
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法

【課題】性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーを提供すること。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法に関する。
【背景技術】
【0002】
この発明に関連する従来技術としては、澱粉質原料を含有するパフ用原料と、水とをエクストルーダーに供給し、前記澱粉質原料がα化するように加熱混練しながら、前記エクストルーダー先端に装着されたノズル部の吐出孔より押し出して切断することにより、平均粒径1.5〜2.2mmのペレットを成形するペレット成形工程と、前記ペレットを加熱して膨化させ、平均粒径1.8〜2.8mmのパフを得る膨化工程とを含むことを特徴とするパフの製造方法が知られている(例えば、特許文献1参照)。
【0003】
また、この発明に関連する更なる従来技術としては、澱粉を主原料とする発泡基材層の表面を疎水性のフィルムで被覆した生分解性発泡成形物が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−121067号公報
【特許文献2】国際公開第02/022353号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
食品加工機械として粉砕、混合、加熱、加圧、殺菌、冷却、押出し、成形などの各種工程を連続的に行えるエクストルーダーが注目されている。
エクストルーダーは、温度制御されるシリンダーと、シリンダー内で互いに平行に並んで同方向に軸回転する一対の細長いスクリューとから構成されている。
各スクリューは、材料を搬送するボールスクリューと、材料を撹拌・混合するニーディングスクリューと、材料を逆方向に搬送するリバーススクリューとを、目的に合わせて適宜繋ぎ合せることにより構成されている。
しかし、スクリューの全長はエクストルーダーによって制約があり、その全長の範囲内で目的とする工程が連続的に実施されるようにボールスクリュー、ニーディングスクリューおよびリバーススクリューを組み合わせる必要がある。
【0006】
ところで、近年はゴミの減量や資源循環型社会の実現が強く求められており、容器の分野においても環境に優しい生分解性のものが求められている。
生分解性の容器としては、澱粉を主原料とする発泡基材層の表面を疎水性の生分解性プラスチックフィルムで被覆したものが提案されている。
このような生分解性容器において、発泡基材層の主原料には、澱粉の他、コストダウンや成形後の強度保持等の目的でパルプやポリビニルアルコールなどの添加物が混ぜられる。
【0007】
しかしながら、原料段階においてパルプは塊状であり、一方、澱粉およびポリビニルアルコールは粉状または粒状であり性状が異なる。
したがって、主原料としての澱粉、パルプ、ポリビニルアルコールおよび水を上記のエクストルーダーにまとめて供給して撹拌・混合してもパルプがうまく均一に分散しないという問題があった。
さらには、パルプが均一に分散しないまま加熱によりポリビニルアルコールが溶解すれば、溶解したポリビニルアルコールにより粘性が高まる一方で、熱の影響により澱粉がダマになり、均一な撹拌・混合がより一層困難になるという問題があった。
【0008】
この発明は以上のような事情を考慮してなされたものであり、性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーとそれを用いた生分解性発泡成形物の原料の製造方法を提供するものである。
【課題を解決するための手段】
【0009】
この発明は、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなるエクストルーダーを提供するものである。
【発明の効果】
【0010】
この発明に係るエクストルーダーによれば、温度制御されたシリンダー内で軸回転する各スクリューは、材料を搬送する複数のボールスクリューと材料を撹拌・混合する複数のニーディングスクリューが交互に組合されて構成されるので、性状の異なる材料であってもその材料に適した温度に保ちつつ適切に撹拌・混合して押出し成形できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態1に係るエクストルーダーの斜視図である。
【図2】図1に示されるエクストルーダーのシリンダー内に挿入される一対のスクリューを示す説明図である。
【図3】図2に示されるスクリューを構成するボールスクリューおよびリバーススクリューを示す説明図である。
【図4】図2に示されるスクリューを構成するニーディングスクリューの平面図である。
【図5】図4に示されるニーディングスクリューの斜視図である。
【図6】ニーディングスクリューの組み合わせを示す説明図である。
【図7】厚さの異なるニーディングスクリューを示す斜視図である。
【図8】本発明の実施形態2に係るエクストルーダーの図2対応図である。
【図9】本発明の実施形態3に係るエクストルーダーの図2対応図である。
【図10】本発明の実施形態4に係るエクストルーダーの図2対応図である。
【図11】本発明の実施例で製造された生分解性発泡成形物の断面図である。
【発明を実施するための形態】
【0012】
この発明によるエクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなることを特徴とする。
【0013】
この発明によるエクストルーダーにおいて、各スクリューはその構成中に搬送されてきた材料を先端側から基端側へ押し戻すリバーススクリューをさらに備え、リバーススクリューは一部のニーディングスクリューの先端側に隣接して設けられてもよい。
このような構成によれば、リバーススクリューによって押し戻された材料が材料を撹拌・混合するニーディングスクリューの配置部分に滞留し、シリンダー内で満注状態となるので、ニーディングスクリューによる撹拌・混合が効率よく行われる。また、リバースクリューによって押し戻された材料がシリンダー内で満注状態となることにより、シリンダーとの熱交換も効率よく行われる。
【0014】
この発明によるエクストルーダーにおいて、シリンダーは複数のシリンダーブロックが繋げられてなり、各シリンダーブロックは独立して温度制御されてもよい。
このような構成によれば、工程に応じてシリンダーの温度を制御でき、加熱・冷却などの工程を連続的に行うことができる。
【0015】
この発明は別の観点からみると、この発明による上記のエクストルーダーを用い、パルプ、粉状のポリビニルアルコールおよび水を撹拌・混合してパルプ分散体を調製し、調製されたパルプ分散体を加熱して前記分散体中のポリビニルアルコールを溶解させ、ポリビニルアルコールが溶解したパルプ分散体を冷却し、冷却されたパルプ分散体を澱粉と混練して澱粉混練体を調製し、調製された澱粉混練体を加熱してα化しα化澱粉混練体を得る生分解性発泡成形物の原料の製造方法を提供するものでもある。
【0016】
この発明による上記製造方法によれば、この発明による上述のエクストルーダーを用いることにより、パルプ、ポリビニルアルコール、澱粉および水を均一に撹拌・混合し押出し成形することができるので、生分解性発泡成形物の原料となるα化澱粉混練体を一定の品質で大量生産できるようになる。
【0017】
ここで、パルプとは植物由来の繊維の集合体を意味し、特に限定されるものではないが、例えば、木材パルプ(バージンパルプ)や非木材パルプを挙げることができる。
また、澱粉とは澱粉またはその誘導体を意味し、特に限定されるものではないが、例えば、馬鈴薯、トウモロコシ、タピオカ、米、小麦、さつまいもなど、主用穀物として世界的に生産されている農産物から得られるデンプンを挙げることができ、特定の農産物から製造されたものであってもよいし、複数の農産物から製造されたものを混合したものであってもよい。
【0018】
また、上記のデンプンの誘導体は、生分解性を阻害しない範囲でデンプンを修飾したものを指し、例えば、α化デンプン、架橋デンプン、変性デンプン等を挙げることができる。
さらに、上記の修飾されていないデンプンと上記のデンプンの誘導体とを混合した混合物が用いられても構わない。
【0019】
この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を調製する際にシリンダーの温度を常温から約100〜120℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を約130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を約100〜120℃の範囲から約35〜50℃の範囲まで徐々に低下させ、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を約25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を約40〜70℃の範囲に維持してもよい。
【0020】
また、この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を調製する際にシリンダーの温度を常温から約70〜90℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を約130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を約35〜50℃の範囲に維持し、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を約25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を約50〜90℃の範囲に維持してもよい。
【0021】
これらの温度条件は、パルプ、ポリビニルアルコール、澱粉および水をより適切な条件で均一に撹拌・混合し押出し成形するために見出されたシリンダーの温度管理条件である。
但し、このような温度管理条件は材料の質・配分・シリンダー内での搬送速度等、様々な要素によって最適な値が変化するので、必ずしも上記の温度条件が絶対というわけではないが、シリンダーの温度管理条件を考慮するうえで一つの基準となるものである。
【0022】
この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を冷却する際に約5〜10℃の水をさらに加えてもよい。
