
エネルギ吸収部材

【課題】新規の金型設計又は複数の工程の追加による製造コストの増加を防止し、エネルギ吸収性能を低下させることなく、低コストで製造することができるエネルギ吸収部材を提供する。
【解決手段】アルミニウム合金製の筒状の外筒部材1内に、筒状の内筒部材2を挿入し、この状態で、外筒部材1及び内筒部材2を電磁拡管成形する。これにより、外筒部材と内筒部材とがその接触面の全域又は接触面の一部で密着する。このエネルギ吸収部材は、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収する。
【解決手段】アルミニウム合金製の筒状の外筒部材1内に、筒状の内筒部材2を挿入し、この状態で、外筒部材1及び内筒部材2を電磁拡管成形する。これにより、外筒部材と内筒部材とがその接触面の全域又は接触面の一部で密着する。このエネルギ吸収部材は、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車等の輸送車両の構造部材等として使用され、エネルギ吸収性能が優れたエネルギ吸収部材に関する。
【背景技術】
【0002】
自動車等には、乗員、歩行者及び他の自動車等を、衝突時の衝撃から保護するために、クラッシュボックス及びドアビーム等の構造部材にエネルギ吸収部材が設けられている。また、鉄道車輌の場合は、終着駅等に衝撃ダンパー等のエネルギ吸収部材が設置されている。
【0003】
この車両用エネルギ吸収部材は、断面が円形、矩形、又はオレンジ形等の中空断面であり、押出又は溶接接合により製造されている。この中空断面のエネルギ吸収部材に対し、その軸方向に衝撃荷重又は大荷重が印加されたときに、このエネルギ吸収部材が軸方向に圧縮変形して、衝撃エネルギを吸収する。
【0004】
近時、地球環境の保護を目的として、エネルギ吸収部材には、軽量化が促進されている。このため、エネルギ吸収部材には、3000系、5000系、6000系又は7000系のアルミニウム合金を押出し成形し、熱処理により調質した中空部材が使用されている。
【0005】
また、自動車車体の前端及び後端に設置されるバンパー内部には、補強部材としてバンパーリインフォースが設けられている。このリインフォースも中空の部材であり、荷重方向に垂直の前壁及び後壁を有している。そして、このリインフォースは、車体側にて1対のバンパーステイにより支持されており、バンパーステイは、その車体側の端部がサイドメンバーのフロント及びリアの先端に固定されている。
【0006】
このバンパーステイは、フランジと管状のアルミニウム合金押出材からなる軸部材とから構成される。本願出願人は、既に、このバンパーステイを、フランジに設けた孔に軸部材を挿入し、軸部材を電磁成形により拡管して軸部材をフランジの孔に密着させることにより製造する技術を提案した(特許文献1)。このようにして製造されるバンパーステイは、従来の鋼材製のものに比して、溶接不要の一体成形が可能なものとなり、軽量性に優れたエネルギ吸収部材として注目されている。
【0007】
電磁成形は、高電圧で蓄えられた電荷を電磁成形インダクタ(コイル)に瞬時に放電させ、そのコイルの周囲に極短時間で強磁場を発生させて、その強磁場の中に設置された被成形体との間に電磁反力を発生させることにより、被成形体に対し、拡管若しくは縮管又は変形の成形を行う技術である(特許文献2)。
【0008】
一方、従来のエネルギ吸収部材は、効率良く衝突エネルギを吸収するために、プレス成形等の機械加工によりエネルギ吸収部材に圧縮変形の起点となるビード形状、エンボス形状又は孔を付与したり、押出断面をオレンジ形にするという工夫を行っていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2006−110609
【特許文献2】特開2004−351457
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、押出材からなる軸部材を拡管成形してフランジに固定する場合は、溶接不要の一体成形が可能であるが、ビード形状等の吸収エネルギの向上手段を施すことができない。又は、吸収エネルギを大きくするために、押出断面をオレンジ形というように不規則な形状にする必要がある。これは、新規の金型設計が必要になるという問題点がある。
