
エアフィルタ濾材とその接合方法およびエアフィルタ
【課題】細繊維を用いるエアフィルタ濾材の成形において、細繊維層と基材層とを強固に接着しても、濾材の通気性を妨げず、集塵効果が低下しないエアフィルタ濾材を提供することを目的とする。
【解決手段】細繊維12と、基材13からなるエアフィルタ濾材11であって、前記細繊維12が、ファイバ14とビーズ15からなる数珠状の合成繊維であり、細繊維12と基材13とが、前記ビーズ15表層の溶融によって接合されている構成にしたことにより、細繊維12と基材13との間に存在するビーズ15が扁平となり、細繊維12と基材13との接着面積が増大するので、細繊維12と基材13とをより強固に接着できる。また、細繊維12と基材13との接点でのみ溶融が起こることにより、エアフィルタ濾材11の開口部を閉塞することがなく、通気性を妨げない。
【解決手段】細繊維12と、基材13からなるエアフィルタ濾材11であって、前記細繊維12が、ファイバ14とビーズ15からなる数珠状の合成繊維であり、細繊維12と基材13とが、前記ビーズ15表層の溶融によって接合されている構成にしたことにより、細繊維12と基材13との間に存在するビーズ15が扁平となり、細繊維12と基材13との接着面積が増大するので、細繊維12と基材13とをより強固に接着できる。また、細繊維12と基材13との接点でのみ溶融が起こることにより、エアフィルタ濾材11の開口部を閉塞することがなく、通気性を妨げない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタにおいて、細繊維を含むエアフィルタ濾材とその接合方法およびエアフィルタに関するものである。
【背景技術】
【0002】
従来、この種のエアフィルタ濾材は、細繊維と基材とが積層されたものが知られている(例えば、特許文献1参照)。
【0003】
以下、そのエアフィルタ濾材について図7を参照しながら説明する。
【0004】
図7に示すように、エアフィルタ濾材101は、ダスト負荷方向すなわち空気の流入方向に対し、最上流側に0.05〜1μmの平均繊維径を有する細繊維層102を配し、該細繊維層102と基材層103が積層された構造を有してなる。細繊維層102と基材層103とは、繊維の溶融固化による接着や、新たに付与したバインダ成分による接着によって固定化されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このような従来のエアフィルタ濾材においては、プリーツ加工や、その他の成形によってエアフィルタを得るために、細繊維層と基材層とをより強固に接着する必要があり、そのためには接着面積を確保しなければならず、濾材の通気性を妨げてしまい、集塵効果が低下するという課題があった。
【0007】
そこで本発明は、上記従来の課題を解決するものであり、細繊維層と基材層とを強固に接着しても、濾材の通気性を妨げず、集塵効果が低下しないエアフィルタ濾材を提供することを目的とする。
【課題を解決するための手段】
【0008】
そして、この目的を達成するために、本発明は、細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されているものであり、これにより所期の目的を達成するものである。
【発明の効果】
【0009】
本発明によれば、細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と細繊維を保持するための基材とが、前記ビーズ表層の溶融によって接合されていることにより、細繊維と基材との間に存在するビーズが扁平となり、細繊維と基材との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できる。
【0010】
また、ビーズ表層、すなわち細繊維と基材との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【図面の簡単な説明】
【0011】
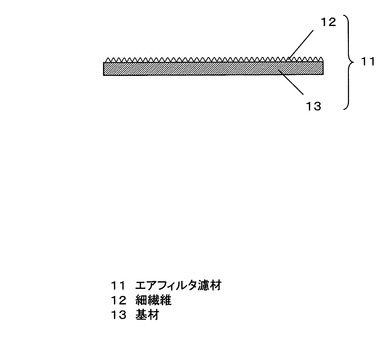
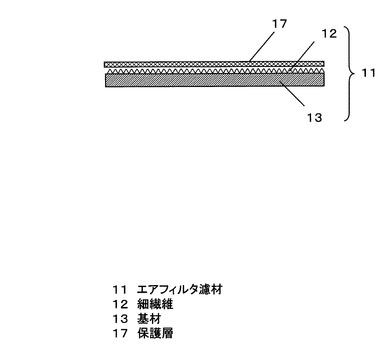
【図1】本発明の実施の形態1のエアフィルタ濾材を示す概略断面図
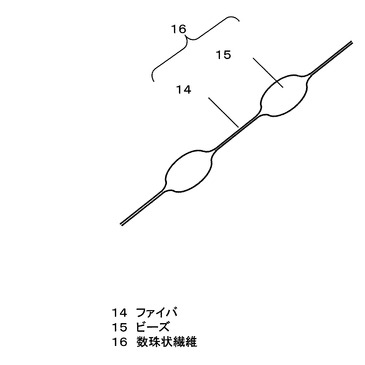
【図2】同数珠状繊維の拡大断面図
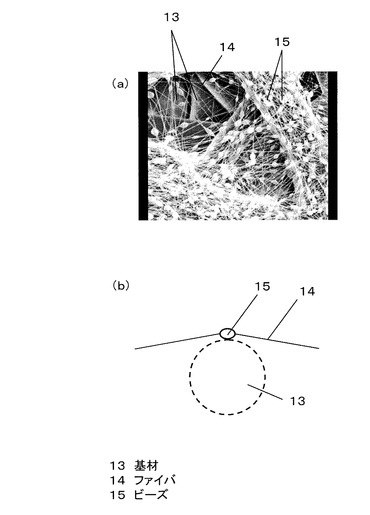
【図3】(a)同溶融前のビーズの状態を示す顕微鏡写真、(b)同溶融前のビーズの状態を示す概略断面図
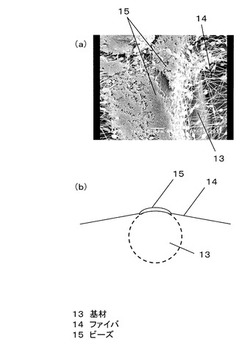
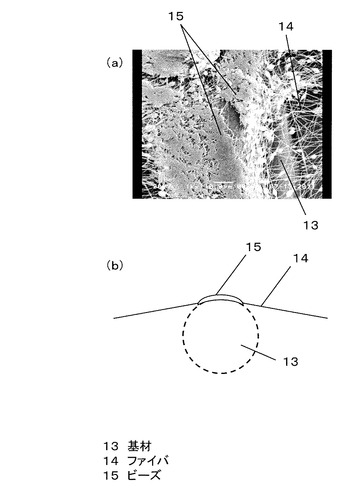
【図4】(a)同溶融後のビーズの基材との接触状態を示す顕微鏡写真、(b)同溶融後のビーズの基材との接触状態を示す概略断面図
