
エイミングスクリュ
【課題】強度の信頼性を確保する一方で低コストに製造することが可能なエイミングスクリュを提供する。
【解決手段】灯具の光軸を調整する際の被調整部材に螺合されるネジ部3と、光軸調整用の治具が歯合されるギア部4とを備え、ネジ部3とギア部4が樹脂により一体に成形されたエイミングスクリュ1であって、ネジ部3は軸心位置に空洞32を有する中空構造である。ギア部4は樹脂ギア41の歯面(43)に金属歯板42が一体に成形される。
【解決手段】灯具の光軸を調整する際の被調整部材に螺合されるネジ部3と、光軸調整用の治具が歯合されるギア部4とを備え、ネジ部3とギア部4が樹脂により一体に成形されたエイミングスクリュ1であって、ネジ部3は軸心位置に空洞32を有する中空構造である。ギア部4は樹脂ギア41の歯面(43)に金属歯板42が一体に成形される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は灯具の光軸方向を調整するために用いるエイミングスクリュに関するものである。
【背景技術】
【0002】
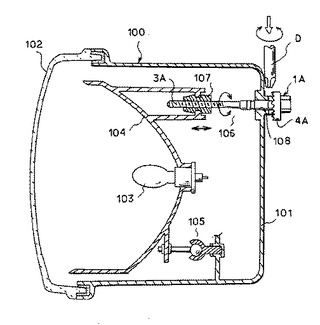
自動車のヘッドランプ等の灯具では光照射方向の基準となる光軸方向を調整するためのエイミング装置が備えられており、このエイミング装置を手動で調整するためにエイミングスクリュが設けられる。図8はこの種のエイミング装置の概念構成を示しており、ランプボディ101と前面カバー102からなるランプハウジング100内に光源(電球やLED)103を支持したリフレクタ104を上下方向及び左右方向に傾動可能に支持し、当該リフレクタ104の上下方向及び左右方向の傾動角度を調整することによってエイミング調整を行っている。このようなリフレクタ104における傾動動作を実現するために、例えば、リフレクタ104の背後の1箇所に球継ぎ手構造の支点部105を配設するとともに、この支点部105とは別の箇所にそれぞれ上下方向と左右方向の調整を行うエイミング部を配設している。ここでは上下方向のエイミング部106を図示しているが、このエイミング部106ではランプボディ101にエイミングスクリュ1Aを軸転可能に保持し、このエイミングスクリュ1Aのネジ部3Aにリフレクタ104の一部に支持したナット部材107を螺合させている。エイミングスクリュ1Aを軸転操作することによってナット部材107を前後方向に螺進させ、この螺進に伴う移動によりリフレクタ104を支点部105を支点として上下方向、左右方向に傾動させている。
【0003】
このエイミングスクリュ1Aは一部にクラウンギア(冠状歯車)からなるギア部4Aが一体に設けられており、調整治具としてのプラスドライバ(十字ネジ回し)Dをこのクラウンギア4Aに歯合させるとともに、プラスドライバDを軸転操作することによってクラウンギア4A、すなわちエイミングスクリュ1Aを軸転操作することが可能とされている。従来、この種のエイミングスクリュ1AはプラスドライバDとの歯合部での機械的な強度を確保するために全体を金属で形成し、あるいは樹脂で形成する際には少なくともクラウンギア4Aを金属で形成している。また、特許文献1に記載のように全体を樹脂で形成しても所要の機械的な強度を確保してプラスドライバでの操作をすることが可能なエイミングスクリュも提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−193023号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、エイミングスクリュを軸転操作する際の調整治具としてプラスドライバに代えてインパクトドライバを用いることが多くなっており、そのためエイミングスクリュにはインパクトドライバから受ける衝撃に耐える機械的な強度が要求される。従来の金属で形成したエイミングスクリュは、機械的な強度を確保するために金属材料として高硬度のSUS(ステンレス鋼)を用いているが、この種のSUSは高価でありエイミングスクリュの低コスト化を図る上で問題がある。ギア部のみを高硬度のSUSで構成し、これを樹脂にインサート形成したエイミングスクリュも提案されているが、ギア部を形成するためにはギア、例えばクラウンギアの径寸法以上の面積の高硬度SUS板が必要であり、低コスト化を図る上での障害になる。一方、特許文献1のように全体を樹脂で形成したエイミングスクリュは高硬度SUSが不要であるので低コスト化には有利であるが、インパクトドライバを用いた場合でのギア部における機械的な強度の信頼性を確保することが難しい。また、特許文献1のエイミングスクリュではネジ部を金属製のエイミングスクリュのネジ部分と同じ径寸法に形成しているため、このネジ部の機械的強度の信頼性を金属製のエイミングスクリュと同程度に確保することが難しいものとなっている。
【0006】
本発明の目的は強度上の信頼性を確保する一方で低コストに製造することが可能なエイミングスクリュを提供するものである。
【課題を解決するための手段】
【0007】
本発明は、灯具の光軸を調整する際の被調整部材に螺合されるネジ部と、光軸調整用の治具が歯合されるギア部とを備え、これらネジ部とギア部が樹脂により一体に成形されたエイミングスクリュであって、ネジ部は軸心位置に空洞を有する中空構造であることを特徴とする。ここで、エイミングスクリュの長さ方向の一部において空洞を閉塞する閉塞部を備える構成とすることが好ましい。
【0008】
本発明において、ギア部は歯面に金属歯板が一体に成形されていることが好ましい。この場合、金属歯板の円周方向の複数箇所にギア部の樹脂に埋設されるアンカーを一体に有する構成としてもよい。
【発明の効果】
【0009】
