
エアフイルター用濾材

【課題】自動車キャビン用のエアフィルターにおいて、従来以上の集塵寿命、すなわちダスト保持量を達成したまま、乗員への健康影響が大きいディーゼル排気粒子等のサブミクロン粒子の捕集性能を飛躍的に向上させ、安全性と経済性を両立したエアフィルター用濾材を提供する。
【解決手段】段階的にポアサイズが小さくなるように配置された少なくとも二層のエレクトレット不織布を含む積層不織布において、最下層側のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、なおかつ上層側エレクトレット不織布の平均孔径が下層側不織布の平均孔径が、2〜10倍であることを特徴とするエアフィルター用濾材。
上層エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
【解決手段】段階的にポアサイズが小さくなるように配置された少なくとも二層のエレクトレット不織布を含む積層不織布において、最下層側のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、なおかつ上層側エレクトレット不織布の平均孔径が下層側不織布の平均孔径が、2〜10倍であることを特徴とするエアフィルター用濾材。
上層エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、微細塵捕集性能と集塵寿命の両方に優れたエアフィルター用濾材に関する。
【背景技術】
【0002】
本発明が目的とするエアフィルター用途、特に自動車キャビン用エアフィルターにおいては、極めて小さな容積のフィルタースペースに大量のエアーを供給し処理することが求められるため、濾材の通気抵抗を低く抑える必要があり、濾材の密度をあまり上げることができなかった。このため、これらのエアフィルターは、比較的大きなダストを大量に捕集する機能には優れているが、微細なダストを高除去効率で捕集できるものでは無かった。しかしながら実際に自動車車室内に取り込まれる外気エアー中には、多様なダストが含まれており、それらは使用する地域、環境により大きく異なっている。例えば市街地においては自動車のディーゼル排気ガス等に起因する極めて微細な粒子の比率が高くなり、逆に郊外では比較的粒子径の大きい花粉等の天然由来の粒子の比率が高くなる。近年ダストの粒径と人体への健康影響についての研究が進み、2.5μm以下の微粒子、さらには1μm以下の超微粒子が、一旦肺深部に沈着すると、なかなか体外に排出されず、肺ガンや喘息、アレルギー疾患等の原因となりうることが問題視されている。このため、サブミクロンオーダーの微細粒子から粗大粒子まで、幅広い粒径のダストの進入を阻止し、なおかつその粒径分布が変わっても、長期間使用できるエアフィルターが求められているが、これらの特性を全て満足するものは実用化されていない。
【0003】
微細塵除去性能を高めたエアフィルター用濾材としては、極細繊維を湿式抄紙法により製造した濾紙や、メルトブロー不織布、微多孔膜を補強不織布に積層したもの等が既に用いられている。しかしながら、これらのエアフィルター用濾材は、微細塵の除去効率に優れる一方で、圧力損失が高く、捕集したダストによる目詰まりが早期に生じるため寿命が短い欠点がある。
【0004】
この集塵寿命を延命する方法として、濾材の厚み方向に密度勾配をつけることが以前から提案されている。密度勾配をつけた濾材は、濾材密度が上流から下流方向にかけて、粗から密に変化するよう形成されている。これらの濾材の例としては、層を形成する繊維径について、上流側には太い繊維を多くし、下流側には細い繊維を多くすることで密度コントロールが行われているもの(特許文献1)、また上流側と下流側の二層の不織布の孔径を所定範囲に設定しているもの(特許文献2)などが挙げられる。しかしながら、これらの密度勾配濾材は機械的捕集効率のみに頼るため微細塵捕集効率とその圧力損失特性の両立には、限界があった。
【0005】
一方、これを解決する技術として、繊維に半永久的に固定された電荷の静電気力により空気中の微粒子を効果的に除去することが可能なエレクトレット処理エアフィルター用濾材が提案されており、機械的捕集効率のみに頼る従来のエアフィルター用濾材に比べ、低圧損で高捕集効率が達成されている。エレクトレット処理されたエアフィルター用濾材としては、ポリプロピレンやポリエチレン等の不織布をエレクトレット化した不織布、ポリプロピレンやポリエチレン等の樹脂からなるキャストフィルムを延伸処理したのち荷電によりエレクトレットフィルムとし、開繊カッターでスプリット繊維としたもの等が知られている。これらのエレクトレットフィルター用濾材においては、エレクトレット繊維の繊維径を太くし孔径を大きくすることで捕集ダストによる目詰まりを遅らせることができるが、高風速条件では静電気力による捕集能力が十分に発揮されず、微細なダストの捕集効率が極端に低下する。またダストの捕集が進み、経時的にエレクトレット繊維の静電気捕集力が低下してくると、やはり捕集効率が極端に低くなり実用を成さなくなる。エレクトレット繊維の繊維径を細くし孔径を小さくすれば、捕集効率の風速依存性や静電気力減衰後の極端な性能低下を抑制することができるが、結局エレクトレット層での捕集ダストの目詰まりが早くなり、寿命が短くなる。
【0006】
エレクトレット不織布を複数層積層して粗密構造とすることも既に提案されており、これらの例としては、太繊度で構成された表面電荷密度の低い繊維状のシートと、細繊度で構成された表面電荷密度の高い繊維状シートを積層したエレクトレットフィルター(特許文献3)や、平均繊維径を上流側から下流側に向けて、段階的に小さくした積層エレクトレット不織布からなるフィルター(特許文献4)などが挙げられる。しかしながらこれらの積層エレクトレット不織布は、エレクトレット不織布と、従来から提案されている粗密構造の概念を単に組み合わせただけのものであり、特定のフィルター用途の要求に適合させるべく、積層エレクトレット不織布の各層毎の具体的なポアサイズと、その相対関係について熟考されたものでは無く、本発明の課題を完全に解決できるものではなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−45484号公報
【特許文献2】特開平5−49825号公報
【特許文献3】特開昭62−19718号公報
【特許文献4】特開2002−18217号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、低圧損でありながら微細塵捕集性能に優れ、かつダストの粒径分布が大きく異なる環境においても集塵寿命を極めて長寿命にできるエアフィルター用濾材を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明は、以下のいずれかの構成をとることを特徴とする。
【0010】
(1)少なくとも二層のエレクトレット不織布を含む積層エレクトレット不織布であって、最下層のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、かつ上層側エレクトレット不織布の平均孔径が最下層エレクトレット不織布の平均孔径の2〜10倍である積層エレクトレット不織布を有することを特徴とするエアフィルター用濾材。
上層側エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
(2)さらに骨材不織布が最上層側に積層配置されており、該骨材不織布の平均孔径が上層側エレクトレット不織布の平均孔径の0.6〜1.5倍であることを特徴とする(1)記載のエアフィルター用濾材。
【0011】
(3)面風速6.5m/minでの0.3μm粒子捕集効率が40%以上であることを特徴とする請求項1または2記載のエアフィルター用濾材。
【0012】
(4)機能性粒子を含むことを特徴とする(1)〜(3)のいずれかに記載のエアフィルター用濾材。
【0013】
(5)前記機能性粒子が上層側エレクトレット不織布と接触しており、該機能性粒子の少なくとも50%以上が100〜300μmの粒径範囲に分布していることを特徴とする(4)記載のエアフィルター用濾材。
【0014】
(6)前記積層エレクトレット不織布のMD方向の引張強度が少なくとも10N/5cm以上であることを特徴とする(1)〜(5)のいずれかに記載のエアフィルター用濾材。
【0015】
(7)前記積層エレクトレット不織布のMD方向のガーレ剛軟度が2000μN以上であることを特徴とする(1)〜(6)のいずれかに記載のエアフィルター用濾材。
【0016】
(8)前記積層エレクトレット不織布の少なくとも一層が、繊度の異なる熱可塑性樹脂短繊維を主体とし、バインダー樹脂を含まないことを特徴とする(1)〜(7)のいずれかに記載のエアフィルター用濾材。
【0017】
(9)前記積層エレクトレット不織布の少なくとも一層が、熱融着湿式不織布であることを特徴とする(1)〜(8)のいずれかに記載のエアフィルター用濾材。
【0018】
(10)前記積層エレクトレット不織布の少なくとも一層がヒンダードアミン系添加剤を0.01〜3質量%の範囲で含有し、ハイドロチャージ法によりエレクトレット処理されていることを特徴とする(1)〜(9)のいずれかに記載のエアフィルター用濾材。
【0019】
(11)(1)〜(10)のいずれかに記載のエアフィルター用濾材を用いることを特徴とする自動車キャビン用フィルター。
【発明の効果】
【0020】
本発明に係るエアフィルター用濾材は、少なくとも二層のエレクトレット不織布を含む積層不織布であり、最下層側のエレクトレット不織布の平均孔径が5〜50μm、上層側エレクトレット不織布の平均孔径が50〜150μmの範囲にそれぞれ存在し、なおかつ上層側のエレクトレット不織布の平均孔径が下層側の平均孔径の2〜10倍となるよう調整したことにより、微細塵捕集効率と集塵寿命という、相反する特性を極めて高いレベルで両立させることができる。さらに該エレクトレット積層不織布に骨材不織布を積層し、その平均孔径を上層エレクトレット不織布の0.6〜1.5倍以内とすることにより、さらにその効果を高めることができる。また、当該エアフィルター用濾材には機能性粒子を不織布層間に担持させて、本発明の集塵機能に加え、脱臭等の機能を複合することが可能である。
【0021】
本発明のエアフィルター用濾材は、特に様々な地域や環境で使用される自動車キャビン用フィルターに好適であり、異なる粒径分布パターンのダスト負荷を受けても、目詰まりが生じにくい。そのため、従来以上の集塵寿命を有したまま、乗員への健康影響が大きいディーゼル排気粒子等のサブミクロン粒子の捕集性能が飛躍的に向上し、安全性と経済性を両立したエアフィルター用濾材を提供することができる。
【図面の簡単な説明】
【0022】
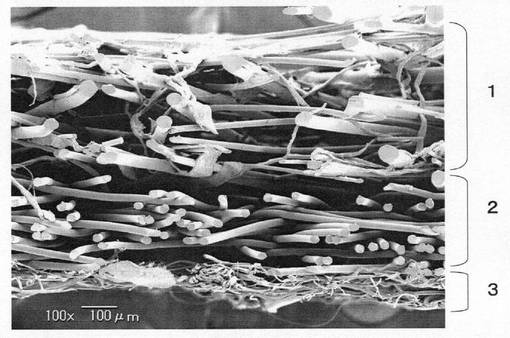
【図1】本発明のエアフィルター用濾材の一例の断面を示す写真である。
【発明を実施するための形態】
【0023】
本発明のエアフィルター濾材は、平均孔径(ポアサイズ)の異なる少なくとも二層以上のエレクトレット不織布を含む積層エレクトレット不織布を有し、該積層エレクトレット不織布はエアーの流入側である上層側のエレクトレット不織布からエアーの流出側である下層側のエレクトレット不織布に向けて、ポアサイズが小さくなるように配置されている。すなわち上層側のエレクトレット不織布ほど目が粗く、下層側のエレクトレット不織布ほど目が細かくなっていることが必要である。
【0024】
積層エレクトレット不織布の具体的なポアサイズについては、まず最下層側のエレクトレット不織布の平均孔径が5〜50μmの範囲であることが好ましく、さらに好ましくは、10〜40μmである。平均孔径が5μm以下では、捕集効率は極めて高いが、通気抵抗が大きすぎて、多風量処理が必要なキャビンフィルター等の用途では、所定の風量を得ることができない。逆に平均孔径が50μm以上では、通気抵抗は小さいが、高風速条件や静電気力消失後の微細塵捕集効率の低下が大きく十分な性能が得られない。
【0025】
さらに、前記最下層エレクトレット不織布に積層する上層側のエレクトレット不織布については、単層でも、必要に応じて二層以上のエレクトレット不織布を積層して一層とみなしても良いが、上層側のエレクトレット不織布は最下層側よりも大きなポアサイズを有することが必要であり、平均孔径が50〜150μmの範囲内に存在し、なおかつ最下層側エレクトレット不織布の平均孔径の2〜10倍であることが好ましく、さらに好ましくは3〜8倍である。上層側エレクトレット不織布の平均孔径が下層側の平均孔径の2倍未満になると、両不織布のポアサイズの差が小さすぎて、上層側での目詰まりが早くなり集塵寿命の延命効果が十分に得らない。逆にポアサイズの差が10倍以上になると、上層側の目詰まりは生じにくくなるが、下層側へのダストの負荷が大きくなり、結局集塵寿命が短くなる。
