
エアフィルタ
【課題】 使用時にフィルタパックのずれがなく、かつ、水平使用時にフィルタパックが脱落しないエアフィルタを提供することをその目的とする。
【解決手段】 濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込んだことを特徴とする。
【解決手段】 濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込んだことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、乾燥機等の循環空気清浄用、焼却炉の排ガス処理用として使用され、高温域でも使用することが可能な耐熱性を有するエアフィルタに関する。或いは、また、室温又は比較的低温域の半導体、食品、病院等の空気清浄器用としても使用されるエアフィルタに関する。特に、エアフィルタを水平(横置き)に使用する医薬品の滅菌炉用として好適なエアフィルタに関する。
【背景技術】
【0002】
本出願人は、シリコーン樹脂や耐熱性の無機系のシール剤を使用することなく、高温域でも使用でき、且つ、作業効率を向上させることを目的として、特許文献1において、ジグザグ状に折り畳まれた濾紙の折り畳み空間に波形のセパレータを介挿したフィルタパックを、濾紙のジグザグ状の端部側に配置した平均繊維径1μm以下の超極微細ガラス繊維からなる密度20〜120kg/m3のシート状シール材を介してフィルタ枠に収容するようにしたエアフィルタを提案した。
しかしながら、上記エアフィルタを使用する際に、偏流、乱流により、フィルタ最終圧以上の負荷がかかる場合、フィルタパックがずれて上下フィルタ枠の折返部と接触してフィルタパックが変形破損しエアリークする問題があった。
そこで、本出願人は、前記課題を解決するため、濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、前記折曲部と前記フィルタパックとの間にストッパを設けるようにしたエアフィルタを提案した。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−238215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、エアフィルタを水平(横置き)にして使用する医薬品の滅菌炉用に使用すると、高温使用でフィルタ枠とフィルタパックの密着性が弱くなり、フィルタパックの自重によりフィルタ枠からフィルタパックが脱落するおそれがあった。
そこで、本発明は、使用時にフィルタパックのずれがなく、かつ、水平使用時にフィルタパックが脱落しないエアフィルタを提供することをその目的とするものである。
【課題を解決するための手段】
【0005】
本発明のエアフィルタは、前記課題を解決するためになされたもので、請求項1に記載の通り、濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するように短冊状ガラス繊維製シール材を埋め込んだことを特徴とする。
また、請求項2に記載のエアフィルタは、請求項1に記載のエアフィルタにおいて、前記フィルタ枠の折曲部と、前記ストッパとが離間していることを特徴とする。
また、請求項3に記載のエアフィルタは、請求項1又は2に記載のエアフィルタにおいて、前記ストッパの高さは、前記フィルタ枠の折曲部の高さよりも低いことを特徴とする。
また、請求項4に記載のエアフィルタは、請求項1乃至3の何れか1項に記載のエアフィルタにおいて、前記ストッパは、前記フィルタ枠の内周面に設けられていることを特徴とする。
また、請求項5に記載のエアフィルタは、請求項1乃至3の何れか1項に記載のエアフィルタにおいて、前記ストッパは、前記フィルタ枠とは別体の板材に設けられ、前記板材には、パンチング孔を設けていることを特徴とする。
また、請求項6に記載のエアフィルタは、請求項5に記載のエアフィルタにおいて、前記板材は、前記ガラス繊維製シート状シール材に包まれていることを特徴とする。
また、請求項7に記載のエアフィルタは、請求項1乃至6の何れか1項に記載のエアフィルタにおいて、前記ガラス繊維製シート状シール材は、平均繊維径1μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする。
また、請求項8に記載のエアフィルタは、請求項1乃至7の何れか1項に記載のエアフィルタにおいて、前記ガラス繊維製短冊状シール材は、平均繊維径1.5μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする。
【発明の効果】
【0006】
このように本発明のエアフィルタによれば、フィルタ枠の下流側の折曲部とフィルタパックとの間にストッパを設けるようにしたため、使用時にフィルタパックがずれてフィルタ枠折返部と接触してフィルタパックが変形破損し、その結果エアリークを起こすという問題を解決することができ、特に、エアフィルタを水平(横置き)にして、フィルタパックが自重によって下方に移動しようとしても、前記ストッパによって、フィルタパックが脱落する問題を解決できる。