【図5】本発明の実施の形態2のエアフィルタ濾材を示す概略断面図
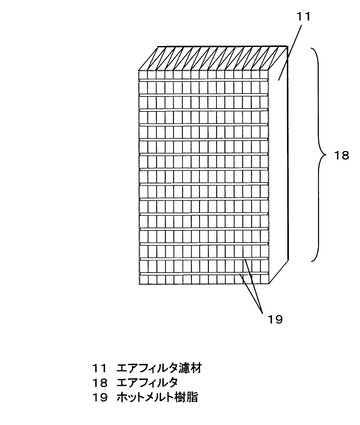
【図6】同エアフィルタを示す概略斜視図
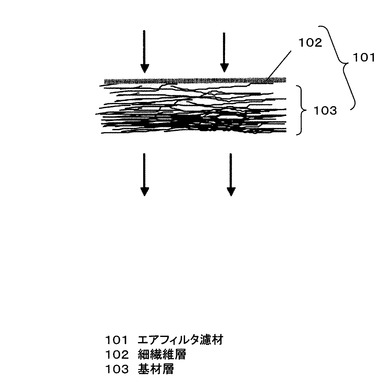
【図7】従来の細繊維を示す概略断面図
【発明を実施するための形態】
【0012】
本発明の請求項1記載のエアフィルタ濾材は、細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されていることを特徴とする。
【0013】
これにより、細繊維と基材との間に存在するビーズが扁平となり、細繊維と基材との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できるという効果を奏する。また、細繊維と基材との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【0014】
また、細繊維と基材とが、前記ビーズ表層の溶融および圧着によって接合されているものであっても良い。圧着を加えることにより、細繊維が、ビーズ表層の溶融に加えて、基材表面の形状になじんで絡み、細繊維と基材とをより強固に接着できるという効果を奏する。
【0015】
また、細繊維と、基材と、前記細繊維を保護するための保護層からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と保護層とが、前記ビーズ表層の溶融によって接合されているものであってもよい。これにより、外的接触による細繊維の破損を防止できるという効果を奏する。また、細繊維と基材および保護層との間に存在するビーズが扁平となり、細繊維と基材および保護層との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材および保護層とをより強固に接着できるという効果を奏する。また、細繊維と基材および保護層との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【0016】
また、細繊維が低融点樹脂材料を含むものであっても良い。これにより、低温加熱によってビーズを溶融できるため、基材および保護層への温度影響を低減し、エアフィルタ濾材における通気性と濾材性能を安定的に得ることができる。
【0017】
また、細繊維のビーズ径が、基材を構成する繊維の径に対し5%〜20%であるものであっても良い。これにより、細繊維と基材との接着面積が十分に確保されるので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できるという効果を奏する。
【0018】
また、基材および/または保護層が、細繊維との接触面に低融点樹脂材料を含むものであっても良い。これにより、低温加熱によって基材および/または保護層が溶融し、細繊維との接着をより強固にすることができるという効果を奏する。
【0019】
また、細繊維のビーズが紡錘形であり、ファイバとの境界が緩やかな曲線であることを特徴とするものであっても良い。これにより、細繊維のファイバとビーズの境界における切断を予防でき、エアフィルタ濾材における濾材性能を安定的に得ることができる。
【0020】
また、請求項1から7いずれかに記載のエアフィルタ濾材を、100℃以上200℃未満の温度で、かつ200cm2/minから1000cm2/minの時間、加熱してビーズ表層を溶融させ接合させることにより、ファイバの形状や強度に影響を与えることなく、ビーズ表層のみを溶融して細繊維と基材を強固に接合できるという効果を奏する。
【0021】
また、請求項1から7いずれかに記載のエアフィルタ濾材をプリーツ加工して形状を固定するエアフィルタは、細繊維と基材が強固に接合されており、加工および成形、使用の各過程において、細繊維が破損せず、安定したエアフィルタ濾材性能を確保することができるという効果を奏する。
【0022】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0023】
(実施の形態1)
図1および図2に示すように、エアフィルタ濾材11は、細繊維12と、細繊維12を保持するための基材13からなり、細繊維12が、ファイバ14とビーズ15からなる数珠状繊維であり、細繊維12と基材13とが、ビーズ15表層の溶融によって接合されている。
【0024】
図2には、数珠状繊維16の概略図を示す。図2に示すように、細繊維12のビーズ15が紡錘形であり、ファイバ14との境界を緩やかな曲線にすることにより、細繊維12のファイバ14とビーズ15の境界における切断を予防でき、エアフィルタ濾材11における濾材性能を安定的に得ることができる。
【0025】
