
エンボスキャリアテープ及びその製造方法ならびに包装部品巻回体

【課題】形態不良がなく、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を提供する。
【解決手段】樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、前記部品収納部10の外周縁11に溝部20が形成され、前記溝部20は、その深さが前記基材シート2の厚みの10〜90%であることよりなる。前記溝部20は、前記部品収納部10を周回して形成されていることが好ましい。
【解決手段】樹脂製の基材シート2の一方の面に開口する凹形状の部品収納部10が、基材シート2の他方の面に膨出して設けられたエンボスキャリアテープ1において、前記基材シート2の前記他方の面には、前記部品収納部10の外周縁11に溝部20が形成され、前記溝部20は、その深さが前記基材シート2の厚みの10〜90%であることよりなる。前記溝部20は、前記部品収納部10を周回して形成されていることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気部品、電子部品等を部品収納部に収納するエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体に関するものである。
【背景技術】
【0002】
電子部品等を実装機に搬送する際には、電子部品等の部品を収納するための凹形状の部品収納部が設けられたキャリアテープが用いられている。
キャリアテープとしては、基材の一部を打抜き加工により取り除いた後、基材裏面にボトムテープを装着して部品収納部を設けたパンチドキャリアテープ、基材の一部を凹形状に加工して部品収納部(エンボス部)を形成したエンボスキャリアテープ、基材の一部を圧縮加工することによって部品収納部を設けたプレスキャリアテープ等が一般的である。
【0003】
近年、電子部品の微細化が進み、例えば縦、横の寸法が、1.6×0.8mm(1608チップ)、1.0×0.5mm(1005チップ)、0.6×0.3mm(0603チップ)、0.4×0.2mm(0402チップ)等の電子部品のような微細部品を収納するのに適したキャリアテープが用いられるようになってきた。
【0004】
かかる微細部品に用いられるキャリアテープは、基材として紙基材を用いたものが一般的であり、紙基材を用いたキャリアテープとしては、パンチドキャリアテープ又はプレスキャリアテープが一般的であった。これらのキャリアテープは、部品収納部を設ける際に、プレスパンチによるせん断又は圧縮加工が施されるため、ケバ、バリ等の異物が発生するという問題がある。このような異物は実装精度や実装率の低下を招いてしまう。さらに、紙基材を用いた場合、吸湿による寸法変化、紙基材同士又は紙基材と実装機ガイド部との摩擦による紙粉の発生、剥離帯電による実装ミス等が生じやすい。
このため、紙基材を用いたキャリアテープに代えて、コストと寸法精度に優れるプラスチック製のエンボスキャリアテープが使用されている。
また、上記したように、収納する部品の寸法が小さくなり、軽くなってきていることや、高速実装すること等から、静電気によって、部品がエンボスキャリアテープやカバーテープに付着して、部品の取り出しや収納が正常にできなくなるという問題が生じる。このため、導電性が付与された導電性のエンボスキャリアテープの市場要求が高まっている。
【0005】
樹脂製の基材を用いたエンボスキャリアテープは、例えば、パンチと、該パンチが挿入されるパンチ受入孔を有するダイスとの間に基材シートを配置し、次いでパンチをパンチ受入孔に挿入して基材シートを延伸させるプレス成形により形成される。このパンチの側面とパンチ受入孔の内周面との間には、クリアランスが形成されており、このクリアランスを形成することで、基材シートの局所的な過度の延伸を防止し、エンボスキャリアテープの強度を維持している。
【0006】
このようなエンボスキャリアテープは、部品収納部の内側面が開口部に向けて広がるようなテーパー形状とされると共に、部品収納部の開口部の周縁が、その製造に由来した曲面とされ、テーピングや実装の容易性、成形の容易性等が図られたものである。エンボスキャリアテープは、部品収納部の開口部の周縁に曲面が形成されると、開口部の矩形性等の形状精度が低下し、部品を所定の位置に収納しにくかったり、部品収納部の内側面がテーパー形状とされると、微細部品を安定して収納しにくかったりする。例えば、微細部品を収納した際、部品収納部の内側面と微細部品との間の隙間が大きく、微細部品を所定の位置で収納することが困難であったり、部品収納部内で微細部品が動きやすいため、収納当初は所定の位置で収納されても、振動や衝撃等により位置がずれることがある。このような収納安定性の低さは、テーピング機の高速化及び実装工程における高実装密度化、狭隣接実装化の妨げとなり、テーピング時の収納安定性、マウント時の実装精度や実装率を低下させる原因となる。
【0007】
こうした問題に対し、複数の凹部の間の基材が圧縮され薄肉化されたエンボスキャリアテープが提案されている(例えば、特許文献1)。特許文献1のエンボスキャリアテープによれば、凹部の寸法精度、テーピング時の収納安定性、マウント時の実装精度や実装率等の向上が図られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−272952号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した技術では、エンボスキャリアテープにおける収納安定性を未だ満足できなかった。
特に、薄型の微細部品を収納するために部品収納部の内部(凹部)が浅いエンボスキャリアテープをプレス成形で製造した場合、部品収納部の内側面の傾斜は、内底面から開口部に向かって、より広がるものとなる。加えて、部品収納部の開口部周縁の曲面は、その曲率半径が拡大しやすくなる。これは、パンチ受入孔とパンチとの間にクリアランスが形成されているため、パンチ受入孔へのパンチの挿入距離が短くなると基材シートにおけるパンチ受入孔の深さ方向の延伸が少なくなり、パンチ受入孔の周縁において、基材シートのパンチ受入孔の深さ方向に対する屈曲が小さくなるためである。そして、部品収納部の内側面の傾斜の拡大や、開口部周縁の曲面の曲率半径の拡大が生じると、収納した部品がずれたり、飛び出したりしやすくなるという問題がある。
一方、部品収納部の内側面の傾斜を小さくするために、パンチとパンチ受入孔とのクリアランスを単に狭くすると、基材シートが局所的に延伸され、破断が生じる等の形態不良を生じる場合がある。
本発明は、上記事情に鑑みてなされたものであって、形態不良がなく、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を目的とする。
【課題を解決するための手段】
【0010】
本発明のエンボスキャリアテープは、樹脂製の基材シートの一方の面に開口する凹形状の部品収納部が、基材シートの他方の面に膨出して設けられたエンボスキャリアテープにおいて、前記基材シートの前記他方の面には、前記部品収納部の周縁に溝部が形成され、前記溝部は、その深さが前記基材シートの厚みの10〜90%であることを特徴とする。
前記溝部は、前記部品収納部を周回して形成されていることが好ましい。
【0011】
本発明の包装部品巻回体は、本発明の前記エンボスキャリアテープの部品収納部に部品が収納され、かつ前記部品収納部の開口部がカバーテープで封止されリールに巻き取られてなることを特徴とする。
【0012】
本発明のエンボスキャリアテープの製造方法は、本発明の前記エンボスキャリアテープの製造方法であって、前記部品収納部の凹形状に対応する形成用凸部を備える第一の金型と、前記形成用凸部を受け入れる形成用凹部と前記溝部の形状に対応する凸条とを備える第二の金型とで、前記基材シートを挟圧し、前記形成用凸部で前記基材シートを前記形成用凹部に延伸して前記部品収納部を設けると共に、前記凸条で前記溝部を形成することを特徴とする。
【発明の効果】
【0013】
本発明によれば、形態不良がなく、部品収納部での部品の収納状態の安定化が図れる。