また、特に、エアフィルタを水平(横置き)にして使用する場合、ガラス繊維製シート状シール材とフィルタパックの間において、フィルタパックの折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込むようにしたため、300℃以上の高温負荷で濾材強度が低下して濾材のジグザグ状両端部につぶれが生じようとしても、短冊状シール材がつぶれに抗してエアリークを防ぎシール性が確保できる。また、フィルタパックが自重で撓み、フィルタパックの上端側がフィルタ枠から離間したとしても、フィルタパックの下端側において、前記短冊状シール材とシート状シール材が一体となってフィルタ枠との気密性を保ち、シール性を確保できる。
更に、また、シール材としてシリコーン樹脂シール剤を使用しないため、シロキサンガスの発生という問題がない。更に、高温域でも問題なく使用できる。
また、前記シール材として超極微細ガラス繊維製のシール材をシート状、短冊状に形成したものを用いた場合、敷設乃至は充填作業によって、シール作業性に優れる。また、ガラス原綿製のシール材と比べてシール材の密度が高く、全体に亘って均一なシール性を確保できる。更に、超極微細ガラス繊維製シート状シール材により、フィルタ枠が雰囲気温度により膨張収縮してフィルタパックが変形することを防ぐことができるため、フィルタパックとフィルタ枠との間のバイパスリークを良好に防止することができる。
また、シートや短冊を構成するガラス繊維を超極微細ガラス繊維とした場合、フィルタパックと接する比表面積が大きくなりシール性が向上する。
また、超極微細ガラス繊維製のシート状シール材を、フィルタ枠に当接させるようにすれば、運搬時等にエアフィルタ自体が受ける衝撃を吸収して、フィルタパックを衝撃から保護し良好な状態を保持することができる。更に、使用中に高熱を受けてセパレータが上下方向に伸びても、その伸びを吸収することになるので、同様にフィルタパックが損傷を受けることを防ぐことができる。
【図面の簡単な説明】
【0007】
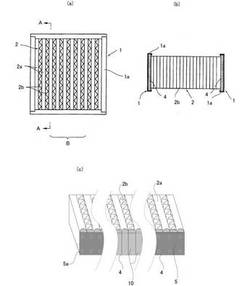
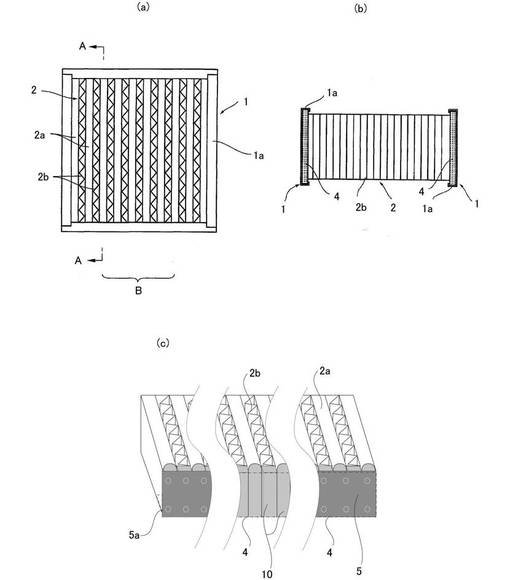
【図1】本発明の一実施の形態のエアフィルタの説明図((a)平面図、(b)同A−A断面図、(c)フィルタ枠を外した状態の要部拡大斜視図)
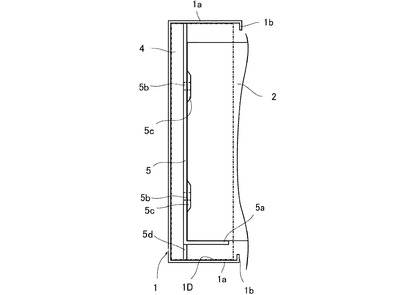
【図2】同実施の形態のA−A断面要部拡大図
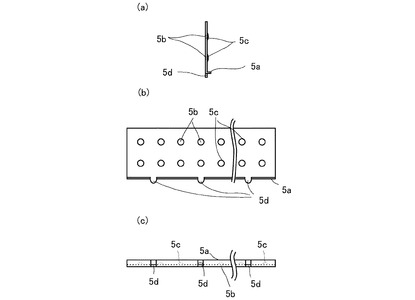
【図3】同実施の形態に使用される板材の説明図((a)側面図、(b)平面図、(c)正面図)
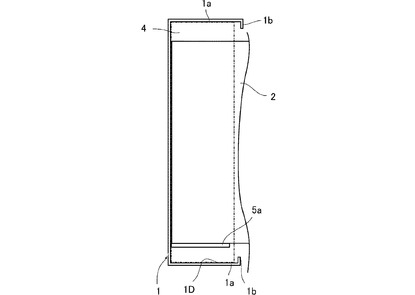
【図4】本発明の他の実施の形態のエアフィルタの断面拡大図
【図5】本発明の一実施の形態のシール層の説明図
【発明を実施するための形態】
【0008】
次に、本発明のエアフィルタについて、図面を参照して説明する。
図1は、本発明のエアフィルタの平面図(a)及びそのA−A断面図(b)及び(c)フィルタ枠外した状態の要部拡大斜視図を示すものである。
図中1で示されるものは、フィルタ枠を示し、フィルタ枠1は、気流方向の上下流側にフランジ1aを備えた断面形状がコ字状の枠板から構成される。尚、フランジ1aの先端部(断面コ字状の開放端)は、図2に拡大図を示すように、フィルタ枠1内に気密に収容したフィルタパック2側に向かって折り返されて折返部1bが形成される。フィルタパック2は、有機系バインダにより無機質繊維同士を結合した無機質繊維製濾紙2aと、これをジグザグ状に折り畳で前記濾紙2aに形成される折り畳み空間11に介挿される波形のセパレータ2b、2b・・・とから構成される。
そして、フィルタパック2とその外周のフィルタ枠1との間をシールするために、少なくとも、フィルタパック2のジグザグ状の端部側に、シール層4を設けてフィルタ枠1に収納するようにしている。
また、前記シール層4に加え、前記シール層4と前記フィルタパック2の間において、超極細ガラス繊維製短冊状シール材10が、フィルタパック2の前記折り畳み空間11のセパレータ2bに密着するように埋め込まれている。
【0009】
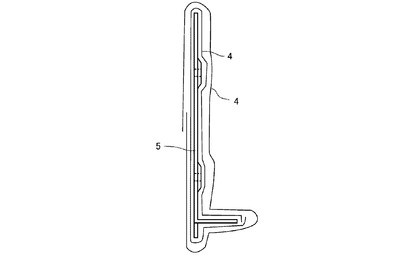
フィルタ枠1の側部の内面には、図2に図1(b)の要部拡大図を示すように、アルミニウム合金、アルミニウム又はステンレス製の板材5を配置して、板材5の下流側にフィルタパック2の下流側への移動を防ぐためのストッパ5aを設けるようにしている。このストッパ5aは、フィルタパック2の移動を防ぐことができればその形状について制限するものではないが、フィルタ枠1のフランジ1aと平行となるように板状体(ストッパ5aとなる。)を溶接、接着乃至は上記板材5を折り曲げる等して形成することができる。
ストッパ5aは、フィルタ枠1の少なくとも1組の対向する辺に設けるようにする。これにより、少なくとも、フィルタパック2を挟むようにしてフィルタパック2の下流側への移動を防ぐことが可能となる。
【0010】
前記ストッパ5aは、フィルタ枠1の下流側の内壁面1D(フィルタ枠1の下流側端面)と接触するようにして設けることもできるが、好ましくは、内壁面1Dからフィルタパック2側に所定の間隙を存して設けることが好ましい。フィルタパック2の僅かな移動に対する遊びとなるので、フィルタパック2がストッパ5aに接触する際の衝撃を和らげることができるからである。
更に、フィルタ枠1の折曲部1bと、ストッパ5aとが2mm以上離間していることが好ましい。フィルタパック2が圧力や自重で下流側へずれたとしても、ストッパ5aで止まり折曲部1bと接触してフィルタパック2が破損することを確実に防止できるからである。
