、プリーツ形状の濾材部である細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたものである。これにより、濾材部をプリーツ形状に折り曲げることにより、基材部の空気流の上流側の山部における先端部の細繊維層が引っ張られて切れ、孔があいても、第1の接着層によって、孔が塞がれることになるので、この孔の近傍部分の塵埃が集中的に、この孔を通過して、下流へと流れることはなく、その結果として、捕集効率が低下するのを防止することが出来る。
【0015】
また、このようにプリーツ形状の濾材部である細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けた場合でも、濾材部をプリーツ形状とすることにより、細繊維層の表面積は十分に増大した状態となっているので、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態1にかかるエアフィルタを搭載した空気清浄装置示す縦断面図
【図2】同エアフィルタの斜視図
【図3】同エアフィルタの断面図
【図4】同エアフィルタの断面図
【図5】同エアフィルタの製造方法を示す概略図
【図6】本発明の実施形態1のエアフィルタの斜視図
【図7】同エアフィルタの製造方法を示す概略図
【発明を実施するための形態】
【0017】
(実施の形態1)
以下本発明の1実施形態を添付図面を用いて説明する。
【0018】
図1に示すように、本実施形態の空気清浄装置は、本体ケース1内に送風手段2とエアフィルタ3とを備えている。
【0019】
本体ケース1は、略縦長箱形状で、この本体ケース1の前面側側面部に、略四角形状の吸気口4を設け、本体ケース1の天面部に、略四角形状の排気口5を備えている。この排気口5には、風向ルーバー6を設けている。
【0020】
送風手段2は、本体ケース1の吸気口4と、排気口5との間の風路に設けられ、スクロール形状のケーシング7と、このケーシング7内に設けられた遠心送風ファンである羽根8と、この羽根8を回転させる電動機9とから形成している。
【0021】
また、エアフィルタ3は、本体ケース1の吸気口4下流側に位置している。
【0022】
以上の構成において、送風手段2によって、室内の空気を吸気口4から本体ケース1内に吸気した空気は、エアフィルタ3を介して排気口5へと送風するものである。つまり、室内の空気をエアフィルタ3で清浄して、室内へ送風するものである。
【0023】
図2に示すように、このエアフィルタ3は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とから形成している。
【0024】
濾材部10は、平板形状の濾材部10をプリーツ形状、すなわち波形に折り曲げたものである。
【0025】
また、形状保持部11は、ロの字形状の枠部12と、この枠部12と濾材部10との間に設けた第1の接着部材13と、プリーツ形状の隣り合う濾材部10間に設けた第2の接着部材17から形成している。つまり、枠部12は、プリーツ形状の濾材部10周縁に位置し、第2の接着部材17によって、濾材部10をプリーツ形状に固定し、第1の接着部材13によって、プリーツ形状の濾材部10を枠部12に固定している。
【0026】
濾材部10は、図3に示すように、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とを備えている。基材部14の材質は、1例として、ガラス、樹脂からなる不織布である。
【0027】
細繊維層15は、直径がナノメーターである細繊維によって形成されている。具体的には、1本の細繊維が絡み合って細繊維層15を形成するものである。
【0028】
本実施形態における特徴は、細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けた点である。
【0029】
すなわち、本実施形態のエアフィルタ3は、プリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とを備え、前記濾材部10は、基材部14と、この基材部14へ送風される空気流の上流側面に設けた細繊維層15とから形成した。
【0030】
そして、濾材部10をプリーツ形状にすることにより、細繊維層15の表面積が増加するので、細繊維層15の開口部を小さくした状態でも、通気抵抗の増加を抑制することができ、この結果として、捕集効率を向上することが出来るものである。
【0031】
また、濾材部10をプリーツ形状に折り曲げると、基材部14の空気流の上流側の山部における先端部の細繊維層が引っ張られ、細繊維層が切れ、孔があいてしまう場合がある。
【0032】
そして、このように、細繊維層に孔があいてしまうと、この孔の近傍部分の塵埃は集中的に、この孔を通過して、下流へと流れてしまい、その結果として、捕集効率が低下するものである。
【0033】
そこで、本実施形態では、プリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けたものである。これにより、濾材部10をプリーツ形状に折り曲げることにより、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られて切れ、孔があいても、第1の接着層16によって、孔が塞がれることになるので、この孔の近傍部分の塵埃が集中的に、この孔を通過して、下流へと流れることはなく、その結果として、捕集効率が低下するのを防止することが出来る。
