
エンボスロール
【課題】 複雑な形状のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能なエンボスロールを提供することを課題とする。
【解決手段】 ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロール。
【解決手段】 ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロール。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布等のシート状物に凹凸部を形成するためのエンボスロールに関する。
【背景技術】
【0002】
ビル空調、工場空調、病院空調などにおける空調機器には、塵埃を除去するため、シート状濾材を折り曲げてその表面積を大きくしたフィルタエレメントが使用されている。
【0003】
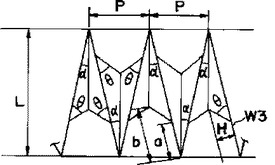
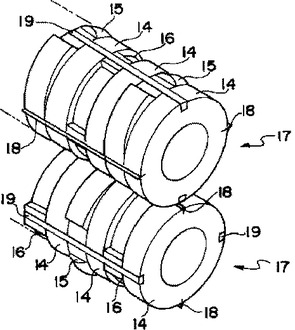
このようなフィルタエレメントとしては、例えば特許文献1に、図17に示すようにジグザグ状に折り曲げられた濾材ウエブのV字状に対向した隣接折り壁に突出部が形成され且つ突出部同士が当接しているエアフィルタ用濾材が開示されている。そして、この突出部の形成のために、図18に示す成形ロール17が使用される。この成形ロール17は、スペーサリング14、エンボスリング15、スペーサリング14、フォームリング16、スペーサリング14、エンボスリング15、・・・の順で複数のリングが同一軸に列設されて成る成形ロール17であり、この成形ロール17が上下対向して一対となり、対向回転駆動されるように構成されている。
【0004】
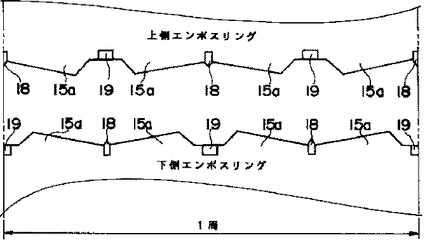
また、成形ロール17の外周面は、1/4周の毎に分割(90度分割)され、軸線方向の分割線にはブレード18とゴムのブレード受け19とが90度分割毎に交互に取り付けられ、上下の成形ロール17,17は、ブレード18とブレード受け19とが対向し得る回転位相に設定されている。そして、上下の成形ロール17,17において、スペーサリング14,14同士の外周面が対向し、エンボスリング15とフォームリング16との外周面が対向し、各エンボスリング15の外周面には、外周面1/4周毎に1つ宛の楔状凸部15aが形成されている。各エンボスリング15の楔状凸部15aは、その傾斜面方向が回転方向で交互になっており、上下の成形ロール17,17のエンボスリング15,15間では、同一傾斜面方向の楔状凸部位置が1/4周ずれている。上下の成形ロール17,17のエンボスリング15,15の外周面を展開すると図19のようになる。そして、成形ロール17,17のブレード18とゴムのブレード受け19とは、走行する瀘材ウエブW0を挟圧して、成形ロールの外周面1/4周に実質的に相当する折り壁長さ毎に幅方向の折り目を付けるようになっている。
【0005】
そして、適正な温度に加熱され、エンボス成形に適切な軟らかさになって走行する瀘材ウエブW0は、上下の成形ロール17,17に挟圧され、エンボスリング15とフォームリング16とにより、楔状凸部15aに応じた突出部が順次成形されると共に、ブレード18とブレード受け19とにより走行方向の等間隔の折り目が順次成形される。
【0006】
しかし、このような形状のエンボスロールや、これより複雑な形状のエンボスロールは製作が難しく、そのため製作コストが高くなるという問題があった。また、エンボスロールまたはエンボスリングの一部が損傷した場合も、修理が困難であり、場合によってはエンボスロールまたはエンボスリングを丸ごと交換しなければならないという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−220427号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記問題を解決して、複雑な形状のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能なエンボスロールを提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、請求項1に係る発明では、ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロールをその解決手段とした。
【0010】
また、請求項2に係る発明では、前記エンボス部材をロール軸方向にスライドさせることにより、前記エンボス部材が前記基体リングの外周部に嵌め込まれていることを特徴とする請求項1に記載のエンボスロールであり、エンボスロールの組み立てやメンテナンスを正確に且つ容易に行うことが可能であるという利点がある。
【発明の効果】
【0011】
本発明によって、複雑な形状のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能なエンボスロールを提供することが可能となった。
【図面の簡単な説明】
【0012】
【図1】本発明のエンボスロールの一例を示す斜視図である。
【図2】本発明のエンボスロールのエンボスリングの一例を示す斜視図である。
【図3】本発明のエンボスロールのエンボスリングの一例を示す斜視図である。
【図4】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図5】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図6】本発明のエンボスロールの一例を示す斜視図である。
【図7】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図8】本発明のエンボスロールによって得られるフィルタエレメントの突出部の一例を示す図である。(a)は平面図であり、(b)はその立面図である。
【図9】本発明のエンボスロールによって得られるフィルタエレメントの突出部の別の例を示す図である。(a)は平面図であり、(b)はその立面図である。
【図10】本発明のエンボスロールによって得られるフィルタエレメントの一例の部分拡大図である。
【図11】本発明のエンボスロールによって得られるフィルタエレメントの別の例の部分拡大図である。
【図12】本発明のエンボスロールによって得られるフィルタエレメントの一例、およびその製作過程を示す図である。
【図13】本発明のエンボスロールによって得られるフィルタエレメントの別の例、およびその製作過程を示す図である。
【図14】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの斜視図である。
【図15】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの一例の正面図である。
【図16】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの別の例の正面図である。
【図17】従来のエンボスロールによって得られるフィルタエレメントの断面図
【図18】従来のエンボスロールの斜視図
【図19】従来のエンボスロールのエンボスリングの展開図
【発明を実施するための形態】
【0013】
以下、本発明に係るエンボスロールの実施の形態について詳細に説明する。
【0014】
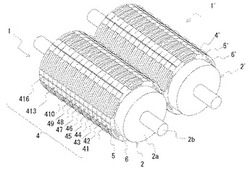
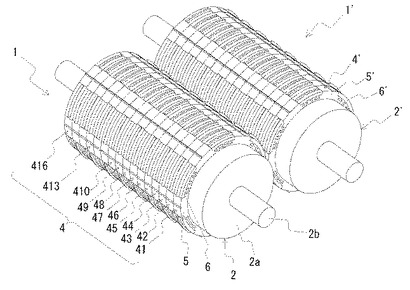
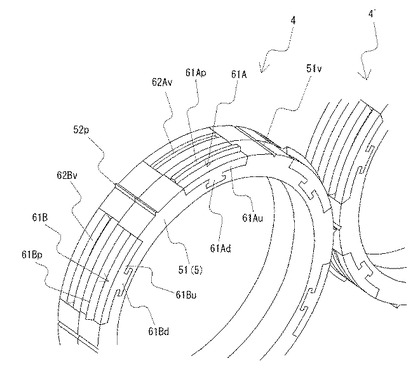
本発明のエンボスロール1は、図1〜図3に例示するように、ロール軸2に複数のエンボスリング4(41、42、43、・・・416)が嵌め込まれており、前記エンボスリング4は基体リング5(51、52、・・・)と前記基体リング5の外周面5s(51s、・・・)に配置されたエンボス部材6(61A、61B、・・・61F、62A、62B、・・・)とからなり、前記エンボス部材6の外周面6s(61As、61Bs、・・・、・・・)に凸部6p(61Ap、61Bp・・・)及び/又は凹部6v(62Av、62Bv、・・・)が形成されていることを特徴とする。
【0015】
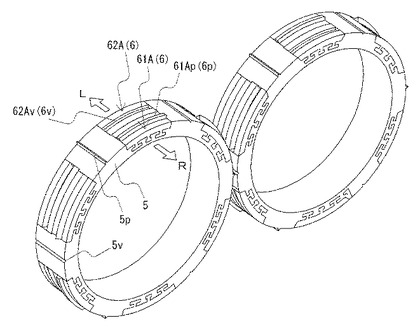
図1及び図2では、前記エンボスロール1はロール軸2に16個のエンボスリング4(41、42、43、・・・、416)が嵌め込まれており、これらのエンボスリング4を構成するエンボス部材6の外周面6sに凸部6p及び/又は凹部6vが形成されているが、図1では更に、これらの凸部6p及び/又は凹部6vと噛み合うようにして形成された凹部6v’及び/又は凸部6p’を有する16個のエンボスリング4’から構成されたエンボスロール1’がエンボスロール1に隣接配置されている。このエンボスロール1’はエンボス部材6’の外周面に、エンボスロール1と凹凸の関係になるように凹部6v’及び/又は凸部6p’が形成されていること以外はエンボスロール1と同様の構成を有しており、この一組のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に凹凸を形成することができる。なお、図1では、エンボス部材6を有する16個のエンボスリング4(41、42、43、・・・、416)がロール軸2にそれぞれ隣接して嵌め込まれているが、本発明では必ずしも隣接する必要はなく、例えばそれぞれのエンボスリング4の間に、エンボス部材6を有していないエンボスリングを配置することも可能である。
【0016】
図1に示すように、前記ロール軸2はロール部2aと摺動軸部2bとからなり、摺動軸部2bはロール部2aの両端部から突出して配置されており、ロール装置(図示しない)の軸受けの中で摺動軸部2bが摺動することで、摺動軸部2bの中心軸を中心としてエンボスロールが回転するようになっている。このようなロール部2aと摺動軸部2bはロール状の鋼材を削ることによって形成することが可能である。また、ロール軸2を内部から加熱または冷却する必要がある場合は、中空の管状部材を用いてロール部2aを形成し、このロール部2aの両端に、摺動軸部2bが形成された中空のキャップ状部材を挿入して、接触部分を溶接することでロール軸2を製作し、このロール軸2及びキャップ状部材の中空部分に外部から加熱装置や冷却装置を挿入したり、熱媒や冷媒を直接供給することで、ロール軸2の温度調整を行なうことが可能である。
【0017】
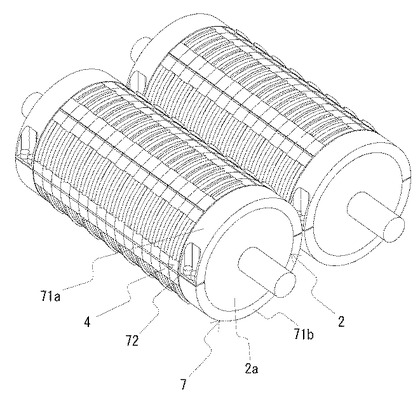
また、図6に例示するように、ロール軸2に複数のエンボスリング4を嵌め込んだ後、両端部のエンボスリング4の外側に止め部材7を配置することで複数のエンボスリング4をロール軸2に確実に固定することが好ましい。このように止め部材7を配置することで、エンボスリング4がロール軸2の表面を移動しないように確実に固定することができる。図6では、止め部材7は一組の半割りのリング状部材71aと71bとからなり、ボルト72によってリング状部材71aと71bを連結するともに、リング状部材71aと71bによってロール部2aの外周面を挟み込むようにして、止め部材7をロール軸2に固定する構造となっている。
【0018】
また、図1には記載されていないが、エンボスリング4をロール軸2の所定の位置に確実に嵌め込むために、エンボスリング4(詳細には基体リング5)とロール軸2のそれぞれ対応する位置にキー溝を彫っておき、このキー溝にキーを挿入して、エンボスリング4とロール軸2の位置合わせを行うことが好ましい。また、複数のエンボスリング4のキー溝が連続するようにすれば、一本の長いキーによって、各エンボスリング4を同時に固定することができる。
【0019】
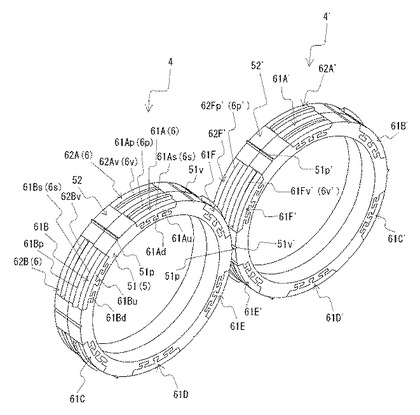
本発明では、エンボスリング4は基体リング5と当該基体リング5の外周面5sに配置されたエンボス部材6とからなるが、図1〜図3の例では、例えば基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されており、基体リング52の外周面には6個のエンボス部材6(62A、62B、・・・)が配置されている。
【0020】
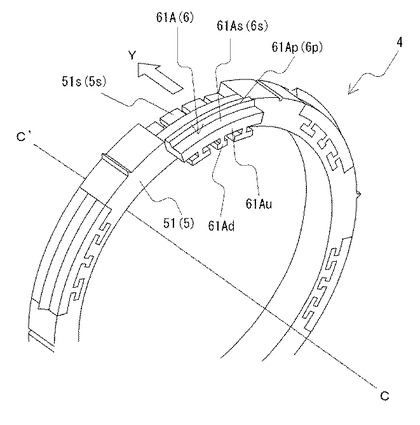
本発明では、エンボス部材6は基体リング5の外周面5sに配置されている限り、配置の形態は特に限定されず、基体リング5の外周面5sに嵌め込まれていることも、ボルト等の契合部材で連結されていることも可能である。図1〜図3では基体リング5の外周面5sはエンボス部材6が配置されている部分でへこんでおり、このへこんだ部分でエンボス部材6が基体リング5に嵌め込まれている。具体的には、図3に示すように、エンボス部材6(61A)をロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材が基体リングの外周部に嵌め込まれている。このようにスライドさせて嵌め込む構造であれば、エンボス部材6を基体リング5の外周面5sに設けられた溝に沿って滑らすだけで、エンボス部材6の取り付けや取り外しを容易に行うことが可能であり、エンボス部材6の交換作業に手間がかからず、正確な位置に確実に取り付けができるという利点がある。
