
エレベータ用巻上ロープ及びその製造方法
【課題】芯綱の密度を高くし、負荷時の芯綱子縄と接触する鋼製子縄の締め付け力を分散することにより、耐疲労性が高くかつ経年的にも形状の安定化を図ることができ、長寿命のエレベータ用巻上ロープを得る。
【解決手段】駆動用電動機に連結された駆動綱車2に巻き掛けられ、一端に乗客が乗るエレベータかご3が吊下げられ、かつ他端につり合いおもり4が吊下げられたロープ1であって、中央の繊維束からなる芯綱11と、この芯綱の外周に配置された鋼製ワイヤを121撚り合わせた鋼製子縄12とから構成されたものにおいて、繊維束からなる芯綱11は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄113と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄112とから構成されている。
【解決手段】駆動用電動機に連結された駆動綱車2に巻き掛けられ、一端に乗客が乗るエレベータかご3が吊下げられ、かつ他端につり合いおもり4が吊下げられたロープ1であって、中央の繊維束からなる芯綱11と、この芯綱の外周に配置された鋼製ワイヤを121撚り合わせた鋼製子縄12とから構成されたものにおいて、繊維束からなる芯綱11は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄113と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄112とから構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、耐疲労性が高くかつ経年的にも形状の安定化を図ることができるエレベータ用巻上ロープ及びその製造方法に関するものである。
【背景技術】
【0002】
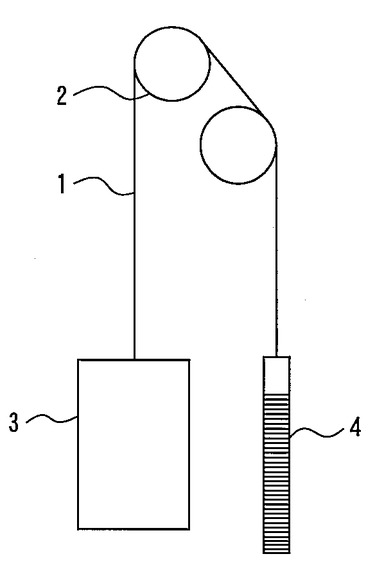
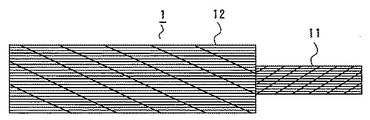
エレベータ用巻上ロープ1は、図1に示すように、駆動用電動機に連結された駆動綱車2に巻き掛けられ、巻上ロープ1の一端には乗客が乗るエレベータかご3が吊り下げられ、巻上ロープ1の他端にはつり合いおもり4が吊り下げられている。そして、駆動綱車2の回転により巻上ロープ1の両端に吊り下げられたかご3及びつり合いおもり4が昇降路内を昇降する。また、エレベータ用巻上ロープ1は、図2に示すように、中央の繊維束からなる芯綱11と、この芯綱11の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄12とから構成されている。
【0003】
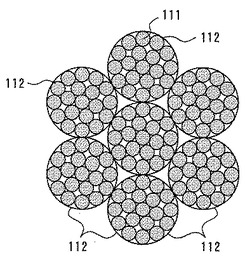
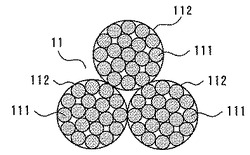
従来のエレベータ用巻上ロープ1の構成は、通常、JIS G 3525で規定された8×S(19)構成品が使用されており、中央の心材として天然のサイザル麻繊維や合成のポリプロピレン繊維による芯綱11が用いられる。この芯綱11は、図7及び図8に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を3本撚り合わせた構成、すなわち、俗に言う「三打ち」構成であり、芯綱11の外周に配置される鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、外周から圧縮整形されて高密度の心材となる。芯綱11が高密度となることで、外周の鋼製ワイヤ121で構成された鋼製子縄12がロープとしての形状を維持でき、長寿命の巻上ロープとなる。また、この芯綱11の構成は、ロープの径が大きくなっても変わらず、ロープの径の増加に伴ってヤーンの本数や径を増すのみで、芯綱子縄112の本数は3本である。
【0004】
従来のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、ヤーン111を製作する。次に、複数のヤーン111を撚り合わせ、芯綱子縄112を製作する。そして、芯綱子縄112を3本撚り合わせ、芯綱11を製作する(図7参照)。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図8参照)。この時、鋼製子縄12を押し付けて芯綱11を図8に示すように圧縮整形する。3本の芯綱子縄112は、鋼製子縄12と接触する頂点部が最も強く押し付けられた状態となり、その圧縮整形(変形)とともに密度が増加し、硬く締まった芯綱11となる。