【0011】
また、ストッパ5aの高さは、フィルタ枠1の下流側のフランジ1aの高さよりも低くすることが好ましい。ストッパ5aがフランジ1aよりも高くなると、ストッパ5aがシール層4から突出して外観が悪くなり、極端な場合はフィルタパック2の通風面積を減少させるからである。
【0012】
図2で示す板材5の詳細な形状について図3を参照して説明する。板材5には、行列方向に所定の間隔でパンチング孔5bを設けられている。この際に形成されるバリ5cにより、フィルタパック2の移動を更に防ぐことができる。
板材5の下流側端部の一部を折り曲げてストッパ5aとして、その残りの部分(突設片)5dで内壁面1Dとストッパ5aを離間することでストッパ5aにかかる荷重をフィルタ枠1のフランジ1aで支えることができるようにしている。
【0013】
図2及び図3に示した例では、板材5にストッパ5aを設けた構成について説明したが、図4に示すように、フィルタ枠1の内周面に直接ストッパ5aを設けるようにしても良い。図2で示した例では、フィルタ枠1はコ字状部材一つとしたが、外向きに折り曲げたコ字状部材と内向きにコ字状に折り曲げたステーを溶接した複合構造のものでも良い。
【0014】
本発明で使用するフィルタパックは濾材から直方体形状に形成されたものを使用することができる。濾材としては、例えば、極細ガラス繊維を有機バインダで結合した抄造法によるガラス繊維紙等のHEPAやULPA用などの濾材を使用することができる。これをジグザグ状に折り畳み、この濾材間の間隔を保持するために、アルミニウム、ステンレス金属箔等により構成されたセパレータを介挿する等してフィルタパックとすることができる。
【0015】
超極細ガラス繊維製のシート状シール材4としては、厚さ0.5〜1mm、目付20〜30g/m2、密度20〜120kg/m3の無機質繊維で構成したものを使用することができ、例えば、平均繊維径1μm以下の超極細ガラス繊維をバインダを用いることなく、紡糸・集綿したシート状に成形したものを使用できる。尚、このシート状シール材4は複数枚積層して80〜120g/m2の目付として使用できる。前記超極細ガラス繊維製のシート状シール材4の密度が120kg/m3超えると、フィルタ枠1やセパレータ2b等に使用される金属の伸びの吸収性が悪くなり、しかも、フィルタパック2の単位面積当たりの荷重が大きくなり、フィルタパック2を変形させるという問題があり、密度が20kg/m3未満であると、フィルタパック2を押さえる力が小さいためにリークを生じるという問題がある。また、平均繊維径が1μmを超えると、フィルタパック2のジグザグ状の端部の凹凸にうまくなじまないでシール性が不十分となる。
尚、シート状シール材4は、図2や図4では点線で囲われたシール層4として表しているが、フィルタパック2とフィルタ枠1との間に介挿されるものであれば、シート状シール材4を設ける方法については特に制限するものではない。
例えば、図2で説明した板材5をシールする場合には、図5に示すように板材5をシート状シール材4で包むようにすることが好ましい。板材5とフィルタ枠1の底面の間、板材5とフィルタパック2の間を確実にシールできるからである。尚、図示された例では、板材5を2枚のシート状シール材4を重ねて使用している。それぞれのシール材4の端部同士は折り重ねるようにして板材5の表面が突出しないようにしている。
【0016】
短冊状超極細ガラス繊維製のシール材10としては、目付20〜30g/m2、密度20〜120kg/m3の無機質繊維で構成したものを使用することができ、例えば、平均繊維径1.5μm以下の超極細ガラス繊維をバインダを用いることなく、紡糸・集綿した綿状物を使用できる。前記短冊状超極細ガラス繊維製シール材10の密度が120kg/m3超えると、フィルタ枠1やセパレータ2b等に使用される金属の伸びの吸収性が悪くなり、しかも、フィルタパック2の単位面積当たりの荷重が大きくなり、フィルタパック2の脱落を助けるという問題があり、密度が20kg/m3未満であると、超極細ガラス繊維製のシート状シール材4と併用してのフィルタ枠1とフィルタパック2を密着する力が小さくなり、高温負荷時の濾材支持力が低下し、シール性が悪くなるという問題がある。また、平均繊維径が1.5μmを超えると、超極細ガラス繊維製のシート状シール材4との密着力が弱くなり、サブミクロン粒子に対するシール性が悪くなる。
【0017】
また、前記フィルタ枠1としては、特に制限するものではないが、アルミニウム、ステンレス、鋼板の金属を使用することが好ましい。
【実施例】
【0018】
次に、本発明の具体的実施例につき、比較例1,2との比較の下に説明する。
実施例としてシート状シール材4が巻回されたストッパ5a付き板材5を備えたエアフィルタを作製し、比較例1としてシート状シール材4が巻回されたストッパ5a付き板材5を備えないエアフィルタ、比較例2としてガラス繊維製短冊状シール材を備えないエアフィルタを作製して比較を行った。
尚、実施例並びに比較例1,2で使用するステンレス製の板材5(141mm×568mm×0.8mm、0.6kg)は、フィルタパック2側にバリ5cの高さ1mm程度に突出させるために、直径6〜8mmの孔5bを7行2列(行方向ピッチ30mm、列方向ピッチ50mm)設けたものを使用し、以下に説明する加工を行った後、フィルタ枠1内に設置した。
【0019】
(実施例)