【0034】
また、このようにプリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けた場合でも、濾材部10をプリーツ形状とすることにより、細繊維層15の表面積は十分に増大した状態となっているので、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【0035】
ここで、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られ、細繊維層15が切れ、孔があき、この孔を第1の接着層16によって塞いだ場合の圧力損失と、第1の接着層16を設けない場合、つまり、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られ、細繊維層15が切れていない場合(孔が開いていない状態)の圧力損失とは、ほぼ同じであることが実験で確認できている。
【0036】
実験の一例として、風量8.21m3/minの場合に、第1の接着層16を設けない場合の圧力損失は、180.9Paであり、第1の接着層16を設けた場合の圧力損失は、183Paである。これは、まだ十分に解明されていない部分もあるが、濾材部10をプリーツ形状に折り曲げると、送風される空気は、上流側山部における先端部を通過せず、この先端部の近傍を通過すると考えられる。このため、細繊維層15の空気流の上流側山部における先端部に、第1の接着層16を設けた場合も、設けない場合も圧力損失がほぼ同じになると考えられる。
【0037】
すなわち、濾材部10をプリーツ形状に折り曲げ、基材部14の空気流の上流側の山部における先端部の細繊維層15が引っ張られて切れて孔があいても、第1の接着層16によって圧力損失を増大させることなく、細繊維層15の空気流の上流側山部における先端部での捕集効率の低下を抑制できる。勿論、このような結果を得ることの前提として、濾材部10をプリーツ形状とすることにより、細繊維層15の表面積を十分に増大した状態としていることが重要で、このようにすれば、通気抵抗の増大とはならず、この結果として、捕集効率を向上することが出来るものである。
【0038】
また、第1の接着層16は、細繊維層15と基材部14とを接着するものである。すなわち、第1の接着層16は、例えば、ホットメルト等の接着剤である。この第1の接着層16によって、プリーツ形状の濾材部10である細繊維層15の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層16を設けると共に、細繊維層15と基材部14とを接着するものである。これにより、基材部14からの細繊維層15の剥がれを抑制できる。
【0039】
また、形状保持部11は、枠部12と、この枠部12と濾材部10との間に設けた第1の接着部材13と、プリーツ形状の隣り合う濾材部10間に設けた第2の接着部材17とから形成している。図4に示すように、隣り合う第2の接着部材17との間に第2の接着層18を設けたものである。すなわち、隣り合う濾材部10間に設けた第2の接着部材17によって、濾材部10はプリーツ形状に固定されている。ここで、空気流の上流側の山部における先端部の第2の接着部材17は、隣り合う空気流の上流側の山部における先端部の第2の接着部材17との間に略三角形状の空間ができるものである。この空間の少なくとも一部に、隣り合う第2の接着部材17の空気流の上流側の山部における先端部を連結するように第2の接着層18を設けたものである。この第2の接着層18によって、更に、濾材部10のプリーツ形状の強度を向上することができる。
【0040】
ここで、エアフィルタの製造方法について説明する。図5に示すように、製造設備は、基材部14を載せて水平方向へ搬送する搬送手段19と、この搬送手段19の上方に位置する第1のノズル20とから構成している。
【0041】
第1のノズル20は、搬送手段19によって搬送される平板状の基材部14の上面である表面側に細繊維を放出するものである。
【0042】
エアフィルタの製造は、まず、平板形状の基材部14を搬送手段19によって搬送させながら、第1のノズル20から細繊維を基材部14に向かって放出する。ここで、第1のノズル20には、+20KV程度の電圧が印加され、搬送手段19はアース処理をしており、この電位差によって、第1のノズル20から放出した細繊維が基材部14の全表面に付着し、細繊維層15を形成する。
【0043】
次に、この基材部14の表面に細繊維層15付着した濾材部10に、細繊維層15の上面から第2のノズル(図示せず)から第2の接着部材17を複数の直線状に塗布する。ここで、折り曲げ機(図示せず)によって、図6に示すように、細繊維層15が、プリーツ形状の山部の先端外方に位置するように折り曲げる。
【0044】
次に、図7に示すように、プリーツ形状の山部の先端に順次接触するように、第2の接着部材17が伸びる方向へローラー21を回転移動させる。このローラー21は、弾力性のある材質で形成され、一例としてはスポンジ状のものである。このように、ローラー21をプリーツ形状の山部の先端に順次接触するように回転移動させると、ローラー21によって、プリーツ形状の山部の先端に、第1の接着層16を塗布し、同時に、隣り合うプリーツ形状の山部における先端部の第2の接着部材17との間に位置する空間の少なくとも一部に、隣り合う第2の接着部材17の空気流の上流側の山部における先端部を連結するように第2の接着層18を塗布する。
