
エアフィルタ濾材とエアフィルタ、およびこのエアフィルタを装着した空気清浄装置
【課題】本発明はエアフィルタに関するもので、衝撃や接触等で表層の細繊維が破断したり、はがれて脱離したりして、捕集効率の低下を抑制することを目的とする。
【解決手段】そしてこの目的を達成するために本発明は、繊維の集合体からなるシート状の基材部14と、この基材部14の一面側に接着したナノファイバーの集合体からなる細繊維層15と、この細繊維層15の基材部14とは反対側の面に設けた保護層16を備え、保護層16と基材部14および/または細繊維層15との固定を線状で行う。
【解決手段】そしてこの目的を達成するために本発明は、繊維の集合体からなるシート状の基材部14と、この基材部14の一面側に接着したナノファイバーの集合体からなる細繊維層15と、この細繊維層15の基材部14とは反対側の面に設けた保護層16を備え、保護層16と基材部14および/または細繊維層15との固定を線状で行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタ濾材とエアフィルタ、およびこのエアフィルタを装着した空気清浄装置に関する。
【背景技術】
【0002】
従来のエアフィルタ濾材は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来例における課題は、捕集効率が低くなってしまうということであった。
【0005】
すなわち、エアフィルタ濾材が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた。
【0006】
そしてこの構成において、細繊維層が送風される空気流の上流側面に露出しているため、衝撃や接触等で表層の細繊維が破断したり、はがれて脱離したりして、捕集効率が低くなってしまう恐れがあった。
【0007】
そこで本発明は、捕集効率の低下を抑制することを目的とするものである。
【課題を解決するための手段】
【0008】
そしてこの目的を達成するために本発明は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うことを特徴とするエアフィルタ濾材であり、これにより初期の目的を達成するものである。
【発明の効果】
【0009】
以上のように本発明のエアフィルタ濾材は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行ったので、捕集効率の低下を抑制することが出来るものである。
【0010】
すなわち、本発明においては、細繊維層の前記基材部とは反対側の面に保護層を設けたことにより、プリーツ加工や運搬時の衝撃や接触等による表層の細繊維の破断や脱離を防止できるので、捕集効率の低下を抑制することが出来るものである。
【0011】
また、保護層と前記基材部および/または前記細繊維層との固定を線状で行うことにより、この線状の固定痕が、プリーツ加工時の折り目の目印になるとともに、加工したエアフィルタ濾材をプリーツ形状に保持し成形するための接着層を設ける場合にも、位置合わせの目印とすることができ、作業の省力化が図れる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態1にかかるエアフィルタを搭載した空気清浄装置示す縦断面図
【図2】同エアフィルタの斜視図
【図3】同エアフィルタの断面図
【図4】同エアフィルタの断面図
【図5】同エアフィルタの製造工程を示す概略図
【図6】同エアフィルタの製造装置の斜視図
【図7】同エアフィルタの製造工程を示す概略図
【図8】同エアフィルタの製造装置の斜視図
【発明を実施するための形態】
【0013】
(実施の形態1)
以下本発明の1実施形態を添付図面を用いて説明する。
【0014】
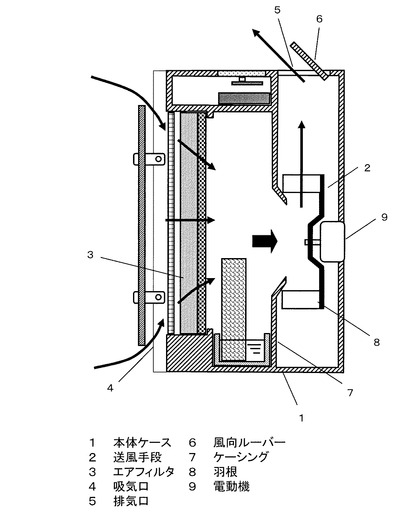
図1に示すように、本実施形態の空気清浄装置は、本体ケース1内に送風手段2とエアフィルタ3とを備えている。
【0015】
本体ケース1は、略縦長箱形状で、この本体ケース1の前面側側面部に、略四角形状の吸気口4を設け、本体ケース1の天面部に、略四角形状の排気口5を備えている。この排気口5には、風向ルーバー6を設けている。
【0016】
送風手段2は、本体ケース1の吸気口4と、排気口5との間の風路に設けられ、スクロール形状のケーシング7と、このケーシング7内に設けられた遠心送風ファンである羽根8と、この羽根8を回転させる電動機9とから形成している。
【0017】
また、エアフィルタ3は、本体ケース1の吸気口4下流側に位置している。
【0018】
以上の構成において、送風手段2によって、室内の空気を吸気口4から本体ケース1内に吸気した空気は、エアフィルタ3を介して排気口5へと送風するものである。つまり、室内の空気をエアフィルタ3で清浄して、室内へ送風するものである。