本発明によれば、軸心位置に空洞を設けてネジ部を中空構造としているので、ネジ部の外径寸法を増大して機械的な強度を高めても、ネジ部ないしエイミングスクリュ全体の樹脂質量の増加が抑制でき、低コスト化が実現できる。また、閉塞部によってエイミングスクリュの長さ方向の一部において空洞を閉塞することで、この部分においてエイミングスクリュは中実構造となり、当該部分における機械的な強度を高めるとともに、空洞を通して外部から水分や埃が灯具内に侵入することが防止できる。
【0010】
また、本発明によれば、ギア部の歯面に一体成形した金属歯板でギア部の機械的な強度を高めることができるとともに、金属歯板はギア部の歯面にのみ形成すればよいので金属歯板の面積を抑制でき、高硬度かつ高価格の金属歯板を用いた場合でもエイミングスクリュの低コスト化が実現できる。さらに、金属歯板の円周方向の複数箇所にギア部の樹脂に埋設されるアンカーを一体に設けることで、金属歯板をギア部に対して強固に一体化することができ、金属歯板の脱落をより確実に防止することができる。
【図面の簡単な説明】
【0011】
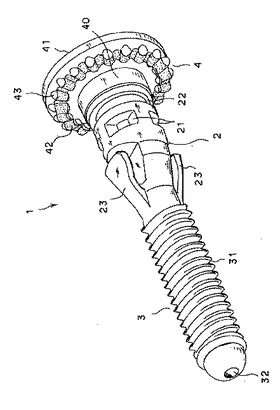
【図1】本発明のエイミングスクリュの実施形態の斜視図。
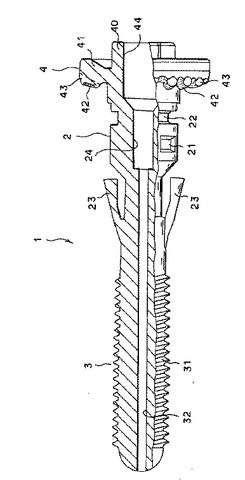
【図2】エイミングスクリュの一部を破断した側面図。
【図3】ギア部の一部の分解斜視図。
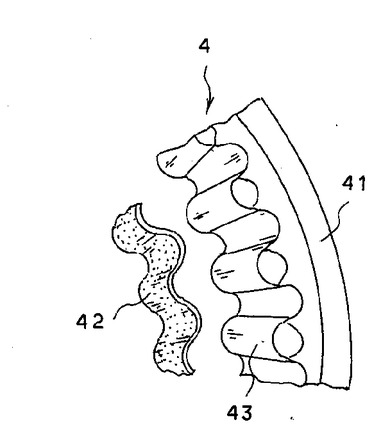
【図4】ギア部の一部の拡大断面図。
【図5】エイミングスクリュの変形例の断面図。
【図6】金属歯板の変形例の外観斜視図とギア部の一部の側面方向の断面図。
【図7】金属歯板の他の変形例の正面図。
【図8】エイミングスクリュを備えた灯具の一例の概略断面図。
【発明を実施するための形態】
【0012】
次に、本発明の実施形態について図面を参照して説明する。図1は本発明のエイミングスクリュの外観斜視図、図2は当該エイミングスクリュの一部を破断した側面図である。このエイミングスクリュ1はポリアセタール樹脂やナイロン樹脂を主体にして全体の外形状が概略円柱ロッド状に形成されており、長さ方向のほぼ後半分は図8に示したエイミングスクリュ1Aと同様にランプハウジング100のランプボディ101に軸転可能に支持させるための支持部2として構成され、前半分はリフレクタ104に支持したナット部材107に螺合されるネジ部3として構成されている。また、前記支持部2の後端部位にはギア部4が一体に形成されている。
【0013】
前記支持部2は図8に示したと同様にエイミングスクリュ1が取着されるランプボディ101に設けた円筒状の支持穴108に内挿され、当該支持穴108において軸転可能に支持される部分であり、前記支持穴108の内径にほぼ等しい外径寸法の円柱状に形成されている。この支持部2の周面には円周方向の複数箇所に肉盗み用の凹部21が設けられ、軸転される際の支持穴108の内面との摩擦抵抗を低減させている。また、支持部2の後端側のギア部4との間の周面には支持穴108との間のシール(防水)を確保するための図には表れないシールリングを嵌合させるためのシール溝22が設けられている。さらに、支持部2の前端側には後方に向けて拡径した羽根状の一対の係止片23が設けられ、エイミングスクリュ1を前記支持穴108に内挿したときにこれら係止片23の後端部が支持穴108の内縁に弾接係合することによって支持部2を支持穴108内に係止し、エイミングスクリュ1の脱落を防止する。
【0014】
前記ネジ部3は特許文献1に示したエイミングスクリュよりも外径寸法が大きく形成されており、ここでは前記支持部2の外径にほぼ等しい外径寸法に形成されるとともに、その外周面に螺旋溝、すなわちネジ条31を形成している。例えば、特許文献1のエイミングスクリュのネジ部はM5であるのに対し、この実施形態のエイミングスクリュ1ではネジ部3はM8〜M12の規格に形成している。このネジ部3は図8に示したリフレクタ104に支持したナット部材107に螺合される。
【0015】
さらに、前記ネジ部3は軸心位置に長さ方向の空洞32を形成して中空構造としている。これによりネジ部3は外径を大きくすることによって機械的な強度を増大する一方で空洞32によってネジ部3を構成する樹脂の体積の増大が抑制され、エイミングスクリュ1の全体の質量の増大及び樹脂材料の増大によるコスト高が防止される。前記空洞32の内径寸法はエイミングスクリュ1を構成している樹脂の種類やネジ部3の外径によって決定されるものであり、ネジ部3において要求される機械的な強度を確保できる範囲でなるべく大きな内径寸法に設計すればよい。
【0016】
前記ギア部4は、前記支持部2及びネジ部3と一体に成形した樹脂ギア41と、この樹脂ギア41にインサート成形した金属歯板42とで構成されている。樹脂ギア41は前記支持部2に連なる円柱ボス40を有し、このボス40の周面において軸方向と垂直な面方向に複数の歯43を放射状に配列したベベルギア(傘歯車)として形成したものである。ここではこれらの歯43は円周方向の断面形状が円弧波型となるように複数の円弧歯を円周方向に配列した構成とされている。また、前記金属歯板42は前記樹脂ギア41の歯43の円弧波型に倣って板厚み方向に円弧波状に加工された円環板として形成されている。
【0017】
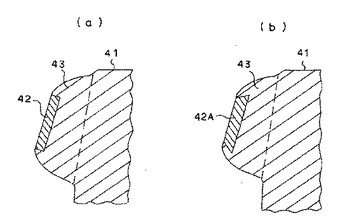
図3に一部を分解して示すように、前記金属歯板42は高硬度のSUSで構成されており、前記樹脂ギア41の樹脂成形時、換言すればエイミングスクリュ1の樹脂成形時に樹脂ギア41と一体にインサート成形することにより、金属歯板42は樹脂ギア41の歯面、すなわち円弧波型をした歯43の表面に埋設された状態で一体化され、当該歯面の一部を構成することになる。ここでは図4(a)に1つの歯43の拡大断面図を示すように、金属歯板42は樹脂ギア41の各歯43の歯面において径方向のほぼ中間領域に埋設されており、したがって金属歯板は自身の裏面と両側面において樹脂ギアに密接された状態で一体化され、これらの密接面において金属歯板は樹脂ギアに対して強固に支持されることになる。なお、図4(b)に示すように裏面の幅寸法を表面の幅寸法よりも大きくした台形断面形状の金属歯板42Aとして構成した、いわゆるアリ溝構造とし、樹脂ギア41に対する支持強度を高めることができる。
