
エポキシ樹脂材料、積層フィルム及び多層基板
【課題】硬化後の硬化物の絶縁性を高めることができるエポキシ樹脂材料を提供する。
【解決手段】本発明に係るエポキシ樹脂材料は、エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムである。上記樹脂組成物は、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%である。
【解決手段】本発明に係るエポキシ樹脂材料は、エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムである。上記樹脂組成物は、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料に関し、より詳細には、上記樹脂組成物がエポキシ樹脂と硬化剤と無機充填剤とを含むエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板に関する。
【背景技術】
【0002】
従来、多層基板又は半導体装置等を形成するために、様々な樹脂組成物が用いられている。例えば、多層プリント配線板では、配線が上面に設けられた基板上に、複数層の絶縁層が積層されている。また、上記多層プリント配線板は、一般に複数層の絶縁層間にパターン状の配線が配置されており、上記絶縁層の一部はパターン状の配線間に埋め込まれている。上記絶縁層を形成するために、上記樹脂組成物が用いられている。
【0003】
上記樹脂組成物として、目的に応じて、エポキシ樹脂などの熱硬化性樹脂と、硬化剤と、無機充填剤とを含む樹脂組成物が用いられている。上記無機充填剤として、シリカ、アルミナ、水酸化マグネシウム、水酸化アルミニウム及び層状珪酸塩等が適宜選択され、用いられている。
【0004】
上記樹脂組成物の一例として、下記の特許文献1には、ビスフェノールA型エポキシ樹脂と、ホスファフェナントレン類構造を有する変性フェノールノボラック型エポキシ樹脂と、トリアジン環を有するフェノールノボラック硬化剤と、無機充填剤とを含む樹脂組成物が開示されている。特許文献1の実施例5では、樹脂組成物100重量%中、シリカが30重量%配合されている。
【0005】
また、下記の特許文献2には、金属酸化物粒子の表面がシランカップリング剤で処理された金属酸化物表面処理粒子が開示されている。また、上記金属酸化物粒子として、シリカ等が挙げられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−074929号公報
【特許文献2】特開2005−298740号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のような従来の樹脂組成物では、該樹脂組成物を硬化させた硬化物中に極性基が多く存在するために、吸水率が高くなり、硬化物の絶縁性を十分に高くすることが困難である。
【0008】
また、特許文献2に記載のようなシランカップリング剤により表面処理された金属酸化物表面処理粒子を用いた場合でも、シリカと樹脂の界面間は十分に強固でないため、硬化物中に水分が入り込み、硬化物の絶縁性が十分に高くならないことがある。
【0009】
さらに、銅等により形成された配線と硬化物との熱線膨張率差を小さくするために、シリカなどの無機充填剤が、樹脂組成物に比較的多く配合されることがある。特に、樹脂組成物が無機充填剤を多く含む場合には、無機充填剤と樹脂との界面積が増加するために、硬化物の絶縁性を十分に高くすることが困難であるという問題がある。また、絶縁層の厚みが薄い場合に、十分な絶縁性を確保できないという問題がある。
【0010】
さらに、従来の樹脂組成物を、穴又は凹凸を表面に有する部材上に積層し、硬化させた場合に、硬化物の上面が十分に平坦にならないことがある。
【0011】
本発明の目的は、硬化後の硬化物の絶縁性を高めることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板を提供することである。
【0012】
本発明の限定的な目的は、穴又は凹凸を表面に有する部材上に積層された場合に、表面の平坦性を高めるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板を提供することである。
【課題を解決するための手段】
【0013】
本発明の広い局面によれば、エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料であって、上記樹脂組成物が、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含み、上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%である、エポキシ樹脂材料が提供される。
【0014】
本発明に係るエポキシ樹脂材料のある特定の局面では、上記樹脂組成物は、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含む。
【0015】
本発明に係るエポキシ樹脂材料の他の特定の局面では、エポキシ樹脂材料を190℃で3時間硬化させた硬化物の体積抵抗率が、1.0×1016Ω・cm以上である。
【0016】
本発明に係るエポキシ樹脂材料のさらに他の特定の局面では、上記シリカは、カップリング剤により表面処理されている。
【0017】
本発明に係るエポキシ樹脂材料は、様々な用途に用いることができる。本発明に係るエポキシ樹脂材料は、多層基板の絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。
【0018】
本発明に係るエポキシ樹脂材料の他の特定の局面では、エポキシ樹脂材料は、上記樹脂組成物がフィルム状に成形されたBステージフィルムである。
【0019】
本発明に係る積層フィルムは、基材と、該基材の一方の表面に積層されており、かつ本発明に従って構成されたBステージフィルムとを備える。
【0020】
本発明に係る多層基板は、配線が上面に設けられた基板と、該基板上に、該配線間に一部が埋め込まれるように積層された硬化物層とを備え、該硬化物層が、本発明に従って構成されたエポキシ樹脂材料を硬化させることにより形成されている。
【0021】
本発明に係る多層基板のある特定の局面では、上記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、上記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(上記配線の高さ(μm)+30)μm以下であり、上記基板上に積層された上記硬化物層の上面が平坦であるか、又は上記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下である。
【発明の効果】
【0022】
本発明に係るエポキシ樹脂材料は、樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであり、上記樹脂組成物が、エポキシ樹脂と硬化剤と表面処理されたシリカとチタネート系カップリング剤により表面処理されたマイカとを含み、上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%であるので、エポキシ樹脂材料の硬化物の絶縁性を高くすることができる。
【図面の簡単な説明】
【0023】
【図1】図1は、本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に示す部分切欠正面断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の詳細を説明する。
【0025】
(エポキシ樹脂材料)
本発明に係るエポキシ樹脂材料は、樹脂組成物であるか、又は該樹脂組成物がフィルム状に成形されたBステージフィルムである。
【0026】
上記樹脂組成物は、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量は41〜85重量%であり、かつ上記マイカの含有量は1.0〜5.0重量%である。
【0027】
エポキシ樹脂を含む樹脂組成物及びBステージフィルムにおいて、銅などの金属により形成された配線と硬化物との熱線膨張率差を小さくするためには、シリカなどの充填剤を多く配合する必要がある。しかしながら、上記線膨張率差を低くするために充填剤を多く配合すると、硬化物の絶縁性が低下する傾向がある。特に、充填剤の粒子径が小さいと、硬化物の絶縁性を十分に高くすることは困難である。
【0028】
さらに、従来の樹脂組成物又はBステージフィルムが、穴又は凹凸を有する部材上に積層された場合には、穴又は凹凸表面の形状に樹脂組成物又はBステージフィルムが十分に追従せず、かつ樹脂組成物又はBステージフィルムが硬化した硬化物の上面の平坦性が低くなるという問題もある。特にシリカなどの充填剤を40重量%以上含む樹脂組成物及びBステージフィルムでは、穴埋め性又は凹凸追従性がかなり低くなる。一方で、穴埋め性又は凹凸追従性を良好にするために充填剤を少なく配合すると、硬化物の線膨張率が高くなったり、硬化物のガラス転移温度が低くなったりする。
【0029】
本発明の主な特徴は、上記樹脂組成物又は上記Bステージフィルムを構成する樹脂組成物において、エポキシ樹脂と硬化剤と表面処理されたシリカとチタネート系カップリング剤により表面処理されたマイカとを用い、かつ該樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量を41〜85重量%、かつ上記マイカの含有量を1.0〜5.0重量%としたことである。この構成の採用により、硬化物の絶縁性を十分に高くすることができる。特に、硬化物の厚みが薄くても、更に硬化物を介して上下に配置される下部の銅配線と上部の銅配線との間隔(層間)が20μm以下であっても、硬化物の絶縁性を十分に確保できる。しかも、上記構成の採用により、エポキシ樹脂材料が穴又は凹凸を有する部材上に積層された場合に、穴埋め性又は凹凸追従性を高めることができ、かつ上記部材上に積層されたエポキシ樹脂材料の硬化物の上面の平坦性を高めることができる。
【0030】
従って、本発明に係るエポキシ樹脂材料は、多層プリント配線板などの多層基板の絶縁層を形成する場合に特に有利である。多層基板の絶縁層には、絶縁性が高いこと、及び穴埋め性又は凹凸追従性が高いことが強く求められる。本発明に係るエポキシ樹脂材料は、多層基板の絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。また、本発明に係るエポキシ樹脂材料は、上記樹脂組成物がフィルム状に成形されたBステージフィルムであることが好ましい。該Bステージフィルムは、多層基板の絶縁層を形成するためのBステージフィルムであることが好ましい。本発明に係るエポキシ樹脂材料は、配線が上面に設けられた基板上に絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。本発明に係るエポキシ樹脂材料は、配線が上面に設けられた基板上に、配線間に一部が埋め込まれるように積層された絶縁層(硬化物層)を形成するためのエポキシ樹脂材料であることが好ましい。
【0031】
以下、上記樹脂組成物に含まれているエポキシ樹脂、硬化剤、シリカ及びマイカなどの詳細を説明する。
【0032】
[エポキシ樹脂]
上記樹脂組成物に含まれているエポキシ樹脂は特に限定されない。該エポキシ樹脂として、従来公知のエポキシ樹脂を用いることができる。該エポキシ樹脂は、少なくとも1個のエポキシ基を有する有機化合物をいう。エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0033】
上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、アントラセン型エポキシ樹脂、アダマンタン骨格を有するエポキシ樹脂、トリシクロデカン骨格を有するエポキシ樹脂、及びトリアジン核を骨格に有するエポキシ樹脂等が挙げられる。
【0034】
また、上記エポキシ樹脂を高分子量化したフェノキシ樹脂を用いてもよい。
【0035】
上記エポキシ樹脂は、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含むことが好ましい。分子量が500以下であるエポキシ樹脂を用いると、架橋密度が高まり硬化物のガラス転移温度を高くすることができ、硬化物の線膨張率をかなり低くすることができる。また、この場合、充填剤の含有量が比較的少なくても、線膨張率を十分に低くすることができる。また、充填剤の含有量が少ないと、硬化物の絶縁性を向上させることができる。さらに、穴又は凹凸を表面に有する部材に対するエポキシ樹脂材料の追従性が高くなる。
【0036】
硬化物と金属層との接着強度を高めたり、粗化処理された硬化物の表面の表面粗さをより一層小さくしたりする観点からは、上記エポキシ樹脂のエポキシ当量は、90〜1000の範囲内であることが好ましい。該エポキシ当量はより好ましくは100以上、より好ましくは800以下、更に好ましくは400以下である。
【0037】
エポキシ樹脂を2種以上用いる場合には、エポキシ樹脂の合計100重量%中、分子量が500以下であるエポキシ樹脂の含有量は、好ましくは10重量%以上、より好ましくは30重量%以上、特に好ましくは50重量%以上である。エポキシ樹脂の合計100重量%中、分子量が500以下であるエポキシ樹脂の含有量は、100重量%であってもよい。分子量が500以下であるエポキシ樹脂の含有量が多いほど、穴又は凹凸を表面に有する部材に対するエポキシ樹脂材料の追従性が高くなる。
【0038】
なお、本明細書において、「分子量」は、上記エポキシ樹脂が重合体ではない場合、及び上記エポキシ樹脂の構造式が特定できる場合は、当該構造式から算出できる分子量を意味する。また、「分子量」は、上記エポキシ樹脂が重合体である場合は、重量平均分子量を意味する。