【0019】
図2に示すように、このエアフィルタ3は、波形に折り曲げたプリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とから形成している。
【0020】
また、形状保持部11は、ロの字形状の枠部12と、プリーツ形状の隣り合う濾材部10間に設けた第1の接着部材13と、枠部12と濾材部10との間に設けた第2の接着部材17から形成している。つまり、枠部12は、プリーツ形状の濾材部10周縁に位置し、第1の接着部材13によって、濾材部10をプリーツ形状に固定し、第2の接着部材17によって、プリーツ形状の濾材部10を枠部12に固定している。第1の接着部材13、第2の接着部材17は、例えば、ホットメルト等の接着剤である。
【0021】
濾材部10は、繊維の集合体からなるシート状の基材部14と、この基材部14の一面側に接着したナノファイバーの集合体からなる細繊維層15と、この細繊維層15の基材部14とは反対側の面に設けた保護層16から構成されている。
【0022】
基材部14及び保護層16は、スパンボンド法、乾式または湿式法、メルトブローン法、スパンボンド法、エアレイド法などにより製造されたパルプ繊維、樹脂繊維、炭素繊維および無機繊維、またはそれらの少なくとも1つを含んでいる不織布から構成される。
【0023】
細繊維層15は、公知の高分子ポリマーを後述する電界紡糸法や溶融紡糸法などの加工技術により加工した平均繊維径50〜1000nmの繊維からなる。平均繊維径50〜1000nmの繊維は一般的にナノファイバーと称され、繊維径が細いため、繊維同士の隙間が小さくなり、集塵効率が向上する。さらには、繊維同士の隙間が小さいにも関わらず、スリップフロー効果と称される効果により、圧力損失の増加を防ぐことが出来る。すなわち、同じ集塵効率のナノファイバーからなる濾材と1000nmを超える繊維からなる濾材の圧力損失を比較すると、ナノファイバーからなる濾材の方が、圧力損失が小さい。
【0024】
公知の電界紡糸法や溶融紡糸法などの加工技術では、平均繊維径が10nm未満の紡糸が困難であり、平均繊維径が1000nmを超えた繊維は、繊維同士の隙間が大きくなるため、集塵効率の向上を向上させるためには目付量を増やしたり、厚みを増やしたりせねばならず、それにより圧力損失を増大してしまい、本発明には不向きである。また、細繊維層15を形成する繊維の形状は特に限定されないが、電界紡糸法などの公知の加工方法を利用すると、断面は概ね円形あるいは楕円形となる。
【0025】
公知の電界紡糸法により細繊維層15を作製する場合、高分子ポリマーを溶媒に溶解させた高分子ポリマー溶液を用いる必要がある。公知の高分子ポリマーとして、ポリアクリロニトリル、ポリエチレン、ポリプロピレン、ポリエチレンオキサイド、ポリエチレングリコール、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリ−m−フェニレンテレフタレート、ポリ−p−フェニレンイソフタレート、ポリメタクリル酸、ポリメタクリル酸メチル、ポリフッ化ビニリデン、ポリフッ化ビニリデン−ヘキサフルオロピレン共重合体、ポリ塩化ビニル、ポリ塩化ビニリデン−アクリレート共重合体、ポリテトラフルオロエチレン、ポリビニルアルコール、ポリアリレート、ポリアセタール、ポリカーボネート、ポリスチレン、ポリフェニレンサルファイド、ポリアミド、ポリイミド、ポリアミドイミド、アラミド、ポリイミドベンザゾール、ポリベンゾイミダゾール、ポリグリコール酸、ポリ乳酸、ポリウレタン、セルロース化合物、ポリペプチド、ポリヌクレオシド、ポリヌクレオチド、タンパク質、酵素や、それらの混合物を用いることができる。
【0026】
ここで、高分子ポリマーとしては、入手の容易性や取り扱い易さという観点から、ポリアクリロニトリルが好ましい。例えば、ポリアクリロニトリルは、シグマアルドリッチジャパン社製のポリアクリロニトリル「商品番号:181315」が好ましく挙げられる。
【0027】