ビーズ15の形状は、たとえば静電紡糸法によって細繊維12を作成する場合には、シリンジニードルに印加する電圧とアース板との電位差によって変化させることができる。すなわち、電位差が大きければ、アース板に引き寄せられる速度が高まるため、ビーズ15はよりファイバ14に近い紡錘形となり、電位差が小さいときには、球に近いビーズ15を得ることができる。
【0026】
図3は、溶融前の細繊維12が繊維状の基材13の表面に付着している様子であり、(a)にはその顕微鏡写真、(b)には概略断面図を示す。これを加熱することにより、溶融前、細繊維12と基材13との間に存在したビーズ15は、図4(a)に顕微鏡写真、(b)に概略断面図を示すように、溶融後、扁平となり、細繊維12と基材13との接着面積が増大するので、細繊維12と基材13との接触部にビーズ15のない場合に比べ、細繊維12と基材13とをより強固に接着できるという効果を奏する。
【0027】
また、細繊維12と基材13との接触部でのみ溶融が起こることにより、エアフィルタ濾材11における開口部を閉塞することがなく、エアフィルタ濾材11としての通気性を妨げることがない。
【0028】
細繊維12と基材13とは、溶着および圧着によって接合されていても良い。圧着を加えることにより、細繊維12が、ビーズ15表層の溶融に加えて、基材13表面の形状になじんで絡み、細繊維12と基材13とをより強固に接着できるという効果を奏する。溶着および圧着の方法としては、アイロンのように、加熱面をエアフィルタ濾材に押し当てても良く、また、一定間隔を保つ2本の加熱ロールの間に挟んで搬送することによって得ることもできる。
【0029】
ファイバ14とビーズ15からなる細繊維12は、たとえば静電紡糸法によって作成することができる。一般的な静電紡糸法では、細繊維12の原料となるポリマーを適当な溶媒に溶解した溶液を、高電圧を印加したシリンジニードルから、アース板に向けて噴霧することによって、溶液が分裂し、溶媒が揮発することによって、シリンジニードルよりも細い繊維径のファイバを得ることができる。ファイバ14とビーズ15のバランスは、シリンジニードルに印加する電圧を変化させたり、アース板に電位を与えたりすることによって、変化させることができる。
【0030】
このとき、ビーズ15の径は、基材13を構成する繊維の径に対し5%〜20%であることが好ましい。ビーズ15の径が基材13を構成する繊維の径に対し5%より小さい場合には、よりファイバ14に近い形状になり、強力な接合効果を得るためには、基材13表面に多量のビーズ15を存在させなくてはならない。多量のビーズ15を存在させるということは、細繊維12の目付量を増大するということになり、エアフィルタ濾材11としての通気性を悪化させることがある。また、20%より大きい場合には、ビーズ15が基材13上に多量に積層するため、均一な加熱溶融および圧着が難しく、強力な接合効果が得られにくい。
【0031】
基材13の例としては、エアフィルタ濾材11として機能するために通気性を有する必要があるので、たとえば、スパンボンド不織布やサーマルボンド不織布、あるいは紙類などを用いることができる。
【0032】
細繊維12の材質は、溶液化することのできるものであれば良い。たとえば、PAN(ポリアクリロニトリル)、PVDF(ポリフッ化ビニリデン)、PVA(ポリビニルアルコール)、ポリ酢酸ビニル(PVAc)、PES(ポリエーテルサルフォン)、ポリウレタン、ナイロンなどのポリマーを適当な有機溶媒に溶解して溶液化したり、アルミナや酸化チタンなどの無機材料をゾル化したりすれば、静電紡糸法を用いて細繊維12を作成することができる。特に、細繊維12を、ポリマーからなる合成繊維とした場合には、その溶液化が容易であるために、細繊維12が作成しやすくなるというメリットがある。
【0033】
細繊維12の材質として、ポリマーのうち、低融点樹脂材料を含むものを用いれば、低温加熱によってビーズ15を溶融できるため、基材13への温度影響を低減し、エアフィルタ濾材11における通気性と濾材性能を安定的に得ることができる。たとえば、ガラス転移温度を参考にして、PAN(104℃)などを選んでも良い。また、ビーズ15表層の溶融が目的であるので、ビーズ15が完全に溶融する必要はなく、たとえば、ガラス転移温度が230℃のPESなどを選んでも、120℃を与えれば軟化し、基材13とあわせて圧着することにより、ビーズ15が扁平になり、接合の機能を発現する。
【0034】
加熱条件は、温度だけでなく時間も重要となる。1000cm2/minよりも短時間の加熱では、ビーズ15が十分に溶融しない。また、200cm2/minよりも長時間の加熱では、ビーズ15表層のみでなく、ファイバ14、材質によっては基材13まで溶融し、全体の形状が保たれなくなる。よって、これらの温度および時間の範囲内において、最適な条件を選定するのが望ましい。
【0035】
(実施の形態2)
以下、図1、図2、図3および図4と同様の構成要素については同一の符号を付し、その詳細な説明は省略する。
【0036】