【0026】
このように各エレクトレット不織布層の平均孔径の値を特定範囲内に収めることに加え、互いの平均孔径の相対関係を、特定の比率に調整することによって顕著な相乗効果が得られる。
なお、本発明でいう平均孔径とは、バブルポイント法(ASTMF−316−86に基づく)によって算出した値である。バブルポイント法としては、例えば、「多孔質材料自動細孔測定システム Perm−Porometer」(PMI社製)を用いることができる。このPerm−Porometerによる測定は、不織布を液体で浸漬させ、該不織布の上側から気体の圧力を増加させながら供給し、この圧力と不織布表面の液体表面張力の関係からポアサイズを測定する方法である。
【0027】
エレクトレット不織布の平均孔径を前記範囲に制御するのに適した繊維の平均繊維径としては、最下層のエレクトレット不織布では0.5〜8.0μmの範囲であることが好ましく、さらに好ましくは2.0〜7.0μmである。平均繊維径が0.5μm未満であると、微細塵の捕集効率には優れるが、ポアサイズが小さすぎて、圧力損失が過大となり使用できない。平均繊維径が8μmよりも大きい場合は、ポアサイズが大きすぎることに加え、繊維の表面積も小さくなるため十分なエレクトレット性能が得られず、微細塵の捕集効率が不十分となり好ましくない。
【0028】
また、上層側のエレクトレット不織布の平均孔径を前記範囲に制御するには、繊維径は下層側の不織布よりも大きくすることが好ましく、具体的には3.5〜30.0μmの範囲が好ましく、さらに好ましくは5.0〜20.0μmである。平均繊維径が3.5μm未満であると、上層側での目詰まりが早く、下層側の状態に関わらず、集塵寿命が短い。30μm以上になると、ポアサイズが大き過ぎて、集塵寿命の延命に寄与しなくなるため、好ましくない。
【0029】
エレクトレット不織布のための不織布の製造方法としては、メルトブロー法、スパンボンド法、サーマルボンド法、ニードルパンチ法、湿式抄紙法、等が好ましく採用できるが、最下層側のエレクトレット不織布はポアサイズを小さくして、微細塵の捕集機能を高める必要があるため、繊維径を細くし易いメルトブロー不織布が特に好ましく使用できる。一方上層側のエレクトレット不織布はメルトブロー不織布を含め、上記の製造方法の不織布であれば、何れでも好ましく使用できるが、下層側に採用したメルトブロー不織布を補強する意味では、強度に優れるスパンボンド不織布、サーマルボンド不織布、湿式抄紙不織布等がさらに好ましく使用できる。
【0030】
エレクトレット不織布の素材としては、ポリプロピレン、ポリエチレン、ポリスチレン、ポリブチレンテレフタレート、ポリテトラフルオロエチレンなどのポリオレフィン系樹脂、ポリエチレンテレフタレートなどの芳香族ポリエステル系樹脂、ポリカーボネート樹脂などの合成高分子材料などの高い電気抵抗率を有する材料が好ましい。これらの中でもポリプロピレン、ポリブチレンテレフタレートが、低融点でありメルトブロー方式による不織布の製造が容易の理由により、より好ましく、ポリプロピレンが最も好ましい。
【0031】
エレクトレット不織布には、エレクトレット性能の向上のために不織布に添加剤を加えても良い。かかる添加剤としては、ヒンダードアミン系添加剤又はトリアジン系添加剤を少なくとも1 種配合することが好ましい。
【0032】
上記2種類の添加剤のうちヒンダードアミン系添加剤としては、ポリ〔((6−(1,1,3, 3,−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4−ジイル)((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ)ヘキサメチレン((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ))(Ciba社製、キマソーブ(登録商標)944LD)、 コハク酸ジメチル−1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン重縮合物(Ciba社製、チヌピン(登録商標)622LD)、 2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)(Ciba社製、チヌピン(登録商標)144)などが挙げられる。
【0033】
また、トリアジン系添加剤としては、前述のポリ〔((6−(1,1,3,3,−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4− ジイル)((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ)ヘキサメチレン((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ))(Ciba社製、キマソーブ(登録商標)944LD)、 2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−((ヘキシル)オキシ)−フェノール(Ciba社製、チヌピン(登録商標)1577FF)などを挙げることができる。これらのなかでも特にヒンダードアミン系添加剤を使用することが好ましい。
【0034】
上記ヒンダードアミン系添加剤又はトリアジン系添加剤の添加量としては、特に限定されないが、好ましくは0.05〜5質量%の範囲であり、更に好ましくは0.1〜3質量%の範囲にするとよい。これらの添加剤の添加量が0.05質量%未満では、目的とする高レベルのエレクトレット性能を得ることが難しくなる。また、5質量%を超えるほど多く配合すると、製糸性や製膜性を悪くし、かつコスト的にも不利になるので好ましくない。
【0035】
不織布をエレクトレット不織布とするためのエレクトレット加工方法としては、エレクトロエレクトレット、熱エレクトレット、ラジオエレクトレット、メカノエレクトレット、フォトエレクトレット、マグネットエレクトレットなどを使用することができる。また、近年採用されている純水や有機溶媒など極性溶媒を、不織布等に噴霧したり、振動させるなどによってエレクトレットをかけるハイドロチャージ法でエレクトレットを付与すると、エレクトレットの性能が高くなるのでさらに好ましい。このとき使用する極性溶媒としては、排水の点など生産性の観点から、純水を用いることが好ましい。
【0036】
不織布にエレクトレット加工をかけるタイミングについては、積層のための貼り合わせ工程の前に、各々の層に予めエレクトレット処理を施しておくことで良好なエレクトレット性能が得られるが、先に積層貼り合わせ加工を施し、積層不織布にエレクトレット加工を一度に施すことも可能であり、この場合は、工程を省略することができるため、コストダウンに繋がる。
目付が大きい積層不織布のエレクトレット加工は、不織布の厚み方向で電荷密度に差が生じやすく、内層側の電荷密度が低くなる傾向があるが、前記ハイドロチャージ法を採用すれば、極性溶媒を不織布内層まで浸透させられる限りは、内外層の電荷密度に差が生じないため、目付が大きくても良好なエレクトレット性能が得られる。このことから積層してからエレクトレット化する場合においてもハイドロチャージ法を採用することが特に好ましい。
本発明においては、積層エレクトレット不織布のうちの少なくとも1層がヒンダードアミン系添加剤を含有し、かつハイドロチャージ法によりエレクトレット化したものであることが好ましい。このようなエレクトレット不織布を最下層側に使用した場合は、微細塵捕集効率が向上し、上層側に使用した場合は、最下層のエレクトレット不織布の目詰まりを抑え、長寿命化が可能となる。両方の層に使用すると捕集効率と寿命の両方が向上し、最も好ましい。
【0037】
ハイドロチャージ法でエレクトレット加工を施す場合は、極性溶媒を浸透させた後に乾燥工程を通すことが必要である。乾燥は、不織布に含まれる水分が公定水分率に達するまで行う。乾燥温度は、好ましくは130℃以下がよく、より好ましくは120℃以下、さらに好ましくは100℃ 以下にするのがよい。乾燥した不織布は、乾燥後はエレクトレット効果を失活させないように、速やかに乾燥機内から排出させるのがよく、例えば、乾燥温度100℃以上では30分以内に排出させることが好ましい。また、乾燥温度の下限は、余り温度が低いと乾燥に時間がかかりすぎて生産性が悪くなるため、80℃以上であることが好ましい。
【0038】
本発明のエアフィルター用濾材を構成する積層不織布は、単に積層されているだけではなく、十分に近接し一体化されていることが重要である。一体化の方法としては、熱接着が好ましく採用され、例えば熱融着樹脂からなるパウダーや繊維を一方の不織布の境界面に散布した後、もう一方を積層し、熱風や赤外線ヒーターにより加熱溶融接着させる方法、ホットメルト樹脂をスプレーで一方の不織布の境界面に吹き付け、即座にもう一方を積層して加圧接着する方法、エレクトレット不織布の構成繊維の一部を熱エンボスロールや超音波発振により加熱溶融させて接着させる方法、さらには一方の不織布の上に直接、エレクトレット不織布の構成繊維を紡糸することにより溶融積層させる方法等が採用できる。
【0039】
本発明のエアフィルター用濾材がプリーツ加工濾材としてのひだ形態の安定性を得るためには、積層エレクトレット不織布の上流側、すなわち最上層に、さらにもう一層骨材不織布を積層し、三層構造とすることも好ましく、この場合は、濾材の強度、剛性を大幅に向上させることができる。図1は骨材不織布を積層した本発明の態様の一例の断面拡大写真である。
【0040】
骨材不織布とは、構成繊維どうしが熱融着や接着により強固に接合された強度、剛性に優れた不織布である。プリーツ形態の維持とともに、最上流側で比較的大きいダストを捕集する機能を有するものであれば、その製法を限定するものではないが、ガーレ剛軟度が少なくとも2000μN以上で、なおかつ平均孔径で50μm以上を満足するものを指すものとする。ダスト捕集機能に優れる骨材不織布の構成としては、繊維長や形態の異なる複数種類の繊維が特定の割合で混合されてなる短繊維不織布が好ましく、乾式法、または湿式法によりシート化したもの、さらにはそれらをケミカルボンド法、サーマルボンド法により強固に接着したものが、強度、剛性に優れ好ましい。
【0041】
具体的に骨材不織布の好ましい繊維構成の一例としては、(A)繊度が0.3〜7.0dtex、繊維長さが1.0〜10.0mmの範囲でクリンプを有さない短繊維、(B)繊度が1.0〜4.0dtex、繊維長さが3.0〜10.0mmの範囲で、クリンプを有する天然繊維を除く短繊維、(C)繊度が7.0〜20.0dtexで、繊維長さが8.0〜20.0mmの範囲のクリンプを有さない短繊維、(D)パルプ、のような繊維長や形態の異なる複数種類の繊維を混合したものが骨材不織布として好ましく採用される。比較的細繊度で繊維長の短い繊維はシートの均一性と薄さ、クリンプを有する繊維はシートの嵩高性、太繊度で、繊維長が長い繊維がシートの引張強さと剛性、さらに適度な空隙を発現させ、パルプはこれら異なる特性の繊維を絡み合わせ一体化するといったように、多様な繊維の機能を適切に組み合わせることにより、高風量エアーの処理に必要な要素を備えたバランスの良い骨材不織布が得られる。また前記(A)〜(D)の構成比は、組み合わせる積層エレクトレット不織布の特性に応じて適宜調整するのが良い。
【0042】
骨材不織布はエアフィルター濾材の最上流側で大きなダストを多量に捕集する必要があるため、比較的大きなポアサイズに調整する必要がある。そのため、骨材不織布のポアサイズとしては、平均孔径の範囲としては50〜250μmが好ましく、さらに好ましくは70〜150μmであるが、最も重要なことは、エレクトレット不織布の平均孔径との相対関係で、骨材不織布のポアサイズを決定することである。従来の三層以上の積層不織布においては、単純に上流側から下流側にかけて段階的にポアサイズを小さくすれば、より良い寿命性能が得られるというのが常識とされていたが、本発明者は、積層エレクトレット不織布を含む三層以上の積層不織布においては、必ずしもそれが最適ではなく、場合によってはポアサイズを逆転させた方が良い結果が生じることを見出した。すなわち、最上層に配置する骨材不織布は、積層エレクトレット不織布の上層側エレクトレット不織布と同等、あるいはそれ以下のポアサイズに調整することが好ましく、具体的には骨材不織布の平均孔径は上層側エレクトレット不織布の平均孔径の0.6〜1.5倍が好ましく、さらに好ましくは、0.8〜1.2倍である。平均孔径が0.6倍以下では、骨材不織布自身の目詰まりが早期に発生し、1.5倍以上ではダストの保持機能が低くなり、エレクトレット不織布層での目詰まり抑制効果に十分寄与できなくなる。すなわち、前記積層エレクトレット不織布のポアサイズに加え、骨材不織布も加えた三層のポアサイズの相対関係を制御することで、さらに集塵寿命が向上する。
