
エラストマー糸を含有する弾性生地の丸編
紡績された硬質糸および/または連続フィラメントの硬質糸(14)と添え糸編みされた裸のエラストマー材料(12)を含むシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地(10)を開示する。本発明のシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、乾熱ヒートセットステップを必要としない方法によって製造される。この方法は、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を形成するための編成中に、裸のエラストマー材料をその元の長さの約2.5倍以下に延伸することを必要とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸を生地に丸編することに関し、特に、紡績された硬質糸および/または連続フィラメントの硬質糸と、エラストマー裸糸との両方を含む、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地に関する。特に、本明細書において特許請求され開示される発明は、追加のヒートセットステップを必要とせずに所定の使用特性を有する仕上げ生地が得られるように、エラストマー裸糸の延伸が制御された方法で丸編された生地に関する。
【背景技術】
【0002】
シングルニットジャージー生地は、肌着、およびTシャツなどの上半身用(top−weight)衣服を製造するために広く使用されている。織物構造と比較すると、この編地は、編地を形成する個々のニットステッチ(相互に接続されたループで構成される)が押し込まれたり伸びたりすることによって、より容易に変形したり伸張したりすることができる。ステッチが再配列されることで伸張するこの能力によって、編地でできた衣服に着心地のよさが付与される。編地が、たとえば、綿、ポリエステル、ナイロン、アクリル、または羊毛などの100%硬質糸で構成されている場合でさえも、加えられた力が除去された後に、ニットステッチはその元の寸法まである程度回復する。しかし、エラストマー性ではない硬質糸では、ニットステッチを完全に再配列させるのに十分な回復力が得られないため、このニットステッチの再配列による回復は一般に不完全となる。その結果、シングルニット編地では、シャツの袖の肘の部分など、より大きな伸長が起こる衣服の特定の領域で、永続的な変形または「バギング」が生じうる。
【0003】
丸編シングルニット編地の回復性能を改善するために、現在、スパンデックス繊維などの少量のエラストマー性繊維を、付随する硬質糸とともに編成することが一般的である。
【0004】
従来、生地が編成され、丸編機の拘束から解放された後に、スパンデックスを「硬化」するためのヒートセットが使用されない場合、生地中の伸張されたスパンデックスが収縮して生地のステッチを圧縮し、その生地の寸法は、スパンデックスが存在しない場合の寸法よりも小さくなる。
【0005】
ヒートセットは、すべての種類の緯編弾性生地に使用されているわけではない。ある場合においては、ダブルニット/リブおよび平坦なセーターニットなどのヘビーニットが望まれている。これらの場合においては、スパンデックスによる一部のステッチの圧縮が許容される。別の場合においては、裸スパンデックス繊維が、コアスピニングまたはスピンドル被覆作業において天然または合成の繊維で被覆され、それによって、スパンデックスの回復およびその結果によるステッチの圧縮は、この被覆によって抑制される。さらに別の場合においては、裸または被覆されたスパンデックスは、第2または第3の編み方向ごとにのみ添え糸編みされ、それによってニットステッチを圧縮する全体の回復力が制限される。特殊な機械で編成される間に、筒状ニットが直接使用するために成形される方法であるシームレス編成においては、緻密で伸縮性のある生地が意図されるため、生地のヒートセットは行われない。しかし、裁断および縫製のために製造され、各編み方向ごとに裸スパンデックスが添え糸編みされている丸編弾性シングルジャージー生地では、ほとんどの場合にヒートセットが必要となる。
【0006】
ヒートセットはいくつかの欠点を有する。弾性ではない生地(剛性の生地)に対して、スパンデックスを含有するニット弾性生地を仕上げるために、ヒートセットが余分なコストとなる。さらに、高いスパンデックスヒートセット温度は、付随する敏感な硬質糸に対して、綿の黄変などの悪影響を及ぼす場合があり、そのため、漂白などより強力な仕上作業が後で必要となる。強力な漂白は、生地の「手触り」などの生地の触感に対して悪影響を与える場合があり、製造者は、漂白を弱めるために柔軟剤を含めることが通常必要となる。さらに、ある種の繊維は、高温熱処理に耐えることができない。ポリアクリオニトリル(polyacryonitrile)、羊毛、およびアセテートからできたものなどの熱に弱い硬質糸は、高いヒートセット温度がこのような熱に弱い糸に対して悪影響を及ぼすため、高温スパンデックスヒートセットステップにおいて使用することができない。最後に、別の繊維は、繊維の融点が低いために熱に弱い。たとえば、ポリプロピレンは155℃の軟化点を有し、そのため、ヒートセットを必要とする生地の加工には適していない。
【0007】
ヒートセットの欠点は、以前から認識されており、その結果、ある程度低い温度でヒートセットするスパンデックス組成物が同定されている(米国特許公報(特許文献1)および米国特許公報(特許文献2)、どちらもそれらの記載内容全体が明示的に本明細書に援用される)。たとえば、米国特許公報(特許文献2)において規定されるスパンデックスは85%以上のヒートセット効率を有する。85%のヒートセット効率値は、有効なヒートセットの最低値と見なされている。これは、伸張したスパンデックスのヒートセット前後の長さを、伸張前のスパンデックスの長さと比較する実験室試験によって測定される。このようなより低いヒートセットのスパンデックス組成物によって改善点が得られるが、ヒートセットはなお必要であり、ヒートセットに関連する費用はあまり削減されていない。
【0008】
丸編地の製造およびヒートセットの従来の実施は、さらなる欠点を有する。編地は、連続した筒の形態で丸編機から出現する。この筒が編成において形成されると、これは、張力下でマンドレル上に巻き取られるか、または、ひだを付けたり軽く折りたたんだりすることによって編機の下で平になった管として集められる。いずれの場合も、生地の筒が折りたたまれたり平坦化されたりした位置において2つの永続的な折り目が生地に定着する。この折り目の1つに沿って生地の管を切ることによって生地が「開かれる」が、通常、生地の後の使用および裁断では、残った折り目を避ける必要がある。このため、生地の歩留まり(すなわち、さらに加工して衣服にすることができる編地の量)が減少する。
【0009】
【特許文献1】米国特許第5,948,875号明細書
【特許文献2】米国特許第6,472,494号明細書
【特許文献3】米国特許第6,846,866号明細書
【非特許文献1】デュポン・テクニカル・ブルティン(DuPont Technical Bulletin)L410)
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上の欠点を考慮すると、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を有し、さらに、従来技術のヒートセット方法に関連する費用および欠点が回避される、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法が必要とされている。さらに、本発明は、従来技術に対して材料の使用における利点を有する、シングルジャージー、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地の筒としての形成(安定化、染色、および仕上げ)を行うことができる。
【課題を解決するための手段】
【0011】
本発明は、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を含む、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を提供し、このシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、生地内のエラストマー性繊維の乾熱ヒートセットを必要とせずに商業的に許容される性質を有するように製造される。本発明の一実施形態においては、(1)編成プロセス中のエラストマー性繊維の延伸を制限することができ、(2)特定の所望のシングルニットジャージー生地のパラメータを維持することができる。
【0012】
本発明の第1の態様は、15〜156dtex、たとえば22〜78dtexの裸スパンデックス糸などの裸のエラストマー材料が、10〜85、たとえば20〜68の番手(Ne)を有する紡績糸および/または連続フィラメント糸、あるいはそれらの混紡糸の少なくとも1つの硬質糸と添え糸編み可能となる、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法を含む。
【0013】
上記エラストマー材料および上記少なくとも1つの硬質糸は、すべての編み方向に添え糸編みを行うことができる。この編成方法によって製造されるシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、1.05〜1.9、たとえば約1.14〜約1.6のカバーファクターを有することができる。編成中、エラストマー材料の供給における延伸は、丸編弾性生地を形成するために編成する場合、エラストマー材料をその元の長さの2.5倍以下に延伸できるように制御することができる。
【0014】
さらに、本明細書の丸編弾性生地は、生地または生地内のエラストマー材料のヒートセットは行わずに、仕上げおよび/または乾燥のステップなどの少なくとも1つのさらなる処理ステップを行うことができる。エラストマー材料は、ヒートセット温度において少なくとも約85%の範囲内のヒートセット効率でヒートセットされ、したがって、エラストマー材料ヒートセット温度よりも低い温度に丸編弾性生地を晒すことができ、乾熱ヒートセットを防止することができる。仕上げは、クリーニング、漂白、染色、乾燥、および圧縮化、ならびにこれらのステップの任意の組合せなどの1つまたは複数のステップを含むことができる。仕上げは、ナッピングを含むこともできる。仕上げおよび乾燥は、160℃未満の1つまたは複数の温度で行うことができる。乾燥または圧縮化は、丸編弾性生地が経糸方向でオーバーフィード状態にあるときに行うことができる。
【0015】
結果として得られる丸編弾性生地は、1平方メートル当たりの全生地重量を基準にして約3.5%〜約30重量%、たとえば1平方メートル当たりの全生地重量を基準にして約3.5%〜約27重量%のエラストマー材料含有率を有することができる。さらに、このような丸編弾性生地は、約1.05〜約1.9、たとえば、約1.4のカバーファクターを有することができる。
【0016】
本発明の第2および第3の態様は、本発明により製造されたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地、ならびにそのような生地から構成される衣服を含む。本発明の方法によって製造された丸編弾性生地は、合成フィラメント、綿、または綿混紡の硬質糸を使用して形成することができ、約140〜約500g/m2、たとえば約170〜約300g/m2の坪量を有する。さらに、この丸編弾性生地は、長さ(経糸)方向で約45%〜約175%、たとえば約60%〜約175%の伸びを有し、洗濯および乾燥後の収縮が、長さおよび幅の両方で約15%以下、通常、14%以下、たとえば約7%未満である。この丸編弾性生地は、(分子量分析または示差走査熱量測定法によって示される際の)約135℃以下の温度に晒すことができる。丸編弾性生地は、筒(丸編プロセスから出てきた状態)の形態の場合もあるし、平坦なニットの形態の場合もある。この生地の筒に切れ目を入れて、平坦な生地を得ることができる。丸編弾性生地は、通常、約1.0以下、たとえば約0.5以下のフェイスカールのカール値を有する。衣服としては、水着、肌着、Tシャツ、ならびに上半身用または下半身用(bottom−weight)衣服、たとえば、既製服、運動用衣服、または室外着を挙げることができる。
【0017】
本発明の別の態様は、すべての編み方向中にエラストマー繊維を含有し塩素に対する実質的に高い劣化抵抗性を有する、裸のエラストマー材料を含有する生地を提供することであり、これによってこの生地は、特殊な配合の耐塩素性スパンデックス(米国特許公報(特許文献3))を使用して製造されたスパンデックス生地と類似の塩素プールに対する耐久性を有する。この生地は、少なくとも約7のXrelを有することができる。この生地は、筒(丸編プロセスから出てきた状態)の形態の場合もあるし、平坦なニットの形態の場合もある。この生地の筒に切れ目を入れて、平坦な生地を得ることができる。
【0018】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地であって、その少なくとも1つのエラストマー材料が、その元の長さの約2.5倍以下に延伸可能である、丸編弾性生地を提供する。
【0019】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法であって、少なくとも1つのエラストマー材料をその元の長さの約2.5倍以下に延伸するステップを含み、乾熱ヒートセットステップは含む場合も含まない場合もある、製造方法をさらに提供する。さらに、追加のヒートセットステップを使用することもできる。
【0020】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地であって、筒の形態で製造することができ、目に見える側面の折り目が存在しないように形成することができ、丸編弾性生地の全体部分は、折り目を全く有さないことができ、そのような生地の裁断および縫製によって衣服を得るために使用することができる、丸編弾性生地をさらに提供する。
【0021】
したがって、本発明は、熱に弱い硬質糸と、組み込まれた少なくとも1つエラストマー材料とから形成された、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を提供する。
【0022】
本発明のその他の特徴および利点は、以下の詳細な説明を添付の図面および添付の特許請求の範囲と併せて読むことで、明らかになるであろう。
【発明を実施するための最良の形態】
【0023】
例示的な図面、実験、結果、および実験手順によって本発明の少なくとも1つの実施形態を詳細に説明する前に、以下の説明、あるいは図面、実験、および/または結果に示される構成要素の構成および配列の詳細に、本発明の適用が限定されるものではないことを理解されたい。本発明は、その他の実施形態も可能であり、種々の方法で実施または実行が可能である。したがって、本明細書において使用されている文言は、取り得る最も広い範囲および意味が与えられることを意図しており、実施形態は、例示的なものを意味しており、網羅的なものを意味するものではない。また、本明細書において使用される表現および用語は、説明を目的としており、限定と見なすべきではないことを理解されたい。
【0024】
本明細書において使用される場合、用語「エラストマー材料」または「エラストマー」は、天然ゴムの優れた伸縮性および回復を有する合成材料を意味するものと理解され、その材料は、その元の長さの少なくとも2倍まで繰り返し引き伸ばすことができ、応力を開放すると直ちに強制的にそのほぼ元の長さに回復することができる。「エラストマー材料」は、一般に、繊維形成性材料が、セグメント化ポリウレタンを有する長鎖合成ポリマーである人造繊維である。本発明により使用可能なエラストマー材料の例としては、スパンデックス、エラステイン(elastane)、アニデックス(anidex)、エラストエステル(elastoester)、二成分フィラメントゴム、およびそれらの組合せが挙げられるが、これらに限定されるものではない。
【0025】
本明細書において使用される場合、「スパンデックス」は、繊維形成性物質が、少なくとも85%のセグメント化ポリウレタンで構成される長鎖合成ポリマーである人造繊維を意味する。このポリウレタンは、ポリエーテルグリコールと、ジイソシアネートおよび鎖延長剤の混合物とから調製され、次に、溶融紡糸、乾式紡糸、または湿式紡糸によって、スパンデックス繊維が軽視絵される。スパンデックスは、好ましくは、ライクラ(Lycra)(登録商標)スパンデックス(Spandex)タイプT162B、T162C、T165C、T169B、およびT562などの、丸編用に市販されているエラステイン(elastane)製品である。
【0026】
本明細書において使用される場合、用語「デニール」は、繊維または糸の線密度(または繊度)の相対的指標であると理解されたい。数値的にはデニールは、9,000メートルの長さの材料当たりの単位gでの重量に等しい。本明細書において使用される場合、用語「デシテックス」は、10,000メートルの長さの材料当たりの単位gでの重量に等しいと理解することができる。
【0027】
本明細書において使用される場合、用語「延伸」は、スパンデックスなどのエラストマー材料のストランドに加えられる伸張の量を意味し、この結果エラストマー材料のストランドの線密度が減少する。繊維の延伸は、その繊維に加えた伸び(伸張)と直接関連している。たとえば、100%の伸びは2倍の延伸に対応、200%の伸びは3倍の延伸に対応、などとなる。
【0028】
本明細書において使用される場合、用語「硬質糸」は、天然および/または合成の短繊維紡績糸、天然および/または合成の連続フィラメント糸、ならびにそれらの組合せなどの、あまり高い弾性伸張量を有さない編糸を意味すると理解されたい。本発明により短繊維紡績糸および/または連続フィラメントの硬質糸中に使用できる材料の例としては、綿、ポリエステル、ナイロン、ポリプロピレン、ポリエチレン、アクリル、羊毛、アセテート、ポリアクリオニトリル(polyacryonitrile)、およびそれらの組合せが挙げられるが、これらに限定されるものではない。本発明において使用される天然繊維は、セルロース系繊維(すなわち綿、竹)またはタンパク質(すなわち羊毛、絹、ダイズ)繊維などの繊維を意味するものと理解されたい。
【0029】
本明細書において使用される場合、用語「硬質糸番手」は、糸の繊度または線密度の指標を意味するものと理解されたい。硬質糸番手は、間接的な単位(単位重量または質量当たりの長さ)または直接的な単位(単位長さ当たりの重量)で表すことができる。一実施形態においては、硬質糸番手は、英国式の測定系の「Ne」、およびメートル法における「Nm」で表される。
【0030】
本明細書において使用される場合、用語「経糸方向」は生地の長さ方向を意味し、用語「緯糸」は生地の幅方向を意味する。
【0031】
本明細書において使用される場合、用語「カバーファクター」は、糸によって示される生地表面の、全生地表面に対する比を意味するものと理解されたい。カバーファクターは、丸編地の構造設計を特徴付ける各ニットステッチの開放性の相対的指標である。この「開放性」は、開放されている面積対各ステッチ中の糸によって覆われている面積のパーセント値と関連がある。カバーファクターの計算については、本明細書において、より詳細に後に説明する。
【0032】
丸編機における編組織において、スパンデックスを併せて編成する方法は「添え糸編み」と呼ばれる。硬質糸および裸スパンデックス糸が、並列で隣り合わせの関係で編成され、スパンデックス糸は常に硬質糸の一方の側に維持され、したがって編地の一方の側に維持される。図1は、添え糸編みされたニットステッチ10の概略図であり、編成された糸は、スパンデックス12と、マルチフィラメント硬質糸14とを含む。スパンデックスが硬質糸とともに添え糸編みされて編地が形成される場合、スパンデックス繊維の費用が追加された上に、さらなる加工の費用が追加される。たとえば、丸編弾性シングルジャージー生地を製造する場合、通常、仕上げステップにおいて、生地の伸張およびヒートセットが必要となる。
【0033】
「丸編」は、編針が丸編みベッド中に組織化された緯編の一形態を意味する。一般に、シリンダが、回転し、カムと相互作用して、編成操作のための針を往復移動させる。編成される糸は、パッケージから、糸ストランドを針に向けるキャリアプレートまで供給される。丸編地は、シリンダの中央を通って編針から筒状の形態で出現する。
【0034】
ある周知の方法40による弾性丸編地を製造するためのステップを図4に概説している。種々の生地の編組織および生地の最終用途のためにさまざまな方法が存在するが、図4に示されるステップは、限定するものではないが綿などの紡績された硬質糸を使用してジャージーニット弾性生地を製造するための典型例である。最初に、高スパンデックス延伸および給糸張力の条件において、生地の丸編42が行われる。たとえば、すべての編み方向に裸スパンデックスを添え糸編みして製造されるシングルジャージー生地の場合、周知の給糸張力範囲は、22dtexのスパンデックスの場合で2〜4cN;33dtexの場合で3〜5cN;44dtexの場合で4〜6cNである((非特許文献1))。生地は筒の形態で編成され、これは、回転マンドレル上に平坦化された筒として集められるか、または前後に軽く折りたたまれた(すなわち、「ひだが付けられた」)後に箱の中に集められる。
【0035】
拡布仕上げでは、編成された筒は次に、切り開き44が行われて、平坦に広げられる。開いた生地は、次に、蒸気にさらすこと、あるいは浸漬および絞り(パディング)を行うことのいずれかによって緩和46が行われる。緩和した生地は、次に、テンターフレームに取り付けられ、オーブン中で加熱される(ヒートセット46のため)。このテンターフレームは、生地の端部をピンで保持し、生地を所望の寸法および坪量に戻すために長さ方向および幅方向の両方で伸張する。このヒートセットは、後の湿式加工ステップの前に行われるため、当業界ではヒートセットが「前硬化」と呼ばれることが多い。オーブンから出した後、平坦な生地をストレッチャーから取り外し、仮縫い48(縫い付け)によって筒状形態に戻される。次に、筒状形態の生地は、ソフトフロージェット装置などによって、クリーニング(スカーリング)および場合による漂白/染色の湿式加工50で加工され、次に、絞りロールまたは遠心分離器などによって脱水52が行われる。この生地は次に、縫い付けた糸を取り外すことによって「仮縫い外し」54が行われ、生地は再び開かれて平坦なシートになる。依然として濡れている平坦な生地は、次に、生地の長さ(機械)方向では張力がかからず、同時に生地がヒートセット温度未満の温度で乾燥されるように、生地がオーバーフィード(伸張の反対)の条件下でテンターフレームオーブン中の乾燥およびヒートセット56が行われる。可能性のあるあらゆるしわを平坦化するために、生地の幅方向にはわずかな張力がかけられる。場合により柔軟剤などの生地仕上げ剤を、乾燥/ヒートセット作業56の直前に適用することができる。場合によっては、最初にベルトまたはテンターフレームオーブンによって生地を乾燥させた後で、生地仕上剤を適用すると、均等に乾燥された繊維によって仕上げ剤が均一に吸収される。この追加のステップは、乾燥した生地を仕上げ剤で再度濡らすステップと、次に、テンターフレームオーブン中で生地を再び乾燥させるステップとを含む。
【0036】
テンターフレーム中またはその他の乾燥装置中で乾燥した生地のヒートセットによって、スパンデックスが引き伸ばされた形態で「硬化」される。これは、リデニーリング(re−deniering)とも呼ばれており、高デニールのスパンデックスの低デニールへの延伸または伸張を行い、次に十分な時間の間、十分高温に加熱することで、低デニールでスパンデックスを安定化させる。したがって、ヒートセットは、スパンデックスが分子レベルで永続的に変化し、それによって、伸張したスパンデックス中の回復張力の大部分が緩和し、そのスパンデックスが新しい低いデニールにおいて安定となることを意味する。スパンデックスのヒートセット温度は、一般に約175℃〜約200℃の範囲内である。図4に示される広く知られている従来技術方法40の場合、ヒートセット46は一般に約190℃において約45秒以上である。
【0037】
編地のステッチの圧縮は、弾性編地の特性に直接関係する3つの主要な影響を有し、そのため通常、生地は後の裁断および縫製の作業に不適切となる。
【0038】
第1に、ステッチの圧縮によって、生地の寸法が減少し、衣服に使用するための丸編弾性生地に望ましい範囲を超えて生地の坪量(g/m2)が増加する。その結果、弾性丸編地の従来の仕上げプロセスは、十分に高温および十分に長い滞留時間で行われる生地の伸張および加熱のステップを含み、それによってニット中のスパンデックス糸が所望の伸張寸法で「硬化」される。ヒートセット後、スパンデックス糸は、収縮しないか、そのヒートセット寸法をやや下回る寸法まで収縮するかのいずれかである。したがって、ヒートセットしたスパンデックス糸は、ヒートセット寸法からニットステッチを実質的に圧縮しない。伸張およびヒートセットのパラメータは、比較的狭い範囲内で所望の生地の坪量および伸びが得られるように選択される。典型的な綿−ジャージー弾性シングルニットの場合、望ましい伸びは少なくとも45%であり、坪量は約140〜約500g/m2の範囲内である。
【0039】
第2に、ステッチ圧縮の圧縮が大きいほど、パーセント値基準での生地の伸びが大きくなり、そのため最低基準および実際的な要求をはるかに超える。弾性糸と添え糸編みされたニットを、弾性糸を有さない生地ニットと比較すると、添え糸編みされた弾性編地は、弾性糸を有さないものより50%短くなる(より圧縮される)ことが一般的である。添え糸編みされたニットは、この圧縮された状態から150%以上の長さまで伸張することができ、このような過剰の伸びは、ジャージーニットの裁断および縫製用途には一般に望ましくない。この長さは生地の経糸方向である。長さ方向での伸び(伸張)が大きい生地は、裁断が不規則になりやすく、また、洗濯によって大きな収縮が起こりやすい。同様に、ステッチはスパンデックスによって幅方向に圧縮されるため、生地の幅も約50%減少し、これは、剛性(非弾性)の生地で通常発生する15〜20%の編成時の幅の減少をはるかに超えている。
【0040】
第3に、仕上げ生地中の圧縮されたステッチは、スパンデックスの回復力と、付随する硬質糸によるステッチ圧縮に対する抵抗性との間で平衡状態にある。生地の洗濯および乾燥によって、おそらくは生地がかき混ぜられることが原因の一部となって、硬質糸の抵抗性が減少することがある。したがって、洗濯および乾燥が原因で、スパンデックスの回復力によってニットステッチをさらに圧縮するようになり、生地の収縮が許容できないレベルになりうる。編地のヒートセットによって、スパンデックスが緩和し、スパンデックスの回復力が減少する。したがって、このヒートセット作業は、生地の安定性を改善し、繰り返し洗濯した後の生地の収縮量を減少させる。