【0018】
この実施形態では、前記エイミングスクリュ1のギア部4と支持部2の各部位においても軸心位置に長さ方向の空洞44,24を形成して中空構造としている。この空洞44,24は前記ネジ部3の空洞32に連通されており、結果としてエイミングスクリュ1は全長にわたって中空構造に形成されていることになる。このようにギア部4から支持部2の領域においても中空構造とすることで、エイミングスクリュ1に必要な機械的な強度を確保する一方で質量を低減して低コスト化に有利になる。
【0019】
この実施形態のエイミングスクリュ1は、特許文献1のエイミングスクリュと同様に、すなわち図8に示したようにランプボディ101の支持穴108に内挿され、係止片23で抜け止めすることで支持部2において軸転が可能な状態で支持される。また、ネジ部3はリフレクタ104に支持したナット部材107に螺合され、軸転されたときに当該ナット部材107をランプの前後方向に螺進させ、リフレクタ104を傾動してランプ光軸の調整を行うことになる。このエイミングスクリュ1の軸転に際しては、図8に示したと同様に、調整治具としてのプラスドライバDをギア部4に対してほぼ直角な方向からギア部4の歯43に歯合させ、当該プラスドライバDを軸転操作することによってギア部4を回動させエイミングスクリュ1を軸転させることはこれまでと同じである。
【0020】
このエイミングスクリュ1においてはネジ部3の径寸法をこれまでよりも大径に形成しているので、この径寸法の増加によってネジ部3、ないしはエイミングスクリュ1の全体の機械的な強度を増大することができる。その一方でネジ部3の中心位置に設けた空洞32によってネジ部3を中空構造としているので、エイミングスクリュ1を構成する樹脂の体積の増大が抑制され、エイミングスクリュ1の質量の増大及び樹脂材料の増大によるコスト増が防止される。特に、実施形態のエイミングスクリュ1ではネジ部3はもとより、支持部2からギア部4にわたる領域についても空洞24,44を設けて中空構造としているので質量の低減効果は高く、コストの大幅な削減が可能になる。
【0021】
また、ギア部4はベベルギアとして構成した樹脂ギア41の歯面に高硬度の金属歯板42を一体に成形しているので、エイミング調整時の調整治具としてのプラスドライバあるいはインパクトドライバをギア部4に歯合させて調整を行うときには、当該調整治具は金属歯板42に当接されることになる。そのため、調整治具からギア部41に加えられる回転力や衝撃力は金属歯板42に加えられることになり、当該金属歯板42の高硬度な特性によってギア部4の歯面の機械的な強度が増大されることになる。その一方で、金属歯板42は樹脂ギア41の歯面の径方向の中間領域にのみ設けているので、ギア部4の全体を金属で形成する場合に比較して金属歯板42の面積、すなわち金属歯板42を構成している高価な高硬度のSUSの面積を小さくでき、金属歯板42のコストを低減する上で有効である。
【0022】
このように、実施形態のエイミングスクリュ1は必要とされる機械的な強度を確保しながらも樹脂質量の増大を抑制して低コスト化が実現できる。また、ギア部4における歯面での機械的な強度を確保するための金属歯板42を小型にでき、この点からもエイミングスクリュ1の低コスト化が実現できる。
【0023】
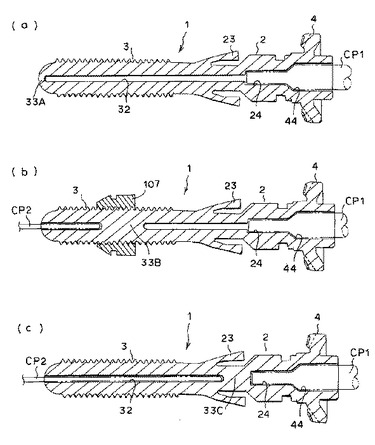
図5は前記した実施形態の変形例のエイミングスクリュの断面図である。前記実施形態のエイミングスクリュでは軸方向の全長にわたって空洞32,24,44が形成されているので、ランプハウジングの内外が当該空洞32,24,44を通して連通状態にあり、外部の水分や塵埃が空洞32,24,44を通してランプハウジング100内に侵入するおそれがある。そこで、ここでは空洞32,24,44のうち、ネジ部3に設けた空洞32をエイミングスクリュ1の軸方向の一部において閉塞した閉塞部33Aを設けている。図5(a)では、エイミングスクリュ1の先端部に閉塞部33Aを設け、この先端部において空洞32を閉じて当該部分を中実構造としている。このエイミングスクリュ1を成形する際には、ネジ部3の先端側からはコアピンを配設することはなく、同図に鎖線で示すように空洞24,44を形成するためのコアピンCP1を金型に配設するが、このコアピンCP1を軸方向に貫通する通気孔(図示せず)を通して窒素ガスを注入することで先端部に閉塞部33Aを有する空洞32を製造することができる。したがって、このエイミングスクリュに1よれば空洞32は先端部位において閉塞部33により閉塞されるので、空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができる。
【0024】
図5(b)は、エイミングスクリュ1のネジ部3の一部、特に図8に示したナット部材107に螺合する部分を含む領域において空洞32を閉塞する閉塞部33Bを設け、この部分を中実構造としている。この場合には、図5(b)に鎖線で示すように、エイミングスクリュ1の基端側と先端側からそれぞれコアピンCP1,CP2を配設すると同時に、基端側のコアピンCP1に設けた通気孔から窒素ガスを注入して空洞32を形成する。これにより、先端側のコアピンCP2との間に閉塞部33Bが形成でき空洞32を閉塞することができる。このエイミングスクリュ1によれば、ナット部材107に螺合する部分が閉塞部33Bによって中実構造とされるので、ナット部材107を介してリフレクタ104から伝えられる応力に対する強度を高めて安定したエイミング調整が実現できる。また、閉塞部33Bによって空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができることは言うまでもない。