このような製造方法によれば、約5〜10℃の冷水をパルプ分散体に添加することにより、分散体中のポリビニルアルコールを溶解させるために前工程で加熱されたパルプ分散体を効率よく冷却できる。これにより、パルプ分散体と澱粉が混練される次工程で澱粉が熱の影響を受けてダマになることを防止できる。
【0023】
以下、図面に基づいてこの発明の実施形態に係るエクストルーダーとそれを用いた生分解性発泡成形物の原料の製造方法について説明する。なお、以下に説明する複数の実施形態において同じ部材には同じ符号を付して説明する。
【0024】
実施形態1
図1は、本発明の実施形態1に係るエクストルーダーの斜視図、図2は図1に示されるエクストルーダーのシリンダー内に挿入される一対のスクリューを示す説明図、図3は図2に示されるスクリューを構成するボールスクリューおよびリバーススクリューを示す説明図、図4は図2に示されるスクリューを構成するニーディングスクリューの平面図、図5は図4に示されるニーディングスクリューの斜視図、図6はニーディングスクリューの組み合わせを示す説明図、図7は厚さの異なるニーディングスクリューを示す斜視図である。
【0025】
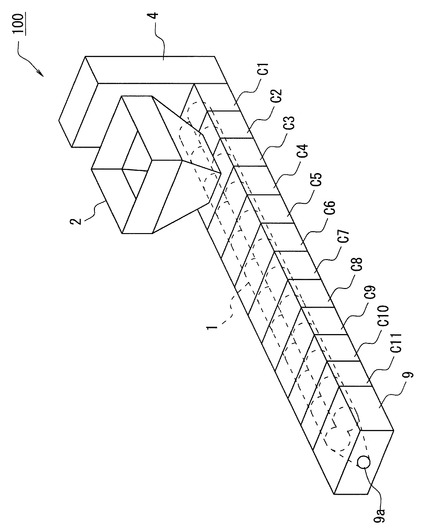
図1に示されるように、本発明の実施形態1に係るエクストルーダー100は、2軸のシリンダー1と、シリンダー1内に材料を供給するホッパー2と、シリンダー1内に挿入される一対のスクリュー3(図2参照)と、一対のスクリュー3を軸回転させる駆動部4とから主に構成されている。
【0026】
シリンダー1は複数のシリンダーブロックC1〜C11が繋ぎ合わされてなる。各シリンダーブロックC1〜C11には、シリンダー1の周囲を囲うように図示しないウォータージャケットが形成されている。さらに、シリンダーブロックC4〜C8,C11にはウォータージャケットに加え図示しないヒーターが設けられている。
シリンダーブロックC1〜C3,C9,C10はウォータージャケットに温度制御された水が通水されることにより、シリンダーブロックC1〜C3,C9,C10毎に温度制御される。また、シリンダーブロックC4〜C8,C11はウォータージャケットに温度制御された水が通水されることによる作用、又は付設されたヒーターによる作用、或いはそれら両方の作用によりシリンダーブロックC4〜C8,C11毎に温度制御される。これにより、全てのシリンダーブロックC1〜C11がシリンダーブロック毎に所望の温度に温度制御される。
2軸のシリンダー1は、平行に並んだ2つのシリンダーの対向部分を融合させたような8の字状の横断面を有し、このシリンダー1内に一対のスクリュー3(図2参照)がシリンダー1と同軸に挿入される。
【0027】
なお、図1において、ホッパー2はシリンダーC2,C3の上にまたがるように描かれているが、ホッパー2はシリンダーC1に材料を供給できるように設けられている。
また、図示されていないが、シリンダーC10の上部にも同様のホッパーが設けられ、シリンダーC10に後述する澱粉を供給できるように構成されている。
【0028】
図2に示されるように、一対のスクリュー3は、第1スクリュー3a、第2スクリュー3bとからなり、第1および第2スクリュー3a,3bは、基本的に同じ構成を有している。
第1および第2スクリュー3a,3bは、シリンダーブロックC1〜C11によって構成された所定長のシリンダー1内で所望の工程が連続的に実施されるように、その目的に応じて、図3(b)〜(d)に示されるような、螺旋ピッチの異なる複数種のボールスクリュー5a,5b,5cと、図3(e)に示されるリバーススクリュー6と、図4および図5に示される2種類のニーディングスクリュー7a,7bと、図7に示される薄型のニーディングスクリュー8とを適宜組み合わせることにより構成されている。
【0029】
ボールスクリュー5a,5b,5cは、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を基端側から先端側(図2参照)へ送るように作用する。リバーススクリュー6は、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を先端側から基端側へ押し戻すように作用する。ニーディングスクリュー7a,7b,8は、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を粉砕・撹拌・混合するように作用する。
【0030】
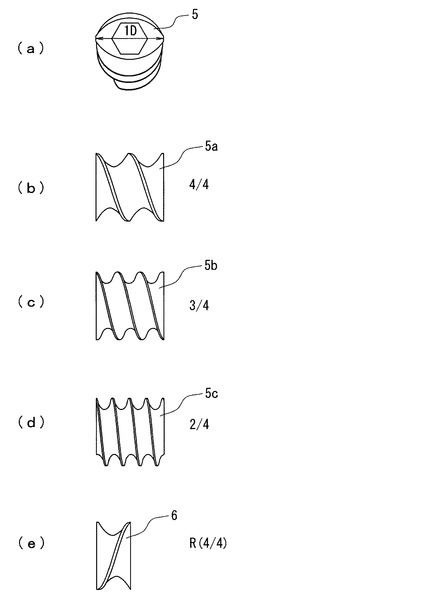
図3(a)に示されるように、ボールスクリュー5にはその中心軸と同軸に六角形の孔が形成されており、図示されないが、これはリバーススクリュー6についても同様である。
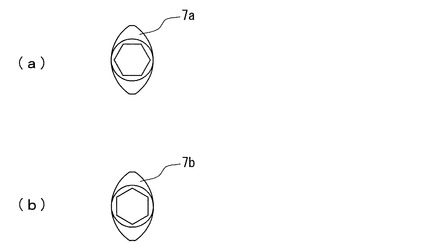
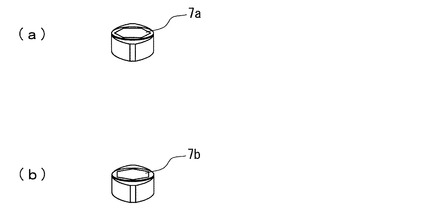
また、図4(a)および(b)に示されるように、略楕円形の外観を呈する2種類のニーディングスクリュー7a,7bにもその中心軸と同軸に六角形の孔がそれぞれ形成されている。ニーディングスクリュー7a,7bは六角形の孔の向きが互いに異なる。
ボールスクリュー5a,5b,5c、リバーススクリュー6およびニーディングスクリュー7a,7b,8は、それらの孔に六角形の断面を有する芯棒(図示せず)が通されることにより互いの位置関係が決定され、細長い一体のスクリュー3a,3bとなる。
【0031】
図3(b)〜(d)に示されるように、螺旋ピッチの異なる複数種のボールスクリュー5a,5b,5cは互いに同じ長さを有している。つまり、ボールスクリュー5a,5b,5cは、図3(a)に示されるボールスクリュー5の最大径1Dを基準とした同じ長さ1Dを有している。
図3(e)に示されるリバーススクリュー6は、ボールスクリュー5a,5b,5cの半分の長さ1/2Dを有している。
【0032】
図3(b)〜(d)において、ボールスクリュー5a,5b,5cの横に「4/4」、「3/4」および「2/4」とそれぞれ記されているが、これは螺旋のピッチを表しており、例えば、螺旋ピッチ「4/4」では1回転で螺旋が長さ1D分進む。このため螺旋ピッチが「4/4」、「3/4」、「2/4」となるにしたがって搬送速度が遅くなる。なお、図3(e)に示されるように、リバーススクリュー6の螺旋ピッチは「4/4」である。
【0033】
図5(a)および(b)に示されるニーディングスクリュー7a,7bは、KDと呼ばれるタイプのものでボールスクリュー5a,5b,5cの1/4の厚さ1/4Dを有している。すなわち、KDタイプのニーディングスクリュー7a,7bは、4枚重ねられることによってボールスクリュー5a,5b,5cと同じ長さ1Dを有するようになる。
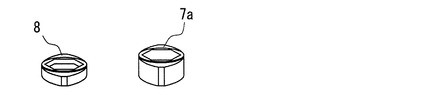
さらに、図7に示されるニーディングスクリュー8は、TKDと呼ばれる薄型のもので、KDタイプのニーディングスクリュー7aの半分の厚さ1/8Dを有している。図示しないが、1/8Dの厚さを有するニーディングスクリュー7にも、図4(a)および(b)に示されるニーディングスクリュー7a,7bと同様に六角形の孔の向きが異なる2種類がある。
【0034】
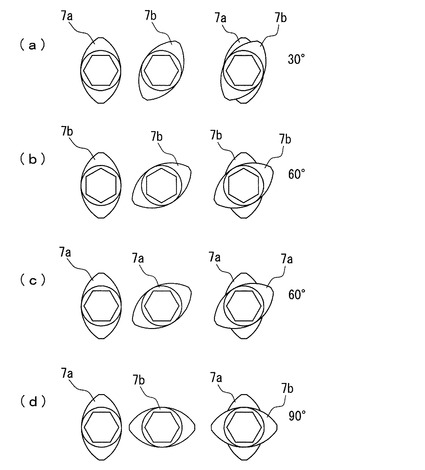
図6(a)〜(d)に示されるように、略楕円形の外観を有するニーディングスクリュー7a,7bを、それらの軸芯に形成された六角形の孔が一致するように適宜組み合わせることにより、楕円の頂点が30°、60°および90°のいずれかの角度でずれた組み合わせを作ることができる。
詳しくは、楕円の頂点のずれが30°又は90°となる組み合わせは、図6(a)および図6(d)に示されるように孔の向きが異なるニーディングスクリュー7a,7bを組み合わせることにより作ることができ、楕円の頂点のずれが60°となる組み合わせは、図6(b)および図6(c)に示されるように孔の向きが同じニーディングスクリュー7a,7bどうしを組み合わせることにより作ることができる。
【0035】
芯棒に組み付けられた状態で、楕円の頂点がボールスクリュー5a,5b,5cの螺旋の進行方向と同じ方向にずれていく組み合わせをフォワード(F)と呼び、同じく芯棒に組み付けられた状態で、楕円の頂点がリバーススクリュー6の螺旋の進行方向と同じ方向にずれていく組み合わせをリバース(R)と呼ぶ。したがって、90°の組み合わせにはフォワードとリバースの区別はない。
撹拌力は、30°のフォワード(30F)、60°のフォワード(60F)、90°、60°のリバース(60R)、30°のリバース(30R)の順に強くなる。
【0036】
シリンダー1の長さに制約があるなかで、シリンダー1の全長内で一連の工程が連続的に実施されるように、ボールスクリュー5a,5b,5c、リバーススクリュー6、KDタイプのニーディングスクリュー7a,7bおよびTKDタイプのニーディングスクリュー8を組み合わせなければいけないが、この組み合わせにあたっては、ボールスクリュー5の最大径1D(図3(a)参照)を基準に設定された上述の各部材の長さを考慮して組み合わせなければならない。
【0037】
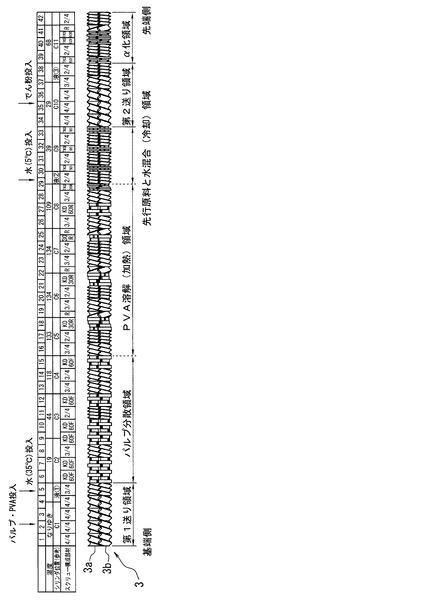
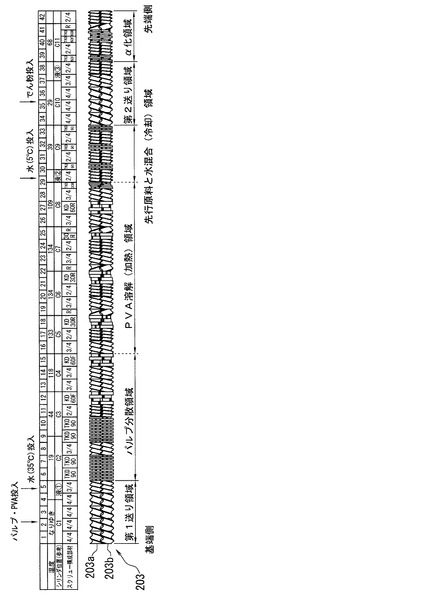
図2に示される第1および第2スクリュー3a,3bの構成と、各シリンダーブロックC1〜C11の温度は、生分解性発泡成形物の原料としてのパルプ、ポリビニルアルコール(PVA)、澱粉および水を、均一に撹拌・混合・混練して押出し成形するうえで好適となる一例である。図2中の上段の表は、表の下に示される第1および第2スクリュー3a,3bに対応したシリンダ位置および当該シリンダの制御温度、並びに、第1および第2スクリュー3a,3bを構成する部材の種類を示している。
【0038】
同表のスクリュー構成部材の欄において、「4/4」、「3/4」および「2/4」はボールスクリューの螺旋ピッチを表し、「R」はリバーススクリューを表している。
また同欄において、「KD60F」は、KDタイプのニーディングスクリューが60°ずれでフォワード方向に組まれていることを表し、「KD30R」は、KDタイプのニーディングスクリューが30°ずれでリバース方向に組まれていることを表し、「KD60R」は、KDタイプのニーディングスクリューが60°ずれでリバース方向に組まれていることを表している。