【0005】
また、従来技術として、複数本の繊維束を撚り合わせてなる繊維ストランドを複数本撚り合わせて形成された繊維ロープが中心に配置され、上記繊維ロープの外側に複数本の鋼線を撚り合わせて防護層が形成され、上記防護層の外側周囲に被覆層が形成されている、ハイブリットロープが提案されている(例えば、特許文献1参照)。
【0006】
【特許文献1】特開2004−115985号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来のエレベータ用巻上ロープでは、芯綱11が3本の芯綱子縄112を撚り合わせた芯無し構成であるため、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされる際に、変形し易い箇所から圧縮変形して行くので、芯綱11の出来上がり密度にバラツキが生じて、強い所と弱い所が出来てしまう。最も変形の大きな芯綱11の頂点部は、押し付け力が大きければ大きいほど変形して高い密度となるが、変形が大き過ぎると芯綱11の繊維が切断して密度が高くならなかったり、形状が不安定になったりし易いという問題がある。また、ロープの径が大きくなると、芯綱の径が大きくなるため密度を上げたいが、芯綱の密度には限界があり無闇に大きくできない。また密度を上げるために芯綱を無理に押え付け過ぎると、芯綱が早く擦り減って鋼製子縄同士が接触してロープ表面に傷が付いて強度や寿命を損なうことになる。また、巻上ロープに吊り荷重や駆動綱車による曲げが加わると、ロープの径が大きいほど外周に配置された鋼製子縄が芯綱を締め付ける力が大きくなり、接触部でへたりが起きたり、摩耗して芯綱が細くなってしまう。また、芯綱の密度はロープの径に関係なく最大密度で作られるが、径が大きくなった分だけばね定数が小さくなり(ロープ径に反比例)、負荷時の径変化が大きくなって鋼製子縄間の隙間が小さくなって、早期に鋼製子縄同士が接触して摩耗や断線を生じ易くなり短寿命となる。これらのことが近年問題視されるようになってきた。
以上のことから、従来のエレベータ用巻上ロープでは、芯綱子縄3本の芯綱は、ロープ径12mm以下が限界であり、これ以上の径では適用できなかった。
【0008】
この発明は、上述のような課題を解決するためになされたもので、芯綱の密度を高くし、負荷時の芯綱子縄と接触する鋼製子縄の締め付け力を分散することにより、耐疲労性が高くかつ経年的にも形状の安定化を図ることができ、長寿命のエレベータ用巻上ロープ及びその製造方法を提供するものである。
【課題を解決するための手段】
【0009】
この発明に係るエレベータ用巻上ロープは、駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたものにおいて、繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄とから構成されているものである。
【0010】
また、4本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されるものである。
【0011】
また、この発明に係るエレベータ用巻上ロープの製造方法は、繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、複数の芯綱子縄用ヤーンを撚り合わせて4本の芯綱子縄を製作するステップと、1本の芯子縄を中央に配置するとともに芯子縄の外周に4本の芯綱子縄を配置し、中央の1本の芯子縄と外周の4本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップとを備えたものである。
【発明の効果】
【0012】
この発明によれば、繊維束からなる芯綱の密度を高くし、負荷時の芯綱子縄と接触する鋼製子縄の締め付け力を分散することにより、耐疲労性が高くかつ経年的にも形状の安定化を図ることができ、長寿命のエレベータ用巻上ロープを実現できる効果がある。
【発明を実施するための最良の形態】
【0013】
実施の形態1.
