
エポキシ樹脂材料及び多層基板
【課題】硬化物の熱線膨張係数が低く、更に粗化処理された硬化物の表面の表面粗さが小さく、硬化物と金属層との密着性を高めることができるエポキシ樹脂材料を提供する。
【解決手段】本発明に係るエポキシ樹脂材料は、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含む。上記第1の無機充填剤の平均粒径は、上記第2の無機充填剤の平均粒径よりも小さい。本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む。本発明に係る多層基板11は、回路基板12と、回路基板12の回路が形成された表面12a上に配置された硬化物層13〜16とを備える。硬化物層13〜16は、上記エポキシ樹脂材料を硬化させることにより形成されている。
【解決手段】本発明に係るエポキシ樹脂材料は、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含む。上記第1の無機充填剤の平均粒径は、上記第2の無機充填剤の平均粒径よりも小さい。本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む。本発明に係る多層基板11は、回路基板12と、回路基板12の回路が形成された表面12a上に配置された硬化物層13〜16とを備える。硬化物層13〜16は、上記エポキシ樹脂材料を硬化させることにより形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、多層基板において絶縁層を形成するために好適に用いることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた多層基板に関する。
【背景技術】
【0002】
従来、積層板及びプリント配線板等の電子部品を得るために、様々な樹脂組成物が用いられている。例えば、多層プリント配線板では、内部の層間を絶縁するための絶縁層を形成したり、表層部分に位置する絶縁層を形成したりするために、樹脂組成物が用いられている。
【0003】
上記樹脂組成物の一例として、下記の特許文献1には、シアネート樹脂と、フェノール樹脂と、無機充填剤とを含む樹脂組成物が開示されている。ここでは、樹脂組成物の難燃性及び耐熱性が高く、線膨張係数が低いことが記載されている。さらに、特許文献1には、シアネート樹脂の反応性を向上させるために、エポキシ樹脂を用いることが好ましいことが記載されている。
【0004】
下記の特許文献2には、複素環基を有する化合物と、エポキシ樹脂と、シアネート化合物とを含む樹脂組成物が開示されている。この樹脂組成物には、フィラーを添加できる。ここでは、吸水率が低く、誘電特性に優れており、かつ耐熱性及び寸法安定性が高い硬化物が得られることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−096296号公報
【特許文献2】特開2006−028498号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記電子部品の小型化及び高性能化の要求が高まっており、電子部品の薄型化、高密度集積化及び高密度実装化が進んでいる。このため、多層プリント配線板の薄型化や導体配線の微細化が進んでいる。
【0007】
絶縁層上に配線を形成する方法として、絶縁層の表面を粗化処理した後に、無電解めっきと電解めっきとにより配線を形成するセミアディティブ法などが知られている。このような方法では、アルカリ性の過マンガン酸溶液などの粗化液を用いて粗化処理を行い、絶縁層の表面に微細な孔を形成する。絶縁層の表面に微細な孔を形成することによって、絶縁層と配線との間で物理的なアンカー効果が得られる。アンカー効果により、絶縁層と配線との密着性が高くなる。絶縁層の表面の微細な孔は、一般に樹脂成分の粗化液への溶解や、樹脂組成物中に含まれるフィラーの脱離によって形成される。
【0008】
近年、多層プリント配線板の導体配線の微細化の要求が高まっている。導体配線が微細でも、絶縁層と配線との密着性が高いことが求められる。このため、絶縁層の粗化処理後の表面粗度が小さいことが望ましい。また、高密度な配線が形成された多層プリント配線板では、配線と絶縁層との熱線膨張係数の差からクラックが発生したりして、不具合が生じやすいという問題がある。このため、絶縁層の熱線膨張係数は低いことが望ましい。
【0009】
本発明の目的は、硬化物の熱線膨張係数が低く、更に粗化処理された硬化物の表面の表面粗さが小さく、硬化物と金属層との密着性を高めることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた多層基板を提供することである。
【課題を解決するための手段】
【0010】
本発明の広い局面によれば、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含み、上記第1の無機充填剤の平均粒径が、上記第2の無機充填剤の平均粒径よりも小さく、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む、エポキシ樹脂材料が提供される。
【0011】
本発明に係るエポキシ樹脂材料のある特定の局面では、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下である。
【0012】
本発明に係るエポキシ樹脂材料の他の特定の局面では、上記第2の無機充填剤の平均粒径は、上記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下である。
【0013】
本発明に係るエポキシ樹脂材料の他の特定の局面では、上記第1の無機充填剤の平均粒径が1nm以上、300nm未満であり、上記第2の無機充填剤の平均粒径が0.3μm以上、10μm以下である。
【0014】
本発明に係るエポキシ樹脂材料のさらに他の特定の局面では、上記第1,第2の無機充填剤はそれぞれシリカである。
【0015】
本発明に係るエポキシ樹脂材料の別の特定の局面では、上記硬化促進剤はイミダゾール化合物である。
【0016】
本発明に係るエポキシ樹脂材料のさらに別の特定の局面では、エポキシ樹脂材料に含まれている全固形分100重量%中、上記第1の無機充填剤と上記第2の無機充填剤との合計の含有量が30重量%以上、80重量%以下である。
【0017】
本発明に係るエポキシ樹脂材料の他の特定の局面では、該エポキシ樹脂材料は、フィルム状に成形されたBステージフィルムである。
【0018】
本発明に係る多層基板は、回路基板と、該回路基板の表面上に配置された硬化物層とを備えており、該硬化物層が、本発明に従って構成されたエポキシ樹脂材料を硬化させることにより形成されている。
【発明の効果】
【0019】
本発明に係るエポキシ樹脂材料は、エポキシ樹脂とシアネートエステル樹脂と第1の無機充填剤と第2の無機充填剤と熱可塑性樹脂と硬化促進剤とを含み、上記第1の無機充填剤の平均粒径が上記第2の無機充填剤の平均粒径よりも小さく、更に本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で5:95〜90:10で含むので、硬化物の熱線膨張係数を低くすることができる。さらに、粗化処理された硬化物の表面の表面粗さを小さくし、硬化物と金属層との密着性を高めることができる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に示す部分切欠正面断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の詳細を説明する。
【0022】
(エポキシ樹脂材料)
本発明に係るエポキシ樹脂材料は、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含む。上記第1の無機充填剤の平均粒径は、上記第2の無機充填剤の平均粒径よりも小さい。すなわち、本発明に係るエポキシ樹脂材料では、平均粒径が異なる2種の第1,第2の無機充填剤を用いている。本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む。
【0023】
上記組成の採用により、硬化物の熱線膨張係数を低くすることができる。さらに、粗化処理された硬化物の表面の表面粗さを小さくすることができる。この結果、例えば、エポキシ樹脂材料の硬化を進行させた予備硬化物の表面を粗化処理した後に、粗化処理された表面に金属層を形成した場合に、硬化物と金属層との密着性を高めることができる。
【0024】
従来、硬化物の熱線膨張係数を低くする方法として、無機充填剤の配合量を増やす方法が一般的に採用されている。しかし、無機充填剤の配合量を増やすと、硬化物(絶縁層)と金属層(導体配線)との密着性が低下する。
【0025】
これに対して、本発明では、無機充填剤の配合量が多くても、少なくても、硬化物と金属層との密着性を十分に高めることができる。本発明では、無機充填剤の配合量は多くても、少なくてもよい。硬化物の熱線膨張係数を低くする観点からは、無機充填剤の配合量は多いことが好ましい。
【0026】
また、従来、無機充填剤の配合量を増やすと、粗化処理の際に絶縁層の表面に形成される孔の形状の制御が困難になる傾向がある。また、平均粒径が比較的小さい無機充填剤を用いた場合には、粗化処理により形成される孔の数が多くなるものの、孔の深さが浅くなるので、硬化物と金属層との密着性が低くなりやすい。平均粒径が比較的大きい無機充填剤を用いた場合には、粗化処理により形成される孔の深さは深くなるものの、孔の数が少なくなるため、硬化物と金属層との密着性が低くなりやすい。硬化物と絶縁層との密着性が低いと、配線形成時の歩留まりが低下したり、得られるプリント配線板の信頼性が低下したりする。
【0027】
これに対して、本発明では、特定の範囲の平均粒径で、かつ平均粒径が異なる第1,第2の無機充填剤を特定の配合比で用いているので、硬化物と金属層との密着性を効果的に高めることができる。
【0028】
本発明に係るエポキシ樹脂材料では、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下であることが好ましい。このような性質を示すように、硬化剤及び硬化促進剤などの配合成分を選択して用いることにより、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0029】
本発明に係るエポキシ樹脂材料は、ペースト状であってもよく、フィルム状であってもよい。本発明に係るエポキシ樹脂材料は、樹脂組成物であってもよく、該樹脂組成物がフィルム状に成形されたBステージフィルムであってもよい。本発明に係るエポキシ樹脂材料は、フィルム状に成形されたBステージフィルムであることが好ましい。
【0030】
また、本発明に係るエポキシ樹脂材料は、粗化処理される硬化物を得るために用いられるエポキシ樹脂材料であることが好ましい。
【0031】
以下、本発明に係るエポキシ樹脂材料に含まれている各成分、並びに含まれることが好ましい各成分の詳細を説明する。
【0032】
[エポキシ樹脂材料]
上記エポキシ樹脂材料に含まれているエポキシ樹脂は特に限定されない。該エポキシ樹脂として、従来公知のエポキシ樹脂を使用可能である。上記エポキシ樹脂は、少なくとも1個のエポキシ基を有する有機化合物をいう。上記エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0033】
上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェニルノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、アントラセン型エポキシ樹脂、アダマンタン骨格を有するエポキシ樹脂、トリシクロデカン骨格を有するエポキシ樹脂、及びトリアジン核を骨格に有するエポキシ樹脂等が挙げられる。
【0034】
