
エンボス加工アセンブリ及び製造方法
本発明は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、並びに前記エンボス加工スリーブ及び前記拡張可能インサートを載置したドラムを備えるエンボス加工アセンブリに向けられている。本発明は、エンボス加工スリーブ又はエンボス加工ドラムの製造方法にも向けられている。更に、本発明は、電気メッキ方法において、ドラム又はスリーブの表面のメッキ材料の厚さを制御する方法に向けられている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エンボス加工アセンブリ及びその製造方法に関する。
【背景技術】
【0002】
特許文献1は、ウェブ上の材料をエンボス加工するために使用できる略円筒状のイメージエンボス加工工具を開示している。イメージエンボス加工工具の製造方法は、(1)剛体シリンダーの周囲にエンボス加工可能材料を配置し、その後その上に例えば銀等の薄い金属を被覆(又はカバー)する工程、(2)スタンプ装置(又はスタンパー)を用いて、前記エンボス加工可能層上に所望のイメージ(又は画像)又はパターン(模様又は柄)をスタンピングする工程、(3)前記エンボス加工可能層の外面にニッケル電鋳層を形成するために電気鋳造を行う工程、(4)前記電鋳層に補強層を当てる工程、(5)前記剛体シリンダーを取り除く工程、(6)前記エンボス加工可能層を剥ぎ取って、めっきマンドレルを形成する工程、(7)前記めっきマンドレルの内面に第二電鋳層を形成する工程、(8)前記めっきマンドレルを前記第二電鋳層から分離する工程を含む複数の工程を伴う。特許文献1によれば、同様な方法で第二電鋳層の複製を複数回行い、これらをキャリアーシリンダー又は複数のローラ上に配置してエンボス加工工具を形成し連続エンボス加工を行うことができる。しかしながらこのエンボス加工工具及びその製造プロセスには不利な点がいくつかある。たとえば本プロセスは、スタンプ装置のスタンピング面が剛体シリンダー上のエンボス加工可能材料と同じ湾曲(又は曲率)を有することを必要とする。これを実際に達成することは難しい。第二に、スタンプ装置に欠陥がある場合、同スタンプ装置から製造する電鋳層の複製に欠陥が持ち越される。第三に、隣接する二つのスタンプ間の接合線の無欠陥を達成することが難しい。
【0003】
特許文献2は、エンボス加工又はミクロエンボス加工によって型(又はダイ)を製造する方法を開示する。より具体的には、本方法は、銀層上に転写されるべきパターン又はデザインを運び、円筒表面の半径と合致する半径を有する凹面形状のスタンピング表面を使用して、円筒状表面にコートされた銀層上にパターン又はデザインをエンボス加工することを伴う。このミクロエンボス加工工程は、本方法で製造される型が、前記凹面形状のスタンピング面からの繰り返しパターン又はデザインを形成するように複数回行われる。この方法は、特許文献1の方法と類似する不利な点がある。例えば、スタンピング面と円筒面の湾曲を一致させることの困難さ、不十分なスタンピング面によって繰り返し欠陥を招くこと、隣接するスタンプ間の接合線の無欠陥を達成することの困難さ等である。
【0004】
特許文献3は連続エンボス加工ベルトの製造方法を開示する。この方法では、「原盤」又は「複製」をクラスター内で組み合わせ、このクラスターから作られる固定具及び電鋳ストリップ内に所望のパターンを設ける。エンボス加工ベルトは、原盤クラスター固定具をはじめとする複数の電鋳工程の後に形成される。この方法の欠点の一つは、クラスターが同一厚さになるように、個々の原盤又は複製を生成することが難しい点にある。従って、隣接する原盤又はストリップ間に高低差が生じ、最終のエンボス製品に欠陥線が形成される。更に、特に深い三次元形状を有する複雑なミクロ構造を必要とする場合、スリーブ型マンドレル及びシムを分離する際、マンドレル及びシムの損傷を防ぐことが難しい。
【0005】
特許文献4及び特許文献5は、ホログラム付印刷ロールの形成方法を開示する。ホログラムパターンは、平面ガラス又は金属基板片上に被覆されたフォトレジスト表面上にレーザエッチングにより形成される。マザーシム及びそれに続くシスターシムは平板として電気鋳造される。そして、シスターシムを印刷ロール上に載置しエンボス加工工具を得る。本方法の不利点は、円筒に平板シムを巻きつけ接合することにより生じる接続線欠陥の形成と、前記シスターシムと前記印刷ロールの同心性を調節することが難しい点を等である。シムとロールが同心でないと、エンボス加工圧が不均一となり、エンボス加工されたミクロ構造の忠実性が低下する。
【0006】
【特許文献1】米国特許第4,923,572号
【特許文献2】米国特許第5,327,825号
【特許文献3】米国特許第5,156,863号
【特許文献4】米国特許第5,881,444号
【特許文献5】米国特許第6,006,415号
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明はエンボス加工アセンブリ(組立品又は部品:assembly)とその製造方法に向けられている。
【課題を解決するための手段】
【0008】
本発明の第一の要旨は、その外面に形成された三次元パターンを有するエンボス加工スリーブ又はエンボス加工ドラムの製造方法に向けられている。本発明の方法は、フォトリソグラフィーとデポジション(堆積、蒸着又は製膜:deposition)(例、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)を組み合わせたもので、三次元パターンをドラム又はスリーブ上に直接形成するので、繰り返しスポット欠陥、接続線(又は継ぎ目)欠陥及び分離欠陥の無いエンボス加工ドラム又はエンボス加工スリーブを製造する。
【0009】
本発明の第二の要旨は、エンボス加工アセンブリに使用できる、その外面に形成された三次元パターンを有するエンボス加工スリーブに向けられている。
【0010】
本発明の第三の要旨は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、及び前記エンボス加工スリーブ及び前記拡張可能インサートを載置(又は配置)したドラムを備えるエンボス加工アセンブリに向けられている。
【0011】
本発明の第四の要旨は、エンボス加工ドラム又はスリーブに、均一なデポジット(堆積物又は製膜)の厚さを提供することのできる電気めっきメカニズム(機構又は装置)に向けられている。
【発明を実施するための形態】
【0012】
発明の詳細な説明
1.エンボス加工ドラム又はスリーブにパターンを形成する方法
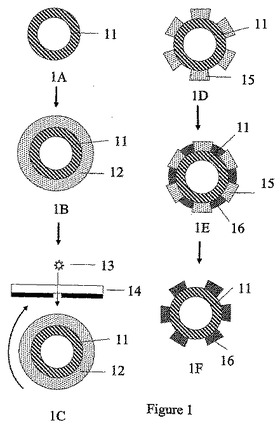
本発明の方法を図1に示す。本発明の方法は、外面に形成された三次元パターンを有するエンボス加工ドラム又はスリーブを製造する。
【0013】
図1には、エンボス加工スリーブの製造方法のみを示すが、同方法は、エンボス加工ドラムの製造にも使用できることが理解される。「エンボス加工」ドラム又は「エンボス加工」スリーブという用語は、その外面に三次元パターンを有するドラム又はスリーブを意味する。「エンボス加工ドラム」又は「エンボス加工スリーブ」と言う用語は、外面に三次元パターンを有さない無地ドラム又は無地スリーブからこれらを区別するために用いられる。エンボス加工ドラム又はエンボス加工スリーブをエンボス加工すべき面に適用する(当てる又はあてがう)と、エンボス加工ドラム又はエンボス加工スリーブの外面上の三次元パターンと相補的な三次元パターンがエンボス加工面に形成される。
【0014】
エンボス加工ドラムはそのままエンボス加工工具(エンボス加工アセンブリとも呼称する)として使用して良い。エンボス加工にエンボス加工スリーブを用いる場合、エンボス加工スリーブを回転できるようにするため、通常はスリーブを無地ドラム上に載置する。