【図面の簡単な説明】
【0014】
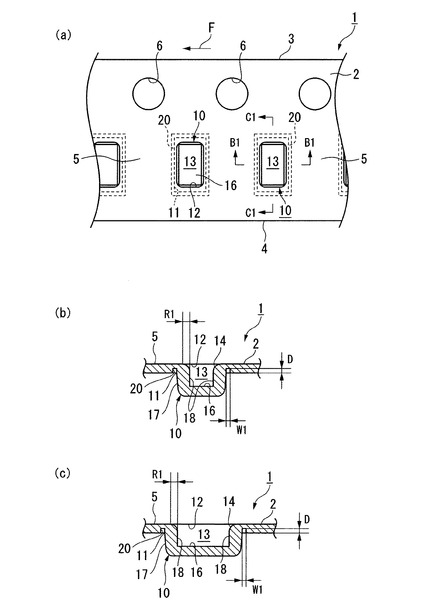
【図1】(a)本発明の実施形態にかかるエンボスキャリアテープの平面図である。(b)(a)におけるB1−B1断面図である。(c)(a)におけるC1−C1断面図である。
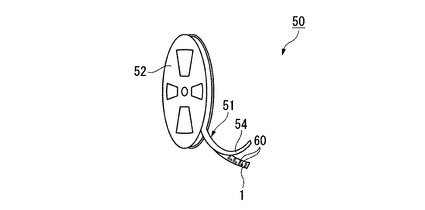
【図2】本発明の包装部品巻回体の一例を示す斜視図である。
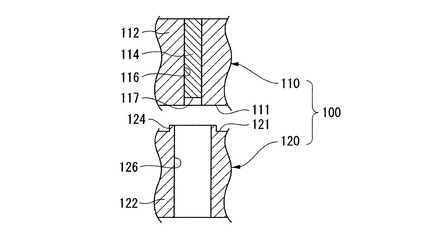
【図3】本発明のエンボスキャリアテープの製造装置の一例を示す部分断面図である。
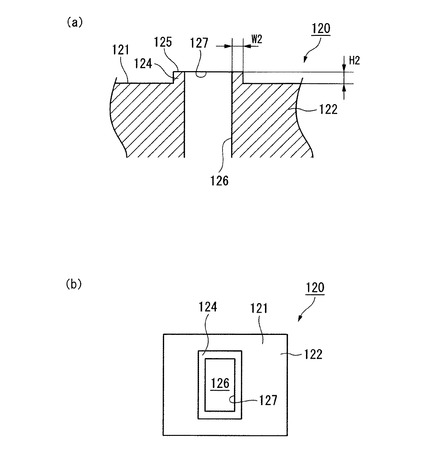
【図4】(a)図3のエンボスキャリアテープの製造装置の第二の金型の部分断面図である。(b)本発明のエンボスキャリアテープの製造装置の第二の金型の平面図である。
【図5】本発明の製造方法を説明するエンボスキャリアテープの製造装置の部分断面図である。
【図6】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面図である。
【図7】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面である。
【図8】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面図である。
【図9】(a)比較例1に用いたエンボスキャリアテープの製造装置の部分断面図である。(b)比較例1に用いたエンボスキャリアテープの製造装置の第二の金型の平面図である。
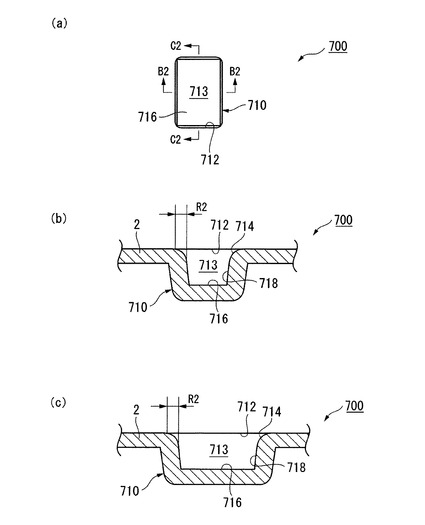
【図10】(a)比較例1のエンボスキャリアテープの部品収納部の平面図である。(b)(a)におけるB2−B2断面図である。(c)(a)におけるC2−C2断面図である。
【発明を実施するための形態】
【0015】
(エンボスキャリアテープ)
本発明のエンボスキャリアテープの一例について、以下に図面を参照して説明する。
図1に示すように、エンボスキャリアテープ1は、長尺状の基材シート2の幅方向の両端が側縁部3、側縁部4とされ、基材シート2の一方の面に開口する複数の部品収納部10が設けられ、基材シート2の他方の面に複数の溝部20が形成されたものである。基材シート2には、複数の部品収納部10が基材シート2の長さ方向に離間して並設され、任意の部品収納部10と、この任意の部品収納部10に隣接する他の部品収納部10との間は、平坦部5とされている。また、基材シート2には、部品収納部10と側縁部3との間に、複数のスプロケットホール(送り穴)6が基材シート2の長さ方向に離間して並設されている。
【0016】
部品収納部10は、基材シート2の一方の面を凹部開口部12とする凹部13が形成されたものであり、その底部が基材シート2の他方の面に膨出した凹形状とされている。凹部開口部12は、基材シート2の幅方向を長手、基材シート2の長さ方向を短手とする平面視略矩形とされている。凹部13の周縁である凹部周縁部14は、平坦部5から凹部13の深さ方向に漸次下る曲面とされている。
凹部13は、凹部周縁部14と、内底面16と、凹部周縁部14から内底面16に続く内側面18とで形成され、対向する内側面18同士が、内底面16から凹部周縁部14に向かうに従って広がる形状とされている。
【0017】
溝部20は、基材シート2の他方の面、即ち部品収納部10の底部が膨出した面の部品収納部10の外周縁11(即ち基材シート2における部品収納部10の外側面17が立ち上がる部分)に、部品収納部10を周回して形成されている。
【0018】
基材シート2は、任意の幅寸法にスリットされた長尺状のシートである。
基材シート2の材質は、樹脂製であれば特に限定されず、例えば、ポリスチレン、ポリ塩化ビニル、ポリエステル、ポリアミド、ポリアセタール、ポリウレタン、ナイロン、アクリル樹脂、ポリカーボネート、ポリオレフィン系樹脂、フッ素系樹脂及びこれら2種以上を混合したポリマーアロイ等の熱可塑性樹脂、フェノール樹脂、メラミン樹脂、ユリア樹脂、ジアリルフタレート樹脂等の熱硬化性樹脂が挙げられ、中でも、熱可塑性樹脂が好ましい。また、これらの樹脂やこれらの樹脂を含むポリマーアロイに、非イオン系界面活性剤、陽イオン系界面活性剤、陰イオン系界面活性剤等の帯電防止剤、導電性カーボン、カーボンやステンレス等の導電性繊維、酸化スズや酸化チタン等の導電性金属酸化物、アニリン、ピロール、チオフェン等の有機導電性物質等の導電剤を添加して帯電防止や導電性を付与したものや、樹脂製基材の表面に帯電防止剤や導電性物質を塗布して帯電防止層や導電層を設けたもの等の導電性プラスチック基材であってもよい。基材シート2は、同一の樹脂又は異なる樹脂を2層以上積層したものであってもよい。
基材シート2の厚みは、収納する部品の大きさ等を勘案して決定でき、例えば、0.1〜1.0mmとされる。
【0019】
部品収納部10の深さ、即ち、凹部開口部12から内底面16までの距離は、収納する部品の大きさを勘案して決定できる。
部品収納部10の内底面16の幅、即ち、内底面16の短手方向で対向する内側面18同士の距離は、収納する部品の大きさを勘案して決定できる。
部品収納部10の内底面16の長さ、即ち、内底面16の長手方向で対向する内側面18同士の距離は、収納する部品の大きさを勘案して決定できる。
【0020】
部品収納部10は、部品収納部10の深さ方向と内側面18とのなす角度(テーパー角度)が小さい程、即ち内側面18が凹部開口部12の面に対して垂直(テーパー角度=0°)に近い程、凹部開口部12の大きさの精度が高まり、部品の収納状態が安定する。従って、部品収納部10のテーパー角度は、部品収納部10の深さ等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、6°以下が好ましく、5°以下がより好ましく、4°以下がさらに好ましい。
【0021】
部品収納部10は、凹部周縁部14の曲率半径rが小さい程、凹部開口部12の形状精度が高まると共に、側面18のテーパー角度が小さくなって部品の収納状態が安定する。凹部周縁部14の曲率半径rは、凹部開口部12の面積等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、0.30mm未満が好ましく、0.20mm未満がより好ましく、0.12mm未満がさらに好ましい。0.30mm未満であれば、収納した部品の安定化が図れる。
部品収納部10は、凹部周縁部14の幅、即ち平面視における内側面18の上端と平坦部5との距離(曲面幅)R1が短い程、凹部開口部12の形状精度が高まると共に、内側面18のテーパー角度が小さくなって部品の収納状態が安定する。曲面幅R1は、凹部開口部12の面積等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、0.30mm未満が好ましく、0.20mm未満がより好ましく、0.12mm未満がさらに好ましい。0.30mm未満であれば、収納した部品の安定化が図れる。
【0022】
溝部20の深さDは、基材シート2の厚みの10〜90%であり、好ましくは40〜80%である。10%未満では、基材シート2の厚みの変動範囲であって、溝部20を形成した効果が得られず、90%超では、基材シート2が、強度不足により破断したり変形したりするためである。
溝部20の幅W1は、溝部20の深さD、基材シート2の厚みや、部品収納部10同士の間隔等を勘案して決定でき、例えば、溝部20の深さDの10〜200%の長さとされる。10%未満であると、後述する第二の金型に形成されたリブの強度が不十分となり、成形時にリブが変形するおそれがある。200%超であると、隣接する部品収納部10同士の間隔を広くすることとなり、エンボスキャリアテープ1における単位長さ当たりの部品収納部10の数が少なくなる。
【0023】
本発明の包装部品巻回体は、エンボスキャリアテープの部品収納部に部品が収納され、凹部開口部がカバーテープで封止された部品包装体が、リールに巻き取られたものである。本発明の包装部品巻回体の一例について、図1〜2を参照して説明する。