上記エポキシ樹脂は、常温(23℃)で液状であってもよく、固形であってもよい。上記エポキシ樹脂材料は、常温(23℃)で液状であるエポキシ樹脂を含むことが好ましい。上記エポキシ樹脂材料に含まれている第1,第2の無機充填剤を除く全固形分(以下、全固形分Bともいう)100重量%中、常温で液状であるエポキシ樹脂の含有量は好ましくは10重量%以上、より好ましくは25重量%以上、好ましくは80重量%以下である。常温で液状であるエポキシ樹脂の含有量が上記下限以上であると、エポキシ樹脂材料における第1,第2の無機充填剤の合計の含有量を多くすることが容易である。「全固形分B」とは、上記エポキシ樹脂と上記硬化剤と上記熱可塑性樹脂と上記硬化促進剤と必要に応じて配合される固形分との総和をいう。「全固形分B」には、第1,第2の無機充填剤は含まれない。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0035】
粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記エポキシ樹脂のエポキシ当量は好ましくは90以上、より好ましくは100以上、好ましくは1000以下、より好ましくは800以下である。
【0036】
上記エポキシ樹脂の重量平均分子量は1000以下であることが好ましい。この場合には、エポキシ樹脂材料における第1,第2の無機充填剤の合計の含有量を多くすることが容易である。さらに、第1,第2の無機充填剤の合計の含有量が多くても、流動性が高いエポキシ樹脂材料である樹脂組成物が得られる。一方で、重量平均分子量が1000以下であるエポキシ樹脂と上記熱可塑性樹脂との併用により、エポキシ樹脂材料であるBステージフィルムの溶融粘度の低下を抑制できる。このため、Bステージフィルムを基板上にラミネートした場合に、第1,第2の無機充填剤が均一に存在しやすくなる。
【0037】
[シアネートエステル樹脂]
上記エポキシ樹脂材料に含まれている上記シアネートエステル樹脂は特に限定されない。該シアネートエステル樹脂として、従来公知のシアネートエステル樹脂を使用可能である。上記シアネートエステル樹脂の使用により、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。上記シアネートエステル樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0038】
上記シアネートエステル樹脂としては、ノボラック型シアネートエステル樹脂、ビスフェノール型シアネートエステル樹脂、並びにこれらが一部三量化されたプレポリマー等が挙げられる。上記ノボラック型シアネートエステル樹脂としては、フェノールノボラック型シアネートエステル樹脂及びアルキルフェノール型シアネートエステル樹脂等が挙げられる。上記ビスフェノール型シアネートエステル樹脂としては、ビスフェノールA型シアネートエステル樹脂、ビスフェノールE型シアネートエステル樹脂及びテトラメチルビスフェノールF型シアネートエステル樹脂等が挙げられる。
【0039】
上記シアネートエステル樹脂の市販品としては、フェノールノボラック型シアネートエステル樹脂(ロンザジャパン社製「PT−30」及び「PT−60」)、及びビスフェノール型シアネートエステル樹脂が三量化されたプレポリマー(ロンザジャパン社製「BA−230S」及び「BA−3000S」)等が挙げられる。
【0040】
上記エポキシ樹脂と上記シアネートエステル樹脂との配合比は特に限定されない。本発明に係るエポキシ樹脂材料では、上記エポキシ樹脂と上記シアネートエステル樹脂との当量比(エポキシ当量:シアネートエステル当量)は、1:0.25〜1:2であることが好ましく、1:0.3〜1:1.5であることがより好ましい。当量比が上記範囲を満足すると、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0041】
[第1,第2の無機充填剤]
上記エポキシ樹脂材料に含まれている上記第1,第2の無機充填剤は特に限定されない。該第1,第2の無機充填剤はとして、従来公知の無機充填剤を使用可能である。上記第1,第2の無機充填剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
上記無機充填剤としては、シリカ、タルク、クレイ、マイカ、ハイドロタルサイト、アルミナ、酸化マグネシウム、水酸化アルミニウム、窒化アルミニウム及び窒化ホウ素等が挙げられる。
【0043】
粗化処理された硬化物の表面の表面粗さをより一層小さくし、かつ硬化物の表面により一層微細な配線を形成し、かつ硬化物により良好な絶縁信頼性を付与する観点からは、上記第1,第2の無機充填剤はそれぞれ、シリカ又はアルミナであることが好ましく、シリカであることがより好ましく、溶融シリカであることが更に好ましい。シリカの使用により、硬化物の熱線膨張係数がより一層低くなり、かつ粗化処理された硬化物の表面の表面粗さが効果的に小さくなる。シリカの形状は略球状であることが好ましい。
【0044】
上記第2の無機充填剤の平均粒径は、上記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下であることが好ましく、5倍以下であることがより好ましく、3倍以下であることが更に好ましい。この場合には、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物と金属層との密着性がより一層高くなる。
【0045】
上記第1の無機充填剤の平均粒径は好ましくは1nm以上、より好ましくは10nm以上、更に好ましくは50nm以上、特に好ましくは150nm以上、好ましくは300nm未満、より好ましくは280nm以下である。上記第1の無機充填剤の平均粒径が上記下限以上及び上記上限未満であると、粗化処理された硬化物の表面に微細な孔が多く形成される結果、硬化物と金属層との密着性がより一層高くなる。
【0046】
上記第2の無機充填剤の平均粒径は好ましくは0.3μm以上、より好ましくは0.4μm以上、好ましくは10μm以下、より好ましくは5μm以下、更に好ましくは1μm以下、特に好ましくは0.8μm以下である。上記第2の無機充填剤の平均粒径が上記下限以上及び上記上限以下であると、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0047】
上記第1,第2の無機充填剤の平均粒径として、50%となるメディアン径(d50)の値が採用される。上記平均粒径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0048】
上記第1,第2の無機充填剤は、表面処理されていることが好ましく、カップリング剤により表面処理されていることがより好ましい。これにより、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、かつ硬化物の表面により一層微細な配線を形成することができ、かつ硬化物により良好な配線間絶縁信頼性及び層間絶縁信頼性を付与することができる。
【0049】
上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、アミノシラン、イミダゾールシラン、エポキシシラン及びビニルシラン等が挙げられる。
【0050】
上記エポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比(第1の充填剤:第2の充填剤)で、5:95〜90:10で含む。粗化処理された硬化物の表面の表面粗さをより一層小さくし、硬化物と金属層との密着性をより一層高める観点からは、上記エポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、20:80〜75:25で含むことがより好ましく、25:75〜50:50で含むことが特に好ましい。
【0051】
上記第1,第2の無機充填剤の合計の含有量は特に限定されない。上記エポキシ樹脂材料に含まれている全固形分(以下、全固形分Aと略記することがある)100重量%中、上記第1,第2の無機充填剤の合計の含有量は好ましくは25重量%以上、より好ましくは30重量%以上、更に好ましくは40重量%以上、特に好ましくは50重量%以上、好ましくは85重量%以下、より好ましくは80重量%以下である。上記第1,第2の無機充填剤の合計の含有量が上記下限以上及び上記上限以下であると、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物の表面により一層微細な配線を形成することができ、硬化物と金属層との密着性がより一層高くなる。さらに、上記第1,第2の無機充填剤の合計の含有量が上記下限以上及び上記上限以下であると、硬化物の熱線膨張係数がより一層低くなる。「全固形分A」とは、上記エポキシ樹脂と上記硬化剤と上記第1,第2の無機充填剤と上記熱可塑性樹脂と上記硬化促進剤と必要に応じて配合される固形分との総和をいう。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0052】
[熱可塑性樹脂]
本発明に係るエポキシ樹脂材料に含まれている熱可塑性樹脂は特に限定されない。該熱可塑性樹脂として、従来公知の熱可塑性樹脂を使用可能である。上記熱可塑性樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0053】
上記熱可塑性樹脂としては、フェノキシ樹脂、ポリビニルアセタール樹脂、ゴム成分及び有機フィラー等が挙げられる。上記熱可塑性樹脂は、フェノキシ樹脂であることが特に好ましい。該フェノキシ樹脂の使用により、溶融粘度を調整することができるために第1,第2の無機充填剤の分散性が良好になり、かつ硬化過程で、意図しない領域にBステージフィルムが濡れ拡がり難くなる。またフェノキシ樹脂の配合量を所定の範囲内にすることで、樹脂組成物又はBステージフィルムの回路基板の穴又は凹凸に対する埋め込み性の悪化や無機フィラーの不均一化を抑制できる。
【0054】
上記フェノキシ樹脂としては、例えば、ビスフェノールA型の骨格、ビスフェノールF型の骨格、ビスフェノールS型の骨格、ビフェニル骨格、ノボラック骨格、ナフタレン骨格及びイミド骨格などの骨格を有するフェノキシ樹脂等が挙げられる。
【0055】
上記熱可塑性樹脂の重量平均分子量は、好ましくは5000以上、好ましくは100000以下である。上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により測定されたポリスチレン換算での重量平均分子量を示す。
【0056】
上記フェノキシ樹脂の市販品としては、例えば、東都化成社製の「YP50」、「YP55」及び「YP70」、並びに三菱化学社製の「1256B40」、「4250」、「4256H40」、「4275」、「YX6954BH30」及び「YX8100BH30」などが挙げられる。
【0057】
上記熱可塑性樹脂の含有量は特に限定されない。上記エポキシ樹脂材料に含まれている上記第1,第2の無機充填剤を除く全固形分B100重量%中、上記熱可塑性樹脂の含有量(熱可塑性樹脂がフェノキシ樹脂である場合にはフェノキシ樹脂の含有量)は、好ましくは1重量%以上、より好ましくは5重量%以上、好ましくは30重量%以下、より好ましくは20重量%以下、更により好ましくは15重量%以下である。上記熱可塑性樹脂の含有量が上記下限以上及び上記上限以下であると、硬化物の熱線膨張係数がより一層低くなる。また、エポキシ樹脂材料の回路基板の穴又は凹凸に対する埋め込み性が良好になる。上記熱可塑性樹脂の含有量が上記下限以上であると、フィルム製膜性が高くなり、より一層良好なBステージフィルムが得られる。上記熱可塑性樹脂の含有量が上記上限以下であると、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物と金属層との密着性がより一層高くなる。
【0058】
[硬化促進剤]
上記エポキシ樹脂材料に含まれている硬化促進剤は特に限定されない。該硬化促進剤の使用により、硬化速度がより一層速くなる。エポキシ樹脂材料を速やかに硬化させることで、硬化物の架橋構造を均一にすることができると共に、未反応の官能基数が減り、結果的に架橋密度が高くなる。上記硬化促進剤は特に限定されず、従来公知の硬化促進剤を使用可能である。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0059】