【0043】
次に、骨材不織布に使用する各短繊維の素材としては、パルプなどの再生繊維、合成繊維、ガラス繊維や金属繊維等の無機繊維が使用できるが、中でも繊維直径断面形状などを任意に設計できる熱可塑性樹脂の合成繊維が好ましい。
【0044】
合成繊維を形成する熱可塑性樹脂としては、ポリエチレンテレフタレート、ポリアミド、ポリオレフィン、アクリル、ビニロン、ポリスチレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリプロピレンテレフタレート、ポリテトラフロロエチレン、ポリ乳酸などを挙げることができ、用途に応じて選択できる。また、複数種を組み合わせて使用してもよい。
【0045】
ここで、骨材不織布の主体繊維として、ポリオレフィン樹脂、特に好ましくは前記ヒンダードアミン系添加剤又はトリアジン系添加剤を添加したポリプロピレン樹脂を用いて、繊維径、繊維長の異なる短繊維を製造し、これらの短繊維を複合して骨材不織布を形成後、エレクトレット処理を施せば、積層エレクトレット不織布の上層側エレクトレット不織布と、当該骨材不織布を共通化することが可能となり、積層エレクトレット不織布のみで、本発明のエアフィルター濾材を実現できるため特に好ましい。
【0046】
骨材不織布にエレクトレット処理を施す場合、すなわち骨材エレクトレット不織布とする場合、骨材エレクトレット不織布を構成するポリプロピレン繊維の結合は、エレクトレット性能を阻害しないようアクリルやウレタンのエマルジョン樹脂のようなバインダー樹脂で処理するのでは無く、構成繊維自身の熱接着で行われることが望ましく、芯鞘構造やバイメタル構造の熱接着複合繊維を使用すれば良く、例えば芯をポリプロピレン(融点160℃)、鞘を変性ポリプロピレン(融点130℃)とした繊維等が好ましく使用できる。
【0047】
なお、骨材エレクトレット不織布の製造方法としては、乾式、湿式の何れの方法でも可能であるが、湿式抄紙法によりウエブを製造し、引き続きエアスルー熱処理により溶着させる方法は、繊維表面にエレクトレット性能の発現を阻害する不純物がほとんど残存せず、その後のエレクトレット処理により、高いエレクトレット性能を発現させることが可能となるため最も好ましく採用できる。
【0048】
本発明のエアフィルター用濾材のトータル厚みは、プリーツ加工濾材の圧力損失の上昇を抑えるために薄くすることが必要であり、不織布層全体の厚みとしては、0.3〜2.5mmの範囲であり、好ましくは0.4〜1.5mmである。厚みが0.3mm未満であると、高風量エアーの通過に対する濾材の形態保持性を得ることが困難になるため好ましくなく、厚みが2.5mmを超えると、エアフィルターとして用いる際の濾材の収納性が低下するため好ましくない。
【0049】
本発明のエアフィルター用濾材の各不織布層の目付としては、5〜100g/m2の範囲が好ましく、さらに好ましくは10〜80g/m2の範囲である。各不織布の目付が5g/m2未満であると積層した際の密度勾配が十分に得られず、集塵寿命の延命効果が得られなくなる。逆に各不織布の目付が100g/m2を超えると、濾材全体の厚みが大きくなり、濾材の収納性が低下するとともに、積層不織布の中での当該不織布層の影響が大きくなりすぎ、やはり密度勾配の効果が十分に得られなくなる。
【0050】
積層不織布全体の目付としては、後述する機能粒子を含めない場合では、50〜200g/m2の範囲が好ましく、さらに好ましくは60〜150g/m2の範囲である。不織布の目付が50g/m2未満であると繊維量が不足して十分な集塵性能が得られず、また濾材の剛性が足りないため、プリーツ加工濾材の形態保持性も得られない。200g/m2を超えると濾材が厚く剛性が高すぎて、プリーツ加工性に支障をきたすため好ましくない。プリーツ加工に適したエアフィルター用濾材の好ましいガーレ剛軟度としては2000〜20000μNであり、さらに好ましくは3000〜15000μNであり、骨材不織布の繊維構成や目付、あるいは後述する機能粒子の積層貼り合わせ条件を調整して制御する必要がある。本発明においてエアフィルター用濾材のガーレ剛軟度を2000μN以上とするには骨材不織布を積層すればよいが、骨材不織布を用いない場合には、積層エレクトレット不織布のガーレ剛軟度を2000μN以上、より好ましくは3000μN以上とすればよい。
【0051】
本発明のエアフィルター濾材は、その積層不織布内に機能粒子を含有しても良い。機能粒子の種類としては、脱臭剤、芳香剤、抗菌防カビ剤、等が使用できるが、特に脱臭剤粒子として活性炭、イオン交換樹脂、多孔質無機粒子、触媒担持粒子、等が好ましく複合できる。
脱臭剤粒子として適切な数平均粒径としては、50〜1000μmが好ましく、より好ましくは100〜600μm、最も好ましくは100〜400μmである。1000μm未満とすることで、脱臭剤粒子を不織布と複合する際に不織布層を突き破りにくくなり、50μm以上とすることで飛散が抑えられ脱臭剤粒子としての取り扱いが容易となり、脱臭剤粒子を繊維間に分散させたり、不織布シート間に挟持させて脱臭性繊維構造物とすることができる。さらに、脱臭剤粒子を600μm以下とすることにより、脱臭性繊維構造物の折り曲げ加工等の後加工が容易となり、また100μm以上とすることにより、脱臭性繊維構造物の空隙から脱臭剤が脱落しないようにすることができる。さらに100〜400μmに調整した脱臭剤粒子は、機能粒子を上流側エレクトレット不織布に近接させると、機能粒子の一部が繊維間に入り込むことにより、その一体性が高まり、積層不織布としての強度が高く、また厚みを小さく抑えることができるため、プリーツ加工性、および加工後の形態保持性が増し、フィルター性能が向上するため好ましい。さらには、脱臭剤粒子の少なくとも50%以上が100〜300μmの範囲に分布するように粒径を調整することにより、その一体化による効果がより顕著になる。
【0052】
脱臭剤粒子は、エアフィルター用濾材の繊維間に分散させたり、積層不織布間に挟持させることにより、本発明の微細塵捕集効率と集塵寿命を維持したまま、脱臭性能を付加することができる。具体的な製造方法としては、例えば上記脱臭剤粒子と熱接着性繊維を混合分散させたものを捕集ネット上の骨材不織布の上に吸引積層した後、加熱炉で融着一体化させ、加熱炉出口でエレクトレット不織布を貼り合わせる、所謂エアレイド法を採用しても良いし、それ以外の方法として、例えば骨材不織布上に上記脱臭剤粒子と粉末状の熱接着樹脂粒子を定量均一散布し、エレクトレット不織布を積層後、加熱圧着することにより、一体化しても良い。
【0053】
脱臭剤粒子の好ましい担持量としては、30〜400g/m2が好ましく、さらに好ましくは50〜300g/m2である。30g/m2未満では、脱臭性能が実用に満たず、400g/m2以上となると積層不織布の厚みと剛性が過剰となり、エアフィルター用濾材としての取り扱い性が困難となる。
【0054】
脱臭剤粒子と積層エレクトレット不織布をどのような配置で複合するかについては、積層エレクトレット不織布の中間に脱臭剤粒子を配置させても良いが、好ましくは積層エレクトレット不織布の上流側のエレクトレット不織布と脱臭剤粒子を接触させるように貼り合わせて、最下層のエレクトレット不織布が脱臭剤粒子と直接接触させないことで、ダメージを受けないように貼りあわせることが好ましい。すなわち、最下層のエレクトレット不織布に繊維径の小さいメルトブローを採用した場合、上流側のエレクトレット不織布には強度に優れるスパンボンド、サーマルボンド、ニードルパンチ、湿式抄紙、等の中から採用することにより、最下層のメルトブローエレクトレット不織布の破れ、穴開きによる捕集性能の低下を回避することができる。その際の積層エレクトレット不織布の強度の目安としては、MD方向の引張強度が少なくとも10N/5cm以上、好ましくは、20N/5cm以上とすることにより、貼り合わせ加工、およびプリーツ加工の工程通過性が格段に向上し、好ましい。
【0055】
かくして得られる本発明のエアフィルター用濾材は、少なくとも二層のエレクトレット不織布を含む積層不織布としたことにより、自動車のディーゼル排ガスに起因するサブミクロン粒子を高効率で除去しながら、幅広い粒径のダストに対して十分な集塵寿命を達成することが可能となった。本発明が目的とする0.3μm大気塵粒子の風速6.5m/minでの捕集効率としては、好ましくは40%以上、さらに好ましくは60%以上、特に好ましくは80%以上を達成し、さらに粒径分布の異なる代表的な2種類の試験ダスト、JIS15種ダスト、及びISO−FINE A2ダストによるダスト保持試験において、風速6.5m/min、最終圧損(初期圧損から150Paアップ)まで、ダストを付加した時のダスト保持量がともに30g/m2以上、さらに好ましくは40g/m2以上を達成することができる。
【実施例】
【0056】
[測定方法]
(1)平均孔径[μm]
「多孔質材料自動細孔測定システム Perm−Porometer」(PMI社製)を用いて、バブルポイント法(ASTMF−316−86に基づく)によって平均孔径を算出した。測定サンプル径を25mmとし、測定液としては、180μm以下の孔径を有する不織布については、Galwickを使用し、180μmを超える孔径を有する不織布については純水を用いて、細孔径分布測定を行った。
【0057】
上記条件の下に測定器によって自動計算して得られた結果のミーン・フロー・ポア・ダイアメータ(MEAN FLOW PORE DIAMETER)を平均孔径とした。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0058】
(2)平均繊維径[μm]
SEM写真で繊維を拡大撮影し、100本の繊維幅を測定し、その中位値で示した。
【0059】
(3)目付[g/m2]
JIS−L1085に準拠して測定した。
【0060】
(4)厚み[mm]
ダイヤルシックネスゲージ(TECLOCK社 SM−114 測定子形状10mmφ、目量0.01mm、測定力2.5N以下)を用いて厚みを測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0061】
(5)捕集効率[%]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、フィルター上流および下流の粒径0.3〜0.5μmの大気塵粉塵数をパーティクルカウンター(RION社製、型式:KC−01D)で測定し、次式より算出した。
捕集効率(%)=1−(下流粒子数/上流粒子数)×100 。
測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0062】
(6)圧力損失[Pa]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、フィルター上下流の圧力差をMODUS社製デジタルマノメータMA2−04P差圧計で測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0063】
(7)ダスト捕集量[g/m2]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、上流側よりJIS15種ダストを濃度70mg/m3で供給した時のフィルター上下流の圧力差を差圧計で測定し、初期圧力損失から最終150Paまで上昇した時のフィルター質量変化からダスト保持量を測定した。また、ISO−FINE A2ダストについても、同様の方法でダスト保持量を測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0064】
(8)引張強度[N/5cm]
5cm(TD方向)×20cm(MD方向)の試験片を採取し、JIS L−1096に準拠してMD方向の引張強度を測定した。
【0065】
(9)ガーレ式剛軟度[μN]
