
エレベータ用ワイヤロープ

【課題】
心の内部断線が生じずしたがって保守が容易であり、また側ストランドおよび素線の動きを的確に拘束して山切れ、谷切れ、心接面切れを少なくし、また伸びを少なくし、疲労寿命を向上することができ、機械室レスエレベータに好適なワイヤロープを提供する。
【解決手段】
心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心1が樹脂質連続体からなり、前記樹脂スペーサ3が、側ストランド2の外層素線に相応した輪郭を有しかつ前記外層素線間に侵入している。
心の内部断線が生じずしたがって保守が容易であり、また側ストランドおよび素線の動きを的確に拘束して山切れ、谷切れ、心接面切れを少なくし、また伸びを少なくし、疲労寿命を向上することができ、機械室レスエレベータに好適なワイヤロープを提供する。
【解決手段】
心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心1が樹脂質連続体からなり、前記樹脂スペーサ3が、側ストランド2の外層素線に相応した輪郭を有しかつ前記外層素線間に侵入している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エレベータに使用される動索用ワイヤロープの改良に関する。
【背景技術】
【0002】
ワイヤロープの用途を大別すると静索と動索に分けられる。静索は単に荷重が印加された状態で静止しているが、動索用ワイヤロープはロープに荷重が印加された状態でシーブを通過したり、ドラムに巻き取られたりする。
【0003】
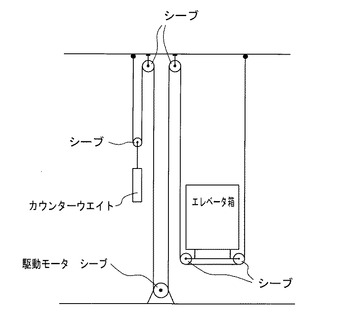
動索の典型はエレベータロープであり、図8に示されるように、1つの駆動モータに連動したシーブとワイヤロープの方向を転換するシーブの2つのシーブを介してエレベータ箱とカウンターウエートがワイヤロープで連結されている。エレベータ箱は駆動モータに連動するシーブの回転とワイヤロープとのトラクションを利用して上昇、下降する。かかるワイヤロープは荷重が印加された状態で曲げ応力が加わるので、単に荷重を印加した状態である静索に比べて数倍のダメージを受けることになる。
【0004】
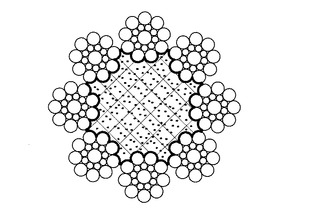
こうしたエレベータ用のワイヤロープは、従来、図1に示すように、麻などの繊維心の外周に複数本の側ストランドを配して撚合した構造が採用されていた。しかし、エレベータ特有のワイヤロープとシーブの適度なトラクションを確保するため、シーブにV溝やアンダーカット溝を付けるなどの工夫がなされている。
このため、ワイヤロープがシーブにより曲げられたときにワイヤロープ表面とシーブ表面の接触が歪になりやすく、ワイヤロープ型崩れや素線断線が生じやすい問題があった。
【0005】
ところで、最近では図9に示すような機械室レス式のエレベータシステムが採用されるようになっている。このシステムでは、ワイヤロープでエレベータ箱を抱え上げる構造になっており、したがって図8の従来のシステムに比べてワイヤロープが通過するシーブの数は格段に増えている。
このようにワイヤロープがシーブを通過する回数が増えることにより、ストランド同士の接触やシーブと素線の圧接による素線の疲労断線が増大することが避けられない。
【0006】
こうしたシーブ曲げによる隣接するストランド同士の接触疲労断線を防止するために、特開2008−248426号公報には、鋼素線又はストランドを撚合して構成したワイヤロープ本体を樹脂被覆した心ロープを使用し、心ロープの周りの側ストランド間に樹脂の緩衝材を配置して撚合し、ストランド同士の接触による磨耗断線を改善する技術が開示されている。
【0007】
しかし、最近の機械室レスのエレベータは構造のコンパクトが進んでシーブ径も小さくなる傾向にあり、それに伴ってワイヤロープの細経化も望まれている。
そのため、従来の動索をエレベータロープに適用すると、厳しい曲げの繰り返しにより外側ストランドの素線及び心ロープの素線が断線しやすくなるが、先行技術では、心ロープが鋼素線又はストランドを撚合して構成したワイヤロープ本体を樹脂被覆しているため、鋼素線の断線が起り得、しかも鋼素線が断線していても外部から分からない。そのため、電磁探傷法による保守が不可欠となり、保守点検に多大な手間と時間とコストを要するなどの問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−248426号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記のような問題点を解消するためになされたもので、その目的とするところは、心の内部断線が生じずしたがって保守が容易であり、また側ストランドおよび素線の動きを的確に拘束して山切れ、谷切れ、心接面切れを少なくし、また伸びを少なくし、疲労寿命を向上することができ、機械室レスエレベータシステムに好適なエレベータ用ワイヤロープを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため本発明は、心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心が樹脂質連続体からなり、前記樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ前記外層素線間に侵入していることを特徴としている。
