
エッチング用コーティング材
【課題】ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができるエッチング用コーティング材を提供する。
【解決手段】本発明に係るエッチング用コーティング材は、A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有する。エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量は50〜90重量%、上記熱可塑性樹脂の含有量は1〜20重量%、かつ上記粘着付与樹脂の含有量は2〜30重量%である。上記熱可塑性樹脂は、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。上記溶剤は、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む。
【解決手段】本発明に係るエッチング用コーティング材は、A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有する。エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量は50〜90重量%、上記熱可塑性樹脂の含有量は1〜20重量%、かつ上記粘着付与樹脂の含有量は2〜30重量%である。上記熱可塑性樹脂は、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。上記溶剤は、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、電子基板を製造する際に、エッチング工程で用いるエッチング液から電子部品を保護するためのコーティング膜を形成するために用いられるエッチング用コーティング材に関する。
【背景技術】
【0002】
近年、電気機器の小型化、軽量化及び多機能化が進行している。特に液晶ディスプレイの分野では、液晶パネルを形成するガラス基板に駆動回路又は制御回路を形成する技術として、システムオングラス(SOG)と呼ばれる技術が用いられている。
【0003】
上記SOGではガラス基板上に電子回路を形成した後に、必要に応じてフッ化水素などのエッチング液を用いてエッチング工程が行われる場合がある。このエッチング工程において、電子回路にエッチング液が付着すると回路が破壊されるおそれがある。このため、電子回路の表面をレジスト又はコーティング材で保護することが行われる。
【0004】
このようなレジストの一例としては、例えば、下記の特許文献1に示されるガラスエッチング用レジスト樹脂組成物が挙げられる。しかし、このレジスト樹脂組成物を用いた場合には、エッチング処理後にレジスト膜をアルカリ溶液等で剥離する必要がある。
【0005】
また、上記コーティング材の一例としては、例えば、下記の特許文献2に示される防湿性のコーティング材が挙げられる。このコーティング材はエッチング処理後に特殊な薬品を使わなくても、剥離して除去することが可能である。しかし、コーティング膜のガラスに対する密着性が高すぎるため、コーティング膜を再剥離する際に電子回路が破壊される可能性があるという問題がある。
【0006】
また、エッチング液から電子回路を保護するためには、コーティング材をある程度厚く塗る必要がある。特許文献2に記載の防湿性コーティング材はチキソトロピー性が無いため、コーティング材を厚く塗ると、コーティング材が流動して、必要な厚みを確保できなかったり、エッチングされるべき部位までコーティング材で覆われてしまったりすることがある。なお、ヒュームドシリカ等の無機フィラーを配合してコーティング材にチキソトロピー性を付与することがある。しかし、無機フィラーが配合されていると、場合によってはエッチング液の浸透性が高くなるという可能性がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−256788号公報
【特許文献2】特開2006−16531号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができるエッチング用コーティング材を提供することである。
【課題を解決するための手段】
【0009】
本発明の広い局面によれば、A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有し、エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量が50重量%以上、90重量%以下であり、上記熱可塑性樹脂の含有量が1重量%以上、20重量%以下であり、かつ上記粘着付与樹脂の含有量が2重量%以上、30重量%以下であり、上記熱可塑性樹脂が、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、上記溶剤が、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む、エッチング用コーティング材が提供される。
【0010】
本発明に係るエッチング用コーティング材のある特定の局面では、上記スチレンブロック共重合体は、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含む。
【0011】
本発明に係るエッチング用コーティング材の他の特定の局面では、上記熱可塑性樹脂はポリスチレンである。
【0012】
本発明に係るエッチング用コーティング材のさらに他の特定の局面では、上記粘着付与樹脂はテルペン系樹脂である。
【0013】
本発明に係るエッチング用コーティング材のさらに他の特定の局面では、上記溶剤は、上記熱可塑性樹脂に対して良溶媒である第2の溶剤をさらに含む。
【0014】
本発明に係るエッチング用コーティング材の別の特定の局面では、25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上である。
【0015】
本発明に係るエッチング用コーティング材のさらに別の特定の局面では、エッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度が0.5N/cm以上、5N/cm以下である。
【0016】
本発明に係るエッチング用コーティング材は、改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含むことが好ましく、エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記添加剤全体の含有量が5重量%以下であることが好ましい。
【発明の効果】
【0017】
本発明に係るエッチング用コーティング材は、A−B−A型のスチレンブロック共重合体と熱可塑性樹脂と粘着付与樹脂と溶剤とを含有し、コーティング材中の溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量が50〜90重量%、上記熱可塑性樹脂の含有量が1〜20重量%、かつ上記粘着付与樹脂の含有量が2〜30重量%であり、上記熱可塑性樹脂が、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、上記溶剤が、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含むので、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができる。
【図面の簡単な説明】
【0018】
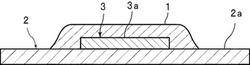
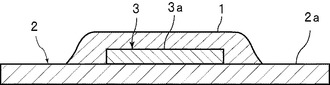
【図1】図1は、本発明の一実施形態に係るエッチング用コーティング材を用いて、ガラス基板上の電子部品の表面上にコーティング膜が形成された構造体の一例を模式的に示す正面断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を詳細に説明する。
【0020】