JIS L−1096 A法(ガーレ法)に準拠してMD方向の剛軟度を測定した。
【0066】
[製造例]
実施例及び比較例で使用した骨材不織布とエレクトレット不織布については、以下の方法で製造した。
【0067】
(骨材不織布)
表1に骨材不織布A〜Dの製造方法、繊維組成、樹脂組成、評価結果を一覧に示す。表1の骨材不織布は、全て湿式抄紙ケミカルボンド法にて製造した。すなわち、表の繊維組成に記載した短繊維と抄紙添加剤を水中に分散混合させて得られたスラリーを、傾斜ワイヤー上に抄紙した後、難燃剤を配合したバインダー樹脂を含浸させて、加熱乾燥することにより、これらの骨材不織布を得た。繊維の組成を変更することにより、平均孔径が78〜234μmの範囲で段階的に変化させた。
【0068】
【表1】

【0069】
(エレクトレット骨材不織布)
表2の骨材不織布E、Fは、湿式抄紙サーマルボンド法にて製造した。まず、エレクトレット添加剤を配合したポリプロピレン樹脂からなる芯鞘構造の熱接着性複合短繊維を主体繊維として、円網抄紙機で抄紙したシートを、サクションドラム型エアスルー乾燥機を通過させて、熱接着性複合短繊維の鞘成分を溶融させたところで所定厚みまでプレスし、熱融着不織布を得た。ここで用いた円網抄紙機は多層漉きが可能であるため、繊維の組成を変えて二層漉きを行うことにより、一工程で積層熱融着不織布を得ることが可能であり、骨材不織布Fは二層漉きで製造した。なお、得られた熱融着不織布はハイドロチャージ法により、エレクトレット処理した。通常、短繊維の表面処理に使用される油剤等の不純物が繊維表面に残存したり、バインダー樹脂等で後加工を行ってしまうと、エレクトレット性能が発現しないが、ここで製造した骨材不織布は、湿式抄紙工程で短繊維の表面処理剤が洗い流されていることと、バインダー樹脂を使用せず構成繊維自身の熱接着によりシート化させたこと、さらにはエレクトレット添加剤の配合等の理由により、極めて高いエレクトレット性能を有する骨材不織布が得られた。
【0070】
【表2】
【0071】
(エレクトレット不織布及び不織布)
表3にエレクトレット不織布の製造条件と評価結果を示す。メルトブローA〜Dはメルトブロー法によるものであり、紡糸条件を変更することにより、繊維径を3.9〜6.5μm、平均孔径を15〜104μmまで段階的に変化させた。メルトブローA−1、A−2、及びメルトブローD−1、D−2は同じメルトブロー不織布についてエレクトレット処理の有無を変更したものであり、メルトブローA−1及びB、C、D−1はハイドロチャージ法によるエレクトレット処理を行い、メルトブローA−2、及びD−2はエレクトレット処理を行わなかった。
【0072】
スパンボンドA−1〜A−3及びBはスパンボンド法によるものであり、A−1〜A−3は同じスパンボンド不織布についてエレクトレット処理の有無、方法を変更しており、スパンボンドA−1とBはハイドロチャージ法、スパンボンドA−2はコロナ放電法、スパンボンドA−3はエレクトレット処理を行わなかった。なお、エレクトレット不織布に使用した上記メルトブロー不織布、及びスパンボンド不織布については、全てキマソーブ944(登録商標)LD(Ciba社製)を、エレクトレット添加剤として、ベース樹脂であるポリプロピレン樹脂に対し1質量%添加した。
【0073】
【表3】
【0074】
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、実施例、比較例の濾材サンプルを作製し、各性能について評価した。表4,5にその結果を示す。また、骨材不織布、エレクトレット不織布の層間に機能粒子として、粒径を0.18〜0.36mmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製し、活性炭を挟持しないものと同様の集塵性能向上効果が発現するかを確認した。また得られたエアフィルター用濾材は、プリーツ加工を実施し、その加工性についても問題ないか確認した。
【0075】
【表4】
【0076】
【表5】
【0077】
[実施例1〜10]
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、実施例1〜10の濾材サンプルを作製し、各性能について評価した。また得られたエアフィルター用濾材は、2枚の折刃が所定のピッチで交互に濾材をたたみ込むように折り曲げて、山谷を形成するいわゆるレシプロ方式によるプリーツ加工を実施し、その加工性評価として、25mmの山高さでプリーツ加工した場合のプリーツ形状の良否とともに、折刃が擦過する山谷の先端部分において、不織布の損傷や機能粒子の漏れの発生が無いかを目視にて確認した。表4及び表5にその結果を示す。
なお、実施例8においては、骨材不織布と上層エレクトレット不織布との層間に機能粒子として、粒径を180μm〜360μmmmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製した。なお、前記ヤシガラ活性炭は質量分率でその86.5%が100〜300μmの粒径範囲に存在するものである。
【0078】
濾材の構成と評価結果について、表4及び表5にまとめた。
【0079】
実施例1〜10はいずれも積層エレクトレット不織布の各平均孔径と上層側の平均孔径が最下層側の平均孔径の2〜10倍の範囲内に調整したことにより、0.3〜0.5μm大気塵粒子の捕集効率が69〜94%と極めて高いにも関わらず、JIS15種ダスト及びISO−FINE A2ダストのダスト保持量がいずれも30g/m2を下回ることは無かった。
【0080】
実施例2、6、7は骨材不織布のみの相違で、積層エレクトレット不織布は同じメルトブローの積層パターンであるが、実施例2が骨材不織布とのバランスが良く最も優れていた。
【0081】
実施例4、5は積層エレクトレット不織布の上層側にメルトブロー不織布では無く、スパンボンド不織布を積層したものであるが、メルトブロー不織布同様の効果が得られ、どちらも優れていた。特に実施例4と5の相違点は上層エレクトレット不織布のみであるが、実施例4ではいずれのエレクトレット不織布もハイドロチャージ法を採用しているため、実施例5よりも寿命性能において格段に優れていた。すなわち、この集塵寿命の延命効果が単に各不織布層の孔径バランスのみで得られたわけではなく、エレクトレット性能のバランスも加味され、相乗効果により得られたことが分かる。
【0082】
実施例8は、骨材不織布とエレクトレット不織布の層間に機能粒子として粒状活性炭を熱接着パウダーとともに挟み熱融着させたものであるが、活性炭を挟持しない実施例4と同様の効果が得られていた。
【0083】
実施例9、10は、エレクトレット加工が可能な骨材不織布を作製したことにより、骨材不織布と上層側のエレクトレット不織布の機能を共有させられることができており、工程を大幅に削減できることから、低コスト化の面でも好ましい態様である。特に実施例10で用いた二層漉きのエレクトレット骨材不織布はそれ自身が粗密構造とエレクトレット性能の両方を有するため、特に高い性能が得られた。
【0084】
実施例のエアフィルター濾材については、レシプロ加工機を用いてプリーツ加工性についても、確認を行ったが、何れも良好に加工でき、全く問題なかった。
【0085】
【表6】
【0086】
[比較例1〜7]
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、比較例1〜7の濾材サンプルを作製し、各性能について評価した。表6にその結果を示す。また得られたエアフィルター用濾材は、プリーツ加工を実施し、その加工性についても問題ないか確認した。
【0087】
また、比較例7においては、骨材不織布と上層エレクトレット不織布との層間に機能粒子として、粒径を0.18〜0.36mmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製した。なお、前記ヤシガラ活性炭は質量分率でその86.5%が100〜300μmの粒径範囲に存在するものである。
【0088】
濾材の構成と評価結果について、表6にまとめた。
【0089】
比較例1、2については、積層エレクトレット不織布を用いず、平均孔径の小さい高性能メルトブロー不織布を直接骨材不織布に貼り合せたため、エレクトレット不織布の目詰まりが早く、実施例に比べ、ダスト保持量が著しく低下した。
【0090】
比較例3は、積層エレクトレット不織布を使用したが、二層とも平均孔径が小さいメルトブロー不織布を使用したことに加え、二層の平均孔径の比が1.4であって2に満たないため、十分な粗密構造が得られず、ダスト保持量が少なくなった。
【0091】
比較例4は実施例4、5と同じ積層構造を有しているが、上層側エレクトレット不織布にあたるスパンボンド不織布にエレクトレット処理を行わなかったため、極端にダスト保持量が低下した。
【0092】
比較例5は実施例1と同じ積層構造を有しているが、上層側、最下層側ともに、エレクトレット不織布にあたるメルトブロー不織布にエレクトレット処理を行わなかったため、こちらも極端にダスト保持量が低下するとともに、微細塵捕集効率も極めて低かった。
【0093】
比較例6、7は積層エレクトレット不織布の上層側にハイドロチャージ法によりエレクトレット処理されたスパンボンド不織布を採用しているが、目付が12g/m2と小さすぎたことと、繊維径がメルトブロー不織布に比べ太いことから、十分な積層効果が得られず、ダスト保持量が小さかった。なお、比較例7はスパンボンド層の強度が不足していることから、プリーツ折り曲げ部のエレクトレット不織布側に活性炭に起因する破れ、穴開きが発生し、もれ出た活性炭粒子が工程中に散乱したため、加工を中止した。
【0094】
以上の比較例、実施例の結果から、本発明のエアフィルター濾材は、微細塵の捕集効率が極めて高いにも関わらず、通常は背反する特性であるダスト保持量についても極めて大きく、長寿命のエアフィルター濾材を実現できることが確認された。
【産業上の利用可能性】
【0095】
本発明によるエアフィルター用濾材は、低圧損でありながら微細塵捕集性能と集塵寿命に優れ、自動車や鉄道車両等の車室内の空気を清浄化するためのエアフィルター、病院、オフィス等で使用される空気清浄機用フィルター、エアコン用フィルター、OA機器の吸気・排気フィルター、ビル空調用フィルター、産業用クリーンルーム用フィルター等のエアフィルター濾材として好ましく使用され、特に処理風速の速い自動車キャビン用エアフィルターの用途に適する。
【符号の説明】
【0096】
1:骨材不織布
2:エレクトレット不織布(スパンボンド)
3:エレクトレット不織布(メルトブロー)
【技術分野】
【0001】
本発明は、微細塵捕集性能と集塵寿命の両方に優れたエアフィルター用濾材に関する。
【背景技術】
【0002】
本発明が目的とするエアフィルター用途、特に自動車キャビン用エアフィルターにおいては、極めて小さな容積のフィルタースペースに大量のエアーを供給し処理することが求められるため、濾材の通気抵抗を低く抑える必要があり、濾材の密度をあまり上げることができなかった。このため、これらのエアフィルターは、比較的大きなダストを大量に捕集する機能には優れているが、微細なダストを高除去効率で捕集できるものでは無かった。しかしながら実際に自動車車室内に取り込まれる外気エアー中には、多様なダストが含まれており、それらは使用する地域、環境により大きく異なっている。例えば市街地においては自動車のディーゼル排気ガス等に起因する極めて微細な粒子の比率が高くなり、逆に郊外では比較的粒子径の大きい花粉等の天然由来の粒子の比率が高くなる。近年ダストの粒径と人体への健康影響についての研究が進み、2.5μm以下の微粒子、さらには1μm以下の超微粒子が、一旦肺深部に沈着すると、なかなか体外に排出されず、肺ガンや喘息、アレルギー疾患等の原因となりうることが問題視されている。このため、サブミクロンオーダーの微細粒子から粗大粒子まで、幅広い粒径のダストの進入を阻止し、なおかつその粒径分布が変わっても、長期間使用できるエアフィルターが求められているが、これらの特性を全て満足するものは実用化されていない。
【0003】
微細塵除去性能を高めたエアフィルター用濾材としては、極細繊維を湿式抄紙法により製造した濾紙や、メルトブロー不織布、微多孔膜を補強不織布に積層したもの等が既に用いられている。しかしながら、これらのエアフィルター用濾材は、微細塵の除去効率に優れる一方で、圧力損失が高く、捕集したダストによる目詰まりが早期に生じるため寿命が短い欠点がある。
【0004】