図1はエレベータの全体構成を概念的に示す構成図、図2はエレベータ用巻上ロープの構造を概念的に示す構成図、図3はこの発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の構造を示す断面図、図4はこの発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【0014】
エレベータ用巻上ロープ1は、図1に示すように、駆動用電動機に連結された駆動綱車2に巻き掛けられ、巻上ロープ1の一端には乗客が乗るエレベータかご3が吊下げられ、巻上ロープ1の他端にはつり合いおもり4が吊下げられている。そして、駆動綱車2の回転により巻上ロープ1の両端に吊下げられたかご3及びつり合いおもり4が昇降路内を昇降する。また、エレベータ用巻上ロープ1は、図2に示すように、中央の繊維束からなる芯綱11と、この芯綱11の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄12とから構成されている。
【0015】
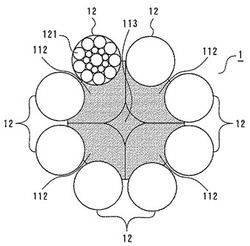
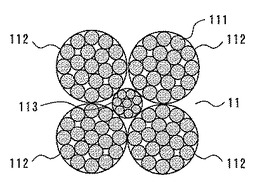
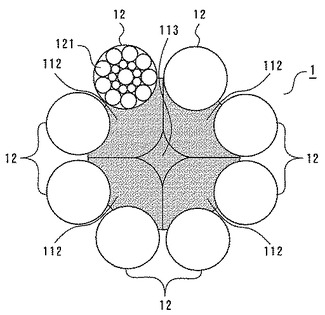
この発明の実施の形態1によるエレベータ用巻上ロープ1の芯綱11の構造は、図3に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた1本の芯子縄113を中央に配置し、この芯子縄113の外周に4本の芯綱子縄112を互いに接するようにかつ子縄相互間の隙間が少なくなるように配置したという構成に特徴がある。すなわち、この発明による芯綱11は、中央に配置した1本の芯子縄113の外周に、従来と同様に天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を4本撚り合わせた構成であり、芯綱11の中心に1本の芯子縄113を配置したことと、この芯子縄113を中心にその外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくすることにより、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、図4に示すように、4本の芯綱子縄112がほぼ均等に圧縮整形されて変形するので、芯綱11全体の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり密度の強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくするようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の3/4に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を軽減することができる。これにより、経年的にも形状の安定化を図ることができ、長寿命の巻上ロープを実現できる。なお、芯綱11の外周の芯綱子縄112を4本としたので、径16mmまでの巻上ロープに好適である。
【0016】
次に、この発明のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、芯子縄113用ヤーン111と、芯綱子縄112用ヤーン111とを製作する。次に、複数の芯子縄113用ヤーン111を撚り合わせて1本の芯子縄113を製作し、複数の芯綱子縄112用ヤーン111を撚り合わせて4本の芯綱子縄112を製作する。そして、1本の芯子縄113を中央に配置するとともに芯子縄113の外周に4本の芯綱子縄112を配置し、中央の1本の芯子縄113と外周の4本の芯綱子縄112を撚り合わせ、芯綱11を製作する(図3参照)。この時、芯綱11の中心に芯子縄113を配置したので、この芯子縄113を中心にその外周に4本の芯綱子縄112が互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間が少なくなる。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図4参照)。この時、鋼製子縄12を押し付けて芯綱11を図4に示すように圧縮整形するのであるが、芯子縄113の外周に4本の芯綱子縄112を配置したので、4本の芯綱子縄112が鋼製子縄12によりほぼ均等に圧縮整形されて変形するので、芯綱11の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくなるようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の3/4に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を軽減することができる。
【0017】
実施の形態2.