【0039】
また同欄において、「TKD30R」は、TKDタイプのニーディングスクリューが30°ずれでリバース方向に組まれていることを表し、「TKD90」は、TKDタイプのニーディングスクリューが90°ずれで組まれていることを表し、「TKD60F」は、TKDタイプのニーディングスクリューが60°ずれでフォワード方向に組まれていることを表し、「TKD60R」は、TKDタイプのニーディングスクリューが60°ずれでリバース方向に組まれていることを表している。
【0040】
また、同表のシリンダ位置の欄において、「液(1)」および「液(2)」は、当該位置で液添が行われることを示している。なお、同欄において「液(3)」も記されているが、これは当該位置で液添が可能な構成になっていることを示している。しかし、本実施形態において「液(3)」の位置からの液添は行われない。
また、同表の最上欄は、スクリューを組むうえで基準となる長さ1D毎に区切られており、本実施形態では第1および第2スクリュー3a,3bの全長が42Dであることが分かる。
【0041】
図2に示されるように、第1および第2スクリュー3a,3bは、基端側から先端側へ向かって、「第1送り領域」、「パルプ分散領域」、「PVA溶解(加熱)領域」、「先行原料と水混合(冷却)領域」、「第2送り領域」および「α化領域」が連続的に連ねられている。そして、第1および第2スクリュー3a,3bは、全体的にみて複数のボールスクリューと複数のニーディングスクリューが交互に組合された構成となっている。
なお、図2では上記の各領域を便宜的に実線または破線で区切っているが、これは説明を容易にするためである。実際には隣接する領域は相互に影響を与えながら作用しており、図2に示されるように明確に区切られるものではない。特に破線で区切られた領域どおしは互いに強く関連している。これは後述する他の実施形態でも同様である。
【0042】
シリンダーC1に相当する「第1送り領域」では、ホッパー2(図1参照)から供給されたパルプおよびPVA、並びに液(1)から投入された水(約30〜40℃)を、「第1送り領域」に続く「パルプ分散領域」へ送る。なお、シリンダーC1は特に温度制御されず常温とされる。図2上欄の表ではこれを「なりゆき」と示している。
本実施形態において、パルプの供給量は約2.15〜4.78kg/hの範囲から選択でき、PVAの供給量は約2.30〜5.09kg/hの範囲から選択でき、水の供給量は約7.41〜18.00 l/hの範囲から選択できる。
【0043】
「第1送り領域」でシリンダーC1に投入されたパルプは塊状であるので、よく粉砕し、PVAが溶解して粘性を発現する前にPVAと均一に分散するようにしなければならない。
このため、「第1送り領域」に続く、シリンダーC2〜C4に相当する「パルプ分散領域」では長さ2Dにわたる「KD60F」と、長さ1Dにわたる「KD60F」をそれぞれ2箇所ずつ設けている。
【0044】
また、次工程にあたる「PVA溶解(加熱)領域」でPVAが加熱・溶解されるのに備えて、シリンダーC2〜C4は、約19℃から約118℃まで徐々にシリンダー温度が上昇するように温度制御される。
【0045】
シリンダーC5〜C8に相当する「PVA溶解(加熱)領域」では、前工程の「パルプ分散領域」で形成されたパルプ分散体に熱を加え、分散体中のPVAを溶解させる。このため、シリンダーC5〜C7は、133〜134℃の比較的高温を維持するように温度制御される。なお、シリンダーC8は次工程である「先行原料と水混合(冷却)領域」に備えるため、約109℃と若干低めに温度制御される。
【0046】
パルプ分散体に熱を加え、PVAの溶解により粘性が発現したパルプ分散体を撹拌・混合するにあたっては、シリンダー内にパルプ分散体を滞留させて満注状態とし、満注状態のパルプ分散体を撹拌力の強い組み合わせのニーディングスクリューで撹拌・混合することがシリンダとの熱伝達効率および撹拌・混合効率の観点からみて好ましい。
【0047】
このため、「PVA溶解(加熱)領域」では、シリンダーC5およびシリンダーC6に相当する部分に長さ1Dにわたる「KD30R」をそれぞれ1箇所ずつ設け、さらにシリンダーC7に相当する部分に長さ1/2Dにわたる「KD30R」を1箇所設けている。そして、ニーディングスクリューが設けられた箇所の下流側にはそれぞれリバーススクリューが設けられている。
【0048】
リバーススクリューは、搬送されてきたパルプ分散材を押し戻すように作用するため、PVAの溶解により粘性が発現したパルプ分散材はニーディングスクリューが設けられた箇所に滞留し、シリンダー内で満注状態となる。満注状態にあるパルプ分散材を、撹拌力の強い「KD30R」で撹拌・混合することにより効率よく撹拌・混合することができる。
【0049】
シリンダーC9に相当する「先行原料と水混合(冷却)領域」では、前工程の「PVA溶解(加熱)領域」でPVAを溶解させるために熱せられたパルプ分散体を冷却する。これは、澱粉が投入される後の「第2送り領域」で、澱粉が熱の影響を受けてダマとなり、パルプ分散体と均一に混合しなくなるような事態を防ぐためである。
パルプ分散体を冷却するために、シリンダーC9は約39℃を維持するように温度制御される。
また、冷却をより効率よく行うためにシリンダーC8とシリンダーC9との間にある液(2)で約5℃に温度管理された水が供給される。なお、この冷却用の水の供給量は約6.00〜18.00 l/hの範囲から選択できる。
【0050】
液(2)で約5℃の水が投入された後、パルプ分散体と水とを撹拌・混合する必要があるため、シリンダーC9に相当する部分には長さ1/2Dにわたる「TKD90」が3箇所設けられている。約5℃の水とパルプ分散体とを約39℃に温度制御されたシリンダーC9内で撹拌・混合することによりパルプ分散体を効率よく冷却することができ、澱粉が投入される「第2送り領域」に備えることができる。
【0051】
シリンダーC10に相当する「第2送り領域」では、前工程で冷却されたパルプ分散体と図示しないホッパーから供給された澱粉とを次工程にあたる「α化領域」へ送る。澱粉の供給量は9.30〜20.66kg/hの範囲から選択できる。パルプ分散体と澱粉は「α化領域」へ向けて送られる過程で簡易に混合され澱粉混練体とされる。
「第2送り領域」は前工程で冷却されたパルプ分散体と投入された澱粉を手早く次工程である「α化領域」に送ることを目的としているため、ニーディングスクリューが設けられず、「第2送り領域」は螺旋ピッチ「4/4」、「3/4」などの比較的搬送速度の高いボールスクリューで主に構成される。また、シリンダーC10は約29℃という低い温度に温度制御される。
【0052】
なお、ここで投入される澱粉は、生分解性発泡成形物の原料として最適な性質を示すように、澱粉と二酸化チタンとを混合したマスターバッチと呼ばれるものに、さらに澱粉とゼラチンを加えたものであり、便宜上、調合澱粉と呼ぶ。
マスターバッチの配合は、澱粉19830gに対して二酸化チタン850gである。このような配合からなるマスターバッチ6893gに澱粉26440g、ゼラチン2000gを加え、ミキサーで1分程度撹拌して調合澱粉とする。
【0053】
シリンダーC11に相当する「α化領域」では、「第2送り領域」で形成された澱粉混練体を加熱してα化し、α化澱粉混練体を得る。
このため、シリンダー11は約68℃に温度制御され、澱粉混練体に均一に熱を加えるために螺旋ピッチ2/4のボールスクリュー4を用い、搬送速度を低く抑えている。また、「α化領域」には、長さ1/2にわたる「TKD60F」が2箇所、長さ1/2Dにわたる「TKD60R」が1箇所設けられ、撹拌・混合効率を上げるために最後のニーディングスクリューにあたる「TKD60R」の下流には、満注状態にするためのリバーススクリューが設けられている。
これにより、満注状態にある澱粉混練体を目の細かな「TKD60F」および「TKD60R」で均一に撹拌・混合でき、澱粉混練体に均一に熱を加えてα化澱粉混練体とすることができる。
【0054】
このようにして得られたα化澱粉混練体は、その後、成形シリンダー9に搬送され、成形シリンダー9の出口9aから棒状の混練体として押出し成形される。押出し成形された棒状の混練体は所定長毎に切断され、生分解性発泡成形物の原料として利用される。
なお、本実施形態において1Dの長さは約47mmであり、第1および第2スクリュー3a,3bの回転速度は約150〜300rpmである。
【0055】
実施形態2
本発明の実施形態2に係るエクストルーダーについて図8に基づいて説明する。図8は実施形態2に係るエクストルーダーの図2対応図である。
【0056】
本発明の実施形態2に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0057】
図8に示されるように、実施形態2に係るエクストルーダーに用いられる一対のスクリュー203は、第1スクリュー203a、第2スクリュー203bとからなり、第1および第2スクリュー203a,203bは基本的に同じ構成を有している。
【0058】
上述の実施形態1では、パルプ、PVAおよび水を撹拌・混合してパルプ分散体を形成する「パルプ分散領域」において、シリンダーC2〜C3に相当する部分に長さ2Dにわたる「KD60F」を2箇所設けていたが、本実施形態では、より均一な撹拌・混合を行うため、上記「KD60F」をより撹拌力の強い「TKD90」に置換している。
すなわち、本実施形態では、パルプ分散体を形成する「パルプ分散領域」のシリンダーC2〜C3に相当する部分に長さ2Dにわたる「TKD90」を2箇所設けることにより、パルプ、PVAおよび水がより均一に撹拌・混合されるようにしたものである。製造に係るその他の諸条件は実施形態1と同様である。
【0059】
実施形態3
本発明の実施形態3に係るエクストルーダーについて図9に基づいて説明する。図9は実施形態3に係るエクストルーダーの図2対応図である。
【0060】
本発明の実施形態3に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0061】
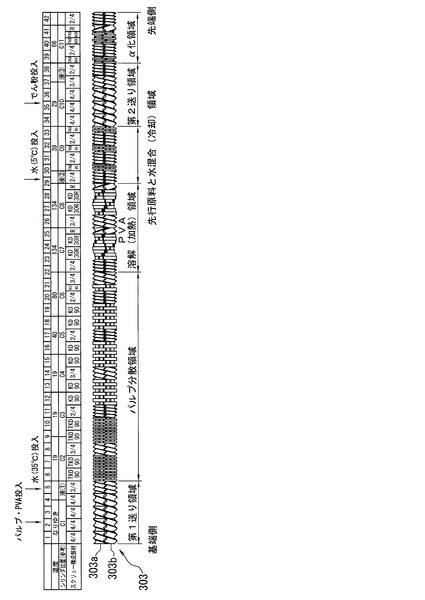
図9に示されるように、実施形態3に係るエクストルーダーに用いられる一対のスクリュー303は、第1スクリュー303a、第2スクリュー303bとからなり、第1および第2スクリュー303a,303bは基本的に同じ構成を有している。
【0062】