この集塵寿命を延命する方法として、濾材の厚み方向に密度勾配をつけることが以前から提案されている。密度勾配をつけた濾材は、濾材密度が上流から下流方向にかけて、粗から密に変化するよう形成されている。これらの濾材の例としては、層を形成する繊維径について、上流側には太い繊維を多くし、下流側には細い繊維を多くすることで密度コントロールが行われているもの(特許文献1)、また上流側と下流側の二層の不織布の孔径を所定範囲に設定しているもの(特許文献2)などが挙げられる。しかしながら、これらの密度勾配濾材は機械的捕集効率のみに頼るため微細塵捕集効率とその圧力損失特性の両立には、限界があった。
【0005】
一方、これを解決する技術として、繊維に半永久的に固定された電荷の静電気力により空気中の微粒子を効果的に除去することが可能なエレクトレット処理エアフィルター用濾材が提案されており、機械的捕集効率のみに頼る従来のエアフィルター用濾材に比べ、低圧損で高捕集効率が達成されている。エレクトレット処理されたエアフィルター用濾材としては、ポリプロピレンやポリエチレン等の不織布をエレクトレット化した不織布、ポリプロピレンやポリエチレン等の樹脂からなるキャストフィルムを延伸処理したのち荷電によりエレクトレットフィルムとし、開繊カッターでスプリット繊維としたもの等が知られている。これらのエレクトレットフィルター用濾材においては、エレクトレット繊維の繊維径を太くし孔径を大きくすることで捕集ダストによる目詰まりを遅らせることができるが、高風速条件では静電気力による捕集能力が十分に発揮されず、微細なダストの捕集効率が極端に低下する。またダストの捕集が進み、経時的にエレクトレット繊維の静電気捕集力が低下してくると、やはり捕集効率が極端に低くなり実用を成さなくなる。エレクトレット繊維の繊維径を細くし孔径を小さくすれば、捕集効率の風速依存性や静電気力減衰後の極端な性能低下を抑制することができるが、結局エレクトレット層での捕集ダストの目詰まりが早くなり、寿命が短くなる。
【0006】
エレクトレット不織布を複数層積層して粗密構造とすることも既に提案されており、これらの例としては、太繊度で構成された表面電荷密度の低い繊維状のシートと、細繊度で構成された表面電荷密度の高い繊維状シートを積層したエレクトレットフィルター(特許文献3)や、平均繊維径を上流側から下流側に向けて、段階的に小さくした積層エレクトレット不織布からなるフィルター(特許文献4)などが挙げられる。しかしながらこれらの積層エレクトレット不織布は、エレクトレット不織布と、従来から提案されている粗密構造の概念を単に組み合わせただけのものであり、特定のフィルター用途の要求に適合させるべく、積層エレクトレット不織布の各層毎の具体的なポアサイズと、その相対関係について熟考されたものでは無く、本発明の課題を完全に解決できるものではなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−45484号公報
【特許文献2】特開平5−49825号公報
【特許文献3】特開昭62−19718号公報
【特許文献4】特開2002−18217号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、低圧損でありながら微細塵捕集性能に優れ、かつダストの粒径分布が大きく異なる環境においても集塵寿命を極めて長寿命にできるエアフィルター用濾材を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明は、以下のいずれかの構成をとることを特徴とする。
【0010】
(1)少なくとも二層のエレクトレット不織布を含む積層エレクトレット不織布であって、最下層のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、かつ上層側エレクトレット不織布の平均孔径が最下層エレクトレット不織布の平均孔径の2〜10倍である積層エレクトレット不織布を有することを特徴とするエアフィルター用濾材。
上層側エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
(2)さらに骨材不織布が最上層側に積層配置されており、該骨材不織布の平均孔径が上層側エレクトレット不織布の平均孔径の0.6〜1.5倍であることを特徴とする(1)記載のエアフィルター用濾材。
【0011】
(3)面風速6.5m/minでの0.3μm粒子捕集効率が40%以上であることを特徴とする請求項1または2記載のエアフィルター用濾材。
【0012】
(4)機能性粒子を含むことを特徴とする(1)〜(3)のいずれかに記載のエアフィルター用濾材。
【0013】
(5)前記機能性粒子が上層側エレクトレット不織布と接触しており、該機能性粒子の少なくとも50%以上が100〜300μmの粒径範囲に分布していることを特徴とする(4)記載のエアフィルター用濾材。
【0014】
(6)前記積層エレクトレット不織布のMD方向の引張強度が少なくとも10N/5cm以上であることを特徴とする(1)〜(5)のいずれかに記載のエアフィルター用濾材。
【0015】
(7)前記積層エレクトレット不織布のMD方向のガーレ剛軟度が2000μN以上であることを特徴とする(1)〜(6)のいずれかに記載のエアフィルター用濾材。
【0016】
(8)前記積層エレクトレット不織布の少なくとも一層が、繊度の異なる熱可塑性樹脂短繊維を主体とし、バインダー樹脂を含まないことを特徴とする(1)〜(7)のいずれかに記載のエアフィルター用濾材。
【0017】
(9)前記積層エレクトレット不織布の少なくとも一層が、熱融着湿式不織布であることを特徴とする(1)〜(8)のいずれかに記載のエアフィルター用濾材。
【0018】
(10)前記積層エレクトレット不織布の少なくとも一層がヒンダードアミン系添加剤を0.01〜3質量%の範囲で含有し、ハイドロチャージ法によりエレクトレット処理されていることを特徴とする(1)〜(9)のいずれかに記載のエアフィルター用濾材。
【0019】
(11)(1)〜(10)のいずれかに記載のエアフィルター用濾材を用いることを特徴とする自動車キャビン用フィルター。
【発明の効果】
【0020】
本発明に係るエアフィルター用濾材は、少なくとも二層のエレクトレット不織布を含む積層不織布であり、最下層側のエレクトレット不織布の平均孔径が5〜50μm、上層側エレクトレット不織布の平均孔径が50〜150μmの範囲にそれぞれ存在し、なおかつ上層側のエレクトレット不織布の平均孔径が下層側の平均孔径の2〜10倍となるよう調整したことにより、微細塵捕集効率と集塵寿命という、相反する特性を極めて高いレベルで両立させることができる。さらに該エレクトレット積層不織布に骨材不織布を積層し、その平均孔径を上層エレクトレット不織布の0.6〜1.5倍以内とすることにより、さらにその効果を高めることができる。また、当該エアフィルター用濾材には機能性粒子を不織布層間に担持させて、本発明の集塵機能に加え、脱臭等の機能を複合することが可能である。
【0021】
本発明のエアフィルター用濾材は、特に様々な地域や環境で使用される自動車キャビン用フィルターに好適であり、異なる粒径分布パターンのダスト負荷を受けても、目詰まりが生じにくい。そのため、従来以上の集塵寿命を有したまま、乗員への健康影響が大きいディーゼル排気粒子等のサブミクロン粒子の捕集性能が飛躍的に向上し、安全性と経済性を両立したエアフィルター用濾材を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明のエアフィルター用濾材の一例の断面を示す写真である。
【発明を実施するための形態】
【0023】
本発明のエアフィルター濾材は、平均孔径(ポアサイズ)の異なる少なくとも二層以上のエレクトレット不織布を含む積層エレクトレット不織布を有し、該積層エレクトレット不織布はエアーの流入側である上層側のエレクトレット不織布からエアーの流出側である下層側のエレクトレット不織布に向けて、ポアサイズが小さくなるように配置されている。すなわち上層側のエレクトレット不織布ほど目が粗く、下層側のエレクトレット不織布ほど目が細かくなっていることが必要である。
【0024】
積層エレクトレット不織布の具体的なポアサイズについては、まず最下層側のエレクトレット不織布の平均孔径が5〜50μmの範囲であることが好ましく、さらに好ましくは、10〜40μmである。平均孔径が5μm以下では、捕集効率は極めて高いが、通気抵抗が大きすぎて、多風量処理が必要なキャビンフィルター等の用途では、所定の風量を得ることができない。逆に平均孔径が50μm以上では、通気抵抗は小さいが、高風速条件や静電気力消失後の微細塵捕集効率の低下が大きく十分な性能が得られない。
【0025】
さらに、前記最下層エレクトレット不織布に積層する上層側のエレクトレット不織布については、単層でも、必要に応じて二層以上のエレクトレット不織布を積層して一層とみなしても良いが、上層側のエレクトレット不織布は最下層側よりも大きなポアサイズを有することが必要であり、平均孔径が50〜150μmの範囲内に存在し、なおかつ最下層側エレクトレット不織布の平均孔径の2〜10倍であることが好ましく、さらに好ましくは3〜8倍である。上層側エレクトレット不織布の平均孔径が下層側の平均孔径の2倍未満になると、両不織布のポアサイズの差が小さすぎて、上層側での目詰まりが早くなり集塵寿命の延命効果が十分に得らない。逆にポアサイズの差が10倍以上になると、上層側の目詰まりは生じにくくなるが、下層側へのダストの負荷が大きくなり、結局集塵寿命が短くなる。
【0026】
このように各エレクトレット不織布層の平均孔径の値を特定範囲内に収めることに加え、互いの平均孔径の相対関係を、特定の比率に調整することによって顕著な相乗効果が得られる。
なお、本発明でいう平均孔径とは、バブルポイント法(ASTMF−316−86に基づく)によって算出した値である。バブルポイント法としては、例えば、「多孔質材料自動細孔測定システム Perm−Porometer」(PMI社製)を用いることができる。このPerm−Porometerによる測定は、不織布を液体で浸漬させ、該不織布の上側から気体の圧力を増加させながら供給し、この圧力と不織布表面の液体表面張力の関係からポアサイズを測定する方法である。
【0027】
エレクトレット不織布の平均孔径を前記範囲に制御するのに適した繊維の平均繊維径としては、最下層のエレクトレット不織布では0.5〜8.0μmの範囲であることが好ましく、さらに好ましくは2.0〜7.0μmである。平均繊維径が0.5μm未満であると、微細塵の捕集効率には優れるが、ポアサイズが小さすぎて、圧力損失が過大となり使用できない。平均繊維径が8μmよりも大きい場合は、ポアサイズが大きすぎることに加え、繊維の表面積も小さくなるため十分なエレクトレット性能が得られず、微細塵の捕集効率が不十分となり好ましくない。
【0028】
また、上層側のエレクトレット不織布の平均孔径を前記範囲に制御するには、繊維径は下層側の不織布よりも大きくすることが好ましく、具体的には3.5〜30.0μmの範囲が好ましく、さらに好ましくは5.0〜20.0μmである。平均繊維径が3.5μm未満であると、上層側での目詰まりが早く、下層側の状態に関わらず、集塵寿命が短い。30μm以上になると、ポアサイズが大き過ぎて、集塵寿命の延命に寄与しなくなるため、好ましくない。
【0029】
エレクトレット不織布のための不織布の製造方法としては、メルトブロー法、スパンボンド法、サーマルボンド法、ニードルパンチ法、湿式抄紙法、等が好ましく採用できるが、最下層側のエレクトレット不織布はポアサイズを小さくして、微細塵の捕集機能を高める必要があるため、繊維径を細くし易いメルトブロー不織布が特に好ましく使用できる。一方上層側のエレクトレット不織布はメルトブロー不織布を含め、上記の製造方法の不織布であれば、何れでも好ましく使用できるが、下層側に採用したメルトブロー不織布を補強する意味では、強度に優れるスパンボンド不織布、サーマルボンド不織布、湿式抄紙不織布等がさらに好ましく使用できる。
【0030】
エレクトレット不織布の素材としては、ポリプロピレン、ポリエチレン、ポリスチレン、ポリブチレンテレフタレート、ポリテトラフルオロエチレンなどのポリオレフィン系樹脂、ポリエチレンテレフタレートなどの芳香族ポリエステル系樹脂、ポリカーボネート樹脂などの合成高分子材料などの高い電気抵抗率を有する材料が好ましい。これらの中でもポリプロピレン、ポリブチレンテレフタレートが、低融点でありメルトブロー方式による不織布の製造が容易の理由により、より好ましく、ポリプロピレンが最も好ましい。