図5はこの発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の構造を示す断面図、図6はこの発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【0018】
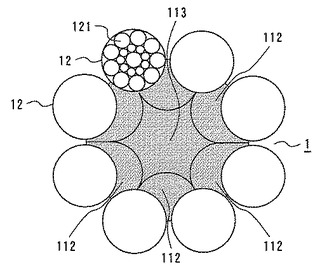
この発明の実施の形態2によるエレベータ用巻上ロープ1の芯綱11の構造は、図5に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた1本の芯子縄113を中央に配置し、この芯子縄113の外周に6本の芯綱子縄112を互いに接するようにかつ子縄相互間の隙間が少なくなるように配置したという構成に特徴がある。すなわち、この発明による芯綱11は、中央に配置した1本の芯子縄113の外周に、従来と同様に天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を6本撚り合わせた構成であり、芯綱11の中心に1本の芯子縄113を配置したことと、この芯子縄113を中心にその外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくすることにより、図6に示すように、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、6本の芯綱子縄112がほぼ均等に圧縮整形されて変形するので、芯綱11全体の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり密度の強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくするようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の1/2に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を更に軽減することができる。これにより、経年的にも形状の安定化を図ることができ、長寿命の巻上ロープを実現できる。なお、芯綱11の外周の芯綱子縄112を6本としたので、径24mmまでの巻上ロープに好適である。
【0019】
次に、実施の形態2の発明のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、芯子縄113用ヤーン111と、芯綱子縄112用ヤーン111とを製作する。次に、複数の芯子縄113用ヤーン111を撚り合わせて1本の芯子縄113を製作し、複数の芯綱子縄112用ヤーン111を撚り合わせて6本の芯綱子縄112を製作する。そして、1本の芯子縄113を中央に配置するとともに芯子縄113の外周に6本の芯綱子縄112を配置し、中央の1本の芯子縄113と外周の6本の芯綱子縄112を撚り合わせ、芯綱11を製作する(図5参照)。この時、芯綱11の中心に芯子縄113を配置したので、この芯子縄113を中心にその外周に6本の芯綱子縄112が互いに接するようにほぼ正六角形に配列されて子縄相互間の隙間が少なくなる。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図6参照)。この時、鋼製子縄12を押し付けて芯綱11を図6に示すように圧縮整形するのであるが、芯子縄113の外周に6本の芯綱子縄112を配置したので、6本の芯綱子縄112が鋼製子縄12によりほぼ均等に圧縮整形されて変形するので、芯綱11の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくなるようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の1/2に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を更に軽減することができる。
【図面の簡単な説明】
【0020】
【図1】エレベータの全体構成を概念的に示す構成図である。
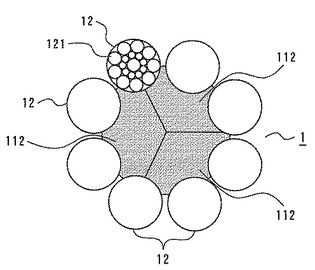
【図2】エレベータ用巻上ロープの構造を概念的に示す構成図である。
【図3】この発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図4】この発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【図5】この発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図6】この発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【図7】従来のエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図8】従来のエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【符号の説明】
【0021】
1 エレベータ用巻上ロープ
2 駆動綱車
3 エレベータかご
4 つり合いおもり
11 芯綱
111 ヤーン
112 芯綱子縄
113 芯子縄
12 鋼製子縄
121 鋼製ワイヤ
【技術分野】
【0001】
この発明は、耐疲労性が高くかつ経年的にも形状の安定化を図ることができるエレベータ用巻上ロープ及びその製造方法に関するものである。
【背景技術】
【0002】
エレベータ用巻上ロープ1は、図1に示すように、駆動用電動機に連結された駆動綱車2に巻き掛けられ、巻上ロープ1の一端には乗客が乗るエレベータかご3が吊り下げられ、巻上ロープ1の他端にはつり合いおもり4が吊り下げられている。そして、駆動綱車2の回転により巻上ロープ1の両端に吊り下げられたかご3及びつり合いおもり4が昇降路内を昇降する。また、エレベータ用巻上ロープ1は、図2に示すように、中央の繊維束からなる芯綱11と、この芯綱11の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄12とから構成されている。