上述の実施形態1では、シリンダーC2〜C4に相当する領域を、パルプ、PVAおよび水を撹拌・混合してパルプ分散体を形成する「パルプ分散領域」としていたが、実施形態3では、より均一、かつ、確実な撹拌・混合を行うため、シリンダーC2〜C6に相当する部分が「パルプ分散領域」とされている。
すなわち、実施形態3は、より均一に撹拌混合されたパルプ分散体を得るため、上述の実施形態1よりも「パルプ分散領域」の長さを延長したものである。
【0063】
図9に示されるように、実施形態3では、「パルプ分散領域」に基端側から先端側へ向かって長さ2Dにわたる「TKD90」が2箇所、長さ2Dにわたる「KD90」が3箇所、長さ1/2Dにわたる「KD90」が1箇所設けられている。
このように、実施形態3では、実施形態1よりもシリンダー2つ分延長された「パルプ分散領域」に、合計で長さ10.5D分ものニーディングスクリューが設けられており、パルプ分散体を作製するにあたって、より均一、かつ、確実な撹拌・混合がなされるように配慮されている。
【0064】
また、「パルプ分散領域」の最後に相当するシリンダーC5およびC6は、次工程にあたる「PVA溶解(加熱)領域」でPVAが加熱・溶解されるのに備えて、シリンダー温度が約40℃と約80℃にそれぞれ温度制御される。
これに対し、上述の実施形態1では、「パルプ分散領域」の最後に相当するシリンダーC4で、PVAを加熱・溶解させる「PVA溶解(加熱)領域」のシリンダー温度(約134℃)に近い約118℃まで温度上昇するように温度制御される。
このため実施形態3は、実施形態1よりも「パルプ分散領域」と「PVA溶解(加熱)領域」との温度差が大きく、シリンダーの温度制御の観点からみて、実施形態1よりも「パルプ分散領域」と「PVA溶解(加熱)領域」との境界が明確化されていると言える。
【0065】
実施形態3では、上述のとおり「パルプ分散領域」がシリンダー2つ分延長されたことに伴い、PVAを加熱・溶解させる「PVA溶解(加熱)領域」がシリンダー2つ分短縮されている。
すなわち、上述の実施形態1では、シリンダーC5〜C7が約133〜134℃に温度制御され、シリンダーC8が次工程である「先行原料と水混合(冷却)領域」に備えて約109℃に温度制御されていたが、本実施形態では2つのシリンダーC7およびC8のみがPVA溶解(加熱)領域とされ、それぞれ約134℃に温度制御される。
【0066】
つまり、上述の実施形態1ではPVAを溶解させるために約133〜134℃に温度制御される区間がシリンダー3つ分設けられ、さらに「先行原料と水混合(冷却)領域」に備えて徐々に温度を下げる区間がシリンダー1つ分設けられていたが、本実施形態では約133〜134℃の高温に温度制御される区間がシリンダー1つ分短縮され、さらに徐々に温度を下げる区間が廃されている。これにより、本実施形態は実施形態1よりも「PVA溶解(加熱)領域」と「先行原料と水混合(冷却)領域」との温度差が大きくなっており、シリンダーの温度制御の観点からみて、実施形態1よりも「PVA溶解(加熱)領域」と「先行原料と水混合(冷却)領域」との境界が明確化されていると言える。
【0067】
「先行原料と水混合(冷却)領域」を経て冷却されたパルプ分散体は「第2送り領域」で澱粉と混合されて澱粉混練体とされ、さらに「α化領域」で加熱されα化澱粉混練体とされるが、「第2送り領域」および「α化領域」については実施形態1と同様である。
また、製造に係るその他の諸条件も、上記した事項以外は基本的に上述の実施形態1と同様である。
【0068】
実施形態4
本発明の実施形態4に係るエクストルーダーについて図10に基づいて説明する。図10は実施形態4に係るエクストルーダーの図2対応図である。
【0069】
本発明の実施形態4に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0070】
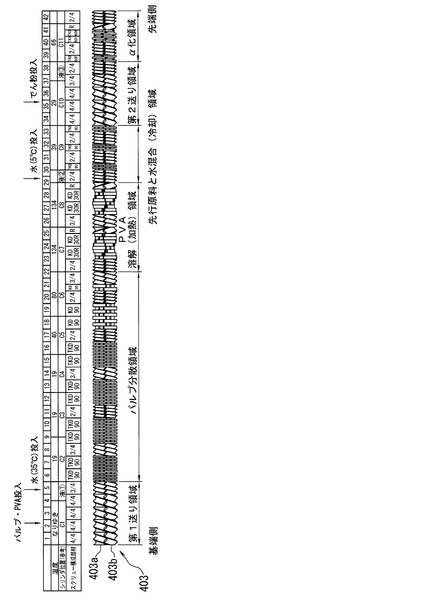
図10に示されるように、実施形態4に係るエクストルーダーに用いられる一対のスクリュー403は、第1スクリュー403a、第2スクリュー403bとからなり、第1および第2スクリュー403a,403bは基本的に同じ構成を有している。
第1および第2スクリュー403a,403bは、上述の実施形態3に係るエクストルーダーの第1および第2スクリュー303a,303bと略同一の構成を有している。
【0071】
つまり、上述の実施形態3では、第1および第2スクリュー303a,303bの基端側から3番目と4番目に位置するニーディングスクリューとして、長さ2Dにわたる「KD90」をそれぞれ用いていたが、本実施形態では上記の「KD90」を、より均一な撹拌・混合が可能な「TKD90」に置換している。その他は、製造に係る諸条件を含め上述の実施形態3と同様である。
【0072】
なお、上述の実施形態1〜4で、図2および図8〜10の各図の表に示したシリンダ位置は説明を簡略にするための参考用のものであり、実際のシリンダの長さは、上記各図の表で区分された長さと若干異なる。
【0073】
実施例
実施例では、上述の実施形態1〜4に係るエクストルーダーを用いて生分解性発泡成形物の原料をそれぞれ製造し、製造された原料から生分解性発泡成形物を製造し、パルプの分散性を比較した。詳細は次のとおりである。
【0074】
まず、実施形態1に係るエクストルーダーを用いて生分解性発泡成形物の原料を製造した。なお、パルプの供給量は約3.10kg/h、PVAの供給量は約3.31kg/h、液(1)の位置からの水(約35℃)の供給量は約10.95 l/h、液(2)の位置からの水(約5℃)の供給量は約9.69 l/h、澱粉(調合澱粉)の供給量は約14.22kg/hとした。
【0075】
上記のような配合で製造された原料を適量に切り分けて発泡成形用の金型(図示せず)に供給し、金型内で加熱して発泡・焼成し、図11に示されるような容器状の生分解性発泡成形物10を製造した。
その後、製造された複数の生分解性発泡成形物10を光に透かし、パルプの解け残りの有無を目視で判断した。判断基準は光に透かした際に影となって表れる部分の有無とし、僅かでも影となって表れる部分が視認されればパルプの解け残りが発生していると判断した。
【0076】
以上の手順を実施形態2〜4に係るエクストルーダーについても行った。なお、原料の配合は各実施形態とも共通である。結果は次の表1の通りである。
【0077】
【表1】

【0078】
表1の結果について有意差検定を用い、実施形態1、実施形態2、実施形態3および実施形態4の順でパルプの解け残りが改善されていることを検証した。
なお、以下の説明において式中の添え字A、B、CおよびDは実施形態1、実施形態2、実施形態3および実施形態4をそれぞれ意味する(表1参照)。
【0079】
実施形態1と実施形態2の比較
帰無仮説:実施形態1と実施形態2でパルプの解け残りの発生に差はない。
対立仮説:実施形態2は実施形態1よりもパルプの解け残りが改善されている。
危険率:5%、片側検定
次の式(1)に基づいてZの値を計算する。
【0080】
【数1】
【0081】
上記の式(1)によれば、ZA/B=10.2となる。片側検定の危険率5%レベルの限界値は1.65であり、算出されたZA/Bはその値よりも大きいため、帰無仮説は棄却される。
よって、実施形態2は実施形態1よりパルプの解け残りが改善されていると判断する。
【0082】
実施形態2と実施形態3の比較
実施形態1と実施形態2の検定と同様に検定すると、ZB/C=10.0となるため、実施形態3は実施形態2よりパルプの解け残りが改善されていると判断する。
【0083】
実施形態3と実施形態4の比較
実施形態1と実施形態2の検定と同様に検定すると、ZC/D=10.9となるため、実施形態4は実施形態3よりパルプの解け残りが改善されていると判断する。
【0084】
以上の結果、パルプの解け残りについては、実施形態1、実施形態2、実施形態3および実施形態4の順で改善されていることが検証された。
【符号の説明】
【0085】
1 シリンダー
2 ホッパー
3,203,303,403 一対のスクリュー
3a,203a,303a,403a 第1スクリュー
3b,203b,303b,403b 第2スクリュー
4 駆動部
5,5a,5b,5c ボールスクリュー
6 リバーススクリュー
7a,7b,8 ニーディングスクリュー
9 成形シリンダー
9a 出口
10 生分解性発泡成形物
100 エクストルーダー
【技術分野】
【0001】
この発明は、エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法に関する。
【背景技術】
【0002】
この発明に関連する従来技術としては、澱粉質原料を含有するパフ用原料と、水とをエクストルーダーに供給し、前記澱粉質原料がα化するように加熱混練しながら、前記エクストルーダー先端に装着されたノズル部の吐出孔より押し出して切断することにより、平均粒径1.5〜2.2mmのペレットを成形するペレット成形工程と、前記ペレットを加熱して膨化させ、平均粒径1.8〜2.8mmのパフを得る膨化工程とを含むことを特徴とするパフの製造方法が知られている(例えば、特許文献1参照)。
【0003】
また、この発明に関連する更なる従来技術としては、澱粉を主原料とする発泡基材層の表面を疎水性のフィルムで被覆した生分解性発泡成形物が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−121067号公報
【特許文献2】国際公開第02/022353号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
食品加工機械として粉砕、混合、加熱、加圧、殺菌、冷却、押出し、成形などの各種工程を連続的に行えるエクストルーダーが注目されている。
エクストルーダーは、温度制御されるシリンダーと、シリンダー内で互いに平行に並んで同方向に軸回転する一対の細長いスクリューとから構成されている。
各スクリューは、材料を搬送するボールスクリューと、材料を撹拌・混合するニーディングスクリューと、材料を逆方向に搬送するリバーススクリューとを、目的に合わせて適宜繋ぎ合せることにより構成されている。
しかし、スクリューの全長はエクストルーダーによって制約があり、その全長の範囲内で目的とする工程が連続的に実施されるようにボールスクリュー、ニーディングスクリューおよびリバーススクリューを組み合わせる必要がある。
【0006】
ところで、近年はゴミの減量や資源循環型社会の実現が強く求められており、容器の分野においても環境に優しい生分解性のものが求められている。