本発明に係るエッチング用コーティング材は、(a)A−B−A型のスチレンブロック共重合体と、(b)熱可塑性樹脂と、(c)粘着付与樹脂と、(d)溶剤とを含有する。(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。(d)溶剤は、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む。すなわち、上記第1の溶剤は、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である。
【0021】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)A−B−A型のスチレンブロック共重合体の含有量は50重量%以上、90重量%以下であり、(b)熱可塑性樹脂の含有量は1重量%以上、20重量%以下であり、(c)粘着付与樹脂の含有量は2重量%以上、30重量%以下である。上記エッチング用コーティング材中の(d)溶剤を除く成分には、(a)A−B−A型のスチレンブロック共重合体と、(b)熱可塑性樹脂と、(c)粘着付与樹脂とが含まれ、(d)溶剤は含まれない。
【0022】
また、本発明に係るエッチング用コーティング材は、上記(a)〜(c)成分が(d)溶剤に分散した分散液であってもよく、上記(a)〜(c)成分が(d)溶剤に溶解した溶液であってもよい。
【0023】
本発明に係るエッチング用コーティング材は、上記組成を有するので、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができる。本発明に係るエッチング用コーティング材では、無機フィラーを用いなくても、又は無機フィラーの含有量が少なくても、コーティング材を比較的厚く塗工することができ、厚みが比較的厚いコーティング膜を形成できる。
【0024】
本発明に係るエッチング用コーティング材は、例えば、電子基板を製造する際に、エッチング工程において、電子部品をエッチング液から保護するためにコーティング膜を形成するために用いられる。本発明に係るエッチング用コーティング材は、エッチング処理されるコーティング膜を形成するためのコーティング材である。本発明に係るエッチング用コーティング材は、好ましくはガラスエッチング用コーティング材である。
【0025】
図1に、本発明の一実施形態に係るエッチング用コーティング材を用いて、ガラス基板上の電子部品の表面上にコーティング膜が形成された構造体の一例を模式的に示す。
【0026】
図1に示すように、エッチング用コーティング材は、例えば、ガラス基板2の上面2a上に配置された電子部品3の表面3aを保護するためのコーティング膜1を形成するために用いられる。コーティング膜1の外周縁は、ガラス基板2の上面2aと接している。
【0027】
以下、本発明に係るエッチング用コーティング材に含まれている各成分の詳細を説明する。
【0028】
((a)A−B−A型のスチレンブロック共重合体)
上記(a)A−B−A型のスチレンブロック共重合体としては、具体的には、スチレン−ブタジエン−スチレンブロック共重合体(SBS)、スチレン−イソプレン−スチレンブロック共重合体(SIS)、スチレン−ビニル・イソプレン−スチレンブロック共重合体(SVIS)、スチレン−エチレン/ブチレン−スチレンブロック共重合体(SEBS)、スチレン−エチレン/プロピレン−スチレンブロック共重合体(SEPS)、並びにスチレン−エチレン−エチレン/プロピレン−スチレンブロック共重合体(SEEPS)等が挙げられる。(a)スチレンブロック共重合体には、各種共重合体の水素添加物も含まれる。(a)スチレンブロック共重合体は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0029】
エッチング液の高い酸化力に耐えることから、(a)スチレンブロック共重合体は、不飽和二重結合を有さないことが好ましく、SEBS、SEPS又はSEEPSが好ましい。すなわち、(a)スチレンブロック共重合体は、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含むことが好ましい。(a)スチレンブロック共重合体100重量%中、SEBS、SEPS又はSEEPSの含有量は、好ましくは20重量%以上、より好ましくは50重量%以上、100重量%以下である。(a)スチレンブロック共重合体の全量が、SEBS、SEPS又はSEEPSであってもよい。
【0030】
また、(a)スチレンブロック共重合体の全構造単位100重量%中、スチレンに由来する構造単位の割合は好ましくは30重量%以上、100重量%以下である。スチレンに由来する構造単位の割合が30重量%以上であると、ガラスとコーティング膜との密着性がより一層良好になり、(a)スチレンブロック共重合体と(b)熱可塑性樹脂との相溶性がより一層良好になる。(a)スチレンブロック共重合体は、スチレンに由来する構造単位のみを有していてもよい。
【0031】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)スチレンブロック共重合体の含有量は、50重量%以上、90重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)スチレンブロック共重合体の含有量は、好ましくは60重量%以上、好ましくは85重量%以下である。(a)スチレンブロック共重合体の含有量が上記下限以上であると、コーティング膜が脆くなり難い。(a)スチレンブロック共重合体の含有量が上記上限以下であると、ガラスとコーティング膜との接着性がより一層良好になる。
【0032】
((b)熱可塑性樹脂)
(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーの重合体であることが好ましい。例えば、(a)スチレンブロック共重合体が、SEBS、SEPS又はSEEPSである場合には、(b)熱可塑性樹脂は、スチレンを用いた熱可塑性樹脂であり、スチレンの重合体である熱可塑性樹脂である。
【0033】
(b)熱可塑性樹脂は、(a)スチレンブロック共重合体と相溶性が高いことが好ましい。(b)熱可塑性樹脂を構成するモノマーが、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを含有することで、(b)熱可塑性樹脂と(a)スチレンブロック共重合体との相溶性を高めることができる。(b)熱可塑性樹脂と(a)スチレンブロック共重合体との相溶性が低い場合には、コーティング材の保存中にこれらの成分が相分離する場合がある。この結果、コーティング材の塗工むらが生じやすくなる。
【0034】
(b)熱可塑性樹脂としては、例えばポリスチレン、スチレン−アクリロニトリル共重合体、スチレン−メチルメタクリレート(MMA)共重合体、スチレン−MMA−アクリロニトリル共重合体、及びスチレン−無水マレイン酸共重合体等が挙げられる。(b)熱可塑性樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0035】
(b)熱可塑性樹脂は、好ましくはスチレンを用いた熱可塑性樹脂であり、より好ましくはポリスチレン、スチレン−アクリロニトリル共重合体又はスチレン−MMA共重合体であり、更に好ましくはポリスチレン又はスチレン−アクリロニトリル共重合体であり、特に好ましくはポリスチレンである。(b)熱可塑性樹脂は、ポリスチレンであることが特に好ましい。ポリスチレンは、酸性度の高いエッチング液で劣化せず、ガラスとコーティング膜との密着性を良好に制御しやすい。
【0036】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(b)熱可塑性樹脂の含有量は、1重量%以上、20重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(b)熱可塑性樹脂の含有量は、好ましくは3重量%以上である。(b)熱可塑性樹脂の含有量が上記上限以下であると、コーティング材中に(b)熱可塑性樹脂を均一に分散させることが容易であり、塗工むらが生じ難くなる。
【0037】
((c)粘着付与樹脂)
