
エレクトロスラグ溶接装置、及び、給電ノズル
【課題】開先部に面する母材のうち、特に溶融したい部分を重点的、選択的に溶融できるようにして、低入熱化、溶け込みの安定化を実現できるエレクトロスラグ溶接装置、溶接方法、及び、そのための給電ノズルを提供する。
【解決手段】本発明に係るエレクトロスラグ溶接用の給電ノズル1は、ノズル本体2と溶接チップ3とによって構成される。ノズル本体2は、中心軸線が垂直となるように保持され、溶接チップ3は、ノズル本体2の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤ4も、ノズル本体2の中心軸線に対して傾斜した方向に伸び出るように構成されている。
【解決手段】本発明に係るエレクトロスラグ溶接用の給電ノズル1は、ノズル本体2と溶接チップ3とによって構成される。ノズル本体2は、中心軸線が垂直となるように保持され、溶接チップ3は、ノズル本体2の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤ4も、ノズル本体2の中心軸線に対して傾斜した方向に伸び出るように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エレクトロスラグ溶接に用いられる給電ノズル、エレクトロスラグ溶接装置、及び、エレクトロスラグ溶接法に関する。
【背景技術】
【0002】
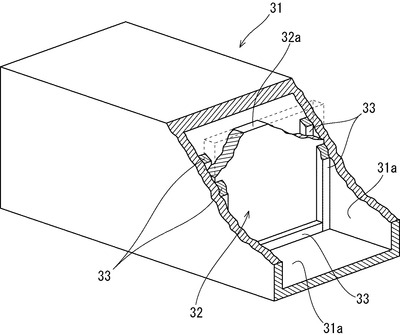
鋼製のボックス柱31の中空内部には、従来より、構造強度を向上させることを目的として、図6に示すようなダイアフラム32が取り付けられている。このダイアフラム32は、鋼板によって形成され、ボックス柱31の内部空間を所定間隔毎に閉塞するような形で、ボックス柱31のせん断方向に沿って配置される。
【0003】
ボックス柱31に対してダイアフラム32を固定する際には、裏当金33を、ダイアフラム32の周縁部を両側から挟み込むような位置にそれぞれ配置し、それらの裏当金33をボックス柱31のスキンプレートの内側面31aに対して仮留めした後、図7に示すように、ダイアフラム32の外側端面32aと、ボックス柱31のスキンプレートの内側面31aとの間に形成される開先部Gに対してエレクトロスラグ溶接を行って、ボックス柱31と、ダイアフラム32及び裏当金33とを一体化させて固定する。
【0004】
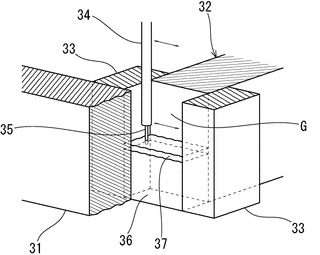
エレクトロスラグ溶接法は、図8に示すように、母材(ボックス柱31、ダイアフラム32等)によって囲まれた開先部G内に、給電ノズル34及びその先端から順次繰り出される溶接ワイヤ35を上方から差し込み、溶接ワイヤ35を連続的に供給しつつ溶融させて、開先部G内に溶融金属層36を形成するとともに、その溶融金属層36を次第に嵩上げしていき、溶接金属を盛り上げていく、という溶接法である。
【0005】
この溶接法を実施する場合には、例えば、開先部Gの底部に予め溶接フラックスを散布しておき、溶接開始時において溶接フラックス中で溶接ワイヤ35と母材間にアークを発生させて溶接ワイヤ35及び溶接フラックスを溶融し、溶融金属層36を形成するとともに、その上に溶融スラグ層37を形成する。溶融スラグ層37が形成されて、溶接ワイヤ35の先端が溶融スラグ層37中に没入した状態になると、アークは消滅し、溶接の熱源が溶融スラグの電気抵抗熱に移行する。この状態(溶接ワイヤ35の先端が溶融スラグ層37中に没入した状態)を維持しつつ、次第に上昇していく溶融スラグ層37に合わせて、給電ノズル34を上昇させながら、溶接ワイヤ35を連続的に供給していき、開先部G内において溶接金属を盛り上げていくようにする。
【0006】
ところで、エレクトロスラグ溶接を実施する装置(エレクトロスラグ溶接機)には、様々なタイプのものがあり、例えば、開先部Gの平面形状が、図7に示すような長方形である場合、図8に示すように、給電ノズル34及び溶接ワイヤ35を垂直に保持した状態で、開先部Gの中央部Cから長方形の長手方向へ揺動する(図7において、給電ノズル34について実線で示す位置から、破線で示す位置の間で往復動する)ように構成されたもの(給電ノズルの揺動機構を備えたエレクトロスラグ溶接機)が開発され、実用化されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−12568号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
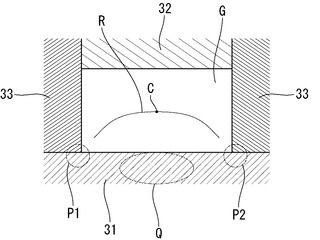
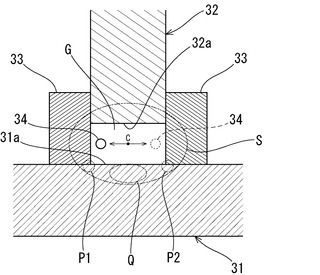
図7に示したような開先部Gに対して溶接を行う場合において、最も重要な部分は、裏当金33,33とボックス柱31のスキンプレートとが突き合わされる隅部P1,P2(図7において一転鎖線の円で示す部分)である。ボックス柱31とダイアフラム32とを強固に接合するには、これらの隅部P1,P2においてボックス柱31のスキンプレートと裏当金33を十分に溶融させる必要があり、図7に示すように、開先部Gの中央部付近を往復動する給電ノズル34からの入熱によって隅部P1,P2を十分に溶融させるためには、給電ノズル34の軌道を中心とする広い範囲(例えば、図7において二点鎖線で示す領域S)にわたって、母材の溶融に必要な熱エネルギーを与える必要がある。
【0009】
しかしながら、広い範囲にわたって母材の溶融に必要な熱エネルギーを与えるとなると、母材のうち、溶融させる必要がない部分(例えば、隅部P1,P2の中間に位置する領域Q)にまで、大量の熱エネルギーを与えることになるため、無駄なエネルギーが浪費されることになる。
【0010】
本発明は、上記のような従来技術における課題を解決しようとするものであって、開先部に面する母材のうち、特に溶融したい部分を重点的、選択的に溶融できるようにして、低入熱化、溶け込みの安定化を実現できるエレクトロスラグ溶接装置、溶接法、及び、そのための給電ノズルを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明に係るエレクトロスラグ溶接用の給電ノズルは、ノズル本体と溶接チップとによって構成され、ノズル本体は、中心軸線が垂直となるように保持され、溶接チップは、ノズル本体の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤも、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成されていることを特徴としている。尚、ノズル本体の中心軸線に対する溶接チップの傾斜角度は、1〜30°の範囲内で設定されていることが好ましい。