また、高分子ポリマーを溶解させる溶媒としては、高分子ポリマーと相溶性があり、溶解させることが出来れば特に限定されない。これらの溶媒としては、水、アルコール類、有機溶剤等が挙げられ、具体的なアルコール類や有機溶剤としては、アセトン、クロロホルム、エタノール、イソプロパノール、メタノール、トルエン、テトラヒドロフラン、ベンゼン、ベンジルアルコール、1,4−ジオキサン、プロパノール、四塩化炭素、シクロヘキサン、シクロヘキサノン、塩化メチレン、フェノール、ピリジン、トリクロロエタン、酢酸などの揮発性の高い溶媒や、N,N−ジメチルホルムアミド(DMF)、ジメチルスルホキシド(DMSO)、N,N−ジメチルアセトアミド(DMAc)、1−メチル−2−ピロリドン(NMP)、エチレンカーボネート、プロピレンカーボネート、ジメチルカーボネート、アセトニトリル、N−メチルモルホリン−N−オキシド、ブチレンカーボネート、γ−ブチロラクトン、ジエチルカーボネート、ジエチルエーテル、1,2−ジメトキシエタン、1,3−ジメチル−2−イミダゾリジノン、1,3−ジオキソラン、エチルメチルカーボネート、メチルホルマート、3−メチルオキサゾリジン−2−オン、メチルプロピオネート、2−メチルテトラヒドロフラン、スルホランなどの揮発性が相対的に低い溶媒が挙げられる。または、上記溶剤を2種以上混合させて用いることも可能である。
【0028】
なお、高分子ポリマーとしてポリアクリロニトリルを選択した場合、溶媒としては、DMFが好ましく挙げられる。また、高分子ポリマーとして、ポリビニルアルコールやポリエチレンオキサイドを選択した場合、溶媒としては水が好ましく挙げられる。
【0029】
以下で、保護層16の固定方法ごとに、構成とその作用効果について説明する。
【0030】
最初に、保護層16が低融点樹脂を含み、熱溶着により保護層16と細繊維層15を固定する場合から説明する。
【0031】
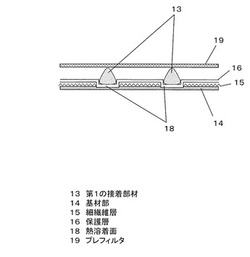
基材部14、細繊維層15、保護層16が積層された濾材部10を線状に熱溶着した場合、図3に示すように、保護層16に含まれる低融点樹脂が溶融して細繊維層15間を通り抜け、基材部14と直接接合し、その濾材部10の熱溶着した表面は凹状にへこむ(図では2箇所)。
【0032】
この凹状にへこんだ線状の熱溶着面に、前述の、濾材部10をプリーツ形状に固定する第1の接着部材13を塗布する。すなわち、濾材部10の線状の熱溶着面18が第1の接着部材13を塗布するための目印となり、塗布作業の省力化が図れる。ここでは、第1の接着部材13により、第1の接着層を形成している。
【0033】
また、へこんだ凹状面に第1の接着部材13を塗布できるので、塗布幅が凹状面の幅から広がらず、第1の接着部材13による通風面積の減少、すなわち、圧力損失を少なくできる。
【0034】
さらに図1に示す空気清浄装置においては、プレフィルタ19をエアフィルタ3の上流側に設ける場合、プレフィルタ19に整流機能を持たせるためエアフィルタ3と離間する必要があり、第1の接着部材13の保護層16からの出っ張り(凸部)がプレフィルタ19とエアフィルタ3の間隔保持の機能も有することとなる。
【0035】
次に、バインダ20により保護層16と基材部14を固定する場合を説明する。
【0036】
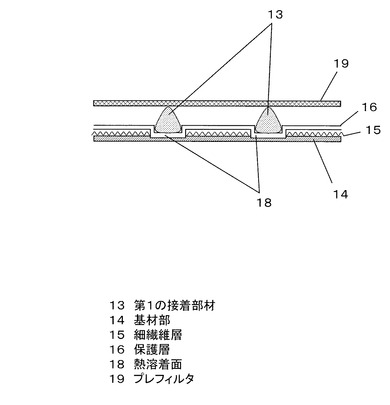
図4に示すように、基材部14、細繊維層15が積層され、細繊維層15の上から線状にバインダ20を塗布し、その上から保護層16を積層している。
【0037】
図3の熱溶着面がへこむのに対し、図4では、バインダ20の塗布面は凸状に出っ張る(図では2箇所)。
【0038】
この凸状に出っ張った線状のバインダ20塗布面に、前述の、濾材部10をプリーツ形状に固定する第1の接着部材13を塗布する。すなわち、濾材部10の線状のバインダ20塗布面が第1の接着部材13を塗布するための目印となり、塗布作業の省力化が図れる。
【0039】
また、凸状に出っ張った線状のバインダ20塗布面に第1の接着部材13を塗布できるので、塗布幅が図3に比べ広がり、保護層16と第1の接着部材13の接着面積も広くなるので、第1の接着部材13によって、濾材部10をプリーツ形状により確実に固定できる。
【0040】
さらに図1に示す空気清浄装置においては、プレフィルタ19をエアフィルタ3の上流側に設ける場合、プレフィルタ19に整流機能を持たせるためエアフィルタ3と離間する必要があり、図3の熱溶着と同様に、第1の接着部材13の保護層16からの出っ張り(凸部)がプレフィルタ19とエアフィルタ3の間隔保持の機能も有することとなる。
【0041】
ここで、エアフィルタ濾材〜エアフィルタの製造工程について説明する。
【0042】
最初に熱溶着により保護層16と細繊維層15を固定する場合から説明する。
【0043】
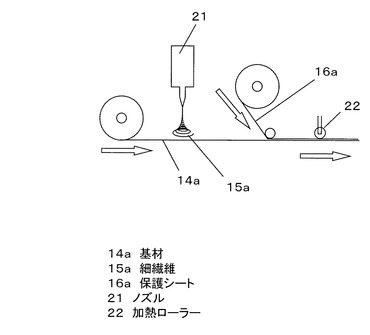
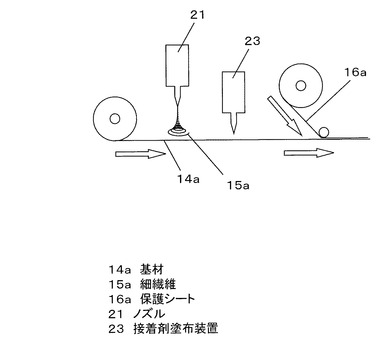
図5に示すように、エアフィルタ濾材の製造工程は、まず、第1の回転ローラーに巻いてある基材14aを搬送手段(図示せず)によって搬送させながら、ノズル21から細繊維15aを基材14aに向かって放出する。ここで、ノズル21には、+20KV程度の電圧が印加され、搬送手段はアース処理をしており、この電位差によって、ノズル21から放出した細繊維15aが基材14aの全表面に付着し、細繊維層15を形成する。