【0039】
[硬化剤]
上記樹脂組成物に含まれている硬化剤は特に限定されない。該硬化剤として、従来公知の硬化剤を用いることができる。硬化剤は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0040】
上記硬化剤としては、シアネートエステル樹脂(シアネートエステル硬化剤)、フェノール化合物(フェノール硬化剤)、アミン化合物、酸無水物及びジシアンジアミド等が挙げられる。なかでも、熱による寸法変化がより一層小さい硬化物を得る観点からは、上記硬化剤は、シアネートエステル樹脂又はフェノール化合物であることが好ましい。上記硬化剤は、シアネートエステル樹脂であることが好ましく、フェノール化合物であることも好ましい。上記硬化剤は、上記エポキシ樹脂のエポキシ基と反応可能な官能基を有することが好ましい。
【0041】
上記シアネートエステル樹脂の使用により、硬化物のガラス転移温度をより一層高くすることができる。上記シアネートエステル樹脂は特に限定されない。該シアネートエステル樹脂として、従来公知のシアネートエステル樹脂を用いることができる。上記シアネートエステル樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
上記シアネートエステル樹脂としては、ノボラック型シアネート樹脂及びビスフェノール型シアネート樹脂等が挙げられる。上記ビスフェノール型シアネート樹脂としては、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂及びテトラメチルビスフェノールF型シアネート樹脂等が挙げられる。
【0043】
上記シアネートエステル樹脂の市販品としては、フェノールノボラック型シアネート樹脂(ロンザジャパン社製「PT−30」及び「PT−60」)、並びにビスフェノールAジシアネートがトリアジン化され、三量体とされたプレポリマー(ロンザジャパン社製「BA230」、「BA200」及び「BA3000」)等が挙げられる。
【0044】
エポキシ樹脂材料の硬化性を高め、粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記シアネートエステル樹脂は、シアネート基を2個有するシアネートエステル樹脂、又は該シアネート基を2個有するシアネートエステル樹脂の多量体であることが好ましい。
【0045】
上記フェノール化合物の使用により、硬化物のガラス転移温度を高くすることができ、更に硬化物と金属層との密着性をより一層高めることができる。また、上記フェノール化合物の使用により、例えば、硬化物の表面上に設けられた銅の表面を黒化処理又はCz処理することにより、硬化物と銅との密着性をより一層高めることができる。上記フェノール化合物としては、ノボラック型フェノール、ビフェノール型フェノール、ナフタレン型フェノール、ジシクロペンタジエン型フェノール、アラルキル型フェノール及びジシクロペンタジエン型フェノール等が挙げられる。
【0046】
上記フェノール化合物の市販品としては、アミノトリアジン骨格を有するフェノール化合物(DIC社製「LA1356」及び「LA3018−50P」)等が挙げられる。
【0047】
エポキシ樹脂材料の硬化性を高くし、粗化処理又は膨潤処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記フェノール化合物は、ノボラック型フェノール化合物又はトリアジン骨格を有するフェノール化合物であることが好ましい。
【0048】
硬化物のガラス転移温度をより一層高くする観点からは、上記フェノール化合物は、フェノール性水酸基を含む構造単位を、繰り返し構造単位として2個以上有することが好ましい。
【0049】
エポキシ樹脂材料の硬化性を高くし、粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記フェノール化合物の水酸基当量は500以下、より好ましくは220以下である。硬化物のガラス転移温度をより一層高くする観点からは、上記フェノール化合物の水酸基当量は180以下であることがさらに好ましい。また、上記シアネートエステル樹脂のシアネート基当量は500以下であることが好ましい。
【0050】
上記硬化剤は、シアネートエステル樹脂又はフェノール化合物であることが好ましい。シアネートエステル樹脂又はフェノール化合物の使用により、熱による寸法変化がより一層小さい硬化物を得ることができ、更に粗化処理又はデスミア処理された硬化物の表面の表面粗さをより一層小さくすることができる。
【0051】
上記硬化剤は、酸無水物であってもよい。酸無水物の使用により、硬化物のガラス転移温度をより一層高くすることができる。該酸無水物としては、多脂環式骨格を有する酸無水物、及びテルペン系化合物と無水マレイン酸との付加反応により得られる脂環式骨格を有する酸無水物等が挙げられる。
【0052】
エポキシ樹脂と硬化剤との配合比は特に限定されない。エポキシ樹脂と硬化剤との配合比は、エポキシ樹脂と硬化剤との種類により適宜決定される。硬化剤がフェノール化合物である場合、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のフェノール化合物のフェノール性水酸基の数に対する比(エポキシ基の数/フェノール性水酸基の数)は、好ましくは0.5以上、より好ましくは0.8以上、更に好ましくは1.0以上、好ましくは4.0以下、より好ましくは3.5以下、更に好ましくは2.0以下である。上記比(エポキシ基の数/フェノール性水酸基の数)が上記下限以上であると、エポキシ基の数が十分に多くなり、硬化物の耐熱性及び耐湿性がより一層高くなる。上記比(エポキシ基の数/フェノール性水酸基の数)が上記上限以下であると、フェノール性水酸基の数が十分に多くなり、エポキシ樹脂材料を充分に硬化させることができ、硬化物の耐熱性がより一層高くなる。
【0053】
硬化剤が多量体(3量体)ではないシアネートエステル樹脂である場合、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のシアネートエステル樹脂のシアネート基の数に対する比(エポキシ基の数/シアネート基の数)は、0.75〜2.0であることが好ましい。硬化剤がシアネートエステル樹脂の多量体である場合には、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のシアネートエステル樹脂のシアネート基の数に対する比(エポキシ基の数/シアネート基の数)は、1.5〜4.0であることが好ましく、更に好ましくは3.0〜3.8である。上記比(エポキシ基の数/シアネート基の数)が上記下限以上であると、エポキシ基の数が十分に多くなり、硬化物が脆くなり難く、粗化処理又は膨潤処理前の硬化物の耐薬品性が高くなることで粗化処理又は膨潤処理で硬化物が荒れ難くなる。上記比(エポキシ基の数/シアネート基の数)が上記上限以下であると、シアネート基の数が十分に多くなり、硬化不足が生じ難く、硬化物の耐熱性がより一層高くなる。
【0054】
[充填剤]
上記樹脂組成物は、充填剤として、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記シリカは、1種のみが用いられてもよく、2種以上が併用されてもよい。上記マイカは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0055】
上記表面処理されたシリカを用いた場合には、表面処理されていないシリカを用いた場合と比較して、エポキシ樹脂材料の硬化物の絶縁性が高くなる。すなわち、上記シリカが表面処理されていることによって、硬化物の絶縁性を高くすることができる。また、上記シリカは、表面処理されているので、エポキシ樹脂中での分散性及び他の成分との親和性に優れている。
【0056】
上記シリカとしては、天然シリカ原料を粉砕して得られる結晶性シリカ、天然シリカ原料を火炎溶融し、粉砕して得られる破砕溶融シリカ、天然シリカ原料を火炎溶融して得られる球状溶融シリカ、天然シリカ原料を粉砕及び火炎溶融して得られる球状溶融シリカ、フュームドシリカ(アエロジル)、及びゾルゲル法シリカなどの合成シリカ等が挙げられる。なかでも、溶融シリカであることが好ましい。
【0057】
硬化物の絶縁性をより一層高める観点からは、上記シリカは、カップリング剤により表面処理されていることが好ましい。
【0058】
上記シリカの表面処理に用いられるカップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。シリカの分散性及び硬化物の絶縁性を良好にする観点からは、上記シリカは、シランカップリング剤により表面処理されていることが好ましい。上記シリカの表面処理に用いるシランカップリング剤は、エポキシシラン、アミノシラン、ビニルシラン、メルカプトシラン、サルファーシラン、(メタ)アクリル酸シラン、イソシアネートシラン又はウレイドシランであることが好ましい。シリカを表面処理するために、カップリング剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0059】
上記シリカの平均粒子径は、好ましくは0.1μm以上、より好ましくは0.2μm以上、好ましくは20μm以下、更に好ましくは10μm以下、特に好ましくは2μm以下である。シリカの平均粒子径が上記下限以上及び上記上限以下であると、シリカをより一層良好に分散させることができ、穴又は凹凸を表面に有する部材上に積層されたエポキシ樹脂材料の硬化物の上面の平坦性をより一層高めることができる。特に、シリカの平均粒子径が0.1μm以上、2μm以下であると、硬化物の上面の平坦性がより一層高くなる。
【0060】
上記シリカの平均粒子径として、50%となるメディアン径(d50)の値が採用される。上記平均粒子径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0061】
上記マイカは、チタネート系カップリング剤により表面処理されている。チタネート系カップリング剤により表面処理されたマイカを、表面処理されたシリカと併用することにより、硬化物の絶縁性を大きく高めることができる。チタネート系のカップリング剤は、チタン原子を含む。
【0062】
上記チタネート系カップリング剤としては、テトラメトキシチタネート、テトラエトキシチタネート、テトラプロポキシチタネート、テトライソプロポキシチタネート、テトラブトキシチタネート、イソプロピルトリイソステアロイルチタネート、イソプロピルトリデシルベンゼンスルホニルチタネート、イソプロピルトリス(ジオクチルパイロホスフェート)チタネート、テトライソプロピルビス(ジオクチルホスファイト)チタネート、テトラ(2,2−ジアリルオキシメチル−1−ブチル)ビス(ジ−トリデシル)ホスファイトチタネート、ビス(ジオクチルパイロホスフェート)オキシアセテートチタネート、ビス(ジオクチルパイロホスフェート)エチレンチタネート、イソプロピルトリオクタノイルチタネート及びイソプロピルトリクミルフェニルチタネート等が挙げられる。これら以外のチタネート系のカップリング剤を用いてもよい。マイカを表面処理するために、チタネート系のカップリング剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0063】
樹脂組成物に含まれている全固形分(以下、全固形分Bと略記することがある)100重量%中、上記シリカと上記マイカとの合計の含有量は41〜85重量%である。上記シリカと上記マイカとの合計の含有量が上記下限以上であると、熱による寸法変化が小さい硬化物を得ることができる。さらに、エポキシ樹脂材料の硬化物と銅により形成された配線との熱膨張率差を小さくすることができ、基板の反り及び配線の断線を抑制できる。上記シリカと上記マイカとの合計の含有量が上記上限以下であると、シリカ及びマイカと樹脂成分との界面積が大きくなりすぎず、絶縁信頼性を高めることができる。「全固形分B」とは、エポキシ樹脂と硬化剤と上記シリカと上記マイカと必要に応じて配合される固形分との総和をいう。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0064】
エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、かつ粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記全固形分B100重量%中、上記シリカと上記マイカの含有量は、好ましくは80重量%以下である。
【0065】
硬化物の線膨張率をより一層低くするためには、上記全固形分B100重量%中、上記シリカと上記マイカとの合計の含有量は、より好ましくは50重量%以上、更に好ましくは60重量%以上、特に好ましくは75重量%以上、最も好ましくは80重量%以上である。本発明における上記組成の採用により、充填剤の含有量が比較的多くても、エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、硬化物の線膨張率を低くし、更に粗化処理された硬化物の表面の表面粗さをより一層小さくすることができる。
【0066】
チタネート処理マイカを用いると、吸水率が下がることがある。この理由は定かではないが、チタネート処理マイカの撥水性が寄与していること、又はチタネート処理マイカがxy面上に配向しているために、水分に対してのバリア層として機能していることが予想される。
【0067】
樹脂組成物に含まれている全固形分B100重量%中、上記マイカの含有量は、1.0〜5.0重量%である。上記マイカの含有量が上記下限以上であると、硬化物の絶縁性が十分に高くなる。上記マイカの含有量が上記上限以下であると、硬化物の線膨張率が低くなる。硬化物の絶縁性をより一層高める観点からは、上記全固形分B100重量%中、上記マイカの含有量は、好ましくは2.0重量%以上である。