図2に示す包装部品巻回体50は、部品60を部品収納部10に収納したエンボスキャリアテープ1がカバーテープ54で封止されて部品包装体51とされ、この部品包装体51がリール52に巻き取られて巻回体とされたものである。
【0024】
部品収納部10に収納される部品60としては、例えば、セラミックコンデンサ、抵抗、ICチップ、インダクタ、LED等の電子部品や、シールド部材、コネクタ等の電気部品等が挙げられる。
【0025】
カバーテープ54は、従来公知のものを用いることができ、基材シート2と同様の材質のものが挙げられる。
【0026】
凹部開口部12のカバーテープ54による封止方法は、基材シート2の材質と又はカバーテープ54の材質とを勘案して決定でき、例えば、接着剤により、エンボスキャリアテープ1とカバーテープ54とを基材シート2の長さ方向にわたって、その幅方向の両端を接着剤で接着したり、熱融着又は超音波融着する方法が挙げられる。
【0027】
(製造方法)
本発明のエンボスキャリアテープの製造方法は、第一の金型と第二の金型とで、基材シートを挟圧し、部品収納部と溝部とを形成するものである。
【0028】
<製造装置>
本発明のエンボスキャリアテープの製造に用いるエンボスキャリアテープの製造装置(以下、単に製造装置ということがある)について、以下に図面を参照して説明する。
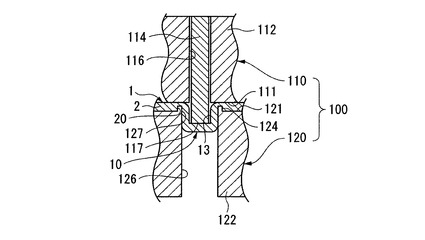
図3は、第一の金型と第二の金型とを備える製造装置の部分断面図であり、図4(a)は、第二の金型の部分断面図、図4(b)は、第二の金型の平面図である。
図3に示すように、製造装置100は、第一の金型110と第二の金型120とを備え、第一の金型110の挟圧面111と第二の金型120の挟圧面121とが対向配置されたものである。
【0029】
第一の金型110は、パンチ孔116が形成されたストリッパー112と、出し入れ自在にパンチ孔116に備えられたドローパンチ114とを備えるものであり、ドローパンチ114は、そのパンチ端面117が、部品収納部10の内底面16(図1)に対応した形状の略四角柱状とされている。
【0030】
第二の金型120は、ダイス122を備え、ダイス122には、パンチ孔116から突出したドローパンチ114を受け入れるパンチ受入孔126が形成されている。挟圧面121に形成されたパンチ受入孔126の開口部(受入孔開口部)127は、部品収納部10の外周縁11の輪郭形状に対応した形状とされ、パンチ受入孔126は、その内周面とドローパンチ114の側面とが任意の距離で離間するものとされている。図4に示すように、ダイス122の挟圧面121上には、パンチ受入孔126の受入孔開口部127の周縁に、受入孔開口部127を周回するリブ124が立設されている。このリブ124は、挟圧面121に対し略垂直なものとされ、リブ端面125が挟圧面121と略水平なものとされている。リブ124は、その幅W2がエンボスキャリアテープ1の溝部20の幅W1(図1)に対応するものとされている。リブ124は、挟圧面121上の高さH2がエンボスキャリアテープ1の溝部20の深さD(図1)に対応するものとされ、加工に供される基材シートの厚みに応じて決定される。
【0031】
「部品収納部の凹形状に対応する形成用凸部」は、ドローパンチ114であり、「溝部の形状に対応する凸条」は、リブ124であり、「形成用凸部を受け入れる形成用凹部」は、パンチ受入孔126である。
【0032】
<エンボスキャリアテープの製造方法>
本発明の製造方法について、図3、5を用いて説明する。図5は、第一の金型110と第二の金型120とで基材シート2を挟圧した状態を示す部分断面図である。
まず、挟圧面111と挟圧面121とが対向離間した状態で第一の金型110と第二の金型120とを配置する(図3)。挟圧面111と挟圧面121との間に、任意の温度に加熱され軟化した基材シート2を送り込む。
挟圧面111と挟圧面121との間に基材シート2が送り込まれた後、第一の金型110と第二の金型120とで基材シート2を挟圧する。この際、挟圧面121に形成されたリブ124が基材シート2を圧縮することで、溝部20が形成される。
次いで、ドローパンチ114をパンチ受入孔126に挿入するようにパンチ孔116から突出させる。突出されたドローパンチ114は、そのパンチ端面117を基材シート2に押し当てた状態で、基材シート2をパンチ受入孔126に押し込む。押し込まれた基材シート2は、パンチ受入孔126内で延伸されて、部品収納部10が形成されて、エンボスキャリアテープ1となる(図5)。この際、基材シート2は、受入孔開口部127周縁に形成されたリブ124で強固に挟持されているため、パンチ受入孔126に押し込まれる際に、パンチ受入孔126に向かってずれたりせず、パンチ受入孔126の深さ方向に十分に延伸される。この結果、部品収納部10は、凹部周縁部14の曲率半径r及び曲面幅R1(図1)が小さく、凹部開口部12の形状精度が高いものとなると共に、内側面18(図1)のテーパー角度が小さいものとなる。
【0033】
(使用方法)
次に、本発明のエンボスキャリアテープの使用方法の一例について、図1〜2を用いて説明する。
まず、図1に示すように、エンボスキャリアテープ1を凹部開口部12が鉛直方向上方となるように配置し、矢印Fの方向に搬送させつつ、部品収納部10に部品を収納する。この際、凹部開口部12の形状精度が高いために、部品は部品収納部10へ安定して収納される。部品収納部10に部品を収納した後、カバーテープ54で凹部開口部12を封止して部品包装体51としつつ、リール52に巻き取り、図2に示す包装部品巻回体50とする。
次いで、図2に示すように、リール52から、部品包装体51を繰り出し、カバーテープ54をエンボスキャリアテープ1から剥離しながら部品60の実装機に搬送する。この際、部品収納部10は、凹部開口部12の形状精度が高く、内側面18のテーパー角度が小さいものとされているため、部品60は、部品収納部10内で収納位置がずれたり、部品収納部10から飛び出したりすることなく、安定的に実装機に搬送される。そして、部品60は、任意の収納状態が維持されたまま実装機に供給され、部品収納部10から取り出されて電子製品等の製造に供される。この際、部品60の収納状態が安定しているため、実装機は、高い実装精度、高い実装率で部品60を実装できる。
【0034】
本発明のエンボスキャリアテープによれば、溝部は、基材シートの厚みに対し10〜90%の深さであるため、形態不良を生じない。加えて、部品収納部の外周縁に溝部が形成されているため、部品収納部は、凹部周縁部の曲率半径r及び曲面幅が小さく、凹部開口部が、所望する形状に精度高く形成されていると共に、内側面のテーパー角度が小さいものとされている。この結果、部品収納部での部品の収納状態が安定すると共に、複数の部品収納部における形状の不均一性に伴う部品の収納ミス等を防止できる。加えて、溝部は、凹部開口部が形成された面の反対側の面に形成されているため、部品収納部に部品を収納する際の支障とならない。
本発明のエンボスキャリアテープは、基材シートに圧縮された溝部が形成されているため、エンボスキャリアテープを長手方向に向かって搬送した際にも、溝部の剛性により部品収納部の変形が抑制され、部品の収納が容易である。
さらに、溝部が凹部開口部を周回して形成されていることで、凹部開口部の形状精度のさらなる向上が図れると共に、部品収納部に収納された部品は、四方の内側面で挟み込まれ、より安定した収納状態となる。
【0035】
本発明の包装部品巻回体によれば、凹部開口部の形状精度が高く、かつ対向する内側面のテーパー角度が小さい部品収納部に部品が収納されているため、搬送時においても部品の収納状態が良好であり、マウント時の実装精度や実装率の向上が図れる。
【0036】
本発明のエンボスキャリアテープの製造方法によれば、エンボスキャリアテープの溝部に対応する凸条を備える金型を用いるため、強度の低下を伴わずに、容易に本発明のエンボスキャリアテープを精度高く製造できる。
【0037】