上記硬化促進剤としては、例えば、イミダゾール化合物、リン化合物、アミン化合物及び有機金属化合物等が挙げられる。
【0060】
上記イミダゾール化合物としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1,2−ジメチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール及び2−フェニル−4−メチル−5−ジヒドロキシメチルイミダゾール等が挙げられる。
【0061】
上記リン化合物としては、トリフェニルホスフィン等が挙げられる。
【0062】
上記アミン化合物としては、ジエチルアミン、トリエチルアミン、ジエチレンテトラミン、トリエチレンテトラミン及び4,4−ジメチルアミノピリジン等が挙げられる。
【0063】
上記有機金属化合物としては、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)及びトリスアセチルアセトナートコバルト(III)等が挙げられる。
【0064】
硬化物の絶縁信頼性を高める観点からは、上記硬化促進剤は、イミダゾール化合物であることが特に好ましい。イミダゾール化合物の使用により、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下であるエポキシ樹脂材料を得ることが容易になる。
【0065】
上記硬化促進剤の含有量は特に限定されない。エポキシ樹脂材料を効率的に硬化させる観点からは、上記全固形分B100重量%中、上記硬化促進剤の含有量は好ましくは0.01重量%以上、好ましくは3重量%以下である。
【0066】
[他の成分]
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、エポキシ樹脂材料には、カップリング剤、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤及び上述した樹脂以外の他の樹脂等を添加してもよい。
【0067】
上記カップリング剤としては、シランカップリング剤、チタンカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、ビニルシラン、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0068】
上記カップリング剤の含有量は特に限定されない。上記全固形分B100重量%中、上記カップリング剤の含有量は0.01重量%以上、5重量%以下であることが好ましい。
【0069】
上記他の樹脂としては、ポリフェニレンエーテル樹脂、ジビニルベンジルエーテル樹脂、ポリアリレート樹脂、ジアリルフタレート樹脂、ポリイミド樹脂、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、ビスマレイミド樹脂及びアクリレート樹脂等が挙げられる。
【0070】
(Bステージフィルムであるエポキシ樹脂材料)
上記樹脂組成物をフィルム状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶剤に溶解又は分散させた後、キャスティングしてフィルム状に成形するキャスティング成形法、並びに従来公知のその他のフィルム成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。フィルムにはシートが含まれる。
【0071】
上記樹脂組成物をフィルム状に成形し、熱による硬化が進行し過ぎない程度に、例えば90〜200℃で10〜180分間加熱乾燥させることにより、Bステージフィルムを得ることができる。
【0072】
上述のような乾燥工程により得ることができるフィルム状の樹脂組成物をBステージフィルムと称する。
【0073】
上記Bステージフィルムは、半硬化状態にある半硬化物である。半硬化物は、完全に硬化しておらず、硬化がさらに進行され得る。
【0074】
上記樹脂組成物は、基材と、該基材の一方の表面に積層されたBステージフィルムとを備える積層フィルムを形成するために好適に用いることができる。積層フィルムのBステージフィルムが、上記樹脂組成物により形成される。
【0075】
上記積層フィルムの上記基材としては、ポリエチレンテレフタレートフィルム及びポリブチレンテレフタレートフィルムなどのポリエステル樹脂フィルム、ポリエチレンフィルム及びポリプロピレンフィルムなどのオレフィン樹脂フィルム、ポリイミド樹脂フィルム、銅箔及びアルミニウム箔などの金属箔等が挙げられる。上記基材の表面は、必要に応じて、離型処理されていてもよい。
【0076】
上記エポキシ樹脂材料を回路の絶縁層として用いる場合、エポキシ樹脂材料により形成された層の厚さは、回路を形成する導体層の厚さ以上であることが好ましい。上記エポキシ樹脂材料により形成された層の厚さは、好ましくは5μm以上、好ましくは200μm以下である。
【0077】
(プリント配線板)
上記エポキシ樹脂材料は、プリント配線板において絶縁層を形成するために好適に用いられる。
【0078】
上記プリント配線板は、例えば、上記樹脂組成物により形成されたBステージフィルムを用いて、該Bステージフィルムを加熱加圧成形することにより得られる。
【0079】
上記Bステージフィルムに対して、片面又は両面に金属箔を積層できる。上記Bステージフィルムと金属箔とを積層する方法は特に限定されず、公知の方法を使用可能である。例えば、平行平板プレス機又はロールラミネーター等の装置を用いて、加熱しながら又は加熱せずに加圧しながら、上記Bステージフィルムを金属箔に積層できる。
【0080】
(銅張り積層板及び多層基板)
上記エポキシ樹脂材料は、銅張り積層板を得るために好適に用いられる。上記銅張り積層板の一例として、銅箔と、該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板が挙げられる。この銅張り積層板のBステージフィルムが、本発明に係るエポキシ樹脂材料により形成される。
【0081】
上記銅張り積層板の上記銅箔の厚さは特に限定されない。上記銅箔の厚さは、1〜50μmの範囲内であることが好ましい。また、エポキシ樹脂材料を硬化させた硬化物層と銅箔との接着強度を高めるために、上記銅箔は微細な凹凸を表面に有することが好ましい。凹凸の形成方法は特に限定されない。上記凹凸の形成方法としては、公知の薬液を用いた処理による形成方法等が挙げられる。
【0082】
また、本発明に係るエポキシ樹脂材料は、多層基板を得るために好適に用いられる。上記多層基板の一例として、回路基板と、該回路基板の表面上に積層された硬化物層とを備える多層基板が挙げられる。この多層基板の硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成される。上記硬化物層は、回路基板の回路が設けられた表面上に積層されていることが好ましい。上記硬化物層の一部は、上記回路間に埋め込まれていることが好ましい。
【0083】
上記多層基板では、上記硬化物層の上記回路基板が積層された表面とは反対側の表面が粗化処理されていることがより好ましい。粗化処理方法は、従来公知の粗化処理方法を用いることができ特に限定されない。上記硬化物層の表面は、粗化処理の前に膨潤処理されていてもよい。
【0084】
また、上記多層基板は、上記硬化物層の粗化処理された表面に積層された金属層をさらに備えることが好ましい。金属層は銅層であることが好ましく、銅めっき層であることが好ましい。
【0085】
また、上記多層基板の他の例として、回路基板と、該回路基板の表面上に積層された硬化物層と、該硬化物層の上記回路基板が積層された表面とは反対側の表面に積層された銅箔とを備える多層基板が挙げられる。上記硬化物層及び上記銅箔が、銅箔と該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板を用いて、上記Bステージフィルムを硬化させることにより形成されていることが好ましい。さらに、上記銅箔はエッチング処理されており、銅回路であることが好ましい。
【0086】
上記多層基板の他の例として、回路基板と、該回路基板の表面上に積層された複数の硬化物層とを備える多層基板が挙げられる。上記複数層の硬化物層の内の少なくとも1層がが、上記エポキシ樹脂材料を硬化させることにより形成される。上記多層基板は、上記エポキシ樹脂材料を硬化させることにより形成されている上記硬化物層の少なくとも一方の表面に積層されている回路をさらに備えることが好ましい。
【0087】
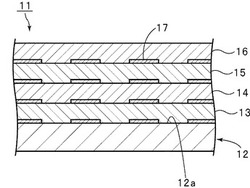
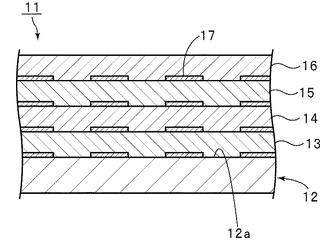
図1に本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に部分切欠正面断面図で示す。
【0088】
図1に示す多層基板11では、回路基板12の上面12aに、複数層の硬化物層13〜16が積層されている。硬化物層13〜16は、絶縁層である。回路基板12の上面12aの一部の領域には、金属層17が形成されている。複数層の硬化物層13〜16のうち、回路基板12側とは反対の外側の表面に位置する硬化物層16以外の硬化物層13〜15には、上面の一部の領域に金属層17が形成されている。金属層17は回路である。回路基板12と硬化物層13の間、及び積層された硬化物層13〜16の各層間に、金属層17がそれぞれ配置されている。下方の金属層17と上方の金属層17とは、図示しないビアホール接続及びスルーホール接続の内の少なくとも一方により互いに接続されている。
【0089】
多層基板11では、硬化物層13〜16が、本発明に係るエポキシ樹脂材料を硬化させることにより形成されている。本実施形態では、硬化物層13〜16の表面が粗化処理されているので、硬化物層13〜16の表面に図示しない微細な孔が形成されている。また、微細な孔の内部に金属層17が至っている。また、多層基板11では、金属層17の幅方向寸法(L)と、金属層17が形成されていない部分の幅方向寸法(S)とを小さくすることができる。また、多層基板11では、図示しないビアホール接続及びスルーホール接続で接続されていない上方の金属層と下方の金属層との間に、良好な絶縁信頼性が付与されている。
【0090】
(粗化処理及び膨潤処理)
本発明に係るエポキシ樹脂材料は、粗化処理される硬化物を得るために用いられることが好ましい。上記硬化物には、更に硬化が可能な予備硬化物も含まれる。
【0091】
本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物の表面に微細な凹凸を形成するために、予備硬化物は粗化処理されることが好ましい。粗化処理の前に、予備硬化物は膨潤処理されることが好ましい。硬化物は、予備硬化の後、かつ粗化処理される前に、膨潤処理されており、さらに粗化処理の後に硬化されていることが好ましい。ただし、予備硬化物は、必ずしも膨潤処理されなくてもよい。
【0092】
上記膨潤処理の方法としては、例えば、エチレングリコールなどを主成分とする化合物の水溶液又は有機溶媒分散溶液などにより、予備硬化物を処理する方法が用いられる。膨潤処理に用いる膨潤液は、一般にpH調整剤などとして、アルカリを含む。膨潤液は、水酸化ナトリウムを含むことが好ましい。具体的には、例えば、上記膨潤処理は、40重量%エチレングリコール水溶液等を用いて、処理温度30〜85℃で1〜30分間、予備硬化物を処理することにより行なわれる。上記膨潤処理の温度は50〜85℃の範囲内であることが好ましい。上記膨潤処理の温度が低すぎると、膨潤処理に長時間を要し、更に硬化物と金属層との粗化接着強度が低くなる傾向がある。
【0093】
上記粗化処理には、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。粗化処理に用いられる粗化液は、一般にpH調整剤などとしてアルカリを含む。粗化液は、水酸化ナトリウムを含むことが好ましい。
【0094】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0095】