【0068】
上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、59重量%以下である。エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、かつ粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、好ましくは15重量%以上、より好ましくは20重量%以上である。硬化物の線膨張率をより一層低くするためには、上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、好ましくは50重量%以下、より好ましくは40重量%以下、更に好ましくは25重量%以下、最も好ましくは20重量%以下である。
【0069】
[フェノキシ樹脂]
上記樹脂組成物は、フェノキシ樹脂を含んでいてもよい。該フェノキシ樹脂の使用により、エポキシ樹脂材料の回路の凹凸への追従性を高めることができ、更に粗化処理された硬化物の表面の表面粗さをより一層小さくすることができ、粗度を均一にすることができる。
【0070】
上記フェノキシ樹脂は特に限定されない。該フェノキシ樹脂として、従来公知のフェノキシ樹脂を用いることができる。上記フェノキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0071】
上記フェノキシ樹脂としては、例えば、ビスフェノールA型の骨格、ビスフェノールF型の骨格、ビスフェノールS型の骨格、ビフェニル骨格、ノボラック骨格、及びナフタレン骨格などの骨格を有するフェノキシ樹脂等が挙げられる。上記フェノキシ樹脂の重量平均分子量は、5,000〜100,000の範囲内であることが好ましい。上記フェノキシ樹脂の具体例としては、例えば、東都化成社製の「YP50」、「YP55」及び「YP70」、並びに三菱化学社製の「1256B40」、「4250」、「4256H40」、「4275」、「YX6954BH30」、「YX8100BH30」、「YL7600DMAcH25」及び「YL7213BH30」などが挙げられる。
【0072】
硬化物の表面を粗化処理した後に、金属層を形成するためにめっき処理した場合に、硬化物と金属層との接着強度を高めることができるので、上記フェノキシ樹脂は、ビフェニル骨格又はビフェノール骨格を有することが好ましく、ビフェノール骨格を有することがより好ましい。
【0073】
上記フェノキシ樹脂の含有量は特に限定されない。樹脂組成分に含まれている充填剤を除く全固形分(以下、上記全固形分Aと略記することがある)100重量%中、上記フェノキシ樹脂の含有量は0〜40重量%の範囲内であることが好ましい。上記全固形分A100重量%中、上記フェノキシ樹脂の含有量は、より好ましくは20重量%以下である。上記フェノキシ樹脂を用いなくてもよい。上記フェノキシ樹脂の含有量が上記上限以下であると、粗化処理又はデスミア処理された硬化物の表面の粗度をより一層均一にすることができる。「全固形分A」とは、エポキシ樹脂と硬化剤と必要に応じて配合される他の固形分との総和をいう。全固形分Aには、充填剤は含まれない。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0074】
[他の成分及び樹脂組成物の詳細]
上記樹脂組成物は、必要に応じて硬化促進剤を含んでいてもよい。該硬化促進剤は特に限定されず、従来公知のものを用いることができる。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0075】
上記硬化促進剤としては、例えば、イミダゾール化合物、リン化合物、アミン化合物及び有機金属化合物等が挙げられる。
【0076】
上記イミダゾール化合物としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1,2−ジメチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール及び2−フェニル−4−メチル−5−ジヒドロキシメチルイミダゾール等が挙げられる。
【0077】
上記リン化合物としては、トリフェニルフォスフィン等が挙げられる。
【0078】
上記有機金属化合物としては、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)及びトリスアセチルアセトナートコバルト(III)等が挙げられる。
【0079】
硬化物の電気絶縁性を高める観点からは、上記硬化促進剤は、イミダゾール化合物であることが特に好ましい。硬化物の電気絶縁性を高める観点からは、上記硬化促進剤は、有機金属化合物を含まないことが好ましい。
【0080】
上記硬化促進剤の含有量は特に限定されない。エポキシ樹脂材料を効率的に硬化させる観点からは、上記全固形分A100重量%中、上記硬化促進剤の含有量は0.01〜3重量%の範囲内であることが好ましい。
【0081】
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、樹脂組成物には、カップリング剤、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤及び上述した樹脂以外の他の樹脂等を添加してもよい。
【0082】
上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、ビニルシラン、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0083】
上記カップリング剤の含有量は特に限定されない。上記全固形分A100重量%中、上記カップリング剤の含有量は0.01〜3重量%の範囲内であることが好ましい。
【0084】
上記他の樹脂としては、ポリフェニレンエーテル樹脂、ポリアセタール樹脂、ポリブチラール樹脂、ジビニルベンジルエーテル樹脂、ポリアリレート樹脂、ジアリルフタレート樹脂、ポリイミド樹脂、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、ビスマレイミド樹脂及びアクリレート樹脂等が挙げられる。
【0085】
上記樹脂組成物を得るために、溶剤を用いてもよい。該溶剤は特に限定されず、樹脂組成物中に含まれる成分に対して良好な溶解性を示す溶剤が適宜選択されて用いられる。上記溶剤としては、例えばアセトン、メタノール、エタノール、ブタノール、2−プロパノール、2−メトキシエタノール、2−エトキシエタノール、1−メトキシ−2−プロパノール、2−アセトキシ−1−メトキシプロパン、トルエン、キシレン、メチルエチルケトン、N,N−ジメチルホルムアミド、メチルイソブチルケトン、N−メチル−ピロリドン、n−ヘキサン、シクロヘキサン、シクロヘキサノン及び混合物であるナフサ等が挙げられる。上記溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0086】
上記樹脂組成物は、大部分の溶剤を揮発させて用いられることが好ましい。溶剤を揮発させるために、熱による硬化が進行し過ぎない程度に、加熱乾燥すればよい。溶剤を含む樹脂組成物を、例えば90〜200℃で10〜180分間乾燥させることにより、ハンドリング性が良好なBステージフィルムを得ることができる。
【0087】
上記樹脂組成物をフィルム状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶剤に溶解又は分散させた後、キャスティングしてフィルム状に成形するキャスティング成形法、並びに従来公知のその他のフィルム成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。フィルムにはシートが含まれる。
【0088】
上記樹脂組成物をフィルム状に成形することにより、Bステージフィルムを得ることができる。
【0089】
上述のような乾燥工程により得ることができる、ハンドリング性が良好なフィルム状の樹脂組成物をBステージフィルムと称する。更に、ハンドリング性をより一層高めるために、完全硬化に至らない範囲で半硬化状態とされたフィルム状の樹脂組成物もBステージフィルムと称する。
【0090】
上記Bステージフィルムは、半硬化状態にある半硬化物である。半硬化物は、完全に硬化しておらず、硬化がさらに進行され得る。
【0091】
上記Bステージフィルムの固形分100重量部に対して、上記溶剤の含有量は、好ましくは0.1重量部以上、より好ましくは0.3重量部以上、好ましくは6重量部以下、より好ましくは3重量部以下である。上記溶剤の含有量が上記下限以上及び上記上限以下であると、Bステージフィルムの表面の粘着性が高くなりすぎず、ハンドリング性を高めることができる。さらに、Bステージフィルムを他の部材上に積層した場合に、硬化物の上面の平坦性を高めることができる。
【0092】
上記樹脂組成物は、基材と、該基材の一方の表面に積層されたBステージフィルムとを備える積層フィルムを形成するために好適に用いることができる。積層フィルムのBステージフィルムが、上記樹脂組成物により形成される。
【0093】
上記積層フィルムの上記基材としては、ポリエチレンテレフタレートフィルム及びポリブチレンテレフタレートフィルムなどのポリエステル樹脂フィルム、ポリエチレンフィルム及びポリプロピレンフィルムなどのオレフィン樹脂フィルム、ポリイミド樹脂フィルム、銅箔及びアルミニウム箔などの金属箔等が挙げられる。上記基材の表面は、必要に応じて、離型処理されていてもよい。
【0094】
上記エポキシ樹脂材料を回路の絶縁層として用いる場合、エポキシ樹脂材料により形成された層の厚さは、回路を形成する導体層の厚さ以上であることが好ましい。上記エポキシ樹脂材料により形成された層の厚さは、好ましくは5μm以上、好ましくは100μm以下、より好ましくは40μm以下である。上記エポキシ樹脂材料を用いた層の厚さが薄くても、該層の絶縁性を十分に高くすることができる。
【0095】
また、上記エポキシ樹脂材料がBステージフィルムである場合に、該Bステージフィルムの厚さは、好ましくは5μm以上、好ましくは100μm以下、より好ましくは40μm以下である。Bステージフィルムの厚さが薄くても、該Bステージフィルムを硬化させた硬化物の絶縁性を十分に高くすることができる。
【0096】
上記エポキシ樹脂材料の硬化物の吸水率は、0.9重量%以下であることが好ましく、0.7重量%以下であることがより好ましい。硬化物の吸水率が低いほど、硬化物の絶縁性がより一層高くなる。上記「吸水率」は、以下の方法で求められる。
【0097】
硬化物を50℃で24時間乾燥させた後の重さ(W1)を測定する。次いで、硬化物を水に浸漬し、100℃の沸騰水中に1時間放置した後取り出し、ウエスで丁寧に拭き取った後の重さ(W2)を測定する。そして、下記式(1)により、吸水率を求める。
【0098】
吸水率(重量%)=(W2−W1)/W1×100 ・・・式(1)
エポキシ樹脂材料を硬化させた硬化物の体積抵抗率は、1.0×1016Ω・cm以上であることが好ましく、3.0×1016Ω・cm以上であることがより好ましい。該体積抵抗率を測定する硬化物は、エポキシ樹脂材料を190℃で3時間硬化させた硬化物であることが好ましい。体積抵抗率が高いほど、硬化物の絶縁性が高い。
【0099】
上記樹脂組成物は、基材に含浸され、プリプレグとされてもよい。
【0100】
上記基材としては、例えば金属、ガラス、カーボン、アラミド、ポリエステル又は芳香族ポリエステル等により形成された織布又は不織布、並びにフッ素系樹脂又はポリエステル系樹脂等により形成された多孔質膜等が挙げられる。
【0101】
(プリント配線板)
次に、プリント配線板について説明する。
【0102】
上記プリント配線板は、例えば、上記樹脂組成物により形成されたBステージフィルムを用いて、該Bステージフィルムを加熱加圧成形することにより得られる。
【0103】
上記Bステージフィルムに対して、片面又は両面に金属箔を積層できる。上記Bステージフィルムと金属箔とを積層する方法は特に限定されず、公知の方法を用いることができる。例えば、平行平板プレス機又はロールラミネータ等の装置を用いて、加熱しながら又は加熱せずに加圧しながら、上記Bステージフィルムを金属箔に積層できる。上記加熱の温度及び上記加圧の圧力は適宜変更することができ、特に限定されない。
【0104】
(銅張り積層板及び回路基板)
上記エポキシ樹脂材料は、銅張り積層板を得るために好適に用いられる。上記銅張り積層板の一例として、銅箔と、該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板が挙げられる。この銅張り積層板のBステージフィルムが、本発明に係るエポキシ樹脂材料により形成される。
【0105】
上記銅張り積層板の上記銅箔の厚さは特に限定されない。上記銅箔の厚さは、1〜50μmの範囲内であることが好ましい。また、エポキシ樹脂材料を硬化させた硬化物層と銅箔との接着強度を高めるために、上記銅箔は微細な凹凸を表面に有することが好ましい。凹凸の形成方法は特に限定されない。上記凹凸の形成方法としては、公知の薬液を用いた処理による形成方法等が挙げられる。
【0106】
また、本発明に係るエポキシ樹脂材料は、多層基板を得るために好適に用いられる。上記多層基板の一例として、配線が上面に設けられた基板と、該基板上に積層された硬化物層とを備える多層基板が挙げられる。この多層基板の硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成される。
【0107】