【0015】
通常、エンボス加工ドラム又はエンボス加工スリーブ(11)は、金属(例えば、アルミニウム、銅、亜鉛、ニッケル、クロム、鉄、チタン、コバルト等)、前記金属の何れかから誘導される合金、又はステンレス鋼等の導電性材料で形成される。ドラム又はスリーブを形成するために種々の材料を使用することができる。例えば、ドラム又はスリーブの中心部を鋼で形成し、この鋼と銅の層であってよい最外層との間にニッケル層を挟んでも良い。
【0016】
代わりに、エンボス加工ドラム又はエンボス加工スリーブ(11)を、最外層に導電性被覆又は導電性シード層を有する非導電性材料で形成しても良い。更に代わって、エンボス加工ドラム又はエンボス加工スリーブ(11)を、最外層に導電性材料を使わずに非導電性材料で形成しても良い。
【0017】
図1Bに示すようにドラム又はスリーブ(11)の外面を感光性材料(12)で被覆する前に、ドラム又はスリーブの外面の滑らかさを確保するために、精密研削及び研磨を行って良い。
【0018】
図1Bの工程において、例えばフォトレジスト等の感光性材料(12)をドラム又はスリーブ(11)の外面に被覆する。感光性材料は、ポジ型、ネガ型、又はデュアルトーン(dual tone)のいずれでも良い。感光性材料は、化学的に増幅されたフォトレジストであっても良い。被覆は、浸漬、噴霧、滴下、ドレイン又はリングコーティング(ring coating)等を用いて行うことができる。感光性材料の厚さは、形成すべき三次元パターンの深さ又は高さより大きいことが好ましい。乾燥及び/又は焼成後、図1Cに示すように感光性材料を露光する。代わりに感光性材料(12)は、ドラム又はスリーブ(11)の外面に積層された(通常市販の)乾燥フィルムフォトレジストであっても良い。
【0019】
図1Cの工程において、例えば赤外線、紫外線、電子線又はレーザー等の適当な光源(13)を用いて、ドラム又はスリーブ(11)上に被覆された感光性材料(12)を露光(露出又は暴露)する。任意にフォトマスク(14)を用いて、感光性材料に形成すべき三次元パターンを画定(又は規定)する。パターンに応じ、露光は段階的、連続的又はその組み合わせによって行うことができるが、その詳細については後述する。
【0020】
露光後、現像前において、感光性材料(12)に例えば焼成等の露光後処理を施しても良い。感光性材料の型に応じ、露光部又は非露光部を、現像剤(又は現像液)を用いて除去する。現像後、デポジション(例、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)の前に、パターン化(又はパターン形成)された感光性材料(15)を外面に有するドラム又はスリーブ(図1D参照)に焼成又はブランケット露光等を施しても良い。
【0021】
各種の金属又は合金(例、ニッケル、コバルト、クロム、銅、亜鉛、鉄、スズ、銀、金、又はこれら金属のいずれかから誘導される合金等)をドラム又はスリーブ上に電気めっき及び/又は無電解めっきすることができる。パターン化された感光性材料によって覆われていないドラム又はスリーブ外面の領域にめっき材料(16)をデポジット(又は堆積)する。デポジットの厚さは、図1Eに示すように感光性材料の厚さより薄いことが好ましい。例えば、電気めっきを用いる場合、陽極と陰極(即ちドラム又はスリーブ)との距離、ドラム又はスリーブの回転速度及び/又はめっき溶液の循環等のめっき条件を調整することで、ドラム又はスリーブの全領域にわたるデポジットの厚さのバラツキを1%未満に制御することができる。
【0022】
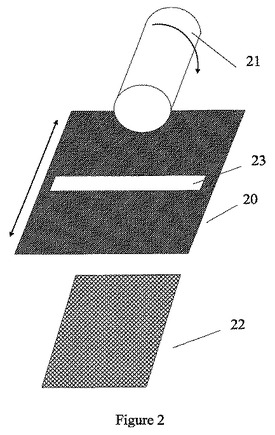
代わりに、めっき材料(16)をデポジットするために電気めっきを使用する場合、図2に示すように、陰極(即ちドラム又はスリーブ)(21)と陽極(22)との間に非導電性の厚さユニフォーマー(又は均一化具:uniformer)(20)を挿入することにより、ドラム又はスリーブ表面全体の厚さのバラツキを制御しても良い。ユニフォーマー(20)は、陰極及び陽極のレイアウトに応じ、平坦又は湾曲層又は円形(即ちスリーブの形状)としても良い。ユニフォーマーは狭い一つ又は複数の開口部(23)を有する。電気めっき工程の間、ユニフォーマーはドラム又はスリーブの回転と共にドラム又はスリーブの長手方向に前後に移動する。ユニフォーマーは、例えば、PVC(ポリ塩化ビニル)等の非導電性材料で形成されるので、開口部(23)を通じ、ほとんど垂直に陽極に直接曝されるドラム又はスリーブの領域のみが電気めっきされる。換言すれば、パターン化された感光性材料(図1の15)によって覆われていないドラム又はスリーブの外面領域が逐次連続的に電気めっきされる。ユニフォーマー(20)等を用いることで、ドラム又はスリーブ表面全体の電流分布が均一化され、めっき材料の均一なデポジットを確保する。
【0023】
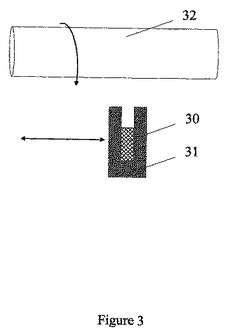
更に代わって、図3に示すように比較的小型の陽極(30)を用いデポジットの厚さを均一化しても良い。陽極は、陰極(即ちドラム又はスリーブ)(32)に対向する側を除き、非導電性材料(31)で覆われている。代わりに、陽極の二つの側面のみを非導電性材料で覆い、この場合陰極と向き合う側及びその反対側は非導電性材料で覆わない。電気めっき工程の間、陽極は非導電性材料を伴いドラム又はスリーブの回転と共にドラム又はスリーブの長手方向に前後に移動する。陽極は陰極に対向する平坦又は湾曲した側面を有しても良い。
【0024】
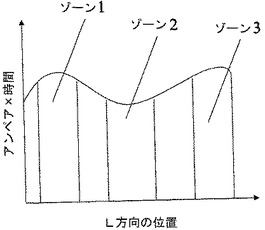
図4は、電気めっき時に、アンペア−時間メータと、陽極位置ゲージ又はトランスデューサから得られるデータのモニターグラフを示す。電気めっき法では、アンペア−時間の値は、デポジットの厚さと正比例する。モニターグラフは電気めっきの間に連続的に更新され、これによりドラム又はスリーブ全体の厚さ均一性をその場でモニターし、必要に応じて調整することができる。例えば、図4はゾーン1及びゾーン3のめっきデポジットの厚さがゾーン2のものより厚いことを示す。このような状態を検出した場合、前記二つの方法に用いられるユニフォーマー(図2の20)又は陽極(図3の30)を調整し、これらをゾーン1又はゾーン3で速く、及び/又はゾーン2で遅く動かし、ドラム又はスリーブ全体のデポジットの厚さを均一化する。
【0025】
外面に導電性被覆もしくは導電性シード層を有する非導電性材料又は導電性材料でできたドラム又はスリーブに、めっきを行うことができることが理解される。非導電性ドラム又はスリーブに対し、フォトリソグラフィーとエッチングを組み合わせた方法で三次元パターンを形成することができるが、その詳細は後述する。
【0026】
めっき後、パターン化された感光性材料(15)を剥離剤(例、有機溶剤、水溶液等)により剥離することができる。
【0027】
精密研磨を任意に使用して、ドラム又はスリーブ全体の許容できる厚さのバラツキ及び表面粗さを確保してよい。
【0028】
図1Fは、その上に形成された三次元パターンを有するエンボス加工ドラム又はエンボス加工スリーブの断面図を示す。もし、めっき材料が例えば銅や亜鉛等比較的柔らかい、又は湿度感受性が高い場合、例えばニッケルやクロム等比較的耐久性で不活性な層をその上にデポジットしても良い。第二層のデポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着により、ドラム又はスリーブの外面全体に行うことができる。
【0029】
代わりに、エンボス加工ドラム又はエンボス加工スリーブ外面上の三次元パターンの高さ(又は厚さ)が、例えば1ミクロンより小さい、比較的低い場合、図1Eのめっき工程を、物理蒸着、化学蒸着又はスパッタ蒸着に置き換えても良い。デポジションは、ドラム又はスリーブの全外面に渡って行われる。デポジットが非常に薄いため、感光性材料の上にデポジットされた材料は、剥離工程で感光性材料と一緒に除去してよい。
