
エアフィルタ用濾材
【課題】圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材を得る。
【解決手段】本発明にかかるエアフィルタ濾材10は、ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層12と、ナノ繊維構造体層12の濾過上流側の面に一体に積層される上流側多孔質体層14と、ナノ繊維構造体層12の濾過下流側の面に一体に積層される下流側多孔質体層16とを備える。上流側多孔質体層14と下流側多孔質体層16のナノ繊維構造体層12と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、下流側多孔質体層16は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備えている。
【解決手段】本発明にかかるエアフィルタ濾材10は、ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層12と、ナノ繊維構造体層12の濾過上流側の面に一体に積層される上流側多孔質体層14と、ナノ繊維構造体層12の濾過下流側の面に一体に積層される下流側多孔質体層16とを備える。上流側多孔質体層14と下流側多孔質体層16のナノ繊維構造体層12と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、下流側多孔質体層16は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エアフィルタ用濾材に関し、特に例えば、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材に関するものである。
【背景技術】
【0002】
従来エアフィルタとしては、捕集粉塵の大きさと捕集効率によってプレフィルタ、中性能フィルタ、高性能(HEPA)フィルタ、超高性能フィルタ(ULPA)フィルタが工場・ビル・病院等の空調設備に広く使用されている。工場空調のクリーンルームに使用される高性能HEPAフィルタは、例えば縦610mm×横610mm×奥行き50mmのケース内に、プリーツ加工が施されたフィルタ濾材がセットされ、フィルタユニットとしては0.3μm以上の粉塵の捕集効率99.99%以上で、処理風量10m3/min・圧力損失300pa・処理風速0.5m/s(濾材内風速0.05m/秒前後)で使用されている。また中性能フィルタはフィルタ材が縦594mm×横594mm×奥行き96mmのケース内にプリーツ加工されてセットされ、0.3μm以上の粉塵の捕集効率65%以上で処理風量50m3/min・圧力損失170pa・処理風速2.0m/s(濾材内風速0.06m/秒前後)で使用されている。これらエアフィルタユニットに使用されるエアフィルタ用濾材では、グラスファイバーと合成繊維で構成された不織布のHEPAフィルタ材としての性能(プリーツ加工をせずに平板での性能)は面風速5.3cm/秒に於いて0.3〜0.5μmの初期粉塵捕集効率が約97%であり、またメルトブローン等の不織布が使用される中性能フィルタ材は面風速5.3cm/秒に於いて初期粉塵効率が約50%である。ナノ繊維を使用したエアフィルタは高効率が期待できるが、例えば特許文献1に見られるようにナノ繊維層がエア流におかれた時に特異な状態を示す事が十分に把握されずに使用されている。
【特許文献1】特表2005−527344号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来使用されているエアフィルタに於いては、濾材内設計風速は中性能フィルタ・HEPAフィルタにおいては5〜6cm/秒でULPAフィルタにおいては5cm/秒以下で使用されている。濾材内設計風速以上の環境で使用すると、風速が上昇するにしたがって圧力損失が増大し、捕集した粉塵等が再飛散しフィルタの粉塵捕集効率が低下する。これはエア流速が上昇すると、エアフィルタの下流で発生するカルマン渦・乱流渦が次第に大きくなり濾材全体を下流方向に引っぱる力が働き粉塵が脱落していき、ついにはフィルタを構成する繊維がエア流方向に対して垂直方向に固有振動する事によって濾材内に捕集された粉塵が次第に移動してエア流下流に流れていく事によって捕集効率が低下する。また、ナノ繊維によって構成されるエアフィルタにおいてはナノ繊維に接するフリーの繊維あるいはケバ状の繊維があると前記のカルマン渦・乱流渦で激しく振動してナノ繊維の配列を乱しあるいは損傷の発生も生まれ、やはり捕集効率の低下につながる。従来使用されているエアフィルタ材は主に短繊維によって構成されているのでこの現象を発生し易い。本発明は、上記問題点に鑑みてなされたもので、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材を提供することを目的とする。
【課題を解決するための手段】
【0004】
請求項1に記載の発明は、ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層と、ナノ繊維構造体層の濾過上流側の面に一体に積層される上流側多孔質体層と、ナノ繊維構造体層の濾過下流側の面に一体に積層される下流側多孔質体層とを備え、上流側多孔質体層および下流側多孔質体層のナノ繊維構造体層と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、下流側多孔質体層は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備え、濾過下流側において乱流を発しないことを特徴とする、エアフィルタ用濾材である。
【0005】
請求項2に記載の発明は、ナノ繊維構造体層は、層毎に繊維径の異なる複数以上の層からなり、ナノ繊維構造体層を構成する各層のナノ繊維の繊維径は、濾過下流側の層にいくにしたがって小さくなる、請求項1に記載のエアフィルタ用濾材である。
【0006】
請求項3に記載の発明は、汎用エアフィルタ用濾材と、請求項1または請求項2に記載のエアフィルタ用濾材とを組合せてなるエアフィルタ用濾材であって、請求項1または請求項2に記載のエアフィルタ用濾材を、汎用エアフィルタ用濾材の濾過下流側の面に密着した状態で配置した又は汎用エアフィルタ用濾材の濾過下流側の気流の乱れの範囲内の距離を置いて配置した、エアフィルタ用濾材である。
【0007】
請求項4に記載の発明は、汎用エアフィルタ、エアフィルタ用濾材のいずれか一方または双方がユニット化された請求項3に記載のエアフィルタ用濾材である。
【発明の効果】
【0008】
本発明にかかるエアフィルタ用濾材によれば、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材を提供する事が可能であり、これによりエア処理設備の高性能化、イニシャルコストの低減,ランニングコストの低減を可能となる。さらには、工業製品、衛生製品用の優れた資材を提供することができる。
【発明を実施するための最良の形態】
【0009】
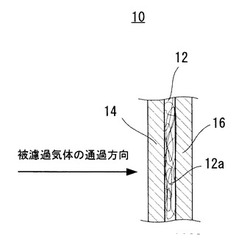
図1は、本発明にかかるエアフィルタ用濾材の一実施の形態を示す断面図解図である。エアフィルタ用濾材10は、ナノ繊維構造体層12を含む。ナノ繊維構造体層12は、ナノ繊維12aが3次元的に交絡されてなるシート状の繊維構造体からなる。ナノ繊維構造体層12は、公知のナノ繊維ウェブ製造方法などの繊維構造体製造方法により作製されるが、ナノ繊維12aの繊維径、ウェブの目付け,ポアサイズの制御が容易なことによりエレクトロスピニング法により作製されるのが好ましい。ナノ繊維12aの繊維径およびナノ繊維構造体層12の目付は、ナノ繊維構造体層12のポアサイズを決定する要素であり、繊維径が細く、目付が大きいほど形成されるポアサイズは小さくなり、細かい粉塵を捕集する事が可能となるが、繊維径が略500nmより小さくなるほど被濾過気体が抜け易くなることより、ナノ繊維12aの繊維径は500nm以下とされるのが好ましい。
【0010】
ナノ繊維12aの原料としては、ポリアクリロニトリル,6ナイロン,66ナイロン,ポリエチレン,ポリプロピレン,ポリエチレンテレフタレート,ポリ塩化ビニル,ポリ塩化ビニリデン,ポリスチレン,ポリエチレンオキサイド,セルロース,ポリエーテルウレタン,導電性高分子,ポリ乳酸,ポリカプロラクタン,フィブロイン,コラーゲンその他のタンパク質等のポリマーを使用することができる。なお、ナノ繊維構造体層12の作製方法については、後段において詳述する。
【0011】