【0041】
本明細書において開示され請求される発明の主題は、丸編であり、特に、後に「裁断および縫製」に使用するためのシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの特殊な丸編弾性生地の製造である。これらのシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、エラストマー材料と、硬質糸とから形成され、このエラストマー材料は約2.5倍以下に延伸され、このニット弾性生地は乾熱ヒートセットが行われない。
【0042】
本明細書において開示され請求される発明は、スパンデックスとポリプロピレン硬質糸とを含みヒートセットが不要である、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法にも関する。ポリプロピレン繊維は、スパンデックスを永続的に変形させるために必要な温度でヒートセットを行うことができないため、本発明は、スパンデックス−ポリプロピレン編地の新規な製造方法を示す。この結果得られる生地は、約140g/m2〜約400g/m2の生地坪量を実現し、生地の収縮が減少し、許容される生地の伸びを有することに関して、周知の生地より優れた性能を有する。これらの生地は、最先端技術のスパンデックス含有生地と比較して優れた塩素耐久性を有する。
【0043】
本明細書において開示される発明は、シングルニットのフレンチテリーおよびフリース生地も含む。丸編中のエラストマーに対する延伸が約2.5倍以下に維持される場合に、これらの生地は、ヒートセットを行わずに製造し仕上げを行うことができる。
【0044】
丸編に関して、図2は、針を保持する回転シリンダ(図示せず)の下のカム(図示せず)に応答して矢印24で示されるように往復運動する一連の編針22を有する丸編機のある給糸位置20を概略的に示している。丸編機中には、移動するシリンダによって運ばれる編針がある位置を過ぎて回転するときに個々の編位置に給糸されるように、円形に配列された複数のこれらの給糸位置が存在する。
【0045】
編成作業の場合、スパンデックス糸12および硬質糸14は、キャリアプレート26によって編針22まで供給される。キャリアプレート26は、両方の糸を同時に編成位置に向かわせる。スパンデックス糸12および硬質糸14は、同時にほぼ同じ速度で編針22に導入されて、図1に示されるようなシングルジャージーニットステッチ10が形成される。
【0046】
スパンデックス糸の使用と連動して、本明細書において図面を説明しているが、以下の説明におけるスパンデックス糸の使用は単なる例を目的としており、したがって本発明はスパンデックスの使用に限定されるものではないことを理解されたい。逆に、本発明において任意のエラストマー材料をスパンデックスの代わりに使用することができ、それらを本発明の範囲内とすることができる。別のエラストマー材料の使用には、本明細書に記載の範囲外にあるパラメータを必要とする場合があるが、当業者であれば、本明細書の教示および開示が得られる代替エラストマー材料に必要なパラメータが容易に確認できるであろうし、したがってそのようなパラメータが、本明細書において請求され開示される発明の範囲および教示の範囲内となることを理解されたい。
【0047】
硬質糸14は、巻糸パッケージ28から、キャリアプレート26および編針22に糸を供給するアキュムレーター30まで供給される。硬質糸14は、給糸ロール32上を通り、キャリアプレート26中のガイドホール34を通過する。場合により、キャリアプレート26中の異なるガイドホールを介して、2つ以上の硬質糸を編針まで供給することができる。本発明のフレンチテリー繊維構造の場合、2つの硬質糸が1つのエラストマー糸とともに縫製される。1つの硬質糸は、図2のようなエラストマー糸と添え糸編みされ、第2の硬質糸は生地内に配置される。したがって、添え糸編みされるジャージー糸およびテリー糸は、交互に機械中に給糸される。フレンチテリー生地の形成は当業者には周知である。
【0048】
スパンデックス12は、表面駆動パッケージ36から供給され、糸切れ検出器39を通過し、方向変換ロール37から、キャリアプレート26中のガイドスロット38に到達する。スパンデックス12の給糸張力は、検出器39と駆動ロール37との間で測定され、糸切れ検出器が使用されない場合には表面駆動パッケージ36とロール37との間で測定される。硬質糸14およびスパンデックス12が、ほぼ平行の関係で並列して編針22に給糸される(添え糸編みされる)ようにするため、ガイドホール34およびガイドスロット38はキャリアプレート26中で互いに間隔が開けられている。
【0049】
スパンデックスが供給パッケージからキャリアプレートに供給され、次にニットステッチまで供給されるときに、ステッチの使用速度と、スパンデックス供給パッケージ給糸速度との間に差があるために、スパンデックスの伸張(延伸)が起こる。硬質糸給糸速度(メートル/分)の、スパンデックス給糸速度に対する比は、通常約2.5〜約4倍(2.5×〜4×)以上であり、これは機械延伸と呼ばれている。これは約150%〜約300%またはそれを超えるスパンデックスの伸びに対応する。スパンデックス糸の給糸張力は、スパンデックス糸の延伸(伸び)と直接関係がある。通常、この給糸張力は、スパンデックスの高機械延伸と整合性のある値に維持される。
【0050】
本発明は、全スパンデックス延伸が約2.5倍以下に維持される場合に、従来技術に対して改善された結果が得られることを見いだした。この延伸値は、スパンデックスの全延伸であり、これは、紡績時の糸の供給パッケージ中に含まれるスパンデックスの任意の延伸または伸張を含んでいる。紡績に由来する残留延伸値は、パッケージリラクゼーション(package relaxation)「PR」と呼ばれ、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地中に使用されるスパンデックスの場合には、通常、約0.05〜約0.15の範囲内である。したがって、生地中のスパンデックスの全延伸は、MD×(1+PR)であり、式中の「MD」は編機の延伸である。編機の延伸は、硬質糸給糸速度のスパンデックス給糸速度に対する比であり、どちらもそれぞれの供給パッケージからの速度である。
【0051】
その応力−歪み特性のために、スパンデックスに加わる張力が増加するほどスパンデックス糸の延伸(伸張)が大きくなり、逆に、スパンデックスの延伸が大きくなるほど、その糸の張力が強くなる。丸編機中の典型的なスパンデックス糸の経路の1つを図2中に概略的に示している。スパンデックス糸12は、供給パッケージ36から、糸切れ検出器39の上または中を通過し、1つまたは複数の方向変換ロール37の上を通過し、続いてキャリアプレート26まで供給され、ここでスパンデックスは編針22およびステッチ内まで案内される。供給パッケージから、スパンデックス糸がそれぞれの装置またはローラーを通るときに、スパンデックスに接触するそれぞれの装置またはローラーによって付与される摩擦力のために、スパンデックス糸中に張力が蓄積される。したがって、ステッチにおけるスパンデックスの全延伸は、スパンデックスの経路全体での張力の合計と関連している。
【0052】
スパンデックスの給糸張力は、図2中に示される糸切れ検出器39とロール37との間で測定される。あるいは、糸切れ検出器39が使用されない場合は、スパンデックスの給糸張力は、表面駆動パッケージ36とロール37との間で測定される。この張力が高く設定され制御されるほど、生地中のスパンデックスの延伸が大きくなり、逆もまた同様である。従来技術は、市販の丸編機中で、この給糸張力は、22dtexのスパンデックスの場合で約2〜約4cNの範囲、44dtexのスパンデックスの場合で約4〜約6cNの範囲となると教示している。これらの給糸張力の設定、および後の糸の経路の摩擦により生じる追加の張力によって、市販の編み機中のスパンデックスは、約2.5倍をはるかに超えて延伸される。
【0053】
本明細書において開示され請求される発明は、供給パッケージとニットステッチとの間のスパンデックスの摩擦を最小限にすることができる方法に期待しているわけではない。しかし、本発明の方法は、信頼性のあるスパンデックスの給糸のために十分高いスパンデックス給糸張力を維持しながら、同時にスパンデックスの延伸を約2.5倍以下に維持するために、この摩擦を最小限にする必要がある。
【0054】
本明細書において開示され請求される発明の方法により、硬質糸と添え糸編みされたスパンデックスの丸編弾性生地を編成した後、このような生地は、図5中に概略的に示される代替方法60のいずれかで仕上げが行われる。乾燥作業は、丸編弾性生地62に対して、拡布ウェブの形態(図の上段、経路61a)、または筒(図の下段、経路61b)として行うことができる。これらの経路のいずれの場合でも、湿式仕上げプロセスステップ64(スカーリング、漂白、および/または染色など)を、筒状形態にある丸編弾性生地に対して行うことができる。ソフトフロージェット染色と呼ばれる染色の一形態では、通常、張力が加わり、丸編弾性生地のある程度の長さの変形が起こる。生地の加工中、および湿式仕上げから乾燥機に移動させる間に加わるさらなる張力を最小限にし、さらに、このような湿式仕上げおよび乾燥中の移動時の張力から丸編弾性生地を緩和させ回復させることができるように、注意すべきである。
【0055】
湿式仕上げプロセスステップ64の後、絞りや遠心分離などによって丸編弾性生地の脱水66が行われる。プロセス経路61aでは、次に、筒状生地の切り開き68を行った後、仕上げ/乾燥ステップ70に送り出し、そこで場合により仕上げ剤(たとえば、パディングによる柔軟剤)の適用、引き続いて生地長さがオーバーフィードとなる条件下でテンターフレームオーブン中の乾燥を行う。プロセス経路61bでは、筒状生地は切り開かれず、筒として仕上げ/乾燥ステップ72に送られる。場合により、柔軟剤などの仕上げ剤をパディングにより適用することができる。この筒状生地は、ベルト上に載せることなどによって乾燥オーブンに通され、次に、コンパクタに送られて、単独で生地がオーバーフィード状態にされる。通常、コンパクタは、通常は蒸気雰囲気中でロールを使用して生地を移動させる。その第1のロールが、第2のロールよりも速い回転速度で駆動されることによって、生地がオーバーフィードとなる。一般に、この蒸気は生地を「再度濡らす」ことがないため、圧縮化後に追加の乾燥は不要である。
【0056】
乾燥ステップ70(経路61a)または圧縮化ステップ74(経路61b)は、長さ(機械)方向で生地のオーバーフィードが大きくなるように制御して作業が行われるため、その生地のステッチは、張力が生じずに自由に移動し再配列することができる。平坦で、しわがない、またはゆがみがない生地が、乾燥後に得られる。これらの技術は当業者には周知である。拡布生地の場合、乾燥中に生地をオーバーフィードにするためにテンターフレームが使用される。筒状生地の場合、通常、ベルト乾燥後にコンパクタ74中で強制的にオーバーフィードとなる。拡布または筒状生地のいずれの加工においても、生地の乾燥温度および滞留時間は、スパンデックスのヒートセットに必要な値よりも低く設定される。
【0057】
本明細書において開示され請求される発明の方法により、硬質糸と添え糸編みされたスパンデックスの丸編弾性フレンチテリー生地の編成後、このような生地は、図6に概略的に示される代替方法80のいずれかで仕上げが行われる。乾燥および仕上げ作業は、丸編弾性フレンチテリー生地82に対して、拡布ウェブの形態(図の上段、経路81a)、または筒(図の下段、経路 81b)として行うことができる。これらの経路のいずれの場合でも、湿式仕上げプロセスステップ84(スカーリング、漂白、および/または染色など)を、筒状形態にある丸編弾性フレンチテリー生地。ソフトフロージェット染色と呼ばれる染色の一形態では、通常、張力が加わり、丸編弾性フレンチテリー生地のある程度の長さの変形が起こる。生地の加工中、および湿式仕上げから乾燥機に移動させる間に加わるさらなる張力を最小限にし、さらに、このような湿式仕上げおよび乾燥中の移動時の張力から丸編弾性フレンチテリー生地を緩和させ回復させることができるように、注意すべきである。
【0058】
湿式仕上げプロセスステップ84の後、絞りや遠心分離などによって丸編弾性シングルジャージー生地の脱水86が行われる。プロセス経路81aでは、次に筒状生地の切り開き88を行った後、仕上げ/乾燥ステップ70に送り出し、そこで場合により仕上げ剤(たとえば、パディングによる柔軟剤またはナップ助剤(nap assist)の適用)、引き続いて生地長さがオーバーフィードとなる条件下でテンターフレームオーブン中で乾燥を行う。乾燥ステップ90の後、フリース生地の場合は、ナッピングステップ98、およびテンターフレーム100に通した最終の仕上げを行う。フレンチテリー仕上げ生地の場合は、ナッピング98および最終仕上げステップ100は不要である。プロセス経路81bでは、筒状生地は切り開かれず、筒として仕上げ/乾燥ステップ92に送られる。場合により、柔軟剤またはナップ助剤などの仕上げ剤をパディングによって適用することができる。この筒状生地は、ベルト上に載せることなどによって乾燥オーブンに通される。フリース生地の場合、乾燥後に、ナッピングステップ94および最終の圧縮化ステップ96が行われる。フレンチテリー生地の場合、生地の筒の裏返し94および圧密化96が行われる。
【0059】
乾燥ステップ90(経路81a)または圧縮化ステップ96(経路81b)は、長さ(機械)方向で生地のオーバーフィードが大きくなるように制御して作業が行われるため、その生地のステッチは、張力が生じずに自由に移動し再配列することができる。平坦で、しわがない、またはゆがみがない生地が、乾燥後に得られる。これらの技術は当業者には周知である。拡布生地の場合、乾燥中に生地をオーバーフィードにするためにテンターフレームが使用される。筒状生地の場合、通常、裏返しまたはナッピングの後にコンパクタ96中で強制的にオーバーフィードとなる。拡布または筒状生地のいずれの加工においても、生地の乾燥温度および滞留時間は、スパンデックスのヒートセットに必要な値よりも低く設定される。
【0060】
丸編弾性生地の構造設計は、部分的には、各ニットステッチの「開放性」によって特徴付けることができる。この「開放性」は、開放されている面積対各ステッチ中の糸によって覆われている面積のパーセント値と関連があり(たとえば、図1および3を参照されたい)、したがって生地の坪量および伸びの可能性と関連がある。剛性で非弾性の緯編地の場合、開放性の相対的指標として、カバーファクター(「Cf」)がよく知られている。このカバーファクターはある比率を表し、次式で定義され:
Cf=√(tex)÷L
上式中、texは、1000メートルの硬質糸のグラム重量であり、Lはミリメートルの単位でのステッチの長さである。図3は、あるシングルニットジャージーステッチパターンの概略図である。ステッチ長さ「L」がどのように定義されるかを示すために、このパターン中のステッチの1つを強調している。メートル番手がNmの糸の場合、そのtexは1000÷Nmであり、カバーファクターは、別の表現では次式のようになる:
Cf=√(1000/Nm)÷L
【0061】
本明細書において開示され請求される発明では、一実施形態においては、裸スパンデックスなどの裸のエラストマー材料、および少なくとも1つの硬質糸から添え糸編みされる商業的に有用なシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の、ヒートセットを使用しない製造であって、エラストマー材料の延伸を約2.5倍以下に維持し、以下の指針の範囲内で編地の設計および製造を行うことによる製造を説明する:
−ニット構造の開放性を特徴付けるカバーファクターは、約1.05〜約1.9の間、たとえば約1.14〜約1.6の間であり;
−硬質糸番手Neは、約10〜約85、たとえば約20〜約68であり;
−エラストマー材料は、約15〜約156dtex、たとえば約22〜約78dtexを有し;
−丸編弾性生地中のエラストマー材料含有率が、重量%基準で、約3.5%〜約30%、たとえば約3.5%〜約27%であり;
−これより形成された丸編弾性生地は、洗濯および乾燥後の収縮が、長さ方向および幅方向の両方で、約15%以下、通常、14%以下、たとえば 7%以下であり;
−丸編弾性生地は、長さ(経糸)方向で約45%〜約175%、たとえば約60%〜約175%の伸びを有し;
−硬質糸は、合成フィラメント(ポリプロピレンまたはポリエステルなど)、天然繊維の短繊維紡績糸、合成の繊維または糸(ポリプロピレンまたはポリエステルなど)と混紡された天然繊維、綿の短繊維紡績糸、合成の繊維または糸(ポリプロピレンまたはポリエステルなど)と混紡された綿、短繊維紡績ポリプロピレン、ポリエチレン、あるいは、ポリプロピレンまたはポリエチレンまたはポリエステルの繊維または糸と混紡されたポリエステル、ならびにそれらの組合せである。
【0062】
なんらかの理論によって束縛しようと望むものではないが、ニット構造中の硬質糸は、ニットステッチを圧縮しようと作用するスパンデックスの力に抵抗すると考えられる。この抵抗の有効性は、カバーファクターによって定義されるように、ニット構造と関連している。特定の硬質糸番手Neにおいて、そのカバーファクターは、ステッチ長さLに反比例する。この長さは編機上で調整可能であり、したがって制御のための重要な変数となる。
【0063】
エラストマー材料は、本発明の方法においてはヒートセットされないので、エラストマー材料の延伸は、丸編弾性、シングルジャージー、フレンチテリー、およびフリース中において、編成時の生地、仕上げ生地、または中間の処理ステップにおける生地で、測定誤差の範囲内で同じとなるべきである。
【0064】
丸編弾性シングルジャージー、フレンチテリー、およびフリース生地の場合、編機の適切なゲージは、硬質糸番手と編機ゲージとの間の従来技術の関係により選択される。ゲージの選択は、たとえば丸編弾性シングルジャージーの坪量を最適化させるために使用することができる。
【0065】
本明細書において開示され請求される発明の利点は、図4に図示される従来技術の方法を、図5および6に図示される本発明の方法と比較すれば明らかとなる。従来の編成および仕上げでは、図5および6に示される本発明の代替方法のいずれよりも、追加のプロセスステップ、追加の装置、およびはるかに多くの労働力を要する作業が必要となる。さらに、従来必要であった高温ヒートセット(図4参照)が省略されることによって、本発明の方法は、綿などの繊維の熱損傷が減少し、漂白がほとんどまたは全く必要ではなくなり、したがって仕上げ生地の「手触り」が改善される。さらなる利点として、本発明の方法において熱に弱い硬質糸を使用して、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造することができ、したがって、異なる製品および改善された製品の可能性を増加させることができる。
【0066】
柔軟剤の使用は、任意選択であるが、生地の手触りをさらに改善し、乾燥中のニットステッチの移動性を増加させるために、通常は、柔軟剤が編地に適用される。シュアソフト(SURESOFT)(登録商標)またはサンドパーム(SANDOPERM)SEIなどの柔軟剤が代表的である。丸編弾性生地は、液体柔軟剤組成物を含有するトラフに通した後、1組の加圧ローラー(パディングローラー)の間のニップに通して、過剰の液体をこのような生地から絞り出すことができる。
【0067】
本発明のさらに別の予期せぬ利点は、本発明の方法による編成され、折りたたむ(ひだを付ける)ことによって集められたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地が、従来技術の丸編シングルジャージー生地ほどには折り目がつかないことである。仕上げ生地中の目に見える折りたたみじわが少ないほど、生地の裁断および縫製によって衣服を得る場合の歩留まりが増加する。また、予期せぬことに、本発明シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、「ゆがみ」が大きく減少している。拡布または筒状のいずれの仕上げプロセスにおいてもゆがみの減少が実現される。生地のゆがみまたはねじれが増加すると、生地が対角線上で変形し、編み方向が「斜め」になる。ゆがんだ生地から作製された衣服は、体表上でねじれ、使用は容認されない。
【0068】
以下の実施例で、本明細書において開示され請求される発明、およびその利点を示す。本発明は、他の実施形態および異なる実施形態が可能であり、そのいくつかの詳細は、本明細書に開示され請求される発明の範囲および意図から逸脱しない種々の明らかな箇所において修正可能である。したがって、これらの実施例は、説明的な性質を有すると見なすべきであり、限定であると見なすべきではない。
【実施例】
【0069】
(生地の編成および仕上げ)
実施例における、硬質糸と添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は:(1)16インチのシリンダ直径、28ゲージシリンダ(周囲1インチ当たりの針数)、および48の給糸位置を有するパイ・ロン丸編機モデルPL−FS3B/T(Pai Lung Circular Knitting Machine Model PL−FS3B/T);(2)26インチのシリンダ直径、24ゲージシリンダ、および78の給糸位置を有するパイ・ロン丸編機モデルPL−XS3B/C(Pai Lung Circular Knitting Machine Model PL−XS3B/C);または(3)30インチのシリンダ直径、20ゲージシリンダ、および90の給糸位置を有するモナーク丸編機モデルVXC−3S(Monarch Circular Knitting Machine Model VXC−3S)のいずれかで編成した。28ゲージおよび20ゲージの編機は24回転/分(rpm)で操作し、24ゲージ編機は26rpmで操作した。
【0070】
これらの実施例において、各スパンデックス給糸経路(図2参照)中の糸切れ検出器は、糸の張力に対する感度を低下するように調整するか、編機から取り外すかのいずれかであった。糸切れ検出器は、糸に接触することによって、スパンデックス中に張力を発生させる種類のものであった。
【0071】
スパンデックス給糸張力は、スパンデックス供給パッケージ36とローラーガイド37(図2)との間で、ジビー(Zivy)デジタル張力計モデル番号EN−10を使用して測定した。スパンデックス給糸張力は、20および30デニールのスパンデックスの場合で1グラム以下に維持した。これらの張力は、スパンデックス糸を編針に確実かつ連続的に給糸するのに十分な高さであり、スパンデックスの延伸をわずか約2.5倍以下にするのに十分な低さであった。給糸張力が低すぎる場合には、スパンデックス糸が供給パッケージにおけるローラーガイドの周囲に巻き付き、丸編機に確実に給糸できないことが分かった。
【0072】
すべての編地は、図5の拡布プロセス61aまたは筒状プロセス61b、あるいは筒状プロセス81bまたは図6によって、スカーリング、染色、および乾燥を行った。実施例1A、11A、22、24、46、および56〜59を除いて、すべての編地は、同じ方法で仕上げを行い、ヒートセットは行わなかった。実施例1Aおよび11Aの生地は、190℃において滞留時間60秒の伸張およびヒートセットも行った。実施例22、24および46の生地は、図5の筒状プロセス61bで仕上げを行った。実施例56〜59の生地は、図6の筒状プロセスの81bで仕上げを行った。
【0073】
実施例1〜19、28〜31、および33〜47については、以下の手順で染色および仕上げを行った。300リットルの溶液中、100℃で30分間、生地のスカーリングおよび漂白を行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この水溶液は、スタビライザー(Stabilizer)SIFA(クラリアント(CLARIANT)(登録商標)、300g)(シリケートを含有しないアルカリ)、NaOH(45%、1200g)、H2O2(35%、1800g)、クリーニングのためのイメロール(IMEROL)ST(クラリアント(CLARIANT)(登録商標)、600g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標)、150g)、および防しわのためのイマコール(IMACOL)(登録商標)S(クラリアント(CLARIANT)(登録商標)、150g)を含有した。30分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(150g)(水素イオン供与体、酢酸)の300リットルの溶液中、60℃で10分間中和させた。反応性染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、60℃で60分染色した。この染料溶液は、R−3BF(215g)、Y−3RF(129g)、Na2SO4(18,000g)、およびNa2CO3(3000g)を含有した。10分後、染浴の排水を行い、再注入してHAC(150g)により60℃で10分間中和した。中和後、再び浴の排水を行い、清浄水を再注入して10分間すすぎをおこなった。中和後、300リットル容器に再び水を満たし、150gのサンドプア(SANDOPUR)RSK(クラリアント(CLARIANT)(登録商標)、セッケン)を加えた。この溶液を98℃に加熱し、生地の洗濯/セッケン洗浄を10分間行った。排水し、さらに10分の清浄水によるすすぎを行った後、生地を容器から取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。最終ステップでは、サンドパームSEI液(SANDOPERM SEI liquid)(クラリアント(CLARIANT)(登録商標)、1155g)を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。上記の手順および添加剤は、布地の製造、およびシングルジャージー編地の丸編における技術分野において使用されているものに類似している。
【0074】