【0003】
従来のエレベータ用巻上ロープ1の構成は、通常、JIS G 3525で規定された8×S(19)構成品が使用されており、中央の心材として天然のサイザル麻繊維や合成のポリプロピレン繊維による芯綱11が用いられる。この芯綱11は、図7及び図8に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を3本撚り合わせた構成、すなわち、俗に言う「三打ち」構成であり、芯綱11の外周に配置される鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、外周から圧縮整形されて高密度の心材となる。芯綱11が高密度となることで、外周の鋼製ワイヤ121で構成された鋼製子縄12がロープとしての形状を維持でき、長寿命の巻上ロープとなる。また、この芯綱11の構成は、ロープの径が大きくなっても変わらず、ロープの径の増加に伴ってヤーンの本数や径を増すのみで、芯綱子縄112の本数は3本である。
【0004】
従来のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、ヤーン111を製作する。次に、複数のヤーン111を撚り合わせ、芯綱子縄112を製作する。そして、芯綱子縄112を3本撚り合わせ、芯綱11を製作する(図7参照)。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図8参照)。この時、鋼製子縄12を押し付けて芯綱11を図8に示すように圧縮整形する。3本の芯綱子縄112は、鋼製子縄12と接触する頂点部が最も強く押し付けられた状態となり、その圧縮整形(変形)とともに密度が増加し、硬く締まった芯綱11となる。
【0005】
また、従来技術として、複数本の繊維束を撚り合わせてなる繊維ストランドを複数本撚り合わせて形成された繊維ロープが中心に配置され、上記繊維ロープの外側に複数本の鋼線を撚り合わせて防護層が形成され、上記防護層の外側周囲に被覆層が形成されている、ハイブリットロープが提案されている(例えば、特許文献1参照)。
【0006】
【特許文献1】特開2004−115985号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来のエレベータ用巻上ロープでは、芯綱11が3本の芯綱子縄112を撚り合わせた芯無し構成であるため、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされる際に、変形し易い箇所から圧縮変形して行くので、芯綱11の出来上がり密度にバラツキが生じて、強い所と弱い所が出来てしまう。最も変形の大きな芯綱11の頂点部は、押し付け力が大きければ大きいほど変形して高い密度となるが、変形が大き過ぎると芯綱11の繊維が切断して密度が高くならなかったり、形状が不安定になったりし易いという問題がある。また、ロープの径が大きくなると、芯綱の径が大きくなるため密度を上げたいが、芯綱の密度には限界があり無闇に大きくできない。また密度を上げるために芯綱を無理に押え付け過ぎると、芯綱が早く擦り減って鋼製子縄同士が接触してロープ表面に傷が付いて強度や寿命を損なうことになる。また、巻上ロープに吊り荷重や駆動綱車による曲げが加わると、ロープの径が大きいほど外周に配置された鋼製子縄が芯綱を締め付ける力が大きくなり、接触部でへたりが起きたり、摩耗して芯綱が細くなってしまう。また、芯綱の密度はロープの径に関係なく最大密度で作られるが、径が大きくなった分だけばね定数が小さくなり(ロープ径に反比例)、負荷時の径変化が大きくなって鋼製子縄間の隙間が小さくなって、早期に鋼製子縄同士が接触して摩耗や断線を生じ易くなり短寿命となる。これらのことが近年問題視されるようになってきた。
以上のことから、従来のエレベータ用巻上ロープでは、芯綱子縄3本の芯綱は、ロープ径12mm以下が限界であり、これ以上の径では適用できなかった。
【0008】
この発明は、上述のような課題を解決するためになされたもので、芯綱の密度を高くし、負荷時の芯綱子縄と接触する鋼製子縄の締め付け力を分散することにより、耐疲労性が高くかつ経年的にも形状の安定化を図ることができ、長寿命のエレベータ用巻上ロープ及びその製造方法を提供するものである。
【課題を解決するための手段】
【0009】
この発明に係るエレベータ用巻上ロープは、駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたものにおいて、繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄とから構成されているものである。
【0010】
また、4本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されるものである。
【0011】
また、この発明に係るエレベータ用巻上ロープの製造方法は、繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、複数の芯綱子縄用ヤーンを撚り合わせて4本の芯綱子縄を製作するステップと、1本の芯子縄を中央に配置するとともに芯子縄の外周に4本の芯綱子縄を配置し、中央の1本の芯子縄と外周の4本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップとを備えたものである。
【発明の効果】
【0012】
この発明によれば、繊維束からなる芯綱の密度を高くし、負荷時の芯綱子縄と接触する鋼製子縄の締め付け力を分散することにより、耐疲労性が高くかつ経年的にも形状の安定化を図ることができ、長寿命のエレベータ用巻上ロープを実現できる効果がある。
【発明を実施するための最良の形態】
【0013】
実施の形態1.