上記粗化処理の方法は特に限定されない。上記粗化処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜30分間の条件で、1回又は2回、予備硬化物を処理する方法が好適である。上記粗化処理の温度は50〜85℃の範囲内であることが好ましい。
【0096】
粗化処理された硬化物の表面の算術平均粗さRaは、好ましくは50nm以上、好ましくは350nm以下である。この場合には、硬化物と金属層との密着性がより一層高くなり、更に硬化物層の表面により一層微細な配線を形成することができる。
【0097】
また、本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物又は硬化物に、貫通孔が形成されることがある。上記多層基板などでは、貫通孔として、ビア又はスルーホール等が形成される。例えば、ビアは、CO2レーザー等のレーザーの照射により形成できる。ビアの直径は特に限定されないが、60〜80μm程度である。上記貫通孔の形成により、ビア内の底部には、硬化物層に含まれている樹脂成分に由来する樹脂の残渣であるスミアが形成されることが多い。
【0098】
上記スミアを除去するために、硬化物層の表面は、デスミア処理されることが好ましい。デスミア処理により硬化物の表面が粗化処理される。本発明に係るエポキシ樹脂材料の使用により、デスミア処理された硬化物の表面の表面粗さが小さくなる。デスミア処理は上記粗化処理を兼ねていてもよい。
【0099】
上記デスミア処理には、上述した粗化処理と同様に、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。デスミア処理に用いられるデスミア処理液は、一般にアルカリを含む。デスミア処理液は、水酸化ナトリウムを含むことが好ましい。
【0100】
上記デスミア処理の方法は特に限定されない。上記デスミア処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜30分間の条件で、1回又は2回、予備硬化物又は硬化物を処理する方法が好適である。上記デスミア処理の温度は50〜85℃の範囲内であることが好ましい。
【0101】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0102】
(エポキシ樹脂)
ビスフェノールA型エポキシ樹脂(三菱化学社製「828EL」)
ビフェニル骨格含有エポキシ樹脂(日本化薬社製「NC−3000H」)
ジシクロペンタジエン骨格含有エポキシ樹脂(日本化薬社製「XD−1000」)
【0103】
(シアネートエステル樹脂)
シアネートエステル樹脂溶液(ビスフェノールA型ジシアネートのプレポリマー溶液、ロンザジャパン社製「BA−230S」、シアネートエステル樹脂(固形分)75重量%、溶媒(メチルエチルケトン)25重量%)
【0104】
(硬化促進剤)
イミダゾール化合物A(2−フェニル−4−メチルイミダゾール、四国化成工業社製「2P4MZ」)
イミダゾール化合物B(2−エチル−4メチルイミダゾール、四国化成工業社製「2E4MZ」)
【0105】
(熱可塑性樹脂)
ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」、ビフェニル骨格含有フェノキシ樹脂(固形分)30重量%、溶媒(メチルエチルケトンとシクロヘキサノンとの混合溶媒)70重量%)
【0106】
(第1,第2の無機充填剤)
第1の無機充填剤A(シリカ(アドマテックス社製「SO−C1」、平均粒径0.25μm)が、エポキシシラン(3−グリシドキシプロピルトリメトキシシラン、信越化学工業社製「KBM−403」)により表面処理されている)
第2の無機充填剤A(シリカ(アドマテックス社製「SO−C2」、平均粒径0.5μm)が、エポキシシラン(3−グリシドキシプロピルトリメトキシシラン、信越化学工業社製「KBM−403」)により表面処理されている)
【0107】
(溶剤)
メチルエチルケトン
【0108】
(実施例1)
メチルエチルケトン100重量部に、第1の無機充填剤A25重量部と、第2の無機充填剤A75重量部と、ビスフェノールA型エポキシ樹脂(三菱化学社製「828EL」)15重量部と、ビフェニル骨格含有エポキシ樹脂(日本化薬社製「NC−3000H」)15重量部と、シアネートエステル樹脂溶液(ロンザジャパン社製「BA−230S」)15重量部(固形分で11.25重量部)と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)25重量部(固形分で7.5重量部)と、イミダゾール化合物A(2−フェニル−4−メチルイミダゾール、四国化成工業社製「2P4MZ」)0.6重量部と添加し、常温で攪拌して、樹脂組成物ワニスを得た。
【0109】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(リンテック社製「PET5011 550」、厚み50μm)を用意した。このPETフィルムの離型処理された表面上にアプリケーターを用いて、乾燥後の厚みが40μmとなるように、得られた樹脂組成物ワニスを塗工した。次に、100℃のギアオーブン内で2分間乾燥して、縦200mm×横200mm×厚み40μmの樹脂シートの未硬化物(Bステージフィルム)とPETフィルムとの積層フィルムを作製した。
【0110】
(実施例2,3及び比較例1,2)
配合成分の種類及び配合量を下記の表1に示すように変更したこと以外は実施例1と同様にして、積層フィルムを作製した。
【0111】
(評価)
(1)発熱ピークの測定
得られた積層フィルムからPETフィルムを剥離した。樹脂シートの未硬化物を5mg秤量し、アルミニウムパンに詰めた。示差走査熱量計(ティー・エイ・インスツルメント社製「Q2000」)を用いて、昇温速度3℃/分、空気雰囲気下で硬化発熱の測定を行った。
【0112】
(2)算術平均粗さRaの測定
以下のようにして、算術平均粗さRaの測定用サンプルを作製した。
【0113】
積層板の下地処理:
エッチングにより内層回路を形成したガラスエポキシ基板(利昌工業社製「CS−3665」)の両面を銅表面粗化剤(メック社製「メックエッチボンド CZ−8100」)に浸漬して、銅表面を粗化処理した。
【0114】
積層フィルムのラミネート:
得られた積層フィルムを、樹脂シートの未硬化物側から積層板の両面にセットして、ダイアフラム式真空ラミネーター(名機製作所社製「MVLP−500」)を用いて、積層板の両面にラミネートした。ラミネートは、20秒減圧して気圧を13hPa以下とし、その後20秒間を100℃、圧力0.8MPaでプレスすることにより行った。
【0115】
樹脂シートの硬化:
ラミネートされた積層フィルムからPETフィルムを剥離し、170℃及び60分の硬化条件で樹脂シートを硬化させ、積層サンプルを得た。
【0116】
膨潤処理:
60℃の膨潤液(アトテックジャパン社製「スウェリングディップセキュリガントP」と和光純薬社製「水酸化ナトリウム」とからなる水溶液)に、上記積層サンプルを入れて、膨潤温度60℃で10分間揺動させた。その後、純水で洗浄した。
【0117】
粗化処理(過マンガン酸塩処理):
80℃の過マンガン酸ナトリウム粗化水溶液(アトテックジャパン社製「コンセントレートコンパクトCP」、和光純薬社製「水酸化ナトリウム」)に、膨潤処理された上記積層サンプルを入れて、粗化温度80℃で20分間揺動させた。その後、40℃の洗浄液(アトテックジャパン社製「リダクションセキュリガントP」、和光純薬社製「硫酸」)により10分間洗浄した後、純水でさらに洗浄した。このようにして、銅箔付きガラスエポキシ基板上に、粗化処理された硬化物を形成した。
【0118】
算術平均粗さの測定:
非接触3次元表面形状測定装置(Veeco製「WYKO NT1100」)を用いて、94μm×123μmの測定領域における上記粗化処理された硬化物の表面の算術平均粗さRaを測定した。算術平均粗さRaを、JIS B0601−1994に準拠した測定法により求めた。
【0119】
(3)ピール強度の測定
以下のようにして、ピール強度の測定用サンプルを作製した。
【0120】
上記(2)の評価で得られた上記粗化処理された硬化物を用いて、以下の手順で無電解銅めっき及び電解銅めっき処理を行った。
【0121】
上記粗化処理された硬化物の表面を、60℃のアルカリクリーナ(アトテックジャパン社製「クリーナーセキュリガント902」)で5分間処理し、脱脂洗浄した。洗浄後、上記硬化物を25℃のプリディップ液(アトテックジャパン社製「プリディップネオガントB」)で2分間処理した。その後、上記硬化物を40℃のアクチベーター液(アトテックジャパン社製「アクチベーターネオガント834」)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(アトテックジャパン社製「リデューサーネオガントWA」)により、硬化物を5分間処理した。
【0122】
次に、上記硬化物を化学銅液(全てアトテックジャパン社製「ベーシックプリントガントMSK−DK」、「カッパープリントガントMSK」、「スタビライザープリントガントMSK」、「リデューサーCu」)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を2Lとし、硬化物を揺動させながら実施した。
【0123】
次に、無電解めっき処理された硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電解銅めっきとして硫酸銅溶液(和光純薬社製「硫酸銅五水和物」、和光純薬社製「硫酸」、アトテックジャパン社製「ベーシックレベラーカパラシド HL」、アトテックジャパン社製「補正剤カパラシド GS」)を用いて、0.6A/cm2の電流を流しめっき厚さが25μm程度となるまで電解めっきを実施した。銅めっき処理後、硬化物を190℃で2時間加熱し、硬化物をさらに硬化させた。このようにして、銅めっき層が上面に積層された硬化物を得た。
【0124】
得られた銅めっき層が積層された硬化物において、銅めっき層の表面に、10mm幅に切り欠きを入れた。その後、引張試験機(島津製作所社製「AG−5000B」)を用いて、クロスヘッド速度5mm/分の条件で、硬化物と銅めっき層とのピール強度を測定した。
【0125】
(4)熱線膨張係数(CTE)の評価
得られた積層フィルムからPETフィルムを剥がし、樹脂シートの未硬化物を190℃のギアオーブン内で2時間加熱して、樹脂シートの硬化物を得た。
【0126】
得られた硬化物を3mm×25mmの大きさに裁断し、熱・応力・歪測定装置(エスアイアイ・ナノテクノロジー社製「EXSTAR TMA/SS6100」)を用いて、引っ張り荷重2.94×10−2N、昇温速度5℃/分の条件で、裁断された硬化物の25℃〜150℃までの平均線膨張率を測定し、熱線膨張係数を評価した。
【0127】
結果を下記の表1に示す。
【0128】
【表1】

【符号の説明】
【0129】
11…多層基板
12…回路基板
12a…上面
13〜16…硬化物層
17…金属層(配線)
【技術分野】
【0001】
本発明は、例えば、多層基板において絶縁層を形成するために好適に用いることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた多層基板に関する。
【背景技術】
【0002】
従来、積層板及びプリント配線板等の電子部品を得るために、様々な樹脂組成物が用いられている。例えば、多層プリント配線板では、内部の層間を絶縁するための絶縁層を形成したり、表層部分に位置する絶縁層を形成したりするために、樹脂組成物が用いられている。
【0003】
上記樹脂組成物の一例として、下記の特許文献1には、シアネート樹脂と、フェノール樹脂と、無機充填剤とを含む樹脂組成物が開示されている。ここでは、樹脂組成物の難燃性及び耐熱性が高く、線膨張係数が低いことが記載されている。さらに、特許文献1には、シアネート樹脂の反応性を向上させるために、エポキシ樹脂を用いることが好ましいことが記載されている。
【0004】
下記の特許文献2には、複素環基を有する化合物と、エポキシ樹脂と、シアネート化合物とを含む樹脂組成物が開示されている。この樹脂組成物には、フィラーを添加できる。ここでは、吸水率が低く、誘電特性に優れており、かつ耐熱性及び寸法安定性が高い硬化物が得られることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−096296号公報