【発明の効果】
【0011】
本発明によれば、心が樹脂質連続体であるため側ストランドとの金属接触が無く、心接面切れを大幅に低減できる。さらに、心が樹脂質連続体からなっていることから心内部の素線断線が起らないので、保守に電磁探傷法が必要でなくなり、メンテナンスコストを低減することができる。
また、ストランド間に樹脂スペーサを介在させていることによりストランド間の接触が防止されるので、谷切れが防止され、シーブとの接触箇所の増加によりロープ表面の面圧が低減し、摩耗による山切れの寿命を延ばすことができる。
しかも、樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ外層素線間にまで侵入しているので、素線の動きが拘束され、心接面切れを減少させることができ、また、ロープの伸びを小さくすることができるなどのすぐれた効果が得られる。
【図面の簡単な説明】
【0012】
【図1】従来のエレベータ用ワイヤロープの断面図である。
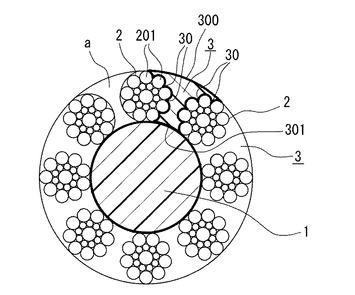
【図2】本発明によるエレベータ用ロープの第一実施例を示す断面図である。
【図3】(a)は本発明による樹脂スペーサの一実施例を示す断面図、(b)は素線間隙間と樹脂スペーサの大きさの関係を示す模式図ある。
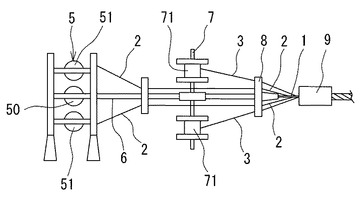
【図4】本発明ロープのクロージング工程図である。
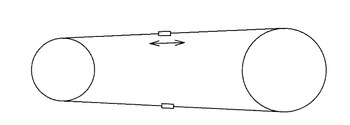
【図5】疲労試験に用いた設備の説明図である。
【図6】本発明によるエレベータ用ロープの第2実施例を示す断面図である。
【図7】本発明の別の実施例を示す断面図である。
【図8】従来のエレベータを示す説明図である。
【図9】機械室レスのエレベータを示す説明図である。
【発明を実施するための形態】
【0013】
スペーサと樹脂心は、引張り強度が20MPa以上でかつ弾性率が500MPa以上、より好適には30MPa以上でかつ弾性率が550MPa以上である。
これによれば、樹脂の引張り強度が20MPa以上なのでワイヤロープ製造時の張力で破断することは無い。また弾性率が500MPa以上なのでワイヤロープに張力が負荷された際、ストランドとスペーサが接触して円形を保つブリッジ効果が発揮され、これにより安定した形状が得られて、型崩れすることがない。さらに、樹脂心の伸びが低く抑えられるので、ワイヤロープの切り詰め作業が軽減される。
【0014】
素線間へ樹脂スペーサは50%以上の充填率で侵入している。より好適には60%以上の充填率である。ここで、充填率=素線間に侵入している樹脂の面積(A)/ストランドの外接円と最外層素線の隙間の面積(B)×100である。
これによれば、素線間への樹脂侵入度が高いので、素線の動きをしっかりと固定でき、ワイヤロープがシーブにより曲げられたときに素線の動きが確実に抑制され、心接面切れが非常に少なく、寿命が向上する。また、伸びを小さくすることができる。
【0015】
なお、樹脂スペーサは単体の状態においてストランド間の隙間よりも大きな断面積を有し、ストランド間に配された状態で外周から圧縮されることにより塑性変形し、素線間に侵入されることが好ましい。
これによれば、簡単、確実に素線と噛み合うごとく素線間に樹脂スペーサを充填させた状態を形成することができる。
【実施例1】
【0016】
以下添付図面を参照して本発明の実施例を説明する。
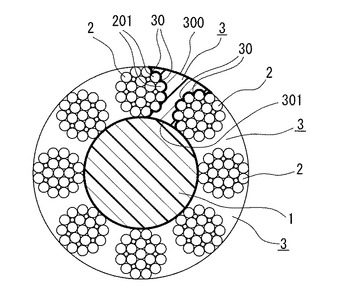
図2は本発明によるエレベータ用ワイヤロープの一実施例を示しており、樹脂心1と、複数本の側ストランド2と、前記側ストランド2の間に介在された樹脂スペーサ3とから構成されている。
【0017】
樹脂心1は、側ストランド2の外径よりも大きい断面の樹脂質からなり、押し出し成型などで得られる樹脂連続体が望ましい。この例では、前記樹脂心1は断面円形状をなしている。
樹脂心の材質は、ワイヤロープ形状を安定させるため圧縮剛性の高いものが望ましく、たとえばポリ塩化ビニール、ナイロン、ポリエステル、ポリエチレン、ポリプロピレン及びこれら樹脂の共重合体などを用いることができる。必要に応じてグラスファイバなどの補強繊維を樹脂に添加してもよく、補強繊維を添加することにより、引張り強度、弾性率が高くなる。