【0044】
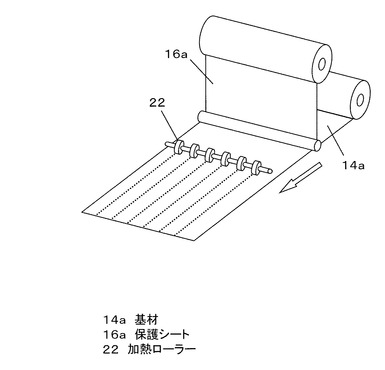
続いて、第2の回転ローラーに巻いてある保護シート16aを細繊維層15の上に積層し、加熱ローラー22により基材14aと保護シート16aを熱溶着させている。
【0045】
加熱ローラー22は図6に示すように、幅5mm前後の複数のローラー(図6では6個)が一定間隔で設けられており、ローラーの幅の線状に、基材14aと保護シート16aを熱溶着することができる。この熱溶着面は凹状にへこんだ線状となり、上述の図3で説明した作用効果を有するものである。
【0046】
次に、バインダ20により保護層16と基材部14を固定する場合を説明する。
【0047】
図7に示すように、エアフィルタ濾材の製造工程は、まず、第1の回転ローラーに巻いてある基材14aを搬送手段(図示せず)によって搬送させながら、ノズル21から細繊維15aを基材14aに向かって放出する。ここで、ノズル21には、+20KV程度の電圧が印加され、搬送手段はアース処理をしており、この電位差によって、ノズル21から放出した細繊維が基材14aの全表面に付着し、細繊維層15を形成する。
【0048】
次に、接着剤塗布装置23から、細繊維層15を形成した基材14a上にバインダ20を線状に塗布する。接着剤塗布装置23は図8に示すように、例えば7個のノズルを有しており、細繊維層15を形成した基材14a上にバインダ20を7本の線状に塗布する。
【0049】
次に、第2の回転ローラーに巻いてある保護シート16aを、バインダ20を塗布した細繊維層15の上に積層し、バインダ20により基材14aと保護シート16aを接着させている。
【0050】
線状のバインダ20の上に塗布された保護シート16aの面は、凸状に出っ張った線状となり、上述の図4で説明した作用効果を有するものである。
【0051】
このように熱溶着またはバインダ20により基材部14と細繊維層15と保護層16を備えた濾材部10を製造して、プリーツ形状に折り曲げる。ここで、折り曲げ機(図示せず)によって、線状の熱溶着面または接着面と垂直方向に折り曲げる。最後に、第1の接着部材13によって、濾材部10をプリーツ形状に固定するとともに、プリーツ形状の濾材部10を枠部12に固定してエアフィルタ3を製造するものである。
【0052】
すなわち、本発明においては、細繊維層の前記基材部とは反対側の面に保護層を設けたことにより、プリーツ加工や運搬時の衝撃や接触等による表層の細繊維の破断や脱離を防止できるので、捕集効率の低下を抑制することが出来るものである。
【0053】
また、保護層と前記基材部および/または前記細繊維層との固定を線状で行うことにより、この線状の固定痕が、プリーツ加工時の折り目の目印になるとともに、加工したエアフィルタ濾材をプリーツ形状に保持し成形するための接着層を設ける場合にも、位置合わせの目印とすることができ、作業の省力化が図れるという効果のあるエアフィルタ濾材およびエアフィルタを提供することができる。
【産業上の利用可能性】
【0054】
以上のように本発明は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うので、捕集効率を低下を抑制することが出来るものである。
【0055】
従って、家庭用や事務所用などの、エアフィルタ、およびこのエアフィルタの製造方法、およびこのエアフィルタを装着した空気清浄装置として活用が期待されるものである。
【符号の説明】
【0056】
1 本体ケース
2 送風手段
3 エアフィルタ
4 吸気口
5 排気口
6 風向ルーバー
7 ケーシング
8 羽根
9 電動機
10 濾材部
11 形状保持部
12 枠部
13 第1の接着部材
14 基材部
14a 基材
15 細繊維層
15a 細繊維
16 保護層
16a 保護シート
17 第2の接着部材
18 熱溶着面
19 プレフィルタ
20 バインダ
21 ノズル
22 加熱ローラー
23 接着剤塗布装置
【技術分野】
【0001】
本発明は、空気調和機などに組み込まれるエアフィルタ濾材とエアフィルタ、およびこのエアフィルタを装着した空気清浄装置に関する。
【背景技術】
【0002】
従来のエアフィルタ濾材は、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−274144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来例における課題は、捕集効率が低くなってしまうということであった。
【0005】
すなわち、エアフィルタ濾材が、基材部と、この基材部へ送風される空気流の上流側面に設けた細繊維層とから形成した構成となっていた。