ナノ繊維構造体層12の濾過上流側の面には、上流側多孔質体層14が一体に積層されている。上流側多孔質体層14は、ナノ繊維構造体層12のプレフィルタとして機能する多孔質体である。すなわち、本発明にかかるエアフィルタ用濾材10では、粒径の大きな粉塵は上流側多孔質体層14により捕集し、捕集のメイン対象とする大きさの粉塵はナノ繊維構造体層12により捕集行うように構成されている。上流側多孔質体層14は、ナノ繊維構造体層12のプレフィルタとして機能するために、ナノ繊維構造体層12のポアサイズより大きなポアサイズを有する多孔質体が用いられるのが好ましい。
【0012】
上流側多孔質体層14には、有機繊維または無機繊維からなる不織布、ウェブ、織物、紙、ネット、有孔フィルム等の被濾過気体を通過させることのできるポアまたは流路に有しているものが適用可能である。なお、上流側多孔質体層14のナノ繊維構造体層12と一体に積層される面は、繊維状のケバがなく平滑な表面とされている。その理由は、被濾過気体を濾過している状態において上流側多孔質体層14の下流には幾分かのカルマン渦や乱流渦が発生する。カルマン渦や乱流渦が発生した状態で、フリーの繊維あるいはケバ状の繊維が存在するとその繊維またはケバは激しく振動し、ナノ繊維構造体層12中のナノ繊維12aの配列を乱したり、損傷する可能性が生じ、その結果、エアフィルタ用濾材10の捕集効率の低下を招くためである。この現象は、上流側多孔質体層1が短繊維からなる多孔質体から形成されているときに生じやすい。この問題を鑑みれば、上流側多孔質体層14には、連続繊維により構成され表面にケバがなく平滑なスパンボンド不織布を使用することが望ましい。しかしながら、上流側多孔質体層14に適用可能な多孔質体は、スパンボンド不織布に限られるのではなく、ナノ繊維構造体層12と接触する面のケバ焼き処理や熱ロール加工、樹脂コーティング加工によって表面をケバがなく平滑な状態にすることにより、上述の材料からなる中性能フィルタ,HEPAフィルタ,ULPAフィルタ等の汎用エアフィルタ用濾材が使用することができる。なお、上流側多孔質体層14は、エアフィルタ用濾材10の製品寿命を考慮して、所望の粉塵保持容量を備えるものを適宜選択して使用されればよい。
【0013】
ナノ繊維構造体層12の濾過下流側の面には、下流側多孔質体層16が一体に積層されている。下流層多孔質体層16は、ナノ繊維構造体層12を濾過下流側から支持し、被濾過気体より加えられる風圧等によりナノ繊維構造体層12が破損しないようにするためのものである。下流側多孔質体層16としては、上流側多孔質体層14と同様に、有機繊維または無機繊維からなる不織布、ウェブ、織物、紙、ネット、有孔フィルム等の被濾過気体を通過させることのできるポアまたは流路に有しているものが適用可能であるが、ナノ繊維構造体層12をスムーズに流れてきたエア流を乱さないように圧力損失が低いものでなければならない。また、下流側多孔質体層16の濾過上流側の面に繊維状のケバなどがあると、上流側多孔質体層14と同様に、ナノ繊維構造体層12中のエア流の流れの妨げになるばかりか、ケバ状の繊維が激しく振動し、ナノ繊維構造体層12中のナノ繊維12aの配列を乱したり、損傷する可能性が生じ、その結果、エアフィルタ用濾材10の捕集効率の低下を招く可能性がある。このことより、下流側多孔質体層16にはエア流速1m/sにおいて圧力損失が100pa以下となる多孔質体であることが好ましい。また、ケバにより生ずる問題に対処するため、上流側多孔質体層14と同様に、連続繊維により構成され表面にケバがなく平滑なスパンボンド不織布を使用することが望ましい。しかしながら、下流側多孔質体層16に適用可能な多孔質体は、スパンボンド不織布に限られるのではなく、ナノ繊維構造体層12と接触する面のケバ焼き処理や熱ロール加工,樹脂コーティング加工によって表面にケバが存在せず、表面が平滑な状態にすることにより、上述の材料からなる中性能フィルタ,HEPAフィルタ,ULPAフィルタ等の汎用エアフィルタ用濾材が使用可能である。さらには、下流側多孔質体層16には、上述した条件を具備したものであれば、多孔質体とネット材などのような強度保持材とが複合された複合体が使用されてもよい。
【0014】
従来のフィルタでは、被処理気体の風速が上昇すると、濾材の濾過下流側に発生するカルマン渦や乱流により濾材が振動し、捕集・保持した粉塵が再び飛散する再飛散現象が発生し粉塵捕集効率が低下するが、本発明にかかるエアフィルタ用濾材10では、上述した構成により、カルマン渦,乱流渦が発生しにくく、被濾過流体がスムーズに流れるので、再飛散が無く粉塵捕集効率が高風量下においても低下することがない。
【0015】
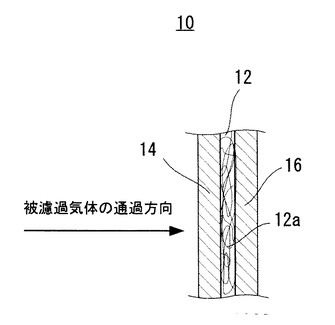
図2は、本発明にかかる別の実施の形態を示す断面図解図である。この実施の形態のエアフィルタ用濾材20は、図1に示す実施の形態とはナノ繊維構造体層の構造が異なる。ナノ繊維構造体層22は、濾過上流側よりナノ繊維構造体層22a,ナノ繊維構造体層22b,ナノ繊維構造体層22cの順に構成された複数の層から形成されている。ナノ繊維構造体層22a,22b,22cは、全て繊維径が500nm以下のナノ繊維により形成されているが、濾過下流側の層にいくにしたがって、層を構成するナノ繊維23の繊維径が小さくなっている。これによりこの実施の形態では、図1に示す実施の形態が奏する効果に加え、ナノ繊維構造体層22内でふるい効果が発生することにより、さらに効率的に濾過粉塵を捕集することが可能であり、また製品の高寿命化が可能となる。なお、本実施の形態においては、ナノ繊維構造体層22を3層構造としたが、これに限らず、所望の粉塵捕集効率、製品寿命が得られるように適宜な数に層は増減されてもよい。
【0016】
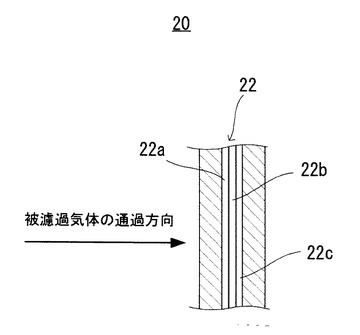
図3は、本発明にかかるさらに別の実施形態を示す図解図である。本実施の形態は、図1または図2に示すエアフィルタ用濾材10,20と汎用エアフィルタ用濾材32とを一体に配置・組合せることにより構成したエアフィルタ用濾材30である。なお、本発明で示す汎用エアフィルタ用濾材32とは、従来よりある中性能フィルタ,HEPAフィルタ,ULPAフィルタ等のような気体濾過に使用されるエアフィルタ用濾材のことを指す。
【0017】
本実施の形態のエアフィルタ用濾材30では、エアフィルタ用濾材10またはエアフィルタ用濾材20の濾過上流側の面に、汎用エアフィルタ用濾材32が一体に配置されている。本実施の形態では、上述の構成とすることで、汎用エアフィルタ用濾材32がその濾過下流側において発生するカルマン渦,乱流渦を、エアフィルタ用濾材10またはエアフィルタ用濾材20が整流し消滅させる。これにより、この実施の形態のエアフィルタ用濾材30では、汎用エアフィルタ濾材32を単独で使用したときと比較して、カルマン渦等が原因により生ずる粉塵の再飛散が起こりにくくなり、汎用エアフィルタ濾材32が処理可能な風速が約10倍前後向上させることが可能である。なお、汎用エアフィルタ濾材32は、エアフィルタ用濾材10,20の濾過上流側の面に密着させて配置することが最も好ましい。しかし、汎用エアフィルタ濾材32が影響をうけるカルマン渦や乱流が生じている範囲内にエアフィルタ用濾材10,20を配置すれば、汎用エアフィルタ濾材32へカルマン渦等の影響が小さくすることができるので、汎用エアフィルタ濾材32が影響を受けるカルマン渦、乱流等が発生する範囲内に、エアフィルタ用濾材10,20が配置されればよい。また、この実施の形態においては、汎用エアフィルタ濾材32と、エアフィルタ用濾材10,20とを平らなシート状のまま使用したが、汎用エアフィルタ濾材32とエアフィルタ用濾材10,20とが双方とも又はいずれか一方がプリーツ加工などを施してユニット化されてもよい。
【0018】
引き続き、エアフィルタ用濾材10の製造方法を例にして、本発明にかかるエアフィルタ用濾材10の製造方法について説明を行う。なお、本エアフィルタ用濾材10を製造するに使用するエレクトロスピニング装置は、従来より存在するエレクトロスピニング装置を使用することより、エレクトロスピニング装置およびその各部に関する説明について割愛する。
【0019】
まず、ナノ繊維構造体層10をエレクトロスピニング方法により形成するために、ナノ繊維構造体層12の材料である段落0007で例示したポリマーを、それぞれのポリマーをエレクトロスピニングするに最適な溶剤(アセトン、クロロホルム、エタノール、メタノール、トルエン、キシロール、シクロヘキサン、ジメチルホルアミド、蟻酸、酢酸等)に溶解し、2〜20重量%の濃度の溶解液を作製する。
【0020】
