
エレクトロスラグ溶接装置
【課題】 溶接対象空間の水平2次元各所に対する所望入熱を容易にし、高能率の溶接を可能にする。
【解決手段】 垂直支柱Eに装備した、溶接時にオシレータHを上昇駆動するノズル昇降機構F;オシレータHの揺動アーム12で支持されたノズル支持基枠25;ノズル支持基枠25で垂下姿勢で支持され垂下軸zを中心に回転可能であって、溶接ワイヤ48の先端を垂下軸zから離れる方向に案内するガイド手段45,44を含む、エレクトロスラグ溶接のノズルM;および、ノズルMを垂下軸zを中心に回転駆動するノズル旋回機構L;を備える。ガイド手段45,44は、チップジョイント45およびインサートチップ44である。更に、x軸周りのノズル角度調整機構Jおよびy軸周りのノズル角度調整機構Kを備える。
【解決手段】 垂直支柱Eに装備した、溶接時にオシレータHを上昇駆動するノズル昇降機構F;オシレータHの揺動アーム12で支持されたノズル支持基枠25;ノズル支持基枠25で垂下姿勢で支持され垂下軸zを中心に回転可能であって、溶接ワイヤ48の先端を垂下軸zから離れる方向に案内するガイド手段45,44を含む、エレクトロスラグ溶接のノズルM;および、ノズルMを垂下軸zを中心に回転駆動するノズル旋回機構L;を備える。ガイド手段45,44は、チップジョイント45およびインサートチップ44である。更に、x軸周りのノズル角度調整機構Jおよびy軸周りのノズル角度調整機構Kを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼側板の内表面とそれに対向する鋼ダイアフラム端面の間の空間に、エレクトロスラグ溶接ワイヤを通した筒電極であるノズルを挿入してノズルの下端下に溶接金属池を形成しつつノズルを引上げ駆動して該空間に溶接金属を満すエレクトロスラグ溶接に関し、特に、エレクトロスラグ溶接機のノズル先端(下端)の3次元位置決め機構に関する。
【背景技術】
【0002】
鉄鋼建築物の鋼ボックス柱は、側板であるスキンプレートに、所要間隔でダイアフラムを溶接したものである。ダイアフラムの溶接は、例えば、図9に示すように、当金で囲んだ、スキンプレートとダイアフラムの間の3次元空間(溶接対象空間)にエレクトロスラグ溶接ワイヤを通したノズルを挿入し、ノズルの下端下に溶接金属池を形成しつつノズルを引上げ駆動して該空間に溶接金属を満す。特許文献1には1本のノズルを用いるエレクトロスラグ溶接が、特許文献2には2本のノズルを用いるエレクトロスラグ溶接が記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公昭60−54146号公報
【特許文献2】特開平 5−42378号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ボックス柱の大型化に伴ない、スキンプレートとダイアフラムの間の空間が大きくなる。この空間の溶接が不均一になるのを避けるため、ノズルをスキンプレートの長手方向xに揺動(オシレート)させているが、1個のノズルによる溶接幅(ダイアフラムの厚み相当)にはおのずから限度がある。そこで特許文献2に記載のエレクトロスラグ溶接装置は、2本のノズルを同時に使用する筒電極引上げ装置すなわちノズル引上げ装置を備えている。しかし、支柱からオシレータまでのノズル支持機構は共通であるものの、ノズルおよび電源装置を含むエレクトロスラグ溶接装置は2組となり、装置がコスト高になる。
【0005】
ところで、3次元の溶接対象空間内の3次元の溶接温度分布は、溶接電力のみならず、該空間を画定するスキンプレート,ダイアフラムおよび当金の厚みによって異なる。しかもノズルの、スキンプレートの長手方向xの直線往復駆動(オシレート)では、スキンプレートに当金が当たっているコーナがノズル軌跡から遠いので低温になりやすいので高入熱が必要であるが、該コーナを外れるスキンプレート表面部は、スキンプレートの高熱による脆弱化を回避するように、過剰入熱を避けなければならない。従来の、ノズルをローラで挟んで、溶接時にはローラ駆動によってノズルを少しずつ引き上げる、ノズルの高さ方向zの自動位置制御,溶接時にノズルをスキンプレートの長手方向xに直線往復駆動(オシレート)する水平方向xの自動位置変更、および、手動でノズル保持部分をx,zに直交するy方向に位置調整するy位置手動設定では、溶接対象空間の水平x,y方向すなわち2次元各所に対する所望入熱を容易に実現することは困難である。1個のノズルによるエレクトロスラグ溶接でこれが顕著である。2本のノズルによるエレクトロスラグ溶接では各ノズルの溶接電流もしくはノズル引上げ速度を個別に調整できるので、これによってスキンプレートの長手方向xでの入熱制御がやや容易になるが、直交方向yの入熱制御が難しく、したがってやはり2次元各所に対する所望入熱を容易に実現することは困難である。
【0006】
本発明は、溶接対象空間の水平2次元各所に対する所望入熱が容易で、高能率の溶接ができるエレクトロスラグ溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)垂直支柱(E)に装備した、溶接中にオシレータ(H)を上昇駆動するノズル昇降機構(F);
前記オシレータ(H)の揺動アーム(12)で支持されたノズル支持基枠(25);
該ノズル支持基枠(25)で垂下姿勢で支持され垂下軸(z)を中心に回転可能であって、溶接ワイヤ(48)の先端を垂下軸(z)から離れる方向に案内するガイド手段(45,44)を含む、エレクトロスラグ溶接のノズル(M);および、
該ノズル(M)を前記垂下軸(z)を中心に回転駆動するノズル旋回機構(L);を備えるエレクトロスラグ溶接装置。
【0008】
なお、理解を容易にするために括弧内には、図面に示し後述する実施例の対応要素の符号を、参考までに付記した。以下も同様である。
【発明の効果】
【0009】
これによれば、ノズル支持基枠(25)および揺動アーム(12)を介してノズル(M)を支持するオシレータ(H)を、ノズル昇降機構(F)で上昇駆動(垂直z変位)する溶接時に、ノズル旋回機構(L)でノズル(M)を垂下軸(z)を中心に自動回転駆動して、オシレータ(H)によるノズル(M)の揺動方向(x)に対して直交する方向(y)に溶接ワイヤ先端を自動的に振ることができ、溶接ワイヤ先端をオシレート方向(x)のみならず水平直交方向(y)にも変位する2次元軌跡(51)を描かせることができる。
【0010】
該2次元軌跡(51)を適当に設定又は調整することにより、溶接ワイヤ(48)の先端が、スキンプレートに裏当金が交わるコーナに対向してコーナに対する溶接入熱を多くし、コーナ領域を外れるオシレート(x)領域ではスキンプレートに対する溶接入熱を抑制しダイアフラムに対する溶接入熱を大きくすることができる。
【図面の簡単な説明】
【0011】
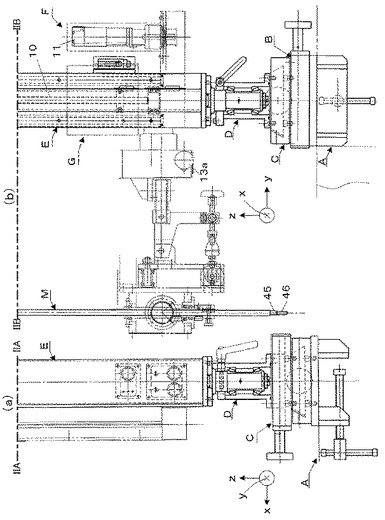
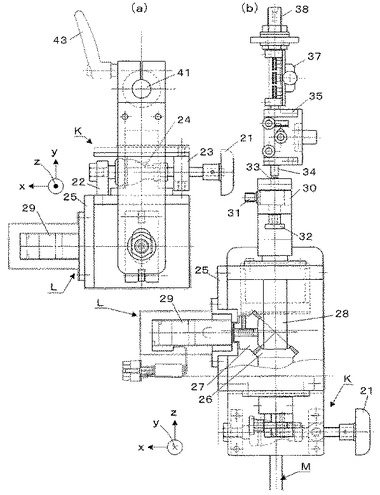
【図1】本発明の1実施例のエレクトロスラグ溶接装置の溶接機構の下半分を示し、(a)は正面図、(b)は右側面図である。
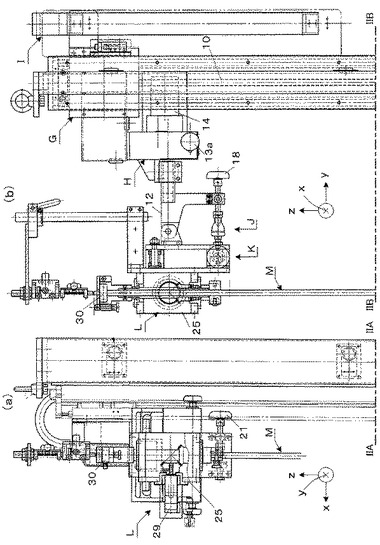
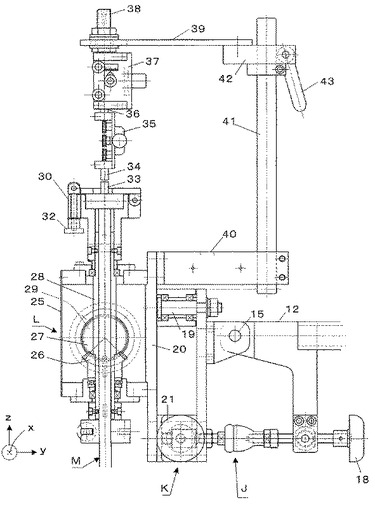
【図2】図1に示す溶接機構の上半分を示し、(a)は正面図、(b)は右側面図である。図2の(a)および(b)のIIA−IIA線およびIIB−IIB線を、それぞれ図1のIIA−IIA線およびIIB−IIB線に重ね合わせることにより、溶接機構の全体が現れる。
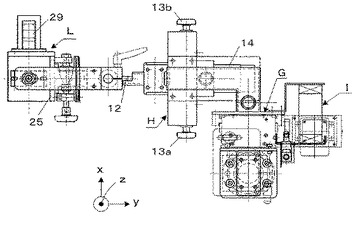
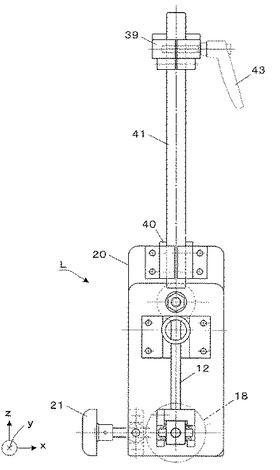