【0011】
一方、エネルギ吸収部材にプレス成形等によりビード形状等を設けた場合には、溶接等の冶金的接合部位又はボルト締結等の機械的接合部位が存在し、エネルギ吸収性能の向上のために、複数の工程が追加されるという問題点がある。
【0012】
本発明はかかる問題点に鑑みてなされたものであって、新規の金型設計又は複数の工程の追加による製造コストの増加を防止し、エネルギ吸収性能を低下させることなく、低コストで製造することができるエネルギ吸収部材を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明に係るエネルギ吸収部材は、筒状をなし、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収するエネルギ吸収部材において、アルミニウム合金製の筒状の外筒部材と、前記外筒部材内に挿入された筒状の内筒部材と、を有し、前記外筒部材に前記内筒部材を挿入した状態で電磁拡管成形することにより、前記外筒部材と前記内筒部材とがその接触面の全域又は接触面の一部で密着されていることを特徴とする。
【0014】
このエネルギ吸収部材において、前記内筒部材は、例えば、JIS3000系、5000系、6000系又は7000系のアルミニウム合金からなり、成形の前後に、熱処理により調質されているものである。
【0015】
又は、前記内筒部材は、例えば、アルミニウム、銅、非磁性ステンレス鋼、又はチタンからなる良導電体の素材により成形されている。
【発明の効果】
【0016】
本発明によれば、アルミニウム合金製の外筒部材と、内筒部材とを、電磁成形により拡管することにより密着させているので、新規の金型設計、並びに溶接及びボルト締結工程の追加をすることなく、即ち、製造コストを上昇させることなく、エネルギ吸収部材のエネルギ吸収性能を高めることができる。
【図面の簡単な説明】
【0017】
【図1】解析モデルを示す概念図である。
【図2】解析モデルにおけるシェル要素モデルと拘束状態を示す図である。
【図3】荷重−変位曲線を示すグラフ図である。
【図4】ケース1を基準とした機械的性能の向上比率を示すグラフ図である。
【図5】変形初期(15mm)における変形図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について、添付の図面を参照して具体的に説明する。筒状の外筒部材の内部に、筒状の内筒部材を挿入し、更に、内筒部材内に同軸的に電磁成形用コイルを挿入する。そして、この電磁成形用コイルに、高電圧で蓄えられた電荷を瞬時に放電させて、その周囲に極めて短時間で強力な磁場を形成し、電磁成形用コイルと内筒部材及び外筒部材との磁気的反発力により、内筒部材及び外筒部材を拡管成形する。これにより、内筒部材と外筒部材とが密着する。
【0019】
外筒部材の素材は種々のアルミニウム合金材を使用することができる。また、内筒部材は、JIS 3000系、5000系、6000系、又は7000系のアルミニウム合金であって、成形の前後に、熱処理により調質されているものを使用することができる。このようなアルミニウム合金は、純アルミニウム素材と比較して、高強度な材料であり、押出加工品素材として自動車等の構造部材向けに汎用的に使用される。また、これらのアルミニウム合金は、鋼素材と比較して比重が小さく、軽量化に貢献する。一方、内筒部材としては、アルミニウム、銅、非磁性ステンレス鋼、又はチタン等の良導電体の金属材料を使用することもできる。これらの素材は、所謂良導体であり、このような良導体を電磁成形した場合は、その加工効率が高く、電磁力による内筒の飛翔速度は、内筒が良導体であるほど、速くなるので、接合界面の強度性能が高くなるという利点がある。
【0020】
このように構成されたエネルギ吸収部材は、その軸方向に衝撃荷重が印加されたときに、圧縮変形して衝撃エネルギを吸収する。このように、外筒と内筒とが密着したエネルギ吸収部材は、断面形状を不規則なものにすることなく、またビード形状を設けることなく、エネルギ吸収性能を高めることができる。従って、本発明は、新規の金型設計が不要であり、また、冶金的接合及び機械的接合が不要で余分な工程を追加する必要がないため、製造コストが低い。