【特許文献2】特開2006−028498号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記電子部品の小型化及び高性能化の要求が高まっており、電子部品の薄型化、高密度集積化及び高密度実装化が進んでいる。このため、多層プリント配線板の薄型化や導体配線の微細化が進んでいる。
【0007】
絶縁層上に配線を形成する方法として、絶縁層の表面を粗化処理した後に、無電解めっきと電解めっきとにより配線を形成するセミアディティブ法などが知られている。このような方法では、アルカリ性の過マンガン酸溶液などの粗化液を用いて粗化処理を行い、絶縁層の表面に微細な孔を形成する。絶縁層の表面に微細な孔を形成することによって、絶縁層と配線との間で物理的なアンカー効果が得られる。アンカー効果により、絶縁層と配線との密着性が高くなる。絶縁層の表面の微細な孔は、一般に樹脂成分の粗化液への溶解や、樹脂組成物中に含まれるフィラーの脱離によって形成される。
【0008】
近年、多層プリント配線板の導体配線の微細化の要求が高まっている。導体配線が微細でも、絶縁層と配線との密着性が高いことが求められる。このため、絶縁層の粗化処理後の表面粗度が小さいことが望ましい。また、高密度な配線が形成された多層プリント配線板では、配線と絶縁層との熱線膨張係数の差からクラックが発生したりして、不具合が生じやすいという問題がある。このため、絶縁層の熱線膨張係数は低いことが望ましい。
【0009】
本発明の目的は、硬化物の熱線膨張係数が低く、更に粗化処理された硬化物の表面の表面粗さが小さく、硬化物と金属層との密着性を高めることができるエポキシ樹脂材料、並びに該エポキシ樹脂材料を用いた多層基板を提供することである。
【課題を解決するための手段】
【0010】
本発明の広い局面によれば、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含み、上記第1の無機充填剤の平均粒径が、上記第2の無機充填剤の平均粒径よりも小さく、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む、エポキシ樹脂材料が提供される。
【0011】
本発明に係るエポキシ樹脂材料のある特定の局面では、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下である。
【0012】
本発明に係るエポキシ樹脂材料の他の特定の局面では、上記第2の無機充填剤の平均粒径は、上記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下である。
【0013】
本発明に係るエポキシ樹脂材料の他の特定の局面では、上記第1の無機充填剤の平均粒径が1nm以上、300nm未満であり、上記第2の無機充填剤の平均粒径が0.3μm以上、10μm以下である。
【0014】
本発明に係るエポキシ樹脂材料のさらに他の特定の局面では、上記第1,第2の無機充填剤はそれぞれシリカである。
【0015】
本発明に係るエポキシ樹脂材料の別の特定の局面では、上記硬化促進剤はイミダゾール化合物である。
【0016】
本発明に係るエポキシ樹脂材料のさらに別の特定の局面では、エポキシ樹脂材料に含まれている全固形分100重量%中、上記第1の無機充填剤と上記第2の無機充填剤との合計の含有量が30重量%以上、80重量%以下である。
【0017】
本発明に係るエポキシ樹脂材料の他の特定の局面では、該エポキシ樹脂材料は、フィルム状に成形されたBステージフィルムである。
【0018】
本発明に係る多層基板は、回路基板と、該回路基板の表面上に配置された硬化物層とを備えており、該硬化物層が、本発明に従って構成されたエポキシ樹脂材料を硬化させることにより形成されている。
【発明の効果】
【0019】
本発明に係るエポキシ樹脂材料は、エポキシ樹脂とシアネートエステル樹脂と第1の無機充填剤と第2の無機充填剤と熱可塑性樹脂と硬化促進剤とを含み、上記第1の無機充填剤の平均粒径が上記第2の無機充填剤の平均粒径よりも小さく、更に本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で5:95〜90:10で含むので、硬化物の熱線膨張係数を低くすることができる。さらに、粗化処理された硬化物の表面の表面粗さを小さくし、硬化物と金属層との密着性を高めることができる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に示す部分切欠正面断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の詳細を説明する。
【0022】
(エポキシ樹脂材料)
本発明に係るエポキシ樹脂材料は、エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含む。上記第1の無機充填剤の平均粒径は、上記第2の無機充填剤の平均粒径よりも小さい。すなわち、本発明に係るエポキシ樹脂材料では、平均粒径が異なる2種の第1,第2の無機充填剤を用いている。本発明に係るエポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、5:95〜90:10で含む。
【0023】
上記組成の採用により、硬化物の熱線膨張係数を低くすることができる。さらに、粗化処理された硬化物の表面の表面粗さを小さくすることができる。この結果、例えば、エポキシ樹脂材料の硬化を進行させた予備硬化物の表面を粗化処理した後に、粗化処理された表面に金属層を形成した場合に、硬化物と金属層との密着性を高めることができる。
【0024】
従来、硬化物の熱線膨張係数を低くする方法として、無機充填剤の配合量を増やす方法が一般的に採用されている。しかし、無機充填剤の配合量を増やすと、硬化物(絶縁層)と金属層(導体配線)との密着性が低下する。
【0025】
これに対して、本発明では、無機充填剤の配合量が多くても、少なくても、硬化物と金属層との密着性を十分に高めることができる。本発明では、無機充填剤の配合量は多くても、少なくてもよい。硬化物の熱線膨張係数を低くする観点からは、無機充填剤の配合量は多いことが好ましい。
【0026】
また、従来、無機充填剤の配合量を増やすと、粗化処理の際に絶縁層の表面に形成される孔の形状の制御が困難になる傾向がある。また、平均粒径が比較的小さい無機充填剤を用いた場合には、粗化処理により形成される孔の数が多くなるものの、孔の深さが浅くなるので、硬化物と金属層との密着性が低くなりやすい。平均粒径が比較的大きい無機充填剤を用いた場合には、粗化処理により形成される孔の深さは深くなるものの、孔の数が少なくなるため、硬化物と金属層との密着性が低くなりやすい。硬化物と絶縁層との密着性が低いと、配線形成時の歩留まりが低下したり、得られるプリント配線板の信頼性が低下したりする。
【0027】
これに対して、本発明では、特定の範囲の平均粒径で、かつ平均粒径が異なる第1,第2の無機充填剤を特定の配合比で用いているので、硬化物と金属層との密着性を効果的に高めることができる。
【0028】
本発明に係るエポキシ樹脂材料では、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下であることが好ましい。このような性質を示すように、硬化剤及び硬化促進剤などの配合成分を選択して用いることにより、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0029】
本発明に係るエポキシ樹脂材料は、ペースト状であってもよく、フィルム状であってもよい。本発明に係るエポキシ樹脂材料は、樹脂組成物であってもよく、該樹脂組成物がフィルム状に成形されたBステージフィルムであってもよい。本発明に係るエポキシ樹脂材料は、フィルム状に成形されたBステージフィルムであることが好ましい。
【0030】
また、本発明に係るエポキシ樹脂材料は、粗化処理される硬化物を得るために用いられるエポキシ樹脂材料であることが好ましい。
【0031】
以下、本発明に係るエポキシ樹脂材料に含まれている各成分、並びに含まれることが好ましい各成分の詳細を説明する。
【0032】
[エポキシ樹脂材料]
上記エポキシ樹脂材料に含まれているエポキシ樹脂は特に限定されない。該エポキシ樹脂として、従来公知のエポキシ樹脂を使用可能である。上記エポキシ樹脂は、少なくとも1個のエポキシ基を有する有機化合物をいう。上記エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0033】
上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェニルノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、アントラセン型エポキシ樹脂、アダマンタン骨格を有するエポキシ樹脂、トリシクロデカン骨格を有するエポキシ樹脂、及びトリアジン核を骨格に有するエポキシ樹脂等が挙げられる。
【0034】
上記エポキシ樹脂は、常温(23℃)で液状であってもよく、固形であってもよい。上記エポキシ樹脂材料は、常温(23℃)で液状であるエポキシ樹脂を含むことが好ましい。上記エポキシ樹脂材料に含まれている第1,第2の無機充填剤を除く全固形分(以下、全固形分Bともいう)100重量%中、常温で液状であるエポキシ樹脂の含有量は好ましくは10重量%以上、より好ましくは25重量%以上、好ましくは80重量%以下である。常温で液状であるエポキシ樹脂の含有量が上記下限以上であると、エポキシ樹脂材料における第1,第2の無機充填剤の合計の含有量を多くすることが容易である。「全固形分B」とは、上記エポキシ樹脂と上記硬化剤と上記熱可塑性樹脂と上記硬化促進剤と必要に応じて配合される固形分との総和をいう。「全固形分B」には、第1,第2の無機充填剤は含まれない。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0035】
粗化処理された硬化物の表面の表面粗さをより一層小さくする観点からは、上記エポキシ樹脂のエポキシ当量は好ましくは90以上、より好ましくは100以上、好ましくは1000以下、より好ましくは800以下である。
【0036】
上記エポキシ樹脂の重量平均分子量は1000以下であることが好ましい。この場合には、エポキシ樹脂材料における第1,第2の無機充填剤の合計の含有量を多くすることが容易である。さらに、第1,第2の無機充填剤の合計の含有量が多くても、流動性が高いエポキシ樹脂材料である樹脂組成物が得られる。一方で、重量平均分子量が1000以下であるエポキシ樹脂と上記熱可塑性樹脂との併用により、エポキシ樹脂材料であるBステージフィルムの溶融粘度の低下を抑制できる。このため、Bステージフィルムを基板上にラミネートした場合に、第1,第2の無機充填剤が均一に存在しやすくなる。
【0037】
[シアネートエステル樹脂]
上記エポキシ樹脂材料に含まれている上記シアネートエステル樹脂は特に限定されない。該シアネートエステル樹脂として、従来公知のシアネートエステル樹脂を使用可能である。上記シアネートエステル樹脂の使用により、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。上記シアネートエステル樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0038】
上記シアネートエステル樹脂としては、ノボラック型シアネートエステル樹脂、ビスフェノール型シアネートエステル樹脂、並びにこれらが一部三量化されたプレポリマー等が挙げられる。上記ノボラック型シアネートエステル樹脂としては、フェノールノボラック型シアネートエステル樹脂及びアルキルフェノール型シアネートエステル樹脂等が挙げられる。上記ビスフェノール型シアネートエステル樹脂としては、ビスフェノールA型シアネートエステル樹脂、ビスフェノールE型シアネートエステル樹脂及びテトラメチルビスフェノールF型シアネートエステル樹脂等が挙げられる。
【0039】