図5に示すように、エアフィルタ濾材11は、細繊維12と、基材13と、前記細繊維12を保護するための保護層17からなり、前記細繊維12が、ファイバ14とビーズ15からなる数珠状繊維16であり、細繊維12と保護層17とが、前記ビーズ15表層の溶融によって接合されている。
【0037】
このような構成によれば、外的接触による細繊維12の破損を防止できるという効果を奏する。また、細繊維12と基材13および保護層17との間に存在するビーズ15が扁平となり、細繊維12と基材13および保護層17との接着面積が増大するので、ビーズ15のない細繊維12を用いる場合に比べ、細繊維12と基材13および保護層17とをより強固に接着できるという効果を奏する。また、細繊維12と基材13および保護層17との接点でのみ溶融が起こることにより、エアフィルタ濾材11における開口部を閉塞することがなく、エアフィルタ濾材11としての通気性を妨げることがない。
【0038】
基材13および/または保護層17が、細繊維12との接触面に低融点樹脂材料を含むものであれば、低温加熱によって基材13および/または保護層17が溶融し、細繊維12との接着をより強固にすることができるという効果を奏する。低融点樹脂材料を含む基材13および/または保護層17の例としては、エアフィルタ濾材11として機能するために通気性を有する必要があるので、たとえば、低融点樹脂材料を含むスパンボンド不織布やサーマルボンド不織布、あるいは低融点樹脂材料をバインダとして用いた紙類などを用いることができる。このとき、細繊維12も低融点樹脂材料を含むものであれば、基材13および/または保護層17と相互に溶融して、より強固に接合することができる。
【0039】
図6には、このエアフィルタ濾材11をプリーツ加工して形状を固定したエアフィルタ18の一例を示す。プリーツ加工の形状固定には、たとえば、ホットメルト樹脂19や各種の接着剤によって、プリーツの頂点のみをつなぎとめるなどの方法を用いれば、エアフィルタ濾材11の表面積を確保しつつ、形状を固定することができる。このエアフィルタ18では、細繊維12と基材13が強固に接合されており、加工および成形、使用の各過程において、細繊維12が破損せず、安定したエアフィルタ濾材11の性能を確保することができるという効果を奏する。
【実施例】
【0040】
PES(ポリエーテルサルフォン)を20wt%の割合でDMAc(ジメチルアセトアミド)に溶解した溶液を静電紡糸して、図2(a)および(b)に示すようなファイバとビーズからなる数珠状の繊維を得た。このとき、アース板には、通気性のあるガラス紙を貼付したため、断面は図1に示すような構成となっている。
【0041】
こうして得た、エアフィルタ濾材の細繊維面に、保護層としての低融点樹脂材料を含む不織布シートを被せ、約800cm2/minの速度で120℃の熱を与えた。不織布シートの異なる2種類のサンプルを作成し、面風速5.3cm/secで、このエアフィルタ濾材に空気を通過させたときの圧力損失を表1に示す。2種類のサンプルとも、わずかに圧力損失が上昇したが、その上昇幅は5%以内であり、エアフィルタ濾材として有意な差ではなく、加熱溶融により通気性は妨げられていないことが確認された。
【0042】
【表1】

【0043】
また、これらのサンプルから、保護層を剥がしたところ、図3(a)および(b)に示すように、基材を構成する繊維表面に存在するビーズの表層が溶融し、細繊維どうし、および細繊維と基材とが強固に接合された様子が観察された。このとき、基材を構成する繊維表面に存在するビーズ表層のみが溶融しており、その他の部分のファイバおよびビーズは変形なく存在していた。
【産業上の利用可能性】
【0044】
本発明にかかるエアフィルタ濾材は、細繊維と基材との接合を強力にしたものであり、産業用または家庭用エアフィルタ等として有用である。また、水や油などを濾過するためのリキッドフィルタ等としても応用することができる。
【符号の説明】
【0045】
11 エアフィルタ濾材
12 細繊維
13 基材
14 ファイバ
15 ビーズ
16 数珠状繊維
17 保護層
18 エアフィルタ
19 ホットメルト樹脂
101 エアフィルタ濾材
102 細繊維層
103 基材層
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタにおいて、細繊維を含むエアフィルタ濾材とその接合方法およびエアフィルタに関するものである。
【背景技術】
【0002】
従来、この種のエアフィルタ濾材は、細繊維と基材とが積層されたものが知られている(例えば、特許文献1参照)。
【0003】
以下、そのエアフィルタ濾材について図7を参照しながら説明する。
【0004】