【0025】
図5(c)は、エイミングスクリュ1の支持部2において空洞32を閉塞した閉塞部33Cを設けて中実構造としている。この空洞を形成する際には、エイミングスクリュ1の基端側と先端側からそれぞれコアピンCP1,CP2を配設するが、先端側の細径のコアピンCP2を空洞32の長さよりも幾分短く形成することによりコアピンCP1との間の支持部2に閉塞部33Cを形成する。支持部2は前記したように係止片23を形成しており、この係止片23を設けた部位においてエイミングスクリュ1の径寸法が小さくなっている。この径寸法が小さくされた部分を閉塞部33Cによって中実構造とすることで、エイミングスクリュ1をランプハウジング100に支持させたときにランプハウジング100との間に生じる応力に対する強度を高めて、安定した支持を行うことができる。空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができることは同じである。
【0026】
本発明における閉塞部は前記3つの例で示した箇所に限られるものではなく、例えば支持部2の係止片23よりも基端側に設けた空洞24の一部あるいは全部を閉塞する構成であってもよい。あるいは、ギア部4に設けた空洞44の一部あるいは全部を閉塞する構成であってもよい。また、閉塞部33A〜33Cの軸方向の長さはエイミングスクリュ1に要求される機械的な強度に応じて適宜の長さに設計することが可能である。
【0027】
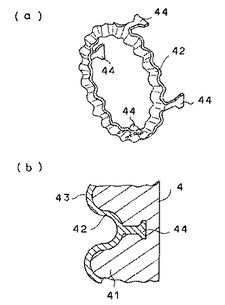
一方、ギア部4においては、樹脂ギア41の表面に金属歯板42を一体にインサート成形するのみでは両者の接合力に限界があり、ドライバDにより操作されたときに加えられる応力によって金属歯板42が樹脂ギア41から脱落することも考えられる。そこで、図6(a)に外観斜視図を示すように、金属歯板42の円周外縁の複数箇所4にそれぞれ板厚方向の裏面方向に向けて、すなわちエイミングスクリュ1の軸方向に向けてアンカー44を突出形成している。ここでは、金属歯板42をプレス加工する際に円周方向に4分した4箇所にそれぞれ背面側に向けて突出したアンカー44を一体に設けている。アンカー44は突出方向の先端に向けて幅広になる楔状に形成している。
【0028】
そして、エイミングスクリュ1を樹脂成形する際に金属歯板42をインサート成形することにより、図6(b)にギア部4の軸方向の一部を側面方向から見た断面図を示すように、金属歯板42が樹脂ギア41の表面に埋設されるのと同時に、アンカー44は樹脂ギア41の軸方向の内部の深い位置に埋設される。これにより、金属歯板42にドライバDの操作力が加えられた場合でも、アンカー44は樹脂ギア41内に深く埋設され、しかもアンカー44は楔状をしているので樹脂ギア41から引き抜かれることも難しく、金属歯板42が樹脂ギア41から脱落することが確実に防止できる。
【0029】
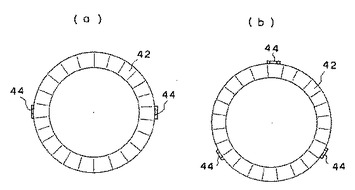
実施形態では4つのアンカーを設けたが、アンカーは金属歯板42の全周方向にわたって脱落を防止するために円周方向に均等に配設されていればよい。例えば、図7(a)のように金属歯板42の円周を2分した2箇所にアンカー44を配設してもよく、あるいは図7(b)のように金属歯板42の円周を3分した3箇所にアンカー44を配設してもよい。また、図示は省略するが、アンカーの形状はメタルが脱落する方向への移動を係止する構成であればよいので、楔状に限られるものではなく先端が幅広の矩形状、あるいはその他の形状として構成されてもよい。
【0030】
実施形態ではネジ部3の外径寸法は支持部2の外径寸法にほぼ等しく形成しているが、これはエイミングスクリュ1をランプボディ101の外側から支持穴108に内挿する際に前端側のネジ部3を挿通させることができる最大の径寸法に構成したことによるものであり、エイミングスクリュ1に必要な強度が確保されるものであれば支持部2よりも小径であってもよい。また、このネジ部3の外径寸法は軸心位置に形成する空洞32の内径寸法の違いによっても異なる寸法に設計することが可能である。
【0031】
実施形態ではギア部4をベベルギアとして構成しているが、これに限定されるものではなく、同等の機能を有するものであれば例えばクラウンギアとして形成してもよい。また、歯43の形状も実施形態の円弧波型に限定されるものではなく三角波型の歯であってもよい。さらに、金属歯板42は樹脂ギア41の歯面の径方向の一部に設けているが、歯面の全面にわたって配設してもよい。ただし、配設する面積が大きくなれば金属歯板42で構成したことによる低コスト化の利点が少なくなるので、コストとの関係をみながら強度保持に最小限必要とされる領域にのみ金属歯板42を設けるようにすればよい。
【産業上の利用可能性】
【0032】
本発明はエイミング装置を備えた車両用灯具に用いられるエイミングスクリュに採用することが可能である。
【符号の説明】
【0033】
1 エイミングスクリュ
2 支持部
3 ネジ部
4 ギア部
24,32,44 空洞
31 ネジ条
33A,33B,33C 閉塞部
41 樹脂ギア
42 金属歯板
43 歯(歯面)
44 アンカー
100 ランプハウジング
101 ランプボディ
102 前面カバー
103 光源
104 リフレクタ
105 支点部
106 エイミング部
107 ナット部材
108 支持穴
【技術分野】
【0001】
本発明は灯具の光軸方向を調整するために用いるエイミングスクリュに関するものである。
【背景技術】
【0002】