【0021】
このようにスライドさせて嵌め込む構造としては、図3に示すようにエンボス部材61Aの下部に断面T字形またはL字形などの突起61Adを設け、この突起61Adと嵌合する窪みを基体リング5の外周面51sに溝状に設けた構造であることが好ましい。このような構造であれば、エンボス部材61Aをロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材61Aを基体リングの外周部51sに嵌め込むことにより、エンボス部材61Aの上部分61Auの下面と突起61Adの間に基体リング5の外周面51sを挟み込む状態となり、エンボス部材61Aが基体リングの外周部51sから脱落することを防止することができる。図3では、エンボス部材61Aには3個の断面T字形の突起61Adがレール状に設けられているが、図4に例示するように、エンボス部材61Aに1個の断面T字形の突起61Adをレール状に設けることも可能である。1個の突起61Adであれば製作もし易く、取り付けも容易であるが、より確実に固定する場合は、図3のように突起61Adを複数個設けることが好ましい。
【0022】
また、図1〜図3の例では、基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されているが、本発明では、複数個のエンボス部材6を隣接且つ並列して配置するか、または間隔をおいて並列して配置する(図示しない)ことも可能である。例えば、図5に例示するように、基体リング5の外周面5sに凸部6pを有するエンボス部材6(61A)と凹部6vを有するエンボス部材6(62A)とをそれぞれ隣接且つ並列して配置させることが可能である。この例では、凸部6pを有するエンボス部材は矢印Rの方向にスライドさせて取外すことが可能となっており、凹部6vを有するエンボス部材は矢印Lの方向にスライドさせて取外すことが可能となっている。
【0023】
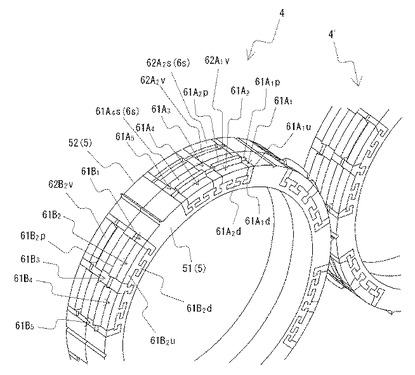
図1〜図3では、基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されており、基体リング52の外周面52sには6個のエンボス部材6(62A、62B、・・・)が配置されているが、本発明では図7に例示するように、基体リング51の外周面51sと基体リング52の外周面にそれぞれ30個のエンボス部材6を配置することも可能である。すなわち、基体リング51の外周面51sに、5個のエンボス部材61A1、61A2、61A3、61A4及び61A5を組み合わせて1組みのエンボス部材とすることにより、全体として1個のエンボス部材のように作用させることが可能である。同様にして、5個のエンボス部材61B1、61B2、61B3、61B4及び61B5を組み合わせてそれぞれ1組みのエンボス部材とすることができる。このように、複数のエンボス部材6を組み合わせ各エンボス部材6の外周面6sに、直列に隣接するエンボス部材間でそれぞれ異なる凸部6p及び/又は凹部6vを形成することでシート状物により複雑なエンボスパターンを形成することができる。
【0024】
本発明では、前記基体リング5の外周面51sに直接に凸部や凹部を形成することも可能である。例えば図2では、一方の基体リング5の外周面51sにおいてエンボス部材6が配置されていない部分に、それぞれ3個の凸部51pと凹部51vが形成されており、これに対して他方の基体リング5’には、これらの凸部51pと凹部51vに対応する位置にそれぞれ3個の凹部51v’と凸部51p’が形成されており、一方の基体リング5の凸部51p及び凹部51vと、他方の基体リング5’の凹部51v’及び凸部51p’がそれぞれ噛み合うようになっており、エンボスリング4とエンボスリング4’の間にシート状物を通過させることによって、シート状物の巾方向に線状の凹凸を形成することができる。この線状の凹凸は、図8及び図10に例示するように、シート状物11の長手方向に一定の間隔LPVをあけて凹部13と凸部12が交互に形成された形状であり、シート状物11を長手方向に折り畳む場合に好適な形状といえる。
【0025】
図1〜図3に例示するように、エンボス部材6は基体リング5の外周面5sに配置されており、当該エンボス部材6の外周面6sに凸部6p及び/又は凹部6vが形成されているが、本発明では、シート状物に目的とする凹凸が形成できる限り、エンボス部材6の外周面6sに形成される凸部6p及び/又は凹部6vの形状は特に限定されない。なお、凸部6pはエンボス部材6全体が凸部となっていることも可能である。つまり、エンボス部材6の外周面が基体リングの外周面よりも高くなっていることが可能である。また、凹部6Vはエンボス部材6全体が凹部となっていることも可能である。つまり、エンボス部材6の外周面が基体リングの外周面よりも低くなっていることが可能である。
【0026】
エンボス部材6の外周面6sに形成される凸部6p及び/又は凹部6vの形状としては、例えば図2では、基体リング51において、6個のエンボス部材6(61A、61B、61C、61D、61E、61F)のそれぞれの外周面6s(61As、61Bs、・・・)にそれぞれ凸部6p(61Ap、61Bp、・・・)が形成されている。これらの凸部6pのうち、61Apなど3個の凸部は断面が略四角形の凸部であり、61Bpなど3個の凸部は断面が三角形の凸部となっており、断面が略四角形の凸部と断面が三角形の凸部とが交互に設けられている。また、基体リング52において、6個のエンボス部材6(62A、62B、・・・)のそれぞれの外周面にそれぞれ凹部6v(62Av、62Bv、・・・)が形成されている。これらの凹部6vのうち、62Avなど3個の凹部は断面が略四角形の凹部であり、62Bvなど3個の凹部は断面が三角形の凹部となっており、断面が略四角形の凹部と断面が三角形の凹部とが交互に設けられている。
【0027】
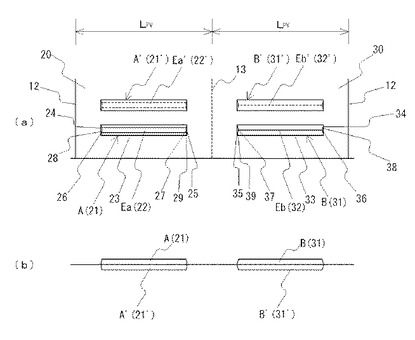
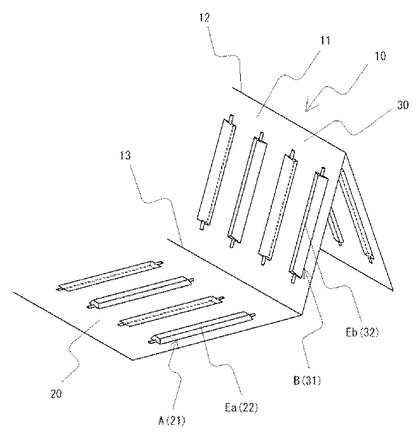
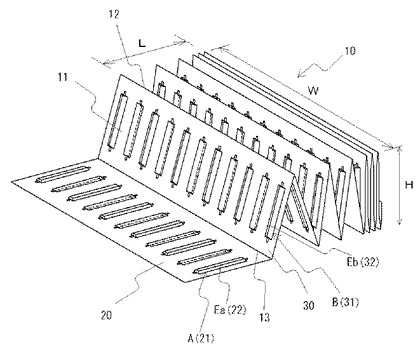
本発明では、図1〜図3に示す、一組のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に図8に示す形状の凹凸を形成することができる。そして、図8の形状のシート状物をシート状濾材11として、図10に例示するようにシート状濾材11のプリーツの山線12と谷線13の部分で折り曲げることによって、図12に例示する一定のプリーツ間隔を有するフィルタエレメント10を得ることができる。図12のフィルタエレメント10は、熱可塑性繊維を含むシート状濾材11にプリーツが形成されているフィルタエレメント10であり、当該プリーツの山線12と谷線13の間の互いに向かい合うそれぞれの壁面20、30に突出部21、31が設けられている。そして、一方の突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が接触しており、先端部Ea(22)の面積が先端部Eb(32)の面積よりも大きい構造となっている。このような構造によって、突出部の山同士の位置がずれて濾材の間隔を一定に保つことができなくなるという問題がなく、また、山同士の当接部分の通気性が低下して有効濾過面積が低下するという問題や、圧力損失が上昇して濾過寿命が短くなるという問題が生じないという利点がある。
【0028】
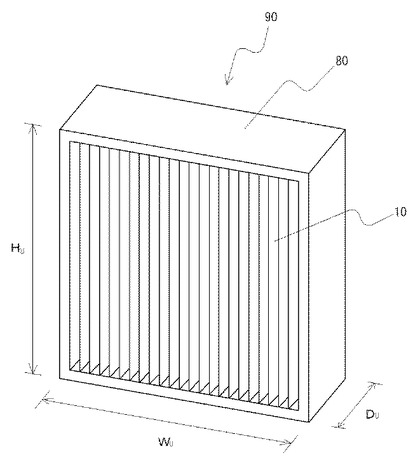
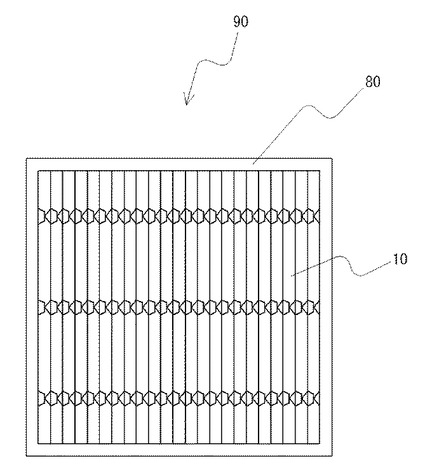
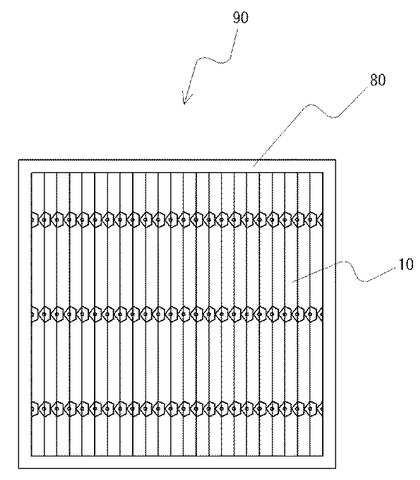
なお、図14及び図15に例示するように図12のフィルタエレメント10に剛性枠80を取付けることによりフィルタユニット90を作製して、当該フィルタユニット90を一般空調設備などに配置することができる。図14は、図12に示すフィルタエレメント10に剛性枠80を取付けることにより得られるフィルタユニット90の斜視図であり、図15は正面図である。
【0029】
図8の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺23を有するように配置されている。また、この突出部A(21)は長辺と短辺26、27とからなる長方形の先端部Ea(22)を有しており、この先端部Ea(22)の山線12側に位置する短辺26と底面の短辺24とを結ぶ山線側斜面28が形成されている。また、先端部Ea(22)の谷線13側に位置する短辺27と底面の短辺25とを結ぶ谷線側斜面29が形成されている。また、壁面30には、前記突出部A(21)に対応する位置において、底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺33を有するように配置されている。また、この突出部B(31)は直線状の先端部Eb(32)を有しており、この先端部Eb(32)の山線12側に位置する端部36と底面の短辺34とを結ぶ山線側斜面38が形成されている。また、先端部Eb(32)の谷線13側に位置する端部37と底面の短辺35とを結ぶ谷線側斜面39が形成されている。
【0030】
また、図8の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向に平行な長辺23を有するように配置されているが、その隣に突出部A(21)と同形状の突出部A’(21’)がシート状濾材の裏側に突出するように配置されている。そして、この突出部A’(21’)と突出部A(21)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。同様に、壁面30には底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向に平行な長辺33を有するように配置されているが、その隣に突出部B(31)と同形状の突出部B’(31’)がシート状濾材の裏側に突出するように配置されている。そして、この突出部B’(31’)と突出部B(31)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。このように、プリーツが形成された際に、突出部A’(21’)と突出部B’(31’)は接触し、このとき、突出部A’(21’)の先端部Ea’(22’)は長辺と短辺とからなる長方形となっており、一方突出部B(31’)の先端部Eb’(32’)は直線状となっているため、先端部Ea’(22’)の面積は先端部Eb’(32’)の面積よりも大きくなっている。
【0031】
ここで、図2のエンボスリングと図8のシート状濾材を対比させながら説明すると、図2に示すエンボスロール1のエンボス部材61の外周面61sに形成された凸部61Apによって、図8に示す突出部A(21)を形成することができる。同様に、エンボス部材61の凸部61Bpによって、突出部B(31)を形成することができる。また、エンボス部材62の凹部62Avによって、突出部A’(21’)を形成することができ、エンボス部材62の凹部62Bvによって、突出部B’(31’)を形成することができる。
【0032】
また、図7に示すエンボスリング4においては、基体リング51の外周面と基体リング52の外周面にそれぞれ30個のエンボス部材が配置されている。詳細には、基体リング51の外周面には、5個のエンボス部材からなる1組みのエンボス部材、例えば(61A1、61A2、61A3、61A4、61A5)の組み合わせや(61B1、61B2、61B3、61B4、61B5)などの組合せからなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、61A4s、・・・)に凸部(61A1p、61A2p、・・・、61B2p、・・・)が形成されている。これらの凸部のうち、61A2pなど6個の凸部は断面が略四角形の凸部であり、61B4pなど6個の凸部は断面が三角形の凸部となっており、これらの凸部以外の61A1pなどの18個の凸部は断面が比較的小さい半円形の凸部となっている。
【0033】
また、基体リング52の外周面にも、5個のエンボス部材からなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、62A4s、・・・)に凹部(62A1v、62A2v、・・・62B2v、・・・)が形成されている。これらの凹部のうち、62A2vなど6個の凹部は断面が略四角形の凹部であり、62B2vなど6個の凹部は断面が三角形の凹部となっており、これらの凹部以外の62A1vなどの18個の凹部は断面が比較的小さい半円形の凹部となっている。
【0034】
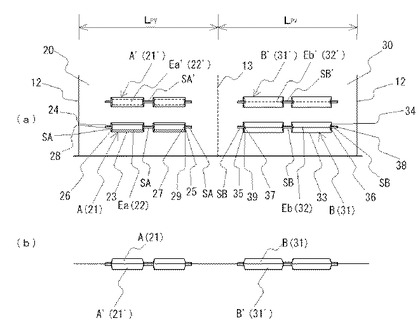
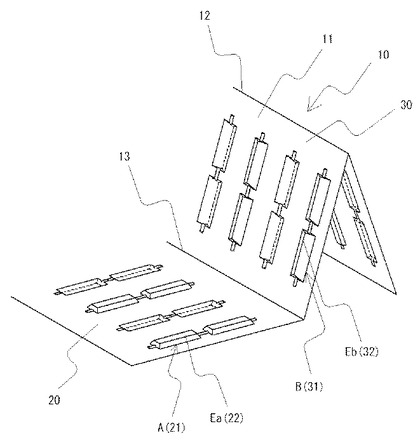
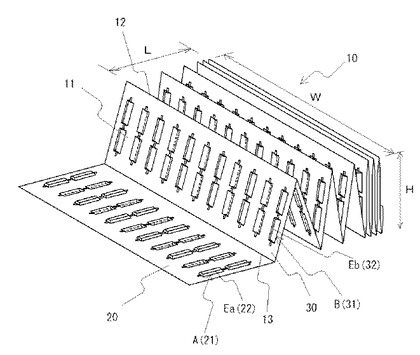