【0031】
エレクトレット不織布には、エレクトレット性能の向上のために不織布に添加剤を加えても良い。かかる添加剤としては、ヒンダードアミン系添加剤又はトリアジン系添加剤を少なくとも1 種配合することが好ましい。
【0032】
上記2種類の添加剤のうちヒンダードアミン系添加剤としては、ポリ〔((6−(1,1,3, 3,−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4−ジイル)((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ)ヘキサメチレン((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ))(Ciba社製、キマソーブ(登録商標)944LD)、 コハク酸ジメチル−1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン重縮合物(Ciba社製、チヌピン(登録商標)622LD)、 2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)(Ciba社製、チヌピン(登録商標)144)などが挙げられる。
【0033】
また、トリアジン系添加剤としては、前述のポリ〔((6−(1,1,3,3,−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4− ジイル)((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ)ヘキサメチレン((2,2,6,6,−テトラメチル−4−ピペリジル)イミノ))(Ciba社製、キマソーブ(登録商標)944LD)、 2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−((ヘキシル)オキシ)−フェノール(Ciba社製、チヌピン(登録商標)1577FF)などを挙げることができる。これらのなかでも特にヒンダードアミン系添加剤を使用することが好ましい。
【0034】
上記ヒンダードアミン系添加剤又はトリアジン系添加剤の添加量としては、特に限定されないが、好ましくは0.05〜5質量%の範囲であり、更に好ましくは0.1〜3質量%の範囲にするとよい。これらの添加剤の添加量が0.05質量%未満では、目的とする高レベルのエレクトレット性能を得ることが難しくなる。また、5質量%を超えるほど多く配合すると、製糸性や製膜性を悪くし、かつコスト的にも不利になるので好ましくない。
【0035】
不織布をエレクトレット不織布とするためのエレクトレット加工方法としては、エレクトロエレクトレット、熱エレクトレット、ラジオエレクトレット、メカノエレクトレット、フォトエレクトレット、マグネットエレクトレットなどを使用することができる。また、近年採用されている純水や有機溶媒など極性溶媒を、不織布等に噴霧したり、振動させるなどによってエレクトレットをかけるハイドロチャージ法でエレクトレットを付与すると、エレクトレットの性能が高くなるのでさらに好ましい。このとき使用する極性溶媒としては、排水の点など生産性の観点から、純水を用いることが好ましい。
【0036】
不織布にエレクトレット加工をかけるタイミングについては、積層のための貼り合わせ工程の前に、各々の層に予めエレクトレット処理を施しておくことで良好なエレクトレット性能が得られるが、先に積層貼り合わせ加工を施し、積層不織布にエレクトレット加工を一度に施すことも可能であり、この場合は、工程を省略することができるため、コストダウンに繋がる。
目付が大きい積層不織布のエレクトレット加工は、不織布の厚み方向で電荷密度に差が生じやすく、内層側の電荷密度が低くなる傾向があるが、前記ハイドロチャージ法を採用すれば、極性溶媒を不織布内層まで浸透させられる限りは、内外層の電荷密度に差が生じないため、目付が大きくても良好なエレクトレット性能が得られる。このことから積層してからエレクトレット化する場合においてもハイドロチャージ法を採用することが特に好ましい。
本発明においては、積層エレクトレット不織布のうちの少なくとも1層がヒンダードアミン系添加剤を含有し、かつハイドロチャージ法によりエレクトレット化したものであることが好ましい。このようなエレクトレット不織布を最下層側に使用した場合は、微細塵捕集効率が向上し、上層側に使用した場合は、最下層のエレクトレット不織布の目詰まりを抑え、長寿命化が可能となる。両方の層に使用すると捕集効率と寿命の両方が向上し、最も好ましい。
【0037】
ハイドロチャージ法でエレクトレット加工を施す場合は、極性溶媒を浸透させた後に乾燥工程を通すことが必要である。乾燥は、不織布に含まれる水分が公定水分率に達するまで行う。乾燥温度は、好ましくは130℃以下がよく、より好ましくは120℃以下、さらに好ましくは100℃ 以下にするのがよい。乾燥した不織布は、乾燥後はエレクトレット効果を失活させないように、速やかに乾燥機内から排出させるのがよく、例えば、乾燥温度100℃以上では30分以内に排出させることが好ましい。また、乾燥温度の下限は、余り温度が低いと乾燥に時間がかかりすぎて生産性が悪くなるため、80℃以上であることが好ましい。
【0038】
本発明のエアフィルター用濾材を構成する積層不織布は、単に積層されているだけではなく、十分に近接し一体化されていることが重要である。一体化の方法としては、熱接着が好ましく採用され、例えば熱融着樹脂からなるパウダーや繊維を一方の不織布の境界面に散布した後、もう一方を積層し、熱風や赤外線ヒーターにより加熱溶融接着させる方法、ホットメルト樹脂をスプレーで一方の不織布の境界面に吹き付け、即座にもう一方を積層して加圧接着する方法、エレクトレット不織布の構成繊維の一部を熱エンボスロールや超音波発振により加熱溶融させて接着させる方法、さらには一方の不織布の上に直接、エレクトレット不織布の構成繊維を紡糸することにより溶融積層させる方法等が採用できる。
【0039】
本発明のエアフィルター用濾材がプリーツ加工濾材としてのひだ形態の安定性を得るためには、積層エレクトレット不織布の上流側、すなわち最上層に、さらにもう一層骨材不織布を積層し、三層構造とすることも好ましく、この場合は、濾材の強度、剛性を大幅に向上させることができる。図1は骨材不織布を積層した本発明の態様の一例の断面拡大写真である。
【0040】
骨材不織布とは、構成繊維どうしが熱融着や接着により強固に接合された強度、剛性に優れた不織布である。プリーツ形態の維持とともに、最上流側で比較的大きいダストを捕集する機能を有するものであれば、その製法を限定するものではないが、ガーレ剛軟度が少なくとも2000μN以上で、なおかつ平均孔径で50μm以上を満足するものを指すものとする。ダスト捕集機能に優れる骨材不織布の構成としては、繊維長や形態の異なる複数種類の繊維が特定の割合で混合されてなる短繊維不織布が好ましく、乾式法、または湿式法によりシート化したもの、さらにはそれらをケミカルボンド法、サーマルボンド法により強固に接着したものが、強度、剛性に優れ好ましい。
【0041】
具体的に骨材不織布の好ましい繊維構成の一例としては、(A)繊度が0.3〜7.0dtex、繊維長さが1.0〜10.0mmの範囲でクリンプを有さない短繊維、(B)繊度が1.0〜4.0dtex、繊維長さが3.0〜10.0mmの範囲で、クリンプを有する天然繊維を除く短繊維、(C)繊度が7.0〜20.0dtexで、繊維長さが8.0〜20.0mmの範囲のクリンプを有さない短繊維、(D)パルプ、のような繊維長や形態の異なる複数種類の繊維を混合したものが骨材不織布として好ましく採用される。比較的細繊度で繊維長の短い繊維はシートの均一性と薄さ、クリンプを有する繊維はシートの嵩高性、太繊度で、繊維長が長い繊維がシートの引張強さと剛性、さらに適度な空隙を発現させ、パルプはこれら異なる特性の繊維を絡み合わせ一体化するといったように、多様な繊維の機能を適切に組み合わせることにより、高風量エアーの処理に必要な要素を備えたバランスの良い骨材不織布が得られる。また前記(A)〜(D)の構成比は、組み合わせる積層エレクトレット不織布の特性に応じて適宜調整するのが良い。
【0042】
骨材不織布はエアフィルター濾材の最上流側で大きなダストを多量に捕集する必要があるため、比較的大きなポアサイズに調整する必要がある。そのため、骨材不織布のポアサイズとしては、平均孔径の範囲としては50〜250μmが好ましく、さらに好ましくは70〜150μmであるが、最も重要なことは、エレクトレット不織布の平均孔径との相対関係で、骨材不織布のポアサイズを決定することである。従来の三層以上の積層不織布においては、単純に上流側から下流側にかけて段階的にポアサイズを小さくすれば、より良い寿命性能が得られるというのが常識とされていたが、本発明者は、積層エレクトレット不織布を含む三層以上の積層不織布においては、必ずしもそれが最適ではなく、場合によってはポアサイズを逆転させた方が良い結果が生じることを見出した。すなわち、最上層に配置する骨材不織布は、積層エレクトレット不織布の上層側エレクトレット不織布と同等、あるいはそれ以下のポアサイズに調整することが好ましく、具体的には骨材不織布の平均孔径は上層側エレクトレット不織布の平均孔径の0.6〜1.5倍が好ましく、さらに好ましくは、0.8〜1.2倍である。平均孔径が0.6倍以下では、骨材不織布自身の目詰まりが早期に発生し、1.5倍以上ではダストの保持機能が低くなり、エレクトレット不織布層での目詰まり抑制効果に十分寄与できなくなる。すなわち、前記積層エレクトレット不織布のポアサイズに加え、骨材不織布も加えた三層のポアサイズの相対関係を制御することで、さらに集塵寿命が向上する。
【0043】
次に、骨材不織布に使用する各短繊維の素材としては、パルプなどの再生繊維、合成繊維、ガラス繊維や金属繊維等の無機繊維が使用できるが、中でも繊維直径断面形状などを任意に設計できる熱可塑性樹脂の合成繊維が好ましい。
【0044】
合成繊維を形成する熱可塑性樹脂としては、ポリエチレンテレフタレート、ポリアミド、ポリオレフィン、アクリル、ビニロン、ポリスチレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリプロピレンテレフタレート、ポリテトラフロロエチレン、ポリ乳酸などを挙げることができ、用途に応じて選択できる。また、複数種を組み合わせて使用してもよい。
【0045】
ここで、骨材不織布の主体繊維として、ポリオレフィン樹脂、特に好ましくは前記ヒンダードアミン系添加剤又はトリアジン系添加剤を添加したポリプロピレン樹脂を用いて、繊維径、繊維長の異なる短繊維を製造し、これらの短繊維を複合して骨材不織布を形成後、エレクトレット処理を施せば、積層エレクトレット不織布の上層側エレクトレット不織布と、当該骨材不織布を共通化することが可能となり、積層エレクトレット不織布のみで、本発明のエアフィルター濾材を実現できるため特に好ましい。
【0046】
骨材不織布にエレクトレット処理を施す場合、すなわち骨材エレクトレット不織布とする場合、骨材エレクトレット不織布を構成するポリプロピレン繊維の結合は、エレクトレット性能を阻害しないようアクリルやウレタンのエマルジョン樹脂のようなバインダー樹脂で処理するのでは無く、構成繊維自身の熱接着で行われることが望ましく、芯鞘構造やバイメタル構造の熱接着複合繊維を使用すれば良く、例えば芯をポリプロピレン(融点160℃)、鞘を変性ポリプロピレン(融点130℃)とした繊維等が好ましく使用できる。
【0047】
なお、骨材エレクトレット不織布の製造方法としては、乾式、湿式の何れの方法でも可能であるが、湿式抄紙法によりウエブを製造し、引き続きエアスルー熱処理により溶着させる方法は、繊維表面にエレクトレット性能の発現を阻害する不純物がほとんど残存せず、その後のエレクトレット処理により、高いエレクトレット性能を発現させることが可能となるため最も好ましく採用できる。
【0048】
本発明のエアフィルター用濾材のトータル厚みは、プリーツ加工濾材の圧力損失の上昇を抑えるために薄くすることが必要であり、不織布層全体の厚みとしては、0.3〜2.5mmの範囲であり、好ましくは0.4〜1.5mmである。厚みが0.3mm未満であると、高風量エアーの通過に対する濾材の形態保持性を得ることが困難になるため好ましくなく、厚みが2.5mmを超えると、エアフィルターとして用いる際の濾材の収納性が低下するため好ましくない。
【0049】