図7に示すように、エアフィルタ濾材101は、ダスト負荷方向すなわち空気の流入方向に対し、最上流側に0.05〜1μmの平均繊維径を有する細繊維層102を配し、該細繊維層102と基材層103が積層された構造を有してなる。細繊維層102と基材層103とは、繊維の溶融固化による接着や、新たに付与したバインダ成分による接着によって固定化されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このような従来のエアフィルタ濾材においては、プリーツ加工や、その他の成形によってエアフィルタを得るために、細繊維層と基材層とをより強固に接着する必要があり、そのためには接着面積を確保しなければならず、濾材の通気性を妨げてしまい、集塵効果が低下するという課題があった。
【0007】
そこで本発明は、上記従来の課題を解決するものであり、細繊維層と基材層とを強固に接着しても、濾材の通気性を妨げず、集塵効果が低下しないエアフィルタ濾材を提供することを目的とする。
【課題を解決するための手段】
【0008】
そして、この目的を達成するために、本発明は、細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されているものであり、これにより所期の目的を達成するものである。
【発明の効果】
【0009】
本発明によれば、細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と細繊維を保持するための基材とが、前記ビーズ表層の溶融によって接合されていることにより、細繊維と基材との間に存在するビーズが扁平となり、細繊維と基材との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できる。
【0010】
また、ビーズ表層、すなわち細繊維と基材との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態1のエアフィルタ濾材を示す概略断面図
【図2】同数珠状繊維の拡大断面図
【図3】(a)同溶融前のビーズの状態を示す顕微鏡写真、(b)同溶融前のビーズの状態を示す概略断面図
【図4】(a)同溶融後のビーズの基材との接触状態を示す顕微鏡写真、(b)同溶融後のビーズの基材との接触状態を示す概略断面図
【図5】本発明の実施の形態2のエアフィルタ濾材を示す概略断面図
【図6】同エアフィルタを示す概略斜視図
【図7】従来の細繊維を示す概略断面図
【発明を実施するための形態】
【0012】
本発明の請求項1記載のエアフィルタ濾材は、細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されていることを特徴とする。
【0013】
これにより、細繊維と基材との間に存在するビーズが扁平となり、細繊維と基材との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できるという効果を奏する。また、細繊維と基材との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【0014】
また、細繊維と基材とが、前記ビーズ表層の溶融および圧着によって接合されているものであっても良い。圧着を加えることにより、細繊維が、ビーズ表層の溶融に加えて、基材表面の形状になじんで絡み、細繊維と基材とをより強固に接着できるという効果を奏する。
【0015】
また、細繊維と、基材と、前記細繊維を保護するための保護層からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と保護層とが、前記ビーズ表層の溶融によって接合されているものであってもよい。これにより、外的接触による細繊維の破損を防止できるという効果を奏する。また、細繊維と基材および保護層との間に存在するビーズが扁平となり、細繊維と基材および保護層との接着面積が増大するので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材および保護層とをより強固に接着できるという効果を奏する。また、細繊維と基材および保護層との接点でのみ溶融が起こることにより、エアフィルタ濾材における開口部を閉塞することがなく、エアフィルタ濾材としての通気性を妨げることがない。
【0016】
また、細繊維が低融点樹脂材料を含むものであっても良い。これにより、低温加熱によってビーズを溶融できるため、基材および保護層への温度影響を低減し、エアフィルタ濾材における通気性と濾材性能を安定的に得ることができる。
【0017】
また、細繊維のビーズ径が、基材を構成する繊維の径に対し5%〜20%であるものであっても良い。これにより、細繊維と基材との接着面積が十分に確保されるので、ビーズのない細繊維を用いる場合に比べ、細繊維と基材とをより強固に接着できるという効果を奏する。
【0018】
また、基材および/または保護層が、細繊維との接触面に低融点樹脂材料を含むものであっても良い。これにより、低温加熱によって基材および/または保護層が溶融し、細繊維との接着をより強固にすることができるという効果を奏する。
【0019】