【0006】
そしてこの構成において、細繊維層が送風される空気流の上流側面に露出しているため、衝撃や接触等で表層の細繊維が破断したり、はがれて脱離したりして、捕集効率が低くなってしまう恐れがあった。
【0007】
そこで本発明は、捕集効率の低下を抑制することを目的とするものである。
【課題を解決するための手段】
【0008】
そしてこの目的を達成するために本発明は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うことを特徴とするエアフィルタ濾材であり、これにより初期の目的を達成するものである。
【発明の効果】
【0009】
以上のように本発明のエアフィルタ濾材は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行ったので、捕集効率の低下を抑制することが出来るものである。
【0010】
すなわち、本発明においては、細繊維層の前記基材部とは反対側の面に保護層を設けたことにより、プリーツ加工や運搬時の衝撃や接触等による表層の細繊維の破断や脱離を防止できるので、捕集効率の低下を抑制することが出来るものである。
【0011】
また、保護層と前記基材部および/または前記細繊維層との固定を線状で行うことにより、この線状の固定痕が、プリーツ加工時の折り目の目印になるとともに、加工したエアフィルタ濾材をプリーツ形状に保持し成形するための接着層を設ける場合にも、位置合わせの目印とすることができ、作業の省力化が図れる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態1にかかるエアフィルタを搭載した空気清浄装置示す縦断面図
【図2】同エアフィルタの斜視図
【図3】同エアフィルタの断面図
【図4】同エアフィルタの断面図
【図5】同エアフィルタの製造工程を示す概略図
【図6】同エアフィルタの製造装置の斜視図
【図7】同エアフィルタの製造工程を示す概略図
【図8】同エアフィルタの製造装置の斜視図
【発明を実施するための形態】
【0013】
(実施の形態1)
以下本発明の1実施形態を添付図面を用いて説明する。
【0014】
図1に示すように、本実施形態の空気清浄装置は、本体ケース1内に送風手段2とエアフィルタ3とを備えている。
【0015】
本体ケース1は、略縦長箱形状で、この本体ケース1の前面側側面部に、略四角形状の吸気口4を設け、本体ケース1の天面部に、略四角形状の排気口5を備えている。この排気口5には、風向ルーバー6を設けている。
【0016】
送風手段2は、本体ケース1の吸気口4と、排気口5との間の風路に設けられ、スクロール形状のケーシング7と、このケーシング7内に設けられた遠心送風ファンである羽根8と、この羽根8を回転させる電動機9とから形成している。
【0017】
また、エアフィルタ3は、本体ケース1の吸気口4下流側に位置している。
【0018】
以上の構成において、送風手段2によって、室内の空気を吸気口4から本体ケース1内に吸気した空気は、エアフィルタ3を介して排気口5へと送風するものである。つまり、室内の空気をエアフィルタ3で清浄して、室内へ送風するものである。
【0019】
図2に示すように、このエアフィルタ3は、波形に折り曲げたプリーツ形状の濾材部10と、この濾材部10をプリーツ形状に保持する形状保持部11とから形成している。
【0020】
また、形状保持部11は、ロの字形状の枠部12と、プリーツ形状の隣り合う濾材部10間に設けた第1の接着部材13と、枠部12と濾材部10との間に設けた第2の接着部材17から形成している。つまり、枠部12は、プリーツ形状の濾材部10周縁に位置し、第1の接着部材13によって、濾材部10をプリーツ形状に固定し、第2の接着部材17によって、プリーツ形状の濾材部10を枠部12に固定している。第1の接着部材13、第2の接着部材17は、例えば、ホットメルト等の接着剤である。
【0021】
濾材部10は、繊維の集合体からなるシート状の基材部14と、この基材部14の一面側に接着したナノファイバーの集合体からなる細繊維層15と、この細繊維層15の基材部14とは反対側の面に設けた保護層16から構成されている。
【0022】
基材部14及び保護層16は、スパンボンド法、乾式または湿式法、メルトブローン法、スパンボンド法、エアレイド法などにより製造されたパルプ繊維、樹脂繊維、炭素繊維および無機繊維、またはそれらの少なくとも1つを含んでいる不織布から構成される。
【0023】