実施例20および32については、以下の手順により仕上げを行った。375リットルの溶液中、100℃で30分間、生地のスカーリングおよび漂白を行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この水溶液は、スタビライザー(Stabilizer)SIFA(375g)(シリケートを含有しないアルカリ)、NaOH(45%、1500g)、H2O2(35%、2250g)、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)(クラリアント(CLARIANT)(登録商標)、281g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(112.5g)、および防しわのためのイマコール(IMACOL)(登録商標)S(187.5g)を含有した。30分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(187.5g)(水素イオン供与体、酢酸)の300のリットル溶液中、60℃で10分間中和させた。反応性染料およびその他の成分を使用して、この生地を、375リットルの水溶液中、60℃で60分染色した。この染料溶液は、R−3BF(89g)、Y−3RF(89g)、ネイビー・ブルー(NAVY BLUE)HFGG(594g)Na2SO4(22,500g)、およびNa2CO3(3750g)を含有した。10分後、染浴の排水を行い、再注入してHAC(187.5g)により60℃で10分間中和した。中和後、再び浴の排水を行い、清浄水を再注入して10分間すすぎをおこなった。中和後、375リットル容器に再び水を満たし、187.5gのサンドプア(SANDOPUR)RSK(セッケン)を加えた。この溶液を98℃に加熱し、生地の洗濯/セッケン洗浄を10分間行った。排水し、さらに10分の清浄水によるすすぎを行った後、生地を容器から取り出した。次にこの濡れた生地を遠心分離器によって8分間脱水した。最終ステップでは、アブルソフトSN201液(ABLUSOFT SN201 liquid)(1600g)(タイワン・サーファクタント(TAIWAN SURFACTANT))を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0075】
実施例21は、以下の手順により仕上げを行った。300リットルの溶液中、90℃で20分間、生地のスカーリングを行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この溶液は、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)LYS(225g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90g)、防しわのためのイマコール(IMACOL)(登録商標)S(150g)、およびソーダ灰(600g)を含有した。20分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(150g)(水素イオン供与体、酢酸)の300リットルの溶液中、60℃で10分間中和させた。分散染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、130℃で30分間染色した。この染料溶液は、分散染料、イマコール(IMACOL)S(150g)、アンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90)、サンドゲン(SANDOGEN)(登録商標)EDP(クラリアント(CLARIANT)(登録商標)、300g)、およびpH用のHACを含有した。染色後、染浴を75Cまで冷却し、排水し、清浄水を再注入して10分間すすぎを行った。排水し、清浄水を再注入して還元洗浄を85Cで30分間行った。この洗浄溶液は、1.Na2CO3(600g)、2.NaOH 45%(1,050g)3.Na2SO4(1,800g)を含有した。75Cまで冷却し、次にオーバーフローさせて排水した。次に、新しい水をHAC(150g)とともに再注入して、10分間中和させた。次に、排水し生地を取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて終ステップでは、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0076】
実施例22〜26は、以下の手順により染色および仕上げを行った。生地は、実施例21と同様にスカーリングを行ったので、上記を参照されたい。酸性染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、98で30分間染色した。この染料溶液は、クラリアント(CLARIANT)(登録商標)の酸性染料ブリリアント・ブルーCFBA(Brilliant Blue−CFBA)1.0%OWF、イマコール(IMACOL)(登録商標)S(150g)、アンチムゾル(ANTIMUSSOL)(登録商標)HT2S(150g)、サンドゲン(SANDOGEN)(登録商標)NH(225g)、ならびにpH4.5〜5.0にするためのサンドアシッド(Sandacid)VsまたはHAC(300g)を含有した。染色後、染浴を75℃まで冷却し後、排水し、清浄水を再注入して10分すすぎを行った。排水し、続いて新しい水を再注入して70Cで20分間色止めを行った。この溶液は、1.Hac(60g)、2.ナイロフィキサン(NYLOFIXAN)(登録商標)P(クラリアント(CLARIANT)(登録商標)(600g)を含有した。次に、オーバーフローさせて、排水した。再び新しい水を再注入して、さらに10分間すすぎを行い、排水した。続いて、生地を取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて最終ステップでは、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0077】
実施例27は、以下の手順により染色および仕上げを行った。300リットルの溶液中、90℃で20分間、生地のスカーリングを行い、これはトン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この溶液は、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)LYS(225g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90g)、および防しわのためのイマコール(IMACOL)(登録商標)S(150g)を含有した。20分後、溶液および生地を75℃まで冷却した後、溶液を排出した。水を再注入して、300リットルの溶液中で10分間さらにすすぎを行った。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて最終ステップでは、生地を、130℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0078】
実施例48〜55は、図5中のプロセス51aによりスカーリング、染色、および乾燥を行った。生地は、ジェット染色機(トン・ガン・エンタープライズ・カンパニー・リミテッド(Tong Geng Enterprise Co.Ltd.)TGRU−HAF−1−30)中、90℃において20分間スカーリングを行った。水1リットル当たりのスカーリング溶液中の成分の濃度は以下の通りであった:0.75g/lのヒューメクトール(Humectol)Lys(クラリアント(CLARIANT)(登録商標))、2.0g/lのNa2CO3(セソーダ(SESODA))、0.5g/lのイマコール(IMACOL)(登録商標)S(クラリアント(CLARIANT)(登録商標))、0.5g/lのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標))、および0.5g/lの氷酢酸。
【0079】
これらの生地は個別に染色を行い、すべての実施例で同じ機械を使用した。実施例48および52では、ブリリアント・レッド−SR GL(Brilliant Red−SR GL)(クラリアント(CLARIANT)(登録商標))の中間エネルギー染料タイプ(middle energy dye type)SE(またはC)を、生地の重量を基準にして(OWF)3.5%の量で使用した。実施例49および53では、ルビン(Rubine)SWF(クラリアント(CLARIANT)(登録商標))を3.0%OWF、およびブラック(Black)SWF(クラリアント(CLARIANT)(登録商標))を1.5%OWFで使用した。これらはどちらも中間エネルギー染料タイプ(middle energy dye type)SE(またはC)である。実施例50および54では、ダーク・ブルー(Dark Blue)RD2RE 300%(クラリアント(CLARIANT)(登録商標))の高エネルギー染料タイプ(high energy dye type)S(またはD)を3.5%OWFで使用した。実施例51および55では、ブラック(Black)RD−3GE 300%(クラリアント(CLARIANT)(登録商標))の高エネルギー染料タイプS(またはD)を3.57%OWFで使用した。溶液の比率は1:12であった。各生地に関して、水1リットル当たりの染料溶液中の成分の濃度は以下の通りであった:上記の染料、0.5g/lのイマコール(Imacol)(登録商標)S(クラリアント(Clariant)(登録商標))、および2.0g/lのサンドアシッド(SANDACID)(登録商標)PB(クラリアント(CLARIANT)(登録商標))。染浴のpHは4.12であった。生地のサイクル時間は51秒/サイクルであった。浴温度を、1℃/分の速度で室温から130℃まで上昇させた。このプロセスを130℃で30分間行った後、1℃/分の冷却速度で70℃まで冷却した。次に、染浴を排水し、装置に冷水を再注入した後、生地のすすぎを10分間行った。続いて、生地の還元洗浄の準備を行うために、水を排出した。
【0080】
続いて生地を、ジェット染色機中、洗浄溶液中、85℃で30分間還元洗浄した。この溶液の水1リットル当たりの成分は以下の通りであった:3.0g/lのエリオポン(Eriopon)OS(チバ(Ciba))、2.0g/lのNa2Co3(セソーダ(Sesoda))、3.33ml/lのNaOH(45%)、0.5g/lのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標))、および6.0g/lのNaS2O4。溶液の温度を、1℃/分の速度で室温から85℃まで上昇させ、その温度で30分間維持した。次にこの溶液を1℃/分の速度で60℃まで冷却し、次に排水した。その後、生地を氷酢酸で10分間中和させた後、清浄水で5分間すすぎを行った。次に、この濡れた生地は、遠心分離器によって8分間脱水するか、あるいは通常の実施のように、生地および直径、ならびに装置の速度に依存して水が除去されるまで脱水を行った。最終ステップでは、サンドパームSEI(SANDOPERM SEI)(クラリアント(CLARIANT)(登録商標),1155g)を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、約130℃のテンターオーブン中、約50%のオーバーフィードにおいて約30秒間乾燥させた。
【0081】
実施例56〜59は、ジェット染色機(ターボジェット(TURBOJET)(登録商標)、ノースカロライナ州コンコードのテクスタイル・セールス・インターナショナル(Textile Sales International,Concord,North Carolina))中、113℃において30分間漂白した。漂白溶液中の成分の濃度は、生地重量を基準にして、以下の通りであった:8%owfの過酸化水素、1%owfのスタビロン(Stabilon)EZY(登録商標)(ノースカロライナ州ハイポイントのチバ・スペシャルティ・ケミカルズ(CIBA Specialty Chemicals,High Point,North Carolina))、および中和させるための酢酸。溶液の比率は1:8であった。浴温度を、3℃/分の速度で82℃から113℃まで上昇させた。このプロセスを113℃で30分間行った後、6℃/分の速度で77℃まで冷却した。次に、この染浴を排水し、装置に77℃の水を再注入して、82℃まで加熱し、10分間運転し、77℃まで冷却し、排水した。このバッチに49℃の水を再び注入し、77℃まで加熱し、10分運転し、排水した。次に、酢酸を使用して生地を60℃で5分間中和させた後、脱水した。この濡れた生地を、通常実施されるように絞りローラーによって脱水した。実施例57および59では、ベルト緩和乾燥機(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))を使用して、最大のオーバーフィードで143℃において生地を緩和乾燥(relax dry)した。この生地を裏返し、蒸気を使用し4%のオーバーフィードで149℃において圧縮化した(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))。実施例56および58では、生地にナップ助剤(サウスカロライナ州スパータンバーグのアメリカン・テクスタイルズ・スペシャルティーズ(American Textiles Specialties,Spartanburg,South Carolina)をパディングし、ベルト緩和乾燥機(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))を使用して、最大のオーバーフィードで143℃において緩和乾燥した。ゲスナー・リンクス複動タンデムナッパー(Gessner Lynx double action tandem napper)(マサチューセッツ州チャールトンのザ・ゲスナー・カンパニー(The Gessner Company,Charlton,Massachusetts)を使用して、生地の片面上を合計4回ナッピングした。最終ステップでは、蒸気を使用し4%のオーバーフィードで149℃において生地を圧縮化した(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))。
【0082】
上記手順および添加剤は、シングルジャージー編地の生地の製造および丸編の技術分野において知られているものと類似しているであろう。
【0083】
(分析方法)
スパンデックスの延伸−20℃および相対湿度65%の環境中で実施される以下の手順を使用して、実施例におけるスパンデックスの延伸を測定する。
−1つの編み方向から200ステッチ(針)の糸試料をほどき(解きほぐし)、この試料のスパンデックスと硬質糸を分離する。より長い試料がほどかれるが、200ステッチの始まりと終わりの箇所に印をつける。
−頂部に1つの印がある1メートルの物差し上に一端を取り付けることによって、各試料(スパンデックスまたは硬質糸)を束縛しない状態で吊り下げる。各試料におもりを取り付ける(硬質糸の場合0.1g/デニール、スパンデックスの場合0.001g/デニール)。おもりをゆっくりと下に下げて、衝撃を与えずに糸試料の末端にその重量が加わるようにする。
−印の間の長さを記録する。スパンデックスおよび硬質糸の各5試料について測定を繰り返す。
−次式により平均スパンデックス延伸を計算する:
延伸=(印の間の硬質糸の長さ)÷(印の間のスパンデックス糸の長さ)。
【0084】
従来技術のように生地がヒートセットされている場合は、生地中のスパンデックスの延伸を測定することは通常不可能である。その理由は、スパンデックスのヒートセットに必要な高温によって、スパンデックス糸表面が軟化し、生地中のステッチが交差する点16において裸スパンデックスがそれ自体に付着するためである(図1)。このような複数の付着点のために、生地の編み方向をほどいて糸試料を取り出すことができない。
【0085】
生地重量−直径10cmのダイを使用して編地試料を打ち抜く。切り取られた各編地試料は、グラムの単位で重量を測定する。次に、グラム/平方メートルとして「生地重量」を計算する。
【0086】
スパンデックス繊維含有率−編地を手でほどく。スパンデックスを、付随する硬質糸から分離し、実験室用精密天秤またはねじりばかりを使用して重量を測定する。スパンデックス含有率は、生地重量に対するスパンデックス重量のパーセント値として表される。
【0087】
生地の伸び−伸びは経糸方向のみで測定する。結果の一貫性を保証するために、3つの生地試験片を使用する。長さが既知の生地試験片を静的伸張試験機上に搭載し、長さ1センチメートル当たり4ニュートンの負荷となるおもりをこの試験片に取り付ける。手によって試験片を3サイクル動かした後、束縛のない状態で吊り下げる。次に、重み付けした試験片の伸びた長さを記録し、その生地の伸びを計算する。
【0088】
収縮−それぞれが60×60センチメートルである2つの試験片を、編地から取り出す。この正方形の生地の各辺の近くに3つのサイズマークを描き、これらの印の間の距離を記録する。次に試験片を順次、40℃の水温において12分間の洗濯サイクルで3回洗濯機で洗濯し、実験室環境中のテーブル上で風乾する。次にサイズマークの間の距離を再測定して、収縮量を計算する。
【0089】
フェイスカール−4インチ×4インチ(10.16cm×10.16cm)の正方形の試験片を編地から切り取る。この正方形の中心に点を付け、その点が「X」の中心となるように「X」を描く。この「X」の脚部は長さが2インチ(5.08cm)であり、正方形の外角と一直線に並ぶ。このXをナイフで注意深く切断し、次に切断によって形成された内側の2つの点における生地のフェイスカールを直ちに測定し、さらに2分以内に再測定し、それらを平均する。これらの生地の点が360°の円として完全にカールする場合は、そのカールを1.0と評価し;カールがわずか180°である場合は、そのカールを1/2と評価し;その他も同様に評価する。3/4以下のカール値が許容される。
【0090】
示差走査熱量測定−この手順は、示差走査熱量計(DSC)から試料を取り外すことなく、スパンデックスの同じ試験片内で4つの温度を生じさせる。DSC装置は、パーキン・エルマー示差走査熱量計モデル・パイリス1(Perkin Elmer Differential Scanning Calorimeter Model Pyris 1)であり、パーキン・エルマー(Perkin Elmer)(45ウィリアム・ストリート(William Street)、ウェルズリー(Wellesley)、マサチューセッツ州、02481−4078、米国、電話781−237−5100)より市販されている。この装置を、50℃で始まり、各温度で1分間保持しながら140℃、160℃、180℃、および200℃に加熱が行われるように設定する。各吸熱をスキャンした後、試料を50℃の開始温度まで冷却し、続いて50℃で5分間維持した後、次のより高い温度でスキャンを行う。
【0091】
次に、前の試験で誘導される吸熱の位置を特定するために、試験片を50℃〜240℃でスキャンする。各吸熱は±3℃で特定される。測定された吸熱と、誘導される温度との不一致は、DSC装置の許容誤差内である。
【0092】
分子量分析−スパンデックス繊維の分子量は以下の方法によって求めることができる。フィルター光度検出器中に280ナノメートルフィルターを取り付けたUV検出器と、および2つのフェノゲル(PHENOGEL)カラム(直線/混床中にスチレンおよびジビニルベンゼンの5ミクロンの充填材を充填した300mm×7.8mm(カリフォルニア州トランスのフェノメックス(PHENOMEX,Torrance,CA))とを取り付けた、アジレント・テクノロジーズ(Agilent Technologies)1090 LC(液体クロマトグラフ、カリフォルニア州パロアルトのアジレント・テクノロジーズ(Agilent Technologies,Palo Alto,CA))を使用して、スパンデックスポリマーの分子量を分析した。1ml/分の流速、および60℃のカラム温度において移動相中に試料を流した。分析する試料は、溶媒1ミリリットル当たり2.0〜3.0ミリグラムのポリマーを使用して調製する。50マイクロリットルのポリマー溶液試料をLCに注入して分析を行う。この結果得られたクロマトグラフィーデータは、ビスコテック(VISCOTEK)(登録商標)250 GPCソフトウェア(テキサス州ヒューストンのビスコテック(VISCOTEK,Houston,Texas))を使用して解析した。
【0093】
このLCは、ハミエレックのブロード標準較正方法(Hamielec Broad standard calibration method)と、仕上げ剤、添加剤、および顔料を含有せず分子量の安定したポリウレタン/尿素ポリマーのブロード標準物質とを使用して較正した。このブロード標準物質は、標準物質として使用する前に、十分に特性決定を行って、重量平均分子量(104,000ダルトン)および数平均分子量(33,000ダルトン)が得られた。
【0094】
生地の塩素劣化試験−Xrel−塩素によって引き起こされる劣化に対する生地の抵抗性を測定するために、水泳用プールの環境を模倣した試験を行った。3.5ppmの塩素および1.5ppmの尿素を含有し、pH7.6および温度25℃の浴中で、模擬水泳用プール溶液中に沈めながら、生地のループのサイクル試験を行った。この生地試料の寸法は22cm×5cmであり、その長軸の両端上の1cmにおいて縫い目線を有する。最終的に縫い合わされた寸法はループ10cm×幅5cmである。この縫い合わせた試料ループを棒状の試料ホルダー上に取り付け、長手方向で0〜40%の伸びを繰り返した。生地の力を20分ごとに、合計連続120時間測定する。対照生地は、塩素処理した水泳用プールを模倣した環境中での高耐久性に関して最先端である、21%のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)を含有する経編トリコット生地(54den、60デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T275B、および40den、44デシテックスのテクスチャード加工されたナイロン66)である。基準生地は、40den(44デシテックス)のナイロン66および40den(44デシテックス)のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cから製造した、黒色に染色したトリコット経編(両面編)である。この生地の内容は、83%のナイロン、および17%のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)である。Xrelは、試験品目がその元の力の40%に到達するまでの時間数(ここで100%は、試験を3時間実施した後の、センチニュートンの単位での生地の力として定義される)を、基準生地がその元の力の40%に到達するまでの時間数で割った比である。
【0095】
(実施例)
以下の表1は、実施例の編地の編成条件を示している。スパンデックスの供給にはライクラ(LYCRA)(登録商標)スパンデックス(Spandex)タイプ162、169、または562を使用した。ライクラ(LYCRA)(登録商標)スパンデックスのデニール数は、70、55、40、30、20、および15であり、それぞれ78dtex、61dtex、44dtex、33dtex、22dtex、および17dtexであった。ステッチ長さLは、機械の設定とした。以下の表2は、仕上げ生地に対する試験の主要結果をまとめている。表3は、実施例38における塩素劣化に対するデータをまとめている。カール値は、すべての試験条件で許容できる結果となったので、以下でさらなる議論は行わない。スパンデックスの給糸張力はグラムの単位で示している。1.00グラムは0.98センチニュートン(cN)に等しい。
【0096】
【表1】
【0097】
【表2】
【0098】
【表3】
【0099】
【表4】
【0100】
【表5】
【0101】
(実施例1〜10)
実施例1−40デニールのスパンデックスの給糸張力は5グラム(4.9cN)であり、これは従来技術において推奨される4〜6cNの範囲内である。スパンデックスの圧縮力のため、編地時の坪量は高く(266 g/m2)、仕上げ生地ではさらに高かった(306g/m2)。長さ方向の収縮も7%を超えた。
【0102】
実施例1A−実施例1の編地について、190℃で60秒間、伸張およびヒートセットを行った。編成時の重量および伸び特性は実施例1と同じであったが、ヒートセットによって仕上げ生地では204g/m2および115%の伸びに減少した。ヒートセットステップのために裸スパンデックスが互いに付着するので、ヒートセットした生地をほどくことができなかったため、スパンデックスの延伸および含有率は、前述の分析方法では測定できなかった。しかしスパンデックス含有率は実施例1と同じであった。
【0103】
実施例2−パラメータは典型的な値に設定した。綿番手は54Nmであり、カバーファクターは1.4であり、スパンデックスのデニール数は20であり、スパンデックスの延伸は2.0であった。このスパンデックスは、ライクラ(LYCRA)(登録商標)スパンデックス・タイプ(Spandex Type)169であった。この編地はヒートセットを行わなかった。
【0104】
実施例3−20デニールのスパンデックスの給糸張力を、0.8グラム(0.78cN)まで低下させた。パイ・ロン(Pai Lung)編機およびスパンデックス糸経路では、これは、供給パッケージからのスパンデックスの取り出しの一貫性を維持するための給糸張力の最小値であった。この編地はヒートセットを行わなかった。
【0105】
実施例4−ステッチ長さを2.3mmまで減少させ、それによってカバーファクターは本発明のほぼ上限の1.87となった。この編地はヒートセットを行わなかった。
【0106】
実施例5−カバーファクターを1.2の値まで減少させるために、ステッチ長さを3.57mmまで増加させた。この値は本発明の限界(下限1.3)よりも小さい。この編地はヒートセットを行わなかった。スパンデックスの延伸は2.2をわずかに超えたが、これは恐らく、より長いステッチ長さにおける編針の摩擦によってスパンデックスの延伸の相互作用が起こったためである。
【0107】
実施例6−この実施例では、綿紡績糸番手を54Nmから68Nmに増加させた。ステッチ長さは3.06mmに維持することで、紡績糸番手のこのような変化によって、カバーファクターが1.25まで減少した。この編地はヒートセットを行わなかった。
【0108】
実施例7−周囲1インチ当たり24針のゲージを有する編機モデルPL−XS3B/Cを使用して、この実施例の生地を編成した。すべての編成および生地設計の変量は、本発明の範囲内であった。この編地はヒートセットを行わなかった。
【0109】
実施例8−スパンデックスのデニール数を30デニールまで増加させ、綿番手を68Nmまで増加させ(デニール数は減少)、それによって、生地中の%スパンデックス含有率が12.1%に低下した。カバーファクターを1.4に維持するために、ステッチ長さを減少させた。この編地はヒートセットを行わなかった。
【0110】
実施例9−2つの硬質糸をスパンデックスとともに添え糸編みしてニットステッチを得た。第1の硬質糸は、番手が60Neまたは101.6Nmの紡績綿であった。第2の硬質糸は、83dtexおよび34本のフィラメントの連続フィラメントポリエステル糸であった。これらを、22dtex(20デニール)のスパンデックスとともに添え糸編みした。これらを組合せた硬質糸の番手は55Nmであった。この編地はヒートセットを行わなかった。
【0111】
実施例10−スパンデックスの供給に、異なるスパンデックス糸のライクラ(LYCRA)(登録商標)スパンデックス・タイプ(Spandex Type)562(「イージーセット」(easy−set))を使用したことを除けば、プロセスパラメータは実施例2と同じであった。この編地はヒートセットを行わなかった。