また、細繊維のビーズが紡錘形であり、ファイバとの境界が緩やかな曲線であることを特徴とするものであっても良い。これにより、細繊維のファイバとビーズの境界における切断を予防でき、エアフィルタ濾材における濾材性能を安定的に得ることができる。
【0020】
また、請求項1から7いずれかに記載のエアフィルタ濾材を、100℃以上200℃未満の温度で、かつ200cm2/minから1000cm2/minの時間、加熱してビーズ表層を溶融させ接合させることにより、ファイバの形状や強度に影響を与えることなく、ビーズ表層のみを溶融して細繊維と基材を強固に接合できるという効果を奏する。
【0021】
また、請求項1から7いずれかに記載のエアフィルタ濾材をプリーツ加工して形状を固定するエアフィルタは、細繊維と基材が強固に接合されており、加工および成形、使用の各過程において、細繊維が破損せず、安定したエアフィルタ濾材性能を確保することができるという効果を奏する。
【0022】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0023】
(実施の形態1)
図1および図2に示すように、エアフィルタ濾材11は、細繊維12と、細繊維12を保持するための基材13からなり、細繊維12が、ファイバ14とビーズ15からなる数珠状繊維であり、細繊維12と基材13とが、ビーズ15表層の溶融によって接合されている。
【0024】
図2には、数珠状繊維16の概略図を示す。図2に示すように、細繊維12のビーズ15が紡錘形であり、ファイバ14との境界を緩やかな曲線にすることにより、細繊維12のファイバ14とビーズ15の境界における切断を予防でき、エアフィルタ濾材11における濾材性能を安定的に得ることができる。
【0025】
ビーズ15の形状は、たとえば静電紡糸法によって細繊維12を作成する場合には、シリンジニードルに印加する電圧とアース板との電位差によって変化させることができる。すなわち、電位差が大きければ、アース板に引き寄せられる速度が高まるため、ビーズ15はよりファイバ14に近い紡錘形となり、電位差が小さいときには、球に近いビーズ15を得ることができる。
【0026】
図3は、溶融前の細繊維12が繊維状の基材13の表面に付着している様子であり、(a)にはその顕微鏡写真、(b)には概略断面図を示す。これを加熱することにより、溶融前、細繊維12と基材13との間に存在したビーズ15は、図4(a)に顕微鏡写真、(b)に概略断面図を示すように、溶融後、扁平となり、細繊維12と基材13との接着面積が増大するので、細繊維12と基材13との接触部にビーズ15のない場合に比べ、細繊維12と基材13とをより強固に接着できるという効果を奏する。
【0027】
また、細繊維12と基材13との接触部でのみ溶融が起こることにより、エアフィルタ濾材11における開口部を閉塞することがなく、エアフィルタ濾材11としての通気性を妨げることがない。
【0028】
細繊維12と基材13とは、溶着および圧着によって接合されていても良い。圧着を加えることにより、細繊維12が、ビーズ15表層の溶融に加えて、基材13表面の形状になじんで絡み、細繊維12と基材13とをより強固に接着できるという効果を奏する。溶着および圧着の方法としては、アイロンのように、加熱面をエアフィルタ濾材に押し当てても良く、また、一定間隔を保つ2本の加熱ロールの間に挟んで搬送することによって得ることもできる。
【0029】
ファイバ14とビーズ15からなる細繊維12は、たとえば静電紡糸法によって作成することができる。一般的な静電紡糸法では、細繊維12の原料となるポリマーを適当な溶媒に溶解した溶液を、高電圧を印加したシリンジニードルから、アース板に向けて噴霧することによって、溶液が分裂し、溶媒が揮発することによって、シリンジニードルよりも細い繊維径のファイバを得ることができる。ファイバ14とビーズ15のバランスは、シリンジニードルに印加する電圧を変化させたり、アース板に電位を与えたりすることによって、変化させることができる。
【0030】
このとき、ビーズ15の径は、基材13を構成する繊維の径に対し5%〜20%であることが好ましい。ビーズ15の径が基材13を構成する繊維の径に対し5%より小さい場合には、よりファイバ14に近い形状になり、強力な接合効果を得るためには、基材13表面に多量のビーズ15を存在させなくてはならない。多量のビーズ15を存在させるということは、細繊維12の目付量を増大するということになり、エアフィルタ濾材11としての通気性を悪化させることがある。また、20%より大きい場合には、ビーズ15が基材13上に多量に積層するため、均一な加熱溶融および圧着が難しく、強力な接合効果が得られにくい。
【0031】
基材13の例としては、エアフィルタ濾材11として機能するために通気性を有する必要があるので、たとえば、スパンボンド不織布やサーマルボンド不織布、あるいは紙類などを用いることができる。
【0032】