図2に示すように、板材5のエアフィルタの下流側を部分的に垂直に曲折して、高さ7mmのストッパ5aを形成した。また、フィルタ枠1の下流側の内面に当接して位置決めを行うために、ストッパ5aの位置から7.2mm下流側に延在する略半球状の突設片5dを、板材5の長手方向に所定の間隔をおいて3個設けた。詳細には、両端の2個の突設片5dは、突設片5dの中心線から板材の端までの距離をそれぞれ34mmとし、各突設片5dの中心線間の距離を250mmとした。
次に、ガラス繊維製の濾材2aをジグザグ状に折り畳み、折り畳み空間の間隔を保持するために、波形状アルミニウム合金製のセパレータ2bを、その稜線が通風方向と平行となるようにして折り畳まれた濾材2a間に介挿して直方体形状(580mm×580mm×125mm)のフィルタパック2とした。
次に、平均繊維径530レールス(直径1.2μm)のガラス繊維を目付25g/m2、密度56kg/m3で、短冊状に形成してシール材10とした。この短冊状シール材10を使用して、図1(c)に示すように、フィルタパック2の折り畳み空間11(a),11(b),11(c)・・・・でセパレータ2(a),2(b),2(c)・・・・と密着するように埋め込んだ。
また、平均繊維径1700レールス(直径0.6μm)のガラス繊維を目付28g/m2、密度56kg/m3で、厚さ2mmのシート状に形成してシート状シール材4とした。このシート状シール材4を2枚使用して、図5に示すように、板材5の表裏に亘り2重に巻き付け、結果、目付112g/m2のシート状シール材4とした。
次ぎに、前記フィルタパック2の上下端面(ジグザグ状に濾材端面が表れる面)に、前記シート状シール材4が巻回された板材5を載置して、フィルタパック2を断面形状がコ字状のフィルタ枠1(SUS430製、板厚1mm)により囲みエアフィルタ(610mm×610mm×150mm)とした。尚、フランジ1a高さ14mmのフィルタ枠1の内側の開放端は、内方に90°の角度で長さ4mm曲折された折曲部1bを備えている。
また、本エアフィルタに使用した短冊状シール材10の総重量は4gとした。また、本エアフィルタに使用したシート状シール材4の総重量は40gとした。
【0020】
(比較例1)
前記実施例のシート状シール材4が巻回されたストッパ5a付き板材5を取り除いた点以外は、前記実施例と同様にしてエアフィルタを構成した。
【0021】
(比較例2)
前記実施例の短冊状シール材を取り除いた点以外は、前記実施例と同様にしてエアフィルタを構成した。
【0022】
次に、試験ダクト(圧力変形抵抗性試験装置(JIS Z 4812の試験用))内に、各例のエアフィルタを設置し、送風機(日本機械技術社PTB−30 No.6記載、風量:330CMM、回転数:2100rpm、静圧:650mmAq、電動機:45kW)から送風を行い、常温の条件で通風量をアップすることで500Paから5分毎に250Paずつ圧力を上げて破壊試験を行なった。
また、5時間ヒートサイクル負荷試験を行った。尚、昇温条件は、0〜1時間45分までは250℃に線形に昇温し、250℃到達後5時間維持し、その後、自然放置で常温まで冷却するものとした。
【0023】
破壊試験の結果は、比較例1は2000Paで濾紙が破れフィルタパックの湾曲が大きくなり、3250Paでフィルタパックが飛び出し破損した。また、比較例2はフィルタパックの飛び出しはないものの、ヒートサイクル負荷試験後、シール性が低下し、HEPA性能99.97%以上(at0.3μm)の所定の捕集性能が得られなかった。
これに対して実施例は、4000Paまで圧力を上げても濾紙の破れなく、フィルタパックの変形もなかった。また、5時間ヒートサイクル負荷試験の結果、HEPA性能99.97%以上(at0.3μm)の所定の捕集性能を有していた。
【符号の説明】
【0024】
1 フィルタ枠
1a フランジ
1b 折曲部
2 フィルタパック
2a 濾紙
2b セパレータ
4 超極細ガラス繊維製シート状シール材(シール層)
5 板材
5a ストッパ
5b パンチング孔
5c バリ
10 超極細ガラス繊維製短冊状シール材
11 折り畳み空間
【技術分野】
【0001】
本発明は、乾燥機等の循環空気清浄用、焼却炉の排ガス処理用として使用され、高温域でも使用することが可能な耐熱性を有するエアフィルタに関する。或いは、また、室温又は比較的低温域の半導体、食品、病院等の空気清浄器用としても使用されるエアフィルタに関する。特に、エアフィルタを水平(横置き)に使用する医薬品の滅菌炉用として好適なエアフィルタに関する。
【背景技術】
【0002】
本出願人は、シリコーン樹脂や耐熱性の無機系のシール剤を使用することなく、高温域でも使用でき、且つ、作業効率を向上させることを目的として、特許文献1において、ジグザグ状に折り畳まれた濾紙の折り畳み空間に波形のセパレータを介挿したフィルタパックを、濾紙のジグザグ状の端部側に配置した平均繊維径1μm以下の超極微細ガラス繊維からなる密度20〜120kg/m3のシート状シール材を介してフィルタ枠に収容するようにしたエアフィルタを提案した。
しかしながら、上記エアフィルタを使用する際に、偏流、乱流により、フィルタ最終圧以上の負荷がかかる場合、フィルタパックがずれて上下フィルタ枠の折返部と接触してフィルタパックが変形破損しエアリークする問題があった。