【図3】図2の(b)に示す溶接機構の平面図である。
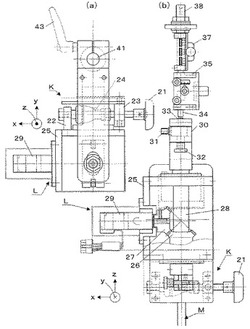
【図4】図2および図3に示すノズル旋回機構Kの拡大図であり、(a)は図3対応の平面図、(b)は図2の(a)対応の正面図である。
【図5】図2の(b)に示すノズル旋回機構Kの拡大右側面図である。
【図6】図5に示すノズル旋回機構Kの右側面図である。
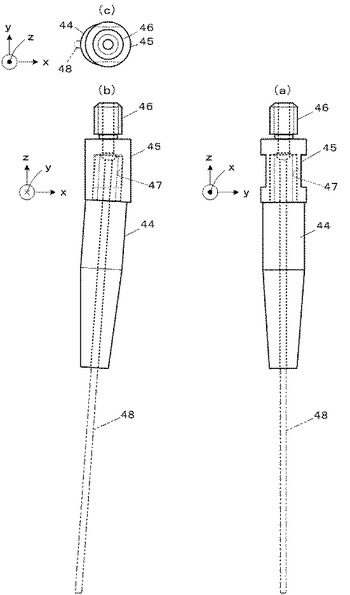
【図7】図1に示すノズルLの先端のチップジョイントおよびインサートチップの拡大図であり、(a)は図1の(b)対応の右側面図、(b)は背面図、(c)は平面図である。
【図8】図1および図2に示す溶接機構を装備したエレクトロスラグ溶接装置の溶接システムの概要を示すブロック図である。
【図9】図8に示すシーケンサならびにモータコントローラによるノズルオシレーションおよびノズル旋回の制御を示すタイムチャートである。
【図10】接対象空間の平面図であり、図8に示す制御によるノズルのオシレーション移動および旋回も示す。
【発明を実施するための形態】
【0012】
(2)前記ガイド手段(45,44)は、ノズル(M)の下端に装着するチップジョイント(45)、および、該チップジョイント(45)に装着するインサートチップ(44)を含み、チップジョイント(45)には、ノズル(M)の中心軸(z)に対してインサートチップ(44)が傾斜する装着手段(47)がある;上記(1)に記載のエレクトロスラグ溶接装置。
【0013】
ノズル(M)の下端を少し曲げることによっても、すなわち前記ガイド手段をノズル下端の曲がりとしても、溶接ノズル(48)の先端に上記2次元軌跡を描かせることができるが、該曲げに対応した固定軌跡となる。本実施態様のようにチップジョイント(45)にインサートチップ(44)を装着する態様では、装着するインサートチップ(44)の傾斜を数種とする複数のチップジョイントを準備しておき、そこから一つを選択してノズル(M)に装着し、また、ノズル(M)に装着したチップジョイントを傾斜が異なるものに取り替えることにより、上記2次元軌跡を選択設定でき、2次元軌跡のバラエティが高くなる。
【0014】
(3)前記ノズル支持基枠(25)は、x軸周りのノズル角度調整機構(J)を介して前記揺動アーム(12)で支持した;上記(1)又は(2)に記載のエレクトロスラグ溶接装置。これによれば、該x軸周りのノズル角度調整機構(J)でノズル(M)のx軸周りの、垂直軸(z)に対する角度を微調整して、該角度を正確にゼロにすることができる。すなわち、ノズル(M)のx軸周りの、垂直線に対する微妙な角度ずれを、容易になくすことができる。
【0015】
(4)前記ノズル支持基枠(25)は、y軸周りのノズル角度調整機構(K)を介して前記揺動アーム(12)で支持した;上記(1)乃至(3)のいずれか1つに記載のエレクトロスラグ溶接装置。これによれば、該y軸周りのノズル角度調整機構(K)でノズル(M)のy軸周りの、垂直軸(z)に対する角度を微調整して、該角度を正確にゼロにすることができる。すなわち、ノズル(M)のy軸周りの、垂直線に対する微妙な角度ずれを、容易になくすことができる。x軸周りのノズル角度調整機構(J)とy軸周りのノズル角度調整機構(K)を併設することにより、ノズル(M)を容易に垂直に設定できる。
【0016】
(5)前記支柱(E)を固定部材に装着固定するクランパ(A);
前記クランパ(A)で支持され、クランパに対する支柱(E)のy,x位置を調整する機構(B,C);および、
該y,x位置調整機構(B,C)で支持され、垂直軸廻りに旋回可に前記支柱(E)を支持する水平回転機構(D);を更に備える上記(1)乃至(4)のいずれか1つに記載のエレクトロスラグ溶接装置。
【0017】
(6)溶接電流の増大に応じて前記ノズル昇降機構(F)の昇降モータをノズル引上げ方向に回転駆動するモータコントローラ(52)およびモータドライバ(53);
前記オシレータ(H)のオシレートモータ(29)を回転駆動して揺動幅の一端と他端の間で前記揺動アーム(12)を往復駆動するモータコントローラ(55)およびモータドライバ(56);および、
前記ノズル旋回機構(L)の旋回モータ(29)を回転駆動して設定角度範囲内で前記ノズル(M)を正逆旋回駆動するモータコントローラ(58)およびモータドライバ(59);を更に備える上記(1)乃至(5)のいずれか1つに記載のエレクトロスラグ溶接装置。
【0018】
(7)前記ノズル(M)を正逆旋回駆動するモータコントローラ(58)およびモータドライバ(59)は、前記オシレータ(H)の揺動アーム(12)の揺動幅の一端と他端でそれぞれ前記ノズル(M)の正転旋回駆動と逆転旋回駆動を開始する;上記(6)に記載のエレクトロスラグ溶接装置。
【0019】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例】
【0020】
図1に本発明の1実施例のエレクトロスラグ溶接装置の溶接機構の下半分を示し、図2には上半分を示す。図2の(a)および(b)のIIA−IIA線およびIIB−IIB線を、それぞれ図1のIIA−IIA線およびIIB−IIB線に重ね合わせることにより、溶接機構の全体が現れる。図1および図2において、(a)は正面図、(b)は右側面図である。
【0021】
図1を参照すると、溶接場所の構造材又は溶接作業台に支柱Eを固定するための、万力型のクランプ台Aには、y位置調整台Bが、手動によるy方向位置調整機構を介してy方向に移動可に装着されている。図1の(b)のy位置調整台Bの右方に突出する摘みを時計方向に廻すことにより、y位置調整台B(支柱E)はy矢印方向に移動し反時計方向に廻すことにより逆方向に移動する。
【0022】
y位置調整台Bには、x位置調整台Cが、手動によるx方向位置調整機構を介してx方向に移動可に装着されている。図1の(a)のx位置調整台Cの左方に突出する摘みを時計方向に廻すことにより、x位置調整台C(支柱E)はx矢印方向に移動し反時計方向に廻すことにより逆方向に移動する。
【0023】
x位置調整台Cには、水平回転機構Dが搭載されている。該機構Dのフランジ付きガイドスリーブの内部には、円錐コロ軸受があり、この軸受で垂直ロッドが垂直軸を中心に回転可に支持されている。ガイドスリーブに装備したロックレバーを時計方向に廻すことにより垂直ロッドは回転不可にロックされ、ロックレバーを反時計方向に廻すことにより垂直ロッドは回転可となる。水平回転機構Dの垂直ロッドに、垂直な支柱Eの下端面が固定されて垂直ロッドで支持されている。これにより、支柱Eはその長軸(垂直軸)を中心に旋回することができる。支柱Eにはノズル昇降機構Fがある。
【0024】
ノズル昇降機構Fには、支柱E内で垂直に延びるねじ棒10があり、このねじ棒10にねじ結合したナットが昇降台Gに固定されている。ねじ棒10は昇降モータ11により回転駆動され、モータ11の正転により昇降台Gが垂直方向zで上昇し、逆転により降下する。図1には昇降台Gを支柱Eの下端に下げた位置に示すが、図2には昇降台Gを支柱Eの上端に上げた位置に示す。
【0025】