細繊維12の材質は、溶液化することのできるものであれば良い。たとえば、PAN(ポリアクリロニトリル)、PVDF(ポリフッ化ビニリデン)、PVA(ポリビニルアルコール)、ポリ酢酸ビニル(PVAc)、PES(ポリエーテルサルフォン)、ポリウレタン、ナイロンなどのポリマーを適当な有機溶媒に溶解して溶液化したり、アルミナや酸化チタンなどの無機材料をゾル化したりすれば、静電紡糸法を用いて細繊維12を作成することができる。特に、細繊維12を、ポリマーからなる合成繊維とした場合には、その溶液化が容易であるために、細繊維12が作成しやすくなるというメリットがある。
【0033】
細繊維12の材質として、ポリマーのうち、低融点樹脂材料を含むものを用いれば、低温加熱によってビーズ15を溶融できるため、基材13への温度影響を低減し、エアフィルタ濾材11における通気性と濾材性能を安定的に得ることができる。たとえば、ガラス転移温度を参考にして、PAN(104℃)などを選んでも良い。また、ビーズ15表層の溶融が目的であるので、ビーズ15が完全に溶融する必要はなく、たとえば、ガラス転移温度が230℃のPESなどを選んでも、120℃を与えれば軟化し、基材13とあわせて圧着することにより、ビーズ15が扁平になり、接合の機能を発現する。
【0034】
加熱条件は、温度だけでなく時間も重要となる。1000cm2/minよりも短時間の加熱では、ビーズ15が十分に溶融しない。また、200cm2/minよりも長時間の加熱では、ビーズ15表層のみでなく、ファイバ14、材質によっては基材13まで溶融し、全体の形状が保たれなくなる。よって、これらの温度および時間の範囲内において、最適な条件を選定するのが望ましい。
【0035】
(実施の形態2)
以下、図1、図2、図3および図4と同様の構成要素については同一の符号を付し、その詳細な説明は省略する。
【0036】
図5に示すように、エアフィルタ濾材11は、細繊維12と、基材13と、前記細繊維12を保護するための保護層17からなり、前記細繊維12が、ファイバ14とビーズ15からなる数珠状繊維16であり、細繊維12と保護層17とが、前記ビーズ15表層の溶融によって接合されている。
【0037】
このような構成によれば、外的接触による細繊維12の破損を防止できるという効果を奏する。また、細繊維12と基材13および保護層17との間に存在するビーズ15が扁平となり、細繊維12と基材13および保護層17との接着面積が増大するので、ビーズ15のない細繊維12を用いる場合に比べ、細繊維12と基材13および保護層17とをより強固に接着できるという効果を奏する。また、細繊維12と基材13および保護層17との接点でのみ溶融が起こることにより、エアフィルタ濾材11における開口部を閉塞することがなく、エアフィルタ濾材11としての通気性を妨げることがない。
【0038】
基材13および/または保護層17が、細繊維12との接触面に低融点樹脂材料を含むものであれば、低温加熱によって基材13および/または保護層17が溶融し、細繊維12との接着をより強固にすることができるという効果を奏する。低融点樹脂材料を含む基材13および/または保護層17の例としては、エアフィルタ濾材11として機能するために通気性を有する必要があるので、たとえば、低融点樹脂材料を含むスパンボンド不織布やサーマルボンド不織布、あるいは低融点樹脂材料をバインダとして用いた紙類などを用いることができる。このとき、細繊維12も低融点樹脂材料を含むものであれば、基材13および/または保護層17と相互に溶融して、より強固に接合することができる。
【0039】
図6には、このエアフィルタ濾材11をプリーツ加工して形状を固定したエアフィルタ18の一例を示す。プリーツ加工の形状固定には、たとえば、ホットメルト樹脂19や各種の接着剤によって、プリーツの頂点のみをつなぎとめるなどの方法を用いれば、エアフィルタ濾材11の表面積を確保しつつ、形状を固定することができる。このエアフィルタ18では、細繊維12と基材13が強固に接合されており、加工および成形、使用の各過程において、細繊維12が破損せず、安定したエアフィルタ濾材11の性能を確保することができるという効果を奏する。
【実施例】
【0040】
PES(ポリエーテルサルフォン)を20wt%の割合でDMAc(ジメチルアセトアミド)に溶解した溶液を静電紡糸して、図2(a)および(b)に示すようなファイバとビーズからなる数珠状の繊維を得た。このとき、アース板には、通気性のあるガラス紙を貼付したため、断面は図1に示すような構成となっている。
【0041】
こうして得た、エアフィルタ濾材の細繊維面に、保護層としての低融点樹脂材料を含む不織布シートを被せ、約800cm2/minの速度で120℃の熱を与えた。不織布シートの異なる2種類のサンプルを作成し、面風速5.3cm/secで、このエアフィルタ濾材に空気を通過させたときの圧力損失を表1に示す。2種類のサンプルとも、わずかに圧力損失が上昇したが、その上昇幅は5%以内であり、エアフィルタ濾材として有意な差ではなく、加熱溶融により通気性は妨げられていないことが確認された。