自動車のヘッドランプ等の灯具では光照射方向の基準となる光軸方向を調整するためのエイミング装置が備えられており、このエイミング装置を手動で調整するためにエイミングスクリュが設けられる。図8はこの種のエイミング装置の概念構成を示しており、ランプボディ101と前面カバー102からなるランプハウジング100内に光源(電球やLED)103を支持したリフレクタ104を上下方向及び左右方向に傾動可能に支持し、当該リフレクタ104の上下方向及び左右方向の傾動角度を調整することによってエイミング調整を行っている。このようなリフレクタ104における傾動動作を実現するために、例えば、リフレクタ104の背後の1箇所に球継ぎ手構造の支点部105を配設するとともに、この支点部105とは別の箇所にそれぞれ上下方向と左右方向の調整を行うエイミング部を配設している。ここでは上下方向のエイミング部106を図示しているが、このエイミング部106ではランプボディ101にエイミングスクリュ1Aを軸転可能に保持し、このエイミングスクリュ1Aのネジ部3Aにリフレクタ104の一部に支持したナット部材107を螺合させている。エイミングスクリュ1Aを軸転操作することによってナット部材107を前後方向に螺進させ、この螺進に伴う移動によりリフレクタ104を支点部105を支点として上下方向、左右方向に傾動させている。
【0003】
このエイミングスクリュ1Aは一部にクラウンギア(冠状歯車)からなるギア部4Aが一体に設けられており、調整治具としてのプラスドライバ(十字ネジ回し)Dをこのクラウンギア4Aに歯合させるとともに、プラスドライバDを軸転操作することによってクラウンギア4A、すなわちエイミングスクリュ1Aを軸転操作することが可能とされている。従来、この種のエイミングスクリュ1AはプラスドライバDとの歯合部での機械的な強度を確保するために全体を金属で形成し、あるいは樹脂で形成する際には少なくともクラウンギア4Aを金属で形成している。また、特許文献1に記載のように全体を樹脂で形成しても所要の機械的な強度を確保してプラスドライバでの操作をすることが可能なエイミングスクリュも提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−193023号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、エイミングスクリュを軸転操作する際の調整治具としてプラスドライバに代えてインパクトドライバを用いることが多くなっており、そのためエイミングスクリュにはインパクトドライバから受ける衝撃に耐える機械的な強度が要求される。従来の金属で形成したエイミングスクリュは、機械的な強度を確保するために金属材料として高硬度のSUS(ステンレス鋼)を用いているが、この種のSUSは高価でありエイミングスクリュの低コスト化を図る上で問題がある。ギア部のみを高硬度のSUSで構成し、これを樹脂にインサート形成したエイミングスクリュも提案されているが、ギア部を形成するためにはギア、例えばクラウンギアの径寸法以上の面積の高硬度SUS板が必要であり、低コスト化を図る上での障害になる。一方、特許文献1のように全体を樹脂で形成したエイミングスクリュは高硬度SUSが不要であるので低コスト化には有利であるが、インパクトドライバを用いた場合でのギア部における機械的な強度の信頼性を確保することが難しい。また、特許文献1のエイミングスクリュではネジ部を金属製のエイミングスクリュのネジ部分と同じ径寸法に形成しているため、このネジ部の機械的強度の信頼性を金属製のエイミングスクリュと同程度に確保することが難しいものとなっている。
【0006】
本発明の目的は強度上の信頼性を確保する一方で低コストに製造することが可能なエイミングスクリュを提供するものである。
【課題を解決するための手段】
【0007】
本発明は、灯具の光軸を調整する際の被調整部材に螺合されるネジ部と、光軸調整用の治具が歯合されるギア部とを備え、これらネジ部とギア部が樹脂により一体に成形されたエイミングスクリュであって、ネジ部は軸心位置に空洞を有する中空構造であることを特徴とする。ここで、エイミングスクリュの長さ方向の一部において空洞を閉塞する閉塞部を備える構成とすることが好ましい。
【0008】
本発明において、ギア部は歯面に金属歯板が一体に成形されていることが好ましい。この場合、金属歯板の円周方向の複数箇所にギア部の樹脂に埋設されるアンカーを一体に有する構成としてもよい。
【発明の効果】
【0009】
本発明によれば、軸心位置に空洞を設けてネジ部を中空構造としているので、ネジ部の外径寸法を増大して機械的な強度を高めても、ネジ部ないしエイミングスクリュ全体の樹脂質量の増加が抑制でき、低コスト化が実現できる。また、閉塞部によってエイミングスクリュの長さ方向の一部において空洞を閉塞することで、この部分においてエイミングスクリュは中実構造となり、当該部分における機械的な強度を高めるとともに、空洞を通して外部から水分や埃が灯具内に侵入することが防止できる。
【0010】
また、本発明によれば、ギア部の歯面に一体成形した金属歯板でギア部の機械的な強度を高めることができるとともに、金属歯板はギア部の歯面にのみ形成すればよいので金属歯板の面積を抑制でき、高硬度かつ高価格の金属歯板を用いた場合でもエイミングスクリュの低コスト化が実現できる。さらに、金属歯板の円周方向の複数箇所にギア部の樹脂に埋設されるアンカーを一体に設けることで、金属歯板をギア部に対して強固に一体化することができ、金属歯板の脱落をより確実に防止することができる。
【図面の簡単な説明】
【0011】
【図1】本発明のエイミングスクリュの実施形態の斜視図。
【図2】エイミングスクリュの一部を破断した側面図。
【図3】ギア部の一部の分解斜視図。
【図4】ギア部の一部の拡大断面図。
【図5】エイミングスクリュの変形例の断面図。
【図6】金属歯板の変形例の外観斜視図とギア部の一部の側面方向の断面図。
【図7】金属歯板の他の変形例の正面図。
【図8】エイミングスクリュを備えた灯具の一例の概略断面図。
【発明を実施するための形態】