【0012】
また、給電ノズルを、ノズル本体と傾斜状態で取り付けられた溶接チップとによって構成する代わりに、ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段を、ノズル本体に取り付けるようにしても良い。
【0013】
本発明に係るエレクトロスラグ溶接装置は、給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、回動機構により、ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、ノズル本体の回動角度と回動方向が調整され、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度が調整され、或いは、溶接ワイヤの傾斜角度のみが調整されるように構成されていることを特徴としている。
【0014】
本発明に係るエレクトロスラグ溶接方法は、溶接ワイヤの先端が円弧軌道を描くように、ノズル本体の回動角度と回動方向を調整しながら、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながら、或いは、溶接ワイヤの傾斜角度のみを調整しながら、ノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴としている。
【発明の効果】
【0015】
本発明に係る給電ノズル及びエレクトロスラグ溶接装置を用いれば、溶接ワイヤの先端が円弧軌道を描くように、回動角度と回動方向を調整しながらノズル本体を往復動させることにより、熱源の中心となる溶接ワイヤの先端を、開先部内において最も重要な隅部(確実に、安定的に溶け込ませたい部分)の近傍へ位置させることができ、それらの隅部を選択的に溶融させることができる。つまり、全体の入熱量を小さくすることができるほか、溶融範囲や形状を制御することができる。
【0016】
また、溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段をノズル本体に取りつけ、ノズル本体の回動角度と回動方向を調整しつつ、溶接ワイヤの傾斜角度を調整しながらノズル本体を往復動させるように、或いは、溶接ワイヤの傾斜角度のみを調整しながらノズル本体を往復動させるように構成した場合には、溶接ワイヤの先端が、より理想的な軌道を描くように動作させることが可能となり、入熱量を低く抑えながら、溶け込みの安定化を図ろうとするうえで、より好適な溶接方法を実現することができる。
【図面の簡単な説明】
【0017】
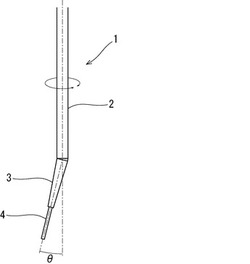
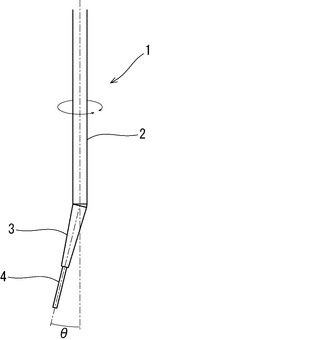
【図1】図1は、本発明の実施例1におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。
【図2】図2は、図1の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
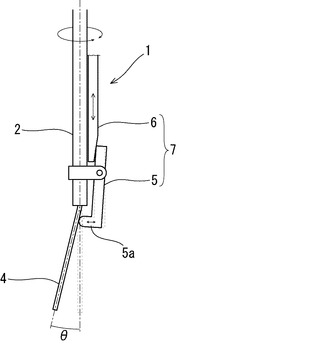
【図3】図3は、本発明の実施例2におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。
【図4】図4は、図3の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
【図5】図5は、本発明の実施例3におけるエレクトロスラグ溶接用の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
【図6】図6は、内部にダイアフラム32が取り付けられたボックス柱31の切欠斜視図である。
【図7】図7は、ダイアフラム32の外側端面32aと、ボックス柱31のスキンプレートの内側面31aとの間に形成される開先部Gの水平断面図である。
【図8】図8は、図7に示した開先部Gの切欠斜視図である。
【発明を実施するための形態】
【0018】
本発明を「エレクトロスラグ溶接用の給電ノズル」として実施する場合、給電ノズルのノズル本体に取り付けられる溶接チップを、ノズル本体の中心軸線に対し傾斜した状態で保持し、その先端から繰り出される溶接ワイヤが、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成する。このように構成することにより、溶接の工程中において、溶接ワイヤの先端を開先部内の最も重要な隅部の近傍へ位置させることができ、それらの隅部を選択的に溶融させることができる。また、ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段を、ノズル本体に取り付けるようにして給電ノズルを構成してもよい。
【0019】
また、本発明は、上記給電ノズルを有する「エレクトロスラグ溶接装置」として実施することもできる。この場合、ノズル本体を、揺動機構により、垂直に保持された状態で既定の直線軌道上を往復動するように構成し、かつ、回動機構により、ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、ノズル本体の回動角度と回動方向を調整し、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整し、或いは、溶接ワイヤの傾斜角度のみを調整するようにように構成する。
【0020】
更に、本発明は、「エレクトロスラグ溶接方法」として実施することもできる。この場合、溶接ワイヤの先端が円弧軌道を描くように、ノズル本体の回動角度と回動方向を調整しながら、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながら、或いは、溶接ワイヤの傾斜角度のみを調整しながらノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させるようにする。
【0021】
以上のうち、本発明に係る三種類の「エレクトロスラグ溶接用の給電ノズル」を、以下、本発明の実施例1、実施例2、及び、実施例3として、それぞれ詳細に説明する。
【実施例1】
【0022】
図1は、本発明の実施例1におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。図示されているように、この給電ノズル1は、ノズル本体2、及び、溶接チップ3とによって構成されている。ノズル本体2は、中心軸線が垂直となるように保持され、溶接チップ3は、ノズル本体2の中心軸線から僅かに傾斜した状態で、ノズル本体2の下端(先端)に取り付けられている。
【0023】