ガラスとコーティング膜との接着性を向上させるため、(c)粘着付与樹脂が用いられる。(c)粘着付与樹脂としては、テルペン系樹脂、ロジンエステル系樹脂及び石油系樹脂等が挙げられる。この中でも、(a)スチレンブロック共重合体とともに用いることでガラスとコーティング膜との接着性が効果的に高くなるので、テルペン系樹脂が好ましい。上記テルペン系樹脂としては、水添テルペン樹脂、ポリテルペン及びテルペンフェノール系樹脂が挙げられる。(c)粘着付与樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0038】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(c)粘着付与樹脂の含有量は2重量%以上、30重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(c)粘着付与樹脂の含有量は、好ましくは5重量%以上、好ましくは25重量%以下である。(c)粘着付与樹脂の含有量が上記下限以上であると、ガラス又はプリント基板などの基材とコーティング膜との接着性がより一層良好になる。(c)粘着付与樹脂の含有量が上記上限以下であると、コーティング膜が脆くなり難く、ガラスとコーティング膜との密着性がより一層良好になる。
【0039】
((d)溶剤)
本発明に係るエッチング用コーティング材は、(a)スチレンブロック共重合体、(b)熱可塑性樹脂及び(c)粘着付与樹脂を分散又は溶解させるために、(d)溶剤を含む。
【0040】
(d)溶剤としては、脂肪族系溶剤、ケトン系溶剤、芳香族系溶剤、エステル系溶剤、エーテル系溶剤、アルコール系溶剤、パラフィン系溶剤及び石油系溶剤等が挙げられる。
【0041】
上記脂肪族系溶剤としては、シクロヘキサン、メチルシクロヘキサン及びエチルシクロヘキサン等が挙げられる。上記ケトン系溶剤としては、アセトン及びメチルエチルケトン等が挙げられる。上記芳香族系溶剤としては、トルエン及びキシレン等が挙げられる。上記エステル系溶剤としては、酢酸エチル、酢酸ブチル及び酢酸イソプロピル等が挙げられる。上記エーテル系溶剤としては、テトラヒドロフラン(THF)、及びジオキサン等が挙げられる。上記アルコール系溶剤としては、エタノール及びブタノール等が挙げられる。上記パラフィン系溶剤としては、パラフィン油及びナフテン油等が挙げられる。上記石油系溶剤としては、ミネラルターペン及びナフサ等が挙げられる。(d)溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
本発明に係るエッチング用コーティング材では、(d)溶剤が、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である第1の溶剤を少なくとも含む。ここで、良溶媒とは、樹脂成分(例えば、(a)スチレンブロック共重合体)の10重量%溶液を室温(23℃)で作製した場合、透明かつ均一になる溶媒を指す。貧溶媒とは、樹脂成分(例えば、(b)熱可塑性樹脂)の10重量%溶液を室温(23℃)で作製した場合、透明にならず、又は均一にならない溶媒を指す。
【0043】
(a)スチレンブロック共重合体がSEBSであり、かつ(b)熱可塑性樹脂がポリスチレンである場合、シクロヘキサンやメチルシクロヘキサン等の脂肪族系溶剤は、SEBSに対して良溶媒であるが、ポリスチレンに対しては、室温で膨潤するものの完全溶解しにくく、貧溶媒である。上記第1の溶剤は、脂肪族系溶剤であることが好ましく、シクロヘキサン又はメチルシクロヘキサンであることが好ましい。
【0044】
特定の上記第1の溶剤を用いることで、コーティング材中で(b)熱可塑性樹脂が膨潤し、数μm〜数十μm程度の細かいゲル状に分散することにより、低剪断速度で粘度が高くなり、チキソトロピー性が発現する。
【0045】
さらに、(d)溶剤は、熱可塑性樹脂に対して良溶媒である第2の溶剤を含むことが好ましい。(b)熱可塑性樹脂がポリスチレンである場合には、ポリスチレンに対して良溶媒である第2の溶剤としては、ケトン系溶剤、芳香族系溶剤、エステル系溶剤及びエーテル系溶媒が挙げられる。これらの良溶媒を配合することで、(b)熱可塑性樹脂ゲルの分散径が小さくなり、粘度が低下する傾向がある。このように、(d)溶剤の組み合わせにより、(b)熱可塑性樹脂の分散状態を制御でき、コーティング材の粘度やTI値を制御可能である。
【0046】
なお、芳香族系溶剤及びエーテル系溶媒は(a)スチレンブロック共重合体とポリスチレンとの双方に対して良溶媒であるので、これらの溶媒を単独で用いると、均一な溶液になりやすく、チキソトロピー性が発現しにくい。
【0047】
(d)溶剤の配合量や組み合わせは、コーティングの方法に応じて決められる。一般的なディスペンス作業では、固形分濃度が好ましくは20重量%以上、より好ましくは25重量%以上、好ましくは50重量%以下、より好ましくは40重量%以下になるように、(d)溶剤の配合量が調整される。
【0048】
本発明に係るエッチング用コーティング材は、上記第1の溶剤と上記第2の溶剤とを重量比で、100:0〜50:50で含むことが好ましく、90:10〜70:30で含むことがより好ましい。上記第1の溶剤のみを用いてもよく、上記第2の溶剤を用いなくてもよい。
【0049】
(他の成分)
本発明に係るエッチング用コーティング材は、必要に応じて、改質剤、消泡剤、着色剤及び接着性付与剤等を含んでいてもよい。例えば、乾燥性を向上させるために、上記改質剤として、ナフテン酸マンガンやオクテン酸マンガン等の有機酸金属塩などが使用可能である。また、基材とコーティング膜との接着性を向上させるため、上記改質剤として、メタクリロキシ系、アクリロキシ系、メルカプト系及びアミノ系のシランカップリング剤を1種又は2種以上が使用可能である。上記消泡剤としては、例えば、シリコン系オイル、フッ素オイル及びポリカルボン酸系ポリマーなど公知の消泡剤が挙げられる。上記着色剤としては、公知の無機顔料、有機系顔料、及び有機系染料等が挙げられる。改質剤、消泡剤、着色剤及び接着性付与剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0050】
本発明に係るエッチング用コーティング材は、改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含むことが好ましい。エッチング用コーティング材中の(d)溶剤を除く成分100重量%中、上記添加剤全体の含有量は5重量%以下であることが好ましい。エッチング用コーティング材中の(d)溶剤を除く成分100重量%中、上記添加剤全体の含有量は、好ましくは0.01重量%以上、より好ましくは0.1重量%以上である。なお、エッチング用コーティング材中の(d)溶剤を除く成分には、上記添加剤が含まれる。
【0051】
(エッチング用コーティング材)
本発明に係るエッチング用コーティング材は、25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上であることが好ましい。
【0052】
コーティング膜は、ガラス基板上に配置された電子回路を過不足なく保護することが求められる。従って、コーティング材を電子回路等のコーティングされるべき場所にある程度厚く塗る必要がある。一方で、一般的には液体であるコーティング材をそのまま塗布すると濡れ広がり、結果として不要な部分までコーティング材が至ったり、コーティング材の厚みが薄くなるためにエッチング液に対する保護性能が低下したりする。これを防ぐためには、コーティング材の粘度を高くすればよいが、粘度が高いとコーティング作業がしにくくなる。このため、コーティング作業のような歪速度が大きい場合には低い粘度、コーティング後に形状を保持するような歪速度が小さい場合には高い粘度となることが望ましい。このような現象はチキソトロピーと呼ばれ、上記のTI値はこの指標として用いられる。
【0053】
従って、上記TI値は好ましくは1.05以上、より好ましくは1.1以上、好ましくは1.5以下、より好ましくは1.3以下である。TI値が上記下限以上であると、必要なチキソトロピー性が得られ、コーティング材を比較的厚く塗工することができ、厚みが比較的厚いコーティング膜を形成することが容易になる。上記TI値が上記上限以下であると、粘度が過度に高くなりすぎず、コーティング材を塗工しやすくなる。
【0054】