【0018】
側ストランド2は複数本(図面では8本)用いられている。各側ストランド2の構造は任意であるが、この例では、8×S (19)の構造からなっている。すなわち、心素線の周りに9本の相対的に細い素線を配し、これの周りに外層側素線201を9本配して撚合した形態となっている。
樹脂心1と側ストランド2の各素線は鋼素線が用いられる。鋼素線は、ワイヤロープに高い疲労性と強度が要求される場合、引張り強さ160kg/cm2以上の特性を有するものが使用される。かかる鋼素線は、炭素含有量が0.60wt%以上の原料線材を伸線することで得られる。素線は表面に薄い耐食性被覆たとえば亜鉛めっき、亜鉛・アルミ合金めっきなどを有しているものを含む。素線の径はシーブによる繰り返し曲げによる疲労や磨耗に対応できるように選定される。
【0019】
それぞれの側ストランド2は、前記樹脂心1の外周に等間隔で配され、各側ストランド2のそれぞれの間隙に樹脂スペーサ3が挿入され、側ストランド2とともに撚り合わされている。
前記樹脂スペーサ3は熱可塑性樹脂を押出し成形して作られた条体が用いられる。熱可塑性樹脂としては前記樹脂心と同じ系統のものを使用でき、ポリ塩化ビニール、ナイロン、ポリエステル、ポリエチレン、ポリプロピレン及びこれら樹脂の共重合体などが一般的であるが、耐摩耗性、耐候性、柔軟性(耐ストレスクラック性)に加え、シーブとの摩擦係数の調整用の適度の弾性を有し摩擦係数が比較的高く、加水分解しない熱可塑性樹脂、たとえばアクリル系、ポリウレタン系(エーテル系ポリウレタン)なども好適である。
【0020】
なお、樹脂スペーサ3と前記樹脂心1にいずれの材質を採用したときでも、引張り強度が20MPa以上でかつ弾性率が500MPa以上、より好適には30MPa以上でかつ弾性率が550MPa以上の特性を有していることが好ましい。その理由は、引張り強度が20MPa以下ではワイヤロープ製造時の張力で破断する危険があり、また弾性率が500MPa以下ではワイヤロープに張力が負荷された際、ストランドとスペーサが接触して円形を保つブリッジ効果が発揮されない可能性があり、安定した形状が得られず、型崩れする危険があり、さらに、伸びが大きくなり、ワイヤロープの切り詰め作業が必要となるからである。
【0021】
樹脂スペーサ3は、単体の状態において、図3(a)のように扇状に拡大した頭部3aと頭部よりも小さい扇状の基部3bを有し、それらはくびれ縁3bによって連続している。
前記樹脂スペーサ3は、図3(b)のように側ストランド2の間隙の断面積aよりも適度に大きな断面積a´を有している。これは、具体的にはくびれ縁3b、3b間の厚みを、層心間上の側ストランド配置隙間に対してたとえば10〜30%増加した値にすることで実現される。
樹脂スペーサ3は、各側ストランド2のそれぞれの間隙に挿入され、側ストランド2とともに撚り合わされる。樹脂スペーサ3の頭部3aの曲率頂面300はロープの外接円とほぼ一致し、基部3bの曲率下面301は樹脂心1の表層と密接している。
【0022】
前記のように撚り合わされた状態の樹脂スペーサ3は、側縁部分に、図2のように、側ストランド2の外接円を越え、各外層側素線201、201の隙間に喰い込んだ圧入充填部30を有しており、圧入充填部30は外層側素線201の輪郭に沿った湾曲部の先で先細りの山形状をなしている。
【0023】
ここで、前記圧入充填部30の大きさは充填率で表される。外層側素線201、201間に侵入している圧入充填部30の面積をAとし、側ストランド2の外接円と外層側素線201、201との隙間Sの面積をBとすると、充填率はA/B× I00 (%)と定義される。
本発明はこの素線間充填率を50%以上、より好適には60%以上とするものである。その理由は、素線間充填率が50%未満では素線201の固定が不完全になり、ワイヤロープがシーブに巻回されたときに素線201の動きを確実に抑制できないので、断線ことに心接面切れを十分に減少できないこと、また、素線の拘束力が小さく、ロープの伸びを十分に低減することができないからである。上限は99%程度である。
【0024】
実施例のロープを製作する方法を説明すると、樹脂押出し機で断面円形の樹脂を連続的に押し出して樹脂心1を製作する。また、側ストランド2を所要本数、製作しておく。一方、押出し成形機により、側ストランド2、2間の隙間より大きな断面積を有する樹脂スペーサ3を必要本数製作しておく。
【0025】
次いで、図4のようにクロージングにおいてロープに撚り合せる。図4において、5は繰り出し部で、中央部に樹脂心1を巻収したボビン50を、外側には側ストランド2を巻収したボビン51を配している。繰り出し部5には下流方向にパイプシャフト6が延荏しており、これに回転自在にツノ7が装備され、核ツノに樹脂スペーサ3を巻収したボビン71が配されている。