本実施例では、ノズル本体2の中心軸線に対する溶接チップ3の傾斜角度θは15°に設定され、この角度に固定されている。但し、この傾斜角度θの値は、必ずしも15°に限定されるものではなく、1〜30°(より好ましくは10〜30°)の範囲内で適宜設定することができる。
【0024】
ノズル本体2及び溶接チップ3の中には、溶接ワイヤ4が挿通されており、溶接チップ3の先端から順次繰り出されるようになっている。尚、上述の通り、溶接チップ3はノズル本体2の中心軸線に対して15°傾斜した姿勢で保持されているため、溶接チップ3の先端から繰り出される溶接ワイヤ4も、必然的に、ノズル本体2の中心軸線に対して15°傾斜した方向に伸び出るようになっている。
【0025】
ノズル本体2は、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cから長手方向へ揺動(往復動)するように構成されている。また、ノズル本体2を保持する揺動機構には、ノズル本体2を垂直軸線周りに回動させる回動機構が併設されており、ノズル本体2は、開先部G内の直線軌道上を往復動する際、位置に応じて所定の方向へ回動し、傾斜姿勢の溶接ワイヤ4の先端が、所定のタイミングで所定の方向を指向するように、回動角度と回動方向が調整されるように構成されている。
【0026】
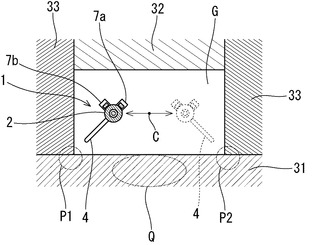
より具体的には、図2に示すように、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の左端(図2における左端)に位置しているときには、傾斜姿勢の溶接ワイヤ4の先端が、左側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P1の方向を指向し、この位置からノズル本体2が、図2における右側へ移動し始めると、ノズル本体2はダイアフラム32側の方向(図2の例では時計回り方向)へ回動し、ノズル本体2が中央部Cを通過する際には、溶接ワイヤ4の先端がダイアフラム32の中心部の方向を指向し、ノズル本体2が更にそこから右側へ移動し、右端まで達した際には、溶接ワイヤ4の先端が右側の隅部P2(右側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部)の方向を指向するように回動角度と回動方向が調整され、また、ノズル本体2が反対方向へ(図2における右端位置から左端位置に向かって)移動するときは、正反対の態様で動作するように回動角度と回動方向が調整されるように構成されている。
【0027】
つまり、本実施例の給電ノズル1は、揺動機構に併設される回動機構により、ノズル本体2が開先部G内の中央部Cを通る直線軌道上を往復動する間、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、ダイアフラム32の近傍を通過する円弧軌道R(図2参照)を描くように、ノズル本体2の回動角度と回動方向が調整されるようになっている。
【0028】
従来のエレクトロスラグ溶接装置においては、図8に示したように、溶接ワイヤ35は、垂直に保持される給電ノズル34の下端において垂直に保持され、その先端は、給電ノズル34と同一の直線軌道上を往復動することになる。この場合、図7に示すように、開先部Gの周辺の広い範囲(領域S)にわたって均等に熱を与えることになり、無駄なエネルギーが浪費されることになる。
【0029】
これに対し、図1の給電ノズル1を用いて、溶接ワイヤ4の先端が図2に示すような円弧軌道Rを描くように、回動角度と回動方向を調整しながらノズル本体2を往復動させることにより、かかる開先部Gを溶接する場合に最も重要な部分、即ち、確実に、安定的に溶け込ませたい隅部P1,P2の近傍へ、溶接ワイヤ4の先端(熱源中心)を位置させることができ、その結果、隅部P1,P2を選択的に溶融させることができる。つまり、溶融範囲を必要最小限にとどめ、溶融させる必要がない部分(例えば、図2に示す領域Q)に伝達される熱量を低く抑えることができ、全体の入熱量を小さくすることができる。
【実施例2】
【0030】
図3は、本発明の実施例2におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。この給電ノズル1のノズル本体2には、下端から繰り出される溶接ワイヤ4の傾斜角度を所定の範囲内(0〜30°)で任意に変更させる手段(傾斜角度調整手段7)が取り付けられている。
【0031】
本実施例において傾斜角度調整手段7は、溶接ワイヤ4に当接するアーム5aを有するレバー5と、このレバー5に作用して、レバー5を支点周りに回動させるロッド6とによって構成されている。ロッド6は、先端にテーパ部が形成されており、ロッド6が下方へ押し下げられるとレバー5が回動し、アーム5aが溶接ワイヤ4に干渉して溶接ワイヤ4を傾斜させることになり、ロッド6が上方へ引き上げられると、溶接ワイヤ4に対するアーム5aの干渉力が減じられて、溶接ワイヤ4の傾斜角度が小さくなるように構成されている。
【0032】
この給電ノズル1のノズル本体2も、実施例1の場合と同様に、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cから長手方向へ往復動するようになっており、また、ノズル本体2を垂直軸線周りに回動させる回動機構が併設されているため、開先部G内の直線軌道上を往復動する際、位置に応じてノズル本体2が所定の方向へ所定量回動するように、回動角度と回動方向が調整されるように構成されている。
【0033】
更に、本実施例における給電ノズル1においては、実施例1の場合と異なり、傾斜角度調整手段7により、溶接ワイヤ4の傾斜角度を所定の範囲内(0〜30°)で任意に変更させることができるようになっている。従って、ノズル本体2が開先部Gの中央部Cを通る直線軌道上を往復動する際、回動角度、回動方向、及び、溶接ワイヤ4の傾斜角度を適宜調整することにより、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、より理想的な円弧軌道(開先部G内の中央部Cを通る円弧軌道R(図4参照))を描くように動作させることができる。
【0034】
従って、図4に示すような開先部Gを溶接する場合に最も重要な部分、即ち、確実に、安定的に溶け込ませたい隅部P1,P2の近傍へ、溶接ワイヤ4の先端(熱源中心)を位置させることができ、その結果、隅部P1,P2を選択的に溶融させることができ、溶融範囲を必要最小限にとどめ、溶融させる必要がない部分(例えば、図4に示す領域Q)に伝達される熱量を低く抑えることができ、全体の入熱量を小さくすることができる。
【0035】