本発明に係るエッチング用コーティング材を電子回路の表面上に塗布する方法としては、一般に知られている浸漬法、ハケ塗り法、スプレー法、線引き塗布法及びディスペンス法等が挙げられる。コーティング材の塗布後に乾燥することが好ましい。効率よくコーティング材を厚く塗るためには、ディスペンス法が好ましい。本発明に係るエッチング用コーティング材は、ディスペンス法により塗布されるエッチング用コーティング材であることが好ましい。
【0055】
コーティング材の最適な粘度は、上記の塗布方法によって異なる。ディスペンス法であれば、25℃及び剪断速度5s−1における粘度η5は好ましくは0.4Pa・s以上、好ましくは15Pa・s以下であり、25℃及び剪断速度20s−1における粘度をη20は好ましくは0.4Pa・s以上、好ましくは10Pa・s以下である。上記粘度が上記下限以上であると、コーティング材が濡れ広がることを防ぐことが容易である。上記粘度が上記上限以下であると、コーティング材をディスペンサーに取り分ける作業がしやすくなる。
【0056】
上記の粘度は、汎用の粘度計を用いて測定できる。該粘度計としては、例えば、E型粘度計(東機産業社製「TV−22」)等が挙げられる。
【0057】
本発明に係るエッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度は好ましくは0.5N/cm以上、より好ましくは0.8N/cm以上、好ましくは5N/cm以下、より好ましくは3N/cm以下である。上記乾燥後のエッチング用コーティング材は、コーティング膜であり、該コーティング膜はエッチング処理される。コーティング膜はガラス基板をエッチング処理した後、場合によっては剥離して除去される。90度剥離強度が上記下限以上であると、ガラスとコーティング膜との接着性が良好になり、エッチング処理時にコーティング材が自然剥離するのを抑制できる。90度剥離強度が上記上限以下であると、コーティング膜の再剥離性が良好になり、コーティング膜を剥離して除去する際に電子回路が破壊されるのを抑制できる。
【0058】
本発明に係るエッチング用コーティング材を用いて保護される電子部品としては、システムオングラス(SOG)で形成されるガラス基板上の電子回路全般が挙げられる。上記電子部品は、これら電子部品に接合されるリード線、ハーネス及びフィルム基板等も含んでいてもよい。
【0059】
本発明に係るエッチング用コーティング材は、原料を配合した後、振とう器又はディスパー等で攪拌することにより製造できる。
【0060】
本発明に係るエッチング用コーティング材では、(b)熱可塑性樹脂の貧溶媒を用いており、(b)熱可塑性樹脂はコーティング材中で細かいゲル状に分散させる必要がある。しかし、そのまま原料を混合するだけでは(b)熱可塑性樹脂は均一に分散しにくい。このため、(b)熱可塑性樹脂の良溶媒をTI値が1.05より小さくならない範囲で少量添加したり、撹拌時に加熱したり、(a)スチレンブロック共重合体と(b)熱可塑性樹脂とを予め溶融混練したコンパウンドを用いたりすることで、コーティング材中での各成分の分散効率を高めることができる。
【0061】
以下、本発明の実施例を挙げて、本発明をより詳細に説明する。本発明は、以下の実施例に限定されない。
【0062】
エッチング用コーティング材を形成するために、以下の材料を用いた。
【0063】
(a)スチレンブロック共重合体:
クラレ社製「セプトン8104」、SEBS、スチレン構造単位の割合60重量%
クラレ社製「セプトン4033」、SEEPS、スチレン構造単位の割合30重量%
【0064】
(b)熱可塑性樹脂:東洋スチレン社製「G100C」、ポリスチレン
【0065】
(c)粘着付与樹脂:ヤスハラケミカル社製「マイティーエースG150」、テルペンフェノール樹脂(テルペン系樹脂)
【0066】
着色剤:オリエント化学工業社製「OIL BLUE 2N」
【0067】
(d)溶剤
メチルシクロヘキサン
トルエン
【0068】
(実施例1〜6及び比較例1〜5)
下記の表1に示す成分を下記の表1に示す配合量で配合して、コーティング材(コーティング材溶液)を調製した。
【0069】
(評価)
得られたコーティング材、並びに該コーティング材を用いたコーティング膜の特性を下記の方法で測定した。
【0070】
(1)コーティング材の粘度
E型粘度計(東機産業社製、「TV−22」)を用いて、コーティング材の25℃での粘度を測定した。
【0071】
剪断速度5s−1における粘度η5と、剪断速度20s−1における粘度η20とを測定し、TI値(チキソトロピックインデックス)をTI=η5/η20で定義されるTI値(チキソトロピックインデックス)を求めた。
【0072】
(2)対ガラス剥離力
ソーダ石灰ガラスの板上にコーティング材を塗布し、50℃で10分間、次に100℃で20分間乾燥させた。乾燥後のコーティング材(コーティング膜)の厚みが200μmとなるように適宜調整した。乾燥後のコーティング材を幅10mmで切断し、引っ張り試験機を用いて、ガラス板に対して90度の角度で300mm/分の引っ張り速度で剥離した。この剥離の際の引き剥がし強さを測定して、対ガラス剥離力とした。
【0073】
結果を下記の表1に示す。また、上記対ガラス剥離力の評価で形成したコーティング膜の外観を評価した結果も下記の表1に示す。
【0074】
【表1】

【0075】
表1に示す結果からわかるように、スチレンブロック共重合体を73重量%、ポリスチレンを7重量%、粘着性付与樹脂(テルペンフェノール樹脂)を20重量%配合した実施例1,2のコーティング材では、対ガラス剥離力が適度な範囲にあり、再剥離性に優れており、またTI値が大きいので、厚塗りが可能であった。コーティング材の溶剤を除く組成が同じでも、ポリスチレンの良溶媒であるトルエンの含有量が多い実施例3のコーティング材では、粘度が低くなり、TI値が若干下がった。また、スチレンブロック共重合体におけるスチレン構造単位の割合が多い実施例4のコーティング材では、該コーティング材が非常にやわらかいため、対ガラス剥離力が若干高くなった。
【0076】
また、ポリスチレンを配合しなかった比較例1のコーティング材では、TI値が小さかった。ポリスチレンの含有量が多い比較例2のコーティング材では、ポリスチレンの均一な溶解が困難であったため、乾燥後のコーティング材の厚みが不均一となり、むらが大きかった。また、ポリスチレンの良溶媒であるトルエンのみを用いた比較例3のコーティング材では、TI値が小さかった。粘着性付与樹脂の含有量が少ない比較例4のコーティング材では、対ガラス剥離力がかなり低かった。粘着性付与樹脂の含有量が多い比較例5のコーティング材では、対ガラス剥離力がかなり高かった。
【符号の説明】
【0077】
1…コーティング材
2…ガラス基板
2a…上面
3…電子部品
3a…表面
【技術分野】
【0001】
本発明は、例えば、電子基板を製造する際に、エッチング工程で用いるエッチング液から電子部品を保護するためのコーティング膜を形成するために用いられるエッチング用コーティング材に関する。
【背景技術】
【0002】
近年、電気機器の小型化、軽量化及び多機能化が進行している。特に液晶ディスプレイの分野では、液晶パネルを形成するガラス基板に駆動回路又は制御回路を形成する技術として、システムオングラス(SOG)と呼ばれる技術が用いられている。
【0003】
上記SOGではガラス基板上に電子回路を形成した後に、必要に応じてフッ化水素などのエッチング液を用いてエッチング工程が行われる場合がある。このエッチング工程において、電子回路にエッチング液が付着すると回路が破壊されるおそれがある。このため、電子回路の表面をレジスト又はコーティング材で保護することが行われる。
【0004】
このようなレジストの一例としては、例えば、下記の特許文献1に示されるガラスエッチング用レジスト樹脂組成物が挙げられる。しかし、このレジスト樹脂組成物を用いた場合には、エッチング処理後にレジスト膜をアルカリ溶液等で剥離する必要がある。
【0005】
また、上記コーティング材の一例としては、例えば、下記の特許文献2に示される防湿性のコーティング材が挙げられる。このコーティング材はエッチング処理後に特殊な薬品を使わなくても、剥離して除去することが可能である。しかし、コーティング膜のガラスに対する密着性が高すぎるため、コーティング膜を再剥離する際に電子回路が破壊される可能性があるという問題がある。
【0006】