図2および図3を参照すると、昇降台Gには、オシレータHおよびケーブルベアIを装備している。オシレータHは、揺動幅調整摘み13a,13bによって設定されたx方向揺動幅の一端と他端の間で、オシレートモータ14で揺動アーム12をx方向にオシレート(往復駆動)する。揺動幅調整摘み13a,13bは、x方向に平行な一本のねじ棒の一端と他端に固着されている。それらの中間点から、摘み13aまでと摘み13bまでのねじ山は、一方が右ねじ、他方が左ねじであり、各ねじ部に、リミットスイッチを搭載した1対のスイッチ台座のそれぞれがねじ結合しており、揺動幅調整摘み13a,13bの一方を時計回りに廻すと、1対のスイッチ台座が互いに離れる。これは、ノズルMの揺動幅すなわちx方向オシレート幅を広げることになる。揺動幅調整摘み13a,13bの一方を反時計回りに廻すと、1対のスイッチ台座が互いに近づく。この場合は、x方向オシレート幅を狭くすることになる。後述するように、オシレートモータ14によって駆動される揺動アーム12が一方のリミットスイッチを開から閉に(又はその逆に)操作すると、揺動アーム12の揺動駆動が一時停止され、そしてオシレートモータ14の回転方向が逆に切り替えられて揺動アーム12が逆方向に揺動駆動される。揺動アーム12には、x軸廻りのノズル角度調整機構Jを介してx角度調整板16が、x方向に平行なピン15を中心に回転可に連結されている。
【0026】
拡大図である図5を参照すると、x角度調整板16の1端部には、摺動連結具17の一端が固着され、摺動連結具17のy方向摺動ロッドは、z方向には移動可であるがy方向およびロッド軸廻りには移動不可に揺動アーム12に装着されたナットにねじ結合し、該ロッドの先端に摘み18が固着されている。摘み18を時計方向に廻すと、x角度調整板16がピン15を中心に反時計回りに回動し、摘み18を反時計回りに廻すと、x角度調整板16は時計回りに回動する。x軸廻りのノズル角度調整機構Jの摘み18を廻してノズルMの、x軸廻りの、垂直線に対する傾斜角度を手動調整(設定)できる。x角度調整板16には、y軸廻りのノズル角度調整機構Kを介してy角度調整板20が、x角度調整板16に立てられたy平行軸19を中心に回転可に、連結されている。
【0027】
拡大図である図4を参照すると、y角度調整板20に垂直に立てた補助板22と、x角度調整板16に立てた補助板23の間に摺動連結具24があり、摺動連結具24のx方向摺動ロッドは、z方向には移動可であるがx方向およびロッド軸廻りには移動不可に補助板23に装着されたナットにねじ結合し、該ロッドの先端に摘み21が固着されている。摘み21を時計方向に廻すと、y角度調整板20がy平行軸19を中心に時計回り(図4の(b)上)に回動し、反時計回りに廻すと、反時計回りに回動する。y軸廻りのノズル角度調整機構Kの摘み21を廻してノズルMの、y軸廻りの、垂直軸に対する傾斜角度を手動調整(設定)できる。y角度調整板20には、ノズル旋回機構Lの基枠25が固定されている。
【0028】
ノズル旋回機構Lの基枠25には、軸心がz軸に平行な傘歯歯車26と、それに噛み合い軸心がx軸に平行な傘歯歯車27があり、基枠25で回転自在に支持されている(図4の(b))。傘歯歯車26は中空であり、そこを絶縁スリーブ28が貫通して傘歯歯車26に固着されている(図5)。絶縁スリーブ28をノズルMが貫通し絶縁スリーブ28に固着されている。該絶縁スリーブ28は、基枠25に、z軸に平行な軸を中心に回転(ノズル旋回)可に支持されている(図5)。傘歯歯車27は減速機付き旋回モータ29の出力軸(出力回転軸)に固着されており、旋回モータ29が正回転すると傘歯歯車27,傘歯歯車26が回転しノズルMが、傘歯歯車26の、z軸に平行な中心軸を中心に、正回転し(溶接対象空間を見下ろす方向で時計方向の回転:図10)、旋回モータ29の逆回転によりノズルMは逆回転(反時計方向)する。
【0029】
ノズルMの外周面には、絶縁のためのシリコン樹脂被覆がある。絶縁スリーブ28の上端にはノズルM内を通行する溶接ワイヤに通電する通電口金を装着したケーブルコネクタ30が固定されている。ケーブルコネクタ30には、水冷パワーケーブルの電力線を接続するタップ31および水冷ホースを接続する口金32がある。該電力線は、タップ31および溶接ワイヤに通電する通電口金を介してノズルM内の溶接ワイヤに給電するが、ワイヤガイド33による、ワイヤ矯正器35,37方向への通電を抑制するために、ワイヤガイドは、33と34の間で分離されている。したがってワイヤ矯正器35,37を、ノズル旋回機構Lの支持機構とは別の機構で支持する必要がある。そこで本実施例では、図5および図6に示すように、y角度調整板20に脚40を立てて、脚40によって垂直ロッド41を固定支持し、垂直ロッド41に上下スライド可能に連結具42を装着して、連結具42に固着したアーム39でワイヤポート部材38を支持した。ワイヤポート部材38は、対のワイヤ矯正器37,35およびワイヤガイド34,36を一体支持している。連結具42には、垂直ロッド41に対する連結具42の上下スライドを可とし、また、それを拘束(ロック)するためのロック機構およびロックレバー43を装備する。ワイヤポート部材38に、図示しないワイヤ送給装置が溶接ワイヤを送給する。
【0030】
ノズルMの下端には、インサートチップ44を装着したチップジョイント45が装着されている(図1)。図7に、チップジョイント45およびインサートチップ44を拡大して示す。チップジョイント45には、ノズル(筒電極)Mの下端面に開いた雌ねじ穴にねじ込む雄ねじ頭46およびくびれを経て頭46に連続する胴45がある。胴45内には、雌ねじ穴47があって、これが頭46に連続するくびれを垂直に貫通するワイヤ通し穴に連続している。この雌ねじ穴47は、垂直(z軸に平行)な軸線に対して4°傾斜した軸を中心とするものである。様々な角度の雌ねじ穴がある数種のチップジョイントが準備されており、それらの中の所望のものを選択できる。すなわちノズルMから繰り出すワイヤの、垂直線に対する傾斜角を選択できる。インサートチップ44は、通常のインサートチップと同じく真っ直ぐなものであって、雌ねじ穴47に螺合する雄ねじ先端と、ワイヤ通し穴があり、先端の雄ねじ先端から下端のワイヤ通口まで一直線であり、曲がりはない。しかしチップジョイント45にねじ込むと、チップジョイント45の雌ねじ穴47の傾斜により、図7の(b)に示すように、z軸に対して傾斜し、これにより溶接対象空間に送り込まれる溶接ワイヤ48も同様に傾斜する。この傾斜により、ノズルMの先端のx,y位置に対して、溶接ワイヤ48の下端(先端)のx,y位置は異なったものとなる。この相違は、ノズルMの旋回角度すなわちz軸廻りの回転角度に依存する。
【0031】
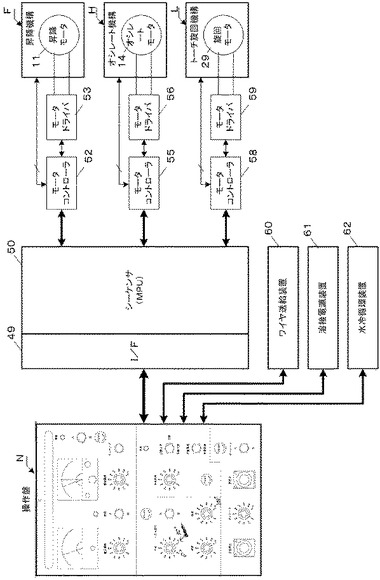
図8に、図1および図2に示す溶接機構を装備したエレクトロスラグ溶接装置の溶接システムの概要を示す。操作盤Nに対するオペレータの設定入力は、ノズルMの3次元位置制御に関連するものは入出力インターフェース(I/F)49を介して、CPU他のコンピュータ機能要素を含むコンピュータシステムであるマイクロプロセッサ(MPU:マイコン)を用いたシーケンサ50に与えられる。ワイヤ送給速度の制御に関連するものはワイヤ送給装置60に与えられ、溶接電力制御に関連するものは溶接電源装置61に与えられ、また、冷却水制御に関連するものは水冷循環装置62に与えられる。
【0032】
シーケンサ50は、昇降指示に応じてモータコントローラ52に昇降モータ11の正転,逆転および停止を指示し、ノズルMの3次元位置制御に関連する設定情報に基いて昇降駆動速度をモータコントローラ52に設定する。溶接開始に先立ってオペレータは、操作盤Nに昇降モータ11の正転,逆転および停止を指示してノズルMを昇降してノズルMの先端(下端)を溶接対象空間内の所要位置(高さ)に設定する。操作盤Nに対するオペレータの溶接開始指示入力があるとシーケンサ50は、モータコントローラ52にノズルMの自動上昇制御を指示する。これに応答してモータコントローラ52は、自動上昇制御を開始し、溶接ワイヤ48に流れる溶接電流を監視して、それが設定値になるように、溶接電流が大きくなるときにはモータドライバ53を介して昇降モータ11を駆動してノズルMを上げる。すなわち上昇させる。シーケンサ50が停止を指示するとモータコントローラ52は、モータドライバ53により、昇降モータ11を上昇駆動し昇降台Gが上リミット位置に達すると昇降モータ11の駆動を停止する。