図7に示すエンボスリング4を有するエンボスロール1とこのエンボスロール1に対応するエンボスロール1’の間にシート状物を通過させることによって、シート状物に図9に示す形状の凹凸を形成することができる。そして、図9の形状のシート状物をシート状濾材11として、図11に例示するようにシート状濾材11のプリーツの山線12と谷線13の部分で折り曲げることによって、図13に例示する一定のプリーツ間隔を有するフィルタエレメント10を得ることができる。図13のフィルタエレメント10は、図12のフィルタエレメント10と同様に、熱可塑性繊維を含むシート状濾材11にプリーツが形成されているフィルタエレメント10であり、当該プリーツの山線12と谷線13の間の互いに向かい合うそれぞれの壁面20、30に突出部21、31が設けられている。そして、一方の突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が接触しており、先端部Ea(22)の面積が先端部Eb(32)の面積よりも大きい構造となっている。このような構造によって、突出部の山同士の位置がずれて濾材の間隔を一定に保つことができなくなるという問題がなく、また、山同士の当接部分の通気性が低下して有効濾過面積が低下するという問題や、圧力損失が上昇して濾過寿命が短くなるという問題が生じないという利点がある。
【0035】
なお、図14及び図16に例示するように図13のフィルタエレメント10に剛性枠80を取付けることによりフィルタユニット90を作製して、当該フィルタユニット90を一般空調設備などに配置することができる。図14は、図13に示すフィルタエレメント10に剛性枠80を取付けることにより得られるフィルタユニット90の斜視図であり、図16は正面図である。
【0036】
図9の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が直列に2個、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺23を有するように配置されている。また、これらの突出部A(21)は長辺と短辺26、27とからなる長方形の先端部Ea(22)を有しており、この先端部Ea(22)の山線12側に位置する短辺26と底面の短辺24とを結ぶ山線側斜面28が形成されている。また、先端部Ea(22)の谷線13側に位置する短辺27と底面の短辺25とを結ぶ谷線側斜面29が形成されている。また、壁面30には、前記突出部A(21)に対応する位置において、底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が直列に2個、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺33を有するように配置されている。また、この突出部B(31)は直線状の先端部Eb(32)を有しており、この先端部Eb(32)の山線12側に位置する端部36と底面の短辺34とを結ぶ山線側斜面38が形成されている。また、先端部Eb(32)の谷線13側に位置する端部37と底面の短辺35とを結ぶ谷線側斜面39が形成されている。
【0037】
また、図9の例では、前記山線側斜面28および谷線側斜面29に、前記突出部A(21)よりも巾が小さく、高さも低い小さな第2の突出部SAが形成されている。また、2個の突出部A(21)の間にも第2の突出部SAが形成されている。これらの突出部SAは断面が半円形となっており、プリーツを形成した際に突出部A(21)と山線12または谷線13との間のシート状濾材部分を補強するとともに、山線側斜面28および谷線側斜面29を補強する効果を奏する。特にシート状濾材が合成繊維からなる柔軟性に富む材料である場合には突出部SAを設けることが望ましい。また、前記山線側斜面38および谷線側斜面39に、前記突出部B(31)よりも巾が小さく、高さも低い小さな第2の突出部SBが形成されている。この突出部SBは前述の突出部SAと同様に、断面が半円形となっており、プリーツを形成した際に突出部B(31)と山線12または谷線13との間のシート状濾材部分を補強するとともに、山線側斜面38および谷線側斜面39を補強する効果を奏する。特にシート状濾材が合成繊維からなる柔軟性に富む材料である場合には突出部SBを設けることが望ましい。
【0038】
また、図9の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向に平行な長辺23を有するように2個直列に配置されているとともに第2の突出部SAが配置されているが、その隣に突出部A(21)と同形状の突出部A’(21’)がシート状濾材の裏側に突出するように2個直列に配置されているとともに第2の突出部SA’が配置されている。そして、この突出部A’(21’)及び第2の突出部SA’と、突出部A(21)及び第2の突出部SAとは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。同様に、壁面30には底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向に平行な長辺33を有するように2個直列に配置されているとともに第2の突出部SBが配置されているが、その隣に突出部B(31)と同形状の突出部B’(31’)がシート状濾材の裏側に突出するように2個直列に配置されているとともに第2の突出部SB’が配置されている。そして、これらの突出部B’(31’)及び第2の突出部SB’と、突出部B(31)及び第2の突出部SBとは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。このように、プリーツが形成された際に、突出部A’(21’)と突出部B’(31’)は接触し、このとき、突出部A’(21’)の先端部Ea’(22’)は長辺と短辺とからなる長方形となっており、一方突出部B(31’)の先端部Eb’(32’)は直線状となっているため、先端部Ea’(22’)の面積は先端部Eb’(32’)の面積よりも大きくなっている。
【0039】
ここで、図7のエンボスリングと図9のシート状濾材を対比させながら説明すると、図7に示すエンボスロール1の5個で一組になっているエンボス部材6(61A1、61A2、61A3、61A4、61A5)の外周面6s(・・・、61A4s、・・・)に形成された凸部6p(61A1p、61A2p、・・・)によって、図9に示す2個の突出部A(21)及び3個の第2の突出部SAを形成することができる。同様に、エンボスロール1の5個で一組になっているエンボス部材6(61B1、61B2、61B3、61B4、61B5)の外周面に形成された凸部6p(・・・、61B2p、・・・)によって、図9に示す2個の突出部B(31)及び3個の第2の突出部SBを形成することができる。また、エンボス部材6の凹部6v(62A1v、62A2v、・・・)によって、図9に示す2個の突出部A’(21’)及び3個の第2の突出部SA’を形成することができ、エンボス部材6の凹部6v(・・・、62B2v、・・・)によって、図9に示す2個の突出部B’(31’)及び3個の第2の突出部SB’を形成することができる。
【0040】
本発明のエンボスロールまたはエンボスロールの各部材の大きさについては、シート状物に凹凸形状を形成することができる限り特に限定されないが、エンボスロールの外径は50〜500mmであることが好ましく、100〜400mmであることがより好ましく、150〜300mmであることが更に好ましい。エンボスロールの外径が500mmを超えると、エンボスロールの製作コストが高くなり過ぎる場合や、エンボスロールの加熱や冷却に際して表面温度が不均一になる場合がある。また、エンボスロールの外径が50mm未満であると、エンボス部材6の外周面に凸部又は凹部を形成し難くなる。また、エンボスロールの巾は100〜2000mmであることが好ましく、250〜1500mmであることがより好ましく、500〜1000mmであることが更に好ましい。エンボスロールの巾が2000mmを超えると、エンボスロールの製作コストが高くなり過ぎる場合や、巾方向の歪が大きくなり過ぎる場合がある。また、エンボスロールの巾が100mm未満であると、シート状物に凹凸形状を形成する効率が低下する場合がある。
【0041】
また、エンボスリング4の数は2〜400個であることが好ましく、5〜200個であることがより好ましく、15〜100個であることが更に好ましい。400個を超えると部品点数が多くなりエンボスロールの製作費用が大きくなる場合がある。また、エンボスリング4の巾は5〜100mmであることが好ましく、7〜70mmであることがより好ましく、10〜40mmであることが更に好ましい。100mmを超えると複雑な凹凸形状への対応が難しくなりエンボスロールの製作費用が大きくなる場合があり、5mm未満であると部品点数が多くなりエンボスロールの製作費用が大きくなる場合がある。
【0042】
また、エンボス部材の大きさやエンボス部材間の距離についても、シート状物に凹凸形状を形成することができる限り特に限定されないが、例えば図8〜図16に示すフィルタエレメントまたはフィルタユニットを形成するためのエンボスロールである場合は、プリーツの山線12と谷線13の間隔は50〜500mmであることが好ましく、70〜280mmであることがより好ましく、100〜180mmであることが更に好ましい。50mm未満であると、セパレータを設ける必要性が低下して突出部を設ける加工費用が割高になる場合がある。また、500mmを超えると山と山の間隔を精度良く保つことができなくなる場合がある。つまり、図2に示すエンボスリング4において、基体リング5の外周面51sに凸部51pと凹部51vが形成されており、これら凸部51pと凹部51vの間にエンボス部材6が配置されているが、これら凸部51pと凹部51vの外周面上の間隔、すなわちエンボス部材間の距離が50〜500mmであることが好ましく、70〜280mmであることがより好ましく、100〜180mmであることが更に好ましい。
【0043】
また、図8〜図13のフィルタエレメントから形成される図14〜図16のフィルタユニットを一般空調設備に配置する場合の実用的な寸法としては、フィルタユニットの汎用的な寸法である、高さHU610mm×幅WU610mm×奥行きDU150mmに、1個又は複数個のフィルタエレメントが収まるような寸法であることが好ましい。
【0044】
本発明のエンボスロールまたはエンボスロールの各部材の材質についても、シート状物に凹凸形状を形成することができる限り特に限定されないが、ステンレス鋼、炭素鋼、窒化鋼、工具鋼などの金属、アルミなどの軽金属、アルミ合金などの合金、NBR、シリコンゴム、ウレタンゴムなどのゴム、および合成樹脂などを挙げることができる。
【0045】
次に、本発明のエンボスロールによって、シート状物であるシート状濾材に凹凸形状を形成する場合の好ましいシート状濾材の態様を説明する。前記シート状濾材としては、熱可塑性繊維を含み通気性のある素材である限り特に限定されず、例えば、織物、編物、ネットまたは不織布などの繊維基材を適用することができる。この中でも、不織布であれば、繊維表面の総面積を広く効率良く利用でき、且つ繊維同士によって形成される小さな空隙を多数有しているので、特に好ましい。
【0046】
前記繊維基材としての不織布(以下、不織布基材と称する)も特に限定されず、不織布基材の構造としては、例えば繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。なお、複合繊維等の接着性繊維を用いて構成繊維を結合することにより得られる不織布は、環境にも優しいクリーンな素材であり、また熱成形性にも優れるため好適な形態である。また、乾式法以外にも、スパンボンド法、メルトブロー法、湿式法などと呼ばれる製法によって得られる不織布がある。また、これらの製法で得られる繊維ウエブに、ニードルや水流などを作用させて、構成繊維を絡合した不織布も適用可能である。
【0047】
また、中高性能用のフィルタエレメントとするためには、低い圧力損失を維持した状態で高い塵埃捕集効率を得ることができることが望ましい。すなわち、高い塵埃捕集効率を有しながら濾過寿命を長くすることが可能な不織布を用いることが好ましい。このような不織布としては、例えばメルトブロー法によって形成された平均繊維径0.1〜10μmの極細繊維と、平均繊維径10〜50μmの短繊維からなる熱融着性繊維とが混合されており、且つ前記熱融着性繊維によって構成繊維が結合している不織布を挙げることができる。このような不織布であれば、極細繊維による高い塵埃捕集効率を有すると共に短繊維からなる熱融着性繊維によって嵩高な構造を有することが可能であり、その結果、低い圧力損失を維持した状態で高い塵埃捕集効率を得ることが可能である。なお、この場合のフィルタエレメントの濾過性能は、JIS B 9908形式2に規定される試験方法において、比色法により評価すると、空気の流入面の寸法を610mm角の場合、試験条件が風量56m3/minの時に、平均粒子捕集率を80〜98%とすることが可能であり、中性能用としては60〜95%とすることが可能である。また、前記不織布にエレクトレット加工が施されている場合は、80%以上とすることが可能である。
【0048】