【0021】
次に、図1及び図2に示す解析モデルについて、有限要素法による数値解析を行い、エネルギ吸収部材の種々の構造について、機械的特性を比較した結果について説明する。図1及び図2は解析モデルを示す図であり、図1はその概念図、図2はシェル要素モデルと拘束状態を示す図である。なお、この解析条件は、準静的な荷重付与(ゆっくり変形させる)にて実施したものである。これは、アルミニウム合金自体の変形抵抗(強度)に及ぼす変形速度依存性が一般的に小さいこと、及び、解析がケース1と比較したエネルギ吸収特性について行われていること、及び、衝撃力を付加した解析では二重構造界面の存在で、解析上の収束性を考慮する必要性が出てくる可能性があるためである。
【0022】
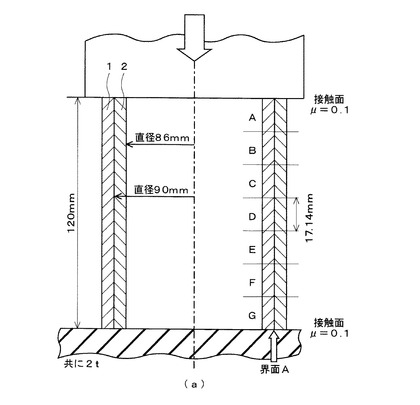
図1に示すように、解析モデルは、円筒状の外筒部材1の内部に、同様に円筒状をなす内筒部材2が挿入されている。外筒部材1の外径は94mm、厚さは2mm、内径は90mmである。内筒部材2の外径は90mm、厚さは2mm、内径は86mmである。ケース1はこの内筒部材2を外筒部材1に挿入しただけの比較例である。ケース5は内筒部材2を外筒部材1に挿入して内筒部材2の軸芯に電磁成形コイルを挿入して、電磁成形により拡管することにより、外筒部材1の内面と内筒部材2の外面とを密着させた第1実施例である。ケース2は外筒部材1の内面と内筒部材2の外面とを、その軸方向に等間隔(17.14mm)のA区間、B区間、C区間、D区間、E区間、F区間、G区間の7区間のうち、A区間、C区間、E区間、G区間の4区間で、局部的に電磁成形により密着させた第2実施例である。いずれの数値解析モデルも、アルミニウム合金製の押出材として代表的な6063−T5材の物性値を使用した。この6063−T5材の室温における機械的性質を下記表1に示す。
【0023】
【表1】

【0024】
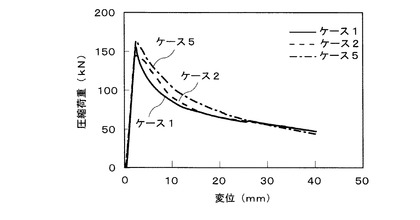
図3は、各ケースの荷重−変位曲線を示す。また、図4は、ケース1を基準として、このケース1に対する機械的性能の向上の比率を示すグラフ図である。図3に示すように、電磁成形により外筒部材1の内面と内筒部材2の外面とをその接触面の全域で強固に密着させたケース5は、部材としての剛性を確保したまま、実際のエネルギ吸収を開始するピーク荷重を超えると、密着効果で荷重低下が抑止された。これにより、図4に示すように、40mm変形したときのエネルギ吸収量はケース1よりも11%も向上しており、優れたエネルギ吸収特性が得られた。
【0025】
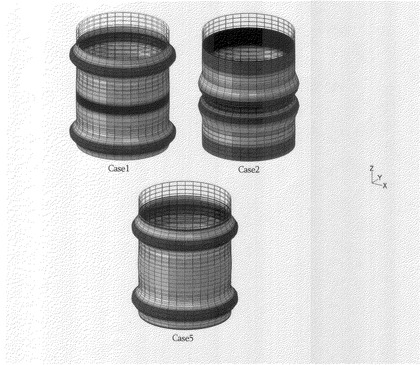
図5には、15mm変形した変形初期の形態を示す。この図5に示すように、ケース1とケース5とは同じ変形モードである。ケース1は、単なる円筒状の外筒部材内に円筒状の内筒部材を両者が接触するようにして挿入しただけのものであるので、ケース1は従来のバンパーステイのように円筒状のエネルギ吸収部材にその軸方向に衝撃荷重が印加された場合の変形モードであり、電磁撹拌により密着させたケース5の場合がこのケース1の場合の変形モードと同一であることは、従来と同様の衝撃吸収挙動を示すことがわかる。従って、本発明により、素材及び部品形状の変更又は工程の増加をもたらすことなく、エネルギ吸収性能を向上させることができる。
【0026】
図5に示すように、ケース2の場合は、ケース1及びケース5と異なる変形モードを示す。ケース2は、図1に示す区間A、C、E、Gを密着させたものであり、密着部位を、外筒部材1と内筒部材2の軸方向の一部で局部的なものとした場合である。このケース2の場合は、拘束度合いが小さい中央付近で荷重を負担したものであり、変形後の周状凸部が長手方向の中央部の近傍に集中している。そして、密着部位が局部的なものであるため、その結果として、変形時の初期最大荷重を低減できる。このため、ケース2の場合は、変形モード制御も可能となり、例えば、電磁ステイと同様な用途に適用した場合に、小さな荷重で変形が進行するため、歩行者保護の観点で有用である。ケース2の場合は、図3に示すように、圧縮荷重のピーク荷重はケース1よりも低いものの、その後の変位の増加に伴う圧縮荷重の低下は少なく、図4に示すように、40mm変形したときのエネルギ吸収量は、ケース1よりも5%も向上しており、優れたエネルギ吸収特性が得られる。