【0030】
更に代替的に、エンボス加工ドラム又はエンボス加工スリーブを、フォトリソグラフィーとデポジションのかわりに、フォトリソグラフィーとエッチングを組み合わせた方法によって、製造しても良い。感光性材料の被覆、露光及び現像(即ち、感光性材料の選択的領域の除去)後、感光性材料で覆われていない領域に対し、エッチング工程を行う。エッチングの深さは、液状エッチング剤(例えば、銅製ドラム又はスリーブをエッチングするための塩化鉄溶液)を使用する場合、使用するエッチング剤の濃度により調整し、またドライエッチング(例えば、化学プラズマエッチング、相乗反応イオンエッチング又は物理的イオンビームエッチング)を使用する場合、フラックス強度で調整しても良い。また、エッチングの深さは温度とエッチング時間によって調整することもできる。代わりに、選択的エッチング法を用いてエッチングの深さを均一であるように調整しても良い。このような方法の場合、例えば、スリーブ又はドラム上にまずニッケル層をめっきし、その後所望厚さを有する銅層をニッケル層上にめっきする。ニッケルは、例えば塩化鉄等銅用エッチング剤のいずれにも侵されないので、エッチング深さを調整することができる。エッチング工程後、残りの感光性材料を剥離剤で除去し、その後前述のように、例えばニッケルやクロム等比較的耐久性の、又は不活性な層をドラム又はスリーブの外面全体に任意にデポジットしても良い。
【0031】
実際には、上述のように、追加工程(即ち電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)を含む方法で製造されたエンボス加工ドラム又はエンボス加工スリーブ上の三次元パターンは、サブトラクティブ(又は取り去る)(即ち、エッチング)工程を含む、上述の方法で形成された三次元パターンと構造的に相補的である。
【0032】
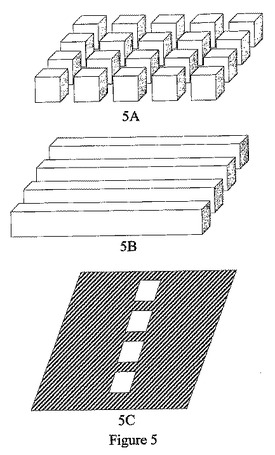
上述したように、図1Cの露光工程は、段階的、連続的又はそれらを組み合わせて行うことができる。図を簡略化するため、図5A及び図5Bにはドラム又はスリーブ外面の曲率(又は湾曲)を表していない。図5Aは、エンボス加工ドラム又はエンボス加工スリーブ上のミクロポスト(極小の柱:micro-post)の配列(又はアレイ)を示す。エンボス加工ドラム又はエンボス加工スリーブ上でミクロポストを加工するために、図5Cに示すフォトマスクを用い、ドラム又はスリーブ上に被覆された感光性材料を段階的に露光しても良い。段階露光にはいくもの方法がある。
【0033】
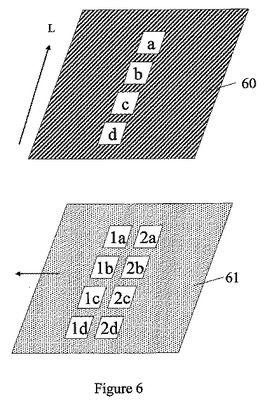
これらの方法の一つはパルス型光源の使用を含む。図6に示すこの方法では、方法全体を通してフォトマスク(60)は止まったままである。一方、ドラム又はスリーブ(図示せず)は、停止と回転を繰り返す。ドラム又はスリーブの外面に被覆された感光性材料(61、曲率は図示せず)のフォトマスクを通じた露光は、ドラム又はスリーブが停止モードであり、パルス型光源をオンのときに、行われる。その結果、感光性材料上の領域(1a)−(1d)は、フォトマスクの開口部(a)−(d)に対応して露光される。その後、ドラム又はスリーブを回転して(2a)−(2d)を露光可能とする。一方、フォトマスクの開口部(a)‐(d)が、列1(即ち、(1a)‐(1d))と配列する位置から、フォトマスクの同じ開口部が、列2(即ち、(2a)‐(2d))と配列する位置に、ドラム又はスリーブが動く(即ち回転)する間、パルス型光源をオフにする。ドラム又はスリーブの停止及び回転とパルス型光源のオン及びオフ状態の連動により、感光性材料は段階的に露光される。
【0034】
光源がフォトマスクの開口部(a)‐(d)を同時にカバーする(又は照射する)ことができない場合、光源を走査してパルス光源がオンの間に露光を行っても良い。
【0035】
代わりに、光源のオン・オフ状態を制御するためにシャッターを使用しても良い。
【0036】
ドラム又はスリーブ上のパターンが、図5Bに示すような平行ミクロバーである場合、図5Cと同一のフォトマスクを露光に使用しても良い。しかしこの場合、エンボス加工ドラム又はエンボス加工スリーブが回転する間、露光を連続的に行う。
【0037】
図ではミクロポスト及びミクロバーを示したが、エンボス加工ドラム又はエンボス加工スリーブ上の三次元パターンはいかなる形状又は大きさのものであっても良いことが理解される。三次元パターン上の要素(ミクロポスト等)の大きさは、サブミクロンからかなりの大きさの範囲まで様々の寸法であってよい。
【0038】
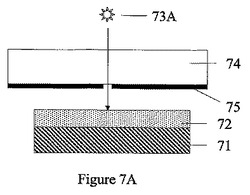
上述の方法に加え、三次元パターンの寸法をより正確に制御するために、光源とフォトマスクとの複数の組み合わせがある。図7Aに示すように平行光源(73A)(例、レーザー)を露光に用いる場合、透明基板(74)(例、ガラス)の一面の不透明なパターン化された薄層(75)(例、クロム)を使用して良い。鏡とレンズとの組み合わせにより平行光源(73A)の形状とスポットサイズを調整できる場合、ドラム又はスリーブ(71)に被覆された感光性材料(72)の露光にフォトマスクを使用する必要は無い。光源(73)が発散する場合、図7に示すように衝突光を平行にするために透明基板(74)を二枚の不透明なパターン化された薄層(75A、75B)で挟んでも良い。フォトマスクは、光が透過可能なように、適当な開口部を有する単一の不透明層から作ってよい。
【0039】
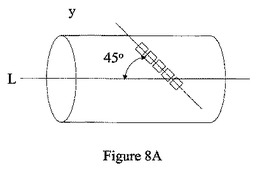
三次元パターンがミクロポストの場合、ミクロポストを「傾斜(angled)」露光によってドラム又はスリーブの外面に形成することも可能である。「傾斜露光」によってミクロポストを形成する場合、ミクロポストのy軸はドラム又はスリーブの長手方向軸(L)からの投影角を有する。投影角(θ)は傾斜角で、好ましくは約10度から80度、より好ましくは約30度から約60度、最も好ましくは約45度である。
【0040】
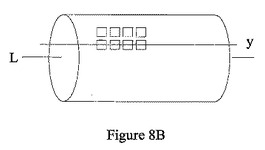
図8Aは、45度の投影角を有するミクロポストを示す。これに対し、図8Bは、0度(即ち、ミクロポストのy軸が、ドラム又はスリーブの長手方向軸に平行)の投影角を有するミクロポストを示す。
【0041】
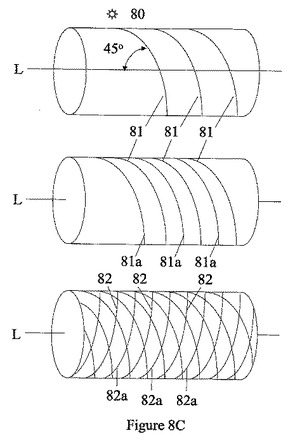
傾斜露光を図8Cで説明する。本図において、感光性材料を光源80に露光することにより、ドラム又はスリーブの外面上に被覆された感光性材料に、連続的ならせん線(81)が、形成される。感光性材料はネガ型が好ましい。ネガ型感光性材料を使用すると、その後の現像工程で、らせん線によって覆われていない領域の感光性材料が除去される。換言すれば、らせん線の領域は、最終的に形成されるミクロポスト間の溝と対応する。従って、らせん線(81)の幅は、ミクロポスト間の溝の幅と実質的に同一となるべきである。
【0042】
「傾斜露光」による突出要素を有するミクロポストの形成に対して、ポジ型の感光性材料を用いるミクロキャビティー(極小の空洞:micro cavity)の形成も可能である。ポジ型の感光性材料を使用すると、その後の現像工程で、らせん線によって覆われている領域の感光性材料が除去される。換言すれば、らせん線の領域は最終的にエンボス加工ドラム又はエンボス加工スリーブ上に形成されるキャビティー間の隔壁に対応する。
【0043】