【0033】
また、シーケンサ50は、正,逆回転指示に応じてモータコントローラ55にオシレートモータ14の正転,逆転および停止を指示し、ノズルMのオシレート制御に関連する設定情報に基いてオシレートの設定速度(回/分)をモータコントローラ55に与える。溶接開始に先立ってオペレータは、操作盤Nにオシレートモータ14の正転,逆転および停止を指示してノズルMをオシレート幅中央点に設定する。操作盤Nに対するオペレータのオシレート開始指示をシーケンサ50がモータコントローラ55に与えると、モータコントローラ55はオシレートモータ14の正転駆動を開始し、オシレート機構Hのオシレート幅を画定するための1対のリミットスイッチの一方が開から閉に切換るとそこでモータ駆動を一時停止し、そして今度はオシレートモータ14の逆転駆動を開始し、他方のリミットスイッチが開から閉に切換るとそこでモータ駆動を一時停止し、そして今度はオシレートモータ14の正転駆動を開始する。これを繰り返す。これによりノズルMがx方向にオシレートする。シーケンサ50が停止を指示するとモータコントローラ55は、ノズルMがオシレートの中央点(上記1対のリミットスイッチの中間点)でオシレートモータ14の駆動を停止する。すなわちノズルMをオシレート幅の中央点に位置決めする。
【0034】
また、シーケンサ50は、操作盤NからのノズルMの正,逆旋回指示をモータコントローラ58に与え、これに応答してモータコントローラ58はモータドライバ59を介して旋回モータ29を正,逆転駆動する。これによりノズルMが垂直軸廻りで時計方向,反時計方向に回転する。オペレータは溶接開始に先立ち、このような指示を操作盤Nに入力してノズルMを基準姿勢に設定する。この基準姿勢は、ノズルMの旋回角度基準点(旋回角度0)であり、本実施例では、インサートチップ44の傾斜の方向がダイアフラムに正対抗(ダイアフラム端面に直交)する、図10に示すArCの方向である。
【0035】
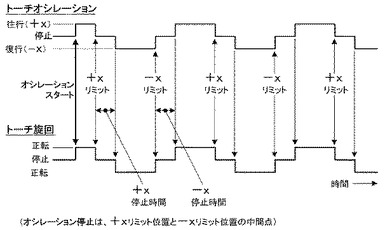
操作盤Nから旋回開始指示がありこれをシーケンサ50がモータコントローラ58に、指定旋回角度および指定旋回速度とともに与えると、モータコントローラ58がモータドライバ59を介して旋回モータ29を、まず指定旋回速度で「指定旋回角度/2」分、正転駆動して停止する。この間オシレートモータ14は正転し一方のリミットスイッチの閉への切換り時に停止する。そしてオシレートモータ14の逆転が開始するとき、旋回モータ29の指定旋回速度の逆転駆動を開始し、「指定旋回角度」分回転したとき停止する。この間オシレートモータ14は逆転し他方のリミットスイッチの閉への切換り時に停止する。そしてオシレートモータ15の正転が開始するとき、旋回モータ29の指定旋回速度の正転駆動を開始し、「指定旋回角度」分回転したとき停止する。これを繰り返す。
【0036】
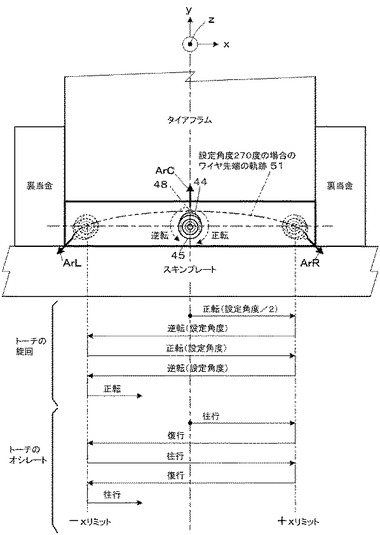
この場合のノズルオシレートの制御とノズル旋回制御の内容を図9に示す。オシレート停止指示又は旋回停止指示があるとシーケンサ50は、ノズルMを基準姿勢に設定して旋回モータ29の駆動を停止する。例えば図10に示すように、スキンプレート,ダイアフラムおよび裏当金で囲まれる溶接対象空間を、指定旋回角度を270度として溶接する場合は、上記正,逆旋回の繰り返しにより、インサートチップ44から繰り出される溶接ワイヤ48の先端の移動軌跡51は、2点鎖線で示される、大略が半楕円形状となる。この場合、スキンプレートに裏当金が交わるコーナでは、溶接ワイヤ48の先端部の姿勢が、スキンプレートおよび裏当金に対して45°でコーナに対向する矢印ArL,ArRで示す方向に対向するものとなって、コーナに対する溶接入熱が多い。コーナ領域を外れるx領域では、ワイヤ先端はスキンプレートから遠く、ダイアフラムに近いので、スキンプレートに対する溶接入熱が抑制され、ダイアフラムに対する溶接入熱が促進される。これは、コーナ部の継ぎ手性能を高め、スキンプレートの溶接熱による脆弱化が抑制され、しかもダイアフラムの継ぎ手強度を高めることになる。
【0037】
なお、クランパAおよびx,y位置調整台C,Bによる支柱Eの傾斜設定およびx,y位置手動調整では、支柱Eの傾斜姿勢の調整は難しいが、上記実施例では、オシレータHのオシレートアーム12にx,y軸廻りのノズル角度調整機構J,Kを備えてノズルMのx,y軸廻りの角度を微調整できるので、ノズルMを、正しく垂直に容易に調整でき、溶接入熱分布の設定あるいは調整を、容易かつ正確に行うことができる。
【0038】
上記ノズル旋回機構Lを備えてノズルMを溶接中に自動旋回させることにより、高品質なエレクトロスラグ溶接を能率よく実施できる。
【符号の説明】
【0039】
A:クランプ台 B:y位置調整台
C:x位置調整台 D:水平回転機構
E:支柱 F:ノズル昇降機構
G:昇降台 H:オシレータ
I:ケーブルベア
J:x軸廻りのノズル角度調整機構
K:y軸廻りのノズル角度調整機構
L:ノズル旋回機構 M:ノズル
N:操作盤 10:ねじ棒
11:昇降モータ 12:揺動アーム
13a,13b:揺動幅調整摘み
14:オシレートモータ
15:ピン 16:x角度調整板
17:摺動連結具 18:x角度調整摘み
19:y平行軸 20:y角度調整板
21:y角度調整摘み
22,23:補助板 24:摺動連結具
25:ノズル旋回の基枠
26,27:傘歯歯車
28:絶縁スリーブ 29:旋回モータ
30:ケーブルコネクタ
31:タップ 32:口金
33,34,36:ワイヤガイド
35,37:ワイヤ矯正器
38:ワイヤポート部材
39:アーム 40:脚
41:垂直ロッド 42:連結具
43:ロックレバー
44:インサートチップ
45:チップジョイント
46:頭 47:雌ねじ穴
48:溶接ワイヤ
【技術分野】
【0001】
本発明は、鋼側板の内表面とそれに対向する鋼ダイアフラム端面の間の空間に、エレクトロスラグ溶接ワイヤを通した筒電極であるノズルを挿入してノズルの下端下に溶接金属池を形成しつつノズルを引上げ駆動して該空間に溶接金属を満すエレクトロスラグ溶接に関し、特に、エレクトロスラグ溶接機のノズル先端(下端)の3次元位置決め機構に関する。
【背景技術】
【0002】
鉄鋼建築物の鋼ボックス柱は、側板であるスキンプレートに、所要間隔でダイアフラムを溶接したものである。ダイアフラムの溶接は、例えば、図9に示すように、当金で囲んだ、スキンプレートとダイアフラムの間の3次元空間(溶接対象空間)にエレクトロスラグ溶接ワイヤを通したノズルを挿入し、ノズルの下端下に溶接金属池を形成しつつノズルを引上げ駆動して該空間に溶接金属を満す。特許文献1には1本のノズルを用いるエレクトロスラグ溶接が、特許文献2には2本のノズルを用いるエレクトロスラグ溶接が記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公昭60−54146号公報
【特許文献2】特開平 5−42378号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ボックス柱の大型化に伴ない、スキンプレートとダイアフラムの間の空間が大きくなる。この空間の溶接が不均一になるのを避けるため、ノズルをスキンプレートの長手方向xに揺動(オシレート)させているが、1個のノズルによる溶接幅(ダイアフラムの厚み相当)にはおのずから限度がある。そこで特許文献2に記載のエレクトロスラグ溶接装置は、2本のノズルを同時に使用する筒電極引上げ装置すなわちノズル引上げ装置を備えている。しかし、支柱からオシレータまでのノズル支持機構は共通であるものの、ノズルおよび電源装置を含むエレクトロスラグ溶接装置は2組となり、装置がコスト高になる。