【0045】
最後に、第1の接着部材13によって、プリーツ形状の濾材部10を枠部12に固定するものである。
【産業上の利用可能性】
【0046】
以上のように本発明は、プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の前記空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたので、捕集効率を向上することが出来るものである。
【0047】
従って、家庭用や事務所用などの、エアフィルタ、およびこのエアフィルタの製造方法、およびこのエアフィルタを装着した空気清浄装置として活用が期待されるものである。
【符号の説明】
【0048】
1 本体ケース
2 送風手段
3 エアフィルタ
4 吸気口
5 排気口
6 風向ルーバー
7 ケーシング
8 羽根
9 電動機
10 濾材部
11 形状保持部
12 枠部
13 第1の接着部材
14 基材部
15 細繊維層
16 第1の接着層
17 第2の接着部材
18 第2の接着層
19 搬送手段
20 第1のノズル
21 ローラー
【特許請求の範囲】
【請求項1】
プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするエアフィルタ。
【請求項2】
前記第1の接着層は、前記細繊維層と前記基材部とを接着することを特徴とする請求項1に記載のエアフィルタ。
【請求項3】
前記形状保持部は、枠部と、この枠部と前記濾材部との間に設けた第1の接着部材と、プリーツ形状の隣り合う前記濾材部間に設けた第2の接着部材とから形成し、隣り合う前記第2の接着部材との間に第2の接着層を設けたことを特徴とする請求項1または2に記載のエアフィルタ。
【請求項4】
請求項1から3いずれか1つに記載のエアフィルタの製造方法であって、平板状の前記基材部の表面側に細繊維を放出する第1のノズルと、前記第2の接着部材を放出する第2のノズルと、プリーツ形状に折り曲げる折り曲げ手段と、前記第1、および前記第2の接着層を塗布する塗布手段とを配置し、前記基材部を搬送させながら第1のノズルで前記基材部の全表面に前記細繊維層を形成し、次に、第2のノズルで前記第2の接着部材を前記細繊維層の上面に一直線上に放出し、次に、折り曲げ手段によって前記基材部および前記細繊維層をプリーツ形状に折り曲げ、最後に、前記塗布手段によって前記細繊維層の前記空気流の上流側の山部における先端部に前記第1の接着層を塗布し、隣り合う前記第2の接着部材との間に前記第2の接着層を塗布する製造方法。
【請求項5】
請求項1から3のいずれか一つに記載のエアフィルタを、本体ケースの吸気口部分に配置した空気清浄装置。
【請求項1】
プリーツ形状の濾材部と、この濾材部をプリーツ形状に保持する形状保持部とを設け、前記濾材部は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成し、前記細繊維層の空気流の上流側の山部における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするエアフィルタ。
【請求項2】
前記第1の接着層は、前記細繊維層と前記基材部とを接着することを特徴とする請求項1に記載のエアフィルタ。
【請求項3】
前記形状保持部は、枠部と、この枠部と前記濾材部との間に設けた第1の接着部材と、プリーツ形状の隣り合う前記濾材部間に設けた第2の接着部材とから形成し、隣り合う前記第2の接着部材との間に第2の接着層を設けたことを特徴とする請求項1または2に記載のエアフィルタ。
【請求項4】
請求項1から3いずれか1つに記載のエアフィルタの製造方法であって、平板状の前記基材部の表面側に細繊維を放出する第1のノズルと、前記第2の接着部材を放出する第2のノズルと、プリーツ形状に折り曲げる折り曲げ手段と、前記第1、および前記第2の接着層を塗布する塗布手段とを配置し、前記基材部を搬送させながら第1のノズルで前記基材部の全表面に前記細繊維層を形成し、次に、第2のノズルで前記第2の接着部材を前記細繊維層の上面に一直線上に放出し、次に、折り曲げ手段によって前記基材部および前記細繊維層をプリーツ形状に折り曲げ、最後に、前記塗布手段によって前記細繊維層の前記空気流の上流側の山部における先端部に前記第1の接着層を塗布し、隣り合う前記第2の接着部材との間に前記第2の接着層を塗布する製造方法。
【請求項5】
請求項1から3のいずれか一つに記載のエアフィルタを、本体ケースの吸気口部分に配置した空気清浄装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−43108(P2013−43108A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−181254(P2011−181254)
【出願日】平成23年8月23日(2011.8.23)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月23日(2011.8.23)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]