図1E及び図1Fの工程をすこし変えることができることを留意するべきである。ある場合、めっき材料(16)の厚さは感光性材料(15)の厚さを越える場合がある。このような場合、感光性材料から上のめっき材料の上部は、底部よりも広くなる。これは、上部ではめっき材料の幅を制限する感光性材料が存在しないためである。このような方法で形成された構造は、印刷インクを基板に移送するためのグラビアシリンダー等、他の用途にも有用である。
【0044】
図8Cの連続らせん線(81)は、一例としてドラム又はスリーブの長手方向軸(L)から45度の投影角を有している。らせん線を形成する一つの方法では、光源(80)をドラム又はスリーブの長手方向軸方向に(左から右又は左から右に)動かし、同時にドラム又はスリーブを(時計まわり又は反時計まわりに)回転させる。別の方法では、ドラム又はスリーブをその長手軸方向に動かし、光源(80)を固定したまま同時にドラム又はスリーブを回転させることで露光を行うことができる。更に別の代替的方法では、ドラム又はスリーブを長手軸方向に動かし、光源をスリーブ又はドラムの周囲を回転させる。
【0045】
第二又は次のらせん線(81a)を同じ方向に形成するために、露光の開始点を、既に露光された前のらせん線(81)から、一ピッチ離して移動する。一方向のらせん線の露光後、光源又はドラム又はスリーブを露光の間、反対方向に動かすことを除いて、らせん線81及び81aの露光手順と同様の方法で露光して、反対方向(ドラム又はスリーブの長手方向軸から−45度)のらせん線(82及び82a)を形成する。らせん線82及び線82aはらせん線81及び線81aに対し直角である。
【0046】
一例として、光源を一方向、「左から右」、にある速度で動かし、同時にドラム又はスリーブを時計まわりにある速度で回転させながら、らせん線81と81aとを露光し、また光源の動きを(「左から右」を「右から左」に)変更するが、ドラム又はスリーブの回転方向を同じ方向(時計回り)に維持しながら、らせん線82及び82aを露光しても良い。代わりに、ドラム又はスリーブの回転方向を(時計回りから反時計回りに)変更するが、光源の動く方向を維持し(左から右)、らせん線82及び82aを露光してよい。
【0047】
上記の方法において、光源のスポットサイズが隣接するミクロポスト間の溝の幅より小さい場合、いくつかの重なり合う光走査によりらせん線を露光しても良い。光源のスポットサイズが溝の幅より大きい場合、露光を制限するためにフォトマスクが必要になり得る。
【0048】
いずれにせよ、もしフォトマスクを使用するならば、フォトマスクの動きを光源の動きと同調させなければならない。
【0049】
傾斜露光によって形成されたミクロポストを有するエンボス加工ドラム又はエンボス加工スリーブは、エンボス加工方法で使用されるエンボス加工用組成物の流れ(又はフロー)を促進し、ウェブ交差方向に空気が閉じ込められることを防ぐ利点がある。
【0050】
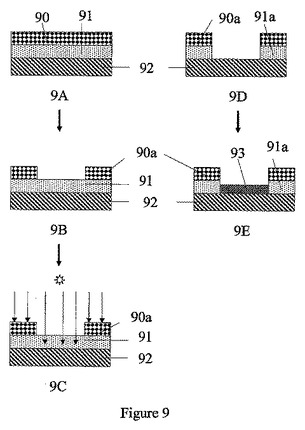
上述のように感光性材料の単一層を使用することに加え、リングコーティング、ドレインコーティング、噴霧被覆、物理蒸着、化学蒸着又はスパッタ蒸着等を用い、図9Aに示すように、マスク材料の追加の層(90)を感光性材料(91)の上に配置してよい。感光性材料(91)を、ドラム又はスリーブの表面(92)に被覆する。(湾曲を図示せず)マスク材料も、感光性材料(91)を露光するために必要な波長と異なる波長を有する光源を用いて撮像(画像形成:image)可能な感光性材料であってよく、他方、感光性材料(91)を露光するために用いられる波長領域で高い光学密度を有する感光性材料であって良い。マスク材料を露光及び現像後、パターン化(パターン形成:patterned)されたマスク材料(90a)は、その下の感光性材料(91)を露光するためのフォトマスクとして機能する。ハロゲン化銀及びi‐線フォトレジストを、各々マスク材料(90)及び感光性材料(91)として一緒に用いても良い。ハロゲン化銀被覆は、波長670nmのレーザダイオードを用いて撮像され、i‐線フォトレジストは、波長365nmの紫外線によってのみ撮像される。露光及び現像後、ハロゲン化銀被覆を、不透明なパターン化された金属銀層に移して、その下のi‐線フォトレジストを露光するためのフォトマスクとして使用することができる。代わりに、マスク材料は、炭素色素と紫外線吸収色素を有するポリマーマトリックスを含むレーザーアブレーション可能材料(laser ablatable material)(図9Aの90)であって良い。パターン化されたアブレーション可能材料(90a)は、その下の感光性材料(91)の露光用フォトマスクとして使用される。本発明の方法に利用可能な材料の例は、米国特許第6,828,067号に開示されており、その内容は、参照することによって、本明細書に組み込まれる。感光性材料の現像後に、パターン化された感光性材料(91a)によって被覆されていない領域の、ドラム又はスリーブ外面に、めっき材料(93)をデポジットする。
【0051】
場合により、感光性材料(91)とマスク材料(90)との間に、バリア層を被覆しても良い。バリア層の目的は、被覆プロセス(又は工程)の間に、マスク材料(90)内の溶剤によって、感光性材料(91)のありえる侵食を防止することである。例えば、感光性材料上のマスク材料による侵食を防ぐために、バリア層として、水溶性PVOH(ポリビニルアルコール)層を使用しても良い。なぜならば、マスク材料溶液中の溶剤は、PVOHと相溶しないからである。この場合、マスク材料中の溶剤は、バリア層を通り抜けて感光性材料を侵食(又は攻撃)することができない。
【0052】
II.エンボス加工スリーブ
エンボス加工スリーブをエンボス加工に用いる際には、スリーブを回転可能なように、無地ドラム上に通常載置(又は配置)する。従って、エンボス加工スリーブをドラム上に載置可能なように、エンボス加工スリーブは、無地ドラムの外径よりも幾分大きな内径を有することが好ましい。
【0053】
エンボス加工スリーブ上に三次元パターンを形成することは、エンボス加工ドラム上にパターンを直接形成することに比べ多くの利点がある。第一に、スリーブはドラムよりも遥かに軽く、ドラム重量のおよそ1/10又はそれ未満であり、このため取り扱いが遥かに容易である。第二に、エンボス加工に使用する際、エンボス加工ドラムの表面を適切な高温にするため、エンボス加工ドラム内部に、電気ヒーター又は流体加熱チューブがあってよい。もしエンボス加工ドラムの外面に三次元パターンを直接形成すると、エンボス加工ドラムを製造する際に、電気加熱コイル又は流体加熱チューブを保護する必要がある。エンボス加工スリーブを用いる他の利点は、同じ無地ドラムに異なるスリーブを取り付けて、必要とされるドラムの数を少なくして、製造コストを低減できることにある。
【0054】
エンボス加工スリーブの厚さは、好ましくは1mm〜100mmの範囲であり、より好ましくは3mm〜50mmの範囲である。
【0055】
エンボス加工スリーブを、エンボス加工に使用する際、エンボス加工スリーブを、無地ドラムにぴったり合わせ(適合させ、嵌合させ又はフィットさせ:fit)なければならない。ぴったりしたフィッティングは、異なる熱膨張係数を有する複数の材料を含む圧力フィトによって行ってよい。代わりに、嵌合を機械的なテーパ(又は先細りの)嵌合によって行っても良い。
【0056】
III.エンボス加工アセンブリ
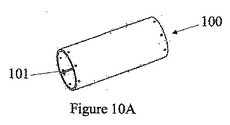
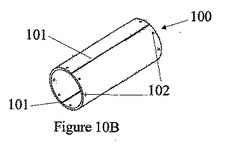