上述の実施形態では、溝部20が凹部開口部12を周回するものとされているが、本発明はこれに限定されず、例えば、溝部20が断続的に形成されていてもよい。また、例えば、溝部は、基材シート2の幅方向又は長さ方向に延びるものが、任意の部品収納部10に対し1つ又は2つ以上形成されたものであってもよい。ただし、部品収納部10での部品の収納状態をより安定させる観点から、溝部は凹部開口部12を周回するものが好ましい。
【0038】
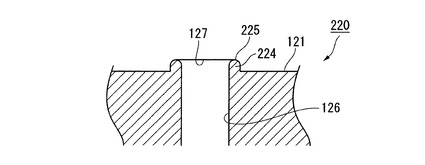
上述の実施形態では、リブ124は、リブ端面125が挟圧面121に対し略水平なものとされているが、本発明はこれに限定されず、図6に示す第二の金型220のように、リブ端面225が曲面とされたリブ224であってもよい。
また、例えば、リブ124は、リブ端面125が、受入孔開口部127側からリブ124の外周面側に、挟圧面121に向かって漸次下る傾斜面とされたものであってもよい。リブ端面125が傾斜面であると、凹部周縁部14の曲率半径rや曲面幅R1が小さくなり、凹部開口部12の形状精度をより高められる。なお、リブ端面125を傾斜面とする場合、リブ124の内周面とリブ端面125とのなす角度が鋭角とされていることが好ましい。ただし、第二の金型の寿命を勘案し、リブ端面225のような曲面のリブ端面を第二の金型に選択することができる。
【0039】
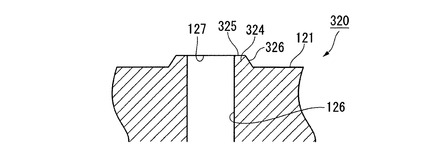
上述の実施形態では、リブ124は、挟圧面121に対し略垂直に立設されたものであるが、本発明はこれに限定されず、図7に示す第二の金型320のように、リブ外周面326がリブ端面325に向かうに従い断面積が小さくなる傾斜面とされたリブ324であってもよい。
【0040】
また、例えば、図8の第二の金型420のように、リブ端面425が曲面とされると共に、リブ外周面426がリブ端面425に向かうに従い断面積が小さくなる傾斜面とされたリブ424であってもよい。
【0041】
上述の実施形態では、部品収納部10は、凹部開口部12が平面視略矩形の有底四角筒状とされているが、部品収納部の形状は収納する部品に応じて決定でき、例えば、凹部開口部が平面視円形又は楕円形とされた有底略円筒状であってもよく、凹部開口部が平面視三角形、五角形、六角形等の有底多角筒状であってもよい。
加えて、上述の実施形態では、ドローパンチ114が略四角柱状とされているが、本発明はこれに限定されず、部品収納部10の形状に応じてドローパンチ114の形状を決定できる。
【0042】
上述の実施形態では、第一の金型110と第二の金型120とを用いたプレス成形によりエンボスキャリアテープ1を製造しているが、エンボスキャリアテープ1の製造方法はこれに限定されず、例えば、プレス成形の他、圧空成形、真空成形、あるいはこれらを組みあわせた成形方法でもよい。
【実施例】
【0043】
以下に本発明について実施例を挙げて説明するが、本発明はこれに限定されるものではない。
【0044】
(実施例1〜9、比較例2〜3)
図3の製造装置100と同様の金型を用い、厚み0.2mmのポリスチレン系樹脂シートを図1に示すエンボスキャリアテープ1と同様のエンボスキャリアテープとした。第二の金型を図4に示すものと同様とし、リブの高さH2を表1に示す仕様とし、リブの幅W2をリブの高さH2と等しくした。なお、製造装置は、ドローパンチのパンチ端面が長手0.4mm、短手0.2mmとされ、受入孔開口部が長手0.5mm、短手0.3mmとされたものである。
このエンボスキャリテープは、図1に示すエンボスキャリアテープ1と同様の形態であり、その部品収納部が0402サイズのセラミックコンデンサー用の大きさ、即ち、部品収納部の内底面の長手0.4mm、部品収納部の内底面の短手0.2mmとしたものである。
得られたエンボスキャリアテープについて、その溝部の深さ(図1のD)と、凹部周縁部(図1の符号14)の曲率半径r及び曲面幅(図1のR1)と、部品収納部の内側面(図1の符号18)のテーパー角度とを測定し、その結果を表1に示す。
【0045】
(比較例1)
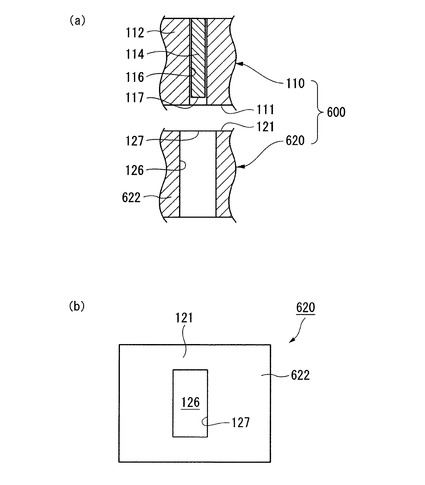
図9に示す製造装置600を用い、厚み0.2mmのポリスチレン系樹脂シートを図10に示すエンボスキャリアテープ700と同様のエンボスキャリアテープとした。
図9の製造装置600について、説明する。なお、図9において、図3の製造装置100と同一の構成には同じ符号を付し、その説明を省略する。
図9に示すように、製造装置600は、第一の金型110と第二の金型620とを備え、第一の金型110の挟圧面111と第二の金型620の挟圧面121とが対向配置されたものである。
第二の金型620は、ダイス622を備え、ダイス622には、ドローパンチ114を受け入れるパンチ受入孔126が形成されている。そして、挟圧面121上にはリブが形成されていない。
この製造装置600は、ドローパンチのパンチ端面117が長手0.4mm、短手0.2mmとされ、受入孔開口部が長手0.5mm、短手0.3mmとされたものである。
【0046】
図10に、本比較例で得られたエンボスキャリアテープ700を示す。
図10に示すように、エンボスキャリアテープ700は、基材シート2の一方の面に開口する部品収納部710が形成され、溝部が形成されていないものである。部品収納部710は、基材シート2の一方の面を凹部開口部712とする凹部713が形成されたものであり、その底部が基材シート2の他方の面に膨出した凹形状とされている。凹部開口部712は平面視略矩形とされ、凹部713は、その周縁の凹部周縁部714が、平坦部5から凹部713の深さ方向に漸次下る曲面とされている。凹部713は、凹部周縁部714と、内底面716と、凹部周縁部714から内底面716に続く内側面718とで形成され、対向する内側面718同士が、内底面716から凹部周縁部714に向かうに従って広がる形状とされている。
【0047】
得られたエンボスキャリアテープについて、凹部周縁部714の曲率半径r及び曲面幅(図10のR2)と、部品収納部の内側面(図10の符号718)のテーパー角度を測定し、その結果を表1に示す。
【0048】
【表1】

【0049】
表1に示すように、本発明を適用した実施例1〜9は、凹部周縁部の曲率半径rが0.30mm未満、曲面幅が0.30mm未満であり、部品収納部の内側面のテーパー角度が6°以下であった。加えて、実施例1〜9の基材シートには、破断、欠損等が認められなかった。
一方、溝部を形成しなかった比較例1、溝部の深さがシート厚みの10%未満である比較例2は、凹部周縁部の曲率半径rが最大で0.30mm、曲面幅が最大で0.30mmであり、部品収納部の内側面のテーパー角度が最大で7°であった。
また、溝部の深さがシート厚みの90%超である比較例3は、凹部周縁部の曲率半径rが最大で0.05mm、曲面幅が最大で0.05mmであり、部品収納部の内側面のテーパー角度が最大で3°であったものの、溝部を形成した位置に基材シートの破断が見られた。
以上の結果から、本発明を適用したエンボスキャリアテープは、基材シートの損傷等がなく、曲面幅及び部品収納部の内側面のテーパー角度が小さく、凹部開口部の形状が精度高く形成されていることが判った。
【符号の説明】
【0050】
1 エンボスキャリテープ
2 基材シート
10 部品収納部
11 外周縁
12 凹部開口部
14 凹部周縁部
20 溝部
50 包装部品巻回体
52 リール
54 カバーテープ
60 部品
110 第一の金型
114 ドローパンチ
120、220、320、420 第二の金型
124、224、324、424 リブ
126 パンチ受入孔
【技術分野】
【0001】
本発明は、電気部品、電子部品等を部品収納部に収納するエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体に関するものである。
【背景技術】
【0002】
電子部品等を実装機に搬送する際には、電子部品等の部品を収納するための凹形状の部品収納部が設けられたキャリアテープが用いられている。