具体的には、上記多層基板は、配線が上面に設けられた基板と、該基板上に、該配線間に一部が埋め込まれるように積層された硬化物層とを備えており、該硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成されていることが好ましい。さらに、上記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、上記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(上記配線の高さ(μm)+30)μm以下であり、上記基板上に積層された上記硬化物層の上面が平坦であるか、又は前記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下であることが好ましい。本発明に係るエポキシ樹脂材料の使用により、上記硬化物層の上面の平坦性を高めることができる。上記凹部の深さが2.5μm以下であると、十分に平坦であるといえる。
【0108】
上記多層基板では、上記硬化物層の上記基板が積層された表面とは反対側の表面が粗化処理又はデスミア処理されていることが好ましく、粗化処理されていることがより好ましい。
【0109】
粗化処理方法は、従来公知の粗化処理方法を用いることができ特に限定されない。上記硬化物層の表面は、粗化処理の前に膨潤処理されていてもよい。
【0110】
また、上記多層基板は、上記硬化物層の粗化処理された表面に積層された銅めっき層をさらに備えることが好ましい。
【0111】
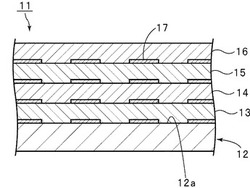
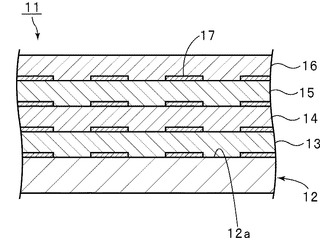
図1に本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に部分切欠正面断面図で示す。
【0112】
図1に示す多層基板11では、回路基板12の上面12aに、複数層の硬化物層13〜16が積層されている。硬化物層13〜15は、絶縁層である。複数層の硬化物層のうち、回路基板12側とは反対の外側の表面に位置する硬化物層16以外の硬化物層13〜15には、上面の一部の領域に金属層17が形成されている。金属層17は配線であり、回路である。すなわち、積層された硬化物層13〜16の各層間に、金属層17がそれぞれ配置されている。下方の金属層17と上方の金属層17とは、図示しないビアホール接続及びスルーホール接続の内の少なくとも一方により互いに接続されている。
【0113】
多層基板11では、硬化物層13〜16が、本発明に係るエポキシ樹脂材料を硬化させることにより形成されている。本実施形態では、硬化物層13〜16の表面が粗化処理又はデスミア処理されているので、硬化物層13〜16の表面に図示しない微細な孔が形成されている。また、微細な孔の内部に金属層17が至っている。従って、硬化物層13〜16と金属層17との接着強度を高めることができる。また、多層基板11では、金属層17の幅方向寸法(L)と、金属層17が形成されていない部分の幅方向寸法(S)とを小さくすることができる。
【0114】
(粗化処理及び膨潤処理)
本発明に係るエポキシ樹脂材料は、粗化処理又はデスミア処理される硬化物を得るために用いられることが好ましい。上記硬化物には、更に硬化が可能な予備硬化物も含まれる。
【0115】
本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物の表面に微細な凹凸を形成するために、予備硬化物は粗化処理されることが好ましい。粗化処理の前に、予備硬化物は膨潤処理されることが好ましい。硬化物は、予備硬化の後、かつ粗化処理される前に、膨潤処理されており、さらに粗化処理の後に硬化されていることが好ましい。ただし、予備硬化物は、必ずしも膨潤処理されなくてもよい。
【0116】
上記膨潤処理の方法としては、例えば、エチレングリコールなどを主成分とする化合物の水溶液又は有機溶媒分散溶液などにより、予備硬化物を処理する方法が用いられる。具体的には、例えば、上記膨潤処理は、40重量%エチレングリコール水溶液等を用いて、処理温度30〜85℃で1〜20分間、予備硬化物を処理することにより行なわれる。上記膨潤処理の温度は50〜85℃の範囲内であることが好ましい。上記膨潤処理の温度が低すぎると、膨潤処理に長時間を要し、更に硬化物と金属層との粗化接着強度が低くなる傾向がある。
【0117】
上記粗化処理には、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。
【0118】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0119】
上記粗化処理の方法は特に限定されない。上記粗化処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜20分間の条件で、1回又は2回、予備硬化物を処理する方法が好適である。上記粗化処理の温度は50〜85℃の範囲内であることが好ましい。
【0120】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0121】
実施例及び比較例では、以下に示す材料を用いた。
【0122】
(エポキシ樹脂)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」、エポキシ当量178、分子量500以下)
【0123】
(硬化剤)
フェノールノボラック樹脂(フェノール硬化剤、明和化成社製「MEH7851−H」)
【0124】
(フェノキシ樹脂)
ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」、分子量約4万、固形分30重量%とメチルエチルケトン35重量%とシクロヘキサン35重量%とを含む)
【0125】
(硬化促進剤)
イミダゾール化合物(2−フェニル−4−メチルイミダゾール、四国化成社製「2P4MZ」)
【0126】
(充填剤)
表面処理シリカ含有スラリー(アドマテックス社製「SC2050FMB」、平均粒子径0.5μmの溶融シリカ、固形分70重量%とシクロヘキサノン30重量%とを含む)
表面処理マイカA(表面がチタネートカップリング剤(三菱ガス化学社製「テトライソプロピルチタネート」)により処理されたマイカ(コープケミカル社製「MK−100−S181」))
【0127】
(実施例1)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)58.7重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)81.7重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9重量部と、表面処理マイカA(表面がチタネートカップリング剤により処理されたマイカ)4.3重量部と、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)211.5重量部とを、攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。得られた樹脂組成物ワニスに含まれている全固形分100重量%中、表面処理シリカの含有量は42重量%であり、マイカの含有量は1.2重量%であった。
【0128】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(リンテック社製「PET5011 550」、厚み50μm)を用意した。このPETフィルム上にアプリケーターを用いて、乾燥後の厚みが50μmとなるように、得られた樹脂組成物ワニスを塗工した。次に、100℃のギアオーブン内で150秒乾燥して、縦200mm×横200mm×厚み50μmの樹脂シートの未硬化物とポリエチレンテレフタレートフィルムとの積層フィルムを作製した。次に、積層フィルムからポリエチレンテレフタレートフィルムを剥がし、樹脂シートの未硬化物を180℃のギアオーブン内で80分間加熱して、樹脂シートの一次硬化物を作製した。また、得られた樹脂シートの一次硬化物を、190℃で3時間加熱し、更に硬化させ、硬化物Aを得た。
【0129】
(実施例2)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)62.7重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)81.6重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9重量部と、表面処理マイカA(表面がチタネートカップリング剤により処理されたマイカ)16.9重量部と、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)225.8重量部とを、攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。得られた樹脂組成物ワニスに含まれている全固形分100重量%中、表面処理シリカの含有量は42重量%であり、マイカの含有量は4.5重量%であった。
【0130】
得られた樹脂組成物ワニスを用いたこと以外は実施例1と同様にして、積層フィルムを作製し、樹脂シートの一次硬化物を作製し、硬化物Aを得た。
【0131】
(比較例1)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)60.0重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)85.4重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9部、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)216.1重量部とを攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。
【0132】
得られた樹脂組成物ワニスを用いたこと以外は実施例1と同様にして、積層フィルムを作製し、樹脂シートの一次硬化物を作製し、硬化物Aを得た。
【0133】
(評価)
(1)吸水率
得られた硬化物Aを3cm×5cmの大きさに裁断した。裁断された硬化物Aの50℃で24時間乾燥させた後の重さ(W1)を測定した。次いで、重さ(W1)を測定した硬化物Aを水に浸漬し、100℃の沸騰水中に1時間放置した後取り出し、ウエスで丁寧に拭き取った後の重さ(W2)を測定した。得られた重さW1,W2から吸水率を上記式(1)により求めた。
【0134】
(2)体積抵抗率
得られた硬化物Aを100mm×100mmの大きさに裁断した。高抵抗率計(商品名「ハイレスターUP」、三菱化学社製)にJボックスUタイプを接続して、硬化物Aの体積抵抗率(Ω・cm)を測定した。
【0135】
(3)平均線膨張率
得られた硬化物Aを、3mm×25mmの大きさに裁断した。線膨張率計(セイコーインスツルメンツ社製「TMA/SS120C」)を用いて、引張り荷重3.3×10−2N、昇温速度5℃/分の条件で、裁断された硬化物の0〜50℃における平均線膨張率を測定した。
【0136】
(4)表面の凹部の深さ
片面銅張積層板(品番「CS−3282」、銅箔厚さ30μm、利昌工業社製)に、公知の方法により、フォトレジストを塗布し、露光し、現像して、幅160μm、高さ25μm及び長さ10mmの銅配線が160μm間隔で平行に20本並んだ櫛形パターン(櫛形配線、L/S=160μm/160μm)を形成した。この積層板上に、得られた樹脂シートの未硬化物を真空ラミネートし、170℃のギアオーブン内で1時間加熱して硬化させ、積層板と硬化物層との積層体を得た。得られた積層体の硬化物層の上面を下層の銅配線を横断するように計測し、凹凸の深部と頂部との高さを、表面粗さ計(商品名「SJ−301」、ミツトヨ社製)により測定した。1つの凹部と隣り合う凹部において、その差が大きいほうを採用し、19点の差を求め、その平均値を表面の凹部の深さとした。
【0137】
結果を下記の表1に示す。
【0138】
【表1】

【符号の説明】
【0139】
11…多層基板
12…回路基板
12a…上面
13〜16…硬化物層
17…金属層(配線)
【技術分野】
【0001】
本発明は、例えば、樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料に関し、より詳細には、上記樹脂組成物がエポキシ樹脂と硬化剤と無機充填剤とを含むエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板に関する。
【背景技術】
【0002】
従来、多層基板又は半導体装置等を形成するために、様々な樹脂組成物が用いられている。例えば、多層プリント配線板では、配線が上面に設けられた基板上に、複数層の絶縁層が積層されている。また、上記多層プリント配線板は、一般に複数層の絶縁層間にパターン状の配線が配置されており、上記絶縁層の一部はパターン状の配線間に埋め込まれている。上記絶縁層を形成するために、上記樹脂組成物が用いられている。
【0003】
上記樹脂組成物として、目的に応じて、エポキシ樹脂などの熱硬化性樹脂と、硬化剤と、無機充填剤とを含む樹脂組成物が用いられている。上記無機充填剤として、シリカ、アルミナ、水酸化マグネシウム、水酸化アルミニウム及び層状珪酸塩等が適宜選択され、用いられている。
【0004】
上記樹脂組成物の一例として、下記の特許文献1には、ビスフェノールA型エポキシ樹脂と、ホスファフェナントレン類構造を有する変性フェノールノボラック型エポキシ樹脂と、トリアジン環を有するフェノールノボラック硬化剤と、無機充填剤とを含む樹脂組成物が開示されている。特許文献1の実施例5では、樹脂組成物100重量%中、シリカが30重量%配合されている。
【0005】
また、下記の特許文献2には、金属酸化物粒子の表面がシランカップリング剤で処理された金属酸化物表面処理粒子が開示されている。また、上記金属酸化物粒子として、シリカ等が挙げられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−074929号公報