エンボス加工スリーブとドラムの間のぴったりした嵌合と同心性を確保するために、拡張(拡大又は膨張)可能インサートを使用してよい。図10A及び図10Bは、そのような拡張可能インサート(100)を示す。インサートは、図示するように、一又は複数の間隙(又はギャップ)(101)を有してよい円形の層である。インサートの両端に、インサートをドラム上に固定するために、ネジ等の締付手段(102)がある。ネジを締める又は緩めることによって、インサートの直径を調整して、インサート上のエンボス加工スリーブのしっかりしたフィッティングを確保し、同時にドラムに対するエンボス加工スリーブの同心性を確保することができる。最良の結果を得るために、少なくとも3個のネジが円周上に分散し、各々の間の距離が等しいことが好ましい。
【0057】
インサートは、金属(例えば、アルミニウム、銅、亜鉛、ニッケル、鉄、チタン、コバルト等)、これら金属から誘導される金属酸化物又は合金、又はステンレス鋼等の材料で形成される。インサート材料が、例えば銅又は鉄等の、湿度や化学薬品に対し感受性が高い場合、これを保護するための相当不活性な層を使用しても良い。不活性材料のデポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着によって、インサートの外面全体に行うことができる。代わりに、インサートを例えばPVC(ポリ塩化ビニル)又はABS(アクリロニトリルブタジエンスチレン)等のプラスチック材料で形成しても良い。
【0058】
拡張可能インサートの厚さは、好ましくは1mm〜100mmの範囲であり、より好ましくは3mm〜50mmの範囲である。
【0059】
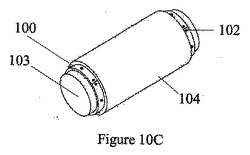
インサート(100)は、図10Cに示すように、無地ドラム(103)とエンボス加工スリーブ(104)の間に載置する。インサート(100)とスリーブ(104)は、ドラム(103)上に順次載置する(備え付ける又は搭載する)ことができる。また図10Cに示すように、エンボス加工スリーブをインサートより短くし、ネジ(102)のあるインサート部分を覆わないようにする。
【0060】
インサートの拡張は、ネジ(102)の調整により、好ましくはトルクレンチを使用して、ネジの適切な締まり具合を確保して制御する。ネジを締める(即ち、ネジを降下する)と、インサートは、拡張して、スリーブの内面とインサートの外面がより良く接触し、スリーブをしっかりと固定する。全てのネジの締め具合を入念に合わせ、無地ドラム(103)に対するエンボス加工スリーブの同心性を同時に確保する。前述のように、無地ドラムに対するエンボス加工スリーブの同心性は、エンボス加工アセンブリにより形成されるエンボス加工されたミクロ構造の品質にとって極めて重要である。
【0061】
以上では本発明の理解を明確にするためいくつかの詳細についての記述を行ったが、添付の特許請求範囲を逸脱することなくある種の変形や変更を行うことができることは明らかである。本発明のプロセスと装置の両者の実施にあたっては、多くの代替的方法があることを留意するべきである。従って、本実施形態は説明的なもので限定的なものではなく、本発明はここに記載した詳細に限定されず、むしろ添付請求範囲及びその等価物の範囲内で変更できるものと理解するべきである。
【図面の簡単な説明】
【0062】
【図1】図1(A−F)は、エンボス加工ドラム又はスリーブ上に、三次元パターンを形成する方法を示す。
【図2】図2は、陰極と陽極との間に挿入された非導電性厚さユニフォーマーを含む電気めっきメカニズムを示す。
【図3】図3は、小型陽極を含む代替的電気めっきメカニズムを示す。
【図4】図4は、アンペア×時間対L方向(又は長手方向)位置のグラフを示す。
【図5A】図5Aは、エンボス加工ドラム又はスリーブの外面上のミクロポストの配列を示す。
【図5B】図5Bは、エンボス加工ドラム又はスリーブの外面上のミクロバーの配列を示す。
【図5C】図5Cは、段階的又は連続的露光方法に使用可能なフォトマスクを示す。
【図6】図6は、感光性材料の段階的な露光を示す。
【図7】図7A及び図7Bは、露光方法の代替的光源を示す。
【図8A】図8Aは、ミクロポストを外面に有するエンボス加工ドラム又はエンボス加工スリーブにおいて、ミクロポストのy軸は、ドラム又はスリーブの長手方向軸から45度の投影角を有することを示す。
【図8B】図8Bは、ミクロポストを外面に有するエンボス加工ドラム又はエンボス加工スリーブにおいて、ミクロポストのy軸は、ドラム又はスリーブの長手方向軸から0度の投影角を有することを示す。
【図8C】図8Cは、感光性材料の傾斜露光を示す。
【図9】図9は、マスク材料を用いるフォトリソグラフィー法を示す。
【図10】図10A及び図10Bは、拡張可能インサートを示す。
【図10C】図10Cは、本発明のエンボス加工アセンブリを立体図で示す。
【技術分野】
【0001】
本発明は、エンボス加工アセンブリ及びその製造方法に関する。
【背景技術】
【0002】
特許文献1は、ウェブ上の材料をエンボス加工するために使用できる略円筒状のイメージエンボス加工工具を開示している。イメージエンボス加工工具の製造方法は、(1)剛体シリンダーの周囲にエンボス加工可能材料を配置し、その後その上に例えば銀等の薄い金属を被覆(又はカバー)する工程、(2)スタンプ装置(又はスタンパー)を用いて、前記エンボス加工可能層上に所望のイメージ(又は画像)又はパターン(模様又は柄)をスタンピングする工程、(3)前記エンボス加工可能層の外面にニッケル電鋳層を形成するために電気鋳造を行う工程、(4)前記電鋳層に補強層を当てる工程、(5)前記剛体シリンダーを取り除く工程、(6)前記エンボス加工可能層を剥ぎ取って、めっきマンドレルを形成する工程、(7)前記めっきマンドレルの内面に第二電鋳層を形成する工程、(8)前記めっきマンドレルを前記第二電鋳層から分離する工程を含む複数の工程を伴う。特許文献1によれば、同様な方法で第二電鋳層の複製を複数回行い、これらをキャリアーシリンダー又は複数のローラ上に配置してエンボス加工工具を形成し連続エンボス加工を行うことができる。しかしながらこのエンボス加工工具及びその製造プロセスには不利な点がいくつかある。たとえば本プロセスは、スタンプ装置のスタンピング面が剛体シリンダー上のエンボス加工可能材料と同じ湾曲(又は曲率)を有することを必要とする。これを実際に達成することは難しい。第二に、スタンプ装置に欠陥がある場合、同スタンプ装置から製造する電鋳層の複製に欠陥が持ち越される。第三に、隣接する二つのスタンプ間の接合線の無欠陥を達成することが難しい。
【0003】
特許文献2は、エンボス加工又はミクロエンボス加工によって型(又はダイ)を製造する方法を開示する。より具体的には、本方法は、銀層上に転写されるべきパターン又はデザインを運び、円筒表面の半径と合致する半径を有する凹面形状のスタンピング表面を使用して、円筒状表面にコートされた銀層上にパターン又はデザインをエンボス加工することを伴う。このミクロエンボス加工工程は、本方法で製造される型が、前記凹面形状のスタンピング面からの繰り返しパターン又はデザインを形成するように複数回行われる。この方法は、特許文献1の方法と類似する不利な点がある。例えば、スタンピング面と円筒面の湾曲を一致させることの困難さ、不十分なスタンピング面によって繰り返し欠陥を招くこと、隣接するスタンプ間の接合線の無欠陥を達成することの困難さ等である。
【0004】
特許文献3は連続エンボス加工ベルトの製造方法を開示する。この方法では、「原盤」又は「複製」をクラスター内で組み合わせ、このクラスターから作られる固定具及び電鋳ストリップ内に所望のパターンを設ける。エンボス加工ベルトは、原盤クラスター固定具をはじめとする複数の電鋳工程の後に形成される。この方法の欠点の一つは、クラスターが同一厚さになるように、個々の原盤又は複製を生成することが難しい点にある。従って、隣接する原盤又はストリップ間に高低差が生じ、最終のエンボス製品に欠陥線が形成される。更に、特に深い三次元形状を有する複雑なミクロ構造を必要とする場合、スリーブ型マンドレル及びシムを分離する際、マンドレル及びシムの損傷を防ぐことが難しい。