前記不織布を構成する繊維としては、例えば、熱可塑性を有する繊維であるポリエステル繊維、ポリアミド繊維、アクリル繊維、モダアクリル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリウレタン繊維などの合成繊維を使用することができる。また、これらの繊維と、ポリクラール繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ポリビニルアルコール繊維などの合成繊維や、レーヨン、ビスコースなどの再生繊維や、アセテートなどの半合成繊維や、炭素繊維、ガラス繊維などの無機繊維などとを混合して使用することができる。
【0049】
また、構成繊維が複合繊維であることも好ましく、複合繊維を構成する樹脂成分の組み合わせとして、例えば、ポリプロピレン/ポリエチレン、ポリエステル/低融点ポリエステル、ポリプロピレン/低融点ポリプロピレン、ナイロン66/ナイロン6、ナイロン6/低融点ナイロン、ポリエステル/ナイロン6、ナイロン6/ポリエチレン、ポリエステル/ポリプロピレンなどがある。
【0050】
なお、前記複合繊維の低融点樹脂成分が熱接着性を有する場合には、エンボス加工時にこの樹脂成分によりウエブ構成繊維を熱接着できる。このように、複合繊維の低融点樹脂成分が熱接着性を有すると、高融点樹脂成分により繊維形態を維持できるため、強度的に優れるという利点がある。
【0051】
以上説明したように、本発明のエンボスロールは基体リングの外周面にエンボス部材を配置して、当該エンボス部材の外周面に凸部及び/又は凹部を形成することで形成されている。このように、本発明ではエンボスロールに直接凹凸を設ける必要がなく、個々のエンボス部材に凸部又は凹部を設けるので、研削などにより凹凸を形成し易いという利点がある。また、エンボスロールの使用中にエンボス部材の凸部又は凹部が破損した場合は、破損したエンボス部材のみを修理または予備のエンボス部材と交換することによって、素早く現状回復を行うことが可能であり、すなわちメンテナンスが容易であるという利点がある。また、幾つかのエンボス部材を組み合わせて一組のエンボス部材とすればより複雑な凹凸形状に対応することも可能である。
【0052】
また、基体リングとエンボス部材とを異なる材料で製作することも可能であり、例えば、基体リングに高剛性で耐久性に優れた金属部材、例えば炭素鋼を用いエンボス部材には高硬度で耐磨耗性に優れる金属部材、例えば工具鋼や窒化鋼を用いることで、製作し易く且つ製作コストも低くすることが可能である。あるいは高硬度の金属部材からなるエンボス部材とやや軟質の樹脂や弾性ゴムを被覆した金属部材からなるエンボス部材とを対向させることにより金属部材の寿命をのばし、また挟圧されるシート状物に作用する圧力を均一化させ、成形を容易にすることも可能である。このように、本発明のエンボスロールは、複雑な形状や形態のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能である。
【0053】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0054】
(実施例1)
図1に示すように、16個のエンボスリング4(41、42、43、・・・416)をロール軸2に嵌め込み、更に図6に示すように、両端部のエンボスリング4の外側に止め部材7を配置することで16個のエンボスリング4をロール軸2に固定した。ここで、止め部材7は一組の半割りのリング状部材71aと71bとからなっており、ボルト72によってリング状部材71aと71bを連結するともに、リング状部材71aと71bによってロール部2aの外周面を挟み込むようにして、止め部材7をロール軸2に固定した。
ここで、ロール軸2は中空の鋼管を用いてロール部2aを形成し、このロール部2aの両端に、摺動軸部2bが形成された中空のキャップ状部材を挿入して、接触部分を溶接することでロール軸2を製作した。このようにして、このロール軸2及びキャップ状部材の中空部分に外部から加熱装置や冷却装置を挿入したり、熱媒や冷媒を直接供給することで、ロール軸2の温度調整を行なうことを可能とした。
上記16個のエンボスリング4は、図7に示すように、基体リング51の外周面と基体リング52の外周面にそれぞれ30個のエンボス部材が配置されている。詳細には、基体リング51の外周面には、5個のエンボス部材からなる1組みのエンボス部材、例えば(61A1、61A2、61A3、61A4、61A5)や(61B1、61B2、61B3、61B4、61B5)などの5個のエンボス部材の組合せからなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、61A4s、・・・)に凸部(61A1p、61A2p、・・・、61B2p、・・・)が形成されている。これらの凸部のうち、61A2pなど6個の凸部は断面が略四角形の凸部であり、61B4pなど6個の凸部は断面が三角形の凸部となっており、これらの凸部以外の61A1pなどの18個の凸部は断面が比較的小さい半円形の凸部となっている。
また、基体リング52の外周面にも、5個のエンボス部材からなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、62A4s、・・・)に凹部(62A1v、62A2v、・・・62B2v、・・・)が形成されている。これらの凹部のうち、62A2vなど6個の凹部は断面が略四角形の凹部であり、62B2vなど6個の凹部は断面が三角形の凹部となっており、これらの凹部以外の62A1vなどの18個の凹部は断面が比較的小さい半円形の凹部となっている。
また、図3に示すように、エンボス部材6(61A)をロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材が基体リングの外周部に嵌め込まれている。
このようにして、ロール軸2に複数のエンボスリング4が嵌め込まれており、前記エンボスリング4は基体リング5と前記基体リング5の外周面5sに配置されたエンボス部材6とからなり、前記エンボス部材6の外周面6sに凸部6p及び凹部6vが形成されているエンボスロール4を製作した。
また、図7及び図1に示すように、実施例1では更に、これらの凸部6p及び凹部6vと噛み合うようにして形成された凹部及び凸部を有する16個のエンボスリング4’から構成されたエンボスロール1’をエンボスロール1に隣接配置した。このエンボスロール1’はエンボス部材6’の外周面に、エンボスロール1と凹凸の関係になるように凹部及び凸部が形成されていること以外はエンボスロール1と同様の構成を有しており、この一対のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に凹凸を形成することができる。
このようにして、エンボスロール1とこのエンボスロール1と互いに凹凸部が噛み合うように製作したエンボスロール1’とからなる一対のエンボスロール1、1’の外径L(エンボス部材6の凸部6pの頂点を含む円の直径)はそれぞれ176mmφであり、一対のエンボスロール1、1’の外径S(エンボス部材6の外周面6sを含む円の直径)はそれぞれ166mmφであり、16個のエンボスリング4の巾25mmを全て合計して得られるエンボスロールの巾はそれぞれ400mmであった。
【0055】
(実施例2)
実施例1の一対のエンボスロール1、1’を用いて、フィルタエレメント及びフィルタユニットを以下のようにして形成した。
まず、低融点成分であるポリエチレン樹脂を鞘とし、高融点成分であるポリプロピレン樹脂を芯とする芯鞘型複合繊維である繊維径が2.2デシテックス(17μm)の短繊維を使用してカード機により、面密度が100g/m2の繊維ウェブを形成した。次いで、この繊維ウェブを一対のベルトの間に挟みながら加熱ゾーンに移動し、熱融着性繊維によって構成繊維を結合して、面密度が100g/m2で、厚さが1mmのシート状濾材を得た。
【0056】
次いで、実施例1の一対のエンボスロールの間にこのシート状濾材を通過させて、加圧することにより、このシート状濾材に図9に示す突出部(A、A’、B、B’)を25mm間隔で形成した。
得られたプリーツの山線12と谷線13の間隔LPVは130mmであり、突出部の先端部Ea(22)の高さは3.5mmであり、Eb(32)の高さは5mmであった。
また、断面台形の突出部A(21)の底面の長辺23の長さは33mmであり、短辺24、25の長さはともに6.5mmであった。また、底面の短辺24と山線12の間隔は27mmであり、底面の短辺25と谷線13の間隔は27mmであった。また、長方形の先端部Ea(22)の長辺の長さは29mmであり、短辺27の長さは4mmであった。また、突出部Aの山線側斜面28及び谷線側斜面29はともに底面に対する角度が60°であり、急斜面となっていた。また、2個の突出部Aの間隔は、一方の突出部Aの底面の短辺25から他方の突出部Aの底面の短辺26までの距離が10mmであった。
また、突出部Aの山線側斜面28及び谷線側斜面29に第2の突出部SAが形成されており、これらの突出部SAの巾は1mmであり、長さは5mmであり、高さは1mmであり、突出部の先端部は断面が半円形であった。また、2個の突出部Aの間にも同様の第2の突出部SAが形成されていた。
また、突出部A(21)と同寸法の突出部A’(21’)がシート状濾材の裏側に突出するように配置されていた。なお、この突出部A’と突出部Aとは、点対称の位置で、更に表裏がひっくり返る位置関係となっていた。
また、断面三角形の突出部B(31)の底面の長辺33の長さは41mmであり、短辺34、35の長さはともに8mmであった。また、底面の短辺34と山線12の間隔は19mmであり、底面の短辺35と谷線13の間隔は19mmであった。また、線状の先端部Eb(32)の長さは35mmであった。また、突出部Bの山線側斜面38及び谷線側斜面39はともに底面に対する角度が60°であり、急斜面となっていた。また、2個の突出部Bの間隔は、一方の突出部Bの底面の短辺36から他方の突出部Aの底面の短辺35までの距離が10mmであった。
また、突出部Bの山線側斜面38及び谷線側斜面39に第2の突出部SBが形成されており、これらの突出部SBの巾は1mmであり、長さは5mmであり、高さは1mmであり、突出部の先端部は断面が半円形であった。また、2個の突出部Bの間にも同様の第2の突出部SBが形成されていた。
また、突出部B(31)と同寸法の突出部B’(31’)がシート状濾材の裏側に突出するように配置されていた。なお、この突出部B’(31’)と突出部B(31)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっていた。
【0057】
次いで、山線12に沿って山折りし谷線13に沿って谷折りすることで、図11及び図13に示す形状のフィルタエレメントを得た。
このフィルタエレメントにあっては、突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が直線状に接触しており、この直線状の接触部はシート状濾材11の壁面20及び壁面30と平行になっており、同時に壁面20と壁面30は平行になっていた。また、このフィルタエレメントの高さHは130mmであり、幅Wは590mmであり、長さLは590mmであり、プリーツが65個形成されていた。
次いで、このフィルタエレメントに剛性枠を取付けて、図14及び図16に示す高さHU610mm×幅WU610mm×奥行きDU150mmのフィルタユニットを形成した。
【符号の説明】
【0058】
1、1’ エンボスロール
2、2’ ロール軸
2a ロール部
2b 摺動軸部
4、4’ エンボスリング
41、42、43、44、45、46、47、48、49、410、413、416 エンボスリング
5、5’ 基体リング
51、52、52’ 基体リング
5s 基体リングの外周面
51s 基体リングの外周面
5p 基体リングの凸部
51p、52p、51p’ 基体リングの凸部
5v 基体リングの凹部
51v、51v’ 基体リングの凹部
6、6’ エンボス部材
61A、61B、61C、61D、61E、61F、62A、62B エンボス部材
61A’、61B’、61C’、61D’、61E’、61F’、62A’、62F’ エンボス部材
61A1、61A2、61A3、61A4、61A5、61B1、61B2、61B3、61B4、61B5 エンボス部材
6s エンボス部材の外周面
61As、61Bs エンボス部材の外周面
61A4s、62A2s エンボス部材の外周面
6p、6p’ 凸部
61Ap、61Bp、62Fp’ 凸部
61A1p、61A2p、61B2p 凸部
6v、6v’ 凹部
62Av、62Bv、61Fv’ 凹部
62A1v、62A2v、62B2v 凹部
61Ad、61Bd エンボス部材の下部分
61A1d、61A2d、61B2d エンボス部材の下部分
61Au、61Bu エンボス部材の上部分
61A1u、61B2u エンボス部材の上部分
7 止め部材
71a、71b 半割りのリング状部材
72 ボルト
10 フィルタエレメント
11 シート状濾材、シート状物
12 山線、凸部
13 谷線、凹部
20 壁面
21 突出部A
21’ 突出部A’
22 突出部Aの先端部Ea
22’ 突出部A’の先端部Ea’
23 突出部Aの底面の長辺
24 突出部Aの底面の短辺
25 突出部Aの底面の短辺
26 先端部Eaの短辺
27 先端部Eaの短辺
28 突出部Aの山線側斜面