尚、溶接ワイヤ4の傾斜角度調整手段7は、本実施例においては、レバー5と、これを支点周りに回動させるロッド6とによって構成されているが、必ずしもこれらの要素によって構成されるものには限定されず、ノズル本体2の先端から繰り出される溶接ワイヤ4に干渉して、溶接ワイヤ4の伸び出る角度(傾斜角度)を変更させることができるものであれば、どのような機構、要素を利用してもよく、例えば、レバー機構だけではなく、リンク機構、カム機構、油圧機構を応用してもよいし、フレキシブルロッド、ワイヤ、シース等の要素を用いて構成することもできる。
【実施例3】
【0036】
図5は、本発明の実施例3におけるエレクトロスラグ溶接用の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。この給電ノズル1のノズル本体2も、実施例1、及び、実施例2の場合と同様に、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cを通る直線軌道上をへ往復動するようになっている。但し、実施例1、及び、実施例2の給電ノズル1とは異なり、ノズル本体2を垂直軸線周りに回動させる回動機構は併設されていない。
【0037】
本実施例においては、溶接ワイヤ4をそれぞれ異なる方向(本実施例においては、水平面への投影角が90°異なる方向)へ傾斜させることができる二つの傾斜角度調整手段7a,7bが、給電ノズル1のノズル本体2に取り付けられており、これらを適宜動作させることによって、ノズル本体2を回動させる回動機構が併設されていないにも拘わらず、ノズル本体2から繰り出される溶接ワイヤ4の先端が、所定のタイミングで所定の方向を指向するようになっている。
【0038】
より具体的に説明すると、一方の傾斜角度調整手段7aは、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の左端(図5における左端)に位置しているときに溶接ワイヤ4を傾斜させ、その先端が、左側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P1の方向を指向するような状態とし、他方の傾斜角度調整手段7bは、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の右端(図5における右端)に位置しているときに溶接ワイヤ4を傾斜させ、その先端が、右側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P2の方向を指向するような状態となるように構成されている。また、ノズル本体2が、直線軌道上の中央部C付近を通過移動する際には、いずれの傾斜角度調整手段7a,7bも溶接ワイヤ4に干渉せず、溶接ワイヤ4が垂直な状態となるように構成されている。
【0039】
このように、ノズル本体2を回動させる回動機構が併設されていないにも拘わらず、本実施例の給電ノズル1は、ノズル本体2が開先部Gの中央部Cを通る直線軌道上をへ往復動する間、溶接ワイヤ4を異なる方向へ傾斜させることができる複数(二つ)の傾斜角度調整手段7a,7bにより、溶接ワイヤ4の傾斜方向及び傾斜角度を適宜調整することにより、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、図4に示した理想的な円弧軌道Rを描くように動作させることができる。
【0040】
尚、本実施例においては、複数の傾斜角度調整手段7a,7bがノズル本体2に取り付けられているが、図3に示したように、傾斜角度調整手段7が一つしか取り付けられていない場合であっても、ノズル本体2が直線軌道上を往復動する間、ノズル本体2を回動させることなく、溶接ワイヤ4の傾斜角度を調整することのみによって、溶接ワイヤ4の先端が図4に示した円弧軌道Rを描くように動作させることもできる。
【符号の説明】
【0041】
1:給電ノズル、
2:ノズル本体、
3:溶接チップ、
4:溶接ワイヤ、
5a:アーム、
5:レバー、
6:ロッド、
7,7a,7b:傾斜角度調整手段、
31:ボックス柱、
31a:内側面、
32:ダイアフラム、
32a:外側端面、
33:裏当金、
34:給電ノズル、
35:溶接ワイヤ、
36:溶融金属層、
37:溶融スラグ層、
C:中央部、
G:開先部、
P1,P2:隅部、
R:円弧軌道、
【技術分野】
【0001】
本発明は、エレクトロスラグ溶接に用いられる給電ノズル、エレクトロスラグ溶接装置、及び、エレクトロスラグ溶接法に関する。
【背景技術】
【0002】
鋼製のボックス柱31の中空内部には、従来より、構造強度を向上させることを目的として、図6に示すようなダイアフラム32が取り付けられている。このダイアフラム32は、鋼板によって形成され、ボックス柱31の内部空間を所定間隔毎に閉塞するような形で、ボックス柱31のせん断方向に沿って配置される。
【0003】
ボックス柱31に対してダイアフラム32を固定する際には、裏当金33を、ダイアフラム32の周縁部を両側から挟み込むような位置にそれぞれ配置し、それらの裏当金33をボックス柱31のスキンプレートの内側面31aに対して仮留めした後、図7に示すように、ダイアフラム32の外側端面32aと、ボックス柱31のスキンプレートの内側面31aとの間に形成される開先部Gに対してエレクトロスラグ溶接を行って、ボックス柱31と、ダイアフラム32及び裏当金33とを一体化させて固定する。
【0004】
エレクトロスラグ溶接法は、図8に示すように、母材(ボックス柱31、ダイアフラム32等)によって囲まれた開先部G内に、給電ノズル34及びその先端から順次繰り出される溶接ワイヤ35を上方から差し込み、溶接ワイヤ35を連続的に供給しつつ溶融させて、開先部G内に溶融金属層36を形成するとともに、その溶融金属層36を次第に嵩上げしていき、溶接金属を盛り上げていく、という溶接法である。
【0005】
この溶接法を実施する場合には、例えば、開先部Gの底部に予め溶接フラックスを散布しておき、溶接開始時において溶接フラックス中で溶接ワイヤ35と母材間にアークを発生させて溶接ワイヤ35及び溶接フラックスを溶融し、溶融金属層36を形成するとともに、その上に溶融スラグ層37を形成する。溶融スラグ層37が形成されて、溶接ワイヤ35の先端が溶融スラグ層37中に没入した状態になると、アークは消滅し、溶接の熱源が溶融スラグの電気抵抗熱に移行する。この状態(溶接ワイヤ35の先端が溶融スラグ層37中に没入した状態)を維持しつつ、次第に上昇していく溶融スラグ層37に合わせて、給電ノズル34を上昇させながら、溶接ワイヤ35を連続的に供給していき、開先部G内において溶接金属を盛り上げていくようにする。
【0006】