生分解性の容器としては、澱粉を主原料とする発泡基材層の表面を疎水性の生分解性プラスチックフィルムで被覆したものが提案されている。
このような生分解性容器において、発泡基材層の主原料には、澱粉の他、コストダウンや成形後の強度保持等の目的でパルプやポリビニルアルコールなどの添加物が混ぜられる。
【0007】
しかしながら、原料段階においてパルプは塊状であり、一方、澱粉およびポリビニルアルコールは粉状または粒状であり性状が異なる。
したがって、主原料としての澱粉、パルプ、ポリビニルアルコールおよび水を上記のエクストルーダーにまとめて供給して撹拌・混合してもパルプがうまく均一に分散しないという問題があった。
さらには、パルプが均一に分散しないまま加熱によりポリビニルアルコールが溶解すれば、溶解したポリビニルアルコールにより粘性が高まる一方で、熱の影響により澱粉がダマになり、均一な撹拌・混合がより一層困難になるという問題があった。
【0008】
この発明は以上のような事情を考慮してなされたものであり、性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーとそれを用いた生分解性発泡成形物の原料の製造方法を提供するものである。
【課題を解決するための手段】
【0009】
この発明は、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなるエクストルーダーを提供するものである。
【発明の効果】
【0010】
この発明に係るエクストルーダーによれば、温度制御されたシリンダー内で軸回転する各スクリューは、材料を搬送する複数のボールスクリューと材料を撹拌・混合する複数のニーディングスクリューが交互に組合されて構成されるので、性状の異なる材料であってもその材料に適した温度に保ちつつ適切に撹拌・混合して押出し成形できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態1に係るエクストルーダーの斜視図である。
【図2】図1に示されるエクストルーダーのシリンダー内に挿入される一対のスクリューを示す説明図である。
【図3】図2に示されるスクリューを構成するボールスクリューおよびリバーススクリューを示す説明図である。
【図4】図2に示されるスクリューを構成するニーディングスクリューの平面図である。
【図5】図4に示されるニーディングスクリューの斜視図である。
【図6】ニーディングスクリューの組み合わせを示す説明図である。
【図7】厚さの異なるニーディングスクリューを示す斜視図である。
【図8】本発明の実施形態2に係るエクストルーダーの図2対応図である。
【図9】本発明の実施形態3に係るエクストルーダーの図2対応図である。
【図10】本発明の実施形態4に係るエクストルーダーの図2対応図である。
【図11】本発明の実施例で製造された生分解性発泡成形物の断面図である。
【発明を実施するための形態】
【0012】
この発明によるエクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなることを特徴とする。
【0013】
この発明によるエクストルーダーにおいて、各スクリューはその構成中に搬送されてきた材料を先端側から基端側へ押し戻すリバーススクリューをさらに備え、リバーススクリューは一部のニーディングスクリューの先端側に隣接して設けられてもよい。
このような構成によれば、リバーススクリューによって押し戻された材料が材料を撹拌・混合するニーディングスクリューの配置部分に滞留し、シリンダー内で満注状態となるので、ニーディングスクリューによる撹拌・混合が効率よく行われる。また、リバースクリューによって押し戻された材料がシリンダー内で満注状態となることにより、シリンダーとの熱交換も効率よく行われる。
【0014】
この発明によるエクストルーダーにおいて、シリンダーは複数のシリンダーブロックが繋げられてなり、各シリンダーブロックは独立して温度制御されてもよい。
このような構成によれば、工程に応じてシリンダーの温度を制御でき、加熱・冷却などの工程を連続的に行うことができる。
【0015】
この発明は別の観点からみると、この発明による上記のエクストルーダーを用い、パルプ、粉状のポリビニルアルコールおよび水を撹拌・混合してパルプ分散体を調製し、調製されたパルプ分散体を加熱して前記分散体中のポリビニルアルコールを溶解させ、ポリビニルアルコールが溶解したパルプ分散体を冷却し、冷却されたパルプ分散体を澱粉と混練して澱粉混練体を調製し、調製された澱粉混練体を加熱してα化しα化澱粉混練体を得る生分解性発泡成形物の原料の製造方法を提供するものでもある。
【0016】
この発明による上記製造方法によれば、この発明による上述のエクストルーダーを用いることにより、パルプ、ポリビニルアルコール、澱粉および水を均一に撹拌・混合し押出し成形することができるので、生分解性発泡成形物の原料となるα化澱粉混練体を一定の品質で大量生産できるようになる。
【0017】
ここで、パルプとは植物由来の繊維の集合体を意味し、特に限定されるものではないが、例えば、木材パルプ(バージンパルプ)や非木材パルプを挙げることができる。
また、澱粉とは澱粉またはその誘導体を意味し、特に限定されるものではないが、例えば、馬鈴薯、トウモロコシ、タピオカ、米、小麦、さつまいもなど、主用穀物として世界的に生産されている農産物から得られるデンプンを挙げることができ、特定の農産物から製造されたものであってもよいし、複数の農産物から製造されたものを混合したものであってもよい。
【0018】
また、上記のデンプンの誘導体は、生分解性を阻害しない範囲でデンプンを修飾したものを指し、例えば、α化デンプン、架橋デンプン、変性デンプン等を挙げることができる。
さらに、上記の修飾されていないデンプンと上記のデンプンの誘導体とを混合した混合物が用いられても構わない。
【0019】
この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を調製する際にシリンダーの温度を常温から約100〜120℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を約130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を約100〜120℃の範囲から約35〜50℃の範囲まで徐々に低下させ、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を約25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を約40〜70℃の範囲に維持してもよい。
【0020】
また、この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を調製する際にシリンダーの温度を常温から約70〜90℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を約130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を約35〜50℃の範囲に維持し、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を約25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を約50〜90℃の範囲に維持してもよい。
【0021】
これらの温度条件は、パルプ、ポリビニルアルコール、澱粉および水をより適切な条件で均一に撹拌・混合し押出し成形するために見出されたシリンダーの温度管理条件である。
但し、このような温度管理条件は材料の質・配分・シリンダー内での搬送速度等、様々な要素によって最適な値が変化するので、必ずしも上記の温度条件が絶対というわけではないが、シリンダーの温度管理条件を考慮するうえで一つの基準となるものである。
【0022】
この発明による上記の生分解性発泡成形物の原料の製造方法は、パルプ分散体を冷却する際に約5〜10℃の水をさらに加えてもよい。
このような製造方法によれば、約5〜10℃の冷水をパルプ分散体に添加することにより、分散体中のポリビニルアルコールを溶解させるために前工程で加熱されたパルプ分散体を効率よく冷却できる。これにより、パルプ分散体と澱粉が混練される次工程で澱粉が熱の影響を受けてダマになることを防止できる。
【0023】
以下、図面に基づいてこの発明の実施形態に係るエクストルーダーとそれを用いた生分解性発泡成形物の原料の製造方法について説明する。なお、以下に説明する複数の実施形態において同じ部材には同じ符号を付して説明する。
【0024】
実施形態1
図1は、本発明の実施形態1に係るエクストルーダーの斜視図、図2は図1に示されるエクストルーダーのシリンダー内に挿入される一対のスクリューを示す説明図、図3は図2に示されるスクリューを構成するボールスクリューおよびリバーススクリューを示す説明図、図4は図2に示されるスクリューを構成するニーディングスクリューの平面図、図5は図4に示されるニーディングスクリューの斜視図、図6はニーディングスクリューの組み合わせを示す説明図、図7は厚さの異なるニーディングスクリューを示す斜視図である。
【0025】
図1に示されるように、本発明の実施形態1に係るエクストルーダー100は、2軸のシリンダー1と、シリンダー1内に材料を供給するホッパー2と、シリンダー1内に挿入される一対のスクリュー3(図2参照)と、一対のスクリュー3を軸回転させる駆動部4とから主に構成されている。
【0026】
シリンダー1は複数のシリンダーブロックC1〜C11が繋ぎ合わされてなる。各シリンダーブロックC1〜C11には、シリンダー1の周囲を囲うように図示しないウォータージャケットが形成されている。さらに、シリンダーブロックC4〜C8,C11にはウォータージャケットに加え図示しないヒーターが設けられている。
シリンダーブロックC1〜C3,C9,C10はウォータージャケットに温度制御された水が通水されることにより、シリンダーブロックC1〜C3,C9,C10毎に温度制御される。また、シリンダーブロックC4〜C8,C11はウォータージャケットに温度制御された水が通水されることによる作用、又は付設されたヒーターによる作用、或いはそれら両方の作用によりシリンダーブロックC4〜C8,C11毎に温度制御される。これにより、全てのシリンダーブロックC1〜C11がシリンダーブロック毎に所望の温度に温度制御される。