前記パイプシャフト6の先端付近には鏡板8が固定されており、この鏡板8は中心に心ロープたる樹脂心1を挿通する孔を有し、これよりも外周に等間隔で側ストランド2を挿通する孔と樹脂スペーサ3を挿通する孔が交互に設けられている。そして、鏡板8の下流には半径方向から圧縮力を加えるボイス9が位置している。
【0026】
鏡板8を回転させつつこれに前記樹脂心1、側ストランド2および樹脂スペーサ3を通してボイス9に導けば、各側ストランド2、2は樹脂心lの外周に配置され、側ストランド2、2間に樹脂スペーサ3が挿入されてこの状態を維持しながらロープに撚り合わされる。
しかも、ボイス9が半径方向から圧縮力を加えるので、意図的に側ストランド2、2間の隙間より大きな断面積としている樹脂スペーサ3は、各側ストランド2、2の外接円に接するにとどまらず、過剰断面積分が図2のように側ストランド2の外層側素線201、201間に塑性変形により流入され、その状態で硬化して圧入充填部30となる。
【0027】
側ストランド2間に樹脂スペーサ3が介在されて完全にセパレートされるのでストランド間接触が防止され、谷切れが防止される。樹脂スペーサ3の外面はロープの外接円とほぼ一致しているので、シーブとの接触箇所が増し、ロープ表面の面圧を低減する。これにより摩耗による山切れの寿命を延ばすことができる。
【0028】
しかも、前記樹脂スペーサ3は、単に側ストランド2間に介在されているだけでなく、側ストランド2の最外層を構成している素線201,201の隙間に喰い込んで隙間を樹脂で埋め、その状態で素線201と接着するので、ずれに対する抵抗が大きい。したがって、素線201の動きを抑制するので、心接面切れが減少される。
【実施例2】
【0029】
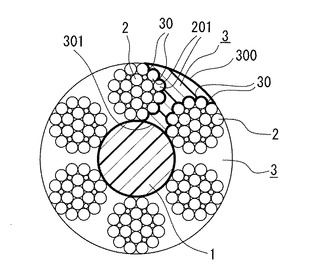
図6は本発明の第2実施例を示しており、この実施例では、8×Fi (25)の構造からなっている。つまり、心素線の周りに6本の心素線と同径の素線を配して撚り合わせ、かつ素線間の各谷間に細径素線を計6本配して撚り合わせて内層とし、これの周りに外層素線201を12本配して撚合した形態となっている。
本発明は、もちろん8ストランドロープに限定されるものではなく、図7に示すような6ストランドロープなどにも適用される。ストランドの構成は図6のものと同じである。その他の構成は第1実施例と同様であるから説明は援用する。
【0030】
次に本発明の具体例を示す。
発明品1は、図2に示す8×S(19)の構造を持ち、0/0、直径20mm、引張り強さ1700MPaのワイヤロープである。
樹脂心は引張り強さ26.9MPa、弾性率631MPaのポリプロピレン樹脂を押し出し成形した直径10.6mmの断面円形の条体を使用した。側ストランドは直径5.0mmを8本使用した。樹脂スペーサは、前記特性のポリプロピレン樹脂を図3(a)に示す断面形状に押し出し成形した条体を用いた。この樹脂スペーサを、図4の方法により側ストランド間に挿入し、ボイスで半径方向圧縮力を掛け、塑性変形した。
【0031】
発明品2は、図6に示す8×Fi(25)の構造を持ち、0/0、直径10.0mm、引張り強さ1700MPaのワイヤロープである。樹脂心はグラスファイバを添加したポリプロピレン樹脂(引張り強さ36.3MPa、弾性率1190MPa)を押し出し成形した直径5.3mmの条体を使用した。引張り側ストランドは直径2.5mmを8本使用した。樹脂スペーサは、ポリプロピレン樹脂を押し出し成形した条体を用いた。
樹脂スペーサは、図3(a)に示す断面形状のものを用いた。この樹脂スペーサを、図4の方法により側ストランド間に挿入し、ボイスで半径方向圧縮力を掛け、塑性変形した。
【0032】
上記発明品1,2をエンドレス状に繋ぎ、図5に示すようにU溝つき駆動シーブとラム側シーブに巻装し、往復動させるu曲げ疲労試験を行った。
試験シーブの径Dとロープ径dにおいて、D/d:25、SF:10とした。張力は発明品1は19.2kN、発明品2は4.8kNとした。
比較のため、図1に示す従来のロープ(比較材1)についても、上記条件で疲労試験を行い、最外層素線5ピッチ間の断線数を、各ロープを分解して調べた。その結果をサイクル数とともに表1に示す。
【0033】
【表1】

【0034】
この表1から、比較材である従来品は、シーブとストランドの接圧疲労による山断線および隣接するストランドとの摩擦疲労による谷断線が多いことがわかる。
これに対して、樹脂心および樹脂スペーサを用いた本発明品1,2は、サイクル数が増しても山切れ、谷切れ、心接面切れが大きく減少している。これは、樹脂心の剛性が高くシーブでの曲げによる型崩れが防止され、また素線間に樹脂が圧入されることにより素線の動きが固定されるので、シーブにより曲げられた時の素線の動きが効果的に抑制されたためである
【符号の説明】
【0035】
1 樹脂心
2 ストランド
3 樹脂スペーサ
4 ストランド外層素線
【技術分野】
【0001】
本発明は、エレベータに使用される動索用ワイヤロープの改良に関する。