【特許文献2】特開2005−298740号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のような従来の樹脂組成物では、該樹脂組成物を硬化させた硬化物中に極性基が多く存在するために、吸水率が高くなり、硬化物の絶縁性を十分に高くすることが困難である。
【0008】
また、特許文献2に記載のようなシランカップリング剤により表面処理された金属酸化物表面処理粒子を用いた場合でも、シリカと樹脂の界面間は十分に強固でないため、硬化物中に水分が入り込み、硬化物の絶縁性が十分に高くならないことがある。
【0009】
さらに、銅等により形成された配線と硬化物との熱線膨張率差を小さくするために、シリカなどの無機充填剤が、樹脂組成物に比較的多く配合されることがある。特に、樹脂組成物が無機充填剤を多く含む場合には、無機充填剤と樹脂との界面積が増加するために、硬化物の絶縁性を十分に高くすることが困難であるという問題がある。また、絶縁層の厚みが薄い場合に、十分な絶縁性を確保できないという問題がある。
【0010】
さらに、従来の樹脂組成物を、穴又は凹凸を表面に有する部材上に積層し、硬化させた場合に、硬化物の上面が十分に平坦にならないことがある。
【0011】
本発明の目的は、硬化後の硬化物の絶縁性を高めることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板を提供することである。
【0012】
本発明の限定的な目的は、穴又は凹凸を表面に有する部材上に積層された場合に、表面の平坦性を高めるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた積層フィルム及び多層基板を提供することである。
【課題を解決するための手段】
【0013】
本発明の広い局面によれば、エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料であって、上記樹脂組成物が、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含み、上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%である、エポキシ樹脂材料が提供される。
【0014】
本発明に係るエポキシ樹脂材料のある特定の局面では、上記樹脂組成物は、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含む。
【0015】
本発明に係るエポキシ樹脂材料の他の特定の局面では、エポキシ樹脂材料を190℃で3時間硬化させた硬化物の体積抵抗率が、1.0×1016Ω・cm以上である。
【0016】
本発明に係るエポキシ樹脂材料のさらに他の特定の局面では、上記シリカは、カップリング剤により表面処理されている。
【0017】
本発明に係るエポキシ樹脂材料は、様々な用途に用いることができる。本発明に係るエポキシ樹脂材料は、多層基板の絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。
【0018】
本発明に係るエポキシ樹脂材料の他の特定の局面では、エポキシ樹脂材料は、上記樹脂組成物がフィルム状に成形されたBステージフィルムである。
【0019】
本発明に係る積層フィルムは、基材と、該基材の一方の表面に積層されており、かつ本発明に従って構成されたBステージフィルムとを備える。
【0020】
本発明に係る多層基板は、配線が上面に設けられた基板と、該基板上に、該配線間に一部が埋め込まれるように積層された硬化物層とを備え、該硬化物層が、本発明に従って構成されたエポキシ樹脂材料を硬化させることにより形成されている。
【0021】
本発明に係る多層基板のある特定の局面では、上記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、上記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(上記配線の高さ(μm)+30)μm以下であり、上記基板上に積層された上記硬化物層の上面が平坦であるか、又は上記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下である。
【発明の効果】
【0022】
本発明に係るエポキシ樹脂材料は、樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであり、上記樹脂組成物が、エポキシ樹脂と硬化剤と表面処理されたシリカとチタネート系カップリング剤により表面処理されたマイカとを含み、上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量が41〜85重量%であり、かつ上記マイカの含有量が1.0〜5.0重量%であるので、エポキシ樹脂材料の硬化物の絶縁性を高くすることができる。
【図面の簡単な説明】
【0023】
【図1】図1は、本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に示す部分切欠正面断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の詳細を説明する。
【0025】
(エポキシ樹脂材料)
本発明に係るエポキシ樹脂材料は、樹脂組成物であるか、又は該樹脂組成物がフィルム状に成形されたBステージフィルムである。
【0026】
上記樹脂組成物は、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量は41〜85重量%であり、かつ上記マイカの含有量は1.0〜5.0重量%である。
【0027】
エポキシ樹脂を含む樹脂組成物及びBステージフィルムにおいて、銅などの金属により形成された配線と硬化物との熱線膨張率差を小さくするためには、シリカなどの充填剤を多く配合する必要がある。しかしながら、上記線膨張率差を低くするために充填剤を多く配合すると、硬化物の絶縁性が低下する傾向がある。特に、充填剤の粒子径が小さいと、硬化物の絶縁性を十分に高くすることは困難である。
【0028】
さらに、従来の樹脂組成物又はBステージフィルムが、穴又は凹凸を有する部材上に積層された場合には、穴又は凹凸表面の形状に樹脂組成物又はBステージフィルムが十分に追従せず、かつ樹脂組成物又はBステージフィルムが硬化した硬化物の上面の平坦性が低くなるという問題もある。特にシリカなどの充填剤を40重量%以上含む樹脂組成物及びBステージフィルムでは、穴埋め性又は凹凸追従性がかなり低くなる。一方で、穴埋め性又は凹凸追従性を良好にするために充填剤を少なく配合すると、硬化物の線膨張率が高くなったり、硬化物のガラス転移温度が低くなったりする。
【0029】
本発明の主な特徴は、上記樹脂組成物又は上記Bステージフィルムを構成する樹脂組成物において、エポキシ樹脂と硬化剤と表面処理されたシリカとチタネート系カップリング剤により表面処理されたマイカとを用い、かつ該樹脂組成物に含まれている全固形分100重量%中、上記シリカと上記マイカとの合計の含有量を41〜85重量%、かつ上記マイカの含有量を1.0〜5.0重量%としたことである。この構成の採用により、硬化物の絶縁性を十分に高くすることができる。特に、硬化物の厚みが薄くても、更に硬化物を介して上下に配置される下部の銅配線と上部の銅配線との間隔(層間)が20μm以下であっても、硬化物の絶縁性を十分に確保できる。しかも、上記構成の採用により、エポキシ樹脂材料が穴又は凹凸を有する部材上に積層された場合に、穴埋め性又は凹凸追従性を高めることができ、かつ上記部材上に積層されたエポキシ樹脂材料の硬化物の上面の平坦性を高めることができる。
【0030】
従って、本発明に係るエポキシ樹脂材料は、多層プリント配線板などの多層基板の絶縁層を形成する場合に特に有利である。多層基板の絶縁層には、絶縁性が高いこと、及び穴埋め性又は凹凸追従性が高いことが強く求められる。本発明に係るエポキシ樹脂材料は、多層基板の絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。また、本発明に係るエポキシ樹脂材料は、上記樹脂組成物がフィルム状に成形されたBステージフィルムであることが好ましい。該Bステージフィルムは、多層基板の絶縁層を形成するためのBステージフィルムであることが好ましい。本発明に係るエポキシ樹脂材料は、配線が上面に設けられた基板上に絶縁層を形成するためのエポキシ樹脂材料であることが好ましい。本発明に係るエポキシ樹脂材料は、配線が上面に設けられた基板上に、配線間に一部が埋め込まれるように積層された絶縁層(硬化物層)を形成するためのエポキシ樹脂材料であることが好ましい。
【0031】
以下、上記樹脂組成物に含まれているエポキシ樹脂、硬化剤、シリカ及びマイカなどの詳細を説明する。
【0032】
[エポキシ樹脂]
上記樹脂組成物に含まれているエポキシ樹脂は特に限定されない。該エポキシ樹脂として、従来公知のエポキシ樹脂を用いることができる。該エポキシ樹脂は、少なくとも1個のエポキシ基を有する有機化合物をいう。エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0033】
上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、アントラセン型エポキシ樹脂、アダマンタン骨格を有するエポキシ樹脂、トリシクロデカン骨格を有するエポキシ樹脂、及びトリアジン核を骨格に有するエポキシ樹脂等が挙げられる。
【0034】
また、上記エポキシ樹脂を高分子量化したフェノキシ樹脂を用いてもよい。
【0035】
上記エポキシ樹脂は、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含むことが好ましい。分子量が500以下であるエポキシ樹脂を用いると、架橋密度が高まり硬化物のガラス転移温度を高くすることができ、硬化物の線膨張率をかなり低くすることができる。また、この場合、充填剤の含有量が比較的少なくても、線膨張率を十分に低くすることができる。また、充填剤の含有量が少ないと、硬化物の絶縁性を向上させることができる。さらに、穴又は凹凸を表面に有する部材に対するエポキシ樹脂材料の追従性が高くなる。
【0036】
硬化物と金属層との接着強度を高めたり、粗化処理された硬化物の表面の表面粗さをより一層小さくしたりする観点からは、上記エポキシ樹脂のエポキシ当量は、90〜1000の範囲内であることが好ましい。該エポキシ当量はより好ましくは100以上、より好ましくは800以下、更に好ましくは400以下である。
【0037】
エポキシ樹脂を2種以上用いる場合には、エポキシ樹脂の合計100重量%中、分子量が500以下であるエポキシ樹脂の含有量は、好ましくは10重量%以上、より好ましくは30重量%以上、特に好ましくは50重量%以上である。エポキシ樹脂の合計100重量%中、分子量が500以下であるエポキシ樹脂の含有量は、100重量%であってもよい。分子量が500以下であるエポキシ樹脂の含有量が多いほど、穴又は凹凸を表面に有する部材に対するエポキシ樹脂材料の追従性が高くなる。
【0038】
なお、本明細書において、「分子量」は、上記エポキシ樹脂が重合体ではない場合、及び上記エポキシ樹脂の構造式が特定できる場合は、当該構造式から算出できる分子量を意味する。また、「分子量」は、上記エポキシ樹脂が重合体である場合は、重量平均分子量を意味する。
【0039】
[硬化剤]
上記樹脂組成物に含まれている硬化剤は特に限定されない。該硬化剤として、従来公知の硬化剤を用いることができる。硬化剤は1種のみが用いられてもよく、2種以上が併用されてもよい。
【0040】
上記硬化剤としては、シアネートエステル樹脂(シアネートエステル硬化剤)、フェノール化合物(フェノール硬化剤)、アミン化合物、酸無水物及びジシアンジアミド等が挙げられる。なかでも、熱による寸法変化がより一層小さい硬化物を得る観点からは、上記硬化剤は、シアネートエステル樹脂又はフェノール化合物であることが好ましい。上記硬化剤は、シアネートエステル樹脂であることが好ましく、フェノール化合物であることも好ましい。上記硬化剤は、上記エポキシ樹脂のエポキシ基と反応可能な官能基を有することが好ましい。
【0041】
上記シアネートエステル樹脂の使用により、硬化物のガラス転移温度をより一層高くすることができる。上記シアネートエステル樹脂は特に限定されない。該シアネートエステル樹脂として、従来公知のシアネートエステル樹脂を用いることができる。上記シアネートエステル樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
上記シアネートエステル樹脂としては、ノボラック型シアネート樹脂及びビスフェノール型シアネート樹脂等が挙げられる。上記ビスフェノール型シアネート樹脂としては、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂及びテトラメチルビスフェノールF型シアネート樹脂等が挙げられる。
【0043】
上記シアネートエステル樹脂の市販品としては、フェノールノボラック型シアネート樹脂(ロンザジャパン社製「PT−30」及び「PT−60」)、並びにビスフェノールAジシアネートがトリアジン化され、三量体とされたプレポリマー(ロンザジャパン社製「BA230」、「BA200」及び「BA3000」)等が挙げられる。
【0044】
エポキシ樹脂材料の硬化性を高め、粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記シアネートエステル樹脂は、シアネート基を2個有するシアネートエステル樹脂、又は該シアネート基を2個有するシアネートエステル樹脂の多量体であることが好ましい。
【0045】