【0027】
本発明においては、いずれのケースも、外筒部材と内筒部材との密着状態を作るために、接着剤等の化学物質を使用しない。このため、環境を害する虞がない。また、ケース2及びケース5の結果からわかるように、密着部位及び密着領域の大きさ等により、ピーク荷重、変形モード及びエネルギ吸収特性を調節又は制御できる。また、図3乃至図5は、外筒部材1及び内筒部材2の肉厚、材質、及び熱処理の調質条件等によっても、このピーク荷重、変形モード及びエネルギ吸収特性を調節又は制御できる可能性を示唆している。更には、従来のように、外筒部材1及び内筒部材2にビードを付与したりすることによっても、エネルギ吸収特性を更に向上させることができる。更にまた、電磁拡管力を適宜調整することにより、更に優れたエネルギ吸収部材を得ることができることもわかる。
【産業上の利用可能性】
【0028】
本発明は、自動車等の車輌の衝突時のエネルギを吸収するエネルギ吸収部材として有益である。
【符号の説明】
【0029】
1:外筒部材
2:内筒部材
【技術分野】
【0001】
本発明は、自動車等の輸送車両の構造部材等として使用され、エネルギ吸収性能が優れたエネルギ吸収部材に関する。
【背景技術】
【0002】
自動車等には、乗員、歩行者及び他の自動車等を、衝突時の衝撃から保護するために、クラッシュボックス及びドアビーム等の構造部材にエネルギ吸収部材が設けられている。また、鉄道車輌の場合は、終着駅等に衝撃ダンパー等のエネルギ吸収部材が設置されている。
【0003】
この車両用エネルギ吸収部材は、断面が円形、矩形、又はオレンジ形等の中空断面であり、押出又は溶接接合により製造されている。この中空断面のエネルギ吸収部材に対し、その軸方向に衝撃荷重又は大荷重が印加されたときに、このエネルギ吸収部材が軸方向に圧縮変形して、衝撃エネルギを吸収する。
【0004】
近時、地球環境の保護を目的として、エネルギ吸収部材には、軽量化が促進されている。このため、エネルギ吸収部材には、3000系、5000系、6000系又は7000系のアルミニウム合金を押出し成形し、熱処理により調質した中空部材が使用されている。
【0005】
また、自動車車体の前端及び後端に設置されるバンパー内部には、補強部材としてバンパーリインフォースが設けられている。このリインフォースも中空の部材であり、荷重方向に垂直の前壁及び後壁を有している。そして、このリインフォースは、車体側にて1対のバンパーステイにより支持されており、バンパーステイは、その車体側の端部がサイドメンバーのフロント及びリアの先端に固定されている。
【0006】
このバンパーステイは、フランジと管状のアルミニウム合金押出材からなる軸部材とから構成される。本願出願人は、既に、このバンパーステイを、フランジに設けた孔に軸部材を挿入し、軸部材を電磁成形により拡管して軸部材をフランジの孔に密着させることにより製造する技術を提案した(特許文献1)。このようにして製造されるバンパーステイは、従来の鋼材製のものに比して、溶接不要の一体成形が可能なものとなり、軽量性に優れたエネルギ吸収部材として注目されている。
【0007】
電磁成形は、高電圧で蓄えられた電荷を電磁成形インダクタ(コイル)に瞬時に放電させ、そのコイルの周囲に極短時間で強磁場を発生させて、その強磁場の中に設置された被成形体との間に電磁反力を発生させることにより、被成形体に対し、拡管若しくは縮管又は変形の成形を行う技術である(特許文献2)。
【0008】
一方、従来のエネルギ吸収部材は、効率良く衝突エネルギを吸収するために、プレス成形等の機械加工によりエネルギ吸収部材に圧縮変形の起点となるビード形状、エンボス形状又は孔を付与したり、押出断面をオレンジ形にするという工夫を行っていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2006−110609