細繊維層15は、公知の高分子ポリマーを後述する電界紡糸法や溶融紡糸法などの加工技術により加工した平均繊維径50〜1000nmの繊維からなる。平均繊維径50〜1000nmの繊維は一般的にナノファイバーと称され、繊維径が細いため、繊維同士の隙間が小さくなり、集塵効率が向上する。さらには、繊維同士の隙間が小さいにも関わらず、スリップフロー効果と称される効果により、圧力損失の増加を防ぐことが出来る。すなわち、同じ集塵効率のナノファイバーからなる濾材と1000nmを超える繊維からなる濾材の圧力損失を比較すると、ナノファイバーからなる濾材の方が、圧力損失が小さい。
【0024】
公知の電界紡糸法や溶融紡糸法などの加工技術では、平均繊維径が10nm未満の紡糸が困難であり、平均繊維径が1000nmを超えた繊維は、繊維同士の隙間が大きくなるため、集塵効率の向上を向上させるためには目付量を増やしたり、厚みを増やしたりせねばならず、それにより圧力損失を増大してしまい、本発明には不向きである。また、細繊維層15を形成する繊維の形状は特に限定されないが、電界紡糸法などの公知の加工方法を利用すると、断面は概ね円形あるいは楕円形となる。
【0025】
公知の電界紡糸法により細繊維層15を作製する場合、高分子ポリマーを溶媒に溶解させた高分子ポリマー溶液を用いる必要がある。公知の高分子ポリマーとして、ポリアクリロニトリル、ポリエチレン、ポリプロピレン、ポリエチレンオキサイド、ポリエチレングリコール、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリ−m−フェニレンテレフタレート、ポリ−p−フェニレンイソフタレート、ポリメタクリル酸、ポリメタクリル酸メチル、ポリフッ化ビニリデン、ポリフッ化ビニリデン−ヘキサフルオロピレン共重合体、ポリ塩化ビニル、ポリ塩化ビニリデン−アクリレート共重合体、ポリテトラフルオロエチレン、ポリビニルアルコール、ポリアリレート、ポリアセタール、ポリカーボネート、ポリスチレン、ポリフェニレンサルファイド、ポリアミド、ポリイミド、ポリアミドイミド、アラミド、ポリイミドベンザゾール、ポリベンゾイミダゾール、ポリグリコール酸、ポリ乳酸、ポリウレタン、セルロース化合物、ポリペプチド、ポリヌクレオシド、ポリヌクレオチド、タンパク質、酵素や、それらの混合物を用いることができる。
【0026】
ここで、高分子ポリマーとしては、入手の容易性や取り扱い易さという観点から、ポリアクリロニトリルが好ましい。例えば、ポリアクリロニトリルは、シグマアルドリッチジャパン社製のポリアクリロニトリル「商品番号:181315」が好ましく挙げられる。
【0027】
また、高分子ポリマーを溶解させる溶媒としては、高分子ポリマーと相溶性があり、溶解させることが出来れば特に限定されない。これらの溶媒としては、水、アルコール類、有機溶剤等が挙げられ、具体的なアルコール類や有機溶剤としては、アセトン、クロロホルム、エタノール、イソプロパノール、メタノール、トルエン、テトラヒドロフラン、ベンゼン、ベンジルアルコール、1,4−ジオキサン、プロパノール、四塩化炭素、シクロヘキサン、シクロヘキサノン、塩化メチレン、フェノール、ピリジン、トリクロロエタン、酢酸などの揮発性の高い溶媒や、N,N−ジメチルホルムアミド(DMF)、ジメチルスルホキシド(DMSO)、N,N−ジメチルアセトアミド(DMAc)、1−メチル−2−ピロリドン(NMP)、エチレンカーボネート、プロピレンカーボネート、ジメチルカーボネート、アセトニトリル、N−メチルモルホリン−N−オキシド、ブチレンカーボネート、γ−ブチロラクトン、ジエチルカーボネート、ジエチルエーテル、1,2−ジメトキシエタン、1,3−ジメチル−2−イミダゾリジノン、1,3−ジオキソラン、エチルメチルカーボネート、メチルホルマート、3−メチルオキサゾリジン−2−オン、メチルプロピオネート、2−メチルテトラヒドロフラン、スルホランなどの揮発性が相対的に低い溶媒が挙げられる。または、上記溶剤を2種以上混合させて用いることも可能である。
【0028】
なお、高分子ポリマーとしてポリアクリロニトリルを選択した場合、溶媒としては、DMFが好ましく挙げられる。また、高分子ポリマーとして、ポリビニルアルコールやポリエチレンオキサイドを選択した場合、溶媒としては水が好ましく挙げられる。
【0029】
以下で、保護層16の固定方法ごとに、構成とその作用効果について説明する。
【0030】
最初に、保護層16が低融点樹脂を含み、熱溶着により保護層16と細繊維層15を固定する場合から説明する。
【0031】
基材部14、細繊維層15、保護層16が積層された濾材部10を線状に熱溶着した場合、図3に示すように、保護層16に含まれる低融点樹脂が溶融して細繊維層15間を通り抜け、基材部14と直接接合し、その濾材部10の熱溶着した表面は凹状にへこむ(図では2箇所)。
【0032】
この凹状にへこんだ線状の熱溶着面に、前述の、濾材部10をプリーツ形状に固定する第1の接着部材13を塗布する。すなわち、濾材部10の線状の熱溶着面18が第1の接着部材13を塗布するための目印となり、塗布作業の省力化が図れる。ここでは、第1の接着部材13により、第1の接着層を形成している。