また、エッチング液から電子回路を保護するためには、コーティング材をある程度厚く塗る必要がある。特許文献2に記載の防湿性コーティング材はチキソトロピー性が無いため、コーティング材を厚く塗ると、コーティング材が流動して、必要な厚みを確保できなかったり、エッチングされるべき部位までコーティング材で覆われてしまったりすることがある。なお、ヒュームドシリカ等の無機フィラーを配合してコーティング材にチキソトロピー性を付与することがある。しかし、無機フィラーが配合されていると、場合によってはエッチング液の浸透性が高くなるという可能性がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−256788号公報
【特許文献2】特開2006−16531号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができるエッチング用コーティング材を提供することである。
【課題を解決するための手段】
【0009】
本発明の広い局面によれば、A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有し、エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量が50重量%以上、90重量%以下であり、上記熱可塑性樹脂の含有量が1重量%以上、20重量%以下であり、かつ上記粘着付与樹脂の含有量が2重量%以上、30重量%以下であり、上記熱可塑性樹脂が、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、上記溶剤が、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む、エッチング用コーティング材が提供される。
【0010】
本発明に係るエッチング用コーティング材のある特定の局面では、上記スチレンブロック共重合体は、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含む。
【0011】
本発明に係るエッチング用コーティング材の他の特定の局面では、上記熱可塑性樹脂はポリスチレンである。
【0012】
本発明に係るエッチング用コーティング材のさらに他の特定の局面では、上記粘着付与樹脂はテルペン系樹脂である。
【0013】
本発明に係るエッチング用コーティング材のさらに他の特定の局面では、上記溶剤は、上記熱可塑性樹脂に対して良溶媒である第2の溶剤をさらに含む。
【0014】
本発明に係るエッチング用コーティング材の別の特定の局面では、25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上である。
【0015】
本発明に係るエッチング用コーティング材のさらに別の特定の局面では、エッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度が0.5N/cm以上、5N/cm以下である。
【0016】
本発明に係るエッチング用コーティング材は、改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含むことが好ましく、エッチング用コーティング材中の上記溶剤を除く成分100重量%中、上記添加剤全体の含有量が5重量%以下であることが好ましい。
【発明の効果】
【0017】
本発明に係るエッチング用コーティング材は、A−B−A型のスチレンブロック共重合体と熱可塑性樹脂と粘着付与樹脂と溶剤とを含有し、コーティング材中の溶剤を除く成分100重量%中、上記スチレンブロック共重合体の含有量が50〜90重量%、上記熱可塑性樹脂の含有量が1〜20重量%、かつ上記粘着付与樹脂の含有量が2〜30重量%であり、上記熱可塑性樹脂が、上記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、上記溶剤が、上記スチレンブロック共重合体に対して良溶媒であり、かつ上記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含むので、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の一実施形態に係るエッチング用コーティング材を用いて、ガラス基板上の電子部品の表面上にコーティング膜が形成された構造体の一例を模式的に示す正面断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を詳細に説明する。
【0020】
本発明に係るエッチング用コーティング材は、(a)A−B−A型のスチレンブロック共重合体と、(b)熱可塑性樹脂と、(c)粘着付与樹脂と、(d)溶剤とを含有する。(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。(d)溶剤は、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む。すなわち、上記第1の溶剤は、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である。
【0021】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)A−B−A型のスチレンブロック共重合体の含有量は50重量%以上、90重量%以下であり、(b)熱可塑性樹脂の含有量は1重量%以上、20重量%以下であり、(c)粘着付与樹脂の含有量は2重量%以上、30重量%以下である。上記エッチング用コーティング材中の(d)溶剤を除く成分には、(a)A−B−A型のスチレンブロック共重合体と、(b)熱可塑性樹脂と、(c)粘着付与樹脂とが含まれ、(d)溶剤は含まれない。
【0022】
また、本発明に係るエッチング用コーティング材は、上記(a)〜(c)成分が(d)溶剤に分散した分散液であってもよく、上記(a)〜(c)成分が(d)溶剤に溶解した溶液であってもよい。
【0023】
本発明に係るエッチング用コーティング材は、上記組成を有するので、ガラスに対する接着性及び再剥離性に優れており、更に厚みが比較的厚いコーティング膜を形成することができる。本発明に係るエッチング用コーティング材では、無機フィラーを用いなくても、又は無機フィラーの含有量が少なくても、コーティング材を比較的厚く塗工することができ、厚みが比較的厚いコーティング膜を形成できる。
【0024】
本発明に係るエッチング用コーティング材は、例えば、電子基板を製造する際に、エッチング工程において、電子部品をエッチング液から保護するためにコーティング膜を形成するために用いられる。本発明に係るエッチング用コーティング材は、エッチング処理されるコーティング膜を形成するためのコーティング材である。本発明に係るエッチング用コーティング材は、好ましくはガラスエッチング用コーティング材である。
【0025】
図1に、本発明の一実施形態に係るエッチング用コーティング材を用いて、ガラス基板上の電子部品の表面上にコーティング膜が形成された構造体の一例を模式的に示す。
【0026】
図1に示すように、エッチング用コーティング材は、例えば、ガラス基板2の上面2a上に配置された電子部品3の表面3aを保護するためのコーティング膜1を形成するために用いられる。コーティング膜1の外周縁は、ガラス基板2の上面2aと接している。
【0027】
以下、本発明に係るエッチング用コーティング材に含まれている各成分の詳細を説明する。
【0028】
((a)A−B−A型のスチレンブロック共重合体)
上記(a)A−B−A型のスチレンブロック共重合体としては、具体的には、スチレン−ブタジエン−スチレンブロック共重合体(SBS)、スチレン−イソプレン−スチレンブロック共重合体(SIS)、スチレン−ビニル・イソプレン−スチレンブロック共重合体(SVIS)、スチレン−エチレン/ブチレン−スチレンブロック共重合体(SEBS)、スチレン−エチレン/プロピレン−スチレンブロック共重合体(SEPS)、並びにスチレン−エチレン−エチレン/プロピレン−スチレンブロック共重合体(SEEPS)等が挙げられる。(a)スチレンブロック共重合体には、各種共重合体の水素添加物も含まれる。(a)スチレンブロック共重合体は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0029】