そこで、本出願人は、前記課題を解決するため、濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、前記折曲部と前記フィルタパックとの間にストッパを設けるようにしたエアフィルタを提案した。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−238215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、エアフィルタを水平(横置き)にして使用する医薬品の滅菌炉用に使用すると、高温使用でフィルタ枠とフィルタパックの密着性が弱くなり、フィルタパックの自重によりフィルタ枠からフィルタパックが脱落するおそれがあった。
そこで、本発明は、使用時にフィルタパックのずれがなく、かつ、水平使用時にフィルタパックが脱落しないエアフィルタを提供することをその目的とするものである。
【課題を解決するための手段】
【0005】
本発明のエアフィルタは、前記課題を解決するためになされたもので、請求項1に記載の通り、濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するように短冊状ガラス繊維製シール材を埋め込んだことを特徴とする。
また、請求項2に記載のエアフィルタは、請求項1に記載のエアフィルタにおいて、前記フィルタ枠の折曲部と、前記ストッパとが離間していることを特徴とする。
また、請求項3に記載のエアフィルタは、請求項1又は2に記載のエアフィルタにおいて、前記ストッパの高さは、前記フィルタ枠の折曲部の高さよりも低いことを特徴とする。
また、請求項4に記載のエアフィルタは、請求項1乃至3の何れか1項に記載のエアフィルタにおいて、前記ストッパは、前記フィルタ枠の内周面に設けられていることを特徴とする。
また、請求項5に記載のエアフィルタは、請求項1乃至3の何れか1項に記載のエアフィルタにおいて、前記ストッパは、前記フィルタ枠とは別体の板材に設けられ、前記板材には、パンチング孔を設けていることを特徴とする。
また、請求項6に記載のエアフィルタは、請求項5に記載のエアフィルタにおいて、前記板材は、前記ガラス繊維製シート状シール材に包まれていることを特徴とする。
また、請求項7に記載のエアフィルタは、請求項1乃至6の何れか1項に記載のエアフィルタにおいて、前記ガラス繊維製シート状シール材は、平均繊維径1μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする。
また、請求項8に記載のエアフィルタは、請求項1乃至7の何れか1項に記載のエアフィルタにおいて、前記ガラス繊維製短冊状シール材は、平均繊維径1.5μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする。
【発明の効果】
【0006】
このように本発明のエアフィルタによれば、フィルタ枠の下流側の折曲部とフィルタパックとの間にストッパを設けるようにしたため、使用時にフィルタパックがずれてフィルタ枠折返部と接触してフィルタパックが変形破損し、その結果エアリークを起こすという問題を解決することができ、特に、エアフィルタを水平(横置き)にして、フィルタパックが自重によって下方に移動しようとしても、前記ストッパによって、フィルタパックが脱落する問題を解決できる。
また、特に、エアフィルタを水平(横置き)にして使用する場合、ガラス繊維製シート状シール材とフィルタパックの間において、フィルタパックの折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込むようにしたため、300℃以上の高温負荷で濾材強度が低下して濾材のジグザグ状両端部につぶれが生じようとしても、短冊状シール材がつぶれに抗してエアリークを防ぎシール性が確保できる。また、フィルタパックが自重で撓み、フィルタパックの上端側がフィルタ枠から離間したとしても、フィルタパックの下端側において、前記短冊状シール材とシート状シール材が一体となってフィルタ枠との気密性を保ち、シール性を確保できる。
更に、また、シール材としてシリコーン樹脂シール剤を使用しないため、シロキサンガスの発生という問題がない。更に、高温域でも問題なく使用できる。
また、前記シール材として超極微細ガラス繊維製のシール材をシート状、短冊状に形成したものを用いた場合、敷設乃至は充填作業によって、シール作業性に優れる。また、ガラス原綿製のシール材と比べてシール材の密度が高く、全体に亘って均一なシール性を確保できる。更に、超極微細ガラス繊維製シート状シール材により、フィルタ枠が雰囲気温度により膨張収縮してフィルタパックが変形することを防ぐことができるため、フィルタパックとフィルタ枠との間のバイパスリークを良好に防止することができる。
また、シートや短冊を構成するガラス繊維を超極微細ガラス繊維とした場合、フィルタパックと接する比表面積が大きくなりシール性が向上する。
また、超極微細ガラス繊維製のシート状シール材を、フィルタ枠に当接させるようにすれば、運搬時等にエアフィルタ自体が受ける衝撃を吸収して、フィルタパックを衝撃から保護し良好な状態を保持することができる。更に、使用中に高熱を受けてセパレータが上下方向に伸びても、その伸びを吸収することになるので、同様にフィルタパックが損傷を受けることを防ぐことができる。
【図面の簡単な説明】
【0007】
【図1】本発明の一実施の形態のエアフィルタの説明図((a)平面図、(b)同A−A断面図、(c)フィルタ枠を外した状態の要部拡大斜視図)
【図2】同実施の形態のA−A断面要部拡大図
【図3】同実施の形態に使用される板材の説明図((a)側面図、(b)平面図、(c)正面図)