ところで、エレクトロスラグ溶接を実施する装置(エレクトロスラグ溶接機)には、様々なタイプのものがあり、例えば、開先部Gの平面形状が、図7に示すような長方形である場合、図8に示すように、給電ノズル34及び溶接ワイヤ35を垂直に保持した状態で、開先部Gの中央部Cから長方形の長手方向へ揺動する(図7において、給電ノズル34について実線で示す位置から、破線で示す位置の間で往復動する)ように構成されたもの(給電ノズルの揺動機構を備えたエレクトロスラグ溶接機)が開発され、実用化されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−12568号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
図7に示したような開先部Gに対して溶接を行う場合において、最も重要な部分は、裏当金33,33とボックス柱31のスキンプレートとが突き合わされる隅部P1,P2(図7において一転鎖線の円で示す部分)である。ボックス柱31とダイアフラム32とを強固に接合するには、これらの隅部P1,P2においてボックス柱31のスキンプレートと裏当金33を十分に溶融させる必要があり、図7に示すように、開先部Gの中央部付近を往復動する給電ノズル34からの入熱によって隅部P1,P2を十分に溶融させるためには、給電ノズル34の軌道を中心とする広い範囲(例えば、図7において二点鎖線で示す領域S)にわたって、母材の溶融に必要な熱エネルギーを与える必要がある。
【0009】
しかしながら、広い範囲にわたって母材の溶融に必要な熱エネルギーを与えるとなると、母材のうち、溶融させる必要がない部分(例えば、隅部P1,P2の中間に位置する領域Q)にまで、大量の熱エネルギーを与えることになるため、無駄なエネルギーが浪費されることになる。
【0010】
本発明は、上記のような従来技術における課題を解決しようとするものであって、開先部に面する母材のうち、特に溶融したい部分を重点的、選択的に溶融できるようにして、低入熱化、溶け込みの安定化を実現できるエレクトロスラグ溶接装置、溶接法、及び、そのための給電ノズルを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明に係るエレクトロスラグ溶接用の給電ノズルは、ノズル本体と溶接チップとによって構成され、ノズル本体は、中心軸線が垂直となるように保持され、溶接チップは、ノズル本体の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤも、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成されていることを特徴としている。尚、ノズル本体の中心軸線に対する溶接チップの傾斜角度は、1〜30°の範囲内で設定されていることが好ましい。
【0012】
また、給電ノズルを、ノズル本体と傾斜状態で取り付けられた溶接チップとによって構成する代わりに、ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段を、ノズル本体に取り付けるようにしても良い。
【0013】
本発明に係るエレクトロスラグ溶接装置は、給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、回動機構により、ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、ノズル本体の回動角度と回動方向が調整され、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度が調整され、或いは、溶接ワイヤの傾斜角度のみが調整されるように構成されていることを特徴としている。
【0014】
本発明に係るエレクトロスラグ溶接方法は、溶接ワイヤの先端が円弧軌道を描くように、ノズル本体の回動角度と回動方向を調整しながら、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながら、或いは、溶接ワイヤの傾斜角度のみを調整しながら、ノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴としている。
【発明の効果】
【0015】
本発明に係る給電ノズル及びエレクトロスラグ溶接装置を用いれば、溶接ワイヤの先端が円弧軌道を描くように、回動角度と回動方向を調整しながらノズル本体を往復動させることにより、熱源の中心となる溶接ワイヤの先端を、開先部内において最も重要な隅部(確実に、安定的に溶け込ませたい部分)の近傍へ位置させることができ、それらの隅部を選択的に溶融させることができる。つまり、全体の入熱量を小さくすることができるほか、溶融範囲や形状を制御することができる。
【0016】
また、溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段をノズル本体に取りつけ、ノズル本体の回動角度と回動方向を調整しつつ、溶接ワイヤの傾斜角度を調整しながらノズル本体を往復動させるように、或いは、溶接ワイヤの傾斜角度のみを調整しながらノズル本体を往復動させるように構成した場合には、溶接ワイヤの先端が、より理想的な軌道を描くように動作させることが可能となり、入熱量を低く抑えながら、溶け込みの安定化を図ろうとするうえで、より好適な溶接方法を実現することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の実施例1におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。
【図2】図2は、図1の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
【図3】図3は、本発明の実施例2におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。
【図4】図4は、図3の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
【図5】図5は、本発明の実施例3におけるエレクトロスラグ溶接用の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。
【図6】図6は、内部にダイアフラム32が取り付けられたボックス柱31の切欠斜視図である。
【図7】図7は、ダイアフラム32の外側端面32aと、ボックス柱31のスキンプレートの内側面31aとの間に形成される開先部Gの水平断面図である。
【図8】図8は、図7に示した開先部Gの切欠斜視図である。
【発明を実施するための形態】
【0018】