【特許文献2】特開2004−351457
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、押出材からなる軸部材を拡管成形してフランジに固定する場合は、溶接不要の一体成形が可能であるが、ビード形状等の吸収エネルギの向上手段を施すことができない。又は、吸収エネルギを大きくするために、押出断面をオレンジ形というように不規則な形状にする必要がある。これは、新規の金型設計が必要になるという問題点がある。
【0011】
一方、エネルギ吸収部材にプレス成形等によりビード形状等を設けた場合には、溶接等の冶金的接合部位又はボルト締結等の機械的接合部位が存在し、エネルギ吸収性能の向上のために、複数の工程が追加されるという問題点がある。
【0012】
本発明はかかる問題点に鑑みてなされたものであって、新規の金型設計又は複数の工程の追加による製造コストの増加を防止し、エネルギ吸収性能を低下させることなく、低コストで製造することができるエネルギ吸収部材を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明に係るエネルギ吸収部材は、筒状をなし、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収するエネルギ吸収部材において、アルミニウム合金製の筒状の外筒部材と、前記外筒部材内に挿入された筒状の内筒部材と、を有し、前記外筒部材に前記内筒部材を挿入した状態で電磁拡管成形することにより、前記外筒部材と前記内筒部材とがその接触面の全域又は接触面の一部で密着されていることを特徴とする。
【0014】
このエネルギ吸収部材において、前記内筒部材は、例えば、JIS3000系、5000系、6000系又は7000系のアルミニウム合金からなり、成形の前後に、熱処理により調質されているものである。
【0015】
又は、前記内筒部材は、例えば、アルミニウム、銅、非磁性ステンレス鋼、又はチタンからなる良導電体の素材により成形されている。
【発明の効果】
【0016】
本発明によれば、アルミニウム合金製の外筒部材と、内筒部材とを、電磁成形により拡管することにより密着させているので、新規の金型設計、並びに溶接及びボルト締結工程の追加をすることなく、即ち、製造コストを上昇させることなく、エネルギ吸収部材のエネルギ吸収性能を高めることができる。
【図面の簡単な説明】
【0017】
【図1】解析モデルを示す概念図である。
【図2】解析モデルにおけるシェル要素モデルと拘束状態を示す図である。
【図3】荷重−変位曲線を示すグラフ図である。
【図4】ケース1を基準とした機械的性能の向上比率を示すグラフ図である。
【図5】変形初期(15mm)における変形図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について、添付の図面を参照して具体的に説明する。筒状の外筒部材の内部に、筒状の内筒部材を挿入し、更に、内筒部材内に同軸的に電磁成形用コイルを挿入する。そして、この電磁成形用コイルに、高電圧で蓄えられた電荷を瞬時に放電させて、その周囲に極めて短時間で強力な磁場を形成し、電磁成形用コイルと内筒部材及び外筒部材との磁気的反発力により、内筒部材及び外筒部材を拡管成形する。これにより、内筒部材と外筒部材とが密着する。
【0019】
外筒部材の素材は種々のアルミニウム合金材を使用することができる。また、内筒部材は、JIS 3000系、5000系、6000系、又は7000系のアルミニウム合金であって、成形の前後に、熱処理により調質されているものを使用することができる。このようなアルミニウム合金は、純アルミニウム素材と比較して、高強度な材料であり、押出加工品素材として自動車等の構造部材向けに汎用的に使用される。また、これらのアルミニウム合金は、鋼素材と比較して比重が小さく、軽量化に貢献する。一方、内筒部材としては、アルミニウム、銅、非磁性ステンレス鋼、又はチタン等の良導電体の金属材料を使用することもできる。これらの素材は、所謂良導体であり、このような良導体を電磁成形した場合は、その加工効率が高く、電磁力による内筒の飛翔速度は、内筒が良導体であるほど、速くなるので、接合界面の強度性能が高くなるという利点がある。