図1はエレベータの全体構成を概念的に示す構成図、図2はエレベータ用巻上ロープの構造を概念的に示す構成図、図3はこの発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の構造を示す断面図、図4はこの発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【0014】
エレベータ用巻上ロープ1は、図1に示すように、駆動用電動機に連結された駆動綱車2に巻き掛けられ、巻上ロープ1の一端には乗客が乗るエレベータかご3が吊下げられ、巻上ロープ1の他端にはつり合いおもり4が吊下げられている。そして、駆動綱車2の回転により巻上ロープ1の両端に吊下げられたかご3及びつり合いおもり4が昇降路内を昇降する。また、エレベータ用巻上ロープ1は、図2に示すように、中央の繊維束からなる芯綱11と、この芯綱11の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄12とから構成されている。
【0015】
この発明の実施の形態1によるエレベータ用巻上ロープ1の芯綱11の構造は、図3に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた1本の芯子縄113を中央に配置し、この芯子縄113の外周に4本の芯綱子縄112を互いに接するようにかつ子縄相互間の隙間が少なくなるように配置したという構成に特徴がある。すなわち、この発明による芯綱11は、中央に配置した1本の芯子縄113の外周に、従来と同様に天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を4本撚り合わせた構成であり、芯綱11の中心に1本の芯子縄113を配置したことと、この芯子縄113を中心にその外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくすることにより、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、図4に示すように、4本の芯綱子縄112がほぼ均等に圧縮整形されて変形するので、芯綱11全体の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり密度の強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくするようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の3/4に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を軽減することができる。これにより、経年的にも形状の安定化を図ることができ、長寿命の巻上ロープを実現できる。なお、芯綱11の外周の芯綱子縄112を4本としたので、径16mmまでの巻上ロープに好適である。
【0016】
次に、この発明のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、芯子縄113用ヤーン111と、芯綱子縄112用ヤーン111とを製作する。次に、複数の芯子縄113用ヤーン111を撚り合わせて1本の芯子縄113を製作し、複数の芯綱子縄112用ヤーン111を撚り合わせて4本の芯綱子縄112を製作する。そして、1本の芯子縄113を中央に配置するとともに芯子縄113の外周に4本の芯綱子縄112を配置し、中央の1本の芯子縄113と外周の4本の芯綱子縄112を撚り合わせ、芯綱11を製作する(図3参照)。この時、芯綱11の中心に芯子縄113を配置したので、この芯子縄113を中心にその外周に4本の芯綱子縄112が互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間が少なくなる。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図4参照)。この時、鋼製子縄12を押し付けて芯綱11を図4に示すように圧縮整形するのであるが、芯子縄113の外周に4本の芯綱子縄112を配置したので、4本の芯綱子縄112が鋼製子縄12によりほぼ均等に圧縮整形されて変形するので、芯綱11の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に4本の芯綱子縄112を互いに接するようにほぼ正四角形に配列して子縄相互間の隙間を少なくなるようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の3/4に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を軽減することができる。
【0017】
実施の形態2.