29 突出部Aの谷線側斜面
30 壁面
31 突出部B
31’ 突出部B’
32 突出部Bの先端部Eb
32’ 突出部B’の先端部Eb’
33 突出部Bの底面の長辺
34 突出部Bの底面の短辺
35 突出部Bの底面の短辺
36 先端部Ebの端部
37 先端部Ebの端部
38 突出部Bの山線側斜面
39 突出部Bの谷線側斜面
80 剛性枠
90 フィルタユニット
A、A’ 突出部
B、B’ 突出部
Ea 突出部Aの先端部
Ea’ 突出部A’の先端部
Eb 突出部Bの先端部
Eb’ 突出部B’の先端部
SA 突出部、第2の突出部
SB 突出部、第2の突出部
【技術分野】
【0001】
本発明は、不織布等のシート状物に凹凸部を形成するためのエンボスロールに関する。
【背景技術】
【0002】
ビル空調、工場空調、病院空調などにおける空調機器には、塵埃を除去するため、シート状濾材を折り曲げてその表面積を大きくしたフィルタエレメントが使用されている。
【0003】
このようなフィルタエレメントとしては、例えば特許文献1に、図17に示すようにジグザグ状に折り曲げられた濾材ウエブのV字状に対向した隣接折り壁に突出部が形成され且つ突出部同士が当接しているエアフィルタ用濾材が開示されている。そして、この突出部の形成のために、図18に示す成形ロール17が使用される。この成形ロール17は、スペーサリング14、エンボスリング15、スペーサリング14、フォームリング16、スペーサリング14、エンボスリング15、・・・の順で複数のリングが同一軸に列設されて成る成形ロール17であり、この成形ロール17が上下対向して一対となり、対向回転駆動されるように構成されている。
【0004】
また、成形ロール17の外周面は、1/4周の毎に分割(90度分割)され、軸線方向の分割線にはブレード18とゴムのブレード受け19とが90度分割毎に交互に取り付けられ、上下の成形ロール17,17は、ブレード18とブレード受け19とが対向し得る回転位相に設定されている。そして、上下の成形ロール17,17において、スペーサリング14,14同士の外周面が対向し、エンボスリング15とフォームリング16との外周面が対向し、各エンボスリング15の外周面には、外周面1/4周毎に1つ宛の楔状凸部15aが形成されている。各エンボスリング15の楔状凸部15aは、その傾斜面方向が回転方向で交互になっており、上下の成形ロール17,17のエンボスリング15,15間では、同一傾斜面方向の楔状凸部位置が1/4周ずれている。上下の成形ロール17,17のエンボスリング15,15の外周面を展開すると図19のようになる。そして、成形ロール17,17のブレード18とゴムのブレード受け19とは、走行する瀘材ウエブW0を挟圧して、成形ロールの外周面1/4周に実質的に相当する折り壁長さ毎に幅方向の折り目を付けるようになっている。
【0005】
そして、適正な温度に加熱され、エンボス成形に適切な軟らかさになって走行する瀘材ウエブW0は、上下の成形ロール17,17に挟圧され、エンボスリング15とフォームリング16とにより、楔状凸部15aに応じた突出部が順次成形されると共に、ブレード18とブレード受け19とにより走行方向の等間隔の折り目が順次成形される。
【0006】
しかし、このような形状のエンボスロールや、これより複雑な形状のエンボスロールは製作が難しく、そのため製作コストが高くなるという問題があった。また、エンボスロールまたはエンボスリングの一部が損傷した場合も、修理が困難であり、場合によってはエンボスロールまたはエンボスリングを丸ごと交換しなければならないという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−220427号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記問題を解決して、複雑な形状のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能なエンボスロールを提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、請求項1に係る発明では、ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロールをその解決手段とした。
【0010】
また、請求項2に係る発明では、前記エンボス部材をロール軸方向にスライドさせることにより、前記エンボス部材が前記基体リングの外周部に嵌め込まれていることを特徴とする請求項1に記載のエンボスロールであり、エンボスロールの組み立てやメンテナンスを正確に且つ容易に行うことが可能であるという利点がある。
【発明の効果】
【0011】
本発明によって、複雑な形状のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能なエンボスロールを提供することが可能となった。
【図面の簡単な説明】
【0012】
【図1】本発明のエンボスロールの一例を示す斜視図である。
【図2】本発明のエンボスロールのエンボスリングの一例を示す斜視図である。
【図3】本発明のエンボスロールのエンボスリングの一例を示す斜視図である。
【図4】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図5】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図6】本発明のエンボスロールの一例を示す斜視図である。
【図7】本発明のエンボスロールのエンボスリングの別の例を示す斜視図である。
【図8】本発明のエンボスロールによって得られるフィルタエレメントの突出部の一例を示す図である。(a)は平面図であり、(b)はその立面図である。
【図9】本発明のエンボスロールによって得られるフィルタエレメントの突出部の別の例を示す図である。(a)は平面図であり、(b)はその立面図である。
【図10】本発明のエンボスロールによって得られるフィルタエレメントの一例の部分拡大図である。
【図11】本発明のエンボスロールによって得られるフィルタエレメントの別の例の部分拡大図である。
【図12】本発明のエンボスロールによって得られるフィルタエレメントの一例、およびその製作過程を示す図である。
【図13】本発明のエンボスロールによって得られるフィルタエレメントの別の例、およびその製作過程を示す図である。
【図14】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの斜視図である。
【図15】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの一例の正面図である。
【図16】本発明のエンボスロールによって得られるフィルタエレメントからなるフィルタユニットの別の例の正面図である。
【図17】従来のエンボスロールによって得られるフィルタエレメントの断面図
【図18】従来のエンボスロールの斜視図
【図19】従来のエンボスロールのエンボスリングの展開図
【発明を実施するための形態】
【0013】
以下、本発明に係るエンボスロールの実施の形態について詳細に説明する。
【0014】
本発明のエンボスロール1は、図1〜図3に例示するように、ロール軸2に複数のエンボスリング4(41、42、43、・・・416)が嵌め込まれており、前記エンボスリング4は基体リング5(51、52、・・・)と前記基体リング5の外周面5s(51s、・・・)に配置されたエンボス部材6(61A、61B、・・・61F、62A、62B、・・・)とからなり、前記エンボス部材6の外周面6s(61As、61Bs、・・・、・・・)に凸部6p(61Ap、61Bp・・・)及び/又は凹部6v(62Av、62Bv、・・・)が形成されていることを特徴とする。
【0015】
図1及び図2では、前記エンボスロール1はロール軸2に16個のエンボスリング4(41、42、43、・・・、416)が嵌め込まれており、これらのエンボスリング4を構成するエンボス部材6の外周面6sに凸部6p及び/又は凹部6vが形成されているが、図1では更に、これらの凸部6p及び/又は凹部6vと噛み合うようにして形成された凹部6v’及び/又は凸部6p’を有する16個のエンボスリング4’から構成されたエンボスロール1’がエンボスロール1に隣接配置されている。このエンボスロール1’はエンボス部材6’の外周面に、エンボスロール1と凹凸の関係になるように凹部6v’及び/又は凸部6p’が形成されていること以外はエンボスロール1と同様の構成を有しており、この一組のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に凹凸を形成することができる。なお、図1では、エンボス部材6を有する16個のエンボスリング4(41、42、43、・・・、416)がロール軸2にそれぞれ隣接して嵌め込まれているが、本発明では必ずしも隣接する必要はなく、例えばそれぞれのエンボスリング4の間に、エンボス部材6を有していないエンボスリングを配置することも可能である。
【0016】
図1に示すように、前記ロール軸2はロール部2aと摺動軸部2bとからなり、摺動軸部2bはロール部2aの両端部から突出して配置されており、ロール装置(図示しない)の軸受けの中で摺動軸部2bが摺動することで、摺動軸部2bの中心軸を中心としてエンボスロールが回転するようになっている。このようなロール部2aと摺動軸部2bはロール状の鋼材を削ることによって形成することが可能である。また、ロール軸2を内部から加熱または冷却する必要がある場合は、中空の管状部材を用いてロール部2aを形成し、このロール部2aの両端に、摺動軸部2bが形成された中空のキャップ状部材を挿入して、接触部分を溶接することでロール軸2を製作し、このロール軸2及びキャップ状部材の中空部分に外部から加熱装置や冷却装置を挿入したり、熱媒や冷媒を直接供給することで、ロール軸2の温度調整を行なうことが可能である。
【0017】
また、図6に例示するように、ロール軸2に複数のエンボスリング4を嵌め込んだ後、両端部のエンボスリング4の外側に止め部材7を配置することで複数のエンボスリング4をロール軸2に確実に固定することが好ましい。このように止め部材7を配置することで、エンボスリング4がロール軸2の表面を移動しないように確実に固定することができる。図6では、止め部材7は一組の半割りのリング状部材71aと71bとからなり、ボルト72によってリング状部材71aと71bを連結するともに、リング状部材71aと71bによってロール部2aの外周面を挟み込むようにして、止め部材7をロール軸2に固定する構造となっている。
【0018】
また、図1には記載されていないが、エンボスリング4をロール軸2の所定の位置に確実に嵌め込むために、エンボスリング4(詳細には基体リング5)とロール軸2のそれぞれ対応する位置にキー溝を彫っておき、このキー溝にキーを挿入して、エンボスリング4とロール軸2の位置合わせを行うことが好ましい。また、複数のエンボスリング4のキー溝が連続するようにすれば、一本の長いキーによって、各エンボスリング4を同時に固定することができる。
【0019】
本発明では、エンボスリング4は基体リング5と当該基体リング5の外周面5sに配置されたエンボス部材6とからなるが、図1〜図3の例では、例えば基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されており、基体リング52の外周面には6個のエンボス部材6(62A、62B、・・・)が配置されている。
【0020】
本発明では、エンボス部材6は基体リング5の外周面5sに配置されている限り、配置の形態は特に限定されず、基体リング5の外周面5sに嵌め込まれていることも、ボルト等の契合部材で連結されていることも可能である。図1〜図3では基体リング5の外周面5sはエンボス部材6が配置されている部分でへこんでおり、このへこんだ部分でエンボス部材6が基体リング5に嵌め込まれている。具体的には、図3に示すように、エンボス部材6(61A)をロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材が基体リングの外周部に嵌め込まれている。このようにスライドさせて嵌め込む構造であれば、エンボス部材6を基体リング5の外周面5sに設けられた溝に沿って滑らすだけで、エンボス部材6の取り付けや取り外しを容易に行うことが可能であり、エンボス部材6の交換作業に手間がかからず、正確な位置に確実に取り付けができるという利点がある。
【0021】
このようにスライドさせて嵌め込む構造としては、図3に示すようにエンボス部材61Aの下部に断面T字形またはL字形などの突起61Adを設け、この突起61Adと嵌合する窪みを基体リング5の外周面51sに溝状に設けた構造であることが好ましい。このような構造であれば、エンボス部材61Aをロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材61Aを基体リングの外周部51sに嵌め込むことにより、エンボス部材61Aの上部分61Auの下面と突起61Adの間に基体リング5の外周面51sを挟み込む状態となり、エンボス部材61Aが基体リングの外周部51sから脱落することを防止することができる。図3では、エンボス部材61Aには3個の断面T字形の突起61Adがレール状に設けられているが、図4に例示するように、エンボス部材61Aに1個の断面T字形の突起61Adをレール状に設けることも可能である。1個の突起61Adであれば製作もし易く、取り付けも容易であるが、より確実に固定する場合は、図3のように突起61Adを複数個設けることが好ましい。