【0112】
(実施例11〜27)
実施例11−44デシテックスのスパンデックスの給糸張力を5グラム(4.9cN)とし、これは従来技術において推奨される4〜6cNの範囲内である。
【0113】
実施例11A−実施例11の編地について、190℃で60秒間、伸張およびヒートセットを行った。編成時の重量および伸び特性は実施例11と同じであったが、ヒートセットによって仕上げ生地では204g/m2および115%の伸びに減少した。このスパンデックス含有率は実施例11と同じであった。
【0114】
実施例12−33dtexのT169Bのスパンデックスを、20Neの綿硬質糸とともに2.2倍の延伸で編成した。
【0115】
実施例13−33dtexのT169Bのスパンデックスを、20Neの綿硬質糸とともに1.8倍の延伸で編成した。
【0116】
実施例14−78dtexのT562Bのスパンデックスを、26Neの綿硬質糸とともに2.0倍の延伸で編成した。
【0117】
実施例15−78dtexのT562Bのスパンデックスを、32Neの綿硬質糸とともに1.8倍の延伸で編成した。この生地の含有率は、19%のスパンデックスであった。
【0118】
実施例16−78dtexのT562Bのスパンデックスを、20Neの綿硬質糸とともに1.7倍の延伸で編成した。
【0119】
実施例17−44dtexのT562Bのスパンデックスを、20Neの綿硬質糸とともに1.8倍の延伸で編成した。
【0120】
実施例18−22dtexのT162Cのスパンデックスを、26Neの綿の硬質糸とともに2.1倍の延伸で編成した。この生地の含有率は4.0%のスパンデックスであった。
【0121】
実施例19−22dtexのT162Cのスパンデックスを、26Neの綿の硬質糸とともに2.5倍の延伸で編成した。この生地の含有率は4.0%のスパンデックスであった。
【0122】
実施例20−78dtexのT162Cのスパンデックスを、20Neの綿の硬質糸とともに2.0倍の延伸で編成した。この生地の含有率は6.0%のスパンデックスであった。
【0123】
実施例21−22dtexのT162Cのスパンデックスを、40Neの紡績ポリエステル硬質糸とともに1.9倍の延伸で編成した。
【0124】
実施例22−22dtexのT169Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61bにより筒として仕上げを行った。
【0125】
実施例23−22dtexのT169Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0126】
実施例24−22dtexのT562Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61bにより筒として仕上げを行った。
【0127】
実施例25−22dtexのT562Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0128】
実施例26−61dtexのT162Cのスパンデックスを、116デシテックスのテクスチャード加工されたポリプロピレン硬質糸とともに2.5倍の延伸で編成した。この生地のスパンデックス含有率は18%であった。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0129】
実施例27−61dtexのT162Cのスパンデックスを、116デシテックスのテクスチャード加工されたポリプロピレン硬質糸とともに2.0倍の延伸で編成した。この生地のスパンデックス含有率は27%であった。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0130】
(実施例28〜32)
実施例28−22dtexのT169Bのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0131】
実施例29−22dtexのT162Cのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0132】
実施例30−22dtexのT562Bのスパンデックスを、32Neの綿の硬質糸とともに1.8倍の延伸で編成した。
【0133】
実施例31−22dtexのT562Bのスパンデックスを、26Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0134】
実施例32−22dtexのT169Bのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0135】
(実施例33〜45)
実施例33−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T165C(15デニール、17デシテックス)であった。図5の61aにより、生地の染色および仕上げを行った。
【0136】
実施例34−この場合の硬質糸およびスパンデックスは、実施例37と同じであったが、スパンデックスは2.0倍に延伸した。図5の61aにより、生地の染色および仕上げを行った。
【0137】
実施例35−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。実施例35の生地中のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)含有率は25%であった。図5の61aにより、生地の染色および仕上げを行った。
【0138】
実施例36−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.39デニール/フィラメント)であった。スパンデックスは、2.3倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0139】
実施例37−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、2.08デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0140】
実施例38−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、2.08デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。図5の61aにより、生地の染色および仕上げを行った。表3のように、塩素劣化に対する抵抗性の指標であるXrelは、最先端技術の対照生地よりも優れている。
【0141】
実施例39−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(150 デニール、165デシテックス、4.17 デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162C(70 デニール、78デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0142】
実施例40−この実施例では、XXにおいて追加の孔を有する図2のような糸キャリアを使用して、2つの硬質糸をスパンデックス弾性糸と添え糸編みした。この実施例の硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)およびリング紡績綿(40/1Ne、130デニール、143デシテックス)との50/50混紡であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(20デニール、22デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0143】
実施例41−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.7デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の28ggの機械(1)であった。図5の61aにより、生地の仕上げを行った。
【0144】
実施例42−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0145】
実施例43−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0146】
実施例44−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0147】
実施例45−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(150デニール、165デシテックス、4.2デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162C(70デニール、78デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0148】
実施例46−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス162B(40デニール、44デシテックス)であった。この生地は、図5の61bにより仕上げを行ったが、圧縮化は行わなかった。
【0149】
実施例47−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。生地は、24ggパイ・ロンモデルPL−XS3B/C(Pai Lung Model PL−XS3B/C)編機上で編成し、手で平坦な生地に切り開いた。この切り開いた生地を縫製して筒に戻し、図5中の経路61aによりスカーリングを行った。スカーリング後に生地の仮縫いを外し、拡布形態でテンターフレーム上130℃で45秒間乾燥させた。
【0150】
実施例48−この実施例における硬質糸は、ポリエチレンテレプタレート(polyethylene terepthalate)(PET)ポリマー(以降「2GTポリエステル」と呼ぶ)であった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は青色に染色した。
【0151】
実施例49−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は黒色に染色した。
【0152】
実施例50−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は赤色に染色した。
【0153】
実施例51−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は紫色に染色した。
【0154】
実施例52−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は青色に染色した。
【0155】
実施例53−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は黒色に染色した。
【0156】
実施例54−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は赤色に染色した。
【0157】
実施例55−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は紫色に染色した。
【0158】
(実施例56〜59)
実施例56−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、33dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工およびナッピングを行って、片面フリース仕上げ生地を得た。
【0159】
実施例57−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、33dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工および仕上げを行って、フレンチテリー仕上げ生地を得た。
【0160】
実施例58−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、22dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工およびナッピングを行って、片面フリース仕上げ生地を得た。
【0161】
実施例59−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、22dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工および仕上げを行って、フレンチテリー仕上げ生地を得た。
【0162】
以上より、本発明により、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を有する丸編弾性生地、ならびに乾熱ヒートセットステップを必要としないその製造方法が提供され、前述の目的および利点が十分に実現されることが明らかであろう。本発明を、それらの特定の実施形態とともに説明してきたが、多くの代案、修正、および変形が当業者には明らかであることは明白である。したがって、添付の請求項の意図および広い範囲の中にあるこのようなすべての代案、修正、および変形が採用されることを意図している。
【図面の簡単な説明】
【0163】
【図1】硬質糸とスパンデックスとを含む添え糸編みされたニットステッチの概略図である。
【図2】スパンデックス供給糸および硬質糸供給糸が供給される丸編機の一部の概略図である。
【図3】一連のシングルジャージーニットステッチを示し、1つのステッチのステッチ長さ「L」を強調している概略図である。
【図4】すべての編み方向中に添え糸編みされた裸スパンデックスを有する丸編弾性生地を製造するための従来技術のプロセスステップを示すフローチャートである。
【図5】本発明の一実施形態のすべての編み方向中に添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造するための本発明のプロセスステップを示すフローチャートである。
【図6】本発明の一実施形態の1つおきの編み方向中に添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造するための本発明のプロセスステップを示すフローチャートである。
【技術分野】
【0001】
本発明は、糸を生地に丸編することに関し、特に、紡績された硬質糸および/または連続フィラメントの硬質糸と、エラストマー裸糸との両方を含む、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地に関する。特に、本明細書において特許請求され開示される発明は、追加のヒートセットステップを必要とせずに所定の使用特性を有する仕上げ生地が得られるように、エラストマー裸糸の延伸が制御された方法で丸編された生地に関する。
【背景技術】
【0002】
シングルニットジャージー生地は、肌着、およびTシャツなどの上半身用(top−weight)衣服を製造するために広く使用されている。織物構造と比較すると、この編地は、編地を形成する個々のニットステッチ(相互に接続されたループで構成される)が押し込まれたり伸びたりすることによって、より容易に変形したり伸張したりすることができる。ステッチが再配列されることで伸張するこの能力によって、編地でできた衣服に着心地のよさが付与される。編地が、たとえば、綿、ポリエステル、ナイロン、アクリル、または羊毛などの100%硬質糸で構成されている場合でさえも、加えられた力が除去された後に、ニットステッチはその元の寸法まである程度回復する。しかし、エラストマー性ではない硬質糸では、ニットステッチを完全に再配列させるのに十分な回復力が得られないため、このニットステッチの再配列による回復は一般に不完全となる。その結果、シングルニット編地では、シャツの袖の肘の部分など、より大きな伸長が起こる衣服の特定の領域で、永続的な変形または「バギング」が生じうる。
【0003】
丸編シングルニット編地の回復性能を改善するために、現在、スパンデックス繊維などの少量のエラストマー性繊維を、付随する硬質糸とともに編成することが一般的である。
【0004】
従来、生地が編成され、丸編機の拘束から解放された後に、スパンデックスを「硬化」するためのヒートセットが使用されない場合、生地中の伸張されたスパンデックスが収縮して生地のステッチを圧縮し、その生地の寸法は、スパンデックスが存在しない場合の寸法よりも小さくなる。
【0005】
ヒートセットは、すべての種類の緯編弾性生地に使用されているわけではない。ある場合においては、ダブルニット/リブおよび平坦なセーターニットなどのヘビーニットが望まれている。これらの場合においては、スパンデックスによる一部のステッチの圧縮が許容される。別の場合においては、裸スパンデックス繊維が、コアスピニングまたはスピンドル被覆作業において天然または合成の繊維で被覆され、それによって、スパンデックスの回復およびその結果によるステッチの圧縮は、この被覆によって抑制される。さらに別の場合においては、裸または被覆されたスパンデックスは、第2または第3の編み方向ごとにのみ添え糸編みされ、それによってニットステッチを圧縮する全体の回復力が制限される。特殊な機械で編成される間に、筒状ニットが直接使用するために成形される方法であるシームレス編成においては、緻密で伸縮性のある生地が意図されるため、生地のヒートセットは行われない。しかし、裁断および縫製のために製造され、各編み方向ごとに裸スパンデックスが添え糸編みされている丸編弾性シングルジャージー生地では、ほとんどの場合にヒートセットが必要となる。
【0006】
ヒートセットはいくつかの欠点を有する。弾性ではない生地(剛性の生地)に対して、スパンデックスを含有するニット弾性生地を仕上げるために、ヒートセットが余分なコストとなる。さらに、高いスパンデックスヒートセット温度は、付随する敏感な硬質糸に対して、綿の黄変などの悪影響を及ぼす場合があり、そのため、漂白などより強力な仕上作業が後で必要となる。強力な漂白は、生地の「手触り」などの生地の触感に対して悪影響を与える場合があり、製造者は、漂白を弱めるために柔軟剤を含めることが通常必要となる。さらに、ある種の繊維は、高温熱処理に耐えることができない。ポリアクリオニトリル(polyacryonitrile)、羊毛、およびアセテートからできたものなどの熱に弱い硬質糸は、高いヒートセット温度がこのような熱に弱い糸に対して悪影響を及ぼすため、高温スパンデックスヒートセットステップにおいて使用することができない。最後に、別の繊維は、繊維の融点が低いために熱に弱い。たとえば、ポリプロピレンは155℃の軟化点を有し、そのため、ヒートセットを必要とする生地の加工には適していない。
【0007】
ヒートセットの欠点は、以前から認識されており、その結果、ある程度低い温度でヒートセットするスパンデックス組成物が同定されている(米国特許公報(特許文献1)および米国特許公報(特許文献2)、どちらもそれらの記載内容全体が明示的に本明細書に援用される)。たとえば、米国特許公報(特許文献2)において規定されるスパンデックスは85%以上のヒートセット効率を有する。85%のヒートセット効率値は、有効なヒートセットの最低値と見なされている。これは、伸張したスパンデックスのヒートセット前後の長さを、伸張前のスパンデックスの長さと比較する実験室試験によって測定される。このようなより低いヒートセットのスパンデックス組成物によって改善点が得られるが、ヒートセットはなお必要であり、ヒートセットに関連する費用はあまり削減されていない。
【0008】
丸編地の製造およびヒートセットの従来の実施は、さらなる欠点を有する。編地は、連続した筒の形態で丸編機から出現する。この筒が編成において形成されると、これは、張力下でマンドレル上に巻き取られるか、または、ひだを付けたり軽く折りたたんだりすることによって編機の下で平になった管として集められる。いずれの場合も、生地の筒が折りたたまれたり平坦化されたりした位置において2つの永続的な折り目が生地に定着する。この折り目の1つに沿って生地の管を切ることによって生地が「開かれる」が、通常、生地の後の使用および裁断では、残った折り目を避ける必要がある。このため、生地の歩留まり(すなわち、さらに加工して衣服にすることができる編地の量)が減少する。
【0009】
【特許文献1】米国特許第5,948,875号明細書
【特許文献2】米国特許第6,472,494号明細書
【特許文献3】米国特許第6,846,866号明細書
【非特許文献1】デュポン・テクニカル・ブルティン(DuPont Technical Bulletin)L410)
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上の欠点を考慮すると、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を有し、さらに、従来技術のヒートセット方法に関連する費用および欠点が回避される、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法が必要とされている。さらに、本発明は、従来技術に対して材料の使用における利点を有する、シングルジャージー、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地の筒としての形成(安定化、染色、および仕上げ)を行うことができる。
【課題を解決するための手段】
【0011】
本発明は、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を含む、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を提供し、このシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、生地内のエラストマー性繊維の乾熱ヒートセットを必要とせずに商業的に許容される性質を有するように製造される。本発明の一実施形態においては、(1)編成プロセス中のエラストマー性繊維の延伸を制限することができ、(2)特定の所望のシングルニットジャージー生地のパラメータを維持することができる。
【0012】
本発明の第1の態様は、15〜156dtex、たとえば22〜78dtexの裸スパンデックス糸などの裸のエラストマー材料が、10〜85、たとえば20〜68の番手(Ne)を有する紡績糸および/または連続フィラメント糸、あるいはそれらの混紡糸の少なくとも1つの硬質糸と添え糸編み可能となる、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法を含む。
【0013】
上記エラストマー材料および上記少なくとも1つの硬質糸は、すべての編み方向に添え糸編みを行うことができる。この編成方法によって製造されるシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、1.05〜1.9、たとえば約1.14〜約1.6のカバーファクターを有することができる。編成中、エラストマー材料の供給における延伸は、丸編弾性生地を形成するために編成する場合、エラストマー材料をその元の長さの2.5倍以下に延伸できるように制御することができる。
【0014】
さらに、本明細書の丸編弾性生地は、生地または生地内のエラストマー材料のヒートセットは行わずに、仕上げおよび/または乾燥のステップなどの少なくとも1つのさらなる処理ステップを行うことができる。エラストマー材料は、ヒートセット温度において少なくとも約85%の範囲内のヒートセット効率でヒートセットされ、したがって、エラストマー材料ヒートセット温度よりも低い温度に丸編弾性生地を晒すことができ、乾熱ヒートセットを防止することができる。仕上げは、クリーニング、漂白、染色、乾燥、および圧縮化、ならびにこれらのステップの任意の組合せなどの1つまたは複数のステップを含むことができる。仕上げは、ナッピングを含むこともできる。仕上げおよび乾燥は、160℃未満の1つまたは複数の温度で行うことができる。乾燥または圧縮化は、丸編弾性生地が経糸方向でオーバーフィード状態にあるときに行うことができる。
【0015】
結果として得られる丸編弾性生地は、1平方メートル当たりの全生地重量を基準にして約3.5%〜約30重量%、たとえば1平方メートル当たりの全生地重量を基準にして約3.5%〜約27重量%のエラストマー材料含有率を有することができる。さらに、このような丸編弾性生地は、約1.05〜約1.9、たとえば、約1.4のカバーファクターを有することができる。
【0016】
本発明の第2および第3の態様は、本発明により製造されたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地、ならびにそのような生地から構成される衣服を含む。本発明の方法によって製造された丸編弾性生地は、合成フィラメント、綿、または綿混紡の硬質糸を使用して形成することができ、約140〜約500g/m2、たとえば約170〜約300g/m2の坪量を有する。さらに、この丸編弾性生地は、長さ(経糸)方向で約45%〜約175%、たとえば約60%〜約175%の伸びを有し、洗濯および乾燥後の収縮が、長さおよび幅の両方で約15%以下、通常、14%以下、たとえば約7%未満である。この丸編弾性生地は、(分子量分析または示差走査熱量測定法によって示される際の)約135℃以下の温度に晒すことができる。丸編弾性生地は、筒(丸編プロセスから出てきた状態)の形態の場合もあるし、平坦なニットの形態の場合もある。この生地の筒に切れ目を入れて、平坦な生地を得ることができる。丸編弾性生地は、通常、約1.0以下、たとえば約0.5以下のフェイスカールのカール値を有する。衣服としては、水着、肌着、Tシャツ、ならびに上半身用または下半身用(bottom−weight)衣服、たとえば、既製服、運動用衣服、または室外着を挙げることができる。
【0017】
本発明の別の態様は、すべての編み方向中にエラストマー繊維を含有し塩素に対する実質的に高い劣化抵抗性を有する、裸のエラストマー材料を含有する生地を提供することであり、これによってこの生地は、特殊な配合の耐塩素性スパンデックス(米国特許公報(特許文献3))を使用して製造されたスパンデックス生地と類似の塩素プールに対する耐久性を有する。この生地は、少なくとも約7のXrelを有することができる。この生地は、筒(丸編プロセスから出てきた状態)の形態の場合もあるし、平坦なニットの形態の場合もある。この生地の筒に切れ目を入れて、平坦な生地を得ることができる。
【0018】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地であって、その少なくとも1つのエラストマー材料が、その元の長さの約2.5倍以下に延伸可能である、丸編弾性生地を提供する。