【0005】
ところで、3次元の溶接対象空間内の3次元の溶接温度分布は、溶接電力のみならず、該空間を画定するスキンプレート,ダイアフラムおよび当金の厚みによって異なる。しかもノズルの、スキンプレートの長手方向xの直線往復駆動(オシレート)では、スキンプレートに当金が当たっているコーナがノズル軌跡から遠いので低温になりやすいので高入熱が必要であるが、該コーナを外れるスキンプレート表面部は、スキンプレートの高熱による脆弱化を回避するように、過剰入熱を避けなければならない。従来の、ノズルをローラで挟んで、溶接時にはローラ駆動によってノズルを少しずつ引き上げる、ノズルの高さ方向zの自動位置制御,溶接時にノズルをスキンプレートの長手方向xに直線往復駆動(オシレート)する水平方向xの自動位置変更、および、手動でノズル保持部分をx,zに直交するy方向に位置調整するy位置手動設定では、溶接対象空間の水平x,y方向すなわち2次元各所に対する所望入熱を容易に実現することは困難である。1個のノズルによるエレクトロスラグ溶接でこれが顕著である。2本のノズルによるエレクトロスラグ溶接では各ノズルの溶接電流もしくはノズル引上げ速度を個別に調整できるので、これによってスキンプレートの長手方向xでの入熱制御がやや容易になるが、直交方向yの入熱制御が難しく、したがってやはり2次元各所に対する所望入熱を容易に実現することは困難である。
【0006】
本発明は、溶接対象空間の水平2次元各所に対する所望入熱が容易で、高能率の溶接ができるエレクトロスラグ溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)垂直支柱(E)に装備した、溶接中にオシレータ(H)を上昇駆動するノズル昇降機構(F);
前記オシレータ(H)の揺動アーム(12)で支持されたノズル支持基枠(25);
該ノズル支持基枠(25)で垂下姿勢で支持され垂下軸(z)を中心に回転可能であって、溶接ワイヤ(48)の先端を垂下軸(z)から離れる方向に案内するガイド手段(45,44)を含む、エレクトロスラグ溶接のノズル(M);および、
該ノズル(M)を前記垂下軸(z)を中心に回転駆動するノズル旋回機構(L);を備えるエレクトロスラグ溶接装置。
【0008】
なお、理解を容易にするために括弧内には、図面に示し後述する実施例の対応要素の符号を、参考までに付記した。以下も同様である。
【発明の効果】
【0009】
これによれば、ノズル支持基枠(25)および揺動アーム(12)を介してノズル(M)を支持するオシレータ(H)を、ノズル昇降機構(F)で上昇駆動(垂直z変位)する溶接時に、ノズル旋回機構(L)でノズル(M)を垂下軸(z)を中心に自動回転駆動して、オシレータ(H)によるノズル(M)の揺動方向(x)に対して直交する方向(y)に溶接ワイヤ先端を自動的に振ることができ、溶接ワイヤ先端をオシレート方向(x)のみならず水平直交方向(y)にも変位する2次元軌跡(51)を描かせることができる。
【0010】
該2次元軌跡(51)を適当に設定又は調整することにより、溶接ワイヤ(48)の先端が、スキンプレートに裏当金が交わるコーナに対向してコーナに対する溶接入熱を多くし、コーナ領域を外れるオシレート(x)領域ではスキンプレートに対する溶接入熱を抑制しダイアフラムに対する溶接入熱を大きくすることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の1実施例のエレクトロスラグ溶接装置の溶接機構の下半分を示し、(a)は正面図、(b)は右側面図である。
【図2】図1に示す溶接機構の上半分を示し、(a)は正面図、(b)は右側面図である。図2の(a)および(b)のIIA−IIA線およびIIB−IIB線を、それぞれ図1のIIA−IIA線およびIIB−IIB線に重ね合わせることにより、溶接機構の全体が現れる。
【図3】図2の(b)に示す溶接機構の平面図である。
【図4】図2および図3に示すノズル旋回機構Kの拡大図であり、(a)は図3対応の平面図、(b)は図2の(a)対応の正面図である。
【図5】図2の(b)に示すノズル旋回機構Kの拡大右側面図である。
【図6】図5に示すノズル旋回機構Kの右側面図である。
【図7】図1に示すノズルLの先端のチップジョイントおよびインサートチップの拡大図であり、(a)は図1の(b)対応の右側面図、(b)は背面図、(c)は平面図である。
【図8】図1および図2に示す溶接機構を装備したエレクトロスラグ溶接装置の溶接システムの概要を示すブロック図である。
【図9】図8に示すシーケンサならびにモータコントローラによるノズルオシレーションおよびノズル旋回の制御を示すタイムチャートである。
【図10】接対象空間の平面図であり、図8に示す制御によるノズルのオシレーション移動および旋回も示す。
【発明を実施するための形態】
【0012】
(2)前記ガイド手段(45,44)は、ノズル(M)の下端に装着するチップジョイント(45)、および、該チップジョイント(45)に装着するインサートチップ(44)を含み、チップジョイント(45)には、ノズル(M)の中心軸(z)に対してインサートチップ(44)が傾斜する装着手段(47)がある;上記(1)に記載のエレクトロスラグ溶接装置。
【0013】
ノズル(M)の下端を少し曲げることによっても、すなわち前記ガイド手段をノズル下端の曲がりとしても、溶接ノズル(48)の先端に上記2次元軌跡を描かせることができるが、該曲げに対応した固定軌跡となる。本実施態様のようにチップジョイント(45)にインサートチップ(44)を装着する態様では、装着するインサートチップ(44)の傾斜を数種とする複数のチップジョイントを準備しておき、そこから一つを選択してノズル(M)に装着し、また、ノズル(M)に装着したチップジョイントを傾斜が異なるものに取り替えることにより、上記2次元軌跡を選択設定でき、2次元軌跡のバラエティが高くなる。
【0014】
(3)前記ノズル支持基枠(25)は、x軸周りのノズル角度調整機構(J)を介して前記揺動アーム(12)で支持した;上記(1)又は(2)に記載のエレクトロスラグ溶接装置。これによれば、該x軸周りのノズル角度調整機構(J)でノズル(M)のx軸周りの、垂直軸(z)に対する角度を微調整して、該角度を正確にゼロにすることができる。すなわち、ノズル(M)のx軸周りの、垂直線に対する微妙な角度ずれを、容易になくすことができる。
【0015】
(4)前記ノズル支持基枠(25)は、y軸周りのノズル角度調整機構(K)を介して前記揺動アーム(12)で支持した;上記(1)乃至(3)のいずれか1つに記載のエレクトロスラグ溶接装置。これによれば、該y軸周りのノズル角度調整機構(K)でノズル(M)のy軸周りの、垂直軸(z)に対する角度を微調整して、該角度を正確にゼロにすることができる。すなわち、ノズル(M)のy軸周りの、垂直線に対する微妙な角度ずれを、容易になくすことができる。x軸周りのノズル角度調整機構(J)とy軸周りのノズル角度調整機構(K)を併設することにより、ノズル(M)を容易に垂直に設定できる。
【0016】
(5)前記支柱(E)を固定部材に装着固定するクランパ(A);
前記クランパ(A)で支持され、クランパに対する支柱(E)のy,x位置を調整する機構(B,C);および、
該y,x位置調整機構(B,C)で支持され、垂直軸廻りに旋回可に前記支柱(E)を支持する水平回転機構(D);を更に備える上記(1)乃至(4)のいずれか1つに記載のエレクトロスラグ溶接装置。
【0017】
(6)溶接電流の増大に応じて前記ノズル昇降機構(F)の昇降モータをノズル引上げ方向に回転駆動するモータコントローラ(52)およびモータドライバ(53);