キャリアテープとしては、基材の一部を打抜き加工により取り除いた後、基材裏面にボトムテープを装着して部品収納部を設けたパンチドキャリアテープ、基材の一部を凹形状に加工して部品収納部(エンボス部)を形成したエンボスキャリアテープ、基材の一部を圧縮加工することによって部品収納部を設けたプレスキャリアテープ等が一般的である。
【0003】
近年、電子部品の微細化が進み、例えば縦、横の寸法が、1.6×0.8mm(1608チップ)、1.0×0.5mm(1005チップ)、0.6×0.3mm(0603チップ)、0.4×0.2mm(0402チップ)等の電子部品のような微細部品を収納するのに適したキャリアテープが用いられるようになってきた。
【0004】
かかる微細部品に用いられるキャリアテープは、基材として紙基材を用いたものが一般的であり、紙基材を用いたキャリアテープとしては、パンチドキャリアテープ又はプレスキャリアテープが一般的であった。これらのキャリアテープは、部品収納部を設ける際に、プレスパンチによるせん断又は圧縮加工が施されるため、ケバ、バリ等の異物が発生するという問題がある。このような異物は実装精度や実装率の低下を招いてしまう。さらに、紙基材を用いた場合、吸湿による寸法変化、紙基材同士又は紙基材と実装機ガイド部との摩擦による紙粉の発生、剥離帯電による実装ミス等が生じやすい。
このため、紙基材を用いたキャリアテープに代えて、コストと寸法精度に優れるプラスチック製のエンボスキャリアテープが使用されている。
また、上記したように、収納する部品の寸法が小さくなり、軽くなってきていることや、高速実装すること等から、静電気によって、部品がエンボスキャリアテープやカバーテープに付着して、部品の取り出しや収納が正常にできなくなるという問題が生じる。このため、導電性が付与された導電性のエンボスキャリアテープの市場要求が高まっている。
【0005】
樹脂製の基材を用いたエンボスキャリアテープは、例えば、パンチと、該パンチが挿入されるパンチ受入孔を有するダイスとの間に基材シートを配置し、次いでパンチをパンチ受入孔に挿入して基材シートを延伸させるプレス成形により形成される。このパンチの側面とパンチ受入孔の内周面との間には、クリアランスが形成されており、このクリアランスを形成することで、基材シートの局所的な過度の延伸を防止し、エンボスキャリアテープの強度を維持している。
【0006】
このようなエンボスキャリアテープは、部品収納部の内側面が開口部に向けて広がるようなテーパー形状とされると共に、部品収納部の開口部の周縁が、その製造に由来した曲面とされ、テーピングや実装の容易性、成形の容易性等が図られたものである。エンボスキャリアテープは、部品収納部の開口部の周縁に曲面が形成されると、開口部の矩形性等の形状精度が低下し、部品を所定の位置に収納しにくかったり、部品収納部の内側面がテーパー形状とされると、微細部品を安定して収納しにくかったりする。例えば、微細部品を収納した際、部品収納部の内側面と微細部品との間の隙間が大きく、微細部品を所定の位置で収納することが困難であったり、部品収納部内で微細部品が動きやすいため、収納当初は所定の位置で収納されても、振動や衝撃等により位置がずれることがある。このような収納安定性の低さは、テーピング機の高速化及び実装工程における高実装密度化、狭隣接実装化の妨げとなり、テーピング時の収納安定性、マウント時の実装精度や実装率を低下させる原因となる。
【0007】
こうした問題に対し、複数の凹部の間の基材が圧縮され薄肉化されたエンボスキャリアテープが提案されている(例えば、特許文献1)。特許文献1のエンボスキャリアテープによれば、凹部の寸法精度、テーピング時の収納安定性、マウント時の実装精度や実装率等の向上が図られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−272952号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した技術では、エンボスキャリアテープにおける収納安定性を未だ満足できなかった。
特に、薄型の微細部品を収納するために部品収納部の内部(凹部)が浅いエンボスキャリアテープをプレス成形で製造した場合、部品収納部の内側面の傾斜は、内底面から開口部に向かって、より広がるものとなる。加えて、部品収納部の開口部周縁の曲面は、その曲率半径が拡大しやすくなる。これは、パンチ受入孔とパンチとの間にクリアランスが形成されているため、パンチ受入孔へのパンチの挿入距離が短くなると基材シートにおけるパンチ受入孔の深さ方向の延伸が少なくなり、パンチ受入孔の周縁において、基材シートのパンチ受入孔の深さ方向に対する屈曲が小さくなるためである。そして、部品収納部の内側面の傾斜の拡大や、開口部周縁の曲面の曲率半径の拡大が生じると、収納した部品がずれたり、飛び出したりしやすくなるという問題がある。
一方、部品収納部の内側面の傾斜を小さくするために、パンチとパンチ受入孔とのクリアランスを単に狭くすると、基材シートが局所的に延伸され、破断が生じる等の形態不良を生じる場合がある。
本発明は、上記事情に鑑みてなされたものであって、形態不良がなく、部品収納部での部品の収納状態を安定化できるエンボスキャリアテープ及びその製造方法ならびに包装部品巻回体を目的とする。
【課題を解決するための手段】
【0010】
本発明のエンボスキャリアテープは、樹脂製の基材シートの一方の面に開口する凹形状の部品収納部が、基材シートの他方の面に膨出して設けられたエンボスキャリアテープにおいて、前記基材シートの前記他方の面には、前記部品収納部の周縁に溝部が形成され、前記溝部は、その深さが前記基材シートの厚みの10〜90%であることを特徴とする。
前記溝部は、前記部品収納部を周回して形成されていることが好ましい。
【0011】
本発明の包装部品巻回体は、本発明の前記エンボスキャリアテープの部品収納部に部品が収納され、かつ前記部品収納部の開口部がカバーテープで封止されリールに巻き取られてなることを特徴とする。
【0012】
本発明のエンボスキャリアテープの製造方法は、本発明の前記エンボスキャリアテープの製造方法であって、前記部品収納部の凹形状に対応する形成用凸部を備える第一の金型と、前記形成用凸部を受け入れる形成用凹部と前記溝部の形状に対応する凸条とを備える第二の金型とで、前記基材シートを挟圧し、前記形成用凸部で前記基材シートを前記形成用凹部に延伸して前記部品収納部を設けると共に、前記凸条で前記溝部を形成することを特徴とする。
【発明の効果】
【0013】
本発明によれば、形態不良がなく、部品収納部での部品の収納状態の安定化が図れる。
【図面の簡単な説明】
【0014】
【図1】(a)本発明の実施形態にかかるエンボスキャリアテープの平面図である。(b)(a)におけるB1−B1断面図である。(c)(a)におけるC1−C1断面図である。
【図2】本発明の包装部品巻回体の一例を示す斜視図である。
【図3】本発明のエンボスキャリアテープの製造装置の一例を示す部分断面図である。
【図4】(a)図3のエンボスキャリアテープの製造装置の第二の金型の部分断面図である。(b)本発明のエンボスキャリアテープの製造装置の第二の金型の平面図である。
【図5】本発明の製造方法を説明するエンボスキャリアテープの製造装置の部分断面図である。
【図6】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面図である。
【図7】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面である。
【図8】本発明のエンボスキャリアテープの製造装置の第二の金型の一例を示す部分断面図である。
【図9】(a)比較例1に用いたエンボスキャリアテープの製造装置の部分断面図である。(b)比較例1に用いたエンボスキャリアテープの製造装置の第二の金型の平面図である。
【図10】(a)比較例1のエンボスキャリアテープの部品収納部の平面図である。(b)(a)におけるB2−B2断面図である。(c)(a)におけるC2−C2断面図である。
【発明を実施するための形態】
【0015】
(エンボスキャリアテープ)
本発明のエンボスキャリアテープの一例について、以下に図面を参照して説明する。