【0005】
特許文献4及び特許文献5は、ホログラム付印刷ロールの形成方法を開示する。ホログラムパターンは、平面ガラス又は金属基板片上に被覆されたフォトレジスト表面上にレーザエッチングにより形成される。マザーシム及びそれに続くシスターシムは平板として電気鋳造される。そして、シスターシムを印刷ロール上に載置しエンボス加工工具を得る。本方法の不利点は、円筒に平板シムを巻きつけ接合することにより生じる接続線欠陥の形成と、前記シスターシムと前記印刷ロールの同心性を調節することが難しい点を等である。シムとロールが同心でないと、エンボス加工圧が不均一となり、エンボス加工されたミクロ構造の忠実性が低下する。
【0006】
【特許文献1】米国特許第4,923,572号
【特許文献2】米国特許第5,327,825号
【特許文献3】米国特許第5,156,863号
【特許文献4】米国特許第5,881,444号
【特許文献5】米国特許第6,006,415号
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明はエンボス加工アセンブリ(組立品又は部品:assembly)とその製造方法に向けられている。
【課題を解決するための手段】
【0008】
本発明の第一の要旨は、その外面に形成された三次元パターンを有するエンボス加工スリーブ又はエンボス加工ドラムの製造方法に向けられている。本発明の方法は、フォトリソグラフィーとデポジション(堆積、蒸着又は製膜:deposition)(例、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)を組み合わせたもので、三次元パターンをドラム又はスリーブ上に直接形成するので、繰り返しスポット欠陥、接続線(又は継ぎ目)欠陥及び分離欠陥の無いエンボス加工ドラム又はエンボス加工スリーブを製造する。
【0009】
本発明の第二の要旨は、エンボス加工アセンブリに使用できる、その外面に形成された三次元パターンを有するエンボス加工スリーブに向けられている。
【0010】
本発明の第三の要旨は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、及び前記エンボス加工スリーブ及び前記拡張可能インサートを載置(又は配置)したドラムを備えるエンボス加工アセンブリに向けられている。
【0011】
本発明の第四の要旨は、エンボス加工ドラム又はスリーブに、均一なデポジット(堆積物又は製膜)の厚さを提供することのできる電気めっきメカニズム(機構又は装置)に向けられている。
【発明を実施するための形態】
【0012】
発明の詳細な説明
1.エンボス加工ドラム又はスリーブにパターンを形成する方法
本発明の方法を図1に示す。本発明の方法は、外面に形成された三次元パターンを有するエンボス加工ドラム又はスリーブを製造する。
【0013】
図1には、エンボス加工スリーブの製造方法のみを示すが、同方法は、エンボス加工ドラムの製造にも使用できることが理解される。「エンボス加工」ドラム又は「エンボス加工」スリーブという用語は、その外面に三次元パターンを有するドラム又はスリーブを意味する。「エンボス加工ドラム」又は「エンボス加工スリーブ」と言う用語は、外面に三次元パターンを有さない無地ドラム又は無地スリーブからこれらを区別するために用いられる。エンボス加工ドラム又はエンボス加工スリーブをエンボス加工すべき面に適用する(当てる又はあてがう)と、エンボス加工ドラム又はエンボス加工スリーブの外面上の三次元パターンと相補的な三次元パターンがエンボス加工面に形成される。
【0014】
エンボス加工ドラムはそのままエンボス加工工具(エンボス加工アセンブリとも呼称する)として使用して良い。エンボス加工にエンボス加工スリーブを用いる場合、エンボス加工スリーブを回転できるようにするため、通常はスリーブを無地ドラム上に載置する。
【0015】
通常、エンボス加工ドラム又はエンボス加工スリーブ(11)は、金属(例えば、アルミニウム、銅、亜鉛、ニッケル、クロム、鉄、チタン、コバルト等)、前記金属の何れかから誘導される合金、又はステンレス鋼等の導電性材料で形成される。ドラム又はスリーブを形成するために種々の材料を使用することができる。例えば、ドラム又はスリーブの中心部を鋼で形成し、この鋼と銅の層であってよい最外層との間にニッケル層を挟んでも良い。
【0016】
代わりに、エンボス加工ドラム又はエンボス加工スリーブ(11)を、最外層に導電性被覆又は導電性シード層を有する非導電性材料で形成しても良い。更に代わって、エンボス加工ドラム又はエンボス加工スリーブ(11)を、最外層に導電性材料を使わずに非導電性材料で形成しても良い。
【0017】
図1Bに示すようにドラム又はスリーブ(11)の外面を感光性材料(12)で被覆する前に、ドラム又はスリーブの外面の滑らかさを確保するために、精密研削及び研磨を行って良い。
【0018】
図1Bの工程において、例えばフォトレジスト等の感光性材料(12)をドラム又はスリーブ(11)の外面に被覆する。感光性材料は、ポジ型、ネガ型、又はデュアルトーン(dual tone)のいずれでも良い。感光性材料は、化学的に増幅されたフォトレジストであっても良い。被覆は、浸漬、噴霧、滴下、ドレイン又はリングコーティング(ring coating)等を用いて行うことができる。感光性材料の厚さは、形成すべき三次元パターンの深さ又は高さより大きいことが好ましい。乾燥及び/又は焼成後、図1Cに示すように感光性材料を露光する。代わりに感光性材料(12)は、ドラム又はスリーブ(11)の外面に積層された(通常市販の)乾燥フィルムフォトレジストであっても良い。
【0019】
図1Cの工程において、例えば赤外線、紫外線、電子線又はレーザー等の適当な光源(13)を用いて、ドラム又はスリーブ(11)上に被覆された感光性材料(12)を露光(露出又は暴露)する。任意にフォトマスク(14)を用いて、感光性材料に形成すべき三次元パターンを画定(又は規定)する。パターンに応じ、露光は段階的、連続的又はその組み合わせによって行うことができるが、その詳細については後述する。
【0020】
露光後、現像前において、感光性材料(12)に例えば焼成等の露光後処理を施しても良い。感光性材料の型に応じ、露光部又は非露光部を、現像剤(又は現像液)を用いて除去する。現像後、デポジション(例、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)の前に、パターン化(又はパターン形成)された感光性材料(15)を外面に有するドラム又はスリーブ(図1D参照)に焼成又はブランケット露光等を施しても良い。
【0021】
各種の金属又は合金(例、ニッケル、コバルト、クロム、銅、亜鉛、鉄、スズ、銀、金、又はこれら金属のいずれかから誘導される合金等)をドラム又はスリーブ上に電気めっき及び/又は無電解めっきすることができる。パターン化された感光性材料によって覆われていないドラム又はスリーブ外面の領域にめっき材料(16)をデポジット(又は堆積)する。デポジットの厚さは、図1Eに示すように感光性材料の厚さより薄いことが好ましい。例えば、電気めっきを用いる場合、陽極と陰極(即ちドラム又はスリーブ)との距離、ドラム又はスリーブの回転速度及び/又はめっき溶液の循環等のめっき条件を調整することで、ドラム又はスリーブの全領域にわたるデポジットの厚さのバラツキを1%未満に制御することができる。
【0022】