前記オシレータ(H)のオシレートモータ(29)を回転駆動して揺動幅の一端と他端の間で前記揺動アーム(12)を往復駆動するモータコントローラ(55)およびモータドライバ(56);および、
前記ノズル旋回機構(L)の旋回モータ(29)を回転駆動して設定角度範囲内で前記ノズル(M)を正逆旋回駆動するモータコントローラ(58)およびモータドライバ(59);を更に備える上記(1)乃至(5)のいずれか1つに記載のエレクトロスラグ溶接装置。
【0018】
(7)前記ノズル(M)を正逆旋回駆動するモータコントローラ(58)およびモータドライバ(59)は、前記オシレータ(H)の揺動アーム(12)の揺動幅の一端と他端でそれぞれ前記ノズル(M)の正転旋回駆動と逆転旋回駆動を開始する;上記(6)に記載のエレクトロスラグ溶接装置。
【0019】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例】
【0020】
図1に本発明の1実施例のエレクトロスラグ溶接装置の溶接機構の下半分を示し、図2には上半分を示す。図2の(a)および(b)のIIA−IIA線およびIIB−IIB線を、それぞれ図1のIIA−IIA線およびIIB−IIB線に重ね合わせることにより、溶接機構の全体が現れる。図1および図2において、(a)は正面図、(b)は右側面図である。
【0021】
図1を参照すると、溶接場所の構造材又は溶接作業台に支柱Eを固定するための、万力型のクランプ台Aには、y位置調整台Bが、手動によるy方向位置調整機構を介してy方向に移動可に装着されている。図1の(b)のy位置調整台Bの右方に突出する摘みを時計方向に廻すことにより、y位置調整台B(支柱E)はy矢印方向に移動し反時計方向に廻すことにより逆方向に移動する。
【0022】
y位置調整台Bには、x位置調整台Cが、手動によるx方向位置調整機構を介してx方向に移動可に装着されている。図1の(a)のx位置調整台Cの左方に突出する摘みを時計方向に廻すことにより、x位置調整台C(支柱E)はx矢印方向に移動し反時計方向に廻すことにより逆方向に移動する。
【0023】
x位置調整台Cには、水平回転機構Dが搭載されている。該機構Dのフランジ付きガイドスリーブの内部には、円錐コロ軸受があり、この軸受で垂直ロッドが垂直軸を中心に回転可に支持されている。ガイドスリーブに装備したロックレバーを時計方向に廻すことにより垂直ロッドは回転不可にロックされ、ロックレバーを反時計方向に廻すことにより垂直ロッドは回転可となる。水平回転機構Dの垂直ロッドに、垂直な支柱Eの下端面が固定されて垂直ロッドで支持されている。これにより、支柱Eはその長軸(垂直軸)を中心に旋回することができる。支柱Eにはノズル昇降機構Fがある。
【0024】
ノズル昇降機構Fには、支柱E内で垂直に延びるねじ棒10があり、このねじ棒10にねじ結合したナットが昇降台Gに固定されている。ねじ棒10は昇降モータ11により回転駆動され、モータ11の正転により昇降台Gが垂直方向zで上昇し、逆転により降下する。図1には昇降台Gを支柱Eの下端に下げた位置に示すが、図2には昇降台Gを支柱Eの上端に上げた位置に示す。
【0025】
図2および図3を参照すると、昇降台Gには、オシレータHおよびケーブルベアIを装備している。オシレータHは、揺動幅調整摘み13a,13bによって設定されたx方向揺動幅の一端と他端の間で、オシレートモータ14で揺動アーム12をx方向にオシレート(往復駆動)する。揺動幅調整摘み13a,13bは、x方向に平行な一本のねじ棒の一端と他端に固着されている。それらの中間点から、摘み13aまでと摘み13bまでのねじ山は、一方が右ねじ、他方が左ねじであり、各ねじ部に、リミットスイッチを搭載した1対のスイッチ台座のそれぞれがねじ結合しており、揺動幅調整摘み13a,13bの一方を時計回りに廻すと、1対のスイッチ台座が互いに離れる。これは、ノズルMの揺動幅すなわちx方向オシレート幅を広げることになる。揺動幅調整摘み13a,13bの一方を反時計回りに廻すと、1対のスイッチ台座が互いに近づく。この場合は、x方向オシレート幅を狭くすることになる。後述するように、オシレートモータ14によって駆動される揺動アーム12が一方のリミットスイッチを開から閉に(又はその逆に)操作すると、揺動アーム12の揺動駆動が一時停止され、そしてオシレートモータ14の回転方向が逆に切り替えられて揺動アーム12が逆方向に揺動駆動される。揺動アーム12には、x軸廻りのノズル角度調整機構Jを介してx角度調整板16が、x方向に平行なピン15を中心に回転可に連結されている。
【0026】
拡大図である図5を参照すると、x角度調整板16の1端部には、摺動連結具17の一端が固着され、摺動連結具17のy方向摺動ロッドは、z方向には移動可であるがy方向およびロッド軸廻りには移動不可に揺動アーム12に装着されたナットにねじ結合し、該ロッドの先端に摘み18が固着されている。摘み18を時計方向に廻すと、x角度調整板16がピン15を中心に反時計回りに回動し、摘み18を反時計回りに廻すと、x角度調整板16は時計回りに回動する。x軸廻りのノズル角度調整機構Jの摘み18を廻してノズルMの、x軸廻りの、垂直線に対する傾斜角度を手動調整(設定)できる。x角度調整板16には、y軸廻りのノズル角度調整機構Kを介してy角度調整板20が、x角度調整板16に立てられたy平行軸19を中心に回転可に、連結されている。
【0027】
拡大図である図4を参照すると、y角度調整板20に垂直に立てた補助板22と、x角度調整板16に立てた補助板23の間に摺動連結具24があり、摺動連結具24のx方向摺動ロッドは、z方向には移動可であるがx方向およびロッド軸廻りには移動不可に補助板23に装着されたナットにねじ結合し、該ロッドの先端に摘み21が固着されている。摘み21を時計方向に廻すと、y角度調整板20がy平行軸19を中心に時計回り(図4の(b)上)に回動し、反時計回りに廻すと、反時計回りに回動する。y軸廻りのノズル角度調整機構Kの摘み21を廻してノズルMの、y軸廻りの、垂直軸に対する傾斜角度を手動調整(設定)できる。y角度調整板20には、ノズル旋回機構Lの基枠25が固定されている。
【0028】
ノズル旋回機構Lの基枠25には、軸心がz軸に平行な傘歯歯車26と、それに噛み合い軸心がx軸に平行な傘歯歯車27があり、基枠25で回転自在に支持されている(図4の(b))。傘歯歯車26は中空であり、そこを絶縁スリーブ28が貫通して傘歯歯車26に固着されている(図5)。絶縁スリーブ28をノズルMが貫通し絶縁スリーブ28に固着されている。該絶縁スリーブ28は、基枠25に、z軸に平行な軸を中心に回転(ノズル旋回)可に支持されている(図5)。傘歯歯車27は減速機付き旋回モータ29の出力軸(出力回転軸)に固着されており、旋回モータ29が正回転すると傘歯歯車27,傘歯歯車26が回転しノズルMが、傘歯歯車26の、z軸に平行な中心軸を中心に、正回転し(溶接対象空間を見下ろす方向で時計方向の回転:図10)、旋回モータ29の逆回転によりノズルMは逆回転(反時計方向)する。
【0029】
ノズルMの外周面には、絶縁のためのシリコン樹脂被覆がある。絶縁スリーブ28の上端にはノズルM内を通行する溶接ワイヤに通電する通電口金を装着したケーブルコネクタ30が固定されている。ケーブルコネクタ30には、水冷パワーケーブルの電力線を接続するタップ31および水冷ホースを接続する口金32がある。該電力線は、タップ31および溶接ワイヤに通電する通電口金を介してノズルM内の溶接ワイヤに給電するが、ワイヤガイド33による、ワイヤ矯正器35,37方向への通電を抑制するために、ワイヤガイドは、33と34の間で分離されている。したがってワイヤ矯正器35,37を、ノズル旋回機構Lの支持機構とは別の機構で支持する必要がある。そこで本実施例では、図5および図6に示すように、y角度調整板20に脚40を立てて、脚40によって垂直ロッド41を固定支持し、垂直ロッド41に上下スライド可能に連結具42を装着して、連結具42に固着したアーム39でワイヤポート部材38を支持した。ワイヤポート部材38は、対のワイヤ矯正器37,35およびワイヤガイド34,36を一体支持している。連結具42には、垂直ロッド41に対する連結具42の上下スライドを可とし、また、それを拘束(ロック)するためのロック機構およびロックレバー43を装備する。ワイヤポート部材38に、図示しないワイヤ送給装置が溶接ワイヤを送給する。