【0019】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法であって、少なくとも1つのエラストマー材料をその元の長さの約2.5倍以下に延伸するステップを含み、乾熱ヒートセットステップは含む場合も含まない場合もある、製造方法をさらに提供する。さらに、追加のヒートセットステップを使用することもできる。
【0020】
本発明は、少なくとも1つのエラストマー材料が組み込まれたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地であって、筒の形態で製造することができ、目に見える側面の折り目が存在しないように形成することができ、丸編弾性生地の全体部分は、折り目を全く有さないことができ、そのような生地の裁断および縫製によって衣服を得るために使用することができる、丸編弾性生地をさらに提供する。
【0021】
したがって、本発明は、熱に弱い硬質糸と、組み込まれた少なくとも1つエラストマー材料とから形成された、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を提供する。
【0022】
本発明のその他の特徴および利点は、以下の詳細な説明を添付の図面および添付の特許請求の範囲と併せて読むことで、明らかになるであろう。
【発明を実施するための最良の形態】
【0023】
例示的な図面、実験、結果、および実験手順によって本発明の少なくとも1つの実施形態を詳細に説明する前に、以下の説明、あるいは図面、実験、および/または結果に示される構成要素の構成および配列の詳細に、本発明の適用が限定されるものではないことを理解されたい。本発明は、その他の実施形態も可能であり、種々の方法で実施または実行が可能である。したがって、本明細書において使用されている文言は、取り得る最も広い範囲および意味が与えられることを意図しており、実施形態は、例示的なものを意味しており、網羅的なものを意味するものではない。また、本明細書において使用される表現および用語は、説明を目的としており、限定と見なすべきではないことを理解されたい。
【0024】
本明細書において使用される場合、用語「エラストマー材料」または「エラストマー」は、天然ゴムの優れた伸縮性および回復を有する合成材料を意味するものと理解され、その材料は、その元の長さの少なくとも2倍まで繰り返し引き伸ばすことができ、応力を開放すると直ちに強制的にそのほぼ元の長さに回復することができる。「エラストマー材料」は、一般に、繊維形成性材料が、セグメント化ポリウレタンを有する長鎖合成ポリマーである人造繊維である。本発明により使用可能なエラストマー材料の例としては、スパンデックス、エラステイン(elastane)、アニデックス(anidex)、エラストエステル(elastoester)、二成分フィラメントゴム、およびそれらの組合せが挙げられるが、これらに限定されるものではない。
【0025】
本明細書において使用される場合、「スパンデックス」は、繊維形成性物質が、少なくとも85%のセグメント化ポリウレタンで構成される長鎖合成ポリマーである人造繊維を意味する。このポリウレタンは、ポリエーテルグリコールと、ジイソシアネートおよび鎖延長剤の混合物とから調製され、次に、溶融紡糸、乾式紡糸、または湿式紡糸によって、スパンデックス繊維が軽視絵される。スパンデックスは、好ましくは、ライクラ(Lycra)(登録商標)スパンデックス(Spandex)タイプT162B、T162C、T165C、T169B、およびT562などの、丸編用に市販されているエラステイン(elastane)製品である。
【0026】
本明細書において使用される場合、用語「デニール」は、繊維または糸の線密度(または繊度)の相対的指標であると理解されたい。数値的にはデニールは、9,000メートルの長さの材料当たりの単位gでの重量に等しい。本明細書において使用される場合、用語「デシテックス」は、10,000メートルの長さの材料当たりの単位gでの重量に等しいと理解することができる。
【0027】
本明細書において使用される場合、用語「延伸」は、スパンデックスなどのエラストマー材料のストランドに加えられる伸張の量を意味し、この結果エラストマー材料のストランドの線密度が減少する。繊維の延伸は、その繊維に加えた伸び(伸張)と直接関連している。たとえば、100%の伸びは2倍の延伸に対応、200%の伸びは3倍の延伸に対応、などとなる。
【0028】
本明細書において使用される場合、用語「硬質糸」は、天然および/または合成の短繊維紡績糸、天然および/または合成の連続フィラメント糸、ならびにそれらの組合せなどの、あまり高い弾性伸張量を有さない編糸を意味すると理解されたい。本発明により短繊維紡績糸および/または連続フィラメントの硬質糸中に使用できる材料の例としては、綿、ポリエステル、ナイロン、ポリプロピレン、ポリエチレン、アクリル、羊毛、アセテート、ポリアクリオニトリル(polyacryonitrile)、およびそれらの組合せが挙げられるが、これらに限定されるものではない。本発明において使用される天然繊維は、セルロース系繊維(すなわち綿、竹)またはタンパク質(すなわち羊毛、絹、ダイズ)繊維などの繊維を意味するものと理解されたい。
【0029】
本明細書において使用される場合、用語「硬質糸番手」は、糸の繊度または線密度の指標を意味するものと理解されたい。硬質糸番手は、間接的な単位(単位重量または質量当たりの長さ)または直接的な単位(単位長さ当たりの重量)で表すことができる。一実施形態においては、硬質糸番手は、英国式の測定系の「Ne」、およびメートル法における「Nm」で表される。
【0030】
本明細書において使用される場合、用語「経糸方向」は生地の長さ方向を意味し、用語「緯糸」は生地の幅方向を意味する。
【0031】
本明細書において使用される場合、用語「カバーファクター」は、糸によって示される生地表面の、全生地表面に対する比を意味するものと理解されたい。カバーファクターは、丸編地の構造設計を特徴付ける各ニットステッチの開放性の相対的指標である。この「開放性」は、開放されている面積対各ステッチ中の糸によって覆われている面積のパーセント値と関連がある。カバーファクターの計算については、本明細書において、より詳細に後に説明する。
【0032】
丸編機における編組織において、スパンデックスを併せて編成する方法は「添え糸編み」と呼ばれる。硬質糸および裸スパンデックス糸が、並列で隣り合わせの関係で編成され、スパンデックス糸は常に硬質糸の一方の側に維持され、したがって編地の一方の側に維持される。図1は、添え糸編みされたニットステッチ10の概略図であり、編成された糸は、スパンデックス12と、マルチフィラメント硬質糸14とを含む。スパンデックスが硬質糸とともに添え糸編みされて編地が形成される場合、スパンデックス繊維の費用が追加された上に、さらなる加工の費用が追加される。たとえば、丸編弾性シングルジャージー生地を製造する場合、通常、仕上げステップにおいて、生地の伸張およびヒートセットが必要となる。
【0033】
「丸編」は、編針が丸編みベッド中に組織化された緯編の一形態を意味する。一般に、シリンダが、回転し、カムと相互作用して、編成操作のための針を往復移動させる。編成される糸は、パッケージから、糸ストランドを針に向けるキャリアプレートまで供給される。丸編地は、シリンダの中央を通って編針から筒状の形態で出現する。
【0034】
ある周知の方法40による弾性丸編地を製造するためのステップを図4に概説している。種々の生地の編組織および生地の最終用途のためにさまざまな方法が存在するが、図4に示されるステップは、限定するものではないが綿などの紡績された硬質糸を使用してジャージーニット弾性生地を製造するための典型例である。最初に、高スパンデックス延伸および給糸張力の条件において、生地の丸編42が行われる。たとえば、すべての編み方向に裸スパンデックスを添え糸編みして製造されるシングルジャージー生地の場合、周知の給糸張力範囲は、22dtexのスパンデックスの場合で2〜4cN;33dtexの場合で3〜5cN;44dtexの場合で4〜6cNである((非特許文献1))。生地は筒の形態で編成され、これは、回転マンドレル上に平坦化された筒として集められるか、または前後に軽く折りたたまれた(すなわち、「ひだが付けられた」)後に箱の中に集められる。
【0035】
拡布仕上げでは、編成された筒は次に、切り開き44が行われて、平坦に広げられる。開いた生地は、次に、蒸気にさらすこと、あるいは浸漬および絞り(パディング)を行うことのいずれかによって緩和46が行われる。緩和した生地は、次に、テンターフレームに取り付けられ、オーブン中で加熱される(ヒートセット46のため)。このテンターフレームは、生地の端部をピンで保持し、生地を所望の寸法および坪量に戻すために長さ方向および幅方向の両方で伸張する。このヒートセットは、後の湿式加工ステップの前に行われるため、当業界ではヒートセットが「前硬化」と呼ばれることが多い。オーブンから出した後、平坦な生地をストレッチャーから取り外し、仮縫い48(縫い付け)によって筒状形態に戻される。次に、筒状形態の生地は、ソフトフロージェット装置などによって、クリーニング(スカーリング)および場合による漂白/染色の湿式加工50で加工され、次に、絞りロールまたは遠心分離器などによって脱水52が行われる。この生地は次に、縫い付けた糸を取り外すことによって「仮縫い外し」54が行われ、生地は再び開かれて平坦なシートになる。依然として濡れている平坦な生地は、次に、生地の長さ(機械)方向では張力がかからず、同時に生地がヒートセット温度未満の温度で乾燥されるように、生地がオーバーフィード(伸張の反対)の条件下でテンターフレームオーブン中の乾燥およびヒートセット56が行われる。可能性のあるあらゆるしわを平坦化するために、生地の幅方向にはわずかな張力がかけられる。場合により柔軟剤などの生地仕上げ剤を、乾燥/ヒートセット作業56の直前に適用することができる。場合によっては、最初にベルトまたはテンターフレームオーブンによって生地を乾燥させた後で、生地仕上剤を適用すると、均等に乾燥された繊維によって仕上げ剤が均一に吸収される。この追加のステップは、乾燥した生地を仕上げ剤で再度濡らすステップと、次に、テンターフレームオーブン中で生地を再び乾燥させるステップとを含む。
【0036】
テンターフレーム中またはその他の乾燥装置中で乾燥した生地のヒートセットによって、スパンデックスが引き伸ばされた形態で「硬化」される。これは、リデニーリング(re−deniering)とも呼ばれており、高デニールのスパンデックスの低デニールへの延伸または伸張を行い、次に十分な時間の間、十分高温に加熱することで、低デニールでスパンデックスを安定化させる。したがって、ヒートセットは、スパンデックスが分子レベルで永続的に変化し、それによって、伸張したスパンデックス中の回復張力の大部分が緩和し、そのスパンデックスが新しい低いデニールにおいて安定となることを意味する。スパンデックスのヒートセット温度は、一般に約175℃〜約200℃の範囲内である。図4に示される広く知られている従来技術方法40の場合、ヒートセット46は一般に約190℃において約45秒以上である。
【0037】
編地のステッチの圧縮は、弾性編地の特性に直接関係する3つの主要な影響を有し、そのため通常、生地は後の裁断および縫製の作業に不適切となる。
【0038】
第1に、ステッチの圧縮によって、生地の寸法が減少し、衣服に使用するための丸編弾性生地に望ましい範囲を超えて生地の坪量(g/m2)が増加する。その結果、弾性丸編地の従来の仕上げプロセスは、十分に高温および十分に長い滞留時間で行われる生地の伸張および加熱のステップを含み、それによってニット中のスパンデックス糸が所望の伸張寸法で「硬化」される。ヒートセット後、スパンデックス糸は、収縮しないか、そのヒートセット寸法をやや下回る寸法まで収縮するかのいずれかである。したがって、ヒートセットしたスパンデックス糸は、ヒートセット寸法からニットステッチを実質的に圧縮しない。伸張およびヒートセットのパラメータは、比較的狭い範囲内で所望の生地の坪量および伸びが得られるように選択される。典型的な綿−ジャージー弾性シングルニットの場合、望ましい伸びは少なくとも45%であり、坪量は約140〜約500g/m2の範囲内である。
【0039】
第2に、ステッチ圧縮の圧縮が大きいほど、パーセント値基準での生地の伸びが大きくなり、そのため最低基準および実際的な要求をはるかに超える。弾性糸と添え糸編みされたニットを、弾性糸を有さない生地ニットと比較すると、添え糸編みされた弾性編地は、弾性糸を有さないものより50%短くなる(より圧縮される)ことが一般的である。添え糸編みされたニットは、この圧縮された状態から150%以上の長さまで伸張することができ、このような過剰の伸びは、ジャージーニットの裁断および縫製用途には一般に望ましくない。この長さは生地の経糸方向である。長さ方向での伸び(伸張)が大きい生地は、裁断が不規則になりやすく、また、洗濯によって大きな収縮が起こりやすい。同様に、ステッチはスパンデックスによって幅方向に圧縮されるため、生地の幅も約50%減少し、これは、剛性(非弾性)の生地で通常発生する15〜20%の編成時の幅の減少をはるかに超えている。
【0040】
第3に、仕上げ生地中の圧縮されたステッチは、スパンデックスの回復力と、付随する硬質糸によるステッチ圧縮に対する抵抗性との間で平衡状態にある。生地の洗濯および乾燥によって、おそらくは生地がかき混ぜられることが原因の一部となって、硬質糸の抵抗性が減少することがある。したがって、洗濯および乾燥が原因で、スパンデックスの回復力によってニットステッチをさらに圧縮するようになり、生地の収縮が許容できないレベルになりうる。編地のヒートセットによって、スパンデックスが緩和し、スパンデックスの回復力が減少する。したがって、このヒートセット作業は、生地の安定性を改善し、繰り返し洗濯した後の生地の収縮量を減少させる。
【0041】
本明細書において開示され請求される発明の主題は、丸編であり、特に、後に「裁断および縫製」に使用するためのシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの特殊な丸編弾性生地の製造である。これらのシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、エラストマー材料と、硬質糸とから形成され、このエラストマー材料は約2.5倍以下に延伸され、このニット弾性生地は乾熱ヒートセットが行われない。
【0042】
本明細書において開示され請求される発明は、スパンデックスとポリプロピレン硬質糸とを含みヒートセットが不要である、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の製造方法にも関する。ポリプロピレン繊維は、スパンデックスを永続的に変形させるために必要な温度でヒートセットを行うことができないため、本発明は、スパンデックス−ポリプロピレン編地の新規な製造方法を示す。この結果得られる生地は、約140g/m2〜約400g/m2の生地坪量を実現し、生地の収縮が減少し、許容される生地の伸びを有することに関して、周知の生地より優れた性能を有する。これらの生地は、最先端技術のスパンデックス含有生地と比較して優れた塩素耐久性を有する。
【0043】
本明細書において開示される発明は、シングルニットのフレンチテリーおよびフリース生地も含む。丸編中のエラストマーに対する延伸が約2.5倍以下に維持される場合に、これらの生地は、ヒートセットを行わずに製造し仕上げを行うことができる。
【0044】
丸編に関して、図2は、針を保持する回転シリンダ(図示せず)の下のカム(図示せず)に応答して矢印24で示されるように往復運動する一連の編針22を有する丸編機のある給糸位置20を概略的に示している。丸編機中には、移動するシリンダによって運ばれる編針がある位置を過ぎて回転するときに個々の編位置に給糸されるように、円形に配列された複数のこれらの給糸位置が存在する。
【0045】
編成作業の場合、スパンデックス糸12および硬質糸14は、キャリアプレート26によって編針22まで供給される。キャリアプレート26は、両方の糸を同時に編成位置に向かわせる。スパンデックス糸12および硬質糸14は、同時にほぼ同じ速度で編針22に導入されて、図1に示されるようなシングルジャージーニットステッチ10が形成される。
【0046】
スパンデックス糸の使用と連動して、本明細書において図面を説明しているが、以下の説明におけるスパンデックス糸の使用は単なる例を目的としており、したがって本発明はスパンデックスの使用に限定されるものではないことを理解されたい。逆に、本発明において任意のエラストマー材料をスパンデックスの代わりに使用することができ、それらを本発明の範囲内とすることができる。別のエラストマー材料の使用には、本明細書に記載の範囲外にあるパラメータを必要とする場合があるが、当業者であれば、本明細書の教示および開示が得られる代替エラストマー材料に必要なパラメータが容易に確認できるであろうし、したがってそのようなパラメータが、本明細書において請求され開示される発明の範囲および教示の範囲内となることを理解されたい。
【0047】
硬質糸14は、巻糸パッケージ28から、キャリアプレート26および編針22に糸を供給するアキュムレーター30まで供給される。硬質糸14は、給糸ロール32上を通り、キャリアプレート26中のガイドホール34を通過する。場合により、キャリアプレート26中の異なるガイドホールを介して、2つ以上の硬質糸を編針まで供給することができる。本発明のフレンチテリー繊維構造の場合、2つの硬質糸が1つのエラストマー糸とともに縫製される。1つの硬質糸は、図2のようなエラストマー糸と添え糸編みされ、第2の硬質糸は生地内に配置される。したがって、添え糸編みされるジャージー糸およびテリー糸は、交互に機械中に給糸される。フレンチテリー生地の形成は当業者には周知である。
【0048】
スパンデックス12は、表面駆動パッケージ36から供給され、糸切れ検出器39を通過し、方向変換ロール37から、キャリアプレート26中のガイドスロット38に到達する。スパンデックス12の給糸張力は、検出器39と駆動ロール37との間で測定され、糸切れ検出器が使用されない場合には表面駆動パッケージ36とロール37との間で測定される。硬質糸14およびスパンデックス12が、ほぼ平行の関係で並列して編針22に給糸される(添え糸編みされる)ようにするため、ガイドホール34およびガイドスロット38はキャリアプレート26中で互いに間隔が開けられている。
【0049】
スパンデックスが供給パッケージからキャリアプレートに供給され、次にニットステッチまで供給されるときに、ステッチの使用速度と、スパンデックス供給パッケージ給糸速度との間に差があるために、スパンデックスの伸張(延伸)が起こる。硬質糸給糸速度(メートル/分)の、スパンデックス給糸速度に対する比は、通常約2.5〜約4倍(2.5×〜4×)以上であり、これは機械延伸と呼ばれている。これは約150%〜約300%またはそれを超えるスパンデックスの伸びに対応する。スパンデックス糸の給糸張力は、スパンデックス糸の延伸(伸び)と直接関係がある。通常、この給糸張力は、スパンデックスの高機械延伸と整合性のある値に維持される。
【0050】
本発明は、全スパンデックス延伸が約2.5倍以下に維持される場合に、従来技術に対して改善された結果が得られることを見いだした。この延伸値は、スパンデックスの全延伸であり、これは、紡績時の糸の供給パッケージ中に含まれるスパンデックスの任意の延伸または伸張を含んでいる。紡績に由来する残留延伸値は、パッケージリラクゼーション(package relaxation)「PR」と呼ばれ、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地中に使用されるスパンデックスの場合には、通常、約0.05〜約0.15の範囲内である。したがって、生地中のスパンデックスの全延伸は、MD×(1+PR)であり、式中の「MD」は編機の延伸である。編機の延伸は、硬質糸給糸速度のスパンデックス給糸速度に対する比であり、どちらもそれぞれの供給パッケージからの速度である。
【0051】
その応力−歪み特性のために、スパンデックスに加わる張力が増加するほどスパンデックス糸の延伸(伸張)が大きくなり、逆に、スパンデックスの延伸が大きくなるほど、その糸の張力が強くなる。丸編機中の典型的なスパンデックス糸の経路の1つを図2中に概略的に示している。スパンデックス糸12は、供給パッケージ36から、糸切れ検出器39の上または中を通過し、1つまたは複数の方向変換ロール37の上を通過し、続いてキャリアプレート26まで供給され、ここでスパンデックスは編針22およびステッチ内まで案内される。供給パッケージから、スパンデックス糸がそれぞれの装置またはローラーを通るときに、スパンデックスに接触するそれぞれの装置またはローラーによって付与される摩擦力のために、スパンデックス糸中に張力が蓄積される。したがって、ステッチにおけるスパンデックスの全延伸は、スパンデックスの経路全体での張力の合計と関連している。
【0052】
スパンデックスの給糸張力は、図2中に示される糸切れ検出器39とロール37との間で測定される。あるいは、糸切れ検出器39が使用されない場合は、スパンデックスの給糸張力は、表面駆動パッケージ36とロール37との間で測定される。この張力が高く設定され制御されるほど、生地中のスパンデックスの延伸が大きくなり、逆もまた同様である。従来技術は、市販の丸編機中で、この給糸張力は、22dtexのスパンデックスの場合で約2〜約4cNの範囲、44dtexのスパンデックスの場合で約4〜約6cNの範囲となると教示している。これらの給糸張力の設定、および後の糸の経路の摩擦により生じる追加の張力によって、市販の編み機中のスパンデックスは、約2.5倍をはるかに超えて延伸される。
【0053】
本明細書において開示され請求される発明は、供給パッケージとニットステッチとの間のスパンデックスの摩擦を最小限にすることができる方法に期待しているわけではない。しかし、本発明の方法は、信頼性のあるスパンデックスの給糸のために十分高いスパンデックス給糸張力を維持しながら、同時にスパンデックスの延伸を約2.5倍以下に維持するために、この摩擦を最小限にする必要がある。
【0054】
本明細書において開示され請求される発明の方法により、硬質糸と添え糸編みされたスパンデックスの丸編弾性生地を編成した後、このような生地は、図5中に概略的に示される代替方法60のいずれかで仕上げが行われる。乾燥作業は、丸編弾性生地62に対して、拡布ウェブの形態(図の上段、経路61a)、または筒(図の下段、経路61b)として行うことができる。これらの経路のいずれの場合でも、湿式仕上げプロセスステップ64(スカーリング、漂白、および/または染色など)を、筒状形態にある丸編弾性生地に対して行うことができる。ソフトフロージェット染色と呼ばれる染色の一形態では、通常、張力が加わり、丸編弾性生地のある程度の長さの変形が起こる。生地の加工中、および湿式仕上げから乾燥機に移動させる間に加わるさらなる張力を最小限にし、さらに、このような湿式仕上げおよび乾燥中の移動時の張力から丸編弾性生地を緩和させ回復させることができるように、注意すべきである。
【0055】
湿式仕上げプロセスステップ64の後、絞りや遠心分離などによって丸編弾性生地の脱水66が行われる。プロセス経路61aでは、次に、筒状生地の切り開き68を行った後、仕上げ/乾燥ステップ70に送り出し、そこで場合により仕上げ剤(たとえば、パディングによる柔軟剤)の適用、引き続いて生地長さがオーバーフィードとなる条件下でテンターフレームオーブン中の乾燥を行う。プロセス経路61bでは、筒状生地は切り開かれず、筒として仕上げ/乾燥ステップ72に送られる。場合により、柔軟剤などの仕上げ剤をパディングにより適用することができる。この筒状生地は、ベルト上に載せることなどによって乾燥オーブンに通され、次に、コンパクタに送られて、単独で生地がオーバーフィード状態にされる。通常、コンパクタは、通常は蒸気雰囲気中でロールを使用して生地を移動させる。その第1のロールが、第2のロールよりも速い回転速度で駆動されることによって、生地がオーバーフィードとなる。一般に、この蒸気は生地を「再度濡らす」ことがないため、圧縮化後に追加の乾燥は不要である。
【0056】
乾燥ステップ70(経路61a)または圧縮化ステップ74(経路61b)は、長さ(機械)方向で生地のオーバーフィードが大きくなるように制御して作業が行われるため、その生地のステッチは、張力が生じずに自由に移動し再配列することができる。平坦で、しわがない、またはゆがみがない生地が、乾燥後に得られる。これらの技術は当業者には周知である。拡布生地の場合、乾燥中に生地をオーバーフィードにするためにテンターフレームが使用される。筒状生地の場合、通常、ベルト乾燥後にコンパクタ74中で強制的にオーバーフィードとなる。拡布または筒状生地のいずれの加工においても、生地の乾燥温度および滞留時間は、スパンデックスのヒートセットに必要な値よりも低く設定される。
【0057】
本明細書において開示され請求される発明の方法により、硬質糸と添え糸編みされたスパンデックスの丸編弾性フレンチテリー生地の編成後、このような生地は、図6に概略的に示される代替方法80のいずれかで仕上げが行われる。乾燥および仕上げ作業は、丸編弾性フレンチテリー生地82に対して、拡布ウェブの形態(図の上段、経路81a)、または筒(図の下段、経路 81b)として行うことができる。これらの経路のいずれの場合でも、湿式仕上げプロセスステップ84(スカーリング、漂白、および/または染色など)を、筒状形態にある丸編弾性フレンチテリー生地。ソフトフロージェット染色と呼ばれる染色の一形態では、通常、張力が加わり、丸編弾性フレンチテリー生地のある程度の長さの変形が起こる。生地の加工中、および湿式仕上げから乾燥機に移動させる間に加わるさらなる張力を最小限にし、さらに、このような湿式仕上げおよび乾燥中の移動時の張力から丸編弾性フレンチテリー生地を緩和させ回復させることができるように、注意すべきである。
【0058】
湿式仕上げプロセスステップ84の後、絞りや遠心分離などによって丸編弾性シングルジャージー生地の脱水86が行われる。プロセス経路81aでは、次に筒状生地の切り開き88を行った後、仕上げ/乾燥ステップ70に送り出し、そこで場合により仕上げ剤(たとえば、パディングによる柔軟剤またはナップ助剤(nap assist)の適用)、引き続いて生地長さがオーバーフィードとなる条件下でテンターフレームオーブン中で乾燥を行う。乾燥ステップ90の後、フリース生地の場合は、ナッピングステップ98、およびテンターフレーム100に通した最終の仕上げを行う。フレンチテリー仕上げ生地の場合は、ナッピング98および最終仕上げステップ100は不要である。プロセス経路81bでは、筒状生地は切り開かれず、筒として仕上げ/乾燥ステップ92に送られる。場合により、柔軟剤またはナップ助剤などの仕上げ剤をパディングによって適用することができる。この筒状生地は、ベルト上に載せることなどによって乾燥オーブンに通される。フリース生地の場合、乾燥後に、ナッピングステップ94および最終の圧縮化ステップ96が行われる。フレンチテリー生地の場合、生地の筒の裏返し94および圧密化96が行われる。