【0022】
また、図1〜図3の例では、基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されているが、本発明では、複数個のエンボス部材6を隣接且つ並列して配置するか、または間隔をおいて並列して配置する(図示しない)ことも可能である。例えば、図5に例示するように、基体リング5の外周面5sに凸部6pを有するエンボス部材6(61A)と凹部6vを有するエンボス部材6(62A)とをそれぞれ隣接且つ並列して配置させることが可能である。この例では、凸部6pを有するエンボス部材は矢印Rの方向にスライドさせて取外すことが可能となっており、凹部6vを有するエンボス部材は矢印Lの方向にスライドさせて取外すことが可能となっている。
【0023】
図1〜図3では、基体リング51の外周面51sには6個のエンボス部材6(61A、61B、61C、61D、61E、61F)が配置されており、基体リング52の外周面52sには6個のエンボス部材6(62A、62B、・・・)が配置されているが、本発明では図7に例示するように、基体リング51の外周面51sと基体リング52の外周面にそれぞれ30個のエンボス部材6を配置することも可能である。すなわち、基体リング51の外周面51sに、5個のエンボス部材61A1、61A2、61A3、61A4及び61A5を組み合わせて1組みのエンボス部材とすることにより、全体として1個のエンボス部材のように作用させることが可能である。同様にして、5個のエンボス部材61B1、61B2、61B3、61B4及び61B5を組み合わせてそれぞれ1組みのエンボス部材とすることができる。このように、複数のエンボス部材6を組み合わせ各エンボス部材6の外周面6sに、直列に隣接するエンボス部材間でそれぞれ異なる凸部6p及び/又は凹部6vを形成することでシート状物により複雑なエンボスパターンを形成することができる。
【0024】
本発明では、前記基体リング5の外周面51sに直接に凸部や凹部を形成することも可能である。例えば図2では、一方の基体リング5の外周面51sにおいてエンボス部材6が配置されていない部分に、それぞれ3個の凸部51pと凹部51vが形成されており、これに対して他方の基体リング5’には、これらの凸部51pと凹部51vに対応する位置にそれぞれ3個の凹部51v’と凸部51p’が形成されており、一方の基体リング5の凸部51p及び凹部51vと、他方の基体リング5’の凹部51v’及び凸部51p’がそれぞれ噛み合うようになっており、エンボスリング4とエンボスリング4’の間にシート状物を通過させることによって、シート状物の巾方向に線状の凹凸を形成することができる。この線状の凹凸は、図8及び図10に例示するように、シート状物11の長手方向に一定の間隔LPVをあけて凹部13と凸部12が交互に形成された形状であり、シート状物11を長手方向に折り畳む場合に好適な形状といえる。
【0025】
図1〜図3に例示するように、エンボス部材6は基体リング5の外周面5sに配置されており、当該エンボス部材6の外周面6sに凸部6p及び/又は凹部6vが形成されているが、本発明では、シート状物に目的とする凹凸が形成できる限り、エンボス部材6の外周面6sに形成される凸部6p及び/又は凹部6vの形状は特に限定されない。なお、凸部6pはエンボス部材6全体が凸部となっていることも可能である。つまり、エンボス部材6の外周面が基体リングの外周面よりも高くなっていることが可能である。また、凹部6Vはエンボス部材6全体が凹部となっていることも可能である。つまり、エンボス部材6の外周面が基体リングの外周面よりも低くなっていることが可能である。
【0026】
エンボス部材6の外周面6sに形成される凸部6p及び/又は凹部6vの形状としては、例えば図2では、基体リング51において、6個のエンボス部材6(61A、61B、61C、61D、61E、61F)のそれぞれの外周面6s(61As、61Bs、・・・)にそれぞれ凸部6p(61Ap、61Bp、・・・)が形成されている。これらの凸部6pのうち、61Apなど3個の凸部は断面が略四角形の凸部であり、61Bpなど3個の凸部は断面が三角形の凸部となっており、断面が略四角形の凸部と断面が三角形の凸部とが交互に設けられている。また、基体リング52において、6個のエンボス部材6(62A、62B、・・・)のそれぞれの外周面にそれぞれ凹部6v(62Av、62Bv、・・・)が形成されている。これらの凹部6vのうち、62Avなど3個の凹部は断面が略四角形の凹部であり、62Bvなど3個の凹部は断面が三角形の凹部となっており、断面が略四角形の凹部と断面が三角形の凹部とが交互に設けられている。
【0027】
本発明では、図1〜図3に示す、一組のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に図8に示す形状の凹凸を形成することができる。そして、図8の形状のシート状物をシート状濾材11として、図10に例示するようにシート状濾材11のプリーツの山線12と谷線13の部分で折り曲げることによって、図12に例示する一定のプリーツ間隔を有するフィルタエレメント10を得ることができる。図12のフィルタエレメント10は、熱可塑性繊維を含むシート状濾材11にプリーツが形成されているフィルタエレメント10であり、当該プリーツの山線12と谷線13の間の互いに向かい合うそれぞれの壁面20、30に突出部21、31が設けられている。そして、一方の突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が接触しており、先端部Ea(22)の面積が先端部Eb(32)の面積よりも大きい構造となっている。このような構造によって、突出部の山同士の位置がずれて濾材の間隔を一定に保つことができなくなるという問題がなく、また、山同士の当接部分の通気性が低下して有効濾過面積が低下するという問題や、圧力損失が上昇して濾過寿命が短くなるという問題が生じないという利点がある。
【0028】
なお、図14及び図15に例示するように図12のフィルタエレメント10に剛性枠80を取付けることによりフィルタユニット90を作製して、当該フィルタユニット90を一般空調設備などに配置することができる。図14は、図12に示すフィルタエレメント10に剛性枠80を取付けることにより得られるフィルタユニット90の斜視図であり、図15は正面図である。
【0029】
図8の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺23を有するように配置されている。また、この突出部A(21)は長辺と短辺26、27とからなる長方形の先端部Ea(22)を有しており、この先端部Ea(22)の山線12側に位置する短辺26と底面の短辺24とを結ぶ山線側斜面28が形成されている。また、先端部Ea(22)の谷線13側に位置する短辺27と底面の短辺25とを結ぶ谷線側斜面29が形成されている。また、壁面30には、前記突出部A(21)に対応する位置において、底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺33を有するように配置されている。また、この突出部B(31)は直線状の先端部Eb(32)を有しており、この先端部Eb(32)の山線12側に位置する端部36と底面の短辺34とを結ぶ山線側斜面38が形成されている。また、先端部Eb(32)の谷線13側に位置する端部37と底面の短辺35とを結ぶ谷線側斜面39が形成されている。
【0030】
また、図8の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向に平行な長辺23を有するように配置されているが、その隣に突出部A(21)と同形状の突出部A’(21’)がシート状濾材の裏側に突出するように配置されている。そして、この突出部A’(21’)と突出部A(21)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。同様に、壁面30には底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向に平行な長辺33を有するように配置されているが、その隣に突出部B(31)と同形状の突出部B’(31’)がシート状濾材の裏側に突出するように配置されている。そして、この突出部B’(31’)と突出部B(31)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。このように、プリーツが形成された際に、突出部A’(21’)と突出部B’(31’)は接触し、このとき、突出部A’(21’)の先端部Ea’(22’)は長辺と短辺とからなる長方形となっており、一方突出部B(31’)の先端部Eb’(32’)は直線状となっているため、先端部Ea’(22’)の面積は先端部Eb’(32’)の面積よりも大きくなっている。
【0031】
ここで、図2のエンボスリングと図8のシート状濾材を対比させながら説明すると、図2に示すエンボスロール1のエンボス部材61の外周面61sに形成された凸部61Apによって、図8に示す突出部A(21)を形成することができる。同様に、エンボス部材61の凸部61Bpによって、突出部B(31)を形成することができる。また、エンボス部材62の凹部62Avによって、突出部A’(21’)を形成することができ、エンボス部材62の凹部62Bvによって、突出部B’(31’)を形成することができる。
【0032】
また、図7に示すエンボスリング4においては、基体リング51の外周面と基体リング52の外周面にそれぞれ30個のエンボス部材が配置されている。詳細には、基体リング51の外周面には、5個のエンボス部材からなる1組みのエンボス部材、例えば(61A1、61A2、61A3、61A4、61A5)の組み合わせや(61B1、61B2、61B3、61B4、61B5)などの組合せからなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、61A4s、・・・)に凸部(61A1p、61A2p、・・・、61B2p、・・・)が形成されている。これらの凸部のうち、61A2pなど6個の凸部は断面が略四角形の凸部であり、61B4pなど6個の凸部は断面が三角形の凸部となっており、これらの凸部以外の61A1pなどの18個の凸部は断面が比較的小さい半円形の凸部となっている。
【0033】
また、基体リング52の外周面にも、5個のエンボス部材からなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、62A4s、・・・)に凹部(62A1v、62A2v、・・・62B2v、・・・)が形成されている。これらの凹部のうち、62A2vなど6個の凹部は断面が略四角形の凹部であり、62B2vなど6個の凹部は断面が三角形の凹部となっており、これらの凹部以外の62A1vなどの18個の凹部は断面が比較的小さい半円形の凹部となっている。
【0034】
図7に示すエンボスリング4を有するエンボスロール1とこのエンボスロール1に対応するエンボスロール1’の間にシート状物を通過させることによって、シート状物に図9に示す形状の凹凸を形成することができる。そして、図9の形状のシート状物をシート状濾材11として、図11に例示するようにシート状濾材11のプリーツの山線12と谷線13の部分で折り曲げることによって、図13に例示する一定のプリーツ間隔を有するフィルタエレメント10を得ることができる。図13のフィルタエレメント10は、図12のフィルタエレメント10と同様に、熱可塑性繊維を含むシート状濾材11にプリーツが形成されているフィルタエレメント10であり、当該プリーツの山線12と谷線13の間の互いに向かい合うそれぞれの壁面20、30に突出部21、31が設けられている。そして、一方の突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が接触しており、先端部Ea(22)の面積が先端部Eb(32)の面積よりも大きい構造となっている。このような構造によって、突出部の山同士の位置がずれて濾材の間隔を一定に保つことができなくなるという問題がなく、また、山同士の当接部分の通気性が低下して有効濾過面積が低下するという問題や、圧力損失が上昇して濾過寿命が短くなるという問題が生じないという利点がある。
【0035】
なお、図14及び図16に例示するように図13のフィルタエレメント10に剛性枠80を取付けることによりフィルタユニット90を作製して、当該フィルタユニット90を一般空調設備などに配置することができる。図14は、図13に示すフィルタエレメント10に剛性枠80を取付けることにより得られるフィルタユニット90の斜視図であり、図16は正面図である。
【0036】