代わりに、めっき材料(16)をデポジットするために電気めっきを使用する場合、図2に示すように、陰極(即ちドラム又はスリーブ)(21)と陽極(22)との間に非導電性の厚さユニフォーマー(又は均一化具:uniformer)(20)を挿入することにより、ドラム又はスリーブ表面全体の厚さのバラツキを制御しても良い。ユニフォーマー(20)は、陰極及び陽極のレイアウトに応じ、平坦又は湾曲層又は円形(即ちスリーブの形状)としても良い。ユニフォーマーは狭い一つ又は複数の開口部(23)を有する。電気めっき工程の間、ユニフォーマーはドラム又はスリーブの回転と共にドラム又はスリーブの長手方向に前後に移動する。ユニフォーマーは、例えば、PVC(ポリ塩化ビニル)等の非導電性材料で形成されるので、開口部(23)を通じ、ほとんど垂直に陽極に直接曝されるドラム又はスリーブの領域のみが電気めっきされる。換言すれば、パターン化された感光性材料(図1の15)によって覆われていないドラム又はスリーブの外面領域が逐次連続的に電気めっきされる。ユニフォーマー(20)等を用いることで、ドラム又はスリーブ表面全体の電流分布が均一化され、めっき材料の均一なデポジットを確保する。
【0023】
更に代わって、図3に示すように比較的小型の陽極(30)を用いデポジットの厚さを均一化しても良い。陽極は、陰極(即ちドラム又はスリーブ)(32)に対向する側を除き、非導電性材料(31)で覆われている。代わりに、陽極の二つの側面のみを非導電性材料で覆い、この場合陰極と向き合う側及びその反対側は非導電性材料で覆わない。電気めっき工程の間、陽極は非導電性材料を伴いドラム又はスリーブの回転と共にドラム又はスリーブの長手方向に前後に移動する。陽極は陰極に対向する平坦又は湾曲した側面を有しても良い。
【0024】
図4は、電気めっき時に、アンペア−時間メータと、陽極位置ゲージ又はトランスデューサから得られるデータのモニターグラフを示す。電気めっき法では、アンペア−時間の値は、デポジットの厚さと正比例する。モニターグラフは電気めっきの間に連続的に更新され、これによりドラム又はスリーブ全体の厚さ均一性をその場でモニターし、必要に応じて調整することができる。例えば、図4はゾーン1及びゾーン3のめっきデポジットの厚さがゾーン2のものより厚いことを示す。このような状態を検出した場合、前記二つの方法に用いられるユニフォーマー(図2の20)又は陽極(図3の30)を調整し、これらをゾーン1又はゾーン3で速く、及び/又はゾーン2で遅く動かし、ドラム又はスリーブ全体のデポジットの厚さを均一化する。
【0025】
外面に導電性被覆もしくは導電性シード層を有する非導電性材料又は導電性材料でできたドラム又はスリーブに、めっきを行うことができることが理解される。非導電性ドラム又はスリーブに対し、フォトリソグラフィーとエッチングを組み合わせた方法で三次元パターンを形成することができるが、その詳細は後述する。
【0026】
めっき後、パターン化された感光性材料(15)を剥離剤(例、有機溶剤、水溶液等)により剥離することができる。
【0027】
精密研磨を任意に使用して、ドラム又はスリーブ全体の許容できる厚さのバラツキ及び表面粗さを確保してよい。
【0028】
図1Fは、その上に形成された三次元パターンを有するエンボス加工ドラム又はエンボス加工スリーブの断面図を示す。もし、めっき材料が例えば銅や亜鉛等比較的柔らかい、又は湿度感受性が高い場合、例えばニッケルやクロム等比較的耐久性で不活性な層をその上にデポジットしても良い。第二層のデポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着により、ドラム又はスリーブの外面全体に行うことができる。
【0029】
代わりに、エンボス加工ドラム又はエンボス加工スリーブ外面上の三次元パターンの高さ(又は厚さ)が、例えば1ミクロンより小さい、比較的低い場合、図1Eのめっき工程を、物理蒸着、化学蒸着又はスパッタ蒸着に置き換えても良い。デポジションは、ドラム又はスリーブの全外面に渡って行われる。デポジットが非常に薄いため、感光性材料の上にデポジットされた材料は、剥離工程で感光性材料と一緒に除去してよい。
【0030】
更に代替的に、エンボス加工ドラム又はエンボス加工スリーブを、フォトリソグラフィーとデポジションのかわりに、フォトリソグラフィーとエッチングを組み合わせた方法によって、製造しても良い。感光性材料の被覆、露光及び現像(即ち、感光性材料の選択的領域の除去)後、感光性材料で覆われていない領域に対し、エッチング工程を行う。エッチングの深さは、液状エッチング剤(例えば、銅製ドラム又はスリーブをエッチングするための塩化鉄溶液)を使用する場合、使用するエッチング剤の濃度により調整し、またドライエッチング(例えば、化学プラズマエッチング、相乗反応イオンエッチング又は物理的イオンビームエッチング)を使用する場合、フラックス強度で調整しても良い。また、エッチングの深さは温度とエッチング時間によって調整することもできる。代わりに、選択的エッチング法を用いてエッチングの深さを均一であるように調整しても良い。このような方法の場合、例えば、スリーブ又はドラム上にまずニッケル層をめっきし、その後所望厚さを有する銅層をニッケル層上にめっきする。ニッケルは、例えば塩化鉄等銅用エッチング剤のいずれにも侵されないので、エッチング深さを調整することができる。エッチング工程後、残りの感光性材料を剥離剤で除去し、その後前述のように、例えばニッケルやクロム等比較的耐久性の、又は不活性な層をドラム又はスリーブの外面全体に任意にデポジットしても良い。
【0031】
実際には、上述のように、追加工程(即ち電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着)を含む方法で製造されたエンボス加工ドラム又はエンボス加工スリーブ上の三次元パターンは、サブトラクティブ(又は取り去る)(即ち、エッチング)工程を含む、上述の方法で形成された三次元パターンと構造的に相補的である。
【0032】
上述したように、図1Cの露光工程は、段階的、連続的又はそれらを組み合わせて行うことができる。図を簡略化するため、図5A及び図5Bにはドラム又はスリーブ外面の曲率(又は湾曲)を表していない。図5Aは、エンボス加工ドラム又はエンボス加工スリーブ上のミクロポスト(極小の柱:micro-post)の配列(又はアレイ)を示す。エンボス加工ドラム又はエンボス加工スリーブ上でミクロポストを加工するために、図5Cに示すフォトマスクを用い、ドラム又はスリーブ上に被覆された感光性材料を段階的に露光しても良い。段階露光にはいくもの方法がある。
【0033】
これらの方法の一つはパルス型光源の使用を含む。図6に示すこの方法では、方法全体を通してフォトマスク(60)は止まったままである。一方、ドラム又はスリーブ(図示せず)は、停止と回転を繰り返す。ドラム又はスリーブの外面に被覆された感光性材料(61、曲率は図示せず)のフォトマスクを通じた露光は、ドラム又はスリーブが停止モードであり、パルス型光源をオンのときに、行われる。その結果、感光性材料上の領域(1a)−(1d)は、フォトマスクの開口部(a)−(d)に対応して露光される。その後、ドラム又はスリーブを回転して(2a)−(2d)を露光可能とする。一方、フォトマスクの開口部(a)‐(d)が、列1(即ち、(1a)‐(1d))と配列する位置から、フォトマスクの同じ開口部が、列2(即ち、(2a)‐(2d))と配列する位置に、ドラム又はスリーブが動く(即ち回転)する間、パルス型光源をオフにする。ドラム又はスリーブの停止及び回転とパルス型光源のオン及びオフ状態の連動により、感光性材料は段階的に露光される。
【0034】
光源がフォトマスクの開口部(a)‐(d)を同時にカバーする(又は照射する)ことができない場合、光源を走査してパルス光源がオンの間に露光を行っても良い。
【0035】
代わりに、光源のオン・オフ状態を制御するためにシャッターを使用しても良い。
【0036】
ドラム又はスリーブ上のパターンが、図5Bに示すような平行ミクロバーである場合、図5Cと同一のフォトマスクを露光に使用しても良い。しかしこの場合、エンボス加工ドラム又はエンボス加工スリーブが回転する間、露光を連続的に行う。