次に、この溶解液をエレクトロスピニング装置の針状ノズル電極から放出して、コレクタ電極上にナノ繊維12aを堆積させてナノ繊維構造体層12を形成する。溶解液は、1KV〜5KV/cmの電界強度でもって放出してコレクタ電極上にナノ繊維構造体層12を形成させるが、ナノ繊維構造体層12自体だけでは、エアフィルタ用濾材としての強度を備えていないため、コレクタ電極上に下流側多孔質体層16を配置し、下流側多孔質体層16上にナノ繊維構造体層12を堆積させて形成する。
【0021】
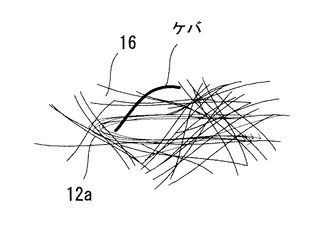
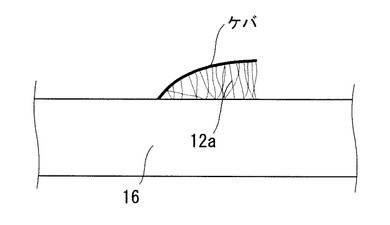
このとき、ナノ繊維構造体層12を堆積させる下流側多孔質体層16の表面に繊維状ケバなどの極端な凹凸が存在すると、ナノ繊維12aの配列が乱れて均一なポアサイズのナノ繊維構造体層12が形成されない。特に、10μm以上の長さの繊維状ケバ付近では、図4に示すように、針状ノズル電極から飛んできたナノ繊維12aがケバの上を滑り、ケバの根元で略U字状に堆積してしまう。また、ケバの上をナノ繊維12aが滑らない場合には、図5に示すように、ケバを支えにしてナノ繊維12aがトンネル状に堆積され、欠陥である大きなポアを造り易い。従って、下流側多孔質体層16は、ケバがなく表面が平滑な多孔質体が使用されるのが好ましく、段落0017で述べた理由からも、連続繊維で構成されたスパンボンド不織布が使用されるのが好ましい。なお、ここでは、コレクタ電極上に下流側多孔質体層16を配置させナノ繊維構造体12を形成させたが、これに限らず、コレクタ電極上に上流側多孔質体層14を配置させてナノ繊維構造体層12を形成されてもよい。この場合においても、本段落で述べた理由から上流側多孔質体層14の表面は、ケバなどがなく平滑であることが好ましい。また、上流側多孔質体層14に汎用エアフィルタ用濾材等を使用する場合には、少なくとも上流側多孔質体層14のナノ繊維構造体層12が積層される面は、ケバ焼き処理や熱ロール加工,樹脂コーティング加工によってケバがなく表面が平滑な状態とされるのが好ましい。
【0022】
次に、下流側多孔質体層16の表面上にナノ繊維構造体層12を堆積・形成させた直後、上流側多孔質体層14がナノ繊維構造体層12に積層され一体とされる。なお、上流側多孔質体層14とナノ繊維構造体層12とを強固に一体化させるために後処理で、超音波融着、熱ロール等の後処理が施されてもよい。また、上流側多孔質体層14上にナノ繊維構造体層12を堆積・形成させた場合にも、下流側多孔質体層16がナノ繊維構造体層12に積層され一体とされればよい。
【0023】
上述した工程を経て製造されたエアフィルタ用濾材10は、ナノ繊維構造体層12に繊維の乱れや欠陥となる大きなポアは形成されず、また、ナノ繊維構造体層12中のエア流の妨げとなったり、ナノ繊維12aの配列を乱したり,損傷する原因となるケバがない良好な状態である。
【0024】
なお、本実施の形態では、ナノ繊維構造体層12を一層により構成した場合について説明を行ったが、濾過下流の層にいくにしたがって繊維径が細くなる複数の層よりナノ繊維構造体層12を構成する場合には、エレクトロスピニングを行う条件を層毎に違えて、上流側多孔質体層14または下流側多孔質体層16上にナノ繊維構造体層12が形成されればよい。
【実施例1】
【0025】
以下、本発明を実施例によりさらに詳細に説明するが、本発明はこれらに限定されるものではない。請求項に記載した範囲内で適宜変更することにより、所望のエアフィルタ用濾材が作製されればよい。
【0026】
ナノ繊維構造体層12の材料としてナイロン6ペレット(ユニチカ株式会社製A1030BRL、分子量16000)を使用した。このナイロン6ペレットを15gを蟻酸(キシダ化学株式会社製 濃度98%)85g中に常温溶解させて15重量%濃度のナイロン6溶液を作成した。このナイロン6溶液をルアーロック先注射筒に入れエレクトロスピニング装置(株式会社フューエンス製Esprayer ES−2000)に装着し、コレクタ電極上の載置した下流側多孔質体層16となる縦13cm×横12cmの大きさのスパンボンド上にエレクトロスピニングすることによりナノ繊維構造体層12を作製した。なお、下流側多孔質体層16には、エア流1m/sの時の圧力損失が50paであるナイロン6製スパンボンド(目付20g/m2、厚み0.11mm、縦引張強力7kg/5cm巾)を使用した。また、このときのエレクトロスピニングの条件は、スプレーノズルとして内径φ0.21mmのMN−27G−13(岩下エンジニアリング株式会社製)を使用して、溶液送液速度1μl/min、ノズルコレクタ電極間電圧20kV、ノズルコレクタ電極間距離10cmとした。上述の条件によりナイロン6製スパンボンド上に、平均繊維径100nm,平均ポアサイズ140nmとなるように目付がそれぞれ0.2g/m2、0.19g/m2、0.15g/m2の3種を形成した。
【0027】
その後、ナノ繊維構造体層12上に下流側多孔質体層16に用いたスパンボンドと同じスパンボンドを上流側多孔質体層14として一体に積層化させて目付の異なる3種の実施例を作製した。
【実施例2】
【0028】
(エア流試験1)
実施例1のナノ繊維構造体層12の目付が0.2g/m2のエアフィルタ用濾材10の濾過下流側に線径0.1mmの網戸用ポリエチレンネット(エア流速1m/sにおける圧力損失5pa)を重ね置き、これを縦85mm×横85mmにカットして実施例2を作製し、エア流状態の観察試験を行った。また、比較例1として実施例2と同じサイズで、平均繊維径20μmのメルトブローン不織布製の中性能フィルタ(金井重要工業株式会社製 品番90p、目付120g/m2,厚み0.4mm)を作製して、同様にエア流状態の観察試験を行った。
【0029】
エアフィルタ用濾材を通過するエア流を観察するために、図6に示す装置を使用した。透明風洞4として、アクリル板(厚み3mm)を成形して外形が縦80mm×横80mm×長さ160mmの中空角柱を2本作り、中央部にエアフィルタ用濾材6をセットしてアルミシールテープでアクリル板中空角柱2本と一体接着固定した。透明風洞のエア出口は連結プラスチックダクト7でエア吸引装置3に連結した。透明風洞のエア吸い込み口には蚊取り線香を用意し、蚊取り線香の煙(粒径0.1〜0.15μm)の流れにメタルハライドファイバー照明装置(株式会社住田光学ガラス製LS−M250)の光を当てて、高速度カメラ(株式会社日本ローバ製Motionscope−M2)で撮影し、画像をパソコンに取り込んだ。
【0030】
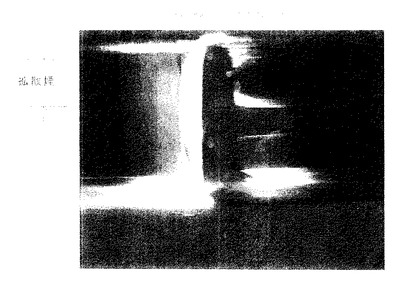
図7は、実施例2の風速1m/秒におけるエア流を高速度カメラで撮像した画像であり、図8は、比較例1の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。図8を見て明らかなように、比較例1では、濾材の上流側までは煙が直線状に流入してくるが、濾材を通過した後は、煙が渦を巻くジグザグ状となっている。渦状のところでは煙濃度高くそれ以外では煙濃度が低くなることから、比較例1の下流側において激しい乱流が発生していることが確認できる。他方、実施例2では、図7の画像が示すように、濾材の上流側まで煙が直線状に流入し、濾材12内を拡散して煙の巾が広くなって出て行くが、出て行く煙に濃淡が無く均一である。実施例2ではカルマン渦及び乱流渦発生が無くエアがスムーズに出て行くことが確認することができた。
【0031】
〔実施例3〕
〔実施例4〕
(組合せエアフィルタ用濾材試験1)
次に、従来の中性能フィルタとHEPAフィルタとを汎用エアフィルタ用濾材32に適用し、これら濾材と実施例2のエアフィルタ用濾材10とを組合わせて段落0014に示すエアフィルタ用濾材30を構成した実施例3および実施例4について、エア風速と粉塵捕集効率について試験を行った。合成ゴムシート(縦250mm×横250mm×厚み1mm)に縦80mm×横80mmの開口部を開け、エア上流側に中性能フィルタ(縦90mm×横90mm)下流側にエアフィルタ用濾材10(縦90mm×横90mm、目付0.19g/m2)を重ねて取り付けアルミシールテープで周囲を接着固定して実施例2を作製した。また、エア上流側に上記の寸法のHEPAフィルタと下流側にエアフィルタ用濾材10(縦90mm×横90mm、目付0.15g/m2)を重ねて取り付け、上記と同様の処理をした実施例3を作製した。また、実施例3,4と同様の寸法の中性能フィルタのみをゴムシートの開口部に固定したものを比較例2として、さらに、実施例3,4と同様の寸法のHEPAフィルタのみをゴムシートの開口部に固定したものを比較例3として作製した。フィルタ性能試験装置としては、株式会社日本カノマックス製のフィルタ濾材試験装置S030951を使用した。