図9の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が直列に2個、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺23を有するように配置されている。また、これらの突出部A(21)は長辺と短辺26、27とからなる長方形の先端部Ea(22)を有しており、この先端部Ea(22)の山線12側に位置する短辺26と底面の短辺24とを結ぶ山線側斜面28が形成されている。また、先端部Ea(22)の谷線13側に位置する短辺27と底面の短辺25とを結ぶ谷線側斜面29が形成されている。また、壁面30には、前記突出部A(21)に対応する位置において、底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が直列に2個、シート状濾材の長手方向(又はプリーツの形成方向)に平行な長辺33を有するように配置されている。また、この突出部B(31)は直線状の先端部Eb(32)を有しており、この先端部Eb(32)の山線12側に位置する端部36と底面の短辺34とを結ぶ山線側斜面38が形成されている。また、先端部Eb(32)の谷線13側に位置する端部37と底面の短辺35とを結ぶ谷線側斜面39が形成されている。
【0037】
また、図9の例では、前記山線側斜面28および谷線側斜面29に、前記突出部A(21)よりも巾が小さく、高さも低い小さな第2の突出部SAが形成されている。また、2個の突出部A(21)の間にも第2の突出部SAが形成されている。これらの突出部SAは断面が半円形となっており、プリーツを形成した際に突出部A(21)と山線12または谷線13との間のシート状濾材部分を補強するとともに、山線側斜面28および谷線側斜面29を補強する効果を奏する。特にシート状濾材が合成繊維からなる柔軟性に富む材料である場合には突出部SAを設けることが望ましい。また、前記山線側斜面38および谷線側斜面39に、前記突出部B(31)よりも巾が小さく、高さも低い小さな第2の突出部SBが形成されている。この突出部SBは前述の突出部SAと同様に、断面が半円形となっており、プリーツを形成した際に突出部B(31)と山線12または谷線13との間のシート状濾材部分を補強するとともに、山線側斜面38および谷線側斜面39を補強する効果を奏する。特にシート状濾材が合成繊維からなる柔軟性に富む材料である場合には突出部SBを設けることが望ましい。
【0038】
また、図9の例では、壁面20に底面が長辺23と短辺24、25とからなる断面台形の突出部A(21)が、シート状濾材の長手方向に平行な長辺23を有するように2個直列に配置されているとともに第2の突出部SAが配置されているが、その隣に突出部A(21)と同形状の突出部A’(21’)がシート状濾材の裏側に突出するように2個直列に配置されているとともに第2の突出部SA’が配置されている。そして、この突出部A’(21’)及び第2の突出部SA’と、突出部A(21)及び第2の突出部SAとは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。同様に、壁面30には底面が長辺33と短辺34、35とからなる断面三角形の突出部B(31)が、シート状濾材の長手方向に平行な長辺33を有するように2個直列に配置されているとともに第2の突出部SBが配置されているが、その隣に突出部B(31)と同形状の突出部B’(31’)がシート状濾材の裏側に突出するように2個直列に配置されているとともに第2の突出部SB’が配置されている。そして、これらの突出部B’(31’)及び第2の突出部SB’と、突出部B(31)及び第2の突出部SBとは、点対称の位置で、更に表裏がひっくり返る位置関係となっている。このように、プリーツが形成された際に、突出部A’(21’)と突出部B’(31’)は接触し、このとき、突出部A’(21’)の先端部Ea’(22’)は長辺と短辺とからなる長方形となっており、一方突出部B(31’)の先端部Eb’(32’)は直線状となっているため、先端部Ea’(22’)の面積は先端部Eb’(32’)の面積よりも大きくなっている。
【0039】
ここで、図7のエンボスリングと図9のシート状濾材を対比させながら説明すると、図7に示すエンボスロール1の5個で一組になっているエンボス部材6(61A1、61A2、61A3、61A4、61A5)の外周面6s(・・・、61A4s、・・・)に形成された凸部6p(61A1p、61A2p、・・・)によって、図9に示す2個の突出部A(21)及び3個の第2の突出部SAを形成することができる。同様に、エンボスロール1の5個で一組になっているエンボス部材6(61B1、61B2、61B3、61B4、61B5)の外周面に形成された凸部6p(・・・、61B2p、・・・)によって、図9に示す2個の突出部B(31)及び3個の第2の突出部SBを形成することができる。また、エンボス部材6の凹部6v(62A1v、62A2v、・・・)によって、図9に示す2個の突出部A’(21’)及び3個の第2の突出部SA’を形成することができ、エンボス部材6の凹部6v(・・・、62B2v、・・・)によって、図9に示す2個の突出部B’(31’)及び3個の第2の突出部SB’を形成することができる。
【0040】
本発明のエンボスロールまたはエンボスロールの各部材の大きさについては、シート状物に凹凸形状を形成することができる限り特に限定されないが、エンボスロールの外径は50〜500mmであることが好ましく、100〜400mmであることがより好ましく、150〜300mmであることが更に好ましい。エンボスロールの外径が500mmを超えると、エンボスロールの製作コストが高くなり過ぎる場合や、エンボスロールの加熱や冷却に際して表面温度が不均一になる場合がある。また、エンボスロールの外径が50mm未満であると、エンボス部材6の外周面に凸部又は凹部を形成し難くなる。また、エンボスロールの巾は100〜2000mmであることが好ましく、250〜1500mmであることがより好ましく、500〜1000mmであることが更に好ましい。エンボスロールの巾が2000mmを超えると、エンボスロールの製作コストが高くなり過ぎる場合や、巾方向の歪が大きくなり過ぎる場合がある。また、エンボスロールの巾が100mm未満であると、シート状物に凹凸形状を形成する効率が低下する場合がある。
【0041】
また、エンボスリング4の数は2〜400個であることが好ましく、5〜200個であることがより好ましく、15〜100個であることが更に好ましい。400個を超えると部品点数が多くなりエンボスロールの製作費用が大きくなる場合がある。また、エンボスリング4の巾は5〜100mmであることが好ましく、7〜70mmであることがより好ましく、10〜40mmであることが更に好ましい。100mmを超えると複雑な凹凸形状への対応が難しくなりエンボスロールの製作費用が大きくなる場合があり、5mm未満であると部品点数が多くなりエンボスロールの製作費用が大きくなる場合がある。
【0042】
また、エンボス部材の大きさやエンボス部材間の距離についても、シート状物に凹凸形状を形成することができる限り特に限定されないが、例えば図8〜図16に示すフィルタエレメントまたはフィルタユニットを形成するためのエンボスロールである場合は、プリーツの山線12と谷線13の間隔は50〜500mmであることが好ましく、70〜280mmであることがより好ましく、100〜180mmであることが更に好ましい。50mm未満であると、セパレータを設ける必要性が低下して突出部を設ける加工費用が割高になる場合がある。また、500mmを超えると山と山の間隔を精度良く保つことができなくなる場合がある。つまり、図2に示すエンボスリング4において、基体リング5の外周面51sに凸部51pと凹部51vが形成されており、これら凸部51pと凹部51vの間にエンボス部材6が配置されているが、これら凸部51pと凹部51vの外周面上の間隔、すなわちエンボス部材間の距離が50〜500mmであることが好ましく、70〜280mmであることがより好ましく、100〜180mmであることが更に好ましい。
【0043】
また、図8〜図13のフィルタエレメントから形成される図14〜図16のフィルタユニットを一般空調設備に配置する場合の実用的な寸法としては、フィルタユニットの汎用的な寸法である、高さHU610mm×幅WU610mm×奥行きDU150mmに、1個又は複数個のフィルタエレメントが収まるような寸法であることが好ましい。
【0044】
本発明のエンボスロールまたはエンボスロールの各部材の材質についても、シート状物に凹凸形状を形成することができる限り特に限定されないが、ステンレス鋼、炭素鋼、窒化鋼、工具鋼などの金属、アルミなどの軽金属、アルミ合金などの合金、NBR、シリコンゴム、ウレタンゴムなどのゴム、および合成樹脂などを挙げることができる。
【0045】
次に、本発明のエンボスロールによって、シート状物であるシート状濾材に凹凸形状を形成する場合の好ましいシート状濾材の態様を説明する。前記シート状濾材としては、熱可塑性繊維を含み通気性のある素材である限り特に限定されず、例えば、織物、編物、ネットまたは不織布などの繊維基材を適用することができる。この中でも、不織布であれば、繊維表面の総面積を広く効率良く利用でき、且つ繊維同士によって形成される小さな空隙を多数有しているので、特に好ましい。
【0046】
前記繊維基材としての不織布(以下、不織布基材と称する)も特に限定されず、不織布基材の構造としては、例えば繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。なお、複合繊維等の接着性繊維を用いて構成繊維を結合することにより得られる不織布は、環境にも優しいクリーンな素材であり、また熱成形性にも優れるため好適な形態である。また、乾式法以外にも、スパンボンド法、メルトブロー法、湿式法などと呼ばれる製法によって得られる不織布がある。また、これらの製法で得られる繊維ウエブに、ニードルや水流などを作用させて、構成繊維を絡合した不織布も適用可能である。
【0047】
また、中高性能用のフィルタエレメントとするためには、低い圧力損失を維持した状態で高い塵埃捕集効率を得ることができることが望ましい。すなわち、高い塵埃捕集効率を有しながら濾過寿命を長くすることが可能な不織布を用いることが好ましい。このような不織布としては、例えばメルトブロー法によって形成された平均繊維径0.1〜10μmの極細繊維と、平均繊維径10〜50μmの短繊維からなる熱融着性繊維とが混合されており、且つ前記熱融着性繊維によって構成繊維が結合している不織布を挙げることができる。このような不織布であれば、極細繊維による高い塵埃捕集効率を有すると共に短繊維からなる熱融着性繊維によって嵩高な構造を有することが可能であり、その結果、低い圧力損失を維持した状態で高い塵埃捕集効率を得ることが可能である。なお、この場合のフィルタエレメントの濾過性能は、JIS B 9908形式2に規定される試験方法において、比色法により評価すると、空気の流入面の寸法を610mm角の場合、試験条件が風量56m3/minの時に、平均粒子捕集率を80〜98%とすることが可能であり、中性能用としては60〜95%とすることが可能である。また、前記不織布にエレクトレット加工が施されている場合は、80%以上とすることが可能である。
【0048】
前記不織布を構成する繊維としては、例えば、熱可塑性を有する繊維であるポリエステル繊維、ポリアミド繊維、アクリル繊維、モダアクリル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリウレタン繊維などの合成繊維を使用することができる。また、これらの繊維と、ポリクラール繊維、ポリ塩化ビニリデン繊維、ポリ塩化ビニル繊維、ポリビニルアルコール繊維などの合成繊維や、レーヨン、ビスコースなどの再生繊維や、アセテートなどの半合成繊維や、炭素繊維、ガラス繊維などの無機繊維などとを混合して使用することができる。
【0049】
また、構成繊維が複合繊維であることも好ましく、複合繊維を構成する樹脂成分の組み合わせとして、例えば、ポリプロピレン/ポリエチレン、ポリエステル/低融点ポリエステル、ポリプロピレン/低融点ポリプロピレン、ナイロン66/ナイロン6、ナイロン6/低融点ナイロン、ポリエステル/ナイロン6、ナイロン6/ポリエチレン、ポリエステル/ポリプロピレンなどがある。
【0050】
なお、前記複合繊維の低融点樹脂成分が熱接着性を有する場合には、エンボス加工時にこの樹脂成分によりウエブ構成繊維を熱接着できる。このように、複合繊維の低融点樹脂成分が熱接着性を有すると、高融点樹脂成分により繊維形態を維持できるため、強度的に優れるという利点がある。
【0051】
以上説明したように、本発明のエンボスロールは基体リングの外周面にエンボス部材を配置して、当該エンボス部材の外周面に凸部及び/又は凹部を形成することで形成されている。このように、本発明ではエンボスロールに直接凹凸を設ける必要がなく、個々のエンボス部材に凸部又は凹部を設けるので、研削などにより凹凸を形成し易いという利点がある。また、エンボスロールの使用中にエンボス部材の凸部又は凹部が破損した場合は、破損したエンボス部材のみを修理または予備のエンボス部材と交換することによって、素早く現状回復を行うことが可能であり、すなわちメンテナンスが容易であるという利点がある。また、幾つかのエンボス部材を組み合わせて一組のエンボス部材とすればより複雑な凹凸形状に対応することも可能である。
【0052】