本発明を「エレクトロスラグ溶接用の給電ノズル」として実施する場合、給電ノズルのノズル本体に取り付けられる溶接チップを、ノズル本体の中心軸線に対し傾斜した状態で保持し、その先端から繰り出される溶接ワイヤが、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成する。このように構成することにより、溶接の工程中において、溶接ワイヤの先端を開先部内の最も重要な隅部の近傍へ位置させることができ、それらの隅部を選択的に溶融させることができる。また、ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段を、ノズル本体に取り付けるようにして給電ノズルを構成してもよい。
【0019】
また、本発明は、上記給電ノズルを有する「エレクトロスラグ溶接装置」として実施することもできる。この場合、ノズル本体を、揺動機構により、垂直に保持された状態で既定の直線軌道上を往復動するように構成し、かつ、回動機構により、ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、ノズル本体の回動角度と回動方向を調整し、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整し、或いは、溶接ワイヤの傾斜角度のみを調整するようにように構成する。
【0020】
更に、本発明は、「エレクトロスラグ溶接方法」として実施することもできる。この場合、溶接ワイヤの先端が円弧軌道を描くように、ノズル本体の回動角度と回動方向を調整しながら、或いは、ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながら、或いは、溶接ワイヤの傾斜角度のみを調整しながらノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させるようにする。
【0021】
以上のうち、本発明に係る三種類の「エレクトロスラグ溶接用の給電ノズル」を、以下、本発明の実施例1、実施例2、及び、実施例3として、それぞれ詳細に説明する。
【実施例1】
【0022】
図1は、本発明の実施例1におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。図示されているように、この給電ノズル1は、ノズル本体2、及び、溶接チップ3とによって構成されている。ノズル本体2は、中心軸線が垂直となるように保持され、溶接チップ3は、ノズル本体2の中心軸線から僅かに傾斜した状態で、ノズル本体2の下端(先端)に取り付けられている。
【0023】
本実施例では、ノズル本体2の中心軸線に対する溶接チップ3の傾斜角度θは15°に設定され、この角度に固定されている。但し、この傾斜角度θの値は、必ずしも15°に限定されるものではなく、1〜30°(より好ましくは10〜30°)の範囲内で適宜設定することができる。
【0024】
ノズル本体2及び溶接チップ3の中には、溶接ワイヤ4が挿通されており、溶接チップ3の先端から順次繰り出されるようになっている。尚、上述の通り、溶接チップ3はノズル本体2の中心軸線に対して15°傾斜した姿勢で保持されているため、溶接チップ3の先端から繰り出される溶接ワイヤ4も、必然的に、ノズル本体2の中心軸線に対して15°傾斜した方向に伸び出るようになっている。
【0025】
ノズル本体2は、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cから長手方向へ揺動(往復動)するように構成されている。また、ノズル本体2を保持する揺動機構には、ノズル本体2を垂直軸線周りに回動させる回動機構が併設されており、ノズル本体2は、開先部G内の直線軌道上を往復動する際、位置に応じて所定の方向へ回動し、傾斜姿勢の溶接ワイヤ4の先端が、所定のタイミングで所定の方向を指向するように、回動角度と回動方向が調整されるように構成されている。
【0026】
より具体的には、図2に示すように、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の左端(図2における左端)に位置しているときには、傾斜姿勢の溶接ワイヤ4の先端が、左側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P1の方向を指向し、この位置からノズル本体2が、図2における右側へ移動し始めると、ノズル本体2はダイアフラム32側の方向(図2の例では時計回り方向)へ回動し、ノズル本体2が中央部Cを通過する際には、溶接ワイヤ4の先端がダイアフラム32の中心部の方向を指向し、ノズル本体2が更にそこから右側へ移動し、右端まで達した際には、溶接ワイヤ4の先端が右側の隅部P2(右側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部)の方向を指向するように回動角度と回動方向が調整され、また、ノズル本体2が反対方向へ(図2における右端位置から左端位置に向かって)移動するときは、正反対の態様で動作するように回動角度と回動方向が調整されるように構成されている。
【0027】
つまり、本実施例の給電ノズル1は、揺動機構に併設される回動機構により、ノズル本体2が開先部G内の中央部Cを通る直線軌道上を往復動する間、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、ダイアフラム32の近傍を通過する円弧軌道R(図2参照)を描くように、ノズル本体2の回動角度と回動方向が調整されるようになっている。
【0028】
従来のエレクトロスラグ溶接装置においては、図8に示したように、溶接ワイヤ35は、垂直に保持される給電ノズル34の下端において垂直に保持され、その先端は、給電ノズル34と同一の直線軌道上を往復動することになる。この場合、図7に示すように、開先部Gの周辺の広い範囲(領域S)にわたって均等に熱を与えることになり、無駄なエネルギーが浪費されることになる。
【0029】
これに対し、図1の給電ノズル1を用いて、溶接ワイヤ4の先端が図2に示すような円弧軌道Rを描くように、回動角度と回動方向を調整しながらノズル本体2を往復動させることにより、かかる開先部Gを溶接する場合に最も重要な部分、即ち、確実に、安定的に溶け込ませたい隅部P1,P2の近傍へ、溶接ワイヤ4の先端(熱源中心)を位置させることができ、その結果、隅部P1,P2を選択的に溶融させることができる。つまり、溶融範囲を必要最小限にとどめ、溶融させる必要がない部分(例えば、図2に示す領域Q)に伝達される熱量を低く抑えることができ、全体の入熱量を小さくすることができる。
【実施例2】
【0030】
図3は、本発明の実施例2におけるエレクトロスラグ溶接用の給電ノズル1の側面図である。この給電ノズル1のノズル本体2には、下端から繰り出される溶接ワイヤ4の傾斜角度を所定の範囲内(0〜30°)で任意に変更させる手段(傾斜角度調整手段7)が取り付けられている。
【0031】