【0059】
乾燥ステップ90(経路81a)または圧縮化ステップ96(経路81b)は、長さ(機械)方向で生地のオーバーフィードが大きくなるように制御して作業が行われるため、その生地のステッチは、張力が生じずに自由に移動し再配列することができる。平坦で、しわがない、またはゆがみがない生地が、乾燥後に得られる。これらの技術は当業者には周知である。拡布生地の場合、乾燥中に生地をオーバーフィードにするためにテンターフレームが使用される。筒状生地の場合、通常、裏返しまたはナッピングの後にコンパクタ96中で強制的にオーバーフィードとなる。拡布または筒状生地のいずれの加工においても、生地の乾燥温度および滞留時間は、スパンデックスのヒートセットに必要な値よりも低く設定される。
【0060】
丸編弾性生地の構造設計は、部分的には、各ニットステッチの「開放性」によって特徴付けることができる。この「開放性」は、開放されている面積対各ステッチ中の糸によって覆われている面積のパーセント値と関連があり(たとえば、図1および3を参照されたい)、したがって生地の坪量および伸びの可能性と関連がある。剛性で非弾性の緯編地の場合、開放性の相対的指標として、カバーファクター(「Cf」)がよく知られている。このカバーファクターはある比率を表し、次式で定義され:
Cf=√(tex)÷L
上式中、texは、1000メートルの硬質糸のグラム重量であり、Lはミリメートルの単位でのステッチの長さである。図3は、あるシングルニットジャージーステッチパターンの概略図である。ステッチ長さ「L」がどのように定義されるかを示すために、このパターン中のステッチの1つを強調している。メートル番手がNmの糸の場合、そのtexは1000÷Nmであり、カバーファクターは、別の表現では次式のようになる:
Cf=√(1000/Nm)÷L
【0061】
本明細書において開示され請求される発明では、一実施形態においては、裸スパンデックスなどの裸のエラストマー材料、および少なくとも1つの硬質糸から添え糸編みされる商業的に有用なシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地の、ヒートセットを使用しない製造であって、エラストマー材料の延伸を約2.5倍以下に維持し、以下の指針の範囲内で編地の設計および製造を行うことによる製造を説明する:
−ニット構造の開放性を特徴付けるカバーファクターは、約1.05〜約1.9の間、たとえば約1.14〜約1.6の間であり;
−硬質糸番手Neは、約10〜約85、たとえば約20〜約68であり;
−エラストマー材料は、約15〜約156dtex、たとえば約22〜約78dtexを有し;
−丸編弾性生地中のエラストマー材料含有率が、重量%基準で、約3.5%〜約30%、たとえば約3.5%〜約27%であり;
−これより形成された丸編弾性生地は、洗濯および乾燥後の収縮が、長さ方向および幅方向の両方で、約15%以下、通常、14%以下、たとえば 7%以下であり;
−丸編弾性生地は、長さ(経糸)方向で約45%〜約175%、たとえば約60%〜約175%の伸びを有し;
−硬質糸は、合成フィラメント(ポリプロピレンまたはポリエステルなど)、天然繊維の短繊維紡績糸、合成の繊維または糸(ポリプロピレンまたはポリエステルなど)と混紡された天然繊維、綿の短繊維紡績糸、合成の繊維または糸(ポリプロピレンまたはポリエステルなど)と混紡された綿、短繊維紡績ポリプロピレン、ポリエチレン、あるいは、ポリプロピレンまたはポリエチレンまたはポリエステルの繊維または糸と混紡されたポリエステル、ならびにそれらの組合せである。
【0062】
なんらかの理論によって束縛しようと望むものではないが、ニット構造中の硬質糸は、ニットステッチを圧縮しようと作用するスパンデックスの力に抵抗すると考えられる。この抵抗の有効性は、カバーファクターによって定義されるように、ニット構造と関連している。特定の硬質糸番手Neにおいて、そのカバーファクターは、ステッチ長さLに反比例する。この長さは編機上で調整可能であり、したがって制御のための重要な変数となる。
【0063】
エラストマー材料は、本発明の方法においてはヒートセットされないので、エラストマー材料の延伸は、丸編弾性、シングルジャージー、フレンチテリー、およびフリース中において、編成時の生地、仕上げ生地、または中間の処理ステップにおける生地で、測定誤差の範囲内で同じとなるべきである。
【0064】
丸編弾性シングルジャージー、フレンチテリー、およびフリース生地の場合、編機の適切なゲージは、硬質糸番手と編機ゲージとの間の従来技術の関係により選択される。ゲージの選択は、たとえば丸編弾性シングルジャージーの坪量を最適化させるために使用することができる。
【0065】
本明細書において開示され請求される発明の利点は、図4に図示される従来技術の方法を、図5および6に図示される本発明の方法と比較すれば明らかとなる。従来の編成および仕上げでは、図5および6に示される本発明の代替方法のいずれよりも、追加のプロセスステップ、追加の装置、およびはるかに多くの労働力を要する作業が必要となる。さらに、従来必要であった高温ヒートセット(図4参照)が省略されることによって、本発明の方法は、綿などの繊維の熱損傷が減少し、漂白がほとんどまたは全く必要ではなくなり、したがって仕上げ生地の「手触り」が改善される。さらなる利点として、本発明の方法において熱に弱い硬質糸を使用して、シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造することができ、したがって、異なる製品および改善された製品の可能性を増加させることができる。
【0066】
柔軟剤の使用は、任意選択であるが、生地の手触りをさらに改善し、乾燥中のニットステッチの移動性を増加させるために、通常は、柔軟剤が編地に適用される。シュアソフト(SURESOFT)(登録商標)またはサンドパーム(SANDOPERM)SEIなどの柔軟剤が代表的である。丸編弾性生地は、液体柔軟剤組成物を含有するトラフに通した後、1組の加圧ローラー(パディングローラー)の間のニップに通して、過剰の液体をこのような生地から絞り出すことができる。
【0067】
本発明のさらに別の予期せぬ利点は、本発明の方法による編成され、折りたたむ(ひだを付ける)ことによって集められたシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地が、従来技術の丸編シングルジャージー生地ほどには折り目がつかないことである。仕上げ生地中の目に見える折りたたみじわが少ないほど、生地の裁断および縫製によって衣服を得る場合の歩留まりが増加する。また、予期せぬことに、本発明シングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は、「ゆがみ」が大きく減少している。拡布または筒状のいずれの仕上げプロセスにおいてもゆがみの減少が実現される。生地のゆがみまたはねじれが増加すると、生地が対角線上で変形し、編み方向が「斜め」になる。ゆがんだ生地から作製された衣服は、体表上でねじれ、使用は容認されない。
【0068】
以下の実施例で、本明細書において開示され請求される発明、およびその利点を示す。本発明は、他の実施形態および異なる実施形態が可能であり、そのいくつかの詳細は、本明細書に開示され請求される発明の範囲および意図から逸脱しない種々の明らかな箇所において修正可能である。したがって、これらの実施例は、説明的な性質を有すると見なすべきであり、限定であると見なすべきではない。
【実施例】
【0069】
(生地の編成および仕上げ)
実施例における、硬質糸と添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地は:(1)16インチのシリンダ直径、28ゲージシリンダ(周囲1インチ当たりの針数)、および48の給糸位置を有するパイ・ロン丸編機モデルPL−FS3B/T(Pai Lung Circular Knitting Machine Model PL−FS3B/T);(2)26インチのシリンダ直径、24ゲージシリンダ、および78の給糸位置を有するパイ・ロン丸編機モデルPL−XS3B/C(Pai Lung Circular Knitting Machine Model PL−XS3B/C);または(3)30インチのシリンダ直径、20ゲージシリンダ、および90の給糸位置を有するモナーク丸編機モデルVXC−3S(Monarch Circular Knitting Machine Model VXC−3S)のいずれかで編成した。28ゲージおよび20ゲージの編機は24回転/分(rpm)で操作し、24ゲージ編機は26rpmで操作した。
【0070】
これらの実施例において、各スパンデックス給糸経路(図2参照)中の糸切れ検出器は、糸の張力に対する感度を低下するように調整するか、編機から取り外すかのいずれかであった。糸切れ検出器は、糸に接触することによって、スパンデックス中に張力を発生させる種類のものであった。
【0071】
スパンデックス給糸張力は、スパンデックス供給パッケージ36とローラーガイド37(図2)との間で、ジビー(Zivy)デジタル張力計モデル番号EN−10を使用して測定した。スパンデックス給糸張力は、20および30デニールのスパンデックスの場合で1グラム以下に維持した。これらの張力は、スパンデックス糸を編針に確実かつ連続的に給糸するのに十分な高さであり、スパンデックスの延伸をわずか約2.5倍以下にするのに十分な低さであった。給糸張力が低すぎる場合には、スパンデックス糸が供給パッケージにおけるローラーガイドの周囲に巻き付き、丸編機に確実に給糸できないことが分かった。
【0072】
すべての編地は、図5の拡布プロセス61aまたは筒状プロセス61b、あるいは筒状プロセス81bまたは図6によって、スカーリング、染色、および乾燥を行った。実施例1A、11A、22、24、46、および56〜59を除いて、すべての編地は、同じ方法で仕上げを行い、ヒートセットは行わなかった。実施例1Aおよび11Aの生地は、190℃において滞留時間60秒の伸張およびヒートセットも行った。実施例22、24および46の生地は、図5の筒状プロセス61bで仕上げを行った。実施例56〜59の生地は、図6の筒状プロセスの81bで仕上げを行った。
【0073】
実施例1〜19、28〜31、および33〜47については、以下の手順で染色および仕上げを行った。300リットルの溶液中、100℃で30分間、生地のスカーリングおよび漂白を行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この水溶液は、スタビライザー(Stabilizer)SIFA(クラリアント(CLARIANT)(登録商標)、300g)(シリケートを含有しないアルカリ)、NaOH(45%、1200g)、H2O2(35%、1800g)、クリーニングのためのイメロール(IMEROL)ST(クラリアント(CLARIANT)(登録商標)、600g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標)、150g)、および防しわのためのイマコール(IMACOL)(登録商標)S(クラリアント(CLARIANT)(登録商標)、150g)を含有した。30分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(150g)(水素イオン供与体、酢酸)の300リットルの溶液中、60℃で10分間中和させた。反応性染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、60℃で60分染色した。この染料溶液は、R−3BF(215g)、Y−3RF(129g)、Na2SO4(18,000g)、およびNa2CO3(3000g)を含有した。10分後、染浴の排水を行い、再注入してHAC(150g)により60℃で10分間中和した。中和後、再び浴の排水を行い、清浄水を再注入して10分間すすぎをおこなった。中和後、300リットル容器に再び水を満たし、150gのサンドプア(SANDOPUR)RSK(クラリアント(CLARIANT)(登録商標)、セッケン)を加えた。この溶液を98℃に加熱し、生地の洗濯/セッケン洗浄を10分間行った。排水し、さらに10分の清浄水によるすすぎを行った後、生地を容器から取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。最終ステップでは、サンドパームSEI液(SANDOPERM SEI liquid)(クラリアント(CLARIANT)(登録商標)、1155g)を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。上記の手順および添加剤は、布地の製造、およびシングルジャージー編地の丸編における技術分野において使用されているものに類似している。
【0074】
実施例20および32については、以下の手順により仕上げを行った。375リットルの溶液中、100℃で30分間、生地のスカーリングおよび漂白を行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この水溶液は、スタビライザー(Stabilizer)SIFA(375g)(シリケートを含有しないアルカリ)、NaOH(45%、1500g)、H2O2(35%、2250g)、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)(クラリアント(CLARIANT)(登録商標)、281g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(112.5g)、および防しわのためのイマコール(IMACOL)(登録商標)S(187.5g)を含有した。30分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(187.5g)(水素イオン供与体、酢酸)の300のリットル溶液中、60℃で10分間中和させた。反応性染料およびその他の成分を使用して、この生地を、375リットルの水溶液中、60℃で60分染色した。この染料溶液は、R−3BF(89g)、Y−3RF(89g)、ネイビー・ブルー(NAVY BLUE)HFGG(594g)Na2SO4(22,500g)、およびNa2CO3(3750g)を含有した。10分後、染浴の排水を行い、再注入してHAC(187.5g)により60℃で10分間中和した。中和後、再び浴の排水を行い、清浄水を再注入して10分間すすぎをおこなった。中和後、375リットル容器に再び水を満たし、187.5gのサンドプア(SANDOPUR)RSK(セッケン)を加えた。この溶液を98℃に加熱し、生地の洗濯/セッケン洗浄を10分間行った。排水し、さらに10分の清浄水によるすすぎを行った後、生地を容器から取り出した。次にこの濡れた生地を遠心分離器によって8分間脱水した。最終ステップでは、アブルソフトSN201液(ABLUSOFT SN201 liquid)(1600g)(タイワン・サーファクタント(TAIWAN SURFACTANT))を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0075】
実施例21は、以下の手順により仕上げを行った。300リットルの溶液中、90℃で20分間、生地のスカーリングを行った。染色を含めたこのようなすべての湿式ジェット仕上げは、トン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この溶液は、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)LYS(225g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90g)、防しわのためのイマコール(IMACOL)(登録商標)S(150g)、およびソーダ灰(600g)を含有した。20分後、溶液および生地を75℃まで冷却した後、溶液を排出した。続いて、生地を、水およびHAC(150g)(水素イオン供与体、酢酸)の300リットルの溶液中、60℃で10分間中和させた。分散染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、130℃で30分間染色した。この染料溶液は、分散染料、イマコール(IMACOL)S(150g)、アンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90)、サンドゲン(SANDOGEN)(登録商標)EDP(クラリアント(CLARIANT)(登録商標)、300g)、およびpH用のHACを含有した。染色後、染浴を75Cまで冷却し、排水し、清浄水を再注入して10分間すすぎを行った。排水し、清浄水を再注入して還元洗浄を85Cで30分間行った。この洗浄溶液は、1.Na2CO3(600g)、2.NaOH 45%(1,050g)3.Na2SO4(1,800g)を含有した。75Cまで冷却し、次にオーバーフローさせて排水した。次に、新しい水をHAC(150g)とともに再注入して、10分間中和させた。次に、排水し生地を取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて終ステップでは、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0076】
実施例22〜26は、以下の手順により染色および仕上げを行った。生地は、実施例21と同様にスカーリングを行ったので、上記を参照されたい。酸性染料およびその他の成分を使用して、この生地を、300リットルの水溶液中、98で30分間染色した。この染料溶液は、クラリアント(CLARIANT)(登録商標)の酸性染料ブリリアント・ブルーCFBA(Brilliant Blue−CFBA)1.0%OWF、イマコール(IMACOL)(登録商標)S(150g)、アンチムゾル(ANTIMUSSOL)(登録商標)HT2S(150g)、サンドゲン(SANDOGEN)(登録商標)NH(225g)、ならびにpH4.5〜5.0にするためのサンドアシッド(Sandacid)VsまたはHAC(300g)を含有した。染色後、染浴を75℃まで冷却し後、排水し、清浄水を再注入して10分すすぎを行った。排水し、続いて新しい水を再注入して70Cで20分間色止めを行った。この溶液は、1.Hac(60g)、2.ナイロフィキサン(NYLOFIXAN)(登録商標)P(クラリアント(CLARIANT)(登録商標)(600g)を含有した。次に、オーバーフローさせて、排水した。再び新しい水を再注入して、さらに10分間すすぎを行い、排水した。続いて、生地を取り出した。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて最終ステップでは、生地を、145℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0077】
実施例27は、以下の手順により染色および仕上げを行った。300リットルの溶液中、90℃で20分間、生地のスカーリングを行い、これはトン・ガン装置(Tong Geng machine)(台湾)モデル(Model)TGRU−HAF−30中で行った。この溶液は、クリーニングのためのヒューメクトール(HUMECTOL)(登録商標)LYS(225g)、消泡のためのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(90g)、および防しわのためのイマコール(IMACOL)(登録商標)S(150g)を含有した。20分後、溶液および生地を75℃まで冷却した後、溶液を排出した。水を再注入して、300リットルの溶液中で10分間さらにすすぎを行った。次に、これらの濡れた生地を遠心分離器によって8分間脱水した。続いて最終ステップでは、生地を、130℃のテンターオーブン中、50%のオーバーフィードにおいて約30秒間乾燥させた。
【0078】
実施例48〜55は、図5中のプロセス51aによりスカーリング、染色、および乾燥を行った。生地は、ジェット染色機(トン・ガン・エンタープライズ・カンパニー・リミテッド(Tong Geng Enterprise Co.Ltd.)TGRU−HAF−1−30)中、90℃において20分間スカーリングを行った。水1リットル当たりのスカーリング溶液中の成分の濃度は以下の通りであった:0.75g/lのヒューメクトール(Humectol)Lys(クラリアント(CLARIANT)(登録商標))、2.0g/lのNa2CO3(セソーダ(SESODA))、0.5g/lのイマコール(IMACOL)(登録商標)S(クラリアント(CLARIANT)(登録商標))、0.5g/lのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標))、および0.5g/lの氷酢酸。
【0079】
これらの生地は個別に染色を行い、すべての実施例で同じ機械を使用した。実施例48および52では、ブリリアント・レッド−SR GL(Brilliant Red−SR GL)(クラリアント(CLARIANT)(登録商標))の中間エネルギー染料タイプ(middle energy dye type)SE(またはC)を、生地の重量を基準にして(OWF)3.5%の量で使用した。実施例49および53では、ルビン(Rubine)SWF(クラリアント(CLARIANT)(登録商標))を3.0%OWF、およびブラック(Black)SWF(クラリアント(CLARIANT)(登録商標))を1.5%OWFで使用した。これらはどちらも中間エネルギー染料タイプ(middle energy dye type)SE(またはC)である。実施例50および54では、ダーク・ブルー(Dark Blue)RD2RE 300%(クラリアント(CLARIANT)(登録商標))の高エネルギー染料タイプ(high energy dye type)S(またはD)を3.5%OWFで使用した。実施例51および55では、ブラック(Black)RD−3GE 300%(クラリアント(CLARIANT)(登録商標))の高エネルギー染料タイプS(またはD)を3.57%OWFで使用した。溶液の比率は1:12であった。各生地に関して、水1リットル当たりの染料溶液中の成分の濃度は以下の通りであった:上記の染料、0.5g/lのイマコール(Imacol)(登録商標)S(クラリアント(Clariant)(登録商標))、および2.0g/lのサンドアシッド(SANDACID)(登録商標)PB(クラリアント(CLARIANT)(登録商標))。染浴のpHは4.12であった。生地のサイクル時間は51秒/サイクルであった。浴温度を、1℃/分の速度で室温から130℃まで上昇させた。このプロセスを130℃で30分間行った後、1℃/分の冷却速度で70℃まで冷却した。次に、染浴を排水し、装置に冷水を再注入した後、生地のすすぎを10分間行った。続いて、生地の還元洗浄の準備を行うために、水を排出した。
【0080】
続いて生地を、ジェット染色機中、洗浄溶液中、85℃で30分間還元洗浄した。この溶液の水1リットル当たりの成分は以下の通りであった:3.0g/lのエリオポン(Eriopon)OS(チバ(Ciba))、2.0g/lのNa2Co3(セソーダ(Sesoda))、3.33ml/lのNaOH(45%)、0.5g/lのアンチムゾル(ANTIMUSSOL)(登録商標)HT2S(クラリアント(CLARIANT)(登録商標))、および6.0g/lのNaS2O4。溶液の温度を、1℃/分の速度で室温から85℃まで上昇させ、その温度で30分間維持した。次にこの溶液を1℃/分の速度で60℃まで冷却し、次に排水した。その後、生地を氷酢酸で10分間中和させた後、清浄水で5分間すすぎを行った。次に、この濡れた生地は、遠心分離器によって8分間脱水するか、あるいは通常の実施のように、生地および直径、ならびに装置の速度に依存して水が除去されるまで脱水を行った。最終ステップでは、サンドパームSEI(SANDOPERM SEI)(クラリアント(CLARIANT)(登録商標),1155g)を含有する77リットルの水溶液中で、潤滑剤(柔軟剤)を生地上にパディングした。次に、生地を、約130℃のテンターオーブン中、約50%のオーバーフィードにおいて約30秒間乾燥させた。
【0081】
実施例56〜59は、ジェット染色機(ターボジェット(TURBOJET)(登録商標)、ノースカロライナ州コンコードのテクスタイル・セールス・インターナショナル(Textile Sales International,Concord,North Carolina))中、113℃において30分間漂白した。漂白溶液中の成分の濃度は、生地重量を基準にして、以下の通りであった:8%owfの過酸化水素、1%owfのスタビロン(Stabilon)EZY(登録商標)(ノースカロライナ州ハイポイントのチバ・スペシャルティ・ケミカルズ(CIBA Specialty Chemicals,High Point,North Carolina))、および中和させるための酢酸。溶液の比率は1:8であった。浴温度を、3℃/分の速度で82℃から113℃まで上昇させた。このプロセスを113℃で30分間行った後、6℃/分の速度で77℃まで冷却した。次に、この染浴を排水し、装置に77℃の水を再注入して、82℃まで加熱し、10分間運転し、77℃まで冷却し、排水した。このバッチに49℃の水を再び注入し、77℃まで加熱し、10分運転し、排水した。次に、酢酸を使用して生地を60℃で5分間中和させた後、脱水した。この濡れた生地を、通常実施されるように絞りローラーによって脱水した。実施例57および59では、ベルト緩和乾燥機(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))を使用して、最大のオーバーフィードで143℃において生地を緩和乾燥(relax dry)した。この生地を裏返し、蒸気を使用し4%のオーバーフィードで149℃において圧縮化した(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))。実施例56および58では、生地にナップ助剤(サウスカロライナ州スパータンバーグのアメリカン・テクスタイルズ・スペシャルティーズ(American Textiles Specialties,Spartanburg,South Carolina)をパディングし、ベルト緩和乾燥機(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))を使用して、最大のオーバーフィードで143℃において緩和乾燥した。ゲスナー・リンクス複動タンデムナッパー(Gessner Lynx double action tandem napper)(マサチューセッツ州チャールトンのザ・ゲスナー・カンパニー(The Gessner Company,Charlton,Massachusetts)を使用して、生地の片面上を合計4回ナッピングした。最終ステップでは、蒸気を使用し4%のオーバーフィードで149℃において生地を圧縮化した(チューブテックス(TUBETEX)、ノースカロライナ州レキシントンのチューブラー・テクスタイル・グループ(Tubular Textile Group,Lexington,North Carolina))。