【図4】本発明の他の実施の形態のエアフィルタの断面拡大図
【図5】本発明の一実施の形態のシール層の説明図
【発明を実施するための形態】
【0008】
次に、本発明のエアフィルタについて、図面を参照して説明する。
図1は、本発明のエアフィルタの平面図(a)及びそのA−A断面図(b)及び(c)フィルタ枠外した状態の要部拡大斜視図を示すものである。
図中1で示されるものは、フィルタ枠を示し、フィルタ枠1は、気流方向の上下流側にフランジ1aを備えた断面形状がコ字状の枠板から構成される。尚、フランジ1aの先端部(断面コ字状の開放端)は、図2に拡大図を示すように、フィルタ枠1内に気密に収容したフィルタパック2側に向かって折り返されて折返部1bが形成される。フィルタパック2は、有機系バインダにより無機質繊維同士を結合した無機質繊維製濾紙2aと、これをジグザグ状に折り畳で前記濾紙2aに形成される折り畳み空間11に介挿される波形のセパレータ2b、2b・・・とから構成される。
そして、フィルタパック2とその外周のフィルタ枠1との間をシールするために、少なくとも、フィルタパック2のジグザグ状の端部側に、シール層4を設けてフィルタ枠1に収納するようにしている。
また、前記シール層4に加え、前記シール層4と前記フィルタパック2の間において、超極細ガラス繊維製短冊状シール材10が、フィルタパック2の前記折り畳み空間11のセパレータ2bに密着するように埋め込まれている。
【0009】
フィルタ枠1の側部の内面には、図2に図1(b)の要部拡大図を示すように、アルミニウム合金、アルミニウム又はステンレス製の板材5を配置して、板材5の下流側にフィルタパック2の下流側への移動を防ぐためのストッパ5aを設けるようにしている。このストッパ5aは、フィルタパック2の移動を防ぐことができればその形状について制限するものではないが、フィルタ枠1のフランジ1aと平行となるように板状体(ストッパ5aとなる。)を溶接、接着乃至は上記板材5を折り曲げる等して形成することができる。
ストッパ5aは、フィルタ枠1の少なくとも1組の対向する辺に設けるようにする。これにより、少なくとも、フィルタパック2を挟むようにしてフィルタパック2の下流側への移動を防ぐことが可能となる。
【0010】
前記ストッパ5aは、フィルタ枠1の下流側の内壁面1D(フィルタ枠1の下流側端面)と接触するようにして設けることもできるが、好ましくは、内壁面1Dからフィルタパック2側に所定の間隙を存して設けることが好ましい。フィルタパック2の僅かな移動に対する遊びとなるので、フィルタパック2がストッパ5aに接触する際の衝撃を和らげることができるからである。
更に、フィルタ枠1の折曲部1bと、ストッパ5aとが2mm以上離間していることが好ましい。フィルタパック2が圧力や自重で下流側へずれたとしても、ストッパ5aで止まり折曲部1bと接触してフィルタパック2が破損することを確実に防止できるからである。
【0011】
また、ストッパ5aの高さは、フィルタ枠1の下流側のフランジ1aの高さよりも低くすることが好ましい。ストッパ5aがフランジ1aよりも高くなると、ストッパ5aがシール層4から突出して外観が悪くなり、極端な場合はフィルタパック2の通風面積を減少させるからである。
【0012】
図2で示す板材5の詳細な形状について図3を参照して説明する。板材5には、行列方向に所定の間隔でパンチング孔5bを設けられている。この際に形成されるバリ5cにより、フィルタパック2の移動を更に防ぐことができる。
板材5の下流側端部の一部を折り曲げてストッパ5aとして、その残りの部分(突設片)5dで内壁面1Dとストッパ5aを離間することでストッパ5aにかかる荷重をフィルタ枠1のフランジ1aで支えることができるようにしている。
【0013】
図2及び図3に示した例では、板材5にストッパ5aを設けた構成について説明したが、図4に示すように、フィルタ枠1の内周面に直接ストッパ5aを設けるようにしても良い。図2で示した例では、フィルタ枠1はコ字状部材一つとしたが、外向きに折り曲げたコ字状部材と内向きにコ字状に折り曲げたステーを溶接した複合構造のものでも良い。
【0014】
本発明で使用するフィルタパックは濾材から直方体形状に形成されたものを使用することができる。濾材としては、例えば、極細ガラス繊維を有機バインダで結合した抄造法によるガラス繊維紙等のHEPAやULPA用などの濾材を使用することができる。これをジグザグ状に折り畳み、この濾材間の間隔を保持するために、アルミニウム、ステンレス金属箔等により構成されたセパレータを介挿する等してフィルタパックとすることができる。
【0015】
超極細ガラス繊維製のシート状シール材4としては、厚さ0.5〜1mm、目付20〜30g/m2、密度20〜120kg/m3の無機質繊維で構成したものを使用することができ、例えば、平均繊維径1μm以下の超極細ガラス繊維をバインダを用いることなく、紡糸・集綿したシート状に成形したものを使用できる。尚、このシート状シール材4は複数枚積層して80〜120g/m2の目付として使用できる。前記超極細ガラス繊維製のシート状シール材4の密度が120kg/m3超えると、フィルタ枠1やセパレータ2b等に使用される金属の伸びの吸収性が悪くなり、しかも、フィルタパック2の単位面積当たりの荷重が大きくなり、フィルタパック2を変形させるという問題があり、密度が20kg/m3未満であると、フィルタパック2を押さえる力が小さいためにリークを生じるという問題がある。また、平均繊維径が1μmを超えると、フィルタパック2のジグザグ状の端部の凹凸にうまくなじまないでシール性が不十分となる。