図5はこの発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の構造を示す断面図、図6はこの発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【0018】
この発明の実施の形態2によるエレベータ用巻上ロープ1の芯綱11の構造は、図5に示すように、天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた1本の芯子縄113を中央に配置し、この芯子縄113の外周に6本の芯綱子縄112を互いに接するようにかつ子縄相互間の隙間が少なくなるように配置したという構成に特徴がある。すなわち、この発明による芯綱11は、中央に配置した1本の芯子縄113の外周に、従来と同様に天然のサイザル麻繊維や合成のポリプロピレン繊維を束ねた多数のヤーン111を撚り合わせた芯綱子縄112を6本撚り合わせた構成であり、芯綱11の中心に1本の芯子縄113を配置したことと、この芯子縄113を中心にその外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくすることにより、図6に示すように、鋼製ワイヤ121で構成された8本の鋼製子縄12と撚り合わされるときに、6本の芯綱子縄112がほぼ均等に圧縮整形されて変形するので、芯綱11全体の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり密度の強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくするようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の1/2に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を更に軽減することができる。これにより、経年的にも形状の安定化を図ることができ、長寿命の巻上ロープを実現できる。なお、芯綱11の外周の芯綱子縄112を6本としたので、径24mmまでの巻上ロープに好適である。
【0019】
次に、実施の形態2の発明のエレベータ用巻上ロープの製造方法を説明する。先ず天然のサイザル麻繊維又は合成のポリプロピレン繊維を束ねて撚りをかけ、芯子縄113用ヤーン111と、芯綱子縄112用ヤーン111とを製作する。次に、複数の芯子縄113用ヤーン111を撚り合わせて1本の芯子縄113を製作し、複数の芯綱子縄112用ヤーン111を撚り合わせて6本の芯綱子縄112を製作する。そして、1本の芯子縄113を中央に配置するとともに芯子縄113の外周に6本の芯綱子縄112を配置し、中央の1本の芯子縄113と外周の6本の芯綱子縄112を撚り合わせ、芯綱11を製作する(図5参照)。この時、芯綱11の中心に芯子縄113を配置したので、この芯子縄113を中心にその外周に6本の芯綱子縄112が互いに接するようにほぼ正六角形に配列されて子縄相互間の隙間が少なくなる。次に、芯綱11の外周に鋼製ワイヤ121を撚り合わせた8本の鋼製子縄12を撚り合わせ、巻上ロープ1を製作する(図6参照)。この時、鋼製子縄12を押し付けて芯綱11を図6に示すように圧縮整形するのであるが、芯子縄113の外周に6本の芯綱子縄112を配置したので、6本の芯綱子縄112が鋼製子縄12によりほぼ均等に圧縮整形されて変形するので、芯綱11の密度を高くできるばかりでなく、負荷時の芯綱子縄112と接触する鋼製子縄12の締め付け力を分散できるので、耐疲労性の高い巻上ロープ1を実現することができる。また、芯綱11の中心に1本の芯子縄113を芯体として配置したので、芯綱11の密度もほぼ均等になり強弱の差が少なく極めて高密度の芯綱11となる。また、芯子縄113の外周に6本の芯綱子縄112を互いに接するようにほぼ正六角形に配列して子縄相互間の隙間を少なくなるようにしたので、従来以上の密度の芯綱を得る場合にも、芯綱子縄112の変形量を少なく抑えることができ、芯綱11の繊維を切断することがなく、しかもロープ表面を損傷させることがなくなる。これにより、ロープの形状の安定化と長寿命を図ることができる。また、負荷時に鋼製子縄12が芯綱11を締め付ける荷重を分散して、従来のロープの荷重の1/2に軽減できるので、鋼製子縄12と芯綱子縄112の接触部で起こる経年的な摩耗を更に軽減することができる。
【図面の簡単な説明】
【0020】
【図1】エレベータの全体構成を概念的に示す構成図である。
【図2】エレベータ用巻上ロープの構造を概念的に示す構成図である。
【図3】この発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図4】この発明の実施の形態1におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【図5】この発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図6】この発明の実施の形態2におけるエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【図7】従来のエレベータ用巻上ロープの芯綱の構造を示す断面図である。
【図8】従来のエレベータ用巻上ロープの芯綱の外周に鋼製子縄を撚り合わせて完成した巻上ロープの断面図である。
【符号の説明】
【0021】
1 エレベータ用巻上ロープ
2 駆動綱車
3 エレベータかご
4 つり合いおもり
11 芯綱
111 ヤーン
112 芯綱子縄
113 芯子縄
12 鋼製子縄
121 鋼製ワイヤ
【特許請求の範囲】
【請求項1】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープにおいて、
前記繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄とから構成されていることを特徴とするエレベータ用巻上ロープ。
【請求項2】
4本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されることを特徴とする請求項1記載のエレベータ用巻上ロープ。
【請求項3】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープにおいて、
前記繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる6本の芯綱子縄とから構成されていることを特徴とするエレベータ用巻上ロープ。