【背景技術】
【0002】
ワイヤロープの用途を大別すると静索と動索に分けられる。静索は単に荷重が印加された状態で静止しているが、動索用ワイヤロープはロープに荷重が印加された状態でシーブを通過したり、ドラムに巻き取られたりする。
【0003】
動索の典型はエレベータロープであり、図8に示されるように、1つの駆動モータに連動したシーブとワイヤロープの方向を転換するシーブの2つのシーブを介してエレベータ箱とカウンターウエートがワイヤロープで連結されている。エレベータ箱は駆動モータに連動するシーブの回転とワイヤロープとのトラクションを利用して上昇、下降する。かかるワイヤロープは荷重が印加された状態で曲げ応力が加わるので、単に荷重を印加した状態である静索に比べて数倍のダメージを受けることになる。
【0004】
こうしたエレベータ用のワイヤロープは、従来、図1に示すように、麻などの繊維心の外周に複数本の側ストランドを配して撚合した構造が採用されていた。しかし、エレベータ特有のワイヤロープとシーブの適度なトラクションを確保するため、シーブにV溝やアンダーカット溝を付けるなどの工夫がなされている。
このため、ワイヤロープがシーブにより曲げられたときにワイヤロープ表面とシーブ表面の接触が歪になりやすく、ワイヤロープ型崩れや素線断線が生じやすい問題があった。
【0005】
ところで、最近では図9に示すような機械室レス式のエレベータシステムが採用されるようになっている。このシステムでは、ワイヤロープでエレベータ箱を抱え上げる構造になっており、したがって図8の従来のシステムに比べてワイヤロープが通過するシーブの数は格段に増えている。
このようにワイヤロープがシーブを通過する回数が増えることにより、ストランド同士の接触やシーブと素線の圧接による素線の疲労断線が増大することが避けられない。
【0006】
こうしたシーブ曲げによる隣接するストランド同士の接触疲労断線を防止するために、特開2008−248426号公報には、鋼素線又はストランドを撚合して構成したワイヤロープ本体を樹脂被覆した心ロープを使用し、心ロープの周りの側ストランド間に樹脂の緩衝材を配置して撚合し、ストランド同士の接触による磨耗断線を改善する技術が開示されている。
【0007】
しかし、最近の機械室レスのエレベータは構造のコンパクトが進んでシーブ径も小さくなる傾向にあり、それに伴ってワイヤロープの細経化も望まれている。
そのため、従来の動索をエレベータロープに適用すると、厳しい曲げの繰り返しにより外側ストランドの素線及び心ロープの素線が断線しやすくなるが、先行技術では、心ロープが鋼素線又はストランドを撚合して構成したワイヤロープ本体を樹脂被覆しているため、鋼素線の断線が起り得、しかも鋼素線が断線していても外部から分からない。そのため、電磁探傷法による保守が不可欠となり、保守点検に多大な手間と時間とコストを要するなどの問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−248426号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記のような問題点を解消するためになされたもので、その目的とするところは、心の内部断線が生じずしたがって保守が容易であり、また側ストランドおよび素線の動きを的確に拘束して山切れ、谷切れ、心接面切れを少なくし、また伸びを少なくし、疲労寿命を向上することができ、機械室レスエレベータシステムに好適なエレベータ用ワイヤロープを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため本発明は、心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心が樹脂質連続体からなり、前記樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ前記外層素線間に侵入していることを特徴としている。
【発明の効果】
【0011】
本発明によれば、心が樹脂質連続体であるため側ストランドとの金属接触が無く、心接面切れを大幅に低減できる。さらに、心が樹脂質連続体からなっていることから心内部の素線断線が起らないので、保守に電磁探傷法が必要でなくなり、メンテナンスコストを低減することができる。
また、ストランド間に樹脂スペーサを介在させていることによりストランド間の接触が防止されるので、谷切れが防止され、シーブとの接触箇所の増加によりロープ表面の面圧が低減し、摩耗による山切れの寿命を延ばすことができる。
しかも、樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ外層素線間にまで侵入しているので、素線の動きが拘束され、心接面切れを減少させることができ、また、ロープの伸びを小さくすることができるなどのすぐれた効果が得られる。
【図面の簡単な説明】
【0012】