【0032】
性能測定用の粉塵としては、一般室内大気に含まれる粉塵を使用した。室内空気を試験装置により吸引してフィルタの上流側と下流側のエアを小径チューブでそれぞれパーティクルカウンタに一定量導入し、0.3〜0.5μmの粒径粉塵数を計測して粉塵捕集効率を算出した。試験方法は、試験フィルタサンプルを試験装置に取付けた後、風速を0.05m/秒から1m/秒まで段階的に上げて行き、各風速での捕集効率を算出し、その後適当な時間間隔をおいて同様の計測作業を実施した。その試験結果を表およびグラフに示す。
【0033】
【表1】

【0034】
【表2】
【0035】
【表3】
【0036】
【表4】
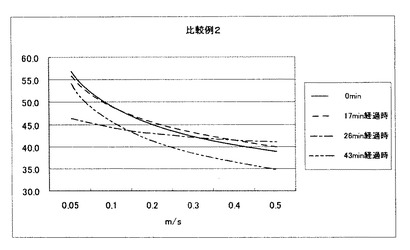
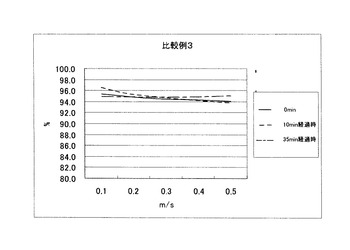
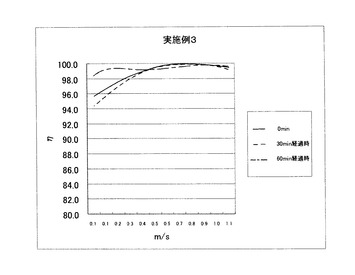
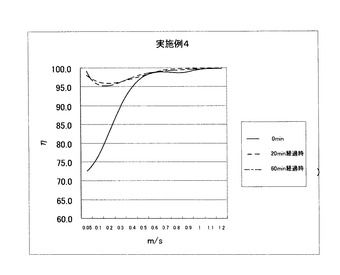
なお、表1は、比較例2の各風速に対する濾過効率の値を示す表であり、図9は、表1の値をグラフ化した図である。また、表2は、比較例3の各風速に対する濾過効率の値を示す表であり、図10は、表2の値をグラフ化した図である。表3は、実施例3の各風速に対する濾過効率の値を示す表であり、図11は、表3の値をグラフ化した図である。また、表1は、実施例4の各風速に対する濾過効率の値を示す表であり、図12は、表4の値をグラフ化した図である。
【0037】
図9を見て明らかなように、比較例2では、中性能フィルタが通常使用される濾材内風速0.05m/秒で粉塵捕集効率約50%から風速が上がるほど粉塵捕集効率が低下していく。図10が示すように、比較例3についても同様の傾向を示す。しかしながら、図11が示すように、実施例3では、中性能フィルタが通常使用される風速0.5m/秒、粉塵捕集効率約95%から風速上昇とともに粉塵捕集効率が上昇し、風速0.8m/秒において極大点を示す。また、図12に示すように、実施例4では、粉塵捕集効率は次第に上昇し、風速1.1m/秒に於いて100%となった。
【0038】
〔実施例5〕
ナノ繊維構造体層12の材料としてポリアクリロニトリル繊維(分子量約6万、帝人テクノプロダクツ株式会社製)を使用した。このポリアクリロニトリル繊維10gをN,N−ジメチルホルムアミド(和光純薬工業株式会社製、濃度99.5%、)90gで常温溶解して10重量%濃度ポリアクリロニトリル溶液100gを作製した。このポリアクリロニトリル溶液をルアーロック先注射筒(容量1ml、硬質ガラス)に入れエレクトロスピニング装置(株式会社フューエンス製Esprayer ES−2000)に装着し、コレクタ電極上の載置した下流側多孔質体層16となる縦13cm×横12cmの大きさのスパンボンド上にエレクトロスピニングすることによりナノ繊維構造体層12を作製した。なお、下流側多孔質体層16には、エア流1m/sの時の圧力損失が50paであるナイロン6製スパンボンド(目付20g/m2、厚み0.11mm、縦引張強力7kg/5cm巾)を使用した。また、このときのエレクトロスピニングの条件は、スプレーノズルとして内径φ0.52mmのMN−21G−13(岩下エンジニアリング株式会社製)を使用して、溶液送液速度6μl/min、ノズルコレクタ電極間電圧14kV、ノズルコレクタ電極間距離15cmとした。上述の条件によりナイロン6製スパンボンド上に、平均繊維径190nm,平均ポアサイズ230nmとなるように目付がそれぞれ0.36g/m2と0.2g/m2の2種を形成した。
【0039】
〔実施例6〕
(エア流試験2)
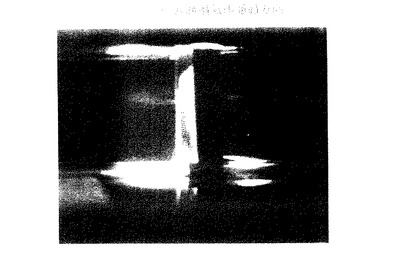
エア流観察試験1と同様の要領で、実施例5のナノ繊維構造体層12の目付が0.2g/m2のエアフィルタ用濾材10の濾過下流側に線径0.1mmの網戸用ポリエチレンネットを重ね置き、これを縦85mm×横85mmにカットして実施例6を作製し、エア流状態の観察試験を行った。図13は、実施例6の風速1m/秒におけるエア流を高速度カメラで撮像した画像であるが、画像から明らかなように、実施例2と同様に実施例6の下流に於いてカルマン渦,乱流渦は発生していない。
【0040】
〔実施例7〕
〔実施例8〕
(組合せエアフィルタ用濾材試験2)
組合せエアフィルタ用濾材試験1と同様の要領で、従来の中性能フィルタとHEPAフィルタとを汎用エアフィルタ用濾材32に適用し、これら濾材と実施例6のエアフィルタ用濾材10とを組合わせて段落0014に示すエアフィルタ用濾材30を構成した実施例7および実施例8について、エア風速と粉塵捕集効率について試験を行った。その試験結果を表およびグラフに示す。
【0041】
【表5】
【0042】
【表6】
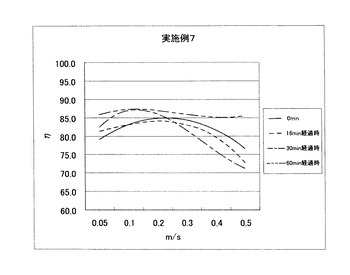
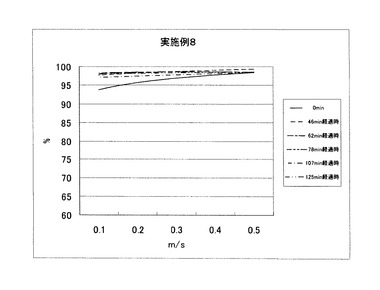
表5は、実施例7の各風速に対する濾過効率の値を示す表であり、図14は、表5をグラフ化した図である。また、表6は、実施例8の各風速に対する濾過効率の値を示す表であり、図15は、表6をグラフ化した図である。図14が示すように、実施例7においては風速0.3m/秒近傍に於いて捕集効率85%の極大点が存在し、中性能フィルタが通常使用される風速0.5m/秒に於ける粉塵捕集効率50%より向上した。また、実施例8においては、図15が示すように、風速が上がるに従って捕集効率は向上した。グラフ上には図示していないが、後の実験によって風速1m/秒近傍に於いて捕集効率100%の極大点が存在する事が判明した。なお、グラフには記入できていないが、後の実験によって風速1m/秒近傍に於いて捕集効率100%の極大点が存在する事が判明した。
【0043】
以上の結果より、通常のフィルタは処理風速が上昇すると再飛散現象によって粉塵捕集効率が低下するが、本発明にかかるエアフィルタ用濾材では、その下流にカルマン渦,乱流渦が発生しにくく、エアがスムーズに流れるので、再飛散が無く高性能のフィルタ材を得ることが可能である。また、従来より存在するあらゆるエアフィルタ用濾材のエアー下流側に本発明にかかるエアフィルタ用濾材を配置したエアフィルタ用濾材は処理風速を10倍以上にする事が可能となると同時に粉塵捕集効率が大きく上昇する。
【図面の簡単な説明】
【0044】
【図1】本発明にかかるエアフィルタ用濾材の一実施の形態を示す断面図解図である。
【図2】本発明にかかる別の実施の形態を示す断面図解図である。
【図3】本発明にかかるさらに別の実施形態を示す図解図である。
【図4】針状ノズル電極から飛んできたナノ繊維がケバの上を滑り、ケバの根元で略U字状に堆積した状態を示す図解図である。
【図5】ケバを支えにしてナノ繊維がトンネル状に堆積された状態示す図解図である。
【図6】エア流を観察するための試験装置を撮影した画像である。
【図7】実施例2の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図8】比較例1の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図9】表1の値をグラフ化した図である。
【図10】表2の値をグラフ化した図である。
【図11】表3の値をグラフ化した図である。
【図12】表4の値をグラフ化した図である。
【図13】実施例6の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図14】表5をグラフ化した図である。
【図15】表6をグラフ化した図である。
【符号の説明】
【0045】
10,20,30 エアフィルタ用濾材
12,22 ナノ繊維構造体層
14 上流側多孔質体層
16 下流側多孔質体層
32 汎用エアフィルタ用濾材
【技術分野】
【0001】
本発明は、エアフィルタ用濾材に関し、特に例えば、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材に関するものである。
【背景技術】
【0002】