【0020】
このように構成されたエネルギ吸収部材は、その軸方向に衝撃荷重が印加されたときに、圧縮変形して衝撃エネルギを吸収する。このように、外筒と内筒とが密着したエネルギ吸収部材は、断面形状を不規則なものにすることなく、またビード形状を設けることなく、エネルギ吸収性能を高めることができる。従って、本発明は、新規の金型設計が不要であり、また、冶金的接合及び機械的接合が不要で余分な工程を追加する必要がないため、製造コストが低い。
【0021】
次に、図1及び図2に示す解析モデルについて、有限要素法による数値解析を行い、エネルギ吸収部材の種々の構造について、機械的特性を比較した結果について説明する。図1及び図2は解析モデルを示す図であり、図1はその概念図、図2はシェル要素モデルと拘束状態を示す図である。なお、この解析条件は、準静的な荷重付与(ゆっくり変形させる)にて実施したものである。これは、アルミニウム合金自体の変形抵抗(強度)に及ぼす変形速度依存性が一般的に小さいこと、及び、解析がケース1と比較したエネルギ吸収特性について行われていること、及び、衝撃力を付加した解析では二重構造界面の存在で、解析上の収束性を考慮する必要性が出てくる可能性があるためである。
【0022】
図1に示すように、解析モデルは、円筒状の外筒部材1の内部に、同様に円筒状をなす内筒部材2が挿入されている。外筒部材1の外径は94mm、厚さは2mm、内径は90mmである。内筒部材2の外径は90mm、厚さは2mm、内径は86mmである。ケース1はこの内筒部材2を外筒部材1に挿入しただけの比較例である。ケース5は内筒部材2を外筒部材1に挿入して内筒部材2の軸芯に電磁成形コイルを挿入して、電磁成形により拡管することにより、外筒部材1の内面と内筒部材2の外面とを密着させた第1実施例である。ケース2は外筒部材1の内面と内筒部材2の外面とを、その軸方向に等間隔(17.14mm)のA区間、B区間、C区間、D区間、E区間、F区間、G区間の7区間のうち、A区間、C区間、E区間、G区間の4区間で、局部的に電磁成形により密着させた第2実施例である。いずれの数値解析モデルも、アルミニウム合金製の押出材として代表的な6063−T5材の物性値を使用した。この6063−T5材の室温における機械的性質を下記表1に示す。
【0023】
【表1】
【0024】
図3は、各ケースの荷重−変位曲線を示す。また、図4は、ケース1を基準として、このケース1に対する機械的性能の向上の比率を示すグラフ図である。図3に示すように、電磁成形により外筒部材1の内面と内筒部材2の外面とをその接触面の全域で強固に密着させたケース5は、部材としての剛性を確保したまま、実際のエネルギ吸収を開始するピーク荷重を超えると、密着効果で荷重低下が抑止された。これにより、図4に示すように、40mm変形したときのエネルギ吸収量はケース1よりも11%も向上しており、優れたエネルギ吸収特性が得られた。
【0025】
図5には、15mm変形した変形初期の形態を示す。この図5に示すように、ケース1とケース5とは同じ変形モードである。ケース1は、単なる円筒状の外筒部材内に円筒状の内筒部材を両者が接触するようにして挿入しただけのものであるので、ケース1は従来のバンパーステイのように円筒状のエネルギ吸収部材にその軸方向に衝撃荷重が印加された場合の変形モードであり、電磁撹拌により密着させたケース5の場合がこのケース1の場合の変形モードと同一であることは、従来と同様の衝撃吸収挙動を示すことがわかる。従って、本発明により、素材及び部品形状の変更又は工程の増加をもたらすことなく、エネルギ吸収性能を向上させることができる。
【0026】