エッチング液の高い酸化力に耐えることから、(a)スチレンブロック共重合体は、不飽和二重結合を有さないことが好ましく、SEBS、SEPS又はSEEPSが好ましい。すなわち、(a)スチレンブロック共重合体は、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含むことが好ましい。(a)スチレンブロック共重合体100重量%中、SEBS、SEPS又はSEEPSの含有量は、好ましくは20重量%以上、より好ましくは50重量%以上、100重量%以下である。(a)スチレンブロック共重合体の全量が、SEBS、SEPS又はSEEPSであってもよい。
【0030】
また、(a)スチレンブロック共重合体の全構造単位100重量%中、スチレンに由来する構造単位の割合は好ましくは30重量%以上、100重量%以下である。スチレンに由来する構造単位の割合が30重量%以上であると、ガラスとコーティング膜との密着性がより一層良好になり、(a)スチレンブロック共重合体と(b)熱可塑性樹脂との相溶性がより一層良好になる。(a)スチレンブロック共重合体は、スチレンに由来する構造単位のみを有していてもよい。
【0031】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)スチレンブロック共重合体の含有量は、50重量%以上、90重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(a)スチレンブロック共重合体の含有量は、好ましくは60重量%以上、好ましくは85重量%以下である。(a)スチレンブロック共重合体の含有量が上記下限以上であると、コーティング膜が脆くなり難い。(a)スチレンブロック共重合体の含有量が上記上限以下であると、ガラスとコーティング膜との接着性がより一層良好になる。
【0032】
((b)熱可塑性樹脂)
(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂である。(b)熱可塑性樹脂は、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーの重合体であることが好ましい。例えば、(a)スチレンブロック共重合体が、SEBS、SEPS又はSEEPSである場合には、(b)熱可塑性樹脂は、スチレンを用いた熱可塑性樹脂であり、スチレンの重合体である熱可塑性樹脂である。
【0033】
(b)熱可塑性樹脂は、(a)スチレンブロック共重合体と相溶性が高いことが好ましい。(b)熱可塑性樹脂を構成するモノマーが、(a)スチレンブロック共重合体のAブロック成分を構成するモノマーを含有することで、(b)熱可塑性樹脂と(a)スチレンブロック共重合体との相溶性を高めることができる。(b)熱可塑性樹脂と(a)スチレンブロック共重合体との相溶性が低い場合には、コーティング材の保存中にこれらの成分が相分離する場合がある。この結果、コーティング材の塗工むらが生じやすくなる。
【0034】
(b)熱可塑性樹脂としては、例えばポリスチレン、スチレン−アクリロニトリル共重合体、スチレン−メチルメタクリレート(MMA)共重合体、スチレン−MMA−アクリロニトリル共重合体、及びスチレン−無水マレイン酸共重合体等が挙げられる。(b)熱可塑性樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0035】
(b)熱可塑性樹脂は、好ましくはスチレンを用いた熱可塑性樹脂であり、より好ましくはポリスチレン、スチレン−アクリロニトリル共重合体又はスチレン−MMA共重合体であり、更に好ましくはポリスチレン又はスチレン−アクリロニトリル共重合体であり、特に好ましくはポリスチレンである。(b)熱可塑性樹脂は、ポリスチレンであることが特に好ましい。ポリスチレンは、酸性度の高いエッチング液で劣化せず、ガラスとコーティング膜との密着性を良好に制御しやすい。
【0036】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(b)熱可塑性樹脂の含有量は、1重量%以上、20重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(b)熱可塑性樹脂の含有量は、好ましくは3重量%以上である。(b)熱可塑性樹脂の含有量が上記上限以下であると、コーティング材中に(b)熱可塑性樹脂を均一に分散させることが容易であり、塗工むらが生じ難くなる。
【0037】
((c)粘着付与樹脂)
ガラスとコーティング膜との接着性を向上させるため、(c)粘着付与樹脂が用いられる。(c)粘着付与樹脂としては、テルペン系樹脂、ロジンエステル系樹脂及び石油系樹脂等が挙げられる。この中でも、(a)スチレンブロック共重合体とともに用いることでガラスとコーティング膜との接着性が効果的に高くなるので、テルペン系樹脂が好ましい。上記テルペン系樹脂としては、水添テルペン樹脂、ポリテルペン及びテルペンフェノール系樹脂が挙げられる。(c)粘着付与樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0038】
本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(c)粘着付与樹脂の含有量は2重量%以上、30重量%以下である。本発明に係るエッチング用コーティング材中の(d)溶剤を除く成分100重量%中、(c)粘着付与樹脂の含有量は、好ましくは5重量%以上、好ましくは25重量%以下である。(c)粘着付与樹脂の含有量が上記下限以上であると、ガラス又はプリント基板などの基材とコーティング膜との接着性がより一層良好になる。(c)粘着付与樹脂の含有量が上記上限以下であると、コーティング膜が脆くなり難く、ガラスとコーティング膜との密着性がより一層良好になる。
【0039】
((d)溶剤)
本発明に係るエッチング用コーティング材は、(a)スチレンブロック共重合体、(b)熱可塑性樹脂及び(c)粘着付与樹脂を分散又は溶解させるために、(d)溶剤を含む。
【0040】
(d)溶剤としては、脂肪族系溶剤、ケトン系溶剤、芳香族系溶剤、エステル系溶剤、エーテル系溶剤、アルコール系溶剤、パラフィン系溶剤及び石油系溶剤等が挙げられる。
【0041】
上記脂肪族系溶剤としては、シクロヘキサン、メチルシクロヘキサン及びエチルシクロヘキサン等が挙げられる。上記ケトン系溶剤としては、アセトン及びメチルエチルケトン等が挙げられる。上記芳香族系溶剤としては、トルエン及びキシレン等が挙げられる。上記エステル系溶剤としては、酢酸エチル、酢酸ブチル及び酢酸イソプロピル等が挙げられる。上記エーテル系溶剤としては、テトラヒドロフラン(THF)、及びジオキサン等が挙げられる。上記アルコール系溶剤としては、エタノール及びブタノール等が挙げられる。上記パラフィン系溶剤としては、パラフィン油及びナフテン油等が挙げられる。上記石油系溶剤としては、ミネラルターペン及びナフサ等が挙げられる。(d)溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
本発明に係るエッチング用コーティング材では、(d)溶剤が、(a)スチレンブロック共重合体に対して良溶媒であり、かつ(b)熱可塑性樹脂に対して貧溶媒である第1の溶剤を少なくとも含む。ここで、良溶媒とは、樹脂成分(例えば、(a)スチレンブロック共重合体)の10重量%溶液を室温(23℃)で作製した場合、透明かつ均一になる溶媒を指す。貧溶媒とは、樹脂成分(例えば、(b)熱可塑性樹脂)の10重量%溶液を室温(23℃)で作製した場合、透明にならず、又は均一にならない溶媒を指す。
【0043】
(a)スチレンブロック共重合体がSEBSであり、かつ(b)熱可塑性樹脂がポリスチレンである場合、シクロヘキサンやメチルシクロヘキサン等の脂肪族系溶剤は、SEBSに対して良溶媒であるが、ポリスチレンに対しては、室温で膨潤するものの完全溶解しにくく、貧溶媒である。上記第1の溶剤は、脂肪族系溶剤であることが好ましく、シクロヘキサン又はメチルシクロヘキサンであることが好ましい。
【0044】