本発明のエアフィルター用濾材の各不織布層の目付としては、5〜100g/m2の範囲が好ましく、さらに好ましくは10〜80g/m2の範囲である。各不織布の目付が5g/m2未満であると積層した際の密度勾配が十分に得られず、集塵寿命の延命効果が得られなくなる。逆に各不織布の目付が100g/m2を超えると、濾材全体の厚みが大きくなり、濾材の収納性が低下するとともに、積層不織布の中での当該不織布層の影響が大きくなりすぎ、やはり密度勾配の効果が十分に得られなくなる。
【0050】
積層不織布全体の目付としては、後述する機能粒子を含めない場合では、50〜200g/m2の範囲が好ましく、さらに好ましくは60〜150g/m2の範囲である。不織布の目付が50g/m2未満であると繊維量が不足して十分な集塵性能が得られず、また濾材の剛性が足りないため、プリーツ加工濾材の形態保持性も得られない。200g/m2を超えると濾材が厚く剛性が高すぎて、プリーツ加工性に支障をきたすため好ましくない。プリーツ加工に適したエアフィルター用濾材の好ましいガーレ剛軟度としては2000〜20000μNであり、さらに好ましくは3000〜15000μNであり、骨材不織布の繊維構成や目付、あるいは後述する機能粒子の積層貼り合わせ条件を調整して制御する必要がある。本発明においてエアフィルター用濾材のガーレ剛軟度を2000μN以上とするには骨材不織布を積層すればよいが、骨材不織布を用いない場合には、積層エレクトレット不織布のガーレ剛軟度を2000μN以上、より好ましくは3000μN以上とすればよい。
【0051】
本発明のエアフィルター濾材は、その積層不織布内に機能粒子を含有しても良い。機能粒子の種類としては、脱臭剤、芳香剤、抗菌防カビ剤、等が使用できるが、特に脱臭剤粒子として活性炭、イオン交換樹脂、多孔質無機粒子、触媒担持粒子、等が好ましく複合できる。
脱臭剤粒子として適切な数平均粒径としては、50〜1000μmが好ましく、より好ましくは100〜600μm、最も好ましくは100〜400μmである。1000μm未満とすることで、脱臭剤粒子を不織布と複合する際に不織布層を突き破りにくくなり、50μm以上とすることで飛散が抑えられ脱臭剤粒子としての取り扱いが容易となり、脱臭剤粒子を繊維間に分散させたり、不織布シート間に挟持させて脱臭性繊維構造物とすることができる。さらに、脱臭剤粒子を600μm以下とすることにより、脱臭性繊維構造物の折り曲げ加工等の後加工が容易となり、また100μm以上とすることにより、脱臭性繊維構造物の空隙から脱臭剤が脱落しないようにすることができる。さらに100〜400μmに調整した脱臭剤粒子は、機能粒子を上流側エレクトレット不織布に近接させると、機能粒子の一部が繊維間に入り込むことにより、その一体性が高まり、積層不織布としての強度が高く、また厚みを小さく抑えることができるため、プリーツ加工性、および加工後の形態保持性が増し、フィルター性能が向上するため好ましい。さらには、脱臭剤粒子の少なくとも50%以上が100〜300μmの範囲に分布するように粒径を調整することにより、その一体化による効果がより顕著になる。
【0052】
脱臭剤粒子は、エアフィルター用濾材の繊維間に分散させたり、積層不織布間に挟持させることにより、本発明の微細塵捕集効率と集塵寿命を維持したまま、脱臭性能を付加することができる。具体的な製造方法としては、例えば上記脱臭剤粒子と熱接着性繊維を混合分散させたものを捕集ネット上の骨材不織布の上に吸引積層した後、加熱炉で融着一体化させ、加熱炉出口でエレクトレット不織布を貼り合わせる、所謂エアレイド法を採用しても良いし、それ以外の方法として、例えば骨材不織布上に上記脱臭剤粒子と粉末状の熱接着樹脂粒子を定量均一散布し、エレクトレット不織布を積層後、加熱圧着することにより、一体化しても良い。
【0053】
脱臭剤粒子の好ましい担持量としては、30〜400g/m2が好ましく、さらに好ましくは50〜300g/m2である。30g/m2未満では、脱臭性能が実用に満たず、400g/m2以上となると積層不織布の厚みと剛性が過剰となり、エアフィルター用濾材としての取り扱い性が困難となる。
【0054】
脱臭剤粒子と積層エレクトレット不織布をどのような配置で複合するかについては、積層エレクトレット不織布の中間に脱臭剤粒子を配置させても良いが、好ましくは積層エレクトレット不織布の上流側のエレクトレット不織布と脱臭剤粒子を接触させるように貼り合わせて、最下層のエレクトレット不織布が脱臭剤粒子と直接接触させないことで、ダメージを受けないように貼りあわせることが好ましい。すなわち、最下層のエレクトレット不織布に繊維径の小さいメルトブローを採用した場合、上流側のエレクトレット不織布には強度に優れるスパンボンド、サーマルボンド、ニードルパンチ、湿式抄紙、等の中から採用することにより、最下層のメルトブローエレクトレット不織布の破れ、穴開きによる捕集性能の低下を回避することができる。その際の積層エレクトレット不織布の強度の目安としては、MD方向の引張強度が少なくとも10N/5cm以上、好ましくは、20N/5cm以上とすることにより、貼り合わせ加工、およびプリーツ加工の工程通過性が格段に向上し、好ましい。
【0055】
かくして得られる本発明のエアフィルター用濾材は、少なくとも二層のエレクトレット不織布を含む積層不織布としたことにより、自動車のディーゼル排ガスに起因するサブミクロン粒子を高効率で除去しながら、幅広い粒径のダストに対して十分な集塵寿命を達成することが可能となった。本発明が目的とする0.3μm大気塵粒子の風速6.5m/minでの捕集効率としては、好ましくは40%以上、さらに好ましくは60%以上、特に好ましくは80%以上を達成し、さらに粒径分布の異なる代表的な2種類の試験ダスト、JIS15種ダスト、及びISO−FINE A2ダストによるダスト保持試験において、風速6.5m/min、最終圧損(初期圧損から150Paアップ)まで、ダストを付加した時のダスト保持量がともに30g/m2以上、さらに好ましくは40g/m2以上を達成することができる。
【実施例】
【0056】
[測定方法]
(1)平均孔径[μm]
「多孔質材料自動細孔測定システム Perm−Porometer」(PMI社製)を用いて、バブルポイント法(ASTMF−316−86に基づく)によって平均孔径を算出した。測定サンプル径を25mmとし、測定液としては、180μm以下の孔径を有する不織布については、Galwickを使用し、180μmを超える孔径を有する不織布については純水を用いて、細孔径分布測定を行った。
【0057】
上記条件の下に測定器によって自動計算して得られた結果のミーン・フロー・ポア・ダイアメータ(MEAN FLOW PORE DIAMETER)を平均孔径とした。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0058】
(2)平均繊維径[μm]
SEM写真で繊維を拡大撮影し、100本の繊維幅を測定し、その中位値で示した。
【0059】
(3)目付[g/m2]
JIS−L1085に準拠して測定した。
【0060】
(4)厚み[mm]
ダイヤルシックネスゲージ(TECLOCK社 SM−114 測定子形状10mmφ、目量0.01mm、測定力2.5N以下)を用いて厚みを測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0061】
(5)捕集効率[%]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、フィルター上流および下流の粒径0.3〜0.5μmの大気塵粉塵数をパーティクルカウンター(RION社製、型式:KC−01D)で測定し、次式より算出した。
捕集効率(%)=1−(下流粒子数/上流粒子数)×100 。
測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0062】
(6)圧力損失[Pa]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、フィルター上下流の圧力差をMODUS社製デジタルマノメータMA2−04P差圧計で測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0063】
(7)ダスト捕集量[g/m2]
平面状の濾材を有効間口面積0.1m2のホルダーにセットし、面風速6.5m/minで鉛直方向に空気を通過させ、上流側よりJIS15種ダストを濃度70mg/m3で供給した時のフィルター上下流の圧力差を差圧計で測定し、初期圧力損失から最終150Paまで上昇した時のフィルター質量変化からダスト保持量を測定した。また、ISO−FINE A2ダストについても、同様の方法でダスト保持量を測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
【0064】
(8)引張強度[N/5cm]
5cm(TD方向)×20cm(MD方向)の試験片を採取し、JIS L−1096に準拠してMD方向の引張強度を測定した。
【0065】
(9)ガーレ式剛軟度[μN]
JIS L−1096 A法(ガーレ法)に準拠してMD方向の剛軟度を測定した。
【0066】
[製造例]
実施例及び比較例で使用した骨材不織布とエレクトレット不織布については、以下の方法で製造した。
【0067】
(骨材不織布)
表1に骨材不織布A〜Dの製造方法、繊維組成、樹脂組成、評価結果を一覧に示す。表1の骨材不織布は、全て湿式抄紙ケミカルボンド法にて製造した。すなわち、表の繊維組成に記載した短繊維と抄紙添加剤を水中に分散混合させて得られたスラリーを、傾斜ワイヤー上に抄紙した後、難燃剤を配合したバインダー樹脂を含浸させて、加熱乾燥することにより、これらの骨材不織布を得た。繊維の組成を変更することにより、平均孔径が78〜234μmの範囲で段階的に変化させた。
【0068】
【表1】
【0069】
(エレクトレット骨材不織布)
表2の骨材不織布E、Fは、湿式抄紙サーマルボンド法にて製造した。まず、エレクトレット添加剤を配合したポリプロピレン樹脂からなる芯鞘構造の熱接着性複合短繊維を主体繊維として、円網抄紙機で抄紙したシートを、サクションドラム型エアスルー乾燥機を通過させて、熱接着性複合短繊維の鞘成分を溶融させたところで所定厚みまでプレスし、熱融着不織布を得た。ここで用いた円網抄紙機は多層漉きが可能であるため、繊維の組成を変えて二層漉きを行うことにより、一工程で積層熱融着不織布を得ることが可能であり、骨材不織布Fは二層漉きで製造した。なお、得られた熱融着不織布はハイドロチャージ法により、エレクトレット処理した。通常、短繊維の表面処理に使用される油剤等の不純物が繊維表面に残存したり、バインダー樹脂等で後加工を行ってしまうと、エレクトレット性能が発現しないが、ここで製造した骨材不織布は、湿式抄紙工程で短繊維の表面処理剤が洗い流されていることと、バインダー樹脂を使用せず構成繊維自身の熱接着によりシート化させたこと、さらにはエレクトレット添加剤の配合等の理由により、極めて高いエレクトレット性能を有する骨材不織布が得られた。
【0070】
【表2】
【0071】
(エレクトレット不織布及び不織布)
表3にエレクトレット不織布の製造条件と評価結果を示す。メルトブローA〜Dはメルトブロー法によるものであり、紡糸条件を変更することにより、繊維径を3.9〜6.5μm、平均孔径を15〜104μmまで段階的に変化させた。メルトブローA−1、A−2、及びメルトブローD−1、D−2は同じメルトブロー不織布についてエレクトレット処理の有無を変更したものであり、メルトブローA−1及びB、C、D−1はハイドロチャージ法によるエレクトレット処理を行い、メルトブローA−2、及びD−2はエレクトレット処理を行わなかった。
【0072】
スパンボンドA−1〜A−3及びBはスパンボンド法によるものであり、A−1〜A−3は同じスパンボンド不織布についてエレクトレット処理の有無、方法を変更しており、スパンボンドA−1とBはハイドロチャージ法、スパンボンドA−2はコロナ放電法、スパンボンドA−3はエレクトレット処理を行わなかった。なお、エレクトレット不織布に使用した上記メルトブロー不織布、及びスパンボンド不織布については、全てキマソーブ944(登録商標)LD(Ciba社製)を、エレクトレット添加剤として、ベース樹脂であるポリプロピレン樹脂に対し1質量%添加した。
【0073】
【表3】
【0074】