図5に示すように、ケース2の場合は、ケース1及びケース5と異なる変形モードを示す。ケース2は、図1に示す区間A、C、E、Gを密着させたものであり、密着部位を、外筒部材1と内筒部材2の軸方向の一部で局部的なものとした場合である。このケース2の場合は、拘束度合いが小さい中央付近で荷重を負担したものであり、変形後の周状凸部が長手方向の中央部の近傍に集中している。そして、密着部位が局部的なものであるため、その結果として、変形時の初期最大荷重を低減できる。このため、ケース2の場合は、変形モード制御も可能となり、例えば、電磁ステイと同様な用途に適用した場合に、小さな荷重で変形が進行するため、歩行者保護の観点で有用である。ケース2の場合は、図3に示すように、圧縮荷重のピーク荷重はケース1よりも低いものの、その後の変位の増加に伴う圧縮荷重の低下は少なく、図4に示すように、40mm変形したときのエネルギ吸収量は、ケース1よりも5%も向上しており、優れたエネルギ吸収特性が得られる。
【0027】
本発明においては、いずれのケースも、外筒部材と内筒部材との密着状態を作るために、接着剤等の化学物質を使用しない。このため、環境を害する虞がない。また、ケース2及びケース5の結果からわかるように、密着部位及び密着領域の大きさ等により、ピーク荷重、変形モード及びエネルギ吸収特性を調節又は制御できる。また、図3乃至図5は、外筒部材1及び内筒部材2の肉厚、材質、及び熱処理の調質条件等によっても、このピーク荷重、変形モード及びエネルギ吸収特性を調節又は制御できる可能性を示唆している。更には、従来のように、外筒部材1及び内筒部材2にビードを付与したりすることによっても、エネルギ吸収特性を更に向上させることができる。更にまた、電磁拡管力を適宜調整することにより、更に優れたエネルギ吸収部材を得ることができることもわかる。
【産業上の利用可能性】
【0028】
本発明は、自動車等の車輌の衝突時のエネルギを吸収するエネルギ吸収部材として有益である。
【符号の説明】
【0029】
1:外筒部材
2:内筒部材
【特許請求の範囲】
【請求項1】
筒状をなし、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収するエネルギ吸収部材において、
アルミニウム合金製の筒状の外筒部材と、前記外筒部材内に挿入された筒状の内筒部材と、を有し、前記外筒部材に前記内筒部材を挿入した状態で電磁拡管成形することにより、前記外筒部材と前記内筒部材とがその接触面の全域又は接触面の一部で密着されていることを特徴とするエネルギ吸収部材。
【請求項2】
前記内筒部材は、JIS 3000系、5000系、6000系又は7000系のアルミニウム合金からなり、成形の前後に、熱処理により調質されていることを特徴とする請求項1に記載のエネルギ吸収部材。
【請求項3】
前記内筒部材は、アルミニウム、銅、非磁性ステンレス鋼、又はチタンからなる素材により成形されていることを特徴とする請求項1に記載のエネルギ吸収部材。
【請求項1】
筒状をなし、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収するエネルギ吸収部材において、
アルミニウム合金製の筒状の外筒部材と、前記外筒部材内に挿入された筒状の内筒部材と、を有し、前記外筒部材に前記内筒部材を挿入した状態で電磁拡管成形することにより、前記外筒部材と前記内筒部材とがその接触面の全域又は接触面の一部で密着されていることを特徴とするエネルギ吸収部材。
【請求項2】
前記内筒部材は、JIS 3000系、5000系、6000系又は7000系のアルミニウム合金からなり、成形の前後に、熱処理により調質されていることを特徴とする請求項1に記載のエネルギ吸収部材。
【請求項3】
前記内筒部材は、アルミニウム、銅、非磁性ステンレス鋼、又はチタンからなる素材により成形されていることを特徴とする請求項1に記載のエネルギ吸収部材。
【図1】

【図2】

【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−212694(P2011−212694A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−80795(P2010−80795)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]