【0082】
上記手順および添加剤は、シングルジャージー編地の生地の製造および丸編の技術分野において知られているものと類似しているであろう。
【0083】
(分析方法)
スパンデックスの延伸−20℃および相対湿度65%の環境中で実施される以下の手順を使用して、実施例におけるスパンデックスの延伸を測定する。
−1つの編み方向から200ステッチ(針)の糸試料をほどき(解きほぐし)、この試料のスパンデックスと硬質糸を分離する。より長い試料がほどかれるが、200ステッチの始まりと終わりの箇所に印をつける。
−頂部に1つの印がある1メートルの物差し上に一端を取り付けることによって、各試料(スパンデックスまたは硬質糸)を束縛しない状態で吊り下げる。各試料におもりを取り付ける(硬質糸の場合0.1g/デニール、スパンデックスの場合0.001g/デニール)。おもりをゆっくりと下に下げて、衝撃を与えずに糸試料の末端にその重量が加わるようにする。
−印の間の長さを記録する。スパンデックスおよび硬質糸の各5試料について測定を繰り返す。
−次式により平均スパンデックス延伸を計算する:
延伸=(印の間の硬質糸の長さ)÷(印の間のスパンデックス糸の長さ)。
【0084】
従来技術のように生地がヒートセットされている場合は、生地中のスパンデックスの延伸を測定することは通常不可能である。その理由は、スパンデックスのヒートセットに必要な高温によって、スパンデックス糸表面が軟化し、生地中のステッチが交差する点16において裸スパンデックスがそれ自体に付着するためである(図1)。このような複数の付着点のために、生地の編み方向をほどいて糸試料を取り出すことができない。
【0085】
生地重量−直径10cmのダイを使用して編地試料を打ち抜く。切り取られた各編地試料は、グラムの単位で重量を測定する。次に、グラム/平方メートルとして「生地重量」を計算する。
【0086】
スパンデックス繊維含有率−編地を手でほどく。スパンデックスを、付随する硬質糸から分離し、実験室用精密天秤またはねじりばかりを使用して重量を測定する。スパンデックス含有率は、生地重量に対するスパンデックス重量のパーセント値として表される。
【0087】
生地の伸び−伸びは経糸方向のみで測定する。結果の一貫性を保証するために、3つの生地試験片を使用する。長さが既知の生地試験片を静的伸張試験機上に搭載し、長さ1センチメートル当たり4ニュートンの負荷となるおもりをこの試験片に取り付ける。手によって試験片を3サイクル動かした後、束縛のない状態で吊り下げる。次に、重み付けした試験片の伸びた長さを記録し、その生地の伸びを計算する。
【0088】
収縮−それぞれが60×60センチメートルである2つの試験片を、編地から取り出す。この正方形の生地の各辺の近くに3つのサイズマークを描き、これらの印の間の距離を記録する。次に試験片を順次、40℃の水温において12分間の洗濯サイクルで3回洗濯機で洗濯し、実験室環境中のテーブル上で風乾する。次にサイズマークの間の距離を再測定して、収縮量を計算する。
【0089】
フェイスカール−4インチ×4インチ(10.16cm×10.16cm)の正方形の試験片を編地から切り取る。この正方形の中心に点を付け、その点が「X」の中心となるように「X」を描く。この「X」の脚部は長さが2インチ(5.08cm)であり、正方形の外角と一直線に並ぶ。このXをナイフで注意深く切断し、次に切断によって形成された内側の2つの点における生地のフェイスカールを直ちに測定し、さらに2分以内に再測定し、それらを平均する。これらの生地の点が360°の円として完全にカールする場合は、そのカールを1.0と評価し;カールがわずか180°である場合は、そのカールを1/2と評価し;その他も同様に評価する。3/4以下のカール値が許容される。
【0090】
示差走査熱量測定−この手順は、示差走査熱量計(DSC)から試料を取り外すことなく、スパンデックスの同じ試験片内で4つの温度を生じさせる。DSC装置は、パーキン・エルマー示差走査熱量計モデル・パイリス1(Perkin Elmer Differential Scanning Calorimeter Model Pyris 1)であり、パーキン・エルマー(Perkin Elmer)(45ウィリアム・ストリート(William Street)、ウェルズリー(Wellesley)、マサチューセッツ州、02481−4078、米国、電話781−237−5100)より市販されている。この装置を、50℃で始まり、各温度で1分間保持しながら140℃、160℃、180℃、および200℃に加熱が行われるように設定する。各吸熱をスキャンした後、試料を50℃の開始温度まで冷却し、続いて50℃で5分間維持した後、次のより高い温度でスキャンを行う。
【0091】
次に、前の試験で誘導される吸熱の位置を特定するために、試験片を50℃〜240℃でスキャンする。各吸熱は±3℃で特定される。測定された吸熱と、誘導される温度との不一致は、DSC装置の許容誤差内である。
【0092】
分子量分析−スパンデックス繊維の分子量は以下の方法によって求めることができる。フィルター光度検出器中に280ナノメートルフィルターを取り付けたUV検出器と、および2つのフェノゲル(PHENOGEL)カラム(直線/混床中にスチレンおよびジビニルベンゼンの5ミクロンの充填材を充填した300mm×7.8mm(カリフォルニア州トランスのフェノメックス(PHENOMEX,Torrance,CA))とを取り付けた、アジレント・テクノロジーズ(Agilent Technologies)1090 LC(液体クロマトグラフ、カリフォルニア州パロアルトのアジレント・テクノロジーズ(Agilent Technologies,Palo Alto,CA))を使用して、スパンデックスポリマーの分子量を分析した。1ml/分の流速、および60℃のカラム温度において移動相中に試料を流した。分析する試料は、溶媒1ミリリットル当たり2.0〜3.0ミリグラムのポリマーを使用して調製する。50マイクロリットルのポリマー溶液試料をLCに注入して分析を行う。この結果得られたクロマトグラフィーデータは、ビスコテック(VISCOTEK)(登録商標)250 GPCソフトウェア(テキサス州ヒューストンのビスコテック(VISCOTEK,Houston,Texas))を使用して解析した。
【0093】
このLCは、ハミエレックのブロード標準較正方法(Hamielec Broad standard calibration method)と、仕上げ剤、添加剤、および顔料を含有せず分子量の安定したポリウレタン/尿素ポリマーのブロード標準物質とを使用して較正した。このブロード標準物質は、標準物質として使用する前に、十分に特性決定を行って、重量平均分子量(104,000ダルトン)および数平均分子量(33,000ダルトン)が得られた。
【0094】
生地の塩素劣化試験−Xrel−塩素によって引き起こされる劣化に対する生地の抵抗性を測定するために、水泳用プールの環境を模倣した試験を行った。3.5ppmの塩素および1.5ppmの尿素を含有し、pH7.6および温度25℃の浴中で、模擬水泳用プール溶液中に沈めながら、生地のループのサイクル試験を行った。この生地試料の寸法は22cm×5cmであり、その長軸の両端上の1cmにおいて縫い目線を有する。最終的に縫い合わされた寸法はループ10cm×幅5cmである。この縫い合わせた試料ループを棒状の試料ホルダー上に取り付け、長手方向で0〜40%の伸びを繰り返した。生地の力を20分ごとに、合計連続120時間測定する。対照生地は、塩素処理した水泳用プールを模倣した環境中での高耐久性に関して最先端である、21%のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)を含有する経編トリコット生地(54den、60デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T275B、および40den、44デシテックスのテクスチャード加工されたナイロン66)である。基準生地は、40den(44デシテックス)のナイロン66および40den(44デシテックス)のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cから製造した、黒色に染色したトリコット経編(両面編)である。この生地の内容は、83%のナイロン、および17%のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)である。Xrelは、試験品目がその元の力の40%に到達するまでの時間数(ここで100%は、試験を3時間実施した後の、センチニュートンの単位での生地の力として定義される)を、基準生地がその元の力の40%に到達するまでの時間数で割った比である。
【0095】
(実施例)
以下の表1は、実施例の編地の編成条件を示している。スパンデックスの供給にはライクラ(LYCRA)(登録商標)スパンデックス(Spandex)タイプ162、169、または562を使用した。ライクラ(LYCRA)(登録商標)スパンデックスのデニール数は、70、55、40、30、20、および15であり、それぞれ78dtex、61dtex、44dtex、33dtex、22dtex、および17dtexであった。ステッチ長さLは、機械の設定とした。以下の表2は、仕上げ生地に対する試験の主要結果をまとめている。表3は、実施例38における塩素劣化に対するデータをまとめている。カール値は、すべての試験条件で許容できる結果となったので、以下でさらなる議論は行わない。スパンデックスの給糸張力はグラムの単位で示している。1.00グラムは0.98センチニュートン(cN)に等しい。
【0096】
【表1】
【0097】
【表2】
【0098】
【表3】
【0099】
【表4】
【0100】
【表5】
【0101】
(実施例1〜10)
実施例1−40デニールのスパンデックスの給糸張力は5グラム(4.9cN)であり、これは従来技術において推奨される4〜6cNの範囲内である。スパンデックスの圧縮力のため、編地時の坪量は高く(266 g/m2)、仕上げ生地ではさらに高かった(306g/m2)。長さ方向の収縮も7%を超えた。
【0102】
実施例1A−実施例1の編地について、190℃で60秒間、伸張およびヒートセットを行った。編成時の重量および伸び特性は実施例1と同じであったが、ヒートセットによって仕上げ生地では204g/m2および115%の伸びに減少した。ヒートセットステップのために裸スパンデックスが互いに付着するので、ヒートセットした生地をほどくことができなかったため、スパンデックスの延伸および含有率は、前述の分析方法では測定できなかった。しかしスパンデックス含有率は実施例1と同じであった。
【0103】
実施例2−パラメータは典型的な値に設定した。綿番手は54Nmであり、カバーファクターは1.4であり、スパンデックスのデニール数は20であり、スパンデックスの延伸は2.0であった。このスパンデックスは、ライクラ(LYCRA)(登録商標)スパンデックス・タイプ(Spandex Type)169であった。この編地はヒートセットを行わなかった。
【0104】
実施例3−20デニールのスパンデックスの給糸張力を、0.8グラム(0.78cN)まで低下させた。パイ・ロン(Pai Lung)編機およびスパンデックス糸経路では、これは、供給パッケージからのスパンデックスの取り出しの一貫性を維持するための給糸張力の最小値であった。この編地はヒートセットを行わなかった。
【0105】
実施例4−ステッチ長さを2.3mmまで減少させ、それによってカバーファクターは本発明のほぼ上限の1.87となった。この編地はヒートセットを行わなかった。
【0106】
実施例5−カバーファクターを1.2の値まで減少させるために、ステッチ長さを3.57mmまで増加させた。この値は本発明の限界(下限1.3)よりも小さい。この編地はヒートセットを行わなかった。スパンデックスの延伸は2.2をわずかに超えたが、これは恐らく、より長いステッチ長さにおける編針の摩擦によってスパンデックスの延伸の相互作用が起こったためである。
【0107】
実施例6−この実施例では、綿紡績糸番手を54Nmから68Nmに増加させた。ステッチ長さは3.06mmに維持することで、紡績糸番手のこのような変化によって、カバーファクターが1.25まで減少した。この編地はヒートセットを行わなかった。
【0108】
実施例7−周囲1インチ当たり24針のゲージを有する編機モデルPL−XS3B/Cを使用して、この実施例の生地を編成した。すべての編成および生地設計の変量は、本発明の範囲内であった。この編地はヒートセットを行わなかった。
【0109】
実施例8−スパンデックスのデニール数を30デニールまで増加させ、綿番手を68Nmまで増加させ(デニール数は減少)、それによって、生地中の%スパンデックス含有率が12.1%に低下した。カバーファクターを1.4に維持するために、ステッチ長さを減少させた。この編地はヒートセットを行わなかった。
【0110】
実施例9−2つの硬質糸をスパンデックスとともに添え糸編みしてニットステッチを得た。第1の硬質糸は、番手が60Neまたは101.6Nmの紡績綿であった。第2の硬質糸は、83dtexおよび34本のフィラメントの連続フィラメントポリエステル糸であった。これらを、22dtex(20デニール)のスパンデックスとともに添え糸編みした。これらを組合せた硬質糸の番手は55Nmであった。この編地はヒートセットを行わなかった。
【0111】
実施例10−スパンデックスの供給に、異なるスパンデックス糸のライクラ(LYCRA)(登録商標)スパンデックス・タイプ(Spandex Type)562(「イージーセット」(easy−set))を使用したことを除けば、プロセスパラメータは実施例2と同じであった。この編地はヒートセットを行わなかった。
【0112】
(実施例11〜27)
実施例11−44デシテックスのスパンデックスの給糸張力を5グラム(4.9cN)とし、これは従来技術において推奨される4〜6cNの範囲内である。
【0113】
実施例11A−実施例11の編地について、190℃で60秒間、伸張およびヒートセットを行った。編成時の重量および伸び特性は実施例11と同じであったが、ヒートセットによって仕上げ生地では204g/m2および115%の伸びに減少した。このスパンデックス含有率は実施例11と同じであった。
【0114】
実施例12−33dtexのT169Bのスパンデックスを、20Neの綿硬質糸とともに2.2倍の延伸で編成した。
【0115】
実施例13−33dtexのT169Bのスパンデックスを、20Neの綿硬質糸とともに1.8倍の延伸で編成した。
【0116】
実施例14−78dtexのT562Bのスパンデックスを、26Neの綿硬質糸とともに2.0倍の延伸で編成した。
【0117】
実施例15−78dtexのT562Bのスパンデックスを、32Neの綿硬質糸とともに1.8倍の延伸で編成した。この生地の含有率は、19%のスパンデックスであった。
【0118】
実施例16−78dtexのT562Bのスパンデックスを、20Neの綿硬質糸とともに1.7倍の延伸で編成した。
【0119】
実施例17−44dtexのT562Bのスパンデックスを、20Neの綿硬質糸とともに1.8倍の延伸で編成した。
【0120】
実施例18−22dtexのT162Cのスパンデックスを、26Neの綿の硬質糸とともに2.1倍の延伸で編成した。この生地の含有率は4.0%のスパンデックスであった。
【0121】
実施例19−22dtexのT162Cのスパンデックスを、26Neの綿の硬質糸とともに2.5倍の延伸で編成した。この生地の含有率は4.0%のスパンデックスであった。
【0122】
実施例20−78dtexのT162Cのスパンデックスを、20Neの綿の硬質糸とともに2.0倍の延伸で編成した。この生地の含有率は6.0%のスパンデックスであった。
【0123】
実施例21−22dtexのT162Cのスパンデックスを、40Neの紡績ポリエステル硬質糸とともに1.9倍の延伸で編成した。
【0124】
実施例22−22dtexのT169Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61bにより筒として仕上げを行った。
【0125】
実施例23−22dtexのT169Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0126】
実施例24−22dtexのT562Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61bにより筒として仕上げを行った。
【0127】
実施例25−22dtexのT562Bのスパンデックスを、156デシテックスのテクスチャード加工されたナイロンの硬質糸とともに2.0倍の延伸で編成した。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0128】
実施例26−61dtexのT162Cのスパンデックスを、116デシテックスのテクスチャード加工されたポリプロピレン硬質糸とともに2.5倍の延伸で編成した。この生地のスパンデックス含有率は18%であった。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0129】
実施例27−61dtexのT162Cのスパンデックスを、116デシテックスのテクスチャード加工されたポリプロピレン硬質糸とともに2.0倍の延伸で編成した。この生地のスパンデックス含有率は27%であった。この生地は、図5中の加工経路61aにより拡布で仕上げを行った。
【0130】
(実施例28〜32)
実施例28−22dtexのT169Bのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0131】
実施例29−22dtexのT162Cのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0132】
実施例30−22dtexのT562Bのスパンデックスを、32Neの綿の硬質糸とともに1.8倍の延伸で編成した。
【0133】
実施例31−22dtexのT562Bのスパンデックスを、26Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0134】
実施例32−22dtexのT169Bのスパンデックスを、32Neの綿の硬質糸とともに2.0倍の延伸で編成した。
【0135】
(実施例33〜45)
実施例33−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T165C(15デニール、17デシテックス)であった。図5の61aにより、生地の染色および仕上げを行った。
【0136】
実施例34−この場合の硬質糸およびスパンデックスは、実施例37と同じであったが、スパンデックスは2.0倍に延伸した。図5の61aにより、生地の染色および仕上げを行った。
【0137】
実施例35−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。実施例35の生地中のライクラ(LYCRA)(登録商標)スパンデックス(Spandex)含有率は25%であった。図5の61aにより、生地の染色および仕上げを行った。
【0138】
実施例36−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.39デニール/フィラメント)であった。スパンデックスは、2.3倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0139】
実施例37−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、2.08デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0140】
実施例38−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、2.08デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。図5の61aにより、生地の染色および仕上げを行った。表3のように、塩素劣化に対する抵抗性の指標であるXrelは、最先端技術の対照生地よりも優れている。
【0141】
実施例39−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(150 デニール、165デシテックス、4.17 デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162C(70 デニール、78デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0142】
実施例40−この実施例では、XXにおいて追加の孔を有する図2のような糸キャリアを使用して、2つの硬質糸をスパンデックス弾性糸と添え糸編みした。この実施例の硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.69デニール/フィラメント)およびリング紡績綿(40/1Ne、130デニール、143デシテックス)との50/50混紡であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(20デニール、22デシテックス)であった。この実施例での機械のゲージは、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の染色および仕上げを行った。
【0143】
実施例41−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(50デニール、55デシテックス、0.7デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の28ggの機械(1)であった。図5の61aにより、生地の仕上げを行った。
【0144】
実施例42−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0145】
実施例43−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169B(30デニール、33デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0146】
実施例44−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.5倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0147】
実施例45−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(150デニール、165デシテックス、4.2デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162C(70デニール、78デシテックス)であった。この実施例での機械は、前述の仕様の24ggの機械(2)であった。図5の61aにより、生地の仕上げを行った。
【0148】
実施例46−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス162B(40デニール、44デシテックス)であった。この生地は、図5の61bにより仕上げを行ったが、圧縮化は行わなかった。
【0149】
実施例47−この実施例における硬質糸は、テクスチャード加工されたポリプロピレン(100デニール、110デシテックス、1.4デニール/フィラメント)であった。スパンデックスは、2.0倍に延伸したライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162B(40デニール、44デシテックス)であった。生地は、24ggパイ・ロンモデルPL−XS3B/C(Pai Lung Model PL−XS3B/C)編機上で編成し、手で平坦な生地に切り開いた。この切り開いた生地を縫製して筒に戻し、図5中の経路61aによりスカーリングを行った。スカーリング後に生地の仮縫いを外し、拡布形態でテンターフレーム上130℃で45秒間乾燥させた。
【0150】
実施例48−この実施例における硬質糸は、ポリエチレンテレプタレート(polyethylene terepthalate)(PET)ポリマー(以降「2GTポリエステル」と呼ぶ)であった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は青色に染色した。
【0151】
実施例49−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は黒色に染色した。
【0152】
実施例50−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は赤色に染色した。
【0153】
実施例51−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、33デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T169Bであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は紫色に染色した。
【0154】
実施例52−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は青色に染色した。
【0155】
実施例53−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は黒色に染色した。
【0156】
実施例54−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は赤色に染色した。
【0157】
実施例55−この実施例における硬質糸は2GTポリエステルであった。スパンデックスは、44デシテックスのライクラ(LYCRA)(登録商標)スパンデックス(Spandex)T162Cであり、2.5倍に延伸した。図5中に概略的に示したプロセス経路61aにより、生地の染色および仕上げを行った。生地は紫色に染色した。
【0158】
(実施例56〜59)
実施例56−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、33dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工およびナッピングを行って、片面フリース仕上げ生地を得た。
【0159】