【0042】
【表1】
【0043】
また、これらのサンプルから、保護層を剥がしたところ、図3(a)および(b)に示すように、基材を構成する繊維表面に存在するビーズの表層が溶融し、細繊維どうし、および細繊維と基材とが強固に接合された様子が観察された。このとき、基材を構成する繊維表面に存在するビーズ表層のみが溶融しており、その他の部分のファイバおよびビーズは変形なく存在していた。
【産業上の利用可能性】
【0044】
本発明にかかるエアフィルタ濾材は、細繊維と基材との接合を強力にしたものであり、産業用または家庭用エアフィルタ等として有用である。また、水や油などを濾過するためのリキッドフィルタ等としても応用することができる。
【符号の説明】
【0045】
11 エアフィルタ濾材
12 細繊維
13 基材
14 ファイバ
15 ビーズ
16 数珠状繊維
17 保護層
18 エアフィルタ
19 ホットメルト樹脂
101 エアフィルタ濾材
102 細繊維層
103 基材層
【特許請求の範囲】
【請求項1】
細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されているエアフィルタ濾材。
【請求項2】
細繊維と基材とが、前記ビーズ表層の溶融および圧着によって接合されている請求項1記載のエアフィルタ濾材。
【請求項3】
細繊維と、基材と、前記細繊維を保護するための保護層からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と保護層とが、前記ビーズ表層の溶融によって接合されている請求項1または2に記載のエアフィルタ濾材。
【請求項4】
細繊維が低融点樹脂材料を含む請求項1から3いずれか一項に記載のエアフィルタ濾材。
【請求項5】
細繊維のビーズ径が、基材を構成する繊維の径に対し5%〜20%である請求項1から4いずれか一項に記載のエアフィルタ濾材。
【請求項6】
細繊維のビーズが紡錘形であり、ファイバとの境界が緩やかな曲線であることを特徴とする請求項1から5いずれか一項に記載のエアフィルタ濾材。
【請求項7】
基材および/または保護層が、細繊維との接触面に低融点樹脂材料を含む請求項1から6いずれか一項に記載のエアフィルタ濾材。
【請求項8】
請求項1から7いずれかに記載のエアフィルタ濾材を、100℃以上200℃未満の温度で、かつ200cm2/minから1000cm2/minの時間、加熱してビーズ表層をの溶融させ接合させるエアフィルタ濾材の接合方法。
【請求項9】
請求項1から7いずれかに記載のエアフィルタ濾材をプリーツ加工して形状を固定したエアフィルタ。
【請求項1】
細繊維と、前記細繊維を保持するための基材からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と基材とが、前記ビーズ表層の溶融によって接合されているエアフィルタ濾材。
【請求項2】
細繊維と基材とが、前記ビーズ表層の溶融および圧着によって接合されている請求項1記載のエアフィルタ濾材。
【請求項3】
細繊維と、基材と、前記細繊維を保護するための保護層からなるエアフィルタ濾材であって、前記細繊維が、ファイバとビーズからなる数珠状の合成繊維であり、細繊維と保護層とが、前記ビーズ表層の溶融によって接合されている請求項1または2に記載のエアフィルタ濾材。
【請求項4】
細繊維が低融点樹脂材料を含む請求項1から3いずれか一項に記載のエアフィルタ濾材。
【請求項5】
細繊維のビーズ径が、基材を構成する繊維の径に対し5%〜20%である請求項1から4いずれか一項に記載のエアフィルタ濾材。
【請求項6】
細繊維のビーズが紡錘形であり、ファイバとの境界が緩やかな曲線であることを特徴とする請求項1から5いずれか一項に記載のエアフィルタ濾材。
【請求項7】
基材および/または保護層が、細繊維との接触面に低融点樹脂材料を含む請求項1から6いずれか一項に記載のエアフィルタ濾材。
【請求項8】
請求項1から7いずれかに記載のエアフィルタ濾材を、100℃以上200℃未満の温度で、かつ200cm2/minから1000cm2/minの時間、加熱してビーズ表層をの溶融させ接合させるエアフィルタ濾材の接合方法。
【請求項9】
請求項1から7いずれかに記載のエアフィルタ濾材をプリーツ加工して形状を固定したエアフィルタ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−78708(P2013−78708A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219011(P2011−219011)
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月3日(2011.10.3)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]