【図1】従来のエレベータ用ワイヤロープの断面図である。
【図2】本発明によるエレベータ用ロープの第一実施例を示す断面図である。
【図3】(a)は本発明による樹脂スペーサの一実施例を示す断面図、(b)は素線間隙間と樹脂スペーサの大きさの関係を示す模式図ある。
【図4】本発明ロープのクロージング工程図である。
【図5】疲労試験に用いた設備の説明図である。
【図6】本発明によるエレベータ用ロープの第2実施例を示す断面図である。
【図7】本発明の別の実施例を示す断面図である。
【図8】従来のエレベータを示す説明図である。
【図9】機械室レスのエレベータを示す説明図である。
【発明を実施するための形態】
【0013】
スペーサと樹脂心は、引張り強度が20MPa以上でかつ弾性率が500MPa以上、より好適には30MPa以上でかつ弾性率が550MPa以上である。
これによれば、樹脂の引張り強度が20MPa以上なのでワイヤロープ製造時の張力で破断することは無い。また弾性率が500MPa以上なのでワイヤロープに張力が負荷された際、ストランドとスペーサが接触して円形を保つブリッジ効果が発揮され、これにより安定した形状が得られて、型崩れすることがない。さらに、樹脂心の伸びが低く抑えられるので、ワイヤロープの切り詰め作業が軽減される。
【0014】
素線間へ樹脂スペーサは50%以上の充填率で侵入している。より好適には60%以上の充填率である。ここで、充填率=素線間に侵入している樹脂の面積(A)/ストランドの外接円と最外層素線の隙間の面積(B)×100である。
これによれば、素線間への樹脂侵入度が高いので、素線の動きをしっかりと固定でき、ワイヤロープがシーブにより曲げられたときに素線の動きが確実に抑制され、心接面切れが非常に少なく、寿命が向上する。また、伸びを小さくすることができる。
【0015】
なお、樹脂スペーサは単体の状態においてストランド間の隙間よりも大きな断面積を有し、ストランド間に配された状態で外周から圧縮されることにより塑性変形し、素線間に侵入されることが好ましい。
これによれば、簡単、確実に素線と噛み合うごとく素線間に樹脂スペーサを充填させた状態を形成することができる。
【実施例1】
【0016】
以下添付図面を参照して本発明の実施例を説明する。
図2は本発明によるエレベータ用ワイヤロープの一実施例を示しており、樹脂心1と、複数本の側ストランド2と、前記側ストランド2の間に介在された樹脂スペーサ3とから構成されている。
【0017】
樹脂心1は、側ストランド2の外径よりも大きい断面の樹脂質からなり、押し出し成型などで得られる樹脂連続体が望ましい。この例では、前記樹脂心1は断面円形状をなしている。
樹脂心の材質は、ワイヤロープ形状を安定させるため圧縮剛性の高いものが望ましく、たとえばポリ塩化ビニール、ナイロン、ポリエステル、ポリエチレン、ポリプロピレン及びこれら樹脂の共重合体などを用いることができる。必要に応じてグラスファイバなどの補強繊維を樹脂に添加してもよく、補強繊維を添加することにより、引張り強度、弾性率が高くなる。
【0018】
側ストランド2は複数本(図面では8本)用いられている。各側ストランド2の構造は任意であるが、この例では、8×S (19)の構造からなっている。すなわち、心素線の周りに9本の相対的に細い素線を配し、これの周りに外層側素線201を9本配して撚合した形態となっている。
樹脂心1と側ストランド2の各素線は鋼素線が用いられる。鋼素線は、ワイヤロープに高い疲労性と強度が要求される場合、引張り強さ160kg/cm2以上の特性を有するものが使用される。かかる鋼素線は、炭素含有量が0.60wt%以上の原料線材を伸線することで得られる。素線は表面に薄い耐食性被覆たとえば亜鉛めっき、亜鉛・アルミ合金めっきなどを有しているものを含む。素線の径はシーブによる繰り返し曲げによる疲労や磨耗に対応できるように選定される。
【0019】
それぞれの側ストランド2は、前記樹脂心1の外周に等間隔で配され、各側ストランド2のそれぞれの間隙に樹脂スペーサ3が挿入され、側ストランド2とともに撚り合わされている。
前記樹脂スペーサ3は熱可塑性樹脂を押出し成形して作られた条体が用いられる。熱可塑性樹脂としては前記樹脂心と同じ系統のものを使用でき、ポリ塩化ビニール、ナイロン、ポリエステル、ポリエチレン、ポリプロピレン及びこれら樹脂の共重合体などが一般的であるが、耐摩耗性、耐候性、柔軟性(耐ストレスクラック性)に加え、シーブとの摩擦係数の調整用の適度の弾性を有し摩擦係数が比較的高く、加水分解しない熱可塑性樹脂、たとえばアクリル系、ポリウレタン系(エーテル系ポリウレタン)なども好適である。
【0020】