上記フェノール化合物の使用により、硬化物のガラス転移温度を高くすることができ、更に硬化物と金属層との密着性をより一層高めることができる。また、上記フェノール化合物の使用により、例えば、硬化物の表面上に設けられた銅の表面を黒化処理又はCz処理することにより、硬化物と銅との密着性をより一層高めることができる。上記フェノール化合物としては、ノボラック型フェノール、ビフェノール型フェノール、ナフタレン型フェノール、ジシクロペンタジエン型フェノール、アラルキル型フェノール及びジシクロペンタジエン型フェノール等が挙げられる。
【0046】
上記フェノール化合物の市販品としては、アミノトリアジン骨格を有するフェノール化合物(DIC社製「LA1356」及び「LA3018−50P」)等が挙げられる。
【0047】
エポキシ樹脂材料の硬化性を高くし、粗化処理又は膨潤処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記フェノール化合物は、ノボラック型フェノール化合物又はトリアジン骨格を有するフェノール化合物であることが好ましい。
【0048】
硬化物のガラス転移温度をより一層高くする観点からは、上記フェノール化合物は、フェノール性水酸基を含む構造単位を、繰り返し構造単位として2個以上有することが好ましい。
【0049】
エポキシ樹脂材料の硬化性を高くし、粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記フェノール化合物の水酸基当量は500以下、より好ましくは220以下である。硬化物のガラス転移温度をより一層高くする観点からは、上記フェノール化合物の水酸基当量は180以下であることがさらに好ましい。また、上記シアネートエステル樹脂のシアネート基当量は500以下であることが好ましい。
【0050】
上記硬化剤は、シアネートエステル樹脂又はフェノール化合物であることが好ましい。シアネートエステル樹脂又はフェノール化合物の使用により、熱による寸法変化がより一層小さい硬化物を得ることができ、更に粗化処理又はデスミア処理された硬化物の表面の表面粗さをより一層小さくすることができる。
【0051】
上記硬化剤は、酸無水物であってもよい。酸無水物の使用により、硬化物のガラス転移温度をより一層高くすることができる。該酸無水物としては、多脂環式骨格を有する酸無水物、及びテルペン系化合物と無水マレイン酸との付加反応により得られる脂環式骨格を有する酸無水物等が挙げられる。
【0052】
エポキシ樹脂と硬化剤との配合比は特に限定されない。エポキシ樹脂と硬化剤との配合比は、エポキシ樹脂と硬化剤との種類により適宜決定される。硬化剤がフェノール化合物である場合、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のフェノール化合物のフェノール性水酸基の数に対する比(エポキシ基の数/フェノール性水酸基の数)は、好ましくは0.5以上、より好ましくは0.8以上、更に好ましくは1.0以上、好ましくは4.0以下、より好ましくは3.5以下、更に好ましくは2.0以下である。上記比(エポキシ基の数/フェノール性水酸基の数)が上記下限以上であると、エポキシ基の数が十分に多くなり、硬化物の耐熱性及び耐湿性がより一層高くなる。上記比(エポキシ基の数/フェノール性水酸基の数)が上記上限以下であると、フェノール性水酸基の数が十分に多くなり、エポキシ樹脂材料を充分に硬化させることができ、硬化物の耐熱性がより一層高くなる。
【0053】
硬化剤が多量体(3量体)ではないシアネートエステル樹脂である場合、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のシアネートエステル樹脂のシアネート基の数に対する比(エポキシ基の数/シアネート基の数)は、0.75〜2.0であることが好ましい。硬化剤がシアネートエステル樹脂の多量体である場合には、樹脂組成物中でのエポキシ樹脂のエポキシ基の数のシアネートエステル樹脂のシアネート基の数に対する比(エポキシ基の数/シアネート基の数)は、1.5〜4.0であることが好ましく、更に好ましくは3.0〜3.8である。上記比(エポキシ基の数/シアネート基の数)が上記下限以上であると、エポキシ基の数が十分に多くなり、硬化物が脆くなり難く、粗化処理又は膨潤処理前の硬化物の耐薬品性が高くなることで粗化処理又は膨潤処理で硬化物が荒れ難くなる。上記比(エポキシ基の数/シアネート基の数)が上記上限以下であると、シアネート基の数が十分に多くなり、硬化不足が生じ難く、硬化物の耐熱性がより一層高くなる。
【0054】
[充填剤]
上記樹脂組成物は、充填剤として、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含む。上記シリカは、1種のみが用いられてもよく、2種以上が併用されてもよい。上記マイカは、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0055】
上記表面処理されたシリカを用いた場合には、表面処理されていないシリカを用いた場合と比較して、エポキシ樹脂材料の硬化物の絶縁性が高くなる。すなわち、上記シリカが表面処理されていることによって、硬化物の絶縁性を高くすることができる。また、上記シリカは、表面処理されているので、エポキシ樹脂中での分散性及び他の成分との親和性に優れている。
【0056】
上記シリカとしては、天然シリカ原料を粉砕して得られる結晶性シリカ、天然シリカ原料を火炎溶融し、粉砕して得られる破砕溶融シリカ、天然シリカ原料を火炎溶融して得られる球状溶融シリカ、天然シリカ原料を粉砕及び火炎溶融して得られる球状溶融シリカ、フュームドシリカ(アエロジル)、及びゾルゲル法シリカなどの合成シリカ等が挙げられる。なかでも、溶融シリカであることが好ましい。
【0057】
硬化物の絶縁性をより一層高める観点からは、上記シリカは、カップリング剤により表面処理されていることが好ましい。
【0058】
上記シリカの表面処理に用いられるカップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。シリカの分散性及び硬化物の絶縁性を良好にする観点からは、上記シリカは、シランカップリング剤により表面処理されていることが好ましい。上記シリカの表面処理に用いるシランカップリング剤は、エポキシシラン、アミノシラン、ビニルシラン、メルカプトシラン、サルファーシラン、(メタ)アクリル酸シラン、イソシアネートシラン又はウレイドシランであることが好ましい。シリカを表面処理するために、カップリング剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0059】
上記シリカの平均粒子径は、好ましくは0.1μm以上、より好ましくは0.2μm以上、好ましくは20μm以下、更に好ましくは10μm以下、特に好ましくは2μm以下である。シリカの平均粒子径が上記下限以上及び上記上限以下であると、シリカをより一層良好に分散させることができ、穴又は凹凸を表面に有する部材上に積層されたエポキシ樹脂材料の硬化物の上面の平坦性をより一層高めることができる。特に、シリカの平均粒子径が0.1μm以上、2μm以下であると、硬化物の上面の平坦性がより一層高くなる。
【0060】
上記シリカの平均粒子径として、50%となるメディアン径(d50)の値が採用される。上記平均粒子径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0061】
上記マイカは、チタネート系カップリング剤により表面処理されている。チタネート系カップリング剤により表面処理されたマイカを、表面処理されたシリカと併用することにより、硬化物の絶縁性を大きく高めることができる。チタネート系のカップリング剤は、チタン原子を含む。
【0062】
上記チタネート系カップリング剤としては、テトラメトキシチタネート、テトラエトキシチタネート、テトラプロポキシチタネート、テトライソプロポキシチタネート、テトラブトキシチタネート、イソプロピルトリイソステアロイルチタネート、イソプロピルトリデシルベンゼンスルホニルチタネート、イソプロピルトリス(ジオクチルパイロホスフェート)チタネート、テトライソプロピルビス(ジオクチルホスファイト)チタネート、テトラ(2,2−ジアリルオキシメチル−1−ブチル)ビス(ジ−トリデシル)ホスファイトチタネート、ビス(ジオクチルパイロホスフェート)オキシアセテートチタネート、ビス(ジオクチルパイロホスフェート)エチレンチタネート、イソプロピルトリオクタノイルチタネート及びイソプロピルトリクミルフェニルチタネート等が挙げられる。これら以外のチタネート系のカップリング剤を用いてもよい。マイカを表面処理するために、チタネート系のカップリング剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0063】
樹脂組成物に含まれている全固形分(以下、全固形分Bと略記することがある)100重量%中、上記シリカと上記マイカとの合計の含有量は41〜85重量%である。上記シリカと上記マイカとの合計の含有量が上記下限以上であると、熱による寸法変化が小さい硬化物を得ることができる。さらに、エポキシ樹脂材料の硬化物と銅により形成された配線との熱膨張率差を小さくすることができ、基板の反り及び配線の断線を抑制できる。上記シリカと上記マイカとの合計の含有量が上記上限以下であると、シリカ及びマイカと樹脂成分との界面積が大きくなりすぎず、絶縁信頼性を高めることができる。「全固形分B」とは、エポキシ樹脂と硬化剤と上記シリカと上記マイカと必要に応じて配合される固形分との総和をいう。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0064】
エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、かつ粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記全固形分B100重量%中、上記シリカと上記マイカの含有量は、好ましくは80重量%以下である。
【0065】
硬化物の線膨張率をより一層低くするためには、上記全固形分B100重量%中、上記シリカと上記マイカとの合計の含有量は、より好ましくは50重量%以上、更に好ましくは60重量%以上、特に好ましくは75重量%以上、最も好ましくは80重量%以上である。本発明における上記組成の採用により、充填剤の含有量が比較的多くても、エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、硬化物の線膨張率を低くし、更に粗化処理された硬化物の表面の表面粗さをより一層小さくすることができる。
【0066】
チタネート処理マイカを用いると、吸水率が下がることがある。この理由は定かではないが、チタネート処理マイカの撥水性が寄与していること、又はチタネート処理マイカがxy面上に配向しているために、水分に対してのバリア層として機能していることが予想される。
【0067】
樹脂組成物に含まれている全固形分B100重量%中、上記マイカの含有量は、1.0〜5.0重量%である。上記マイカの含有量が上記下限以上であると、硬化物の絶縁性が十分に高くなる。上記マイカの含有量が上記上限以下であると、硬化物の線膨張率が低くなる。硬化物の絶縁性をより一層高める観点からは、上記全固形分B100重量%中、上記マイカの含有量は、好ましくは2.0重量%以上である。
【0068】
上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、59重量%以下である。エポキシ樹脂材料の穴埋め性又は凹凸追従性を高くし、かつ粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、好ましくは15重量%以上、より好ましくは20重量%以上である。硬化物の線膨張率をより一層低くするためには、上記全固形分B100重量%中、上記エポキシ樹脂と上記硬化剤との合計の含有量は、好ましくは50重量%以下、より好ましくは40重量%以下、更に好ましくは25重量%以下、最も好ましくは20重量%以下である。
【0069】
[フェノキシ樹脂]
上記樹脂組成物は、フェノキシ樹脂を含んでいてもよい。該フェノキシ樹脂の使用により、エポキシ樹脂材料の回路の凹凸への追従性を高めることができ、更に粗化処理された硬化物の表面の表面粗さをより一層小さくすることができ、粗度を均一にすることができる。
【0070】
上記フェノキシ樹脂は特に限定されない。該フェノキシ樹脂として、従来公知のフェノキシ樹脂を用いることができる。上記フェノキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0071】
上記フェノキシ樹脂としては、例えば、ビスフェノールA型の骨格、ビスフェノールF型の骨格、ビスフェノールS型の骨格、ビフェニル骨格、ノボラック骨格、及びナフタレン骨格などの骨格を有するフェノキシ樹脂等が挙げられる。上記フェノキシ樹脂の重量平均分子量は、5,000〜100,000の範囲内であることが好ましい。上記フェノキシ樹脂の具体例としては、例えば、東都化成社製の「YP50」、「YP55」及び「YP70」、並びに三菱化学社製の「1256B40」、「4250」、「4256H40」、「4275」、「YX6954BH30」、「YX8100BH30」、「YL7600DMAcH25」及び「YL7213BH30」などが挙げられる。
【0072】
硬化物の表面を粗化処理した後に、金属層を形成するためにめっき処理した場合に、硬化物と金属層との接着強度を高めることができるので、上記フェノキシ樹脂は、ビフェニル骨格又はビフェノール骨格を有することが好ましく、ビフェノール骨格を有することがより好ましい。
【0073】
上記フェノキシ樹脂の含有量は特に限定されない。樹脂組成分に含まれている充填剤を除く全固形分(以下、上記全固形分Aと略記することがある)100重量%中、上記フェノキシ樹脂の含有量は0〜40重量%の範囲内であることが好ましい。上記全固形分A100重量%中、上記フェノキシ樹脂の含有量は、より好ましくは20重量%以下である。上記フェノキシ樹脂を用いなくてもよい。上記フェノキシ樹脂の含有量が上記上限以下であると、粗化処理又はデスミア処理された硬化物の表面の粗度をより一層均一にすることができる。「全固形分A」とは、エポキシ樹脂と硬化剤と必要に応じて配合される他の固形分との総和をいう。全固形分Aには、充填剤は含まれない。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0074】