【0030】
ノズルMの下端には、インサートチップ44を装着したチップジョイント45が装着されている(図1)。図7に、チップジョイント45およびインサートチップ44を拡大して示す。チップジョイント45には、ノズル(筒電極)Mの下端面に開いた雌ねじ穴にねじ込む雄ねじ頭46およびくびれを経て頭46に連続する胴45がある。胴45内には、雌ねじ穴47があって、これが頭46に連続するくびれを垂直に貫通するワイヤ通し穴に連続している。この雌ねじ穴47は、垂直(z軸に平行)な軸線に対して4°傾斜した軸を中心とするものである。様々な角度の雌ねじ穴がある数種のチップジョイントが準備されており、それらの中の所望のものを選択できる。すなわちノズルMから繰り出すワイヤの、垂直線に対する傾斜角を選択できる。インサートチップ44は、通常のインサートチップと同じく真っ直ぐなものであって、雌ねじ穴47に螺合する雄ねじ先端と、ワイヤ通し穴があり、先端の雄ねじ先端から下端のワイヤ通口まで一直線であり、曲がりはない。しかしチップジョイント45にねじ込むと、チップジョイント45の雌ねじ穴47の傾斜により、図7の(b)に示すように、z軸に対して傾斜し、これにより溶接対象空間に送り込まれる溶接ワイヤ48も同様に傾斜する。この傾斜により、ノズルMの先端のx,y位置に対して、溶接ワイヤ48の下端(先端)のx,y位置は異なったものとなる。この相違は、ノズルMの旋回角度すなわちz軸廻りの回転角度に依存する。
【0031】
図8に、図1および図2に示す溶接機構を装備したエレクトロスラグ溶接装置の溶接システムの概要を示す。操作盤Nに対するオペレータの設定入力は、ノズルMの3次元位置制御に関連するものは入出力インターフェース(I/F)49を介して、CPU他のコンピュータ機能要素を含むコンピュータシステムであるマイクロプロセッサ(MPU:マイコン)を用いたシーケンサ50に与えられる。ワイヤ送給速度の制御に関連するものはワイヤ送給装置60に与えられ、溶接電力制御に関連するものは溶接電源装置61に与えられ、また、冷却水制御に関連するものは水冷循環装置62に与えられる。
【0032】
シーケンサ50は、昇降指示に応じてモータコントローラ52に昇降モータ11の正転,逆転および停止を指示し、ノズルMの3次元位置制御に関連する設定情報に基いて昇降駆動速度をモータコントローラ52に設定する。溶接開始に先立ってオペレータは、操作盤Nに昇降モータ11の正転,逆転および停止を指示してノズルMを昇降してノズルMの先端(下端)を溶接対象空間内の所要位置(高さ)に設定する。操作盤Nに対するオペレータの溶接開始指示入力があるとシーケンサ50は、モータコントローラ52にノズルMの自動上昇制御を指示する。これに応答してモータコントローラ52は、自動上昇制御を開始し、溶接ワイヤ48に流れる溶接電流を監視して、それが設定値になるように、溶接電流が大きくなるときにはモータドライバ53を介して昇降モータ11を駆動してノズルMを上げる。すなわち上昇させる。シーケンサ50が停止を指示するとモータコントローラ52は、モータドライバ53により、昇降モータ11を上昇駆動し昇降台Gが上リミット位置に達すると昇降モータ11の駆動を停止する。
【0033】
また、シーケンサ50は、正,逆回転指示に応じてモータコントローラ55にオシレートモータ14の正転,逆転および停止を指示し、ノズルMのオシレート制御に関連する設定情報に基いてオシレートの設定速度(回/分)をモータコントローラ55に与える。溶接開始に先立ってオペレータは、操作盤Nにオシレートモータ14の正転,逆転および停止を指示してノズルMをオシレート幅中央点に設定する。操作盤Nに対するオペレータのオシレート開始指示をシーケンサ50がモータコントローラ55に与えると、モータコントローラ55はオシレートモータ14の正転駆動を開始し、オシレート機構Hのオシレート幅を画定するための1対のリミットスイッチの一方が開から閉に切換るとそこでモータ駆動を一時停止し、そして今度はオシレートモータ14の逆転駆動を開始し、他方のリミットスイッチが開から閉に切換るとそこでモータ駆動を一時停止し、そして今度はオシレートモータ14の正転駆動を開始する。これを繰り返す。これによりノズルMがx方向にオシレートする。シーケンサ50が停止を指示するとモータコントローラ55は、ノズルMがオシレートの中央点(上記1対のリミットスイッチの中間点)でオシレートモータ14の駆動を停止する。すなわちノズルMをオシレート幅の中央点に位置決めする。
【0034】
また、シーケンサ50は、操作盤NからのノズルMの正,逆旋回指示をモータコントローラ58に与え、これに応答してモータコントローラ58はモータドライバ59を介して旋回モータ29を正,逆転駆動する。これによりノズルMが垂直軸廻りで時計方向,反時計方向に回転する。オペレータは溶接開始に先立ち、このような指示を操作盤Nに入力してノズルMを基準姿勢に設定する。この基準姿勢は、ノズルMの旋回角度基準点(旋回角度0)であり、本実施例では、インサートチップ44の傾斜の方向がダイアフラムに正対抗(ダイアフラム端面に直交)する、図10に示すArCの方向である。
【0035】
操作盤Nから旋回開始指示がありこれをシーケンサ50がモータコントローラ58に、指定旋回角度および指定旋回速度とともに与えると、モータコントローラ58がモータドライバ59を介して旋回モータ29を、まず指定旋回速度で「指定旋回角度/2」分、正転駆動して停止する。この間オシレートモータ14は正転し一方のリミットスイッチの閉への切換り時に停止する。そしてオシレートモータ14の逆転が開始するとき、旋回モータ29の指定旋回速度の逆転駆動を開始し、「指定旋回角度」分回転したとき停止する。この間オシレートモータ14は逆転し他方のリミットスイッチの閉への切換り時に停止する。そしてオシレートモータ15の正転が開始するとき、旋回モータ29の指定旋回速度の正転駆動を開始し、「指定旋回角度」分回転したとき停止する。これを繰り返す。
【0036】
この場合のノズルオシレートの制御とノズル旋回制御の内容を図9に示す。オシレート停止指示又は旋回停止指示があるとシーケンサ50は、ノズルMを基準姿勢に設定して旋回モータ29の駆動を停止する。例えば図10に示すように、スキンプレート,ダイアフラムおよび裏当金で囲まれる溶接対象空間を、指定旋回角度を270度として溶接する場合は、上記正,逆旋回の繰り返しにより、インサートチップ44から繰り出される溶接ワイヤ48の先端の移動軌跡51は、2点鎖線で示される、大略が半楕円形状となる。この場合、スキンプレートに裏当金が交わるコーナでは、溶接ワイヤ48の先端部の姿勢が、スキンプレートおよび裏当金に対して45°でコーナに対向する矢印ArL,ArRで示す方向に対向するものとなって、コーナに対する溶接入熱が多い。コーナ領域を外れるx領域では、ワイヤ先端はスキンプレートから遠く、ダイアフラムに近いので、スキンプレートに対する溶接入熱が抑制され、ダイアフラムに対する溶接入熱が促進される。これは、コーナ部の継ぎ手性能を高め、スキンプレートの溶接熱による脆弱化が抑制され、しかもダイアフラムの継ぎ手強度を高めることになる。
【0037】