尚、シート状シール材4は、図2や図4では点線で囲われたシール層4として表しているが、フィルタパック2とフィルタ枠1との間に介挿されるものであれば、シート状シール材4を設ける方法については特に制限するものではない。
例えば、図2で説明した板材5をシールする場合には、図5に示すように板材5をシート状シール材4で包むようにすることが好ましい。板材5とフィルタ枠1の底面の間、板材5とフィルタパック2の間を確実にシールできるからである。尚、図示された例では、板材5を2枚のシート状シール材4を重ねて使用している。それぞれのシール材4の端部同士は折り重ねるようにして板材5の表面が突出しないようにしている。
【0016】
短冊状超極細ガラス繊維製のシール材10としては、目付20〜30g/m2、密度20〜120kg/m3の無機質繊維で構成したものを使用することができ、例えば、平均繊維径1.5μm以下の超極細ガラス繊維をバインダを用いることなく、紡糸・集綿した綿状物を使用できる。前記短冊状超極細ガラス繊維製シール材10の密度が120kg/m3超えると、フィルタ枠1やセパレータ2b等に使用される金属の伸びの吸収性が悪くなり、しかも、フィルタパック2の単位面積当たりの荷重が大きくなり、フィルタパック2の脱落を助けるという問題があり、密度が20kg/m3未満であると、超極細ガラス繊維製のシート状シール材4と併用してのフィルタ枠1とフィルタパック2を密着する力が小さくなり、高温負荷時の濾材支持力が低下し、シール性が悪くなるという問題がある。また、平均繊維径が1.5μmを超えると、超極細ガラス繊維製のシート状シール材4との密着力が弱くなり、サブミクロン粒子に対するシール性が悪くなる。
【0017】
また、前記フィルタ枠1としては、特に制限するものではないが、アルミニウム、ステンレス、鋼板の金属を使用することが好ましい。
【実施例】
【0018】
次に、本発明の具体的実施例につき、比較例1,2との比較の下に説明する。
実施例としてシート状シール材4が巻回されたストッパ5a付き板材5を備えたエアフィルタを作製し、比較例1としてシート状シール材4が巻回されたストッパ5a付き板材5を備えないエアフィルタ、比較例2としてガラス繊維製短冊状シール材を備えないエアフィルタを作製して比較を行った。
尚、実施例並びに比較例1,2で使用するステンレス製の板材5(141mm×568mm×0.8mm、0.6kg)は、フィルタパック2側にバリ5cの高さ1mm程度に突出させるために、直径6〜8mmの孔5bを7行2列(行方向ピッチ30mm、列方向ピッチ50mm)設けたものを使用し、以下に説明する加工を行った後、フィルタ枠1内に設置した。
【0019】
(実施例)
図2に示すように、板材5のエアフィルタの下流側を部分的に垂直に曲折して、高さ7mmのストッパ5aを形成した。また、フィルタ枠1の下流側の内面に当接して位置決めを行うために、ストッパ5aの位置から7.2mm下流側に延在する略半球状の突設片5dを、板材5の長手方向に所定の間隔をおいて3個設けた。詳細には、両端の2個の突設片5dは、突設片5dの中心線から板材の端までの距離をそれぞれ34mmとし、各突設片5dの中心線間の距離を250mmとした。
次に、ガラス繊維製の濾材2aをジグザグ状に折り畳み、折り畳み空間の間隔を保持するために、波形状アルミニウム合金製のセパレータ2bを、その稜線が通風方向と平行となるようにして折り畳まれた濾材2a間に介挿して直方体形状(580mm×580mm×125mm)のフィルタパック2とした。
次に、平均繊維径530レールス(直径1.2μm)のガラス繊維を目付25g/m2、密度56kg/m3で、短冊状に形成してシール材10とした。この短冊状シール材10を使用して、図1(c)に示すように、フィルタパック2の折り畳み空間11(a),11(b),11(c)・・・・でセパレータ2(a),2(b),2(c)・・・・と密着するように埋め込んだ。
また、平均繊維径1700レールス(直径0.6μm)のガラス繊維を目付28g/m2、密度56kg/m3で、厚さ2mmのシート状に形成してシート状シール材4とした。このシート状シール材4を2枚使用して、図5に示すように、板材5の表裏に亘り2重に巻き付け、結果、目付112g/m2のシート状シール材4とした。
次ぎに、前記フィルタパック2の上下端面(ジグザグ状に濾材端面が表れる面)に、前記シート状シール材4が巻回された板材5を載置して、フィルタパック2を断面形状がコ字状のフィルタ枠1(SUS430製、板厚1mm)により囲みエアフィルタ(610mm×610mm×150mm)とした。尚、フランジ1a高さ14mmのフィルタ枠1の内側の開放端は、内方に90°の角度で長さ4mm曲折された折曲部1bを備えている。
また、本エアフィルタに使用した短冊状シール材10の総重量は4gとした。また、本エアフィルタに使用したシート状シール材4の総重量は40gとした。
【0020】
(比較例1)
前記実施例のシート状シール材4が巻回されたストッパ5a付き板材5を取り除いた点以外は、前記実施例と同様にしてエアフィルタを構成した。
【0021】
(比較例2)
前記実施例の短冊状シール材を取り除いた点以外は、前記実施例と同様にしてエアフィルタを構成した。
【0022】