従来エアフィルタとしては、捕集粉塵の大きさと捕集効率によってプレフィルタ、中性能フィルタ、高性能(HEPA)フィルタ、超高性能フィルタ(ULPA)フィルタが工場・ビル・病院等の空調設備に広く使用されている。工場空調のクリーンルームに使用される高性能HEPAフィルタは、例えば縦610mm×横610mm×奥行き50mmのケース内に、プリーツ加工が施されたフィルタ濾材がセットされ、フィルタユニットとしては0.3μm以上の粉塵の捕集効率99.99%以上で、処理風量10m3/min・圧力損失300pa・処理風速0.5m/s(濾材内風速0.05m/秒前後)で使用されている。また中性能フィルタはフィルタ材が縦594mm×横594mm×奥行き96mmのケース内にプリーツ加工されてセットされ、0.3μm以上の粉塵の捕集効率65%以上で処理風量50m3/min・圧力損失170pa・処理風速2.0m/s(濾材内風速0.06m/秒前後)で使用されている。これらエアフィルタユニットに使用されるエアフィルタ用濾材では、グラスファイバーと合成繊維で構成された不織布のHEPAフィルタ材としての性能(プリーツ加工をせずに平板での性能)は面風速5.3cm/秒に於いて0.3〜0.5μmの初期粉塵捕集効率が約97%であり、またメルトブローン等の不織布が使用される中性能フィルタ材は面風速5.3cm/秒に於いて初期粉塵効率が約50%である。ナノ繊維を使用したエアフィルタは高効率が期待できるが、例えば特許文献1に見られるようにナノ繊維層がエア流におかれた時に特異な状態を示す事が十分に把握されずに使用されている。
【特許文献1】特表2005−527344号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来使用されているエアフィルタに於いては、濾材内設計風速は中性能フィルタ・HEPAフィルタにおいては5〜6cm/秒でULPAフィルタにおいては5cm/秒以下で使用されている。濾材内設計風速以上の環境で使用すると、風速が上昇するにしたがって圧力損失が増大し、捕集した粉塵等が再飛散しフィルタの粉塵捕集効率が低下する。これはエア流速が上昇すると、エアフィルタの下流で発生するカルマン渦・乱流渦が次第に大きくなり濾材全体を下流方向に引っぱる力が働き粉塵が脱落していき、ついにはフィルタを構成する繊維がエア流方向に対して垂直方向に固有振動する事によって濾材内に捕集された粉塵が次第に移動してエア流下流に流れていく事によって捕集効率が低下する。また、ナノ繊維によって構成されるエアフィルタにおいてはナノ繊維に接するフリーの繊維あるいはケバ状の繊維があると前記のカルマン渦・乱流渦で激しく振動してナノ繊維の配列を乱しあるいは損傷の発生も生まれ、やはり捕集効率の低下につながる。従来使用されているエアフィルタ材は主に短繊維によって構成されているのでこの現象を発生し易い。本発明は、上記問題点に鑑みてなされたもので、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材を提供することを目的とする。
【課題を解決するための手段】
【0004】
請求項1に記載の発明は、ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層と、ナノ繊維構造体層の濾過上流側の面に一体に積層される上流側多孔質体層と、ナノ繊維構造体層の濾過下流側の面に一体に積層される下流側多孔質体層とを備え、上流側多孔質体層および下流側多孔質体層のナノ繊維構造体層と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、下流側多孔質体層は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備え、濾過下流側において乱流を発しないことを特徴とする、エアフィルタ用濾材である。
【0005】
請求項2に記載の発明は、ナノ繊維構造体層は、層毎に繊維径の異なる複数以上の層からなり、ナノ繊維構造体層を構成する各層のナノ繊維の繊維径は、濾過下流側の層にいくにしたがって小さくなる、請求項1に記載のエアフィルタ用濾材である。
【0006】
請求項3に記載の発明は、汎用エアフィルタ用濾材と、請求項1または請求項2に記載のエアフィルタ用濾材とを組合せてなるエアフィルタ用濾材であって、請求項1または請求項2に記載のエアフィルタ用濾材を、汎用エアフィルタ用濾材の濾過下流側の面に密着した状態で配置した又は汎用エアフィルタ用濾材の濾過下流側の気流の乱れの範囲内の距離を置いて配置した、エアフィルタ用濾材である。
【0007】
請求項4に記載の発明は、汎用エアフィルタ、エアフィルタ用濾材のいずれか一方または双方がユニット化された請求項3に記載のエアフィルタ用濾材である。
【発明の効果】
【0008】
本発明にかかるエアフィルタ用濾材によれば、圧力損失が極めて低く高風量での気体濾過処理に最適であり、且つ微細な粉塵を高効率で捕集できるエアフィルタ用濾材を提供する事が可能であり、これによりエア処理設備の高性能化、イニシャルコストの低減,ランニングコストの低減を可能となる。さらには、工業製品、衛生製品用の優れた資材を提供することができる。
【発明を実施するための最良の形態】
【0009】
図1は、本発明にかかるエアフィルタ用濾材の一実施の形態を示す断面図解図である。エアフィルタ用濾材10は、ナノ繊維構造体層12を含む。ナノ繊維構造体層12は、ナノ繊維12aが3次元的に交絡されてなるシート状の繊維構造体からなる。ナノ繊維構造体層12は、公知のナノ繊維ウェブ製造方法などの繊維構造体製造方法により作製されるが、ナノ繊維12aの繊維径、ウェブの目付け,ポアサイズの制御が容易なことによりエレクトロスピニング法により作製されるのが好ましい。ナノ繊維12aの繊維径およびナノ繊維構造体層12の目付は、ナノ繊維構造体層12のポアサイズを決定する要素であり、繊維径が細く、目付が大きいほど形成されるポアサイズは小さくなり、細かい粉塵を捕集する事が可能となるが、繊維径が略500nmより小さくなるほど被濾過気体が抜け易くなることより、ナノ繊維12aの繊維径は500nm以下とされるのが好ましい。
【0010】
ナノ繊維12aの原料としては、ポリアクリロニトリル,6ナイロン,66ナイロン,ポリエチレン,ポリプロピレン,ポリエチレンテレフタレート,ポリ塩化ビニル,ポリ塩化ビニリデン,ポリスチレン,ポリエチレンオキサイド,セルロース,ポリエーテルウレタン,導電性高分子,ポリ乳酸,ポリカプロラクタン,フィブロイン,コラーゲンその他のタンパク質等のポリマーを使用することができる。なお、ナノ繊維構造体層12の作製方法については、後段において詳述する。
【0011】
ナノ繊維構造体層12の濾過上流側の面には、上流側多孔質体層14が一体に積層されている。上流側多孔質体層14は、ナノ繊維構造体層12のプレフィルタとして機能する多孔質体である。すなわち、本発明にかかるエアフィルタ用濾材10では、粒径の大きな粉塵は上流側多孔質体層14により捕集し、捕集のメイン対象とする大きさの粉塵はナノ繊維構造体層12により捕集行うように構成されている。上流側多孔質体層14は、ナノ繊維構造体層12のプレフィルタとして機能するために、ナノ繊維構造体層12のポアサイズより大きなポアサイズを有する多孔質体が用いられるのが好ましい。
【0012】
上流側多孔質体層14には、有機繊維または無機繊維からなる不織布、ウェブ、織物、紙、ネット、有孔フィルム等の被濾過気体を通過させることのできるポアまたは流路に有しているものが適用可能である。なお、上流側多孔質体層14のナノ繊維構造体層12と一体に積層される面は、繊維状のケバがなく平滑な表面とされている。その理由は、被濾過気体を濾過している状態において上流側多孔質体層14の下流には幾分かのカルマン渦や乱流渦が発生する。カルマン渦や乱流渦が発生した状態で、フリーの繊維あるいはケバ状の繊維が存在するとその繊維またはケバは激しく振動し、ナノ繊維構造体層12中のナノ繊維12aの配列を乱したり、損傷する可能性が生じ、その結果、エアフィルタ用濾材10の捕集効率の低下を招くためである。この現象は、上流側多孔質体層1が短繊維からなる多孔質体から形成されているときに生じやすい。この問題を鑑みれば、上流側多孔質体層14には、連続繊維により構成され表面にケバがなく平滑なスパンボンド不織布を使用することが望ましい。しかしながら、上流側多孔質体層14に適用可能な多孔質体は、スパンボンド不織布に限られるのではなく、ナノ繊維構造体層12と接触する面のケバ焼き処理や熱ロール加工、樹脂コーティング加工によって表面をケバがなく平滑な状態にすることにより、上述の材料からなる中性能フィルタ,HEPAフィルタ,ULPAフィルタ等の汎用エアフィルタ用濾材が使用することができる。なお、上流側多孔質体層14は、エアフィルタ用濾材10の製品寿命を考慮して、所望の粉塵保持容量を備えるものを適宜選択して使用されればよい。
【0013】