【0012】
次に、本発明の実施形態について図面を参照して説明する。図1は本発明のエイミングスクリュの外観斜視図、図2は当該エイミングスクリュの一部を破断した側面図である。このエイミングスクリュ1はポリアセタール樹脂やナイロン樹脂を主体にして全体の外形状が概略円柱ロッド状に形成されており、長さ方向のほぼ後半分は図8に示したエイミングスクリュ1Aと同様にランプハウジング100のランプボディ101に軸転可能に支持させるための支持部2として構成され、前半分はリフレクタ104に支持したナット部材107に螺合されるネジ部3として構成されている。また、前記支持部2の後端部位にはギア部4が一体に形成されている。
【0013】
前記支持部2は図8に示したと同様にエイミングスクリュ1が取着されるランプボディ101に設けた円筒状の支持穴108に内挿され、当該支持穴108において軸転可能に支持される部分であり、前記支持穴108の内径にほぼ等しい外径寸法の円柱状に形成されている。この支持部2の周面には円周方向の複数箇所に肉盗み用の凹部21が設けられ、軸転される際の支持穴108の内面との摩擦抵抗を低減させている。また、支持部2の後端側のギア部4との間の周面には支持穴108との間のシール(防水)を確保するための図には表れないシールリングを嵌合させるためのシール溝22が設けられている。さらに、支持部2の前端側には後方に向けて拡径した羽根状の一対の係止片23が設けられ、エイミングスクリュ1を前記支持穴108に内挿したときにこれら係止片23の後端部が支持穴108の内縁に弾接係合することによって支持部2を支持穴108内に係止し、エイミングスクリュ1の脱落を防止する。
【0014】
前記ネジ部3は特許文献1に示したエイミングスクリュよりも外径寸法が大きく形成されており、ここでは前記支持部2の外径にほぼ等しい外径寸法に形成されるとともに、その外周面に螺旋溝、すなわちネジ条31を形成している。例えば、特許文献1のエイミングスクリュのネジ部はM5であるのに対し、この実施形態のエイミングスクリュ1ではネジ部3はM8〜M12の規格に形成している。このネジ部3は図8に示したリフレクタ104に支持したナット部材107に螺合される。
【0015】
さらに、前記ネジ部3は軸心位置に長さ方向の空洞32を形成して中空構造としている。これによりネジ部3は外径を大きくすることによって機械的な強度を増大する一方で空洞32によってネジ部3を構成する樹脂の体積の増大が抑制され、エイミングスクリュ1の全体の質量の増大及び樹脂材料の増大によるコスト高が防止される。前記空洞32の内径寸法はエイミングスクリュ1を構成している樹脂の種類やネジ部3の外径によって決定されるものであり、ネジ部3において要求される機械的な強度を確保できる範囲でなるべく大きな内径寸法に設計すればよい。
【0016】
前記ギア部4は、前記支持部2及びネジ部3と一体に成形した樹脂ギア41と、この樹脂ギア41にインサート成形した金属歯板42とで構成されている。樹脂ギア41は前記支持部2に連なる円柱ボス40を有し、このボス40の周面において軸方向と垂直な面方向に複数の歯43を放射状に配列したベベルギア(傘歯車)として形成したものである。ここではこれらの歯43は円周方向の断面形状が円弧波型となるように複数の円弧歯を円周方向に配列した構成とされている。また、前記金属歯板42は前記樹脂ギア41の歯43の円弧波型に倣って板厚み方向に円弧波状に加工された円環板として形成されている。
【0017】
図3に一部を分解して示すように、前記金属歯板42は高硬度のSUSで構成されており、前記樹脂ギア41の樹脂成形時、換言すればエイミングスクリュ1の樹脂成形時に樹脂ギア41と一体にインサート成形することにより、金属歯板42は樹脂ギア41の歯面、すなわち円弧波型をした歯43の表面に埋設された状態で一体化され、当該歯面の一部を構成することになる。ここでは図4(a)に1つの歯43の拡大断面図を示すように、金属歯板42は樹脂ギア41の各歯43の歯面において径方向のほぼ中間領域に埋設されており、したがって金属歯板は自身の裏面と両側面において樹脂ギアに密接された状態で一体化され、これらの密接面において金属歯板は樹脂ギアに対して強固に支持されることになる。なお、図4(b)に示すように裏面の幅寸法を表面の幅寸法よりも大きくした台形断面形状の金属歯板42Aとして構成した、いわゆるアリ溝構造とし、樹脂ギア41に対する支持強度を高めることができる。
【0018】
この実施形態では、前記エイミングスクリュ1のギア部4と支持部2の各部位においても軸心位置に長さ方向の空洞44,24を形成して中空構造としている。この空洞44,24は前記ネジ部3の空洞32に連通されており、結果としてエイミングスクリュ1は全長にわたって中空構造に形成されていることになる。このようにギア部4から支持部2の領域においても中空構造とすることで、エイミングスクリュ1に必要な機械的な強度を確保する一方で質量を低減して低コスト化に有利になる。
【0019】
この実施形態のエイミングスクリュ1は、特許文献1のエイミングスクリュと同様に、すなわち図8に示したようにランプボディ101の支持穴108に内挿され、係止片23で抜け止めすることで支持部2において軸転が可能な状態で支持される。また、ネジ部3はリフレクタ104に支持したナット部材107に螺合され、軸転されたときに当該ナット部材107をランプの前後方向に螺進させ、リフレクタ104を傾動してランプ光軸の調整を行うことになる。このエイミングスクリュ1の軸転に際しては、図8に示したと同様に、調整治具としてのプラスドライバDをギア部4に対してほぼ直角な方向からギア部4の歯43に歯合させ、当該プラスドライバDを軸転操作することによってギア部4を回動させエイミングスクリュ1を軸転させることはこれまでと同じである。
【0020】