本実施例において傾斜角度調整手段7は、溶接ワイヤ4に当接するアーム5aを有するレバー5と、このレバー5に作用して、レバー5を支点周りに回動させるロッド6とによって構成されている。ロッド6は、先端にテーパ部が形成されており、ロッド6が下方へ押し下げられるとレバー5が回動し、アーム5aが溶接ワイヤ4に干渉して溶接ワイヤ4を傾斜させることになり、ロッド6が上方へ引き上げられると、溶接ワイヤ4に対するアーム5aの干渉力が減じられて、溶接ワイヤ4の傾斜角度が小さくなるように構成されている。
【0032】
この給電ノズル1のノズル本体2も、実施例1の場合と同様に、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cから長手方向へ往復動するようになっており、また、ノズル本体2を垂直軸線周りに回動させる回動機構が併設されているため、開先部G内の直線軌道上を往復動する際、位置に応じてノズル本体2が所定の方向へ所定量回動するように、回動角度と回動方向が調整されるように構成されている。
【0033】
更に、本実施例における給電ノズル1においては、実施例1の場合と異なり、傾斜角度調整手段7により、溶接ワイヤ4の傾斜角度を所定の範囲内(0〜30°)で任意に変更させることができるようになっている。従って、ノズル本体2が開先部Gの中央部Cを通る直線軌道上を往復動する際、回動角度、回動方向、及び、溶接ワイヤ4の傾斜角度を適宜調整することにより、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、より理想的な円弧軌道(開先部G内の中央部Cを通る円弧軌道R(図4参照))を描くように動作させることができる。
【0034】
従って、図4に示すような開先部Gを溶接する場合に最も重要な部分、即ち、確実に、安定的に溶け込ませたい隅部P1,P2の近傍へ、溶接ワイヤ4の先端(熱源中心)を位置させることができ、その結果、隅部P1,P2を選択的に溶融させることができ、溶融範囲を必要最小限にとどめ、溶融させる必要がない部分(例えば、図4に示す領域Q)に伝達される熱量を低く抑えることができ、全体の入熱量を小さくすることができる。
【0035】
尚、溶接ワイヤ4の傾斜角度調整手段7は、本実施例においては、レバー5と、これを支点周りに回動させるロッド6とによって構成されているが、必ずしもこれらの要素によって構成されるものには限定されず、ノズル本体2の先端から繰り出される溶接ワイヤ4に干渉して、溶接ワイヤ4の伸び出る角度(傾斜角度)を変更させることができるものであれば、どのような機構、要素を利用してもよく、例えば、レバー機構だけではなく、リンク機構、カム機構、油圧機構を応用してもよいし、フレキシブルロッド、ワイヤ、シース等の要素を用いて構成することもできる。
【実施例3】
【0036】
図5は、本発明の実施例3におけるエレクトロスラグ溶接用の給電ノズル1を用いて行うエレクトロスラグ溶接法の説明図である。この給電ノズル1のノズル本体2も、実施例1、及び、実施例2の場合と同様に、図示しない揺動機構によって保持されており、開先部G内においてセットされた場合、垂直に保持された状態で、開先部Gの中央部Cを通る直線軌道上をへ往復動するようになっている。但し、実施例1、及び、実施例2の給電ノズル1とは異なり、ノズル本体2を垂直軸線周りに回動させる回動機構は併設されていない。
【0037】
本実施例においては、溶接ワイヤ4をそれぞれ異なる方向(本実施例においては、水平面への投影角が90°異なる方向)へ傾斜させることができる二つの傾斜角度調整手段7a,7bが、給電ノズル1のノズル本体2に取り付けられており、これらを適宜動作させることによって、ノズル本体2を回動させる回動機構が併設されていないにも拘わらず、ノズル本体2から繰り出される溶接ワイヤ4の先端が、所定のタイミングで所定の方向を指向するようになっている。
【0038】
より具体的に説明すると、一方の傾斜角度調整手段7aは、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の左端(図5における左端)に位置しているときに溶接ワイヤ4を傾斜させ、その先端が、左側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P1の方向を指向するような状態とし、他方の傾斜角度調整手段7bは、給電ノズル1が、開先部G内の中央部Cを通る直線軌道上の右端(図5における右端)に位置しているときに溶接ワイヤ4を傾斜させ、その先端が、右側の裏当金33とボックス柱31のスキンプレートとが突き合わされる隅部P2の方向を指向するような状態となるように構成されている。また、ノズル本体2が、直線軌道上の中央部C付近を通過移動する際には、いずれの傾斜角度調整手段7a,7bも溶接ワイヤ4に干渉せず、溶接ワイヤ4が垂直な状態となるように構成されている。
【0039】
このように、ノズル本体2を回動させる回動機構が併設されていないにも拘わらず、本実施例の給電ノズル1は、ノズル本体2が開先部Gの中央部Cを通る直線軌道上をへ往復動する間、溶接ワイヤ4を異なる方向へ傾斜させることができる複数(二つ)の傾斜角度調整手段7a,7bにより、溶接ワイヤ4の傾斜方向及び傾斜角度を適宜調整することにより、溶接ワイヤ4の先端が、隅部P1近傍の位置から隅部P2近傍の位置まで、図4に示した理想的な円弧軌道Rを描くように動作させることができる。
【0040】
尚、本実施例においては、複数の傾斜角度調整手段7a,7bがノズル本体2に取り付けられているが、図3に示したように、傾斜角度調整手段7が一つしか取り付けられていない場合であっても、ノズル本体2が直線軌道上を往復動する間、ノズル本体2を回動させることなく、溶接ワイヤ4の傾斜角度を調整することのみによって、溶接ワイヤ4の先端が図4に示した円弧軌道Rを描くように動作させることもできる。
【符号の説明】
【0041】
1:給電ノズル、
2:ノズル本体、
3:溶接チップ、
4:溶接ワイヤ、
5a:アーム、
5:レバー、
6:ロッド、
7,7a,7b:傾斜角度調整手段、
31:ボックス柱、
31a:内側面、
32:ダイアフラム、
32a:外側端面、
33:裏当金、
34:給電ノズル、
35:溶接ワイヤ、
36:溶融金属層、
37:溶融スラグ層、
C:中央部、
G:開先部、
P1,P2:隅部、
R:円弧軌道、
【特許請求の範囲】
【請求項1】
ノズル本体と溶接チップとによって構成されるエレクトロスラグ溶接用の給電ノズルにおいて、
前記ノズル本体は、中心軸線が垂直となるように保持され、
前記溶接チップは、前記ノズル本体の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤも、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成されていることを特徴とするエレクトロスラグ溶接用の給電ノズル。