ナノ繊維構造体層12の濾過下流側の面には、下流側多孔質体層16が一体に積層されている。下流層多孔質体層16は、ナノ繊維構造体層12を濾過下流側から支持し、被濾過気体より加えられる風圧等によりナノ繊維構造体層12が破損しないようにするためのものである。下流側多孔質体層16としては、上流側多孔質体層14と同様に、有機繊維または無機繊維からなる不織布、ウェブ、織物、紙、ネット、有孔フィルム等の被濾過気体を通過させることのできるポアまたは流路に有しているものが適用可能であるが、ナノ繊維構造体層12をスムーズに流れてきたエア流を乱さないように圧力損失が低いものでなければならない。また、下流側多孔質体層16の濾過上流側の面に繊維状のケバなどがあると、上流側多孔質体層14と同様に、ナノ繊維構造体層12中のエア流の流れの妨げになるばかりか、ケバ状の繊維が激しく振動し、ナノ繊維構造体層12中のナノ繊維12aの配列を乱したり、損傷する可能性が生じ、その結果、エアフィルタ用濾材10の捕集効率の低下を招く可能性がある。このことより、下流側多孔質体層16にはエア流速1m/sにおいて圧力損失が100pa以下となる多孔質体であることが好ましい。また、ケバにより生ずる問題に対処するため、上流側多孔質体層14と同様に、連続繊維により構成され表面にケバがなく平滑なスパンボンド不織布を使用することが望ましい。しかしながら、下流側多孔質体層16に適用可能な多孔質体は、スパンボンド不織布に限られるのではなく、ナノ繊維構造体層12と接触する面のケバ焼き処理や熱ロール加工,樹脂コーティング加工によって表面にケバが存在せず、表面が平滑な状態にすることにより、上述の材料からなる中性能フィルタ,HEPAフィルタ,ULPAフィルタ等の汎用エアフィルタ用濾材が使用可能である。さらには、下流側多孔質体層16には、上述した条件を具備したものであれば、多孔質体とネット材などのような強度保持材とが複合された複合体が使用されてもよい。
【0014】
従来のフィルタでは、被処理気体の風速が上昇すると、濾材の濾過下流側に発生するカルマン渦や乱流により濾材が振動し、捕集・保持した粉塵が再び飛散する再飛散現象が発生し粉塵捕集効率が低下するが、本発明にかかるエアフィルタ用濾材10では、上述した構成により、カルマン渦,乱流渦が発生しにくく、被濾過流体がスムーズに流れるので、再飛散が無く粉塵捕集効率が高風量下においても低下することがない。
【0015】
図2は、本発明にかかる別の実施の形態を示す断面図解図である。この実施の形態のエアフィルタ用濾材20は、図1に示す実施の形態とはナノ繊維構造体層の構造が異なる。ナノ繊維構造体層22は、濾過上流側よりナノ繊維構造体層22a,ナノ繊維構造体層22b,ナノ繊維構造体層22cの順に構成された複数の層から形成されている。ナノ繊維構造体層22a,22b,22cは、全て繊維径が500nm以下のナノ繊維により形成されているが、濾過下流側の層にいくにしたがって、層を構成するナノ繊維23の繊維径が小さくなっている。これによりこの実施の形態では、図1に示す実施の形態が奏する効果に加え、ナノ繊維構造体層22内でふるい効果が発生することにより、さらに効率的に濾過粉塵を捕集することが可能であり、また製品の高寿命化が可能となる。なお、本実施の形態においては、ナノ繊維構造体層22を3層構造としたが、これに限らず、所望の粉塵捕集効率、製品寿命が得られるように適宜な数に層は増減されてもよい。
【0016】
図3は、本発明にかかるさらに別の実施形態を示す図解図である。本実施の形態は、図1または図2に示すエアフィルタ用濾材10,20と汎用エアフィルタ用濾材32とを一体に配置・組合せることにより構成したエアフィルタ用濾材30である。なお、本発明で示す汎用エアフィルタ用濾材32とは、従来よりある中性能フィルタ,HEPAフィルタ,ULPAフィルタ等のような気体濾過に使用されるエアフィルタ用濾材のことを指す。
【0017】
本実施の形態のエアフィルタ用濾材30では、エアフィルタ用濾材10またはエアフィルタ用濾材20の濾過上流側の面に、汎用エアフィルタ用濾材32が一体に配置されている。本実施の形態では、上述の構成とすることで、汎用エアフィルタ用濾材32がその濾過下流側において発生するカルマン渦,乱流渦を、エアフィルタ用濾材10またはエアフィルタ用濾材20が整流し消滅させる。これにより、この実施の形態のエアフィルタ用濾材30では、汎用エアフィルタ濾材32を単独で使用したときと比較して、カルマン渦等が原因により生ずる粉塵の再飛散が起こりにくくなり、汎用エアフィルタ濾材32が処理可能な風速が約10倍前後向上させることが可能である。なお、汎用エアフィルタ濾材32は、エアフィルタ用濾材10,20の濾過上流側の面に密着させて配置することが最も好ましい。しかし、汎用エアフィルタ濾材32が影響をうけるカルマン渦や乱流が生じている範囲内にエアフィルタ用濾材10,20を配置すれば、汎用エアフィルタ濾材32へカルマン渦等の影響が小さくすることができるので、汎用エアフィルタ濾材32が影響を受けるカルマン渦、乱流等が発生する範囲内に、エアフィルタ用濾材10,20が配置されればよい。また、この実施の形態においては、汎用エアフィルタ濾材32と、エアフィルタ用濾材10,20とを平らなシート状のまま使用したが、汎用エアフィルタ濾材32とエアフィルタ用濾材10,20とが双方とも又はいずれか一方がプリーツ加工などを施してユニット化されてもよい。
【0018】
引き続き、エアフィルタ用濾材10の製造方法を例にして、本発明にかかるエアフィルタ用濾材10の製造方法について説明を行う。なお、本エアフィルタ用濾材10を製造するに使用するエレクトロスピニング装置は、従来より存在するエレクトロスピニング装置を使用することより、エレクトロスピニング装置およびその各部に関する説明について割愛する。
【0019】
まず、ナノ繊維構造体層10をエレクトロスピニング方法により形成するために、ナノ繊維構造体層12の材料である段落0007で例示したポリマーを、それぞれのポリマーをエレクトロスピニングするに最適な溶剤(アセトン、クロロホルム、エタノール、メタノール、トルエン、キシロール、シクロヘキサン、ジメチルホルアミド、蟻酸、酢酸等)に溶解し、2〜20重量%の濃度の溶解液を作製する。
【0020】
次に、この溶解液をエレクトロスピニング装置の針状ノズル電極から放出して、コレクタ電極上にナノ繊維12aを堆積させてナノ繊維構造体層12を形成する。溶解液は、1KV〜5KV/cmの電界強度でもって放出してコレクタ電極上にナノ繊維構造体層12を形成させるが、ナノ繊維構造体層12自体だけでは、エアフィルタ用濾材としての強度を備えていないため、コレクタ電極上に下流側多孔質体層16を配置し、下流側多孔質体層16上にナノ繊維構造体層12を堆積させて形成する。
【0021】
このとき、ナノ繊維構造体層12を堆積させる下流側多孔質体層16の表面に繊維状ケバなどの極端な凹凸が存在すると、ナノ繊維12aの配列が乱れて均一なポアサイズのナノ繊維構造体層12が形成されない。特に、10μm以上の長さの繊維状ケバ付近では、図4に示すように、針状ノズル電極から飛んできたナノ繊維12aがケバの上を滑り、ケバの根元で略U字状に堆積してしまう。また、ケバの上をナノ繊維12aが滑らない場合には、図5に示すように、ケバを支えにしてナノ繊維12aがトンネル状に堆積され、欠陥である大きなポアを造り易い。従って、下流側多孔質体層16は、ケバがなく表面が平滑な多孔質体が使用されるのが好ましく、段落0017で述べた理由からも、連続繊維で構成されたスパンボンド不織布が使用されるのが好ましい。なお、ここでは、コレクタ電極上に下流側多孔質体層16を配置させナノ繊維構造体12を形成させたが、これに限らず、コレクタ電極上に上流側多孔質体層14を配置させてナノ繊維構造体層12を形成されてもよい。この場合においても、本段落で述べた理由から上流側多孔質体層14の表面は、ケバなどがなく平滑であることが好ましい。また、上流側多孔質体層14に汎用エアフィルタ用濾材等を使用する場合には、少なくとも上流側多孔質体層14のナノ繊維構造体層12が積層される面は、ケバ焼き処理や熱ロール加工,樹脂コーティング加工によってケバがなく表面が平滑な状態とされるのが好ましい。
【0022】
次に、下流側多孔質体層16の表面上にナノ繊維構造体層12を堆積・形成させた直後、上流側多孔質体層14がナノ繊維構造体層12に積層され一体とされる。なお、上流側多孔質体層14とナノ繊維構造体層12とを強固に一体化させるために後処理で、超音波融着、熱ロール等の後処理が施されてもよい。また、上流側多孔質体層14上にナノ繊維構造体層12を堆積・形成させた場合にも、下流側多孔質体層16がナノ繊維構造体層12に積層され一体とされればよい。
【0023】