なお、樹脂スペーサ3と前記樹脂心1にいずれの材質を採用したときでも、引張り強度が20MPa以上でかつ弾性率が500MPa以上、より好適には30MPa以上でかつ弾性率が550MPa以上の特性を有していることが好ましい。その理由は、引張り強度が20MPa以下ではワイヤロープ製造時の張力で破断する危険があり、また弾性率が500MPa以下ではワイヤロープに張力が負荷された際、ストランドとスペーサが接触して円形を保つブリッジ効果が発揮されない可能性があり、安定した形状が得られず、型崩れする危険があり、さらに、伸びが大きくなり、ワイヤロープの切り詰め作業が必要となるからである。
【0021】
樹脂スペーサ3は、単体の状態において、図3(a)のように扇状に拡大した頭部3aと頭部よりも小さい扇状の基部3bを有し、それらはくびれ縁3bによって連続している。
前記樹脂スペーサ3は、図3(b)のように側ストランド2の間隙の断面積aよりも適度に大きな断面積a´を有している。これは、具体的にはくびれ縁3b、3b間の厚みを、層心間上の側ストランド配置隙間に対してたとえば10〜30%増加した値にすることで実現される。
樹脂スペーサ3は、各側ストランド2のそれぞれの間隙に挿入され、側ストランド2とともに撚り合わされる。樹脂スペーサ3の頭部3aの曲率頂面300はロープの外接円とほぼ一致し、基部3bの曲率下面301は樹脂心1の表層と密接している。
【0022】
前記のように撚り合わされた状態の樹脂スペーサ3は、側縁部分に、図2のように、側ストランド2の外接円を越え、各外層側素線201、201の隙間に喰い込んだ圧入充填部30を有しており、圧入充填部30は外層側素線201の輪郭に沿った湾曲部の先で先細りの山形状をなしている。
【0023】
ここで、前記圧入充填部30の大きさは充填率で表される。外層側素線201、201間に侵入している圧入充填部30の面積をAとし、側ストランド2の外接円と外層側素線201、201との隙間Sの面積をBとすると、充填率はA/B× I00 (%)と定義される。
本発明はこの素線間充填率を50%以上、より好適には60%以上とするものである。その理由は、素線間充填率が50%未満では素線201の固定が不完全になり、ワイヤロープがシーブに巻回されたときに素線201の動きを確実に抑制できないので、断線ことに心接面切れを十分に減少できないこと、また、素線の拘束力が小さく、ロープの伸びを十分に低減することができないからである。上限は99%程度である。
【0024】
実施例のロープを製作する方法を説明すると、樹脂押出し機で断面円形の樹脂を連続的に押し出して樹脂心1を製作する。また、側ストランド2を所要本数、製作しておく。一方、押出し成形機により、側ストランド2、2間の隙間より大きな断面積を有する樹脂スペーサ3を必要本数製作しておく。
【0025】
次いで、図4のようにクロージングにおいてロープに撚り合せる。図4において、5は繰り出し部で、中央部に樹脂心1を巻収したボビン50を、外側には側ストランド2を巻収したボビン51を配している。繰り出し部5には下流方向にパイプシャフト6が延荏しており、これに回転自在にツノ7が装備され、核ツノに樹脂スペーサ3を巻収したボビン71が配されている。
前記パイプシャフト6の先端付近には鏡板8が固定されており、この鏡板8は中心に心ロープたる樹脂心1を挿通する孔を有し、これよりも外周に等間隔で側ストランド2を挿通する孔と樹脂スペーサ3を挿通する孔が交互に設けられている。そして、鏡板8の下流には半径方向から圧縮力を加えるボイス9が位置している。
【0026】
鏡板8を回転させつつこれに前記樹脂心1、側ストランド2および樹脂スペーサ3を通してボイス9に導けば、各側ストランド2、2は樹脂心lの外周に配置され、側ストランド2、2間に樹脂スペーサ3が挿入されてこの状態を維持しながらロープに撚り合わされる。
しかも、ボイス9が半径方向から圧縮力を加えるので、意図的に側ストランド2、2間の隙間より大きな断面積としている樹脂スペーサ3は、各側ストランド2、2の外接円に接するにとどまらず、過剰断面積分が図2のように側ストランド2の外層側素線201、201間に塑性変形により流入され、その状態で硬化して圧入充填部30となる。
【0027】
側ストランド2間に樹脂スペーサ3が介在されて完全にセパレートされるのでストランド間接触が防止され、谷切れが防止される。樹脂スペーサ3の外面はロープの外接円とほぼ一致しているので、シーブとの接触箇所が増し、ロープ表面の面圧を低減する。これにより摩耗による山切れの寿命を延ばすことができる。
【0028】
しかも、前記樹脂スペーサ3は、単に側ストランド2間に介在されているだけでなく、側ストランド2の最外層を構成している素線201,201の隙間に喰い込んで隙間を樹脂で埋め、その状態で素線201と接着するので、ずれに対する抵抗が大きい。したがって、素線201の動きを抑制するので、心接面切れが減少される。
【実施例2】
【0029】
図6は本発明の第2実施例を示しており、この実施例では、8×Fi (25)の構造からなっている。つまり、心素線の周りに6本の心素線と同径の素線を配して撚り合わせ、かつ素線間の各谷間に細径素線を計6本配して撚り合わせて内層とし、これの周りに外層素線201を12本配して撚合した形態となっている。