2軸のシリンダー1は、平行に並んだ2つのシリンダーの対向部分を融合させたような8の字状の横断面を有し、このシリンダー1内に一対のスクリュー3(図2参照)がシリンダー1と同軸に挿入される。
【0027】
なお、図1において、ホッパー2はシリンダーC2,C3の上にまたがるように描かれているが、ホッパー2はシリンダーC1に材料を供給できるように設けられている。
また、図示されていないが、シリンダーC10の上部にも同様のホッパーが設けられ、シリンダーC10に後述する澱粉を供給できるように構成されている。
【0028】
図2に示されるように、一対のスクリュー3は、第1スクリュー3a、第2スクリュー3bとからなり、第1および第2スクリュー3a,3bは、基本的に同じ構成を有している。
第1および第2スクリュー3a,3bは、シリンダーブロックC1〜C11によって構成された所定長のシリンダー1内で所望の工程が連続的に実施されるように、その目的に応じて、図3(b)〜(d)に示されるような、螺旋ピッチの異なる複数種のボールスクリュー5a,5b,5cと、図3(e)に示されるリバーススクリュー6と、図4および図5に示される2種類のニーディングスクリュー7a,7bと、図7に示される薄型のニーディングスクリュー8とを適宜組み合わせることにより構成されている。
【0029】
ボールスクリュー5a,5b,5cは、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を基端側から先端側(図2参照)へ送るように作用する。リバーススクリュー6は、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を先端側から基端側へ押し戻すように作用する。ニーディングスクリュー7a,7b,8は、シリンダー1内で軸回転することによりシリンダー1内に供給された原料を粉砕・撹拌・混合するように作用する。
【0030】
図3(a)に示されるように、ボールスクリュー5にはその中心軸と同軸に六角形の孔が形成されており、図示されないが、これはリバーススクリュー6についても同様である。
また、図4(a)および(b)に示されるように、略楕円形の外観を呈する2種類のニーディングスクリュー7a,7bにもその中心軸と同軸に六角形の孔がそれぞれ形成されている。ニーディングスクリュー7a,7bは六角形の孔の向きが互いに異なる。
ボールスクリュー5a,5b,5c、リバーススクリュー6およびニーディングスクリュー7a,7b,8は、それらの孔に六角形の断面を有する芯棒(図示せず)が通されることにより互いの位置関係が決定され、細長い一体のスクリュー3a,3bとなる。
【0031】
図3(b)〜(d)に示されるように、螺旋ピッチの異なる複数種のボールスクリュー5a,5b,5cは互いに同じ長さを有している。つまり、ボールスクリュー5a,5b,5cは、図3(a)に示されるボールスクリュー5の最大径1Dを基準とした同じ長さ1Dを有している。
図3(e)に示されるリバーススクリュー6は、ボールスクリュー5a,5b,5cの半分の長さ1/2Dを有している。
【0032】
図3(b)〜(d)において、ボールスクリュー5a,5b,5cの横に「4/4」、「3/4」および「2/4」とそれぞれ記されているが、これは螺旋のピッチを表しており、例えば、螺旋ピッチ「4/4」では1回転で螺旋が長さ1D分進む。このため螺旋ピッチが「4/4」、「3/4」、「2/4」となるにしたがって搬送速度が遅くなる。なお、図3(e)に示されるように、リバーススクリュー6の螺旋ピッチは「4/4」である。
【0033】
図5(a)および(b)に示されるニーディングスクリュー7a,7bは、KDと呼ばれるタイプのものでボールスクリュー5a,5b,5cの1/4の厚さ1/4Dを有している。すなわち、KDタイプのニーディングスクリュー7a,7bは、4枚重ねられることによってボールスクリュー5a,5b,5cと同じ長さ1Dを有するようになる。
さらに、図7に示されるニーディングスクリュー8は、TKDと呼ばれる薄型のもので、KDタイプのニーディングスクリュー7aの半分の厚さ1/8Dを有している。図示しないが、1/8Dの厚さを有するニーディングスクリュー7にも、図4(a)および(b)に示されるニーディングスクリュー7a,7bと同様に六角形の孔の向きが異なる2種類がある。
【0034】
図6(a)〜(d)に示されるように、略楕円形の外観を有するニーディングスクリュー7a,7bを、それらの軸芯に形成された六角形の孔が一致するように適宜組み合わせることにより、楕円の頂点が30°、60°および90°のいずれかの角度でずれた組み合わせを作ることができる。
詳しくは、楕円の頂点のずれが30°又は90°となる組み合わせは、図6(a)および図6(d)に示されるように孔の向きが異なるニーディングスクリュー7a,7bを組み合わせることにより作ることができ、楕円の頂点のずれが60°となる組み合わせは、図6(b)および図6(c)に示されるように孔の向きが同じニーディングスクリュー7a,7bどうしを組み合わせることにより作ることができる。
【0035】
芯棒に組み付けられた状態で、楕円の頂点がボールスクリュー5a,5b,5cの螺旋の進行方向と同じ方向にずれていく組み合わせをフォワード(F)と呼び、同じく芯棒に組み付けられた状態で、楕円の頂点がリバーススクリュー6の螺旋の進行方向と同じ方向にずれていく組み合わせをリバース(R)と呼ぶ。したがって、90°の組み合わせにはフォワードとリバースの区別はない。
撹拌力は、30°のフォワード(30F)、60°のフォワード(60F)、90°、60°のリバース(60R)、30°のリバース(30R)の順に強くなる。
【0036】
シリンダー1の長さに制約があるなかで、シリンダー1の全長内で一連の工程が連続的に実施されるように、ボールスクリュー5a,5b,5c、リバーススクリュー6、KDタイプのニーディングスクリュー7a,7bおよびTKDタイプのニーディングスクリュー8を組み合わせなければいけないが、この組み合わせにあたっては、ボールスクリュー5の最大径1D(図3(a)参照)を基準に設定された上述の各部材の長さを考慮して組み合わせなければならない。
【0037】
図2に示される第1および第2スクリュー3a,3bの構成と、各シリンダーブロックC1〜C11の温度は、生分解性発泡成形物の原料としてのパルプ、ポリビニルアルコール(PVA)、澱粉および水を、均一に撹拌・混合・混練して押出し成形するうえで好適となる一例である。図2中の上段の表は、表の下に示される第1および第2スクリュー3a,3bに対応したシリンダ位置および当該シリンダの制御温度、並びに、第1および第2スクリュー3a,3bを構成する部材の種類を示している。
【0038】
同表のスクリュー構成部材の欄において、「4/4」、「3/4」および「2/4」はボールスクリューの螺旋ピッチを表し、「R」はリバーススクリューを表している。
また同欄において、「KD60F」は、KDタイプのニーディングスクリューが60°ずれでフォワード方向に組まれていることを表し、「KD30R」は、KDタイプのニーディングスクリューが30°ずれでリバース方向に組まれていることを表し、「KD60R」は、KDタイプのニーディングスクリューが60°ずれでリバース方向に組まれていることを表している。
【0039】
また同欄において、「TKD30R」は、TKDタイプのニーディングスクリューが30°ずれでリバース方向に組まれていることを表し、「TKD90」は、TKDタイプのニーディングスクリューが90°ずれで組まれていることを表し、「TKD60F」は、TKDタイプのニーディングスクリューが60°ずれでフォワード方向に組まれていることを表し、「TKD60R」は、TKDタイプのニーディングスクリューが60°ずれでリバース方向に組まれていることを表している。
【0040】
また、同表のシリンダ位置の欄において、「液(1)」および「液(2)」は、当該位置で液添が行われることを示している。なお、同欄において「液(3)」も記されているが、これは当該位置で液添が可能な構成になっていることを示している。しかし、本実施形態において「液(3)」の位置からの液添は行われない。
また、同表の最上欄は、スクリューを組むうえで基準となる長さ1D毎に区切られており、本実施形態では第1および第2スクリュー3a,3bの全長が42Dであることが分かる。
【0041】
図2に示されるように、第1および第2スクリュー3a,3bは、基端側から先端側へ向かって、「第1送り領域」、「パルプ分散領域」、「PVA溶解(加熱)領域」、「先行原料と水混合(冷却)領域」、「第2送り領域」および「α化領域」が連続的に連ねられている。そして、第1および第2スクリュー3a,3bは、全体的にみて複数のボールスクリューと複数のニーディングスクリューが交互に組合された構成となっている。
なお、図2では上記の各領域を便宜的に実線または破線で区切っているが、これは説明を容易にするためである。実際には隣接する領域は相互に影響を与えながら作用しており、図2に示されるように明確に区切られるものではない。特に破線で区切られた領域どおしは互いに強く関連している。これは後述する他の実施形態でも同様である。
【0042】
シリンダーC1に相当する「第1送り領域」では、ホッパー2(図1参照)から供給されたパルプおよびPVA、並びに液(1)から投入された水(約30〜40℃)を、「第1送り領域」に続く「パルプ分散領域」へ送る。なお、シリンダーC1は特に温度制御されず常温とされる。図2上欄の表ではこれを「なりゆき」と示している。
本実施形態において、パルプの供給量は約2.15〜4.78kg/hの範囲から選択でき、PVAの供給量は約2.30〜5.09kg/hの範囲から選択でき、水の供給量は約7.41〜18.00 l/hの範囲から選択できる。
【0043】
「第1送り領域」でシリンダーC1に投入されたパルプは塊状であるので、よく粉砕し、PVAが溶解して粘性を発現する前にPVAと均一に分散するようにしなければならない。
このため、「第1送り領域」に続く、シリンダーC2〜C4に相当する「パルプ分散領域」では長さ2Dにわたる「KD60F」と、長さ1Dにわたる「KD60F」をそれぞれ2箇所ずつ設けている。
【0044】
また、次工程にあたる「PVA溶解(加熱)領域」でPVAが加熱・溶解されるのに備えて、シリンダーC2〜C4は、約19℃から約118℃まで徐々にシリンダー温度が上昇するように温度制御される。
【0045】