【0033】
また、へこんだ凹状面に第1の接着部材13を塗布できるので、塗布幅が凹状面の幅から広がらず、第1の接着部材13による通風面積の減少、すなわち、圧力損失を少なくできる。
【0034】
さらに図1に示す空気清浄装置においては、プレフィルタ19をエアフィルタ3の上流側に設ける場合、プレフィルタ19に整流機能を持たせるためエアフィルタ3と離間する必要があり、第1の接着部材13の保護層16からの出っ張り(凸部)がプレフィルタ19とエアフィルタ3の間隔保持の機能も有することとなる。
【0035】
次に、バインダ20により保護層16と基材部14を固定する場合を説明する。
【0036】
図4に示すように、基材部14、細繊維層15が積層され、細繊維層15の上から線状にバインダ20を塗布し、その上から保護層16を積層している。
【0037】
図3の熱溶着面がへこむのに対し、図4では、バインダ20の塗布面は凸状に出っ張る(図では2箇所)。
【0038】
この凸状に出っ張った線状のバインダ20塗布面に、前述の、濾材部10をプリーツ形状に固定する第1の接着部材13を塗布する。すなわち、濾材部10の線状のバインダ20塗布面が第1の接着部材13を塗布するための目印となり、塗布作業の省力化が図れる。
【0039】
また、凸状に出っ張った線状のバインダ20塗布面に第1の接着部材13を塗布できるので、塗布幅が図3に比べ広がり、保護層16と第1の接着部材13の接着面積も広くなるので、第1の接着部材13によって、濾材部10をプリーツ形状により確実に固定できる。
【0040】
さらに図1に示す空気清浄装置においては、プレフィルタ19をエアフィルタ3の上流側に設ける場合、プレフィルタ19に整流機能を持たせるためエアフィルタ3と離間する必要があり、図3の熱溶着と同様に、第1の接着部材13の保護層16からの出っ張り(凸部)がプレフィルタ19とエアフィルタ3の間隔保持の機能も有することとなる。
【0041】
ここで、エアフィルタ濾材〜エアフィルタの製造工程について説明する。
【0042】
最初に熱溶着により保護層16と細繊維層15を固定する場合から説明する。
【0043】
図5に示すように、エアフィルタ濾材の製造工程は、まず、第1の回転ローラーに巻いてある基材14aを搬送手段(図示せず)によって搬送させながら、ノズル21から細繊維15aを基材14aに向かって放出する。ここで、ノズル21には、+20KV程度の電圧が印加され、搬送手段はアース処理をしており、この電位差によって、ノズル21から放出した細繊維15aが基材14aの全表面に付着し、細繊維層15を形成する。
【0044】
続いて、第2の回転ローラーに巻いてある保護シート16aを細繊維層15の上に積層し、加熱ローラー22により基材14aと保護シート16aを熱溶着させている。
【0045】
加熱ローラー22は図6に示すように、幅5mm前後の複数のローラー(図6では6個)が一定間隔で設けられており、ローラーの幅の線状に、基材14aと保護シート16aを熱溶着することができる。この熱溶着面は凹状にへこんだ線状となり、上述の図3で説明した作用効果を有するものである。
【0046】
次に、バインダ20により保護層16と基材部14を固定する場合を説明する。
【0047】
図7に示すように、エアフィルタ濾材の製造工程は、まず、第1の回転ローラーに巻いてある基材14aを搬送手段(図示せず)によって搬送させながら、ノズル21から細繊維15aを基材14aに向かって放出する。ここで、ノズル21には、+20KV程度の電圧が印加され、搬送手段はアース処理をしており、この電位差によって、ノズル21から放出した細繊維が基材14aの全表面に付着し、細繊維層15を形成する。
【0048】
次に、接着剤塗布装置23から、細繊維層15を形成した基材14a上にバインダ20を線状に塗布する。接着剤塗布装置23は図8に示すように、例えば7個のノズルを有しており、細繊維層15を形成した基材14a上にバインダ20を7本の線状に塗布する。
【0049】
次に、第2の回転ローラーに巻いてある保護シート16aを、バインダ20を塗布した細繊維層15の上に積層し、バインダ20により基材14aと保護シート16aを接着させている。
【0050】
線状のバインダ20の上に塗布された保護シート16aの面は、凸状に出っ張った線状となり、上述の図4で説明した作用効果を有するものである。
【0051】
このように熱溶着またはバインダ20により基材部14と細繊維層15と保護層16を備えた濾材部10を製造して、プリーツ形状に折り曲げる。ここで、折り曲げ機(図示せず)によって、線状の熱溶着面または接着面と垂直方向に折り曲げる。最後に、第1の接着部材13によって、濾材部10をプリーツ形状に固定するとともに、プリーツ形状の濾材部10を枠部12に固定してエアフィルタ3を製造するものである。