[他の成分及び樹脂組成物の詳細]
上記樹脂組成物は、必要に応じて硬化促進剤を含んでいてもよい。該硬化促進剤は特に限定されず、従来公知のものを用いることができる。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0075】
上記硬化促進剤としては、例えば、イミダゾール化合物、リン化合物、アミン化合物及び有機金属化合物等が挙げられる。
【0076】
上記イミダゾール化合物としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1,2−ジメチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール及び2−フェニル−4−メチル−5−ジヒドロキシメチルイミダゾール等が挙げられる。
【0077】
上記リン化合物としては、トリフェニルフォスフィン等が挙げられる。
【0078】
上記有機金属化合物としては、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)及びトリスアセチルアセトナートコバルト(III)等が挙げられる。
【0079】
硬化物の電気絶縁性を高める観点からは、上記硬化促進剤は、イミダゾール化合物であることが特に好ましい。硬化物の電気絶縁性を高める観点からは、上記硬化促進剤は、有機金属化合物を含まないことが好ましい。
【0080】
上記硬化促進剤の含有量は特に限定されない。エポキシ樹脂材料を効率的に硬化させる観点からは、上記全固形分A100重量%中、上記硬化促進剤の含有量は0.01〜3重量%の範囲内であることが好ましい。
【0081】
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、樹脂組成物には、カップリング剤、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤及び上述した樹脂以外の他の樹脂等を添加してもよい。
【0082】
上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、ビニルシラン、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0083】
上記カップリング剤の含有量は特に限定されない。上記全固形分A100重量%中、上記カップリング剤の含有量は0.01〜3重量%の範囲内であることが好ましい。
【0084】
上記他の樹脂としては、ポリフェニレンエーテル樹脂、ポリアセタール樹脂、ポリブチラール樹脂、ジビニルベンジルエーテル樹脂、ポリアリレート樹脂、ジアリルフタレート樹脂、ポリイミド樹脂、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、ビスマレイミド樹脂及びアクリレート樹脂等が挙げられる。
【0085】
上記樹脂組成物を得るために、溶剤を用いてもよい。該溶剤は特に限定されず、樹脂組成物中に含まれる成分に対して良好な溶解性を示す溶剤が適宜選択されて用いられる。上記溶剤としては、例えばアセトン、メタノール、エタノール、ブタノール、2−プロパノール、2−メトキシエタノール、2−エトキシエタノール、1−メトキシ−2−プロパノール、2−アセトキシ−1−メトキシプロパン、トルエン、キシレン、メチルエチルケトン、N,N−ジメチルホルムアミド、メチルイソブチルケトン、N−メチル−ピロリドン、n−ヘキサン、シクロヘキサン、シクロヘキサノン及び混合物であるナフサ等が挙げられる。上記溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0086】
上記樹脂組成物は、大部分の溶剤を揮発させて用いられることが好ましい。溶剤を揮発させるために、熱による硬化が進行し過ぎない程度に、加熱乾燥すればよい。溶剤を含む樹脂組成物を、例えば90〜200℃で10〜180分間乾燥させることにより、ハンドリング性が良好なBステージフィルムを得ることができる。
【0087】
上記樹脂組成物をフィルム状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶剤に溶解又は分散させた後、キャスティングしてフィルム状に成形するキャスティング成形法、並びに従来公知のその他のフィルム成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。フィルムにはシートが含まれる。
【0088】
上記樹脂組成物をフィルム状に成形することにより、Bステージフィルムを得ることができる。
【0089】
上述のような乾燥工程により得ることができる、ハンドリング性が良好なフィルム状の樹脂組成物をBステージフィルムと称する。更に、ハンドリング性をより一層高めるために、完全硬化に至らない範囲で半硬化状態とされたフィルム状の樹脂組成物もBステージフィルムと称する。
【0090】
上記Bステージフィルムは、半硬化状態にある半硬化物である。半硬化物は、完全に硬化しておらず、硬化がさらに進行され得る。
【0091】
上記Bステージフィルムの固形分100重量部に対して、上記溶剤の含有量は、好ましくは0.1重量部以上、より好ましくは0.3重量部以上、好ましくは6重量部以下、より好ましくは3重量部以下である。上記溶剤の含有量が上記下限以上及び上記上限以下であると、Bステージフィルムの表面の粘着性が高くなりすぎず、ハンドリング性を高めることができる。さらに、Bステージフィルムを他の部材上に積層した場合に、硬化物の上面の平坦性を高めることができる。
【0092】
上記樹脂組成物は、基材と、該基材の一方の表面に積層されたBステージフィルムとを備える積層フィルムを形成するために好適に用いることができる。積層フィルムのBステージフィルムが、上記樹脂組成物により形成される。
【0093】
上記積層フィルムの上記基材としては、ポリエチレンテレフタレートフィルム及びポリブチレンテレフタレートフィルムなどのポリエステル樹脂フィルム、ポリエチレンフィルム及びポリプロピレンフィルムなどのオレフィン樹脂フィルム、ポリイミド樹脂フィルム、銅箔及びアルミニウム箔などの金属箔等が挙げられる。上記基材の表面は、必要に応じて、離型処理されていてもよい。
【0094】
上記エポキシ樹脂材料を回路の絶縁層として用いる場合、エポキシ樹脂材料により形成された層の厚さは、回路を形成する導体層の厚さ以上であることが好ましい。上記エポキシ樹脂材料により形成された層の厚さは、好ましくは5μm以上、好ましくは100μm以下、より好ましくは40μm以下である。上記エポキシ樹脂材料を用いた層の厚さが薄くても、該層の絶縁性を十分に高くすることができる。
【0095】
また、上記エポキシ樹脂材料がBステージフィルムである場合に、該Bステージフィルムの厚さは、好ましくは5μm以上、好ましくは100μm以下、より好ましくは40μm以下である。Bステージフィルムの厚さが薄くても、該Bステージフィルムを硬化させた硬化物の絶縁性を十分に高くすることができる。
【0096】
上記エポキシ樹脂材料の硬化物の吸水率は、0.9重量%以下であることが好ましく、0.7重量%以下であることがより好ましい。硬化物の吸水率が低いほど、硬化物の絶縁性がより一層高くなる。上記「吸水率」は、以下の方法で求められる。
【0097】
硬化物を50℃で24時間乾燥させた後の重さ(W1)を測定する。次いで、硬化物を水に浸漬し、100℃の沸騰水中に1時間放置した後取り出し、ウエスで丁寧に拭き取った後の重さ(W2)を測定する。そして、下記式(1)により、吸水率を求める。
【0098】
吸水率(重量%)=(W2−W1)/W1×100 ・・・式(1)
エポキシ樹脂材料を硬化させた硬化物の体積抵抗率は、1.0×1016Ω・cm以上であることが好ましく、3.0×1016Ω・cm以上であることがより好ましい。該体積抵抗率を測定する硬化物は、エポキシ樹脂材料を190℃で3時間硬化させた硬化物であることが好ましい。体積抵抗率が高いほど、硬化物の絶縁性が高い。
【0099】
上記樹脂組成物は、基材に含浸され、プリプレグとされてもよい。
【0100】
上記基材としては、例えば金属、ガラス、カーボン、アラミド、ポリエステル又は芳香族ポリエステル等により形成された織布又は不織布、並びにフッ素系樹脂又はポリエステル系樹脂等により形成された多孔質膜等が挙げられる。
【0101】
(プリント配線板)
次に、プリント配線板について説明する。
【0102】
上記プリント配線板は、例えば、上記樹脂組成物により形成されたBステージフィルムを用いて、該Bステージフィルムを加熱加圧成形することにより得られる。
【0103】
上記Bステージフィルムに対して、片面又は両面に金属箔を積層できる。上記Bステージフィルムと金属箔とを積層する方法は特に限定されず、公知の方法を用いることができる。例えば、平行平板プレス機又はロールラミネータ等の装置を用いて、加熱しながら又は加熱せずに加圧しながら、上記Bステージフィルムを金属箔に積層できる。上記加熱の温度及び上記加圧の圧力は適宜変更することができ、特に限定されない。
【0104】
(銅張り積層板及び回路基板)
上記エポキシ樹脂材料は、銅張り積層板を得るために好適に用いられる。上記銅張り積層板の一例として、銅箔と、該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板が挙げられる。この銅張り積層板のBステージフィルムが、本発明に係るエポキシ樹脂材料により形成される。
【0105】
上記銅張り積層板の上記銅箔の厚さは特に限定されない。上記銅箔の厚さは、1〜50μmの範囲内であることが好ましい。また、エポキシ樹脂材料を硬化させた硬化物層と銅箔との接着強度を高めるために、上記銅箔は微細な凹凸を表面に有することが好ましい。凹凸の形成方法は特に限定されない。上記凹凸の形成方法としては、公知の薬液を用いた処理による形成方法等が挙げられる。
【0106】
また、本発明に係るエポキシ樹脂材料は、多層基板を得るために好適に用いられる。上記多層基板の一例として、配線が上面に設けられた基板と、該基板上に積層された硬化物層とを備える多層基板が挙げられる。この多層基板の硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成される。
【0107】
具体的には、上記多層基板は、配線が上面に設けられた基板と、該基板上に、該配線間に一部が埋め込まれるように積層された硬化物層とを備えており、該硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成されていることが好ましい。さらに、上記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、上記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(上記配線の高さ(μm)+30)μm以下であり、上記基板上に積層された上記硬化物層の上面が平坦であるか、又は前記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下であることが好ましい。本発明に係るエポキシ樹脂材料の使用により、上記硬化物層の上面の平坦性を高めることができる。上記凹部の深さが2.5μm以下であると、十分に平坦であるといえる。
【0108】
上記多層基板では、上記硬化物層の上記基板が積層された表面とは反対側の表面が粗化処理又はデスミア処理されていることが好ましく、粗化処理されていることがより好ましい。
【0109】
粗化処理方法は、従来公知の粗化処理方法を用いることができ特に限定されない。上記硬化物層の表面は、粗化処理の前に膨潤処理されていてもよい。
【0110】
また、上記多層基板は、上記硬化物層の粗化処理された表面に積層された銅めっき層をさらに備えることが好ましい。
【0111】
図1に本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に部分切欠正面断面図で示す。
【0112】
図1に示す多層基板11では、回路基板12の上面12aに、複数層の硬化物層13〜16が積層されている。硬化物層13〜15は、絶縁層である。複数層の硬化物層のうち、回路基板12側とは反対の外側の表面に位置する硬化物層16以外の硬化物層13〜15には、上面の一部の領域に金属層17が形成されている。金属層17は配線であり、回路である。すなわち、積層された硬化物層13〜16の各層間に、金属層17がそれぞれ配置されている。下方の金属層17と上方の金属層17とは、図示しないビアホール接続及びスルーホール接続の内の少なくとも一方により互いに接続されている。
【0113】
多層基板11では、硬化物層13〜16が、本発明に係るエポキシ樹脂材料を硬化させることにより形成されている。本実施形態では、硬化物層13〜16の表面が粗化処理又はデスミア処理されているので、硬化物層13〜16の表面に図示しない微細な孔が形成されている。また、微細な孔の内部に金属層17が至っている。従って、硬化物層13〜16と金属層17との接着強度を高めることができる。また、多層基板11では、金属層17の幅方向寸法(L)と、金属層17が形成されていない部分の幅方向寸法(S)とを小さくすることができる。
【0114】
(粗化処理及び膨潤処理)
本発明に係るエポキシ樹脂材料は、粗化処理又はデスミア処理される硬化物を得るために用いられることが好ましい。上記硬化物には、更に硬化が可能な予備硬化物も含まれる。
【0115】