シリンダーC5〜C8に相当する「PVA溶解(加熱)領域」では、前工程の「パルプ分散領域」で形成されたパルプ分散体に熱を加え、分散体中のPVAを溶解させる。このため、シリンダーC5〜C7は、133〜134℃の比較的高温を維持するように温度制御される。なお、シリンダーC8は次工程である「先行原料と水混合(冷却)領域」に備えるため、約109℃と若干低めに温度制御される。
【0046】
パルプ分散体に熱を加え、PVAの溶解により粘性が発現したパルプ分散体を撹拌・混合するにあたっては、シリンダー内にパルプ分散体を滞留させて満注状態とし、満注状態のパルプ分散体を撹拌力の強い組み合わせのニーディングスクリューで撹拌・混合することがシリンダとの熱伝達効率および撹拌・混合効率の観点からみて好ましい。
【0047】
このため、「PVA溶解(加熱)領域」では、シリンダーC5およびシリンダーC6に相当する部分に長さ1Dにわたる「KD30R」をそれぞれ1箇所ずつ設け、さらにシリンダーC7に相当する部分に長さ1/2Dにわたる「KD30R」を1箇所設けている。そして、ニーディングスクリューが設けられた箇所の下流側にはそれぞれリバーススクリューが設けられている。
【0048】
リバーススクリューは、搬送されてきたパルプ分散材を押し戻すように作用するため、PVAの溶解により粘性が発現したパルプ分散材はニーディングスクリューが設けられた箇所に滞留し、シリンダー内で満注状態となる。満注状態にあるパルプ分散材を、撹拌力の強い「KD30R」で撹拌・混合することにより効率よく撹拌・混合することができる。
【0049】
シリンダーC9に相当する「先行原料と水混合(冷却)領域」では、前工程の「PVA溶解(加熱)領域」でPVAを溶解させるために熱せられたパルプ分散体を冷却する。これは、澱粉が投入される後の「第2送り領域」で、澱粉が熱の影響を受けてダマとなり、パルプ分散体と均一に混合しなくなるような事態を防ぐためである。
パルプ分散体を冷却するために、シリンダーC9は約39℃を維持するように温度制御される。
また、冷却をより効率よく行うためにシリンダーC8とシリンダーC9との間にある液(2)で約5℃に温度管理された水が供給される。なお、この冷却用の水の供給量は約6.00〜18.00 l/hの範囲から選択できる。
【0050】
液(2)で約5℃の水が投入された後、パルプ分散体と水とを撹拌・混合する必要があるため、シリンダーC9に相当する部分には長さ1/2Dにわたる「TKD90」が3箇所設けられている。約5℃の水とパルプ分散体とを約39℃に温度制御されたシリンダーC9内で撹拌・混合することによりパルプ分散体を効率よく冷却することができ、澱粉が投入される「第2送り領域」に備えることができる。
【0051】
シリンダーC10に相当する「第2送り領域」では、前工程で冷却されたパルプ分散体と図示しないホッパーから供給された澱粉とを次工程にあたる「α化領域」へ送る。澱粉の供給量は9.30〜20.66kg/hの範囲から選択できる。パルプ分散体と澱粉は「α化領域」へ向けて送られる過程で簡易に混合され澱粉混練体とされる。
「第2送り領域」は前工程で冷却されたパルプ分散体と投入された澱粉を手早く次工程である「α化領域」に送ることを目的としているため、ニーディングスクリューが設けられず、「第2送り領域」は螺旋ピッチ「4/4」、「3/4」などの比較的搬送速度の高いボールスクリューで主に構成される。また、シリンダーC10は約29℃という低い温度に温度制御される。
【0052】
なお、ここで投入される澱粉は、生分解性発泡成形物の原料として最適な性質を示すように、澱粉と二酸化チタンとを混合したマスターバッチと呼ばれるものに、さらに澱粉とゼラチンを加えたものであり、便宜上、調合澱粉と呼ぶ。
マスターバッチの配合は、澱粉19830gに対して二酸化チタン850gである。このような配合からなるマスターバッチ6893gに澱粉26440g、ゼラチン2000gを加え、ミキサーで1分程度撹拌して調合澱粉とする。
【0053】
シリンダーC11に相当する「α化領域」では、「第2送り領域」で形成された澱粉混練体を加熱してα化し、α化澱粉混練体を得る。
このため、シリンダー11は約68℃に温度制御され、澱粉混練体に均一に熱を加えるために螺旋ピッチ2/4のボールスクリュー4を用い、搬送速度を低く抑えている。また、「α化領域」には、長さ1/2にわたる「TKD60F」が2箇所、長さ1/2Dにわたる「TKD60R」が1箇所設けられ、撹拌・混合効率を上げるために最後のニーディングスクリューにあたる「TKD60R」の下流には、満注状態にするためのリバーススクリューが設けられている。
これにより、満注状態にある澱粉混練体を目の細かな「TKD60F」および「TKD60R」で均一に撹拌・混合でき、澱粉混練体に均一に熱を加えてα化澱粉混練体とすることができる。
【0054】
このようにして得られたα化澱粉混練体は、その後、成形シリンダー9に搬送され、成形シリンダー9の出口9aから棒状の混練体として押出し成形される。押出し成形された棒状の混練体は所定長毎に切断され、生分解性発泡成形物の原料として利用される。
なお、本実施形態において1Dの長さは約47mmであり、第1および第2スクリュー3a,3bの回転速度は約150〜300rpmである。
【0055】
実施形態2
本発明の実施形態2に係るエクストルーダーについて図8に基づいて説明する。図8は実施形態2に係るエクストルーダーの図2対応図である。
【0056】
本発明の実施形態2に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0057】
図8に示されるように、実施形態2に係るエクストルーダーに用いられる一対のスクリュー203は、第1スクリュー203a、第2スクリュー203bとからなり、第1および第2スクリュー203a,203bは基本的に同じ構成を有している。
【0058】
上述の実施形態1では、パルプ、PVAおよび水を撹拌・混合してパルプ分散体を形成する「パルプ分散領域」において、シリンダーC2〜C3に相当する部分に長さ2Dにわたる「KD60F」を2箇所設けていたが、本実施形態では、より均一な撹拌・混合を行うため、上記「KD60F」をより撹拌力の強い「TKD90」に置換している。
すなわち、本実施形態では、パルプ分散体を形成する「パルプ分散領域」のシリンダーC2〜C3に相当する部分に長さ2Dにわたる「TKD90」を2箇所設けることにより、パルプ、PVAおよび水がより均一に撹拌・混合されるようにしたものである。製造に係るその他の諸条件は実施形態1と同様である。
【0059】
実施形態3
本発明の実施形態3に係るエクストルーダーについて図9に基づいて説明する。図9は実施形態3に係るエクストルーダーの図2対応図である。
【0060】
本発明の実施形態3に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0061】
図9に示されるように、実施形態3に係るエクストルーダーに用いられる一対のスクリュー303は、第1スクリュー303a、第2スクリュー303bとからなり、第1および第2スクリュー303a,303bは基本的に同じ構成を有している。
【0062】
上述の実施形態1では、シリンダーC2〜C4に相当する領域を、パルプ、PVAおよび水を撹拌・混合してパルプ分散体を形成する「パルプ分散領域」としていたが、実施形態3では、より均一、かつ、確実な撹拌・混合を行うため、シリンダーC2〜C6に相当する部分が「パルプ分散領域」とされている。
すなわち、実施形態3は、より均一に撹拌混合されたパルプ分散体を得るため、上述の実施形態1よりも「パルプ分散領域」の長さを延長したものである。
【0063】
図9に示されるように、実施形態3では、「パルプ分散領域」に基端側から先端側へ向かって長さ2Dにわたる「TKD90」が2箇所、長さ2Dにわたる「KD90」が3箇所、長さ1/2Dにわたる「KD90」が1箇所設けられている。
このように、実施形態3では、実施形態1よりもシリンダー2つ分延長された「パルプ分散領域」に、合計で長さ10.5D分ものニーディングスクリューが設けられており、パルプ分散体を作製するにあたって、より均一、かつ、確実な撹拌・混合がなされるように配慮されている。
【0064】
また、「パルプ分散領域」の最後に相当するシリンダーC5およびC6は、次工程にあたる「PVA溶解(加熱)領域」でPVAが加熱・溶解されるのに備えて、シリンダー温度が約40℃と約80℃にそれぞれ温度制御される。
これに対し、上述の実施形態1では、「パルプ分散領域」の最後に相当するシリンダーC4で、PVAを加熱・溶解させる「PVA溶解(加熱)領域」のシリンダー温度(約134℃)に近い約118℃まで温度上昇するように温度制御される。
このため実施形態3は、実施形態1よりも「パルプ分散領域」と「PVA溶解(加熱)領域」との温度差が大きく、シリンダーの温度制御の観点からみて、実施形態1よりも「パルプ分散領域」と「PVA溶解(加熱)領域」との境界が明確化されていると言える。
【0065】
実施形態3では、上述のとおり「パルプ分散領域」がシリンダー2つ分延長されたことに伴い、PVAを加熱・溶解させる「PVA溶解(加熱)領域」がシリンダー2つ分短縮されている。
すなわち、上述の実施形態1では、シリンダーC5〜C7が約133〜134℃に温度制御され、シリンダーC8が次工程である「先行原料と水混合(冷却)領域」に備えて約109℃に温度制御されていたが、本実施形態では2つのシリンダーC7およびC8のみがPVA溶解(加熱)領域とされ、それぞれ約134℃に温度制御される。
【0066】
つまり、上述の実施形態1ではPVAを溶解させるために約133〜134℃に温度制御される区間がシリンダー3つ分設けられ、さらに「先行原料と水混合(冷却)領域」に備えて徐々に温度を下げる区間がシリンダー1つ分設けられていたが、本実施形態では約133〜134℃の高温に温度制御される区間がシリンダー1つ分短縮され、さらに徐々に温度を下げる区間が廃されている。これにより、本実施形態は実施形態1よりも「PVA溶解(加熱)領域」と「先行原料と水混合(冷却)領域」との温度差が大きくなっており、シリンダーの温度制御の観点からみて、実施形態1よりも「PVA溶解(加熱)領域」と「先行原料と水混合(冷却)領域」との境界が明確化されていると言える。
【0067】
「先行原料と水混合(冷却)領域」を経て冷却されたパルプ分散体は「第2送り領域」で澱粉と混合されて澱粉混練体とされ、さらに「α化領域」で加熱されα化澱粉混練体とされるが、「第2送り領域」および「α化領域」については実施形態1と同様である。