このエイミングスクリュ1においてはネジ部3の径寸法をこれまでよりも大径に形成しているので、この径寸法の増加によってネジ部3、ないしはエイミングスクリュ1の全体の機械的な強度を増大することができる。その一方でネジ部3の中心位置に設けた空洞32によってネジ部3を中空構造としているので、エイミングスクリュ1を構成する樹脂の体積の増大が抑制され、エイミングスクリュ1の質量の増大及び樹脂材料の増大によるコスト増が防止される。特に、実施形態のエイミングスクリュ1ではネジ部3はもとより、支持部2からギア部4にわたる領域についても空洞24,44を設けて中空構造としているので質量の低減効果は高く、コストの大幅な削減が可能になる。
【0021】
また、ギア部4はベベルギアとして構成した樹脂ギア41の歯面に高硬度の金属歯板42を一体に成形しているので、エイミング調整時の調整治具としてのプラスドライバあるいはインパクトドライバをギア部4に歯合させて調整を行うときには、当該調整治具は金属歯板42に当接されることになる。そのため、調整治具からギア部41に加えられる回転力や衝撃力は金属歯板42に加えられることになり、当該金属歯板42の高硬度な特性によってギア部4の歯面の機械的な強度が増大されることになる。その一方で、金属歯板42は樹脂ギア41の歯面の径方向の中間領域にのみ設けているので、ギア部4の全体を金属で形成する場合に比較して金属歯板42の面積、すなわち金属歯板42を構成している高価な高硬度のSUSの面積を小さくでき、金属歯板42のコストを低減する上で有効である。
【0022】
このように、実施形態のエイミングスクリュ1は必要とされる機械的な強度を確保しながらも樹脂質量の増大を抑制して低コスト化が実現できる。また、ギア部4における歯面での機械的な強度を確保するための金属歯板42を小型にでき、この点からもエイミングスクリュ1の低コスト化が実現できる。
【0023】
図5は前記した実施形態の変形例のエイミングスクリュの断面図である。前記実施形態のエイミングスクリュでは軸方向の全長にわたって空洞32,24,44が形成されているので、ランプハウジングの内外が当該空洞32,24,44を通して連通状態にあり、外部の水分や塵埃が空洞32,24,44を通してランプハウジング100内に侵入するおそれがある。そこで、ここでは空洞32,24,44のうち、ネジ部3に設けた空洞32をエイミングスクリュ1の軸方向の一部において閉塞した閉塞部33Aを設けている。図5(a)では、エイミングスクリュ1の先端部に閉塞部33Aを設け、この先端部において空洞32を閉じて当該部分を中実構造としている。このエイミングスクリュ1を成形する際には、ネジ部3の先端側からはコアピンを配設することはなく、同図に鎖線で示すように空洞24,44を形成するためのコアピンCP1を金型に配設するが、このコアピンCP1を軸方向に貫通する通気孔(図示せず)を通して窒素ガスを注入することで先端部に閉塞部33Aを有する空洞32を製造することができる。したがって、このエイミングスクリュに1よれば空洞32は先端部位において閉塞部33により閉塞されるので、空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができる。
【0024】
図5(b)は、エイミングスクリュ1のネジ部3の一部、特に図8に示したナット部材107に螺合する部分を含む領域において空洞32を閉塞する閉塞部33Bを設け、この部分を中実構造としている。この場合には、図5(b)に鎖線で示すように、エイミングスクリュ1の基端側と先端側からそれぞれコアピンCP1,CP2を配設すると同時に、基端側のコアピンCP1に設けた通気孔から窒素ガスを注入して空洞32を形成する。これにより、先端側のコアピンCP2との間に閉塞部33Bが形成でき空洞32を閉塞することができる。このエイミングスクリュ1によれば、ナット部材107に螺合する部分が閉塞部33Bによって中実構造とされるので、ナット部材107を介してリフレクタ104から伝えられる応力に対する強度を高めて安定したエイミング調整が実現できる。また、閉塞部33Bによって空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができることは言うまでもない。
【0025】
図5(c)は、エイミングスクリュ1の支持部2において空洞32を閉塞した閉塞部33Cを設けて中実構造としている。この空洞を形成する際には、エイミングスクリュ1の基端側と先端側からそれぞれコアピンCP1,CP2を配設するが、先端側の細径のコアピンCP2を空洞32の長さよりも幾分短く形成することによりコアピンCP1との間の支持部2に閉塞部33Cを形成する。支持部2は前記したように係止片23を形成しており、この係止片23を設けた部位においてエイミングスクリュ1の径寸法が小さくなっている。この径寸法が小さくされた部分を閉塞部33Cによって中実構造とすることで、エイミングスクリュ1をランプハウジング100に支持させたときにランプハウジング100との間に生じる応力に対する強度を高めて、安定した支持を行うことができる。空洞32ないし空洞24,44を通して外部の水分や埃がランプハウジング100内に侵入することを防止することができることは同じである。
【0026】
本発明における閉塞部は前記3つの例で示した箇所に限られるものではなく、例えば支持部2の係止片23よりも基端側に設けた空洞24の一部あるいは全部を閉塞する構成であってもよい。あるいは、ギア部4に設けた空洞44の一部あるいは全部を閉塞する構成であってもよい。また、閉塞部33A〜33Cの軸方向の長さはエイミングスクリュ1に要求される機械的な強度に応じて適宜の長さに設計することが可能である。
【0027】