図1に示すように、エンボスキャリアテープ1は、長尺状の基材シート2の幅方向の両端が側縁部3、側縁部4とされ、基材シート2の一方の面に開口する複数の部品収納部10が設けられ、基材シート2の他方の面に複数の溝部20が形成されたものである。基材シート2には、複数の部品収納部10が基材シート2の長さ方向に離間して並設され、任意の部品収納部10と、この任意の部品収納部10に隣接する他の部品収納部10との間は、平坦部5とされている。また、基材シート2には、部品収納部10と側縁部3との間に、複数のスプロケットホール(送り穴)6が基材シート2の長さ方向に離間して並設されている。
【0016】
部品収納部10は、基材シート2の一方の面を凹部開口部12とする凹部13が形成されたものであり、その底部が基材シート2の他方の面に膨出した凹形状とされている。凹部開口部12は、基材シート2の幅方向を長手、基材シート2の長さ方向を短手とする平面視略矩形とされている。凹部13の周縁である凹部周縁部14は、平坦部5から凹部13の深さ方向に漸次下る曲面とされている。
凹部13は、凹部周縁部14と、内底面16と、凹部周縁部14から内底面16に続く内側面18とで形成され、対向する内側面18同士が、内底面16から凹部周縁部14に向かうに従って広がる形状とされている。
【0017】
溝部20は、基材シート2の他方の面、即ち部品収納部10の底部が膨出した面の部品収納部10の外周縁11(即ち基材シート2における部品収納部10の外側面17が立ち上がる部分)に、部品収納部10を周回して形成されている。
【0018】
基材シート2は、任意の幅寸法にスリットされた長尺状のシートである。
基材シート2の材質は、樹脂製であれば特に限定されず、例えば、ポリスチレン、ポリ塩化ビニル、ポリエステル、ポリアミド、ポリアセタール、ポリウレタン、ナイロン、アクリル樹脂、ポリカーボネート、ポリオレフィン系樹脂、フッ素系樹脂及びこれら2種以上を混合したポリマーアロイ等の熱可塑性樹脂、フェノール樹脂、メラミン樹脂、ユリア樹脂、ジアリルフタレート樹脂等の熱硬化性樹脂が挙げられ、中でも、熱可塑性樹脂が好ましい。また、これらの樹脂やこれらの樹脂を含むポリマーアロイに、非イオン系界面活性剤、陽イオン系界面活性剤、陰イオン系界面活性剤等の帯電防止剤、導電性カーボン、カーボンやステンレス等の導電性繊維、酸化スズや酸化チタン等の導電性金属酸化物、アニリン、ピロール、チオフェン等の有機導電性物質等の導電剤を添加して帯電防止や導電性を付与したものや、樹脂製基材の表面に帯電防止剤や導電性物質を塗布して帯電防止層や導電層を設けたもの等の導電性プラスチック基材であってもよい。基材シート2は、同一の樹脂又は異なる樹脂を2層以上積層したものであってもよい。
基材シート2の厚みは、収納する部品の大きさ等を勘案して決定でき、例えば、0.1〜1.0mmとされる。
【0019】
部品収納部10の深さ、即ち、凹部開口部12から内底面16までの距離は、収納する部品の大きさを勘案して決定できる。
部品収納部10の内底面16の幅、即ち、内底面16の短手方向で対向する内側面18同士の距離は、収納する部品の大きさを勘案して決定できる。
部品収納部10の内底面16の長さ、即ち、内底面16の長手方向で対向する内側面18同士の距離は、収納する部品の大きさを勘案して決定できる。
【0020】
部品収納部10は、部品収納部10の深さ方向と内側面18とのなす角度(テーパー角度)が小さい程、即ち内側面18が凹部開口部12の面に対して垂直(テーパー角度=0°)に近い程、凹部開口部12の大きさの精度が高まり、部品の収納状態が安定する。従って、部品収納部10のテーパー角度は、部品収納部10の深さ等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、6°以下が好ましく、5°以下がより好ましく、4°以下がさらに好ましい。
【0021】
部品収納部10は、凹部周縁部14の曲率半径rが小さい程、凹部開口部12の形状精度が高まると共に、側面18のテーパー角度が小さくなって部品の収納状態が安定する。凹部周縁部14の曲率半径rは、凹部開口部12の面積等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、0.30mm未満が好ましく、0.20mm未満がより好ましく、0.12mm未満がさらに好ましい。0.30mm未満であれば、収納した部品の安定化が図れる。
部品収納部10は、凹部周縁部14の幅、即ち平面視における内側面18の上端と平坦部5との距離(曲面幅)R1が短い程、凹部開口部12の形状精度が高まると共に、内側面18のテーパー角度が小さくなって部品の収納状態が安定する。曲面幅R1は、凹部開口部12の面積等を勘案して決定でき、例えば、部品収納部10が0402サイズの部品を収納する大きさであれば、0.30mm未満が好ましく、0.20mm未満がより好ましく、0.12mm未満がさらに好ましい。0.30mm未満であれば、収納した部品の安定化が図れる。
【0022】
溝部20の深さDは、基材シート2の厚みの10〜90%であり、好ましくは40〜80%である。10%未満では、基材シート2の厚みの変動範囲であって、溝部20を形成した効果が得られず、90%超では、基材シート2が、強度不足により破断したり変形したりするためである。
溝部20の幅W1は、溝部20の深さD、基材シート2の厚みや、部品収納部10同士の間隔等を勘案して決定でき、例えば、溝部20の深さDの10〜200%の長さとされる。10%未満であると、後述する第二の金型に形成されたリブの強度が不十分となり、成形時にリブが変形するおそれがある。200%超であると、隣接する部品収納部10同士の間隔を広くすることとなり、エンボスキャリアテープ1における単位長さ当たりの部品収納部10の数が少なくなる。
【0023】
本発明の包装部品巻回体は、エンボスキャリアテープの部品収納部に部品が収納され、凹部開口部がカバーテープで封止された部品包装体が、リールに巻き取られたものである。本発明の包装部品巻回体の一例について、図1〜2を参照して説明する。
図2に示す包装部品巻回体50は、部品60を部品収納部10に収納したエンボスキャリアテープ1がカバーテープ54で封止されて部品包装体51とされ、この部品包装体51がリール52に巻き取られて巻回体とされたものである。
【0024】
部品収納部10に収納される部品60としては、例えば、セラミックコンデンサ、抵抗、ICチップ、インダクタ、LED等の電子部品や、シールド部材、コネクタ等の電気部品等が挙げられる。
【0025】
カバーテープ54は、従来公知のものを用いることができ、基材シート2と同様の材質のものが挙げられる。
【0026】
凹部開口部12のカバーテープ54による封止方法は、基材シート2の材質と又はカバーテープ54の材質とを勘案して決定でき、例えば、接着剤により、エンボスキャリアテープ1とカバーテープ54とを基材シート2の長さ方向にわたって、その幅方向の両端を接着剤で接着したり、熱融着又は超音波融着する方法が挙げられる。
【0027】
(製造方法)
本発明のエンボスキャリアテープの製造方法は、第一の金型と第二の金型とで、基材シートを挟圧し、部品収納部と溝部とを形成するものである。
【0028】
<製造装置>
本発明のエンボスキャリアテープの製造に用いるエンボスキャリアテープの製造装置(以下、単に製造装置ということがある)について、以下に図面を参照して説明する。
図3は、第一の金型と第二の金型とを備える製造装置の部分断面図であり、図4(a)は、第二の金型の部分断面図、図4(b)は、第二の金型の平面図である。
図3に示すように、製造装置100は、第一の金型110と第二の金型120とを備え、第一の金型110の挟圧面111と第二の金型120の挟圧面121とが対向配置されたものである。
【0029】
第一の金型110は、パンチ孔116が形成されたストリッパー112と、出し入れ自在にパンチ孔116に備えられたドローパンチ114とを備えるものであり、ドローパンチ114は、そのパンチ端面117が、部品収納部10の内底面16(図1)に対応した形状の略四角柱状とされている。
【0030】