特定の上記第1の溶剤を用いることで、コーティング材中で(b)熱可塑性樹脂が膨潤し、数μm〜数十μm程度の細かいゲル状に分散することにより、低剪断速度で粘度が高くなり、チキソトロピー性が発現する。
【0045】
さらに、(d)溶剤は、熱可塑性樹脂に対して良溶媒である第2の溶剤を含むことが好ましい。(b)熱可塑性樹脂がポリスチレンである場合には、ポリスチレンに対して良溶媒である第2の溶剤としては、ケトン系溶剤、芳香族系溶剤、エステル系溶剤及びエーテル系溶媒が挙げられる。これらの良溶媒を配合することで、(b)熱可塑性樹脂ゲルの分散径が小さくなり、粘度が低下する傾向がある。このように、(d)溶剤の組み合わせにより、(b)熱可塑性樹脂の分散状態を制御でき、コーティング材の粘度やTI値を制御可能である。
【0046】
なお、芳香族系溶剤及びエーテル系溶媒は(a)スチレンブロック共重合体とポリスチレンとの双方に対して良溶媒であるので、これらの溶媒を単独で用いると、均一な溶液になりやすく、チキソトロピー性が発現しにくい。
【0047】
(d)溶剤の配合量や組み合わせは、コーティングの方法に応じて決められる。一般的なディスペンス作業では、固形分濃度が好ましくは20重量%以上、より好ましくは25重量%以上、好ましくは50重量%以下、より好ましくは40重量%以下になるように、(d)溶剤の配合量が調整される。
【0048】
本発明に係るエッチング用コーティング材は、上記第1の溶剤と上記第2の溶剤とを重量比で、100:0〜50:50で含むことが好ましく、90:10〜70:30で含むことがより好ましい。上記第1の溶剤のみを用いてもよく、上記第2の溶剤を用いなくてもよい。
【0049】
(他の成分)
本発明に係るエッチング用コーティング材は、必要に応じて、改質剤、消泡剤、着色剤及び接着性付与剤等を含んでいてもよい。例えば、乾燥性を向上させるために、上記改質剤として、ナフテン酸マンガンやオクテン酸マンガン等の有機酸金属塩などが使用可能である。また、基材とコーティング膜との接着性を向上させるため、上記改質剤として、メタクリロキシ系、アクリロキシ系、メルカプト系及びアミノ系のシランカップリング剤を1種又は2種以上が使用可能である。上記消泡剤としては、例えば、シリコン系オイル、フッ素オイル及びポリカルボン酸系ポリマーなど公知の消泡剤が挙げられる。上記着色剤としては、公知の無機顔料、有機系顔料、及び有機系染料等が挙げられる。改質剤、消泡剤、着色剤及び接着性付与剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0050】
本発明に係るエッチング用コーティング材は、改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含むことが好ましい。エッチング用コーティング材中の(d)溶剤を除く成分100重量%中、上記添加剤全体の含有量は5重量%以下であることが好ましい。エッチング用コーティング材中の(d)溶剤を除く成分100重量%中、上記添加剤全体の含有量は、好ましくは0.01重量%以上、より好ましくは0.1重量%以上である。なお、エッチング用コーティング材中の(d)溶剤を除く成分には、上記添加剤が含まれる。
【0051】
(エッチング用コーティング材)
本発明に係るエッチング用コーティング材は、25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上であることが好ましい。
【0052】
コーティング膜は、ガラス基板上に配置された電子回路を過不足なく保護することが求められる。従って、コーティング材を電子回路等のコーティングされるべき場所にある程度厚く塗る必要がある。一方で、一般的には液体であるコーティング材をそのまま塗布すると濡れ広がり、結果として不要な部分までコーティング材が至ったり、コーティング材の厚みが薄くなるためにエッチング液に対する保護性能が低下したりする。これを防ぐためには、コーティング材の粘度を高くすればよいが、粘度が高いとコーティング作業がしにくくなる。このため、コーティング作業のような歪速度が大きい場合には低い粘度、コーティング後に形状を保持するような歪速度が小さい場合には高い粘度となることが望ましい。このような現象はチキソトロピーと呼ばれ、上記のTI値はこの指標として用いられる。
【0053】
従って、上記TI値は好ましくは1.05以上、より好ましくは1.1以上、好ましくは1.5以下、より好ましくは1.3以下である。TI値が上記下限以上であると、必要なチキソトロピー性が得られ、コーティング材を比較的厚く塗工することができ、厚みが比較的厚いコーティング膜を形成することが容易になる。上記TI値が上記上限以下であると、粘度が過度に高くなりすぎず、コーティング材を塗工しやすくなる。
【0054】
本発明に係るエッチング用コーティング材を電子回路の表面上に塗布する方法としては、一般に知られている浸漬法、ハケ塗り法、スプレー法、線引き塗布法及びディスペンス法等が挙げられる。コーティング材の塗布後に乾燥することが好ましい。効率よくコーティング材を厚く塗るためには、ディスペンス法が好ましい。本発明に係るエッチング用コーティング材は、ディスペンス法により塗布されるエッチング用コーティング材であることが好ましい。
【0055】
コーティング材の最適な粘度は、上記の塗布方法によって異なる。ディスペンス法であれば、25℃及び剪断速度5s−1における粘度η5は好ましくは0.4Pa・s以上、好ましくは15Pa・s以下であり、25℃及び剪断速度20s−1における粘度をη20は好ましくは0.4Pa・s以上、好ましくは10Pa・s以下である。上記粘度が上記下限以上であると、コーティング材が濡れ広がることを防ぐことが容易である。上記粘度が上記上限以下であると、コーティング材をディスペンサーに取り分ける作業がしやすくなる。
【0056】
上記の粘度は、汎用の粘度計を用いて測定できる。該粘度計としては、例えば、E型粘度計(東機産業社製「TV−22」)等が挙げられる。
【0057】
本発明に係るエッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度は好ましくは0.5N/cm以上、より好ましくは0.8N/cm以上、好ましくは5N/cm以下、より好ましくは3N/cm以下である。上記乾燥後のエッチング用コーティング材は、コーティング膜であり、該コーティング膜はエッチング処理される。コーティング膜はガラス基板をエッチング処理した後、場合によっては剥離して除去される。90度剥離強度が上記下限以上であると、ガラスとコーティング膜との接着性が良好になり、エッチング処理時にコーティング材が自然剥離するのを抑制できる。90度剥離強度が上記上限以下であると、コーティング膜の再剥離性が良好になり、コーティング膜を剥離して除去する際に電子回路が破壊されるのを抑制できる。
【0058】
本発明に係るエッチング用コーティング材を用いて保護される電子部品としては、システムオングラス(SOG)で形成されるガラス基板上の電子回路全般が挙げられる。上記電子部品は、これら電子部品に接合されるリード線、ハーネス及びフィルム基板等も含んでいてもよい。
【0059】
本発明に係るエッチング用コーティング材は、原料を配合した後、振とう器又はディスパー等で攪拌することにより製造できる。
【0060】
本発明に係るエッチング用コーティング材では、(b)熱可塑性樹脂の貧溶媒を用いており、(b)熱可塑性樹脂はコーティング材中で細かいゲル状に分散させる必要がある。しかし、そのまま原料を混合するだけでは(b)熱可塑性樹脂は均一に分散しにくい。このため、(b)熱可塑性樹脂の良溶媒をTI値が1.05より小さくならない範囲で少量添加したり、撹拌時に加熱したり、(a)スチレンブロック共重合体と(b)熱可塑性樹脂とを予め溶融混練したコンパウンドを用いたりすることで、コーティング材中での各成分の分散効率を高めることができる。
【0061】
以下、本発明の実施例を挙げて、本発明をより詳細に説明する。本発明は、以下の実施例に限定されない。
【0062】
エッチング用コーティング材を形成するために、以下の材料を用いた。
【0063】
(a)スチレンブロック共重合体:
クラレ社製「セプトン8104」、SEBS、スチレン構造単位の割合60重量%
クラレ社製「セプトン4033」、SEEPS、スチレン構造単位の割合30重量%
【0064】