実施例57−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、33dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工および仕上げを行って、フレンチテリー仕上げ生地を得た。
【0160】
実施例58−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、22dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工およびナッピングを行って、片面フリース仕上げ生地を得た。
【0161】
実施例59−この実施例では、ジャージー供給糸用に100%綿30/1Ne糸、およびループ用に100%綿20/1Ne糸を使用して、2エンドフレンチテリー生地を編成した。ジャージー供給糸は、22dtexのT562Bライクラ(LYCRA)(登録商標)スパンデックス(Spandex)と1.9倍の延伸で添え糸編みした。図6の経路81bにより生地の湿式加工および仕上げを行って、フレンチテリー仕上げ生地を得た。
【0162】
以上より、本発明により、紡績された硬質糸および/または連続フィラメントの硬質糸と添え糸編みされた裸のエラストマー材料を有する丸編弾性生地、ならびに乾熱ヒートセットステップを必要としないその製造方法が提供され、前述の目的および利点が十分に実現されることが明らかであろう。本発明を、それらの特定の実施形態とともに説明してきたが、多くの代案、修正、および変形が当業者には明らかであることは明白である。したがって、添付の請求項の意図および広い範囲の中にあるこのようなすべての代案、修正、および変形が採用されることを意図している。
【図面の簡単な説明】
【0163】
【図1】硬質糸とスパンデックスとを含む添え糸編みされたニットステッチの概略図である。
【図2】スパンデックス供給糸および硬質糸供給糸が供給される丸編機の一部の概略図である。
【図3】一連のシングルジャージーニットステッチを示し、1つのステッチのステッチ長さ「L」を強調している概略図である。
【図4】すべての編み方向中に添え糸編みされた裸スパンデックスを有する丸編弾性生地を製造するための従来技術のプロセスステップを示すフローチャートである。
【図5】本発明の一実施形態のすべての編み方向中に添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造するための本発明のプロセスステップを示すフローチャートである。
【図6】本発明の一実施形態の1つおきの編み方向中に添え糸編みされた裸スパンデックスを有するシングルジャージー、フレンチテリー、およびフリースの少なくとも1つの丸編弾性生地を製造するための本発明のプロセスステップを示すフローチャートである。
【特許請求の範囲】
【請求項1】
丸編弾性シングルジャージー生地の製造方法であって、
−エラストマー材料を提供するステップと、
−紡績糸、連続フィラメント糸、およびそれらの組合せからなる群から選択される少なくとも1つの硬質糸を提供するステップと、
−前記少なくとも1つの硬質糸を有する前記エラストマー材料のステップと、
−すべての編み方向に前記添え糸編みされたエラストマー材料および少なくとも1つ硬質糸を丸編して、丸編弾性シングルジャージー生地を形成するステップであって、前記丸編弾性シングルジャージー生地を形成するために編成する場合、前記エラストマー材料が、その元の長さの約2.5倍以下に延伸されるように、前記エラストマー材料の供給が制御されるステップと
を含むことを特徴とする方法。
【請求項2】
フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地の製造方法であって、
−エラストマー材料を提供するステップと、
−紡績糸、連続フィラメント糸、およびそれらの組合せからなる群から選択される少なくとも2つの硬質糸を提供するステップと、
−前記少なくとも2つの硬質糸を有する前記エラストマー材料のステップと、
−前記添え糸編みされたエラストマー材料および少なくとも2つの硬質糸を丸編して、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地を形成するステップであって、前記エラストマー材料が1つおきの編み方向に編成され、フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地を形成するために編成する場合、前記エラストマー材料が、その元の長さの約2.5倍以下に延伸されるように、前記エラストマー材料の供給が制御されるステップと
を含むことを特徴とする方法。
【請求項3】
エラストマー材料を提供する前記ステップにおいて、前記エラストマー材料が、約15〜約156dtexの裸スパンデックス糸としてさらに規定されることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項4】
少なくとも1つの硬質糸を提供する前記ステップにおいて、前記少なくとも1つ硬質糸が、約10〜約85の糸番手(Ne)を有する硬質糸としてさらに規定されることを特徴とする請求項1に記載の方法。
【請求項5】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸のそれぞれが、約10〜約85の糸番手(Ne)を有する硬質糸としてさらに規定されることを特徴とする請求項2に記載の方法。
【請求項6】
丸編する前記ステップにおいて、前記丸編弾性生地が約1.05〜約1.9のカバーファクターを有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項7】
前記丸編弾性生地を少なくとも1つのさらなる処理ステップにかけるステップをさらに含み、そのような処理ステップが、前記エラストマー材料のヒートセットに必要な温度未満の温度で行われることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項8】
前記少なくとも1つのさらなる処理ステップ中に、前記丸編弾性生地が約160℃未満の温度に晒されることを特徴とする請求項7に記載の方法。
【請求項9】
前記少なくとも1つのさらなる処理ステップが、クリーニング、漂白、染色、乾燥、圧縮化、およびそれらの任意の組合せからなる群から選択されることを特徴とする請求項7に記載の方法。
【請求項10】
前記少なくとも1つのさらなる処理ステップが、乾燥、圧縮化、およびそれらの組合せからなる群から選択され、前記少なくとも1つのさらなる処理ステップ中に、前記丸編弾性生地がその長さにおいてオーバーフィードを受けることを特徴とする請求項9に記載の方法。
【請求項11】
前記丸編弾性生地が、1平方メートル当たりの全生地重量を基準にして約3.5重量%〜約30重量%のエラストマー含有率を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項12】
少なくとも1つの硬質糸が、合成フィラメント、天然繊維の短繊維紡績糸、合成の繊維または糸と混紡された天然繊維、綿の短繊維紡績糸、合成の繊維または糸と混紡された綿、短繊維紡績ポリプロピレン、ポリエチレン、あるいは、ポリプロピレンまたはポリエチレンまたはポリエステルの繊維または糸と混紡されたポリエステル、ならびにそれらの組合せからなる群から選択されることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項13】
少なくとも1つの硬質糸が綿および綿混紡からなる群から選択され、前記丸編弾性シングルジャージー生地が約140〜約500g/m2の坪量を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項14】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸が同一のものであることを特徴とする請求項2に記載の方法。
【請求項15】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸が異なるものであることを特徴とする請求項2に記載の方法。
【請求項16】
前記丸編弾性生地が、その経糸方向に少なくとも約45%の伸びを有し、洗濯後に約15%以下の収縮を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項17】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項1に記載の方法。
【請求項18】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が実質的に高いことを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項19】
請求項1〜18のいずれか1項に記載の方法によって製造されることを特徴とする丸編弾性生地。
【請求項20】
請求項19に記載の丸編弾性シングルジャージー生地から製造されることを特徴とする衣服。
【請求項21】
丸編弾性シングルジャージー生地であって、
−裸スパンデックス糸であって、約15〜約156dtexであり、ヒートセット温度において少なくとも約85%のヒートセット効率の範囲内でヒートセット可能である裸スパンデックス糸と、
−約10〜約85の糸番手(Ne)を有する少なくとも1つの硬質糸とを含み、
−すべての編み方向に前記添え糸編みされた裸スパンデックス糸および少なくとも1つ硬質糸から、約1.05〜約1.9のカバーファクターを有する丸編弾性生地が形成され、
−前記丸編弾性シングルジャージー生地中の前記裸スパンデックス糸が、その元の長さの約2.5以下に延伸され、
−前記丸編弾性シングルジャージー生地は、加工中に、前記裸スパンデックス糸の前記ヒートセット温度には晒されていないことを特徴とする丸編弾性シングルジャージー生地。
【請求項22】
フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地であって、
−裸スパンデックス糸であって、約15〜約156dtexであり、ヒートセット温度において少なくとも約85%のヒートセット効率の範囲内でヒートセット可能である裸スパンデックス糸と、
−約10〜約85の糸番手(Ne)をそれぞれが有する少なくとも2つの硬質糸とを含み、
−添え糸編みされた裸スパンデックス糸および少なくとも2つの硬質糸から、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地が形成され、前記裸スパンデックス糸は1つおきの編み方向に編成され、フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地が約1.05〜約1.9のカバーファクターを有し、
−フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地中の前記裸スパンデックス糸が、その元の長さの約2.5倍以下に延伸され、
−フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地は、加工中に、前記裸スパンデックス糸の前記ヒートセット温度には晒されていないことを特徴とする丸編弾性生地。
【請求項23】
前記裸スパンデックス糸が、前記丸編弾性生地中に、1平方メートル当たりの全生地重量を基準にして約3.5重量%〜約30重量%の量で存在し、前記丸編弾性生地が約1.4のカバーファクターを有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項24】
前記生地が、乾燥、圧縮化、およびそれらの組合せからなる群から選択される少なくとも1つのステップで処理されており、前記丸編弾性生地が、前記少なくとも1つの処理ステップ中に、その長さにおいてオーバーフィードを受けることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項25】
前記生地が、少なくとも1つのさらなる処理ステップで処理されており、そのような処理ステップが約160℃未満の温度で行われることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項26】
前記少なくとも1つのさらなる処理ステップが、クリーニング、漂白、染色、乾燥、圧縮化、およびそれらの任意の組合せからなる群から選択されることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項27】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項21に記載の生地。
【請求項28】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が高いことを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項29】
前記少なくとも2つの硬質糸が同一のものであることを特徴とする請求項22に記載の生地。
【請求項30】
前記少なくとも2つの硬質糸が異なるものであることを特徴とする請求項22に記載の生地。
【請求項31】
少なくとも1つ硬質糸が綿または綿混紡であり、前記丸編弾性生地が約140〜約500g/m2の坪量を有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項32】
前記丸編弾性生地が、その経糸方向に少なくとも約45%の伸びを有し、洗濯後に約15%以下の収縮を有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項33】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項21に記載の生地。
【請求項34】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が実質的に高いことを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項35】
請求項21〜34のいずれか1項に記載の丸編弾性生地から製造されることを特徴とする衣服。
【請求項1】
丸編弾性シングルジャージー生地の製造方法であって、
−エラストマー材料を提供するステップと、
−紡績糸、連続フィラメント糸、およびそれらの組合せからなる群から選択される少なくとも1つの硬質糸を提供するステップと、
−前記少なくとも1つの硬質糸を有する前記エラストマー材料のステップと、
−すべての編み方向に前記添え糸編みされたエラストマー材料および少なくとも1つ硬質糸を丸編して、丸編弾性シングルジャージー生地を形成するステップであって、前記丸編弾性シングルジャージー生地を形成するために編成する場合、前記エラストマー材料が、その元の長さの約2.5倍以下に延伸されるように、前記エラストマー材料の供給が制御されるステップと
を含むことを特徴とする方法。
【請求項2】
フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地の製造方法であって、
−エラストマー材料を提供するステップと、
−紡績糸、連続フィラメント糸、およびそれらの組合せからなる群から選択される少なくとも2つの硬質糸を提供するステップと、
−前記少なくとも2つの硬質糸を有する前記エラストマー材料のステップと、
−前記添え糸編みされたエラストマー材料および少なくとも2つの硬質糸を丸編して、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地を形成するステップであって、前記エラストマー材料が1つおきの編み方向に編成され、フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地を形成するために編成する場合、前記エラストマー材料が、その元の長さの約2.5倍以下に延伸されるように、前記エラストマー材料の供給が制御されるステップと
を含むことを特徴とする方法。
【請求項3】
エラストマー材料を提供する前記ステップにおいて、前記エラストマー材料が、約15〜約156dtexの裸スパンデックス糸としてさらに規定されることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項4】
少なくとも1つの硬質糸を提供する前記ステップにおいて、前記少なくとも1つ硬質糸が、約10〜約85の糸番手(Ne)を有する硬質糸としてさらに規定されることを特徴とする請求項1に記載の方法。
【請求項5】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸のそれぞれが、約10〜約85の糸番手(Ne)を有する硬質糸としてさらに規定されることを特徴とする請求項2に記載の方法。
【請求項6】
丸編する前記ステップにおいて、前記丸編弾性生地が約1.05〜約1.9のカバーファクターを有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項7】
前記丸編弾性生地を少なくとも1つのさらなる処理ステップにかけるステップをさらに含み、そのような処理ステップが、前記エラストマー材料のヒートセットに必要な温度未満の温度で行われることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項8】
前記少なくとも1つのさらなる処理ステップ中に、前記丸編弾性生地が約160℃未満の温度に晒されることを特徴とする請求項7に記載の方法。
【請求項9】
前記少なくとも1つのさらなる処理ステップが、クリーニング、漂白、染色、乾燥、圧縮化、およびそれらの任意の組合せからなる群から選択されることを特徴とする請求項7に記載の方法。
【請求項10】
前記少なくとも1つのさらなる処理ステップが、乾燥、圧縮化、およびそれらの組合せからなる群から選択され、前記少なくとも1つのさらなる処理ステップ中に、前記丸編弾性生地がその長さにおいてオーバーフィードを受けることを特徴とする請求項9に記載の方法。
【請求項11】
前記丸編弾性生地が、1平方メートル当たりの全生地重量を基準にして約3.5重量%〜約30重量%のエラストマー含有率を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項12】
少なくとも1つの硬質糸が、合成フィラメント、天然繊維の短繊維紡績糸、合成の繊維または糸と混紡された天然繊維、綿の短繊維紡績糸、合成の繊維または糸と混紡された綿、短繊維紡績ポリプロピレン、ポリエチレン、あるいは、ポリプロピレンまたはポリエチレンまたはポリエステルの繊維または糸と混紡されたポリエステル、ならびにそれらの組合せからなる群から選択されることを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項13】
少なくとも1つの硬質糸が綿および綿混紡からなる群から選択され、前記丸編弾性シングルジャージー生地が約140〜約500g/m2の坪量を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項14】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸が同一のものであることを特徴とする請求項2に記載の方法。
【請求項15】
少なくとも2つの硬質糸を提供する前記ステップにおいて、前記少なくとも2つの硬質糸が異なるものであることを特徴とする請求項2に記載の方法。
【請求項16】
前記丸編弾性生地が、その経糸方向に少なくとも約45%の伸びを有し、洗濯後に約15%以下の収縮を有することを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項17】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項1に記載の方法。
【請求項18】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が実質的に高いことを特徴とする請求項1および2のいずれか1項に記載の方法。
【請求項19】
請求項1〜18のいずれか1項に記載の方法によって製造されることを特徴とする丸編弾性生地。
【請求項20】
請求項19に記載の丸編弾性シングルジャージー生地から製造されることを特徴とする衣服。
【請求項21】
丸編弾性シングルジャージー生地であって、
−裸スパンデックス糸であって、約15〜約156dtexであり、ヒートセット温度において少なくとも約85%のヒートセット効率の範囲内でヒートセット可能である裸スパンデックス糸と、
−約10〜約85の糸番手(Ne)を有する少なくとも1つの硬質糸とを含み、
−すべての編み方向に前記添え糸編みされた裸スパンデックス糸および少なくとも1つ硬質糸から、約1.05〜約1.9のカバーファクターを有する丸編弾性生地が形成され、
−前記丸編弾性シングルジャージー生地中の前記裸スパンデックス糸が、その元の長さの約2.5以下に延伸され、
−前記丸編弾性シングルジャージー生地は、加工中に、前記裸スパンデックス糸の前記ヒートセット温度には晒されていないことを特徴とする丸編弾性シングルジャージー生地。
【請求項22】
フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地であって、
−裸スパンデックス糸であって、約15〜約156dtexであり、ヒートセット温度において少なくとも約85%のヒートセット効率の範囲内でヒートセット可能である裸スパンデックス糸と、
−約10〜約85の糸番手(Ne)をそれぞれが有する少なくとも2つの硬質糸とを含み、
−添え糸編みされた裸スパンデックス糸および少なくとも2つの硬質糸から、フレンチテリーおよびフリースの少なくとも1つの丸編弾性生地が形成され、前記裸スパンデックス糸は1つおきの編み方向に編成され、フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地が約1.05〜約1.9のカバーファクターを有し、
−フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地中の前記裸スパンデックス糸が、その元の長さの約2.5倍以下に延伸され、
−フレンチテリーおよびフリースの少なくとも1つの前記丸編弾性生地は、加工中に、前記裸スパンデックス糸の前記ヒートセット温度には晒されていないことを特徴とする丸編弾性生地。
【請求項23】
前記裸スパンデックス糸が、前記丸編弾性生地中に、1平方メートル当たりの全生地重量を基準にして約3.5重量%〜約30重量%の量で存在し、前記丸編弾性生地が約1.4のカバーファクターを有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項24】
前記生地が、乾燥、圧縮化、およびそれらの組合せからなる群から選択される少なくとも1つのステップで処理されており、前記丸編弾性生地が、前記少なくとも1つの処理ステップ中に、その長さにおいてオーバーフィードを受けることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項25】
前記生地が、少なくとも1つのさらなる処理ステップで処理されており、そのような処理ステップが約160℃未満の温度で行われることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項26】
前記少なくとも1つのさらなる処理ステップが、クリーニング、漂白、染色、乾燥、圧縮化、およびそれらの任意の組合せからなる群から選択されることを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項27】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項21に記載の生地。
【請求項28】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が高いことを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項29】
前記少なくとも2つの硬質糸が同一のものであることを特徴とする請求項22に記載の生地。
【請求項30】
前記少なくとも2つの硬質糸が異なるものであることを特徴とする請求項22に記載の生地。
【請求項31】
少なくとも1つ硬質糸が綿または綿混紡であり、前記丸編弾性生地が約140〜約500g/m2の坪量を有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項32】
前記丸編弾性生地が、その経糸方向に少なくとも約45%の伸びを有し、洗濯後に約15%以下の収縮を有することを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項33】
前記丸編弾性シングルジャージー生地が筒の形態で製造され、その中に目に見える側面の折り目が実質的に形成されないことを特徴とする請求項21に記載の生地。
【請求項34】
前記丸編弾性生地が、裸スパンデックスのヒートセット温度に晒した後の同様の生地よりも、塩素に対する劣化抵抗性が実質的に高いことを特徴とする請求項21および22のいずれか1項に記載の生地。
【請求項35】
請求項21〜34のいずれか1項に記載の丸編弾性生地から製造されることを特徴とする衣服。
【図1】

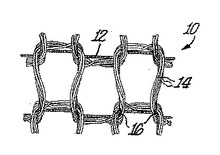
【図2】
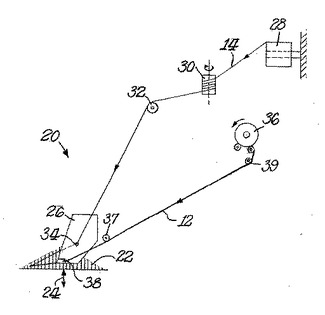
【図3】
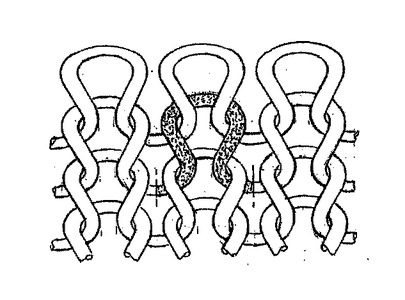
【図4】
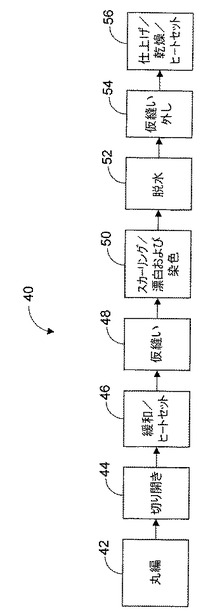
【図5】
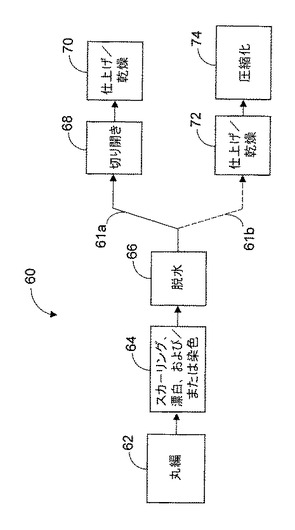
【図6】
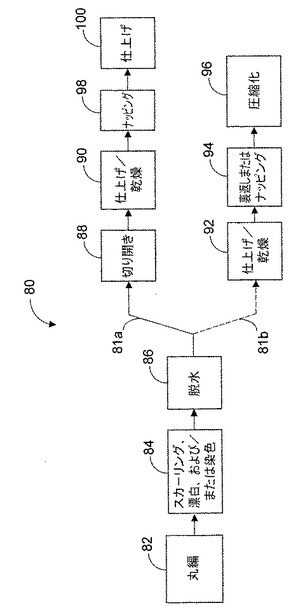
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−537767(P2008−537767A)
【公表日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2008−505379(P2008−505379)
【出願日】平成18年3月31日(2006.3.31)
【国際出願番号】PCT/US2006/011786
【国際公開番号】WO2006/107724
【国際公開日】平成18年10月12日(2006.10.12)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
【公表日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【国際出願番号】PCT/US2006/011786
【国際公開番号】WO2006/107724
【国際公開日】平成18年10月12日(2006.10.12)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
[ Back to top ]