第二の金型120は、ダイス122を備え、ダイス122には、パンチ孔116から突出したドローパンチ114を受け入れるパンチ受入孔126が形成されている。挟圧面121に形成されたパンチ受入孔126の開口部(受入孔開口部)127は、部品収納部10の外周縁11の輪郭形状に対応した形状とされ、パンチ受入孔126は、その内周面とドローパンチ114の側面とが任意の距離で離間するものとされている。図4に示すように、ダイス122の挟圧面121上には、パンチ受入孔126の受入孔開口部127の周縁に、受入孔開口部127を周回するリブ124が立設されている。このリブ124は、挟圧面121に対し略垂直なものとされ、リブ端面125が挟圧面121と略水平なものとされている。リブ124は、その幅W2がエンボスキャリアテープ1の溝部20の幅W1(図1)に対応するものとされている。リブ124は、挟圧面121上の高さH2がエンボスキャリアテープ1の溝部20の深さD(図1)に対応するものとされ、加工に供される基材シートの厚みに応じて決定される。
【0031】
「部品収納部の凹形状に対応する形成用凸部」は、ドローパンチ114であり、「溝部の形状に対応する凸条」は、リブ124であり、「形成用凸部を受け入れる形成用凹部」は、パンチ受入孔126である。
【0032】
<エンボスキャリアテープの製造方法>
本発明の製造方法について、図3、5を用いて説明する。図5は、第一の金型110と第二の金型120とで基材シート2を挟圧した状態を示す部分断面図である。
まず、挟圧面111と挟圧面121とが対向離間した状態で第一の金型110と第二の金型120とを配置する(図3)。挟圧面111と挟圧面121との間に、任意の温度に加熱され軟化した基材シート2を送り込む。
挟圧面111と挟圧面121との間に基材シート2が送り込まれた後、第一の金型110と第二の金型120とで基材シート2を挟圧する。この際、挟圧面121に形成されたリブ124が基材シート2を圧縮することで、溝部20が形成される。
次いで、ドローパンチ114をパンチ受入孔126に挿入するようにパンチ孔116から突出させる。突出されたドローパンチ114は、そのパンチ端面117を基材シート2に押し当てた状態で、基材シート2をパンチ受入孔126に押し込む。押し込まれた基材シート2は、パンチ受入孔126内で延伸されて、部品収納部10が形成されて、エンボスキャリアテープ1となる(図5)。この際、基材シート2は、受入孔開口部127周縁に形成されたリブ124で強固に挟持されているため、パンチ受入孔126に押し込まれる際に、パンチ受入孔126に向かってずれたりせず、パンチ受入孔126の深さ方向に十分に延伸される。この結果、部品収納部10は、凹部周縁部14の曲率半径r及び曲面幅R1(図1)が小さく、凹部開口部12の形状精度が高いものとなると共に、内側面18(図1)のテーパー角度が小さいものとなる。
【0033】
(使用方法)
次に、本発明のエンボスキャリアテープの使用方法の一例について、図1〜2を用いて説明する。
まず、図1に示すように、エンボスキャリアテープ1を凹部開口部12が鉛直方向上方となるように配置し、矢印Fの方向に搬送させつつ、部品収納部10に部品を収納する。この際、凹部開口部12の形状精度が高いために、部品は部品収納部10へ安定して収納される。部品収納部10に部品を収納した後、カバーテープ54で凹部開口部12を封止して部品包装体51としつつ、リール52に巻き取り、図2に示す包装部品巻回体50とする。
次いで、図2に示すように、リール52から、部品包装体51を繰り出し、カバーテープ54をエンボスキャリアテープ1から剥離しながら部品60の実装機に搬送する。この際、部品収納部10は、凹部開口部12の形状精度が高く、内側面18のテーパー角度が小さいものとされているため、部品60は、部品収納部10内で収納位置がずれたり、部品収納部10から飛び出したりすることなく、安定的に実装機に搬送される。そして、部品60は、任意の収納状態が維持されたまま実装機に供給され、部品収納部10から取り出されて電子製品等の製造に供される。この際、部品60の収納状態が安定しているため、実装機は、高い実装精度、高い実装率で部品60を実装できる。
【0034】
本発明のエンボスキャリアテープによれば、溝部は、基材シートの厚みに対し10〜90%の深さであるため、形態不良を生じない。加えて、部品収納部の外周縁に溝部が形成されているため、部品収納部は、凹部周縁部の曲率半径r及び曲面幅が小さく、凹部開口部が、所望する形状に精度高く形成されていると共に、内側面のテーパー角度が小さいものとされている。この結果、部品収納部での部品の収納状態が安定すると共に、複数の部品収納部における形状の不均一性に伴う部品の収納ミス等を防止できる。加えて、溝部は、凹部開口部が形成された面の反対側の面に形成されているため、部品収納部に部品を収納する際の支障とならない。
本発明のエンボスキャリアテープは、基材シートに圧縮された溝部が形成されているため、エンボスキャリアテープを長手方向に向かって搬送した際にも、溝部の剛性により部品収納部の変形が抑制され、部品の収納が容易である。
さらに、溝部が凹部開口部を周回して形成されていることで、凹部開口部の形状精度のさらなる向上が図れると共に、部品収納部に収納された部品は、四方の内側面で挟み込まれ、より安定した収納状態となる。
【0035】
本発明の包装部品巻回体によれば、凹部開口部の形状精度が高く、かつ対向する内側面のテーパー角度が小さい部品収納部に部品が収納されているため、搬送時においても部品の収納状態が良好であり、マウント時の実装精度や実装率の向上が図れる。
【0036】
本発明のエンボスキャリアテープの製造方法によれば、エンボスキャリアテープの溝部に対応する凸条を備える金型を用いるため、強度の低下を伴わずに、容易に本発明のエンボスキャリアテープを精度高く製造できる。
【0037】
上述の実施形態では、溝部20が凹部開口部12を周回するものとされているが、本発明はこれに限定されず、例えば、溝部20が断続的に形成されていてもよい。また、例えば、溝部は、基材シート2の幅方向又は長さ方向に延びるものが、任意の部品収納部10に対し1つ又は2つ以上形成されたものであってもよい。ただし、部品収納部10での部品の収納状態をより安定させる観点から、溝部は凹部開口部12を周回するものが好ましい。
【0038】
上述の実施形態では、リブ124は、リブ端面125が挟圧面121に対し略水平なものとされているが、本発明はこれに限定されず、図6に示す第二の金型220のように、リブ端面225が曲面とされたリブ224であってもよい。
また、例えば、リブ124は、リブ端面125が、受入孔開口部127側からリブ124の外周面側に、挟圧面121に向かって漸次下る傾斜面とされたものであってもよい。リブ端面125が傾斜面であると、凹部周縁部14の曲率半径rや曲面幅R1が小さくなり、凹部開口部12の形状精度をより高められる。なお、リブ端面125を傾斜面とする場合、リブ124の内周面とリブ端面125とのなす角度が鋭角とされていることが好ましい。ただし、第二の金型の寿命を勘案し、リブ端面225のような曲面のリブ端面を第二の金型に選択することができる。
【0039】
上述の実施形態では、リブ124は、挟圧面121に対し略垂直に立設されたものであるが、本発明はこれに限定されず、図7に示す第二の金型320のように、リブ外周面326がリブ端面325に向かうに従い断面積が小さくなる傾斜面とされたリブ324であってもよい。
【0040】
また、例えば、図8の第二の金型420のように、リブ端面425が曲面とされると共に、リブ外周面426がリブ端面425に向かうに従い断面積が小さくなる傾斜面とされたリブ424であってもよい。
【0041】
上述の実施形態では、部品収納部10は、凹部開口部12が平面視略矩形の有底四角筒状とされているが、部品収納部の形状は収納する部品に応じて決定でき、例えば、凹部開口部が平面視円形又は楕円形とされた有底略円筒状であってもよく、凹部開口部が平面視三角形、五角形、六角形等の有底多角筒状であってもよい。
加えて、上述の実施形態では、ドローパンチ114が略四角柱状とされているが、本発明はこれに限定されず、部品収納部10の形状に応じてドローパンチ114の形状を決定できる。