本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物の表面に微細な凹凸を形成するために、予備硬化物は粗化処理されることが好ましい。粗化処理の前に、予備硬化物は膨潤処理されることが好ましい。硬化物は、予備硬化の後、かつ粗化処理される前に、膨潤処理されており、さらに粗化処理の後に硬化されていることが好ましい。ただし、予備硬化物は、必ずしも膨潤処理されなくてもよい。
【0116】
上記膨潤処理の方法としては、例えば、エチレングリコールなどを主成分とする化合物の水溶液又は有機溶媒分散溶液などにより、予備硬化物を処理する方法が用いられる。具体的には、例えば、上記膨潤処理は、40重量%エチレングリコール水溶液等を用いて、処理温度30〜85℃で1〜20分間、予備硬化物を処理することにより行なわれる。上記膨潤処理の温度は50〜85℃の範囲内であることが好ましい。上記膨潤処理の温度が低すぎると、膨潤処理に長時間を要し、更に硬化物と金属層との粗化接着強度が低くなる傾向がある。
【0117】
上記粗化処理には、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。
【0118】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0119】
上記粗化処理の方法は特に限定されない。上記粗化処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜20分間の条件で、1回又は2回、予備硬化物を処理する方法が好適である。上記粗化処理の温度は50〜85℃の範囲内であることが好ましい。
【0120】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0121】
実施例及び比較例では、以下に示す材料を用いた。
【0122】
(エポキシ樹脂)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」、エポキシ当量178、分子量500以下)
【0123】
(硬化剤)
フェノールノボラック樹脂(フェノール硬化剤、明和化成社製「MEH7851−H」)
【0124】
(フェノキシ樹脂)
ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」、分子量約4万、固形分30重量%とメチルエチルケトン35重量%とシクロヘキサン35重量%とを含む)
【0125】
(硬化促進剤)
イミダゾール化合物(2−フェニル−4−メチルイミダゾール、四国化成社製「2P4MZ」)
【0126】
(充填剤)
表面処理シリカ含有スラリー(アドマテックス社製「SC2050FMB」、平均粒子径0.5μmの溶融シリカ、固形分70重量%とシクロヘキサノン30重量%とを含む)
表面処理マイカA(表面がチタネートカップリング剤(三菱ガス化学社製「テトライソプロピルチタネート」)により処理されたマイカ(コープケミカル社製「MK−100−S181」))
【0127】
(実施例1)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)58.7重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)81.7重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9重量部と、表面処理マイカA(表面がチタネートカップリング剤により処理されたマイカ)4.3重量部と、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)211.5重量部とを、攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。得られた樹脂組成物ワニスに含まれている全固形分100重量%中、表面処理シリカの含有量は42重量%であり、マイカの含有量は1.2重量%であった。
【0128】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(リンテック社製「PET5011 550」、厚み50μm)を用意した。このPETフィルム上にアプリケーターを用いて、乾燥後の厚みが50μmとなるように、得られた樹脂組成物ワニスを塗工した。次に、100℃のギアオーブン内で150秒乾燥して、縦200mm×横200mm×厚み50μmの樹脂シートの未硬化物とポリエチレンテレフタレートフィルムとの積層フィルムを作製した。次に、積層フィルムからポリエチレンテレフタレートフィルムを剥がし、樹脂シートの未硬化物を180℃のギアオーブン内で80分間加熱して、樹脂シートの一次硬化物を作製した。また、得られた樹脂シートの一次硬化物を、190℃で3時間加熱し、更に硬化させ、硬化物Aを得た。
【0129】
(実施例2)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)62.7重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)81.6重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9重量部と、表面処理マイカA(表面がチタネートカップリング剤により処理されたマイカ)16.9重量部と、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)225.8重量部とを、攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。得られた樹脂組成物ワニスに含まれている全固形分100重量%中、表面処理シリカの含有量は42重量%であり、マイカの含有量は4.5重量%であった。
【0130】
得られた樹脂組成物ワニスを用いたこと以外は実施例1と同様にして、積層フィルムを作製し、樹脂シートの一次硬化物を作製し、硬化物Aを得た。
【0131】
(比較例1)
ビスフェノールA型エポキシ樹脂(日本化薬社製「RE410S」)100重量部と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)60.0重量部と、フェノールノボラック樹脂(明和化成社製「MEH7851−H」)85.4重量部と、イミダゾール化合物(四国化成社製「2P4MZ」)0.9部、シリカ含有スラリー(アドマテックス社製「SC2050FMB」)216.1重量部とを攪拌機を用いて1200rpmにて10分間混合し、樹脂組成物ワニスを得た。
【0132】
得られた樹脂組成物ワニスを用いたこと以外は実施例1と同様にして、積層フィルムを作製し、樹脂シートの一次硬化物を作製し、硬化物Aを得た。
【0133】
(評価)
(1)吸水率
得られた硬化物Aを3cm×5cmの大きさに裁断した。裁断された硬化物Aの50℃で24時間乾燥させた後の重さ(W1)を測定した。次いで、重さ(W1)を測定した硬化物Aを水に浸漬し、100℃の沸騰水中に1時間放置した後取り出し、ウエスで丁寧に拭き取った後の重さ(W2)を測定した。得られた重さW1,W2から吸水率を上記式(1)により求めた。
【0134】
(2)体積抵抗率
得られた硬化物Aを100mm×100mmの大きさに裁断した。高抵抗率計(商品名「ハイレスターUP」、三菱化学社製)にJボックスUタイプを接続して、硬化物Aの体積抵抗率(Ω・cm)を測定した。
【0135】
(3)平均線膨張率
得られた硬化物Aを、3mm×25mmの大きさに裁断した。線膨張率計(セイコーインスツルメンツ社製「TMA/SS120C」)を用いて、引張り荷重3.3×10−2N、昇温速度5℃/分の条件で、裁断された硬化物の0〜50℃における平均線膨張率を測定した。
【0136】
(4)表面の凹部の深さ
片面銅張積層板(品番「CS−3282」、銅箔厚さ30μm、利昌工業社製)に、公知の方法により、フォトレジストを塗布し、露光し、現像して、幅160μm、高さ25μm及び長さ10mmの銅配線が160μm間隔で平行に20本並んだ櫛形パターン(櫛形配線、L/S=160μm/160μm)を形成した。この積層板上に、得られた樹脂シートの未硬化物を真空ラミネートし、170℃のギアオーブン内で1時間加熱して硬化させ、積層板と硬化物層との積層体を得た。得られた積層体の硬化物層の上面を下層の銅配線を横断するように計測し、凹凸の深部と頂部との高さを、表面粗さ計(商品名「SJ−301」、ミツトヨ社製)により測定した。1つの凹部と隣り合う凹部において、その差が大きいほうを採用し、19点の差を求め、その平均値を表面の凹部の深さとした。
【0137】
結果を下記の表1に示す。
【0138】
【表1】
【符号の説明】
【0139】
11…多層基板
12…回路基板
12a…上面
13〜16…硬化物層
17…金属層(配線)
【特許請求の範囲】
【請求項1】
エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料であって、
前記樹脂組成物が、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含み、
前記樹脂組成物に含まれている全固形分100重量%中、前記シリカと前記マイカとの合計の含有量が41〜85重量%であり、かつ前記マイカの含有量が1.0〜5.0重量%である、エポキシ樹脂材料。
【請求項2】
前記樹脂組成物が、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含む、請求項1に記載のエポキシ樹脂材料。
【請求項3】
エポキシ樹脂材料を190℃で3時間硬化させた硬化物の体積抵抗率が、1.0×1016Ω・cm以上である、請求項1又は2に記載のエポキシ樹脂材料。
【請求項4】
前記シリカが、カップリング剤により表面処理されている、請求項1〜3のいずれか1項に記載のエポキシ樹脂材料。
【請求項5】
多層基板の絶縁層を形成するためのエポキシ樹脂材料である、請求項1〜4のいずれか1項に記載のエポキシ樹脂材料。
【請求項6】
前記樹脂組成物がフィルム状に成形されたBステージフィルムである、請求項1〜5のいずれか1項に記載のエポキシ樹脂材料。
【請求項7】
基材と、
前記基材の一方の表面に積層された請求項6に記載のBステージフィルムとを備える、積層フィルム。
【請求項8】
配線が上面に設けられた基板と、
前記基板上に、前記配線間に一部が埋め込まれるように積層された硬化物層とを備え、
前記硬化物層が、請求項1〜6のいずれか1項に記載のエポキシ樹脂材料を硬化させることにより形成されている、多層基板。
【請求項9】
前記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、
前記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(前記配線の高さ(μm)+30)μm以下であり、
前記基板上に積層された前記硬化物層の上面が平坦であるか、又は前記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下である、請求項8に記載の多層基板。
【請求項1】
エポキシ樹脂を含む樹脂組成物又は該樹脂組成物がフィルム状に成形されたBステージフィルムであるエポキシ樹脂材料であって、
前記樹脂組成物が、エポキシ樹脂と、硬化剤と、表面処理されたシリカと、チタネート系カップリング剤により表面処理されたマイカとを含み、
前記樹脂組成物に含まれている全固形分100重量%中、前記シリカと前記マイカとの合計の含有量が41〜85重量%であり、かつ前記マイカの含有量が1.0〜5.0重量%である、エポキシ樹脂材料。
【請求項2】
前記樹脂組成物が、2種以上のエポキシ樹脂を含み、かつ分子量が500以下であるエポキシ樹脂を含む、請求項1に記載のエポキシ樹脂材料。
【請求項3】
エポキシ樹脂材料を190℃で3時間硬化させた硬化物の体積抵抗率が、1.0×1016Ω・cm以上である、請求項1又は2に記載のエポキシ樹脂材料。
【請求項4】
前記シリカが、カップリング剤により表面処理されている、請求項1〜3のいずれか1項に記載のエポキシ樹脂材料。
【請求項5】
多層基板の絶縁層を形成するためのエポキシ樹脂材料である、請求項1〜4のいずれか1項に記載のエポキシ樹脂材料。
【請求項6】
前記樹脂組成物がフィルム状に成形されたBステージフィルムである、請求項1〜5のいずれか1項に記載のエポキシ樹脂材料。
【請求項7】
基材と、
前記基材の一方の表面に積層された請求項6に記載のBステージフィルムとを備える、積層フィルム。
【請求項8】
配線が上面に設けられた基板と、
前記基板上に、前記配線間に一部が埋め込まれるように積層された硬化物層とを備え、
前記硬化物層が、請求項1〜6のいずれか1項に記載のエポキシ樹脂材料を硬化させることにより形成されている、多層基板。
【請求項9】
前記配線が、配線の幅方向の寸法(L)と配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが50〜200μm/50〜200μmであり、かつ高さが20〜40μmである配線であり、
前記エポキシ樹脂材料がBステージフィルムであり、基板上に積層される前の該Bステージフィルムの厚みが(前記配線の高さ(μm)+30)μm以下であり、
前記基板上に積層された前記硬化物層の上面が平坦であるか、又は前記硬化物層の上面に凹部があり、該凹部の深さが2.5μm以下である、請求項8に記載の多層基板。
【図1】

【公開番号】特開2012−67223(P2012−67223A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−214255(P2010−214255)
【出願日】平成22年9月24日(2010.9.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月24日(2010.9.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]