【請求項4】
6本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正六角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されることを特徴とする請求項3記載のエレベータ用巻上ロープ。
【請求項5】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープの製造方法において、
繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、
前記複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、
前記複数の芯綱子縄用ヤーンを撚り合わせて4本の芯綱子縄を製作するステップと、
前記1本の芯子縄を中央に配置するとともに芯子縄の外周に前記4本の芯綱子縄を配置し、中央の1本の芯子縄と外周の4本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、
前記芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップと、
を備えたことを特徴とするエレベータ用巻上ロープの製造方法。
【請求項6】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープの製造方法において、
繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、
前記複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、
前記複数の芯綱子縄用ヤーンを撚り合わせて6本の芯綱子縄を製作するステップと、
前記1本の芯子縄を中央に配置するとともに芯子縄の外周に前記6本の芯綱子縄を配置し、中央の1本の芯子縄と外周の6本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、
前記芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップと、
を備えたことを特徴とするエレベータ用巻上ロープの製造方法。
【請求項1】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープにおいて、
前記繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる4本の芯綱子縄とから構成されていることを特徴とするエレベータ用巻上ロープ。
【請求項2】
4本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正四角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されることを特徴とする請求項1記載のエレベータ用巻上ロープ。
【請求項3】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープにおいて、
前記繊維束からなる芯綱は、繊維束を撚り合わせて製作され、芯綱の中央に芯体として配置された1本の芯子縄と、この芯子縄の外周に配置され、芯綱の外周となる6本の芯綱子縄とから構成されていることを特徴とするエレベータ用巻上ロープ。
【請求項4】
6本の芯綱子縄は、芯子縄の外周に互いに接するようにほぼ正六角形に配列されて子縄相互間の隙間を少なくし、芯綱の外周に配置される鋼製ワイヤを撚り合わせた鋼製子縄により均等に圧縮整形されることを特徴とする請求項3記載のエレベータ用巻上ロープ。
【請求項5】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープの製造方法において、
繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、
前記複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、
前記複数の芯綱子縄用ヤーンを撚り合わせて4本の芯綱子縄を製作するステップと、
前記1本の芯子縄を中央に配置するとともに芯子縄の外周に前記4本の芯綱子縄を配置し、中央の1本の芯子縄と外周の4本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、
前記芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップと、
を備えたことを特徴とするエレベータ用巻上ロープの製造方法。
【請求項6】
駆動用電動機に連結された駆動綱車に巻き掛けられ、一端に乗客が乗るエレベータかごが吊下げられ、かつ他端につり合いおもりが吊下げられたロープであって、中央の繊維束からなる芯綱と、この芯綱の外周に配置された鋼製ワイヤを撚り合わせた鋼製子縄とから構成されたエレベータ用巻上ロープの製造方法において、
繊維束を束ねて撚りをかけ、芯子縄用ヤーン及び芯綱子縄用ヤーンを製作するステップと、
前記複数の芯子縄用ヤーンを撚り合わせて1本の芯子縄を製作するステップと、
前記複数の芯綱子縄用ヤーンを撚り合わせて6本の芯綱子縄を製作するステップと、
前記1本の芯子縄を中央に配置するとともに芯子縄の外周に前記6本の芯綱子縄を配置し、中央の1本の芯子縄と外周の6本の芯綱子縄を撚り合わせ、芯綱を製作するステップと、
前記芯綱の外周に鋼製ワイヤを撚り合わせた鋼製子縄を撚り合わせ、巻上ロープを製作するステップと、
を備えたことを特徴とするエレベータ用巻上ロープの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−292630(P2009−292630A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−150419(P2008−150419)
【出願日】平成20年6月9日(2008.6.9)
【出願人】(000236056)三菱電機ビルテクノサービス株式会社 (1,792)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月9日(2008.6.9)
【出願人】(000236056)三菱電機ビルテクノサービス株式会社 (1,792)
【Fターム(参考)】
[ Back to top ]