【請求項2】
前記ノズル本体の中心軸線に対する前記溶接チップの傾斜角度が、1〜30°の範囲内の角度に設定されていることを特徴とする、請求項1に記載のエレクトロスラグ溶接用の給電ノズル。
【請求項3】
ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段が、ノズル本体に取り付けられていることを特徴とする、エレクトロスラグ溶接用の給電ノズル。
【請求項4】
請求項1〜3のいずれかに記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
回動機構により、前記ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記ノズル本体の回動角度と回動方向が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項5】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
回動機構により、前記ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記ノズル本体の回動角度、回動方向、及び、前記溶接ワイヤの傾斜角度が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項6】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記溶接ワイヤの傾斜角度が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項7】
請求項1〜3のいずれかに記載の給電ノズルを有するエレクトロスラグ溶接装置によってエレクトロスラグ溶接を行う方法であって、
前記溶接ワイヤの先端が円弧軌道を描くように、回動角度と回動方向を調整しながら前記ノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴とするエレクトロスラグ溶接方法。
【請求項8】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置によってエレクトロスラグ溶接を行う方法であって、
前記溶接ワイヤの先端が円弧軌道を描くように、溶接ワイヤの傾斜角度を調整しながら、或いは、前記ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながらノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴とするエレクトロスラグ溶接方法。
【請求項1】
ノズル本体と溶接チップとによって構成されるエレクトロスラグ溶接用の給電ノズルにおいて、
前記ノズル本体は、中心軸線が垂直となるように保持され、
前記溶接チップは、前記ノズル本体の中心軸線に対し傾斜した状態となっており、その先端から繰り出される溶接ワイヤも、ノズル本体の中心軸線に対して傾斜した方向に伸び出るように構成されていることを特徴とするエレクトロスラグ溶接用の給電ノズル。
【請求項2】
前記ノズル本体の中心軸線に対する前記溶接チップの傾斜角度が、1〜30°の範囲内の角度に設定されていることを特徴とする、請求項1に記載のエレクトロスラグ溶接用の給電ノズル。
【請求項3】
ノズル本体の下端から繰り出される溶接ワイヤの傾斜角度を所定の範囲内で任意に変更させる傾斜角度調整手段が、ノズル本体に取り付けられていることを特徴とする、エレクトロスラグ溶接用の給電ノズル。
【請求項4】
請求項1〜3のいずれかに記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
回動機構により、前記ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記ノズル本体の回動角度と回動方向が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項5】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
回動機構により、前記ノズル本体が、位置に応じて垂直軸線周りに所定方向へ回動し、かつ、前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記ノズル本体の回動角度、回動方向、及び、前記溶接ワイヤの傾斜角度が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項6】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置であって、
前記給電ノズルのノズル本体が、揺動機構により、垂直に保持された状態で、既定の直線軌道上を往復動するように構成されるとともに、
前記溶接ワイヤの先端が、所望のタイミングで所望の方向を指向するように、前記溶接ワイヤの傾斜角度が調整されるように構成されていることを特徴とするエレクトロスラグ溶接装置。
【請求項7】
請求項1〜3のいずれかに記載の給電ノズルを有するエレクトロスラグ溶接装置によってエレクトロスラグ溶接を行う方法であって、
前記溶接ワイヤの先端が円弧軌道を描くように、回動角度と回動方向を調整しながら前記ノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴とするエレクトロスラグ溶接方法。
【請求項8】
請求項3に記載の給電ノズルを有するエレクトロスラグ溶接装置によってエレクトロスラグ溶接を行う方法であって、
前記溶接ワイヤの先端が円弧軌道を描くように、溶接ワイヤの傾斜角度を調整しながら、或いは、前記ノズル本体の回動角度、回動方向、及び、溶接ワイヤの傾斜角度を調整しながらノズル本体を往復動させることにより、開先部内における最も重要な隅部の近傍へ溶接ワイヤの先端を位置させ、当該隅部を選択的に溶融させることを特徴とするエレクトロスラグ溶接方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−179334(P2010−179334A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−24554(P2009−24554)
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000200367)川田工業株式会社 (41)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000200367)川田工業株式会社 (41)
[ Back to top ]