上記シアネートエステル樹脂の市販品としては、フェノールノボラック型シアネートエステル樹脂(ロンザジャパン社製「PT−30」及び「PT−60」)、及びビスフェノール型シアネートエステル樹脂が三量化されたプレポリマー(ロンザジャパン社製「BA−230S」及び「BA−3000S」)等が挙げられる。
【0040】
上記エポキシ樹脂と上記シアネートエステル樹脂との配合比は特に限定されない。本発明に係るエポキシ樹脂材料では、上記エポキシ樹脂と上記シアネートエステル樹脂との当量比(エポキシ当量:シアネートエステル当量)は、1:0.25〜1:2であることが好ましく、1:0.3〜1:1.5であることがより好ましい。当量比が上記範囲を満足すると、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0041】
[第1,第2の無機充填剤]
上記エポキシ樹脂材料に含まれている上記第1,第2の無機充填剤は特に限定されない。該第1,第2の無機充填剤はとして、従来公知の無機充填剤を使用可能である。上記第1,第2の無機充填剤はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0042】
上記無機充填剤としては、シリカ、タルク、クレイ、マイカ、ハイドロタルサイト、アルミナ、酸化マグネシウム、水酸化アルミニウム、窒化アルミニウム及び窒化ホウ素等が挙げられる。
【0043】
粗化処理された硬化物の表面の表面粗さをより一層小さくし、かつ硬化物の表面により一層微細な配線を形成し、かつ硬化物により良好な絶縁信頼性を付与する観点からは、上記第1,第2の無機充填剤はそれぞれ、シリカ又はアルミナであることが好ましく、シリカであることがより好ましく、溶融シリカであることが更に好ましい。シリカの使用により、硬化物の熱線膨張係数がより一層低くなり、かつ粗化処理された硬化物の表面の表面粗さが効果的に小さくなる。シリカの形状は略球状であることが好ましい。
【0044】
上記第2の無機充填剤の平均粒径は、上記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下であることが好ましく、5倍以下であることがより好ましく、3倍以下であることが更に好ましい。この場合には、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物と金属層との密着性がより一層高くなる。
【0045】
上記第1の無機充填剤の平均粒径は好ましくは1nm以上、より好ましくは10nm以上、更に好ましくは50nm以上、特に好ましくは150nm以上、好ましくは300nm未満、より好ましくは280nm以下である。上記第1の無機充填剤の平均粒径が上記下限以上及び上記上限未満であると、粗化処理された硬化物の表面に微細な孔が多く形成される結果、硬化物と金属層との密着性がより一層高くなる。
【0046】
上記第2の無機充填剤の平均粒径は好ましくは0.3μm以上、より好ましくは0.4μm以上、好ましくは10μm以下、より好ましくは5μm以下、更に好ましくは1μm以下、特に好ましくは0.8μm以下である。上記第2の無機充填剤の平均粒径が上記下限以上及び上記上限以下であると、粗化処理により形成される孔の大きさが微細になり、孔の数が多くなり、かつ孔の深さが深くなる。この結果、硬化物と絶縁層との密着性が一層高くなる。
【0047】
上記第1,第2の無機充填剤の平均粒径として、50%となるメディアン径(d50)の値が採用される。上記平均粒径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0048】
上記第1,第2の無機充填剤は、表面処理されていることが好ましく、カップリング剤により表面処理されていることがより好ましい。これにより、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、かつ硬化物の表面により一層微細な配線を形成することができ、かつ硬化物により良好な配線間絶縁信頼性及び層間絶縁信頼性を付与することができる。
【0049】
上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、アミノシラン、イミダゾールシラン、エポキシシラン及びビニルシラン等が挙げられる。
【0050】
上記エポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比(第1の充填剤:第2の充填剤)で、5:95〜90:10で含む。粗化処理された硬化物の表面の表面粗さをより一層小さくし、硬化物と金属層との密着性をより一層高める観点からは、上記エポキシ樹脂材料は、上記第1の無機充填剤と上記第2の無機充填剤とを重量比で、20:80〜75:25で含むことがより好ましく、25:75〜50:50で含むことが特に好ましい。
【0051】
上記第1,第2の無機充填剤の合計の含有量は特に限定されない。上記エポキシ樹脂材料に含まれている全固形分(以下、全固形分Aと略記することがある)100重量%中、上記第1,第2の無機充填剤の合計の含有量は好ましくは25重量%以上、より好ましくは30重量%以上、更に好ましくは40重量%以上、特に好ましくは50重量%以上、好ましくは85重量%以下、より好ましくは80重量%以下である。上記第1,第2の無機充填剤の合計の含有量が上記下限以上及び上記上限以下であると、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物の表面により一層微細な配線を形成することができ、硬化物と金属層との密着性がより一層高くなる。さらに、上記第1,第2の無機充填剤の合計の含有量が上記下限以上及び上記上限以下であると、硬化物の熱線膨張係数がより一層低くなる。「全固形分A」とは、上記エポキシ樹脂と上記硬化剤と上記第1,第2の無機充填剤と上記熱可塑性樹脂と上記硬化促進剤と必要に応じて配合される固形分との総和をいう。「固形分」とは、不揮発成分であり、成形又は加熱時に揮発しない成分をいう。
【0052】
[熱可塑性樹脂]
本発明に係るエポキシ樹脂材料に含まれている熱可塑性樹脂は特に限定されない。該熱可塑性樹脂として、従来公知の熱可塑性樹脂を使用可能である。上記熱可塑性樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0053】
上記熱可塑性樹脂としては、フェノキシ樹脂、ポリビニルアセタール樹脂、ゴム成分及び有機フィラー等が挙げられる。上記熱可塑性樹脂は、フェノキシ樹脂であることが特に好ましい。該フェノキシ樹脂の使用により、溶融粘度を調整することができるために第1,第2の無機充填剤の分散性が良好になり、かつ硬化過程で、意図しない領域にBステージフィルムが濡れ拡がり難くなる。またフェノキシ樹脂の配合量を所定の範囲内にすることで、樹脂組成物又はBステージフィルムの回路基板の穴又は凹凸に対する埋め込み性の悪化や無機フィラーの不均一化を抑制できる。
【0054】
上記フェノキシ樹脂としては、例えば、ビスフェノールA型の骨格、ビスフェノールF型の骨格、ビスフェノールS型の骨格、ビフェニル骨格、ノボラック骨格、ナフタレン骨格及びイミド骨格などの骨格を有するフェノキシ樹脂等が挙げられる。
【0055】
上記熱可塑性樹脂の重量平均分子量は、好ましくは5000以上、好ましくは100000以下である。上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により測定されたポリスチレン換算での重量平均分子量を示す。
【0056】
上記フェノキシ樹脂の市販品としては、例えば、東都化成社製の「YP50」、「YP55」及び「YP70」、並びに三菱化学社製の「1256B40」、「4250」、「4256H40」、「4275」、「YX6954BH30」及び「YX8100BH30」などが挙げられる。
【0057】
上記熱可塑性樹脂の含有量は特に限定されない。上記エポキシ樹脂材料に含まれている上記第1,第2の無機充填剤を除く全固形分B100重量%中、上記熱可塑性樹脂の含有量(熱可塑性樹脂がフェノキシ樹脂である場合にはフェノキシ樹脂の含有量)は、好ましくは1重量%以上、より好ましくは5重量%以上、好ましくは30重量%以下、より好ましくは20重量%以下、更により好ましくは15重量%以下である。上記熱可塑性樹脂の含有量が上記下限以上及び上記上限以下であると、硬化物の熱線膨張係数がより一層低くなる。また、エポキシ樹脂材料の回路基板の穴又は凹凸に対する埋め込み性が良好になる。上記熱可塑性樹脂の含有量が上記下限以上であると、フィルム製膜性が高くなり、より一層良好なBステージフィルムが得られる。上記熱可塑性樹脂の含有量が上記上限以下であると、粗化処理された硬化物の表面の表面粗さがより一層小さくなり、硬化物と金属層との密着性がより一層高くなる。
【0058】
[硬化促進剤]
上記エポキシ樹脂材料に含まれている硬化促進剤は特に限定されない。該硬化促進剤の使用により、硬化速度がより一層速くなる。エポキシ樹脂材料を速やかに硬化させることで、硬化物の架橋構造を均一にすることができると共に、未反応の官能基数が減り、結果的に架橋密度が高くなる。上記硬化促進剤は特に限定されず、従来公知の硬化促進剤を使用可能である。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0059】
上記硬化促進剤としては、例えば、イミダゾール化合物、リン化合物、アミン化合物及び有機金属化合物等が挙げられる。
【0060】
上記イミダゾール化合物としては、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1,2−ジメチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−メチルイミダゾールイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール及び2−フェニル−4−メチル−5−ジヒドロキシメチルイミダゾール等が挙げられる。
【0061】
上記リン化合物としては、トリフェニルホスフィン等が挙げられる。
【0062】
上記アミン化合物としては、ジエチルアミン、トリエチルアミン、ジエチレンテトラミン、トリエチレンテトラミン及び4,4−ジメチルアミノピリジン等が挙げられる。
【0063】
上記有機金属化合物としては、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)及びトリスアセチルアセトナートコバルト(III)等が挙げられる。
【0064】
硬化物の絶縁信頼性を高める観点からは、上記硬化促進剤は、イミダゾール化合物であることが特に好ましい。イミダゾール化合物の使用により、示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下であるエポキシ樹脂材料を得ることが容易になる。
【0065】
上記硬化促進剤の含有量は特に限定されない。エポキシ樹脂材料を効率的に硬化させる観点からは、上記全固形分B100重量%中、上記硬化促進剤の含有量は好ましくは0.01重量%以上、好ましくは3重量%以下である。
【0066】
[他の成分]
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、エポキシ樹脂材料には、カップリング剤、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤及び上述した樹脂以外の他の樹脂等を添加してもよい。
【0067】
上記カップリング剤としては、シランカップリング剤、チタンカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、ビニルシラン、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0068】
上記カップリング剤の含有量は特に限定されない。上記全固形分B100重量%中、上記カップリング剤の含有量は0.01重量%以上、5重量%以下であることが好ましい。
【0069】
上記他の樹脂としては、ポリフェニレンエーテル樹脂、ジビニルベンジルエーテル樹脂、ポリアリレート樹脂、ジアリルフタレート樹脂、ポリイミド樹脂、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、ビスマレイミド樹脂及びアクリレート樹脂等が挙げられる。