(b)熱可塑性樹脂:東洋スチレン社製「G100C」、ポリスチレン
【0065】
(c)粘着付与樹脂:ヤスハラケミカル社製「マイティーエースG150」、テルペンフェノール樹脂(テルペン系樹脂)
【0066】
着色剤:オリエント化学工業社製「OIL BLUE 2N」
【0067】
(d)溶剤
メチルシクロヘキサン
トルエン
【0068】
(実施例1〜6及び比較例1〜5)
下記の表1に示す成分を下記の表1に示す配合量で配合して、コーティング材(コーティング材溶液)を調製した。
【0069】
(評価)
得られたコーティング材、並びに該コーティング材を用いたコーティング膜の特性を下記の方法で測定した。
【0070】
(1)コーティング材の粘度
E型粘度計(東機産業社製、「TV−22」)を用いて、コーティング材の25℃での粘度を測定した。
【0071】
剪断速度5s−1における粘度η5と、剪断速度20s−1における粘度η20とを測定し、TI値(チキソトロピックインデックス)をTI=η5/η20で定義されるTI値(チキソトロピックインデックス)を求めた。
【0072】
(2)対ガラス剥離力
ソーダ石灰ガラスの板上にコーティング材を塗布し、50℃で10分間、次に100℃で20分間乾燥させた。乾燥後のコーティング材(コーティング膜)の厚みが200μmとなるように適宜調整した。乾燥後のコーティング材を幅10mmで切断し、引っ張り試験機を用いて、ガラス板に対して90度の角度で300mm/分の引っ張り速度で剥離した。この剥離の際の引き剥がし強さを測定して、対ガラス剥離力とした。
【0073】
結果を下記の表1に示す。また、上記対ガラス剥離力の評価で形成したコーティング膜の外観を評価した結果も下記の表1に示す。
【0074】
【表1】
【0075】
表1に示す結果からわかるように、スチレンブロック共重合体を73重量%、ポリスチレンを7重量%、粘着性付与樹脂(テルペンフェノール樹脂)を20重量%配合した実施例1,2のコーティング材では、対ガラス剥離力が適度な範囲にあり、再剥離性に優れており、またTI値が大きいので、厚塗りが可能であった。コーティング材の溶剤を除く組成が同じでも、ポリスチレンの良溶媒であるトルエンの含有量が多い実施例3のコーティング材では、粘度が低くなり、TI値が若干下がった。また、スチレンブロック共重合体におけるスチレン構造単位の割合が多い実施例4のコーティング材では、該コーティング材が非常にやわらかいため、対ガラス剥離力が若干高くなった。
【0076】
また、ポリスチレンを配合しなかった比較例1のコーティング材では、TI値が小さかった。ポリスチレンの含有量が多い比較例2のコーティング材では、ポリスチレンの均一な溶解が困難であったため、乾燥後のコーティング材の厚みが不均一となり、むらが大きかった。また、ポリスチレンの良溶媒であるトルエンのみを用いた比較例3のコーティング材では、TI値が小さかった。粘着性付与樹脂の含有量が少ない比較例4のコーティング材では、対ガラス剥離力がかなり低かった。粘着性付与樹脂の含有量が多い比較例5のコーティング材では、対ガラス剥離力がかなり高かった。
【符号の説明】
【0077】
1…コーティング材
2…ガラス基板
2a…上面
3…電子部品
3a…表面
【特許請求の範囲】
【請求項1】
A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有し、
エッチング用コーティング材中の前記溶剤を除く成分100重量%中、前記スチレンブロック共重合体の含有量が50重量%以上、90重量%以下であり、前記熱可塑性樹脂の含有量が1重量%以上、20重量%以下であり、かつ前記粘着付与樹脂の含有量が2重量%以上、30重量%以下であり、
前記熱可塑性樹脂が、前記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、
前記溶剤が、前記スチレンブロック共重合体に対して良溶媒であり、かつ前記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む、エッチング用コーティング材。
【請求項2】
前記スチレンブロック共重合体が、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含む、請求項1に記載のエッチング用コーティング材。
【請求項3】
前記熱可塑性樹脂がポリスチレンである、請求項1又は2に記載のエッチング用コーティング材。
【請求項4】
前記粘着付与樹脂がテルペン系樹脂である、請求項1〜3のいずれか1項に記載のエッチング用コーティング材。
【請求項5】
前記溶剤が、前記熱可塑性樹脂に対して良溶媒である第2の溶剤をさらに含む、請求項1〜4のいずれか1項に記載のエッチング用コーティング材。
【請求項6】
25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上である、請求項1〜5のいずれか1項に記載のエッチング用コーティング材。
【請求項7】
エッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度が0.5N/cm以上、5N/cm以下である、請求項1〜6のいずれか1項に記載のエッチング用コーティング材。
【請求項8】
改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含み、
エッチング用コーティング材中の前記溶剤を除く成分100重量%中、前記添加剤全体の含有量が5重量%以下である、請求項1〜7のいずれか1項に記載のエッチング用コーティング材。
【請求項1】
A−B−A型のスチレンブロック共重合体と、熱可塑性樹脂と、粘着付与樹脂と、溶剤とを含有し、
エッチング用コーティング材中の前記溶剤を除く成分100重量%中、前記スチレンブロック共重合体の含有量が50重量%以上、90重量%以下であり、前記熱可塑性樹脂の含有量が1重量%以上、20重量%以下であり、かつ前記粘着付与樹脂の含有量が2重量%以上、30重量%以下であり、
前記熱可塑性樹脂が、前記スチレンブロック共重合体のAブロック成分を構成するモノマーを用いた熱可塑性樹脂であり、
前記溶剤が、前記スチレンブロック共重合体に対して良溶媒であり、かつ前記熱可塑性樹脂に対して貧溶媒である第1の溶剤を含む、エッチング用コーティング材。
【請求項2】
前記スチレンブロック共重合体が、スチレン−エチレン/ブチレン−スチレン共重合体、スチレン−エチレン/プロピレン−スチレン共重合体、又はスチレン−エチレン−エチレン/プロピレン−スチレン共重合体を含む、請求項1に記載のエッチング用コーティング材。
【請求項3】
前記熱可塑性樹脂がポリスチレンである、請求項1又は2に記載のエッチング用コーティング材。
【請求項4】
前記粘着付与樹脂がテルペン系樹脂である、請求項1〜3のいずれか1項に記載のエッチング用コーティング材。
【請求項5】
前記溶剤が、前記熱可塑性樹脂に対して良溶媒である第2の溶剤をさらに含む、請求項1〜4のいずれか1項に記載のエッチング用コーティング材。
【請求項6】
25℃及び剪断速度5s−1における粘度をη5とし、25℃及び剪断速度20s−1における粘度をη20としたとき、TI=η5/η20で定義されるTI値(チキソトロピックインデックス)が1.05以上である、請求項1〜5のいずれか1項に記載のエッチング用コーティング材。
【請求項7】
エッチング用コーティング材をガラス上に塗工した後に乾燥したときに、乾燥後のエッチング用コーティング材のガラスに対する90度剥離強度が0.5N/cm以上、5N/cm以下である、請求項1〜6のいずれか1項に記載のエッチング用コーティング材。
【請求項8】
改質剤、消泡剤及び着色剤からなる群から選択された少なくとも1種の添加剤をさらに含み、
エッチング用コーティング材中の前記溶剤を除く成分100重量%中、前記添加剤全体の含有量が5重量%以下である、請求項1〜7のいずれか1項に記載のエッチング用コーティング材。
【図1】

【公開番号】特開2012−167144(P2012−167144A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−27201(P2011−27201)
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]