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、実施例、比較例の濾材サンプルを作製し、各性能について評価した。表4,5にその結果を示す。また、骨材不織布、エレクトレット不織布の層間に機能粒子として、粒径を0.18〜0.36mmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製し、活性炭を挟持しないものと同様の集塵性能向上効果が発現するかを確認した。また得られたエアフィルター用濾材は、プリーツ加工を実施し、その加工性についても問題ないか確認した。
【0075】
【表4】
【0076】
【表5】
【0077】
[実施例1〜10]
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、実施例1〜10の濾材サンプルを作製し、各性能について評価した。また得られたエアフィルター用濾材は、2枚の折刃が所定のピッチで交互に濾材をたたみ込むように折り曲げて、山谷を形成するいわゆるレシプロ方式によるプリーツ加工を実施し、その加工性評価として、25mmの山高さでプリーツ加工した場合のプリーツ形状の良否とともに、折刃が擦過する山谷の先端部分において、不織布の損傷や機能粒子の漏れの発生が無いかを目視にて確認した。表4及び表5にその結果を示す。
なお、実施例8においては、骨材不織布と上層エレクトレット不織布との層間に機能粒子として、粒径を180μm〜360μmmmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製した。なお、前記ヤシガラ活性炭は質量分率でその86.5%が100〜300μmの粒径範囲に存在するものである。
【0078】
濾材の構成と評価結果について、表4及び表5にまとめた。
【0079】
実施例1〜10はいずれも積層エレクトレット不織布の各平均孔径と上層側の平均孔径が最下層側の平均孔径の2〜10倍の範囲内に調整したことにより、0.3〜0.5μm大気塵粒子の捕集効率が69〜94%と極めて高いにも関わらず、JIS15種ダスト及びISO−FINE A2ダストのダスト保持量がいずれも30g/m2を下回ることは無かった。
【0080】
実施例2、6、7は骨材不織布のみの相違で、積層エレクトレット不織布は同じメルトブローの積層パターンであるが、実施例2が骨材不織布とのバランスが良く最も優れていた。
【0081】
実施例4、5は積層エレクトレット不織布の上層側にメルトブロー不織布では無く、スパンボンド不織布を積層したものであるが、メルトブロー不織布同様の効果が得られ、どちらも優れていた。特に実施例4と5の相違点は上層エレクトレット不織布のみであるが、実施例4ではいずれのエレクトレット不織布もハイドロチャージ法を採用しているため、実施例5よりも寿命性能において格段に優れていた。すなわち、この集塵寿命の延命効果が単に各不織布層の孔径バランスのみで得られたわけではなく、エレクトレット性能のバランスも加味され、相乗効果により得られたことが分かる。
【0082】
実施例8は、骨材不織布とエレクトレット不織布の層間に機能粒子として粒状活性炭を熱接着パウダーとともに挟み熱融着させたものであるが、活性炭を挟持しない実施例4と同様の効果が得られていた。
【0083】
実施例9、10は、エレクトレット加工が可能な骨材不織布を作製したことにより、骨材不織布と上層側のエレクトレット不織布の機能を共有させられることができており、工程を大幅に削減できることから、低コスト化の面でも好ましい態様である。特に実施例10で用いた二層漉きのエレクトレット骨材不織布はそれ自身が粗密構造とエレクトレット性能の両方を有するため、特に高い性能が得られた。
【0084】
実施例のエアフィルター濾材については、レシプロ加工機を用いてプリーツ加工性についても、確認を行ったが、何れも良好に加工でき、全く問題なかった。
【0085】
【表6】
【0086】
[比較例1〜7]
前記骨材不織布とエレクトレット不織布を組み合わせ、少量の熱接着パウダーを界面に散布して、溶融接着させることにより、比較例1〜7の濾材サンプルを作製し、各性能について評価した。表6にその結果を示す。また得られたエアフィルター用濾材は、プリーツ加工を実施し、その加工性についても問題ないか確認した。
【0087】
また、比較例7においては、骨材不織布と上層エレクトレット不織布との層間に機能粒子として、粒径を0.18〜0.36mmに調整した粒状のヤシガラ活性炭と熱接着パウダーを3:1の質量比となるように混合して挟持融着させたサンプルを作製した。なお、前記ヤシガラ活性炭は質量分率でその86.5%が100〜300μmの粒径範囲に存在するものである。
【0088】
濾材の構成と評価結果について、表6にまとめた。
【0089】
比較例1、2については、積層エレクトレット不織布を用いず、平均孔径の小さい高性能メルトブロー不織布を直接骨材不織布に貼り合せたため、エレクトレット不織布の目詰まりが早く、実施例に比べ、ダスト保持量が著しく低下した。
【0090】
比較例3は、積層エレクトレット不織布を使用したが、二層とも平均孔径が小さいメルトブロー不織布を使用したことに加え、二層の平均孔径の比が1.4であって2に満たないため、十分な粗密構造が得られず、ダスト保持量が少なくなった。
【0091】
比較例4は実施例4、5と同じ積層構造を有しているが、上層側エレクトレット不織布にあたるスパンボンド不織布にエレクトレット処理を行わなかったため、極端にダスト保持量が低下した。
【0092】
比較例5は実施例1と同じ積層構造を有しているが、上層側、最下層側ともに、エレクトレット不織布にあたるメルトブロー不織布にエレクトレット処理を行わなかったため、こちらも極端にダスト保持量が低下するとともに、微細塵捕集効率も極めて低かった。
【0093】
比較例6、7は積層エレクトレット不織布の上層側にハイドロチャージ法によりエレクトレット処理されたスパンボンド不織布を採用しているが、目付が12g/m2と小さすぎたことと、繊維径がメルトブロー不織布に比べ太いことから、十分な積層効果が得られず、ダスト保持量が小さかった。なお、比較例7はスパンボンド層の強度が不足していることから、プリーツ折り曲げ部のエレクトレット不織布側に活性炭に起因する破れ、穴開きが発生し、もれ出た活性炭粒子が工程中に散乱したため、加工を中止した。
【0094】
以上の比較例、実施例の結果から、本発明のエアフィルター濾材は、微細塵の捕集効率が極めて高いにも関わらず、通常は背反する特性であるダスト保持量についても極めて大きく、長寿命のエアフィルター濾材を実現できることが確認された。
【産業上の利用可能性】
【0095】
本発明によるエアフィルター用濾材は、低圧損でありながら微細塵捕集性能と集塵寿命に優れ、自動車や鉄道車両等の車室内の空気を清浄化するためのエアフィルター、病院、オフィス等で使用される空気清浄機用フィルター、エアコン用フィルター、OA機器の吸気・排気フィルター、ビル空調用フィルター、産業用クリーンルーム用フィルター等のエアフィルター濾材として好ましく使用され、特に処理風速の速い自動車キャビン用エアフィルターの用途に適する。
【符号の説明】
【0096】
1:骨材不織布
2:エレクトレット不織布(スパンボンド)
3:エレクトレット不織布(メルトブロー)
【特許請求の範囲】
【請求項1】
少なくとも二層のエレクトレット不織布を含む積層エレクトレット不織布であって、最下層のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、かつ上層側エレクトレット不織布の平均孔径が最下層エレクトレット不織布の平均孔径の2〜10倍である積層エレクトレット不織布を有することを特徴とするエアフィルター用濾材。
上層側エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
【請求項2】
さらに骨材不織布が最上層側に積層配置されており、該骨材不織布の平均孔径が上層側エレクトレット不織布の平均孔径の0.6〜1.5倍であることを特徴とする請求項1記載のエアフィルター用濾材。
【請求項3】
面風速6.5m/minでの0.3μm粒子捕集効率が40%以上であることを特徴とする請求項1または2記載のエアフィルター用濾材。
【請求項4】
機能性粒子を含むことを特徴とする請求項1〜3のいずれかに記載のエアフィルター用濾材。
【請求項5】
前記機能性粒子が上層側エレクトレット不織布と接触しており、該機能性粒子の少なくとも50%以上が100〜300μmの粒径範囲に分布していることを特徴とする請求項4記載のエアフィルター用濾材。
【請求項6】
前記積層エレクトレット不織布のMD方向の引張強度が少なくとも10N/5cm以上であることを特徴とする請求項1〜5のいずれかに記載のエアフィルター用濾材。
【請求項7】
前記積層エレクトレット不織布のMD方向のガーレ剛軟度が2000μN以上であることを特徴とする請求項1〜6のいずれかに記載のエアフィルター用濾材。
【請求項8】
前記積層エレクトレット不織布の少なくとも一層が、繊度の異なる熱可塑性樹脂短繊維を主体とし、バインダー樹脂を含まないことを特徴とする請求項1〜7のいずれかに記載のエアフィルター用濾材。
【請求項9】
前記積層エレクトレット不織布の少なくとも一層が、熱融着湿式不織布であることを特徴とする請求項1〜8のいずれかに記載のエアフィルター用濾材。
【請求項10】
前記積層エレクトレット不織布の少なくとも一層がヒンダードアミン系添加剤を0.01〜3質量%の範囲で含有し、ハイドロチャージ法によりエレクトレット処理されていることを特徴とする請求項1〜9のいずれかに記載のエアフィルター用濾材。
【請求項11】
請求項1〜10のいずれかに記載のエアフィルター用濾材を用いることを特徴とする自動車キャビン用フィルター。
【請求項1】
少なくとも二層のエレクトレット不織布を含む積層エレクトレット不織布であって、最下層のエレクトレット不織布と上層側のエレクトレット不織布の平均孔径が以下の範囲内に存在し、かつ上層側エレクトレット不織布の平均孔径が最下層エレクトレット不織布の平均孔径の2〜10倍である積層エレクトレット不織布を有することを特徴とするエアフィルター用濾材。
上層側エレクトレット不織布 平均孔径が50〜150μm
最下層エレクトレット不織布 平均孔径が5〜50μm
【請求項2】
さらに骨材不織布が最上層側に積層配置されており、該骨材不織布の平均孔径が上層側エレクトレット不織布の平均孔径の0.6〜1.5倍であることを特徴とする請求項1記載のエアフィルター用濾材。
【請求項3】
面風速6.5m/minでの0.3μm粒子捕集効率が40%以上であることを特徴とする請求項1または2記載のエアフィルター用濾材。
【請求項4】
機能性粒子を含むことを特徴とする請求項1〜3のいずれかに記載のエアフィルター用濾材。
【請求項5】
前記機能性粒子が上層側エレクトレット不織布と接触しており、該機能性粒子の少なくとも50%以上が100〜300μmの粒径範囲に分布していることを特徴とする請求項4記載のエアフィルター用濾材。
【請求項6】
前記積層エレクトレット不織布のMD方向の引張強度が少なくとも10N/5cm以上であることを特徴とする請求項1〜5のいずれかに記載のエアフィルター用濾材。
【請求項7】
前記積層エレクトレット不織布のMD方向のガーレ剛軟度が2000μN以上であることを特徴とする請求項1〜6のいずれかに記載のエアフィルター用濾材。
【請求項8】
前記積層エレクトレット不織布の少なくとも一層が、繊度の異なる熱可塑性樹脂短繊維を主体とし、バインダー樹脂を含まないことを特徴とする請求項1〜7のいずれかに記載のエアフィルター用濾材。
【請求項9】
前記積層エレクトレット不織布の少なくとも一層が、熱融着湿式不織布であることを特徴とする請求項1〜8のいずれかに記載のエアフィルター用濾材。
【請求項10】
前記積層エレクトレット不織布の少なくとも一層がヒンダードアミン系添加剤を0.01〜3質量%の範囲で含有し、ハイドロチャージ法によりエレクトレット処理されていることを特徴とする請求項1〜9のいずれかに記載のエアフィルター用濾材。
【請求項11】
請求項1〜10のいずれかに記載のエアフィルター用濾材を用いることを特徴とする自動車キャビン用フィルター。
【図1】

【公開番号】特開2010−234285(P2010−234285A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−85779(P2009−85779)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]