なお、クランパAおよびx,y位置調整台C,Bによる支柱Eの傾斜設定およびx,y位置手動調整では、支柱Eの傾斜姿勢の調整は難しいが、上記実施例では、オシレータHのオシレートアーム12にx,y軸廻りのノズル角度調整機構J,Kを備えてノズルMのx,y軸廻りの角度を微調整できるので、ノズルMを、正しく垂直に容易に調整でき、溶接入熱分布の設定あるいは調整を、容易かつ正確に行うことができる。
【0038】
上記ノズル旋回機構Lを備えてノズルMを溶接中に自動旋回させることにより、高品質なエレクトロスラグ溶接を能率よく実施できる。
【符号の説明】
【0039】
A:クランプ台 B:y位置調整台
C:x位置調整台 D:水平回転機構
E:支柱 F:ノズル昇降機構
G:昇降台 H:オシレータ
I:ケーブルベア
J:x軸廻りのノズル角度調整機構
K:y軸廻りのノズル角度調整機構
L:ノズル旋回機構 M:ノズル
N:操作盤 10:ねじ棒
11:昇降モータ 12:揺動アーム
13a,13b:揺動幅調整摘み
14:オシレートモータ
15:ピン 16:x角度調整板
17:摺動連結具 18:x角度調整摘み
19:y平行軸 20:y角度調整板
21:y角度調整摘み
22,23:補助板 24:摺動連結具
25:ノズル旋回の基枠
26,27:傘歯歯車
28:絶縁スリーブ 29:旋回モータ
30:ケーブルコネクタ
31:タップ 32:口金
33,34,36:ワイヤガイド
35,37:ワイヤ矯正器
38:ワイヤポート部材
39:アーム 40:脚
41:垂直ロッド 42:連結具
43:ロックレバー
44:インサートチップ
45:チップジョイント
46:頭 47:雌ねじ穴
48:溶接ワイヤ
【特許請求の範囲】
【請求項1】
垂直支柱に装備した、溶接中にオシレータを上昇駆動するノズル昇降機構;
前記オシレータの揺動アームで支持されたノズル支持基枠;
該ノズル支持基枠で垂下姿勢で支持され垂下軸を中心に回転可能であって、溶接ワイヤの先端を垂下軸から離れる方向に案内するガイド手段を含む、エレクトロスラグ溶接のノズル;および、
該ノズルを前記垂下軸を中心に回転駆動するノズル旋回機構;を備えるエレクトロスラグ溶接装置。
【請求項2】
前記ガイド手段は、ノズルの下端に装着するチップジョイント、および、該チップジョイントに装着するインサートチップを含み、チップジョイントには、ノズルの中心軸に対してインサートチップが傾斜する装着手段がある;請求項1に記載のエレクトロスラグ溶接装置。
【請求項3】
前記ノズル支持基枠は、x軸周りのノズル角度調整機構を介して前記揺動アームで支持した;請求項1又は2に記載のエレクトロスラグ溶接装置。
【請求項4】
前記ノズル支持基枠は、y軸周りのノズル角度調整機構を介して前記揺動アームで支持した;請求項1乃至3のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項5】
前記支柱を固定部材に装着固定するクランパ;
前記クランパで支持され、クランパに対する支柱のy,x位置を調整する機構;および、
該y,x位置調整機構で支持され、垂直軸廻りに旋回可に前記支柱を支持する水平回転機構;を更に備える請求項1乃至4のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項6】
溶接電流の増大に応じて前記ノズル昇降機構の昇降モータをノズル引上げ方向に回転駆動するモータコントローラおよびモータドライバ;
前記オシレータのオシレートモータを回転駆動して揺動幅の一端と他端の間で前記揺動アームを往復駆動するモータコントローラおよびモータドライバ;および、
前記ノズル旋回機構の旋回モータを回転駆動して設定角度範囲内で前記ノズルを正逆旋回駆動するモータコントローラおよびモータドライバ;を更に備える請求項1乃至5のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項7】
前記ノズルを正逆旋回駆動するモータコントローラおよびモータドライバは、前記オシレータの揺動アームの揺動幅の一端と他端でそれぞれ前記ノズルの正転旋回駆動と逆転旋回駆動を開始する;請求項6に記載のエレクトロスラグ溶接装置。
【請求項1】
垂直支柱に装備した、溶接中にオシレータを上昇駆動するノズル昇降機構;
前記オシレータの揺動アームで支持されたノズル支持基枠;
該ノズル支持基枠で垂下姿勢で支持され垂下軸を中心に回転可能であって、溶接ワイヤの先端を垂下軸から離れる方向に案内するガイド手段を含む、エレクトロスラグ溶接のノズル;および、
該ノズルを前記垂下軸を中心に回転駆動するノズル旋回機構;を備えるエレクトロスラグ溶接装置。
【請求項2】
前記ガイド手段は、ノズルの下端に装着するチップジョイント、および、該チップジョイントに装着するインサートチップを含み、チップジョイントには、ノズルの中心軸に対してインサートチップが傾斜する装着手段がある;請求項1に記載のエレクトロスラグ溶接装置。
【請求項3】
前記ノズル支持基枠は、x軸周りのノズル角度調整機構を介して前記揺動アームで支持した;請求項1又は2に記載のエレクトロスラグ溶接装置。
【請求項4】
前記ノズル支持基枠は、y軸周りのノズル角度調整機構を介して前記揺動アームで支持した;請求項1乃至3のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項5】
前記支柱を固定部材に装着固定するクランパ;
前記クランパで支持され、クランパに対する支柱のy,x位置を調整する機構;および、
該y,x位置調整機構で支持され、垂直軸廻りに旋回可に前記支柱を支持する水平回転機構;を更に備える請求項1乃至4のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項6】
溶接電流の増大に応じて前記ノズル昇降機構の昇降モータをノズル引上げ方向に回転駆動するモータコントローラおよびモータドライバ;
前記オシレータのオシレートモータを回転駆動して揺動幅の一端と他端の間で前記揺動アームを往復駆動するモータコントローラおよびモータドライバ;および、
前記ノズル旋回機構の旋回モータを回転駆動して設定角度範囲内で前記ノズルを正逆旋回駆動するモータコントローラおよびモータドライバ;を更に備える請求項1乃至5のいずれか1つに記載のエレクトロスラグ溶接装置。
【請求項7】
前記ノズルを正逆旋回駆動するモータコントローラおよびモータドライバは、前記オシレータの揺動アームの揺動幅の一端と他端でそれぞれ前記ノズルの正転旋回駆動と逆転旋回駆動を開始する;請求項6に記載のエレクトロスラグ溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−218421(P2011−218421A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−91400(P2010−91400)
【出願日】平成22年4月12日(2010.4.12)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.ケーブルベア
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(000200367)川田工業株式会社 (41)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月12日(2010.4.12)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.ケーブルベア
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(000200367)川田工業株式会社 (41)
[ Back to top ]