【0070】
(Bステージフィルムであるエポキシ樹脂材料)
上記樹脂組成物をフィルム状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶剤に溶解又は分散させた後、キャスティングしてフィルム状に成形するキャスティング成形法、並びに従来公知のその他のフィルム成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。フィルムにはシートが含まれる。
【0071】
上記樹脂組成物をフィルム状に成形し、熱による硬化が進行し過ぎない程度に、例えば90〜200℃で10〜180分間加熱乾燥させることにより、Bステージフィルムを得ることができる。
【0072】
上述のような乾燥工程により得ることができるフィルム状の樹脂組成物をBステージフィルムと称する。
【0073】
上記Bステージフィルムは、半硬化状態にある半硬化物である。半硬化物は、完全に硬化しておらず、硬化がさらに進行され得る。
【0074】
上記樹脂組成物は、基材と、該基材の一方の表面に積層されたBステージフィルムとを備える積層フィルムを形成するために好適に用いることができる。積層フィルムのBステージフィルムが、上記樹脂組成物により形成される。
【0075】
上記積層フィルムの上記基材としては、ポリエチレンテレフタレートフィルム及びポリブチレンテレフタレートフィルムなどのポリエステル樹脂フィルム、ポリエチレンフィルム及びポリプロピレンフィルムなどのオレフィン樹脂フィルム、ポリイミド樹脂フィルム、銅箔及びアルミニウム箔などの金属箔等が挙げられる。上記基材の表面は、必要に応じて、離型処理されていてもよい。
【0076】
上記エポキシ樹脂材料を回路の絶縁層として用いる場合、エポキシ樹脂材料により形成された層の厚さは、回路を形成する導体層の厚さ以上であることが好ましい。上記エポキシ樹脂材料により形成された層の厚さは、好ましくは5μm以上、好ましくは200μm以下である。
【0077】
(プリント配線板)
上記エポキシ樹脂材料は、プリント配線板において絶縁層を形成するために好適に用いられる。
【0078】
上記プリント配線板は、例えば、上記樹脂組成物により形成されたBステージフィルムを用いて、該Bステージフィルムを加熱加圧成形することにより得られる。
【0079】
上記Bステージフィルムに対して、片面又は両面に金属箔を積層できる。上記Bステージフィルムと金属箔とを積層する方法は特に限定されず、公知の方法を使用可能である。例えば、平行平板プレス機又はロールラミネーター等の装置を用いて、加熱しながら又は加熱せずに加圧しながら、上記Bステージフィルムを金属箔に積層できる。
【0080】
(銅張り積層板及び多層基板)
上記エポキシ樹脂材料は、銅張り積層板を得るために好適に用いられる。上記銅張り積層板の一例として、銅箔と、該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板が挙げられる。この銅張り積層板のBステージフィルムが、本発明に係るエポキシ樹脂材料により形成される。
【0081】
上記銅張り積層板の上記銅箔の厚さは特に限定されない。上記銅箔の厚さは、1〜50μmの範囲内であることが好ましい。また、エポキシ樹脂材料を硬化させた硬化物層と銅箔との接着強度を高めるために、上記銅箔は微細な凹凸を表面に有することが好ましい。凹凸の形成方法は特に限定されない。上記凹凸の形成方法としては、公知の薬液を用いた処理による形成方法等が挙げられる。
【0082】
また、本発明に係るエポキシ樹脂材料は、多層基板を得るために好適に用いられる。上記多層基板の一例として、回路基板と、該回路基板の表面上に積層された硬化物層とを備える多層基板が挙げられる。この多層基板の硬化物層が、上記エポキシ樹脂材料を硬化させることにより形成される。上記硬化物層は、回路基板の回路が設けられた表面上に積層されていることが好ましい。上記硬化物層の一部は、上記回路間に埋め込まれていることが好ましい。
【0083】
上記多層基板では、上記硬化物層の上記回路基板が積層された表面とは反対側の表面が粗化処理されていることがより好ましい。粗化処理方法は、従来公知の粗化処理方法を用いることができ特に限定されない。上記硬化物層の表面は、粗化処理の前に膨潤処理されていてもよい。
【0084】
また、上記多層基板は、上記硬化物層の粗化処理された表面に積層された金属層をさらに備えることが好ましい。金属層は銅層であることが好ましく、銅めっき層であることが好ましい。
【0085】
また、上記多層基板の他の例として、回路基板と、該回路基板の表面上に積層された硬化物層と、該硬化物層の上記回路基板が積層された表面とは反対側の表面に積層された銅箔とを備える多層基板が挙げられる。上記硬化物層及び上記銅箔が、銅箔と該銅箔の一方の表面に積層されたBステージフィルムとを備える銅張り積層板を用いて、上記Bステージフィルムを硬化させることにより形成されていることが好ましい。さらに、上記銅箔はエッチング処理されており、銅回路であることが好ましい。
【0086】
上記多層基板の他の例として、回路基板と、該回路基板の表面上に積層された複数の硬化物層とを備える多層基板が挙げられる。上記複数層の硬化物層の内の少なくとも1層がが、上記エポキシ樹脂材料を硬化させることにより形成される。上記多層基板は、上記エポキシ樹脂材料を硬化させることにより形成されている上記硬化物層の少なくとも一方の表面に積層されている回路をさらに備えることが好ましい。
【0087】
図1に本発明の一実施形態に係るエポキシ樹脂材料を用いた多層基板を模式的に部分切欠正面断面図で示す。
【0088】
図1に示す多層基板11では、回路基板12の上面12aに、複数層の硬化物層13〜16が積層されている。硬化物層13〜16は、絶縁層である。回路基板12の上面12aの一部の領域には、金属層17が形成されている。複数層の硬化物層13〜16のうち、回路基板12側とは反対の外側の表面に位置する硬化物層16以外の硬化物層13〜15には、上面の一部の領域に金属層17が形成されている。金属層17は回路である。回路基板12と硬化物層13の間、及び積層された硬化物層13〜16の各層間に、金属層17がそれぞれ配置されている。下方の金属層17と上方の金属層17とは、図示しないビアホール接続及びスルーホール接続の内の少なくとも一方により互いに接続されている。
【0089】
多層基板11では、硬化物層13〜16が、本発明に係るエポキシ樹脂材料を硬化させることにより形成されている。本実施形態では、硬化物層13〜16の表面が粗化処理されているので、硬化物層13〜16の表面に図示しない微細な孔が形成されている。また、微細な孔の内部に金属層17が至っている。また、多層基板11では、金属層17の幅方向寸法(L)と、金属層17が形成されていない部分の幅方向寸法(S)とを小さくすることができる。また、多層基板11では、図示しないビアホール接続及びスルーホール接続で接続されていない上方の金属層と下方の金属層との間に、良好な絶縁信頼性が付与されている。
【0090】
(粗化処理及び膨潤処理)
本発明に係るエポキシ樹脂材料は、粗化処理される硬化物を得るために用いられることが好ましい。上記硬化物には、更に硬化が可能な予備硬化物も含まれる。
【0091】
本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物の表面に微細な凹凸を形成するために、予備硬化物は粗化処理されることが好ましい。粗化処理の前に、予備硬化物は膨潤処理されることが好ましい。硬化物は、予備硬化の後、かつ粗化処理される前に、膨潤処理されており、さらに粗化処理の後に硬化されていることが好ましい。ただし、予備硬化物は、必ずしも膨潤処理されなくてもよい。
【0092】
上記膨潤処理の方法としては、例えば、エチレングリコールなどを主成分とする化合物の水溶液又は有機溶媒分散溶液などにより、予備硬化物を処理する方法が用いられる。膨潤処理に用いる膨潤液は、一般にpH調整剤などとして、アルカリを含む。膨潤液は、水酸化ナトリウムを含むことが好ましい。具体的には、例えば、上記膨潤処理は、40重量%エチレングリコール水溶液等を用いて、処理温度30〜85℃で1〜30分間、予備硬化物を処理することにより行なわれる。上記膨潤処理の温度は50〜85℃の範囲内であることが好ましい。上記膨潤処理の温度が低すぎると、膨潤処理に長時間を要し、更に硬化物と金属層との粗化接着強度が低くなる傾向がある。
【0093】
上記粗化処理には、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。粗化処理に用いられる粗化液は、一般にpH調整剤などとしてアルカリを含む。粗化液は、水酸化ナトリウムを含むことが好ましい。
【0094】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0095】
上記粗化処理の方法は特に限定されない。上記粗化処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜30分間の条件で、1回又は2回、予備硬化物を処理する方法が好適である。上記粗化処理の温度は50〜85℃の範囲内であることが好ましい。
【0096】
粗化処理された硬化物の表面の算術平均粗さRaは、好ましくは50nm以上、好ましくは350nm以下である。この場合には、硬化物と金属層との密着性がより一層高くなり、更に硬化物層の表面により一層微細な配線を形成することができる。
【0097】
また、本発明に係るエポキシ樹脂材料を予備硬化させることにより得られた予備硬化物又は硬化物に、貫通孔が形成されることがある。上記多層基板などでは、貫通孔として、ビア又はスルーホール等が形成される。例えば、ビアは、CO2レーザー等のレーザーの照射により形成できる。ビアの直径は特に限定されないが、60〜80μm程度である。上記貫通孔の形成により、ビア内の底部には、硬化物層に含まれている樹脂成分に由来する樹脂の残渣であるスミアが形成されることが多い。
【0098】
上記スミアを除去するために、硬化物層の表面は、デスミア処理されることが好ましい。デスミア処理により硬化物の表面が粗化処理される。本発明に係るエポキシ樹脂材料の使用により、デスミア処理された硬化物の表面の表面粗さが小さくなる。デスミア処理は上記粗化処理を兼ねていてもよい。
【0099】
上記デスミア処理には、上述した粗化処理と同様に、例えば、マンガン化合物、クロム化合物又は過硫酸化合物などの化学酸化剤等が用いられる。これらの化学酸化剤は、水又は有機溶剤が添加された後、水溶液又は有機溶媒分散溶液として用いられる。デスミア処理に用いられるデスミア処理液は、一般にアルカリを含む。デスミア処理液は、水酸化ナトリウムを含むことが好ましい。
【0100】
上記デスミア処理の方法は特に限定されない。上記デスミア処理の方法として、例えば、30〜90g/L過マンガン酸又は過マンガン酸塩溶液及び30〜90g/L水酸化ナトリウム溶液を用いて、処理温度30〜85℃及び1〜30分間の条件で、1回又は2回、予備硬化物又は硬化物を処理する方法が好適である。上記デスミア処理の温度は50〜85℃の範囲内であることが好ましい。
【0101】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0102】
(エポキシ樹脂)
ビスフェノールA型エポキシ樹脂(三菱化学社製「828EL」)
ビフェニル骨格含有エポキシ樹脂(日本化薬社製「NC−3000H」)
ジシクロペンタジエン骨格含有エポキシ樹脂(日本化薬社製「XD−1000」)
【0103】
(シアネートエステル樹脂)
シアネートエステル樹脂溶液(ビスフェノールA型ジシアネートのプレポリマー溶液、ロンザジャパン社製「BA−230S」、シアネートエステル樹脂(固形分)75重量%、溶媒(メチルエチルケトン)25重量%)
【0104】
(硬化促進剤)
イミダゾール化合物A(2−フェニル−4−メチルイミダゾール、四国化成工業社製「2P4MZ」)
イミダゾール化合物B(2−エチル−4メチルイミダゾール、四国化成工業社製「2E4MZ」)