次に、試験ダクト(圧力変形抵抗性試験装置(JIS Z 4812の試験用))内に、各例のエアフィルタを設置し、送風機(日本機械技術社PTB−30 No.6記載、風量:330CMM、回転数:2100rpm、静圧:650mmAq、電動機:45kW)から送風を行い、常温の条件で通風量をアップすることで500Paから5分毎に250Paずつ圧力を上げて破壊試験を行なった。
また、5時間ヒートサイクル負荷試験を行った。尚、昇温条件は、0〜1時間45分までは250℃に線形に昇温し、250℃到達後5時間維持し、その後、自然放置で常温まで冷却するものとした。
【0023】
破壊試験の結果は、比較例1は2000Paで濾紙が破れフィルタパックの湾曲が大きくなり、3250Paでフィルタパックが飛び出し破損した。また、比較例2はフィルタパックの飛び出しはないものの、ヒートサイクル負荷試験後、シール性が低下し、HEPA性能99.97%以上(at0.3μm)の所定の捕集性能が得られなかった。
これに対して実施例は、4000Paまで圧力を上げても濾紙の破れなく、フィルタパックの変形もなかった。また、5時間ヒートサイクル負荷試験の結果、HEPA性能99.97%以上(at0.3μm)の所定の捕集性能を有していた。
【符号の説明】
【0024】
1 フィルタ枠
1a フランジ
1b 折曲部
2 フィルタパック
2a 濾紙
2b セパレータ
4 超極細ガラス繊維製シート状シール材(シール層)
5 板材
5a ストッパ
5b パンチング孔
5c バリ
10 超極細ガラス繊維製短冊状シール材
11 折り畳み空間
【特許請求の範囲】
【請求項1】
濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込んだことを特徴とするエアフィルタ。
【請求項2】
前記フィルタ枠の折曲部と、前記ストッパとが離間していることを特徴とする請求項1に記載のエアフィルタ。
【請求項3】
前記ストッパの高さは、前記フィルタ枠の折曲部の高さよりも低いことを特徴とする請求項1又は2に記載のエアフィルタ。
【請求項4】
前記ストッパは、前記フィルタ枠の内周面に設けられていることを特徴とする請求項1乃至3の何れか1項に記載のエアフィルタ。
【請求項5】
前記ストッパは、前記フィルタ枠とは別体の板材に設けられ、前記板材には、パンチング孔を設けていることを特徴とする請求項1乃至3の何れか1項に記載のエアフィルタ。
【請求項6】
前記板材は、前記ガラス繊維製シート状シール材に包まれていることを特徴とする請求項5に記載のエアフィルタ。
【請求項7】
前記ガラス繊維製シート状シール材は、平均繊維径1μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする請求項1乃至6の何れか1項に記載のエアフィルタ。
【請求項8】
前記ガラス繊維製短冊状シール材は、平均繊維径1.5μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする請求項1乃至7の何れか1項に記載のエアフィルタ。
【請求項1】
濾材をジグザグ状に折り畳み、その折り畳み空間に波形セパレータを介挿したフィルタパックのジグザグ状の端面に、ガラス繊維製シート状シール材を介挿し、前記フィルタパックの少なくとも前記ジグザグ状の端面側を断面コ字状で開放端を内方に曲折した折曲部を備えたフィルタ枠により囲むようにしたエアフィルタであって、下流側の前記折曲部と前記フィルタパックとの間にストッパを設けるとともに、前記シート状シール材と前記フィルタパックの間において、前記フィルタパックの前記折り畳み空間のセパレータに密着するようにガラス繊維製短冊状シール材を埋め込んだことを特徴とするエアフィルタ。
【請求項2】
前記フィルタ枠の折曲部と、前記ストッパとが離間していることを特徴とする請求項1に記載のエアフィルタ。
【請求項3】
前記ストッパの高さは、前記フィルタ枠の折曲部の高さよりも低いことを特徴とする請求項1又は2に記載のエアフィルタ。
【請求項4】
前記ストッパは、前記フィルタ枠の内周面に設けられていることを特徴とする請求項1乃至3の何れか1項に記載のエアフィルタ。
【請求項5】
前記ストッパは、前記フィルタ枠とは別体の板材に設けられ、前記板材には、パンチング孔を設けていることを特徴とする請求項1乃至3の何れか1項に記載のエアフィルタ。
【請求項6】
前記板材は、前記ガラス繊維製シート状シール材に包まれていることを特徴とする請求項5に記載のエアフィルタ。
【請求項7】
前記ガラス繊維製シート状シール材は、平均繊維径1μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする請求項1乃至6の何れか1項に記載のエアフィルタ。
【請求項8】
前記ガラス繊維製短冊状シール材は、平均繊維径1.5μm以下のガラス繊維を、密度が20〜120kg/m3となるように構成されたことを特徴とする請求項1乃至7の何れか1項に記載のエアフィルタ。
【図2】


【図3】
【図4】
【図5】
【図1】
【図3】
【図4】
【図5】
【図1】
【公開番号】特開2013−52380(P2013−52380A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−194303(P2011−194303)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(000232760)日本無機株式会社 (104)
【Fターム(参考)】
[ Back to top ]