一方、ギア部4においては、樹脂ギア41の表面に金属歯板42を一体にインサート成形するのみでは両者の接合力に限界があり、ドライバDにより操作されたときに加えられる応力によって金属歯板42が樹脂ギア41から脱落することも考えられる。そこで、図6(a)に外観斜視図を示すように、金属歯板42の円周外縁の複数箇所4にそれぞれ板厚方向の裏面方向に向けて、すなわちエイミングスクリュ1の軸方向に向けてアンカー44を突出形成している。ここでは、金属歯板42をプレス加工する際に円周方向に4分した4箇所にそれぞれ背面側に向けて突出したアンカー44を一体に設けている。アンカー44は突出方向の先端に向けて幅広になる楔状に形成している。
【0028】
そして、エイミングスクリュ1を樹脂成形する際に金属歯板42をインサート成形することにより、図6(b)にギア部4の軸方向の一部を側面方向から見た断面図を示すように、金属歯板42が樹脂ギア41の表面に埋設されるのと同時に、アンカー44は樹脂ギア41の軸方向の内部の深い位置に埋設される。これにより、金属歯板42にドライバDの操作力が加えられた場合でも、アンカー44は樹脂ギア41内に深く埋設され、しかもアンカー44は楔状をしているので樹脂ギア41から引き抜かれることも難しく、金属歯板42が樹脂ギア41から脱落することが確実に防止できる。
【0029】
実施形態では4つのアンカーを設けたが、アンカーは金属歯板42の全周方向にわたって脱落を防止するために円周方向に均等に配設されていればよい。例えば、図7(a)のように金属歯板42の円周を2分した2箇所にアンカー44を配設してもよく、あるいは図7(b)のように金属歯板42の円周を3分した3箇所にアンカー44を配設してもよい。また、図示は省略するが、アンカーの形状はメタルが脱落する方向への移動を係止する構成であればよいので、楔状に限られるものではなく先端が幅広の矩形状、あるいはその他の形状として構成されてもよい。
【0030】
実施形態ではネジ部3の外径寸法は支持部2の外径寸法にほぼ等しく形成しているが、これはエイミングスクリュ1をランプボディ101の外側から支持穴108に内挿する際に前端側のネジ部3を挿通させることができる最大の径寸法に構成したことによるものであり、エイミングスクリュ1に必要な強度が確保されるものであれば支持部2よりも小径であってもよい。また、このネジ部3の外径寸法は軸心位置に形成する空洞32の内径寸法の違いによっても異なる寸法に設計することが可能である。
【0031】
実施形態ではギア部4をベベルギアとして構成しているが、これに限定されるものではなく、同等の機能を有するものであれば例えばクラウンギアとして形成してもよい。また、歯43の形状も実施形態の円弧波型に限定されるものではなく三角波型の歯であってもよい。さらに、金属歯板42は樹脂ギア41の歯面の径方向の一部に設けているが、歯面の全面にわたって配設してもよい。ただし、配設する面積が大きくなれば金属歯板42で構成したことによる低コスト化の利点が少なくなるので、コストとの関係をみながら強度保持に最小限必要とされる領域にのみ金属歯板42を設けるようにすればよい。
【産業上の利用可能性】
【0032】
本発明はエイミング装置を備えた車両用灯具に用いられるエイミングスクリュに採用することが可能である。
【符号の説明】
【0033】
1 エイミングスクリュ
2 支持部
3 ネジ部
4 ギア部
24,32,44 空洞
31 ネジ条
33A,33B,33C 閉塞部
41 樹脂ギア
42 金属歯板
43 歯(歯面)
44 アンカー
100 ランプハウジング
101 ランプボディ
102 前面カバー
103 光源
104 リフレクタ
105 支点部
106 エイミング部
107 ナット部材
108 支持穴
【特許請求の範囲】
【請求項1】
灯具の光軸を調整する際の被調整部材に螺合されるネジ部と、光軸調整用の治具が歯合されるギア部とを備え、これらネジ部とギア部が樹脂により一体に成形されたエイミングスクリュであって、前記ネジ部は軸心位置に空洞を有する中空構造であることを特徴とするエイミングスクリュ。
【請求項2】
前記エイミングスクリュの長さ方向の一部において前記空洞を閉塞する閉塞部を備えることを特徴とする請求項1に記載のエイミングスクリュ。
【請求項3】
前記ギア部は歯面に金属歯板が一体に成形されていることを特徴とする請求項1又は2に記載のエイミングスクリュ。
【請求項4】
前記金属歯板は円周方向の複数箇所に前記ギア部の樹脂に埋設されるアンカーを一体に有することを特徴とする請求項3に記載のエイミングスクリュ。
【請求項1】
灯具の光軸を調整する際の被調整部材に螺合されるネジ部と、光軸調整用の治具が歯合されるギア部とを備え、これらネジ部とギア部が樹脂により一体に成形されたエイミングスクリュであって、前記ネジ部は軸心位置に空洞を有する中空構造であることを特徴とするエイミングスクリュ。
【請求項2】
前記エイミングスクリュの長さ方向の一部において前記空洞を閉塞する閉塞部を備えることを特徴とする請求項1に記載のエイミングスクリュ。
【請求項3】
前記ギア部は歯面に金属歯板が一体に成形されていることを特徴とする請求項1又は2に記載のエイミングスクリュ。
【請求項4】
前記金属歯板は円周方向の複数箇所に前記ギア部の樹脂に埋設されるアンカーを一体に有することを特徴とする請求項3に記載のエイミングスクリュ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−82430(P2013−82430A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−155134(P2012−155134)
【出願日】平成24年7月11日(2012.7.11)
【出願人】(000001133)株式会社小糸製作所 (1,575)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成24年7月11日(2012.7.11)
【出願人】(000001133)株式会社小糸製作所 (1,575)
【Fターム(参考)】
[ Back to top ]