上述した工程を経て製造されたエアフィルタ用濾材10は、ナノ繊維構造体層12に繊維の乱れや欠陥となる大きなポアは形成されず、また、ナノ繊維構造体層12中のエア流の妨げとなったり、ナノ繊維12aの配列を乱したり,損傷する原因となるケバがない良好な状態である。
【0024】
なお、本実施の形態では、ナノ繊維構造体層12を一層により構成した場合について説明を行ったが、濾過下流の層にいくにしたがって繊維径が細くなる複数の層よりナノ繊維構造体層12を構成する場合には、エレクトロスピニングを行う条件を層毎に違えて、上流側多孔質体層14または下流側多孔質体層16上にナノ繊維構造体層12が形成されればよい。
【実施例1】
【0025】
以下、本発明を実施例によりさらに詳細に説明するが、本発明はこれらに限定されるものではない。請求項に記載した範囲内で適宜変更することにより、所望のエアフィルタ用濾材が作製されればよい。
【0026】
ナノ繊維構造体層12の材料としてナイロン6ペレット(ユニチカ株式会社製A1030BRL、分子量16000)を使用した。このナイロン6ペレットを15gを蟻酸(キシダ化学株式会社製 濃度98%)85g中に常温溶解させて15重量%濃度のナイロン6溶液を作成した。このナイロン6溶液をルアーロック先注射筒に入れエレクトロスピニング装置(株式会社フューエンス製Esprayer ES−2000)に装着し、コレクタ電極上の載置した下流側多孔質体層16となる縦13cm×横12cmの大きさのスパンボンド上にエレクトロスピニングすることによりナノ繊維構造体層12を作製した。なお、下流側多孔質体層16には、エア流1m/sの時の圧力損失が50paであるナイロン6製スパンボンド(目付20g/m2、厚み0.11mm、縦引張強力7kg/5cm巾)を使用した。また、このときのエレクトロスピニングの条件は、スプレーノズルとして内径φ0.21mmのMN−27G−13(岩下エンジニアリング株式会社製)を使用して、溶液送液速度1μl/min、ノズルコレクタ電極間電圧20kV、ノズルコレクタ電極間距離10cmとした。上述の条件によりナイロン6製スパンボンド上に、平均繊維径100nm,平均ポアサイズ140nmとなるように目付がそれぞれ0.2g/m2、0.19g/m2、0.15g/m2の3種を形成した。
【0027】
その後、ナノ繊維構造体層12上に下流側多孔質体層16に用いたスパンボンドと同じスパンボンドを上流側多孔質体層14として一体に積層化させて目付の異なる3種の実施例を作製した。
【実施例2】
【0028】
(エア流試験1)
実施例1のナノ繊維構造体層12の目付が0.2g/m2のエアフィルタ用濾材10の濾過下流側に線径0.1mmの網戸用ポリエチレンネット(エア流速1m/sにおける圧力損失5pa)を重ね置き、これを縦85mm×横85mmにカットして実施例2を作製し、エア流状態の観察試験を行った。また、比較例1として実施例2と同じサイズで、平均繊維径20μmのメルトブローン不織布製の中性能フィルタ(金井重要工業株式会社製 品番90p、目付120g/m2,厚み0.4mm)を作製して、同様にエア流状態の観察試験を行った。
【0029】
エアフィルタ用濾材を通過するエア流を観察するために、図6に示す装置を使用した。透明風洞4として、アクリル板(厚み3mm)を成形して外形が縦80mm×横80mm×長さ160mmの中空角柱を2本作り、中央部にエアフィルタ用濾材6をセットしてアルミシールテープでアクリル板中空角柱2本と一体接着固定した。透明風洞のエア出口は連結プラスチックダクト7でエア吸引装置3に連結した。透明風洞のエア吸い込み口には蚊取り線香を用意し、蚊取り線香の煙(粒径0.1〜0.15μm)の流れにメタルハライドファイバー照明装置(株式会社住田光学ガラス製LS−M250)の光を当てて、高速度カメラ(株式会社日本ローバ製Motionscope−M2)で撮影し、画像をパソコンに取り込んだ。
【0030】
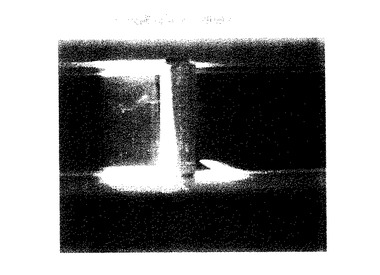
図7は、実施例2の風速1m/秒におけるエア流を高速度カメラで撮像した画像であり、図8は、比較例1の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。図8を見て明らかなように、比較例1では、濾材の上流側までは煙が直線状に流入してくるが、濾材を通過した後は、煙が渦を巻くジグザグ状となっている。渦状のところでは煙濃度高くそれ以外では煙濃度が低くなることから、比較例1の下流側において激しい乱流が発生していることが確認できる。他方、実施例2では、図7の画像が示すように、濾材の上流側まで煙が直線状に流入し、濾材12内を拡散して煙の巾が広くなって出て行くが、出て行く煙に濃淡が無く均一である。実施例2ではカルマン渦及び乱流渦発生が無くエアがスムーズに出て行くことが確認することができた。
【0031】
〔実施例3〕
〔実施例4〕
(組合せエアフィルタ用濾材試験1)
次に、従来の中性能フィルタとHEPAフィルタとを汎用エアフィルタ用濾材32に適用し、これら濾材と実施例2のエアフィルタ用濾材10とを組合わせて段落0014に示すエアフィルタ用濾材30を構成した実施例3および実施例4について、エア風速と粉塵捕集効率について試験を行った。合成ゴムシート(縦250mm×横250mm×厚み1mm)に縦80mm×横80mmの開口部を開け、エア上流側に中性能フィルタ(縦90mm×横90mm)下流側にエアフィルタ用濾材10(縦90mm×横90mm、目付0.19g/m2)を重ねて取り付けアルミシールテープで周囲を接着固定して実施例2を作製した。また、エア上流側に上記の寸法のHEPAフィルタと下流側にエアフィルタ用濾材10(縦90mm×横90mm、目付0.15g/m2)を重ねて取り付け、上記と同様の処理をした実施例3を作製した。また、実施例3,4と同様の寸法の中性能フィルタのみをゴムシートの開口部に固定したものを比較例2として、さらに、実施例3,4と同様の寸法のHEPAフィルタのみをゴムシートの開口部に固定したものを比較例3として作製した。フィルタ性能試験装置としては、株式会社日本カノマックス製のフィルタ濾材試験装置S030951を使用した。
【0032】
性能測定用の粉塵としては、一般室内大気に含まれる粉塵を使用した。室内空気を試験装置により吸引してフィルタの上流側と下流側のエアを小径チューブでそれぞれパーティクルカウンタに一定量導入し、0.3〜0.5μmの粒径粉塵数を計測して粉塵捕集効率を算出した。試験方法は、試験フィルタサンプルを試験装置に取付けた後、風速を0.05m/秒から1m/秒まで段階的に上げて行き、各風速での捕集効率を算出し、その後適当な時間間隔をおいて同様の計測作業を実施した。その試験結果を表およびグラフに示す。
【0033】
【表1】
【0034】
【表2】
【0035】
【表3】
【0036】
【表4】
なお、表1は、比較例2の各風速に対する濾過効率の値を示す表であり、図9は、表1の値をグラフ化した図である。また、表2は、比較例3の各風速に対する濾過効率の値を示す表であり、図10は、表2の値をグラフ化した図である。表3は、実施例3の各風速に対する濾過効率の値を示す表であり、図11は、表3の値をグラフ化した図である。また、表1は、実施例4の各風速に対する濾過効率の値を示す表であり、図12は、表4の値をグラフ化した図である。
【0037】
図9を見て明らかなように、比較例2では、中性能フィルタが通常使用される濾材内風速0.05m/秒で粉塵捕集効率約50%から風速が上がるほど粉塵捕集効率が低下していく。図10が示すように、比較例3についても同様の傾向を示す。しかしながら、図11が示すように、実施例3では、中性能フィルタが通常使用される風速0.5m/秒、粉塵捕集効率約95%から風速上昇とともに粉塵捕集効率が上昇し、風速0.8m/秒において極大点を示す。また、図12に示すように、実施例4では、粉塵捕集効率は次第に上昇し、風速1.1m/秒に於いて100%となった。
【0038】
〔実施例5〕