【0052】
すなわち、本発明においては、細繊維層の前記基材部とは反対側の面に保護層を設けたことにより、プリーツ加工や運搬時の衝撃や接触等による表層の細繊維の破断や脱離を防止できるので、捕集効率の低下を抑制することが出来るものである。
【0053】
また、保護層と前記基材部および/または前記細繊維層との固定を線状で行うことにより、この線状の固定痕が、プリーツ加工時の折り目の目印になるとともに、加工したエアフィルタ濾材をプリーツ形状に保持し成形するための接着層を設ける場合にも、位置合わせの目印とすることができ、作業の省力化が図れるという効果のあるエアフィルタ濾材およびエアフィルタを提供することができる。
【産業上の利用可能性】
【0054】
以上のように本発明は、繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うので、捕集効率を低下を抑制することが出来るものである。
【0055】
従って、家庭用や事務所用などの、エアフィルタ、およびこのエアフィルタの製造方法、およびこのエアフィルタを装着した空気清浄装置として活用が期待されるものである。
【符号の説明】
【0056】
1 本体ケース
2 送風手段
3 エアフィルタ
4 吸気口
5 排気口
6 風向ルーバー
7 ケーシング
8 羽根
9 電動機
10 濾材部
11 形状保持部
12 枠部
13 第1の接着部材
14 基材部
14a 基材
15 細繊維層
15a 細繊維
16 保護層
16a 保護シート
17 第2の接着部材
18 熱溶着面
19 プレフィルタ
20 バインダ
21 ノズル
22 加熱ローラー
23 接着剤塗布装置
【特許請求の範囲】
【請求項1】
繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、
前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うことを特徴とするエアフィルタ濾材。
【請求項2】
保護層は低融点樹脂を含み、熱溶着により前記保護層と前記細繊維層を固定することを特徴とする請求項1記載のエアフィルタ濾材。
【請求項3】
バインダにより前記保護層と前記基材部を固定することを特徴とする請求項1記載のエアフィルタ濾材。
【請求項4】
請求項1〜3記載のエアフィルタ濾材をプリーツ形状に加工し、このエアフィルタ濾材をプリーツ形状に保持する形状保持部を設け、プリーツ形状の山部の一端側における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするエアフィルタ。
【請求項5】
請求項4に記載のエアフィルタを備え、清浄対象空気を、保護層、細繊維層、基材部の順に通過させることを特徴とする空気清浄装置。
【請求項6】
エアフィルタの上流側にプレフィルタを備え、第1の接着層を、前記プレフィルタ側に配置することを特徴とする請求項5記載の空気清浄装置。
【請求項1】
繊維の集合体からなるシート状の基材部と、この基材部の一面側に接着したナノファイバーの集合体からなる細繊維層と、この細繊維層の前記基材部とは反対側の面に設けた保護層を備え、
前記保護層と前記基材部および/または前記細繊維層との固定を線状で行うことを特徴とするエアフィルタ濾材。
【請求項2】
保護層は低融点樹脂を含み、熱溶着により前記保護層と前記細繊維層を固定することを特徴とする請求項1記載のエアフィルタ濾材。
【請求項3】
バインダにより前記保護層と前記基材部を固定することを特徴とする請求項1記載のエアフィルタ濾材。
【請求項4】
請求項1〜3記載のエアフィルタ濾材をプリーツ形状に加工し、このエアフィルタ濾材をプリーツ形状に保持する形状保持部を設け、プリーツ形状の山部の一端側における先端部に、この先端部を覆う第1の接着層を設けたことを特徴とするエアフィルタ。
【請求項5】
請求項4に記載のエアフィルタを備え、清浄対象空気を、保護層、細繊維層、基材部の順に通過させることを特徴とする空気清浄装置。
【請求項6】
エアフィルタの上流側にプレフィルタを備え、第1の接着層を、前記プレフィルタ側に配置することを特徴とする請求項5記載の空気清浄装置。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−63377(P2013−63377A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−202650(P2011−202650)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]