また、基体リングとエンボス部材とを異なる材料で製作することも可能であり、例えば、基体リングに高剛性で耐久性に優れた金属部材、例えば炭素鋼を用いエンボス部材には高硬度で耐磨耗性に優れる金属部材、例えば工具鋼や窒化鋼を用いることで、製作し易く且つ製作コストも低くすることが可能である。あるいは高硬度の金属部材からなるエンボス部材とやや軟質の樹脂や弾性ゴムを被覆した金属部材からなるエンボス部材とを対向させることにより金属部材の寿命をのばし、また挟圧されるシート状物に作用する圧力を均一化させ、成形を容易にすることも可能である。このように、本発明のエンボスロールは、複雑な形状や形態のエンボスロールを容易に製作することが可能であり、メンテナンスも容易であり、また製作コストも低くすることが可能である。
【0053】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0054】
(実施例1)
図1に示すように、16個のエンボスリング4(41、42、43、・・・416)をロール軸2に嵌め込み、更に図6に示すように、両端部のエンボスリング4の外側に止め部材7を配置することで16個のエンボスリング4をロール軸2に固定した。ここで、止め部材7は一組の半割りのリング状部材71aと71bとからなっており、ボルト72によってリング状部材71aと71bを連結するともに、リング状部材71aと71bによってロール部2aの外周面を挟み込むようにして、止め部材7をロール軸2に固定した。
ここで、ロール軸2は中空の鋼管を用いてロール部2aを形成し、このロール部2aの両端に、摺動軸部2bが形成された中空のキャップ状部材を挿入して、接触部分を溶接することでロール軸2を製作した。このようにして、このロール軸2及びキャップ状部材の中空部分に外部から加熱装置や冷却装置を挿入したり、熱媒や冷媒を直接供給することで、ロール軸2の温度調整を行なうことを可能とした。
上記16個のエンボスリング4は、図7に示すように、基体リング51の外周面と基体リング52の外周面にそれぞれ30個のエンボス部材が配置されている。詳細には、基体リング51の外周面には、5個のエンボス部材からなる1組みのエンボス部材、例えば(61A1、61A2、61A3、61A4、61A5)や(61B1、61B2、61B3、61B4、61B5)などの5個のエンボス部材の組合せからなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、61A4s、・・・)に凸部(61A1p、61A2p、・・・、61B2p、・・・)が形成されている。これらの凸部のうち、61A2pなど6個の凸部は断面が略四角形の凸部であり、61B4pなど6個の凸部は断面が三角形の凸部となっており、これらの凸部以外の61A1pなどの18個の凸部は断面が比較的小さい半円形の凸部となっている。
また、基体リング52の外周面にも、5個のエンボス部材からなる1組みのエンボス部材が6組配置されることで、合計30個のエンボス部材が配置されており、それぞれのエンボス部材の外周面6s(・・・、62A4s、・・・)に凹部(62A1v、62A2v、・・・62B2v、・・・)が形成されている。これらの凹部のうち、62A2vなど6個の凹部は断面が略四角形の凹部であり、62B2vなど6個の凹部は断面が三角形の凹部となっており、これらの凹部以外の62A1vなどの18個の凹部は断面が比較的小さい半円形の凹部となっている。
また、図3に示すように、エンボス部材6(61A)をロール軸(C−C’)方向、すなわち矢印Yの方向にスライドさせることによりエンボス部材が基体リングの外周部に嵌め込まれている。
このようにして、ロール軸2に複数のエンボスリング4が嵌め込まれており、前記エンボスリング4は基体リング5と前記基体リング5の外周面5sに配置されたエンボス部材6とからなり、前記エンボス部材6の外周面6sに凸部6p及び凹部6vが形成されているエンボスロール4を製作した。
また、図7及び図1に示すように、実施例1では更に、これらの凸部6p及び凹部6vと噛み合うようにして形成された凹部及び凸部を有する16個のエンボスリング4’から構成されたエンボスロール1’をエンボスロール1に隣接配置した。このエンボスロール1’はエンボス部材6’の外周面に、エンボスロール1と凹凸の関係になるように凹部及び凸部が形成されていること以外はエンボスロール1と同様の構成を有しており、この一対のエンボスロール1、1’の間にシート状物を通過させることによって、シート状物に凹凸を形成することができる。
このようにして、エンボスロール1とこのエンボスロール1と互いに凹凸部が噛み合うように製作したエンボスロール1’とからなる一対のエンボスロール1、1’の外径L(エンボス部材6の凸部6pの頂点を含む円の直径)はそれぞれ176mmφであり、一対のエンボスロール1、1’の外径S(エンボス部材6の外周面6sを含む円の直径)はそれぞれ166mmφであり、16個のエンボスリング4の巾25mmを全て合計して得られるエンボスロールの巾はそれぞれ400mmであった。
【0055】
(実施例2)
実施例1の一対のエンボスロール1、1’を用いて、フィルタエレメント及びフィルタユニットを以下のようにして形成した。
まず、低融点成分であるポリエチレン樹脂を鞘とし、高融点成分であるポリプロピレン樹脂を芯とする芯鞘型複合繊維である繊維径が2.2デシテックス(17μm)の短繊維を使用してカード機により、面密度が100g/m2の繊維ウェブを形成した。次いで、この繊維ウェブを一対のベルトの間に挟みながら加熱ゾーンに移動し、熱融着性繊維によって構成繊維を結合して、面密度が100g/m2で、厚さが1mmのシート状濾材を得た。
【0056】
次いで、実施例1の一対のエンボスロールの間にこのシート状濾材を通過させて、加圧することにより、このシート状濾材に図9に示す突出部(A、A’、B、B’)を25mm間隔で形成した。
得られたプリーツの山線12と谷線13の間隔LPVは130mmであり、突出部の先端部Ea(22)の高さは3.5mmであり、Eb(32)の高さは5mmであった。
また、断面台形の突出部A(21)の底面の長辺23の長さは33mmであり、短辺24、25の長さはともに6.5mmであった。また、底面の短辺24と山線12の間隔は27mmであり、底面の短辺25と谷線13の間隔は27mmであった。また、長方形の先端部Ea(22)の長辺の長さは29mmであり、短辺27の長さは4mmであった。また、突出部Aの山線側斜面28及び谷線側斜面29はともに底面に対する角度が60°であり、急斜面となっていた。また、2個の突出部Aの間隔は、一方の突出部Aの底面の短辺25から他方の突出部Aの底面の短辺26までの距離が10mmであった。
また、突出部Aの山線側斜面28及び谷線側斜面29に第2の突出部SAが形成されており、これらの突出部SAの巾は1mmであり、長さは5mmであり、高さは1mmであり、突出部の先端部は断面が半円形であった。また、2個の突出部Aの間にも同様の第2の突出部SAが形成されていた。
また、突出部A(21)と同寸法の突出部A’(21’)がシート状濾材の裏側に突出するように配置されていた。なお、この突出部A’と突出部Aとは、点対称の位置で、更に表裏がひっくり返る位置関係となっていた。
また、断面三角形の突出部B(31)の底面の長辺33の長さは41mmであり、短辺34、35の長さはともに8mmであった。また、底面の短辺34と山線12の間隔は19mmであり、底面の短辺35と谷線13の間隔は19mmであった。また、線状の先端部Eb(32)の長さは35mmであった。また、突出部Bの山線側斜面38及び谷線側斜面39はともに底面に対する角度が60°であり、急斜面となっていた。また、2個の突出部Bの間隔は、一方の突出部Bの底面の短辺36から他方の突出部Aの底面の短辺35までの距離が10mmであった。
また、突出部Bの山線側斜面38及び谷線側斜面39に第2の突出部SBが形成されており、これらの突出部SBの巾は1mmであり、長さは5mmであり、高さは1mmであり、突出部の先端部は断面が半円形であった。また、2個の突出部Bの間にも同様の第2の突出部SBが形成されていた。
また、突出部B(31)と同寸法の突出部B’(31’)がシート状濾材の裏側に突出するように配置されていた。なお、この突出部B’(31’)と突出部B(31)とは、点対称の位置で、更に表裏がひっくり返る位置関係となっていた。
【0057】
次いで、山線12に沿って山折りし谷線13に沿って谷折りすることで、図11及び図13に示す形状のフィルタエレメントを得た。
このフィルタエレメントにあっては、突出部A(21)の先端部Ea(22)と他方の突出部B(31)の先端部Eb(32)が直線状に接触しており、この直線状の接触部はシート状濾材11の壁面20及び壁面30と平行になっており、同時に壁面20と壁面30は平行になっていた。また、このフィルタエレメントの高さHは130mmであり、幅Wは590mmであり、長さLは590mmであり、プリーツが65個形成されていた。
次いで、このフィルタエレメントに剛性枠を取付けて、図14及び図16に示す高さHU610mm×幅WU610mm×奥行きDU150mmのフィルタユニットを形成した。
【符号の説明】
【0058】
1、1’ エンボスロール
2、2’ ロール軸
2a ロール部
2b 摺動軸部
4、4’ エンボスリング
41、42、43、44、45、46、47、48、49、410、413、416 エンボスリング
5、5’ 基体リング
51、52、52’ 基体リング
5s 基体リングの外周面
51s 基体リングの外周面
5p 基体リングの凸部
51p、52p、51p’ 基体リングの凸部
5v 基体リングの凹部
51v、51v’ 基体リングの凹部
6、6’ エンボス部材
61A、61B、61C、61D、61E、61F、62A、62B エンボス部材
61A’、61B’、61C’、61D’、61E’、61F’、62A’、62F’ エンボス部材
61A1、61A2、61A3、61A4、61A5、61B1、61B2、61B3、61B4、61B5 エンボス部材
6s エンボス部材の外周面
61As、61Bs エンボス部材の外周面
61A4s、62A2s エンボス部材の外周面
6p、6p’ 凸部
61Ap、61Bp、62Fp’ 凸部
61A1p、61A2p、61B2p 凸部
6v、6v’ 凹部
62Av、62Bv、61Fv’ 凹部
62A1v、62A2v、62B2v 凹部
61Ad、61Bd エンボス部材の下部分
61A1d、61A2d、61B2d エンボス部材の下部分
61Au、61Bu エンボス部材の上部分
61A1u、61B2u エンボス部材の上部分
7 止め部材
71a、71b 半割りのリング状部材
72 ボルト
10 フィルタエレメント
11 シート状濾材、シート状物
12 山線、凸部
13 谷線、凹部
20 壁面
21 突出部A
21’ 突出部A’
22 突出部Aの先端部Ea
22’ 突出部A’の先端部Ea’
23 突出部Aの底面の長辺
24 突出部Aの底面の短辺
25 突出部Aの底面の短辺
26 先端部Eaの短辺
27 先端部Eaの短辺
28 突出部Aの山線側斜面
29 突出部Aの谷線側斜面
30 壁面
31 突出部B
31’ 突出部B’
32 突出部Bの先端部Eb
32’ 突出部B’の先端部Eb’
33 突出部Bの底面の長辺
34 突出部Bの底面の短辺
35 突出部Bの底面の短辺
36 先端部Ebの端部
37 先端部Ebの端部
38 突出部Bの山線側斜面
39 突出部Bの谷線側斜面
80 剛性枠
90 フィルタユニット
A、A’ 突出部
B、B’ 突出部
Ea 突出部Aの先端部
Ea’ 突出部A’の先端部
Eb 突出部Bの先端部
Eb’ 突出部B’の先端部
SA 突出部、第2の突出部
SB 突出部、第2の突出部
【特許請求の範囲】
【請求項1】
ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロール。
【請求項2】
前記エンボス部材をロール軸方向にスライドさせることにより、前記エンボス部材が前記基体リングの外周部に嵌め込まれていることを特徴とする請求項1に記載のエンボスロール。
【請求項1】
ロール軸に複数のエンボスリングが嵌め込まれており、前記エンボスリングは基体リングと前記基体リングの外周面に配置されたエンボス部材とからなり、前記エンボス部材の外周面に凸部及び/又は凹部が形成されていることを特徴とするエンボスロール。
【請求項2】
前記エンボス部材をロール軸方向にスライドさせることにより、前記エンボス部材が前記基体リングの外周部に嵌め込まれていることを特徴とする請求項1に記載のエンボスロール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2012−87875(P2012−87875A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−235081(P2010−235081)
【出願日】平成22年10月20日(2010.10.20)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月20日(2010.10.20)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
[ Back to top ]