ナノ繊維構造体層12の材料としてポリアクリロニトリル繊維(分子量約6万、帝人テクノプロダクツ株式会社製)を使用した。このポリアクリロニトリル繊維10gをN,N−ジメチルホルムアミド(和光純薬工業株式会社製、濃度99.5%、)90gで常温溶解して10重量%濃度ポリアクリロニトリル溶液100gを作製した。このポリアクリロニトリル溶液をルアーロック先注射筒(容量1ml、硬質ガラス)に入れエレクトロスピニング装置(株式会社フューエンス製Esprayer ES−2000)に装着し、コレクタ電極上の載置した下流側多孔質体層16となる縦13cm×横12cmの大きさのスパンボンド上にエレクトロスピニングすることによりナノ繊維構造体層12を作製した。なお、下流側多孔質体層16には、エア流1m/sの時の圧力損失が50paであるナイロン6製スパンボンド(目付20g/m2、厚み0.11mm、縦引張強力7kg/5cm巾)を使用した。また、このときのエレクトロスピニングの条件は、スプレーノズルとして内径φ0.52mmのMN−21G−13(岩下エンジニアリング株式会社製)を使用して、溶液送液速度6μl/min、ノズルコレクタ電極間電圧14kV、ノズルコレクタ電極間距離15cmとした。上述の条件によりナイロン6製スパンボンド上に、平均繊維径190nm,平均ポアサイズ230nmとなるように目付がそれぞれ0.36g/m2と0.2g/m2の2種を形成した。
【0039】
〔実施例6〕
(エア流試験2)
エア流観察試験1と同様の要領で、実施例5のナノ繊維構造体層12の目付が0.2g/m2のエアフィルタ用濾材10の濾過下流側に線径0.1mmの網戸用ポリエチレンネットを重ね置き、これを縦85mm×横85mmにカットして実施例6を作製し、エア流状態の観察試験を行った。図13は、実施例6の風速1m/秒におけるエア流を高速度カメラで撮像した画像であるが、画像から明らかなように、実施例2と同様に実施例6の下流に於いてカルマン渦,乱流渦は発生していない。
【0040】
〔実施例7〕
〔実施例8〕
(組合せエアフィルタ用濾材試験2)
組合せエアフィルタ用濾材試験1と同様の要領で、従来の中性能フィルタとHEPAフィルタとを汎用エアフィルタ用濾材32に適用し、これら濾材と実施例6のエアフィルタ用濾材10とを組合わせて段落0014に示すエアフィルタ用濾材30を構成した実施例7および実施例8について、エア風速と粉塵捕集効率について試験を行った。その試験結果を表およびグラフに示す。
【0041】
【表5】
【0042】
【表6】
表5は、実施例7の各風速に対する濾過効率の値を示す表であり、図14は、表5をグラフ化した図である。また、表6は、実施例8の各風速に対する濾過効率の値を示す表であり、図15は、表6をグラフ化した図である。図14が示すように、実施例7においては風速0.3m/秒近傍に於いて捕集効率85%の極大点が存在し、中性能フィルタが通常使用される風速0.5m/秒に於ける粉塵捕集効率50%より向上した。また、実施例8においては、図15が示すように、風速が上がるに従って捕集効率は向上した。グラフ上には図示していないが、後の実験によって風速1m/秒近傍に於いて捕集効率100%の極大点が存在する事が判明した。なお、グラフには記入できていないが、後の実験によって風速1m/秒近傍に於いて捕集効率100%の極大点が存在する事が判明した。
【0043】
以上の結果より、通常のフィルタは処理風速が上昇すると再飛散現象によって粉塵捕集効率が低下するが、本発明にかかるエアフィルタ用濾材では、その下流にカルマン渦,乱流渦が発生しにくく、エアがスムーズに流れるので、再飛散が無く高性能のフィルタ材を得ることが可能である。また、従来より存在するあらゆるエアフィルタ用濾材のエアー下流側に本発明にかかるエアフィルタ用濾材を配置したエアフィルタ用濾材は処理風速を10倍以上にする事が可能となると同時に粉塵捕集効率が大きく上昇する。
【図面の簡単な説明】
【0044】
【図1】本発明にかかるエアフィルタ用濾材の一実施の形態を示す断面図解図である。
【図2】本発明にかかる別の実施の形態を示す断面図解図である。
【図3】本発明にかかるさらに別の実施形態を示す図解図である。
【図4】針状ノズル電極から飛んできたナノ繊維がケバの上を滑り、ケバの根元で略U字状に堆積した状態を示す図解図である。
【図5】ケバを支えにしてナノ繊維がトンネル状に堆積された状態示す図解図である。
【図6】エア流を観察するための試験装置を撮影した画像である。
【図7】実施例2の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図8】比較例1の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図9】表1の値をグラフ化した図である。
【図10】表2の値をグラフ化した図である。
【図11】表3の値をグラフ化した図である。
【図12】表4の値をグラフ化した図である。
【図13】実施例6の風速1m/秒におけるエア流を高速度カメラで撮像した画像である。
【図14】表5をグラフ化した図である。
【図15】表6をグラフ化した図である。
【符号の説明】
【0045】
10,20,30 エアフィルタ用濾材
12,22 ナノ繊維構造体層
14 上流側多孔質体層
16 下流側多孔質体層
32 汎用エアフィルタ用濾材
【特許請求の範囲】
【請求項1】
ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層と、
前記ナノ繊維構造体層の濾過上流側の面に一体に積層される上流側多孔質体層と、
前記ナノ繊維構造体層の濾過下流側の面に一体に積層される下流側多孔質体層とを備え、
前記上流側多孔質体層および前記下流側多孔質体層の前記ナノ繊維構造体層と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、
前記下流側多孔質体層は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備え、
濾過下流側において乱流を発しないことを特徴とする、エアフィルタ用濾材。
【請求項2】
前記ナノ繊維構造体層は、層毎に繊維径の異なる複数以上の層からなり、
前記ナノ繊維構造体層を構成する各層のナノ繊維の繊維径は、濾過下流側の層にいくにしたがって小さくなる、請求項1に記載のエアフィルタ用濾材。
【請求項3】
汎用エアフィルタ用濾材と、請求項1または請求項2に記載のエアフィルタ用濾材とを組合せてなるエアフィルタ用濾材であって、
前記請求項1または請求項2に記載のエアフィルタ用濾材を、前記汎用エアフィルタ用濾材の濾過下流側の面に密着した状態で配置した又は前記汎用エアフィルタ用濾材の濾過下流側の気流の乱れの範囲内の距離を置いて配置した、エアフィルタ用濾材。
【請求項4】
前記汎用エアフィルタ、前記エアフィルタ用濾材のいずれか一方または双方がユニット化された請求項3に記載のエアフィルタ用濾材。
【請求項1】
ナノ繊維が三次元的に交絡されてなるシート状のナノ繊維構造体層と、
前記ナノ繊維構造体層の濾過上流側の面に一体に積層される上流側多孔質体層と、
前記ナノ繊維構造体層の濾過下流側の面に一体に積層される下流側多孔質体層とを備え、
前記上流側多孔質体層および前記下流側多孔質体層の前記ナノ繊維構造体層と一体に積層される側の面は、ケバ状の突起物がなく平滑であり、
前記下流側多孔質体層は、エア流速1m/秒に於ける圧力損失が100pa以下となる通気性を備え、
濾過下流側において乱流を発しないことを特徴とする、エアフィルタ用濾材。
【請求項2】
前記ナノ繊維構造体層は、層毎に繊維径の異なる複数以上の層からなり、
前記ナノ繊維構造体層を構成する各層のナノ繊維の繊維径は、濾過下流側の層にいくにしたがって小さくなる、請求項1に記載のエアフィルタ用濾材。
【請求項3】
汎用エアフィルタ用濾材と、請求項1または請求項2に記載のエアフィルタ用濾材とを組合せてなるエアフィルタ用濾材であって、
前記請求項1または請求項2に記載のエアフィルタ用濾材を、前記汎用エアフィルタ用濾材の濾過下流側の面に密着した状態で配置した又は前記汎用エアフィルタ用濾材の濾過下流側の気流の乱れの範囲内の距離を置いて配置した、エアフィルタ用濾材。
【請求項4】
前記汎用エアフィルタ、前記エアフィルタ用濾材のいずれか一方または双方がユニット化された請求項3に記載のエアフィルタ用濾材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2007−301436(P2007−301436A)
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2006−129685(P2006−129685)
【出願日】平成18年5月8日(2006.5.8)
【出願人】(000163774)金井重要工業株式会社 (12)
【出願人】(302064588)株式会社 フューエンス (12)
【Fターム(参考)】
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願日】平成18年5月8日(2006.5.8)
【出願人】(000163774)金井重要工業株式会社 (12)
【出願人】(302064588)株式会社 フューエンス (12)
【Fターム(参考)】
[ Back to top ]