【0042】
上述の実施形態では、第一の金型110と第二の金型120とを用いたプレス成形によりエンボスキャリアテープ1を製造しているが、エンボスキャリアテープ1の製造方法はこれに限定されず、例えば、プレス成形の他、圧空成形、真空成形、あるいはこれらを組みあわせた成形方法でもよい。
【実施例】
【0043】
以下に本発明について実施例を挙げて説明するが、本発明はこれに限定されるものではない。
【0044】
(実施例1〜9、比較例2〜3)
図3の製造装置100と同様の金型を用い、厚み0.2mmのポリスチレン系樹脂シートを図1に示すエンボスキャリアテープ1と同様のエンボスキャリアテープとした。第二の金型を図4に示すものと同様とし、リブの高さH2を表1に示す仕様とし、リブの幅W2をリブの高さH2と等しくした。なお、製造装置は、ドローパンチのパンチ端面が長手0.4mm、短手0.2mmとされ、受入孔開口部が長手0.5mm、短手0.3mmとされたものである。
このエンボスキャリテープは、図1に示すエンボスキャリアテープ1と同様の形態であり、その部品収納部が0402サイズのセラミックコンデンサー用の大きさ、即ち、部品収納部の内底面の長手0.4mm、部品収納部の内底面の短手0.2mmとしたものである。
得られたエンボスキャリアテープについて、その溝部の深さ(図1のD)と、凹部周縁部(図1の符号14)の曲率半径r及び曲面幅(図1のR1)と、部品収納部の内側面(図1の符号18)のテーパー角度とを測定し、その結果を表1に示す。
【0045】
(比較例1)
図9に示す製造装置600を用い、厚み0.2mmのポリスチレン系樹脂シートを図10に示すエンボスキャリアテープ700と同様のエンボスキャリアテープとした。
図9の製造装置600について、説明する。なお、図9において、図3の製造装置100と同一の構成には同じ符号を付し、その説明を省略する。
図9に示すように、製造装置600は、第一の金型110と第二の金型620とを備え、第一の金型110の挟圧面111と第二の金型620の挟圧面121とが対向配置されたものである。
第二の金型620は、ダイス622を備え、ダイス622には、ドローパンチ114を受け入れるパンチ受入孔126が形成されている。そして、挟圧面121上にはリブが形成されていない。
この製造装置600は、ドローパンチのパンチ端面117が長手0.4mm、短手0.2mmとされ、受入孔開口部が長手0.5mm、短手0.3mmとされたものである。
【0046】
図10に、本比較例で得られたエンボスキャリアテープ700を示す。
図10に示すように、エンボスキャリアテープ700は、基材シート2の一方の面に開口する部品収納部710が形成され、溝部が形成されていないものである。部品収納部710は、基材シート2の一方の面を凹部開口部712とする凹部713が形成されたものであり、その底部が基材シート2の他方の面に膨出した凹形状とされている。凹部開口部712は平面視略矩形とされ、凹部713は、その周縁の凹部周縁部714が、平坦部5から凹部713の深さ方向に漸次下る曲面とされている。凹部713は、凹部周縁部714と、内底面716と、凹部周縁部714から内底面716に続く内側面718とで形成され、対向する内側面718同士が、内底面716から凹部周縁部714に向かうに従って広がる形状とされている。
【0047】
得られたエンボスキャリアテープについて、凹部周縁部714の曲率半径r及び曲面幅(図10のR2)と、部品収納部の内側面(図10の符号718)のテーパー角度を測定し、その結果を表1に示す。
【0048】
【表1】
【0049】
表1に示すように、本発明を適用した実施例1〜9は、凹部周縁部の曲率半径rが0.30mm未満、曲面幅が0.30mm未満であり、部品収納部の内側面のテーパー角度が6°以下であった。加えて、実施例1〜9の基材シートには、破断、欠損等が認められなかった。
一方、溝部を形成しなかった比較例1、溝部の深さがシート厚みの10%未満である比較例2は、凹部周縁部の曲率半径rが最大で0.30mm、曲面幅が最大で0.30mmであり、部品収納部の内側面のテーパー角度が最大で7°であった。
また、溝部の深さがシート厚みの90%超である比較例3は、凹部周縁部の曲率半径rが最大で0.05mm、曲面幅が最大で0.05mmであり、部品収納部の内側面のテーパー角度が最大で3°であったものの、溝部を形成した位置に基材シートの破断が見られた。
以上の結果から、本発明を適用したエンボスキャリアテープは、基材シートの損傷等がなく、曲面幅及び部品収納部の内側面のテーパー角度が小さく、凹部開口部の形状が精度高く形成されていることが判った。
【符号の説明】
【0050】
1 エンボスキャリテープ
2 基材シート
10 部品収納部
11 外周縁
12 凹部開口部
14 凹部周縁部
20 溝部
50 包装部品巻回体
52 リール
54 カバーテープ
60 部品
110 第一の金型
114 ドローパンチ
120、220、320、420 第二の金型
124、224、324、424 リブ
126 パンチ受入孔
【特許請求の範囲】
【請求項1】
樹脂製の基材シートの一方の面に開口する凹形状の部品収納部が、基材シートの他方の面に膨出して設けられたエンボスキャリアテープにおいて、
前記基材シートの前記他方の面には、前記部品収納部の周縁に溝部が形成され、
前記溝部は、その深さが前記基材シートの厚みの10〜90%であることを特徴とするエンボスキャリアテープ。
【請求項2】
前記溝部は、前記部品収納部を周回して形成されていることを特徴とする、請求項1に記載のエンボスキャリアテープ。
【請求項3】
請求項1又は2に記載のエンボスキャリアテープの部品収納部に部品が収納され、かつ前記部品収納部の開口部がカバーテープで封止されリールに巻き取られてなることを特徴とする包装部品巻回体。
【請求項4】
請求項1又は2に記載のエンボスキャリアテープの製造方法であって、
前記部品収納部の凹形状に対応する形成用凸部を備える第一の金型と、前記形成用凸部を受け入れる形成用凹部と前記溝部の形状に対応する凸条とを備える第二の金型とで、前記基材シートを挟圧し、前記形成用凸部で前記基材シートを前記形成用凹部に延伸して前記部品収納部を設けると共に、前記凸条で前記溝部を形成することを特徴とする、エンボスキャリアテープの製造方法。
【請求項1】
樹脂製の基材シートの一方の面に開口する凹形状の部品収納部が、基材シートの他方の面に膨出して設けられたエンボスキャリアテープにおいて、
前記基材シートの前記他方の面には、前記部品収納部の周縁に溝部が形成され、
前記溝部は、その深さが前記基材シートの厚みの10〜90%であることを特徴とするエンボスキャリアテープ。
【請求項2】
前記溝部は、前記部品収納部を周回して形成されていることを特徴とする、請求項1に記載のエンボスキャリアテープ。
【請求項3】
請求項1又は2に記載のエンボスキャリアテープの部品収納部に部品が収納され、かつ前記部品収納部の開口部がカバーテープで封止されリールに巻き取られてなることを特徴とする包装部品巻回体。
【請求項4】
請求項1又は2に記載のエンボスキャリアテープの製造方法であって、
前記部品収納部の凹形状に対応する形成用凸部を備える第一の金型と、前記形成用凸部を受け入れる形成用凹部と前記溝部の形状に対応する凸条とを備える第二の金型とで、前記基材シートを挟圧し、前記形成用凸部で前記基材シートを前記形成用凹部に延伸して前記部品収納部を設けると共に、前記凸条で前記溝部を形成することを特徴とする、エンボスキャリアテープの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−225256(P2011−225256A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−97805(P2010−97805)
【出願日】平成22年4月21日(2010.4.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月21日(2010.4.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]