本発明は、もちろん8ストランドロープに限定されるものではなく、図7に示すような6ストランドロープなどにも適用される。ストランドの構成は図6のものと同じである。その他の構成は第1実施例と同様であるから説明は援用する。
【0030】
次に本発明の具体例を示す。
発明品1は、図2に示す8×S(19)の構造を持ち、0/0、直径20mm、引張り強さ1700MPaのワイヤロープである。
樹脂心は引張り強さ26.9MPa、弾性率631MPaのポリプロピレン樹脂を押し出し成形した直径10.6mmの断面円形の条体を使用した。側ストランドは直径5.0mmを8本使用した。樹脂スペーサは、前記特性のポリプロピレン樹脂を図3(a)に示す断面形状に押し出し成形した条体を用いた。この樹脂スペーサを、図4の方法により側ストランド間に挿入し、ボイスで半径方向圧縮力を掛け、塑性変形した。
【0031】
発明品2は、図6に示す8×Fi(25)の構造を持ち、0/0、直径10.0mm、引張り強さ1700MPaのワイヤロープである。樹脂心はグラスファイバを添加したポリプロピレン樹脂(引張り強さ36.3MPa、弾性率1190MPa)を押し出し成形した直径5.3mmの条体を使用した。引張り側ストランドは直径2.5mmを8本使用した。樹脂スペーサは、ポリプロピレン樹脂を押し出し成形した条体を用いた。
樹脂スペーサは、図3(a)に示す断面形状のものを用いた。この樹脂スペーサを、図4の方法により側ストランド間に挿入し、ボイスで半径方向圧縮力を掛け、塑性変形した。
【0032】
上記発明品1,2をエンドレス状に繋ぎ、図5に示すようにU溝つき駆動シーブとラム側シーブに巻装し、往復動させるu曲げ疲労試験を行った。
試験シーブの径Dとロープ径dにおいて、D/d:25、SF:10とした。張力は発明品1は19.2kN、発明品2は4.8kNとした。
比較のため、図1に示す従来のロープ(比較材1)についても、上記条件で疲労試験を行い、最外層素線5ピッチ間の断線数を、各ロープを分解して調べた。その結果をサイクル数とともに表1に示す。
【0033】
【表1】
【0034】
この表1から、比較材である従来品は、シーブとストランドの接圧疲労による山断線および隣接するストランドとの摩擦疲労による谷断線が多いことがわかる。
これに対して、樹脂心および樹脂スペーサを用いた本発明品1,2は、サイクル数が増しても山切れ、谷切れ、心接面切れが大きく減少している。これは、樹脂心の剛性が高くシーブでの曲げによる型崩れが防止され、また素線間に樹脂が圧入されることにより素線の動きが固定されるので、シーブにより曲げられた時の素線の動きが効果的に抑制されたためである
【符号の説明】
【0035】
1 樹脂心
2 ストランド
3 樹脂スペーサ
4 ストランド外層素線
【特許請求の範囲】
【請求項1】
心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心が樹脂質連続体からなり、前記樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ前記外層素線間に侵入していることを特徴とするエレベータ用ワイヤロープ。
【請求項2】
樹脂スペーサと樹脂心は引張り強度が20MPa以上でかつ弾性率が500MPa以上の樹脂である請求項1に記載のエレベータ用ワイヤロープ
【請求項3】
素線間へ樹脂スペーサは50%以上の充填率で進入している請求項1または2に記載のエレベータ用ワイヤロープ。
【請求項1】
心とこれの外周に配されて撚合された複数本の側ストランドと、側ストランド間に介在する樹脂質のスペーサを有するロープであって、前記心が樹脂質連続体からなり、前記樹脂スペーサが、側ストランドの外層素線に相応した輪郭を有しかつ前記外層素線間に侵入していることを特徴とするエレベータ用ワイヤロープ。
【請求項2】
樹脂スペーサと樹脂心は引張り強度が20MPa以上でかつ弾性率が500MPa以上の樹脂である請求項1に記載のエレベータ用ワイヤロープ
【請求項3】
素線間へ樹脂スペーサは50%以上の充填率で進入している請求項1または2に記載のエレベータ用ワイヤロープ。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−202404(P2010−202404A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−53179(P2009−53179)
【出願日】平成21年3月6日(2009.3.6)
【出願人】(000003528)東京製綱株式会社 (139)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年3月6日(2009.3.6)
【出願人】(000003528)東京製綱株式会社 (139)
【Fターム(参考)】
[ Back to top ]