また、製造に係るその他の諸条件も、上記した事項以外は基本的に上述の実施形態1と同様である。
【0068】
実施形態4
本発明の実施形態4に係るエクストルーダーについて図10に基づいて説明する。図10は実施形態4に係るエクストルーダーの図2対応図である。
【0069】
本発明の実施形態4に係るエクストルーダーは、実施形態1に係るエクストルーダー100(図1参照)のシリンダー1内に挿入される一対のスクリュー3(図2参照)の構成を変更したものであり、その他の点は上述の実施形態1に係るエクストルーダー100と同様である。
【0070】
図10に示されるように、実施形態4に係るエクストルーダーに用いられる一対のスクリュー403は、第1スクリュー403a、第2スクリュー403bとからなり、第1および第2スクリュー403a,403bは基本的に同じ構成を有している。
第1および第2スクリュー403a,403bは、上述の実施形態3に係るエクストルーダーの第1および第2スクリュー303a,303bと略同一の構成を有している。
【0071】
つまり、上述の実施形態3では、第1および第2スクリュー303a,303bの基端側から3番目と4番目に位置するニーディングスクリューとして、長さ2Dにわたる「KD90」をそれぞれ用いていたが、本実施形態では上記の「KD90」を、より均一な撹拌・混合が可能な「TKD90」に置換している。その他は、製造に係る諸条件を含め上述の実施形態3と同様である。
【0072】
なお、上述の実施形態1〜4で、図2および図8〜10の各図の表に示したシリンダ位置は説明を簡略にするための参考用のものであり、実際のシリンダの長さは、上記各図の表で区分された長さと若干異なる。
【0073】
実施例
実施例では、上述の実施形態1〜4に係るエクストルーダーを用いて生分解性発泡成形物の原料をそれぞれ製造し、製造された原料から生分解性発泡成形物を製造し、パルプの分散性を比較した。詳細は次のとおりである。
【0074】
まず、実施形態1に係るエクストルーダーを用いて生分解性発泡成形物の原料を製造した。なお、パルプの供給量は約3.10kg/h、PVAの供給量は約3.31kg/h、液(1)の位置からの水(約35℃)の供給量は約10.95 l/h、液(2)の位置からの水(約5℃)の供給量は約9.69 l/h、澱粉(調合澱粉)の供給量は約14.22kg/hとした。
【0075】
上記のような配合で製造された原料を適量に切り分けて発泡成形用の金型(図示せず)に供給し、金型内で加熱して発泡・焼成し、図11に示されるような容器状の生分解性発泡成形物10を製造した。
その後、製造された複数の生分解性発泡成形物10を光に透かし、パルプの解け残りの有無を目視で判断した。判断基準は光に透かした際に影となって表れる部分の有無とし、僅かでも影となって表れる部分が視認されればパルプの解け残りが発生していると判断した。
【0076】
以上の手順を実施形態2〜4に係るエクストルーダーについても行った。なお、原料の配合は各実施形態とも共通である。結果は次の表1の通りである。
【0077】
【表1】
【0078】
表1の結果について有意差検定を用い、実施形態1、実施形態2、実施形態3および実施形態4の順でパルプの解け残りが改善されていることを検証した。
なお、以下の説明において式中の添え字A、B、CおよびDは実施形態1、実施形態2、実施形態3および実施形態4をそれぞれ意味する(表1参照)。
【0079】
実施形態1と実施形態2の比較
帰無仮説:実施形態1と実施形態2でパルプの解け残りの発生に差はない。
対立仮説:実施形態2は実施形態1よりもパルプの解け残りが改善されている。
危険率:5%、片側検定
次の式(1)に基づいてZの値を計算する。
【0080】
【数1】
【0081】
上記の式(1)によれば、ZA/B=10.2となる。片側検定の危険率5%レベルの限界値は1.65であり、算出されたZA/Bはその値よりも大きいため、帰無仮説は棄却される。
よって、実施形態2は実施形態1よりパルプの解け残りが改善されていると判断する。
【0082】
実施形態2と実施形態3の比較
実施形態1と実施形態2の検定と同様に検定すると、ZB/C=10.0となるため、実施形態3は実施形態2よりパルプの解け残りが改善されていると判断する。
【0083】
実施形態3と実施形態4の比較
実施形態1と実施形態2の検定と同様に検定すると、ZC/D=10.9となるため、実施形態4は実施形態3よりパルプの解け残りが改善されていると判断する。
【0084】
以上の結果、パルプの解け残りについては、実施形態1、実施形態2、実施形態3および実施形態4の順で改善されていることが検証された。
【符号の説明】
【0085】
1 シリンダー
2 ホッパー
3,203,303,403 一対のスクリュー
3a,203a,303a,403a 第1スクリュー
3b,203b,303b,403b 第2スクリュー
4 駆動部
5,5a,5b,5c ボールスクリュー
6 リバーススクリュー
7a,7b,8 ニーディングスクリュー
9 成形シリンダー
9a 出口
10 生分解性発泡成形物
100 エクストルーダー
【特許請求の範囲】
【請求項1】
温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなるエクストルーダー。
【請求項2】
各スクリューはその構成中に搬送されてきた材料をシリンダーの先端側から基端側へ押し戻すリバーススクリューをさらに備え、リバーススクリューは一部のニーディングスクリューの先端側に隣接して設けられる請求項1に記載のエクストルーダー。
【請求項3】
シリンダーは複数のシリンダーブロックが繋げられてなり、各シリンダーブロックは独立して温度制御される請求項1または2に記載のエクストルーダー。
【請求項4】
請求項1〜3のいずれか1つに記載のエクストルーダーを用い、パルプ、粉状または粒状のポリビニルアルコールおよび水を撹拌・混合してパルプ分散体を調製し、調製されたパルプ分散体を加熱して前記分散体中のポリビニルアルコールを溶解させ、ポリビニルアルコールが溶解したパルプ分散体を冷却し、冷却されたパルプ分散体を澱粉と混練して澱粉混練体を調製し、調製された澱粉混練体を加熱してα化しα化澱粉混練体を得る生分解性発泡成形物の原料の製造方法。
【請求項5】
パルプ分散体を調製する際にシリンダーの温度を常温から100〜120℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を100〜120℃の範囲から35〜50℃の範囲まで徐々に低下させ、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を40〜70℃の範囲に維持する請求項4に記載の生分解性発泡成形物の原料の製造方法。
【請求項6】
パルプ分散体を調製する際にシリンダーの温度を常温から70〜90℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を35〜50℃の範囲に維持し、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を50〜90℃の範囲に維持する請求項4に記載の生分解性発泡成形物の原料の製造方法。
【請求項7】
パルプ分散体を冷却する際に5〜10℃の水をさらに加える請求項4〜6のいずれか1つに記載の生分解性発泡成形物の原料の製造方法。
【請求項1】
温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなるエクストルーダー。
【請求項2】
各スクリューはその構成中に搬送されてきた材料をシリンダーの先端側から基端側へ押し戻すリバーススクリューをさらに備え、リバーススクリューは一部のニーディングスクリューの先端側に隣接して設けられる請求項1に記載のエクストルーダー。
【請求項3】
シリンダーは複数のシリンダーブロックが繋げられてなり、各シリンダーブロックは独立して温度制御される請求項1または2に記載のエクストルーダー。
【請求項4】
請求項1〜3のいずれか1つに記載のエクストルーダーを用い、パルプ、粉状または粒状のポリビニルアルコールおよび水を撹拌・混合してパルプ分散体を調製し、調製されたパルプ分散体を加熱して前記分散体中のポリビニルアルコールを溶解させ、ポリビニルアルコールが溶解したパルプ分散体を冷却し、冷却されたパルプ分散体を澱粉と混練して澱粉混練体を調製し、調製された澱粉混練体を加熱してα化しα化澱粉混練体を得る生分解性発泡成形物の原料の製造方法。
【請求項5】
パルプ分散体を調製する際にシリンダーの温度を常温から100〜120℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を100〜120℃の範囲から35〜50℃の範囲まで徐々に低下させ、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を40〜70℃の範囲に維持する請求項4に記載の生分解性発泡成形物の原料の製造方法。
【請求項6】
パルプ分散体を調製する際にシリンダーの温度を常温から70〜90℃の範囲まで徐々に上昇させ、パルプ分散体を加熱してポリビニルアルコールを溶解させる際にシリンダーの温度を130〜140℃の範囲に維持し、パルプ分散体を冷却する際にシリンダーの温度を35〜50℃の範囲に維持し、澱粉を投入し澱粉混練体を調製する際にシリンダーの温度を25〜35℃の範囲に維持し、澱粉混練体を加熱してα化する際にシリンダーの温度を50〜90℃の範囲に維持する請求項4に記載の生分解性発泡成形物の原料の製造方法。
【請求項7】
パルプ分散体を冷却する際に5〜10℃の水をさらに加える請求項4〜6のいずれか1つに記載の生分解性発泡成形物の原料の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−881(P2011−881A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2010−85129(P2010−85129)
【出願日】平成22年4月1日(2010.4.1)
【出願人】(000226895)日世株式会社 (24)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成22年4月1日(2010.4.1)
【出願人】(000226895)日世株式会社 (24)
【Fターム(参考)】
[ Back to top ]