【0105】
(熱可塑性樹脂)
ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」、ビフェニル骨格含有フェノキシ樹脂(固形分)30重量%、溶媒(メチルエチルケトンとシクロヘキサノンとの混合溶媒)70重量%)
【0106】
(第1,第2の無機充填剤)
第1の無機充填剤A(シリカ(アドマテックス社製「SO−C1」、平均粒径0.25μm)が、エポキシシラン(3−グリシドキシプロピルトリメトキシシラン、信越化学工業社製「KBM−403」)により表面処理されている)
第2の無機充填剤A(シリカ(アドマテックス社製「SO−C2」、平均粒径0.5μm)が、エポキシシラン(3−グリシドキシプロピルトリメトキシシラン、信越化学工業社製「KBM−403」)により表面処理されている)
【0107】
(溶剤)
メチルエチルケトン
【0108】
(実施例1)
メチルエチルケトン100重量部に、第1の無機充填剤A25重量部と、第2の無機充填剤A75重量部と、ビスフェノールA型エポキシ樹脂(三菱化学社製「828EL」)15重量部と、ビフェニル骨格含有エポキシ樹脂(日本化薬社製「NC−3000H」)15重量部と、シアネートエステル樹脂溶液(ロンザジャパン社製「BA−230S」)15重量部(固形分で11.25重量部)と、ビフェニル骨格含有フェノキシ樹脂溶液(三菱化学社製「YX6954BH30」)25重量部(固形分で7.5重量部)と、イミダゾール化合物A(2−フェニル−4−メチルイミダゾール、四国化成工業社製「2P4MZ」)0.6重量部と添加し、常温で攪拌して、樹脂組成物ワニスを得た。
【0109】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(リンテック社製「PET5011 550」、厚み50μm)を用意した。このPETフィルムの離型処理された表面上にアプリケーターを用いて、乾燥後の厚みが40μmとなるように、得られた樹脂組成物ワニスを塗工した。次に、100℃のギアオーブン内で2分間乾燥して、縦200mm×横200mm×厚み40μmの樹脂シートの未硬化物(Bステージフィルム)とPETフィルムとの積層フィルムを作製した。
【0110】
(実施例2,3及び比較例1,2)
配合成分の種類及び配合量を下記の表1に示すように変更したこと以外は実施例1と同様にして、積層フィルムを作製した。
【0111】
(評価)
(1)発熱ピークの測定
得られた積層フィルムからPETフィルムを剥離した。樹脂シートの未硬化物を5mg秤量し、アルミニウムパンに詰めた。示差走査熱量計(ティー・エイ・インスツルメント社製「Q2000」)を用いて、昇温速度3℃/分、空気雰囲気下で硬化発熱の測定を行った。
【0112】
(2)算術平均粗さRaの測定
以下のようにして、算術平均粗さRaの測定用サンプルを作製した。
【0113】
積層板の下地処理:
エッチングにより内層回路を形成したガラスエポキシ基板(利昌工業社製「CS−3665」)の両面を銅表面粗化剤(メック社製「メックエッチボンド CZ−8100」)に浸漬して、銅表面を粗化処理した。
【0114】
積層フィルムのラミネート:
得られた積層フィルムを、樹脂シートの未硬化物側から積層板の両面にセットして、ダイアフラム式真空ラミネーター(名機製作所社製「MVLP−500」)を用いて、積層板の両面にラミネートした。ラミネートは、20秒減圧して気圧を13hPa以下とし、その後20秒間を100℃、圧力0.8MPaでプレスすることにより行った。
【0115】
樹脂シートの硬化:
ラミネートされた積層フィルムからPETフィルムを剥離し、170℃及び60分の硬化条件で樹脂シートを硬化させ、積層サンプルを得た。
【0116】
膨潤処理:
60℃の膨潤液(アトテックジャパン社製「スウェリングディップセキュリガントP」と和光純薬社製「水酸化ナトリウム」とからなる水溶液)に、上記積層サンプルを入れて、膨潤温度60℃で10分間揺動させた。その後、純水で洗浄した。
【0117】
粗化処理(過マンガン酸塩処理):
80℃の過マンガン酸ナトリウム粗化水溶液(アトテックジャパン社製「コンセントレートコンパクトCP」、和光純薬社製「水酸化ナトリウム」)に、膨潤処理された上記積層サンプルを入れて、粗化温度80℃で20分間揺動させた。その後、40℃の洗浄液(アトテックジャパン社製「リダクションセキュリガントP」、和光純薬社製「硫酸」)により10分間洗浄した後、純水でさらに洗浄した。このようにして、銅箔付きガラスエポキシ基板上に、粗化処理された硬化物を形成した。
【0118】
算術平均粗さの測定:
非接触3次元表面形状測定装置(Veeco製「WYKO NT1100」)を用いて、94μm×123μmの測定領域における上記粗化処理された硬化物の表面の算術平均粗さRaを測定した。算術平均粗さRaを、JIS B0601−1994に準拠した測定法により求めた。
【0119】
(3)ピール強度の測定
以下のようにして、ピール強度の測定用サンプルを作製した。
【0120】
上記(2)の評価で得られた上記粗化処理された硬化物を用いて、以下の手順で無電解銅めっき及び電解銅めっき処理を行った。
【0121】
上記粗化処理された硬化物の表面を、60℃のアルカリクリーナ(アトテックジャパン社製「クリーナーセキュリガント902」)で5分間処理し、脱脂洗浄した。洗浄後、上記硬化物を25℃のプリディップ液(アトテックジャパン社製「プリディップネオガントB」)で2分間処理した。その後、上記硬化物を40℃のアクチベーター液(アトテックジャパン社製「アクチベーターネオガント834」)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(アトテックジャパン社製「リデューサーネオガントWA」)により、硬化物を5分間処理した。
【0122】
次に、上記硬化物を化学銅液(全てアトテックジャパン社製「ベーシックプリントガントMSK−DK」、「カッパープリントガントMSK」、「スタビライザープリントガントMSK」、「リデューサーCu」)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を2Lとし、硬化物を揺動させながら実施した。
【0123】
次に、無電解めっき処理された硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電解銅めっきとして硫酸銅溶液(和光純薬社製「硫酸銅五水和物」、和光純薬社製「硫酸」、アトテックジャパン社製「ベーシックレベラーカパラシド HL」、アトテックジャパン社製「補正剤カパラシド GS」)を用いて、0.6A/cm2の電流を流しめっき厚さが25μm程度となるまで電解めっきを実施した。銅めっき処理後、硬化物を190℃で2時間加熱し、硬化物をさらに硬化させた。このようにして、銅めっき層が上面に積層された硬化物を得た。
【0124】
得られた銅めっき層が積層された硬化物において、銅めっき層の表面に、10mm幅に切り欠きを入れた。その後、引張試験機(島津製作所社製「AG−5000B」)を用いて、クロスヘッド速度5mm/分の条件で、硬化物と銅めっき層とのピール強度を測定した。
【0125】
(4)熱線膨張係数(CTE)の評価
得られた積層フィルムからPETフィルムを剥がし、樹脂シートの未硬化物を190℃のギアオーブン内で2時間加熱して、樹脂シートの硬化物を得た。
【0126】
得られた硬化物を3mm×25mmの大きさに裁断し、熱・応力・歪測定装置(エスアイアイ・ナノテクノロジー社製「EXSTAR TMA/SS6100」)を用いて、引っ張り荷重2.94×10−2N、昇温速度5℃/分の条件で、裁断された硬化物の25℃〜150℃までの平均線膨張率を測定し、熱線膨張係数を評価した。
【0127】
結果を下記の表1に示す。
【0128】
【表1】
【符号の説明】
【0129】
11…多層基板
12…回路基板
12a…上面
13〜16…硬化物層
17…金属層(配線)
【特許請求の範囲】
【請求項1】
エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含み、
前記第1の無機充填剤の平均粒径が、前記第2の無機充填剤の平均粒径よりも小さく、
前記第1の無機充填剤と前記第2の無機充填剤とを重量比で、5:95〜90:10で含む、エポキシ樹脂材料。
【請求項2】
示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下である、請求項1に記載の樹脂組成物。
【請求項3】
前記第2の無機充填剤の平均粒径が、前記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下である、請求項1又は2に記載のエポキシ樹脂材料。
【請求項4】
前記第1の無機充填剤の平均粒径が1nm以上、300nm未満であり、
前記第2の無機充填剤の平均粒径が0.3μm以上、10μm以下である、請求項1〜3のいずれか1項に記載のエポキシ樹脂材料。
【請求項5】
前記第1,第2の無機充填剤がそれぞれシリカである、請求項1〜4のいずれか1項に記載のエポキシ樹脂材料。
【請求項6】
前記硬化促進剤がイミダゾール化合物である、請求項1〜5のいずれか1項に記載のエポキシ樹脂材料。
【請求項7】
エポキシ樹脂材料に含まれている全固形分100重量%中、前記第1の無機充填剤と前記第2の無機充填剤との合計の含有量が30重量%以上、80重量%以下である、請求項1〜6のいずれか1項に記載のエポキシ樹脂材料。
【請求項8】
フィルム状に成形されたBステージフィルムである、請求項1〜7のいずれか1項に記載のエポキシ樹脂材料。
【請求項9】
回路基板と、
前記回路基板の表面上に配置された硬化物層とを備え、
前記硬化物層が、請求項1〜8のいずれか1項に記載のエポキシ樹脂材料を硬化させることにより形成されている、多層基板。
【請求項1】
エポキシ樹脂と、シアネートエステル樹脂と、第1の無機充填剤と、第2の無機充填剤と、熱可塑性樹脂と、硬化促進剤とを含み、
前記第1の無機充填剤の平均粒径が、前記第2の無機充填剤の平均粒径よりも小さく、
前記第1の無機充填剤と前記第2の無機充填剤とを重量比で、5:95〜90:10で含む、エポキシ樹脂材料。
【請求項2】
示差走査熱量計で測定した硬化発熱ピークトップが130℃以上、180℃以下の温度領域内にあり、かつ発熱ピークの半値幅が20℃以下である、請求項1に記載の樹脂組成物。
【請求項3】
前記第2の無機充填剤の平均粒径が、前記第1の無機充填剤の平均粒径の1.5倍以上、10.0倍以下である、請求項1又は2に記載のエポキシ樹脂材料。
【請求項4】
前記第1の無機充填剤の平均粒径が1nm以上、300nm未満であり、
前記第2の無機充填剤の平均粒径が0.3μm以上、10μm以下である、請求項1〜3のいずれか1項に記載のエポキシ樹脂材料。
【請求項5】
前記第1,第2の無機充填剤がそれぞれシリカである、請求項1〜4のいずれか1項に記載のエポキシ樹脂材料。
【請求項6】
前記硬化促進剤がイミダゾール化合物である、請求項1〜5のいずれか1項に記載のエポキシ樹脂材料。
【請求項7】
エポキシ樹脂材料に含まれている全固形分100重量%中、前記第1の無機充填剤と前記第2の無機充填剤との合計の含有量が30重量%以上、80重量%以下である、請求項1〜6のいずれか1項に記載のエポキシ樹脂材料。
【請求項8】
フィルム状に成形されたBステージフィルムである、請求項1〜7のいずれか1項に記載のエポキシ樹脂材料。
【請求項9】
回路基板と、
前記回路基板の表面上に配置された硬化物層とを備え、
前記硬化物層が、請求項1〜8のいずれか1項に記載のエポキシ樹脂材料を硬化させることにより形成されている、多層基板。
【図1】

【公開番号】特開2013−40298(P2013−40298A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179103(P2011−179103)
【出願日】平成23年8月18日(2011.8.18)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月18日(2011.8.18)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]