【0037】
図ではミクロポスト及びミクロバーを示したが、エンボス加工ドラム又はエンボス加工スリーブ上の三次元パターンはいかなる形状又は大きさのものであっても良いことが理解される。三次元パターン上の要素(ミクロポスト等)の大きさは、サブミクロンからかなりの大きさの範囲まで様々の寸法であってよい。
【0038】
上述の方法に加え、三次元パターンの寸法をより正確に制御するために、光源とフォトマスクとの複数の組み合わせがある。図7Aに示すように平行光源(73A)(例、レーザー)を露光に用いる場合、透明基板(74)(例、ガラス)の一面の不透明なパターン化された薄層(75)(例、クロム)を使用して良い。鏡とレンズとの組み合わせにより平行光源(73A)の形状とスポットサイズを調整できる場合、ドラム又はスリーブ(71)に被覆された感光性材料(72)の露光にフォトマスクを使用する必要は無い。光源(73)が発散する場合、図7に示すように衝突光を平行にするために透明基板(74)を二枚の不透明なパターン化された薄層(75A、75B)で挟んでも良い。フォトマスクは、光が透過可能なように、適当な開口部を有する単一の不透明層から作ってよい。
【0039】
三次元パターンがミクロポストの場合、ミクロポストを「傾斜(angled)」露光によってドラム又はスリーブの外面に形成することも可能である。「傾斜露光」によってミクロポストを形成する場合、ミクロポストのy軸はドラム又はスリーブの長手方向軸(L)からの投影角を有する。投影角(θ)は傾斜角で、好ましくは約10度から80度、より好ましくは約30度から約60度、最も好ましくは約45度である。
【0040】
図8Aは、45度の投影角を有するミクロポストを示す。これに対し、図8Bは、0度(即ち、ミクロポストのy軸が、ドラム又はスリーブの長手方向軸に平行)の投影角を有するミクロポストを示す。
【0041】
傾斜露光を図8Cで説明する。本図において、感光性材料を光源80に露光することにより、ドラム又はスリーブの外面上に被覆された感光性材料に、連続的ならせん線(81)が、形成される。感光性材料はネガ型が好ましい。ネガ型感光性材料を使用すると、その後の現像工程で、らせん線によって覆われていない領域の感光性材料が除去される。換言すれば、らせん線の領域は、最終的に形成されるミクロポスト間の溝と対応する。従って、らせん線(81)の幅は、ミクロポスト間の溝の幅と実質的に同一となるべきである。
【0042】
「傾斜露光」による突出要素を有するミクロポストの形成に対して、ポジ型の感光性材料を用いるミクロキャビティー(極小の空洞:micro cavity)の形成も可能である。ポジ型の感光性材料を使用すると、その後の現像工程で、らせん線によって覆われている領域の感光性材料が除去される。換言すれば、らせん線の領域は最終的にエンボス加工ドラム又はエンボス加工スリーブ上に形成されるキャビティー間の隔壁に対応する。
【0043】
図1E及び図1Fの工程をすこし変えることができることを留意するべきである。ある場合、めっき材料(16)の厚さは感光性材料(15)の厚さを越える場合がある。このような場合、感光性材料から上のめっき材料の上部は、底部よりも広くなる。これは、上部ではめっき材料の幅を制限する感光性材料が存在しないためである。このような方法で形成された構造は、印刷インクを基板に移送するためのグラビアシリンダー等、他の用途にも有用である。
【0044】
図8Cの連続らせん線(81)は、一例としてドラム又はスリーブの長手方向軸(L)から45度の投影角を有している。らせん線を形成する一つの方法では、光源(80)をドラム又はスリーブの長手方向軸方向に(左から右又は左から右に)動かし、同時にドラム又はスリーブを(時計まわり又は反時計まわりに)回転させる。別の方法では、ドラム又はスリーブをその長手軸方向に動かし、光源(80)を固定したまま同時にドラム又はスリーブを回転させることで露光を行うことができる。更に別の代替的方法では、ドラム又はスリーブを長手軸方向に動かし、光源をスリーブ又はドラムの周囲を回転させる。
【0045】
第二又は次のらせん線(81a)を同じ方向に形成するために、露光の開始点を、既に露光された前のらせん線(81)から、一ピッチ離して移動する。一方向のらせん線の露光後、光源又はドラム又はスリーブを露光の間、反対方向に動かすことを除いて、らせん線81及び81aの露光手順と同様の方法で露光して、反対方向(ドラム又はスリーブの長手方向軸から−45度)のらせん線(82及び82a)を形成する。らせん線82及び線82aはらせん線81及び線81aに対し直角である。
【0046】
一例として、光源を一方向、「左から右」、にある速度で動かし、同時にドラム又はスリーブを時計まわりにある速度で回転させながら、らせん線81と81aとを露光し、また光源の動きを(「左から右」を「右から左」に)変更するが、ドラム又はスリーブの回転方向を同じ方向(時計回り)に維持しながら、らせん線82及び82aを露光しても良い。代わりに、ドラム又はスリーブの回転方向を(時計回りから反時計回りに)変更するが、光源の動く方向を維持し(左から右)、らせん線82及び82aを露光してよい。
【0047】
上記の方法において、光源のスポットサイズが隣接するミクロポスト間の溝の幅より小さい場合、いくつかの重なり合う光走査によりらせん線を露光しても良い。光源のスポットサイズが溝の幅より大きい場合、露光を制限するためにフォトマスクが必要になり得る。
【0048】
いずれにせよ、もしフォトマスクを使用するならば、フォトマスクの動きを光源の動きと同調させなければならない。
【0049】
傾斜露光によって形成されたミクロポストを有するエンボス加工ドラム又はエンボス加工スリーブは、エンボス加工方法で使用されるエンボス加工用組成物の流れ(又はフロー)を促進し、ウェブ交差方向に空気が閉じ込められることを防ぐ利点がある。
【0050】
上述のように感光性材料の単一層を使用することに加え、リングコーティング、ドレインコーティング、噴霧被覆、物理蒸着、化学蒸着又はスパッタ蒸着等を用い、図9Aに示すように、マスク材料の追加の層(90)を感光性材料(91)の上に配置してよい。感光性材料(91)を、ドラム又はスリーブの表面(92)に被覆する。(湾曲を図示せず)マスク材料も、感光性材料(91)を露光するために必要な波長と異なる波長を有する光源を用いて撮像(画像形成:image)可能な感光性材料であってよく、他方、感光性材料(91)を露光するために用いられる波長領域で高い光学密度を有する感光性材料であって良い。マスク材料を露光及び現像後、パターン化(パターン形成:patterned)されたマスク材料(90a)は、その下の感光性材料(91)を露光するためのフォトマスクとして機能する。ハロゲン化銀及びi‐線フォトレジストを、各々マスク材料(90)及び感光性材料(91)として一緒に用いても良い。ハロゲン化銀被覆は、波長670nmのレーザダイオードを用いて撮像され、i‐線フォトレジストは、波長365nmの紫外線によってのみ撮像される。露光及び現像後、ハロゲン化銀被覆を、不透明なパターン化された金属銀層に移して、その下のi‐線フォトレジストを露光するためのフォトマスクとして使用することができる。代わりに、マスク材料は、炭素色素と紫外線吸収色素を有するポリマーマトリックスを含むレーザーアブレーション可能材料(laser ablatable material)(図9Aの90)であって良い。パターン化されたアブレーション可能材料(90a)は、その下の感光性材料(91)の露光用フォトマスクとして使用される。本発明の方法に利用可能な材料の例は、米国特許第6,828,067号に開示されており、その内容は、参照することによって、本明細書に組み込まれる。感光性材料の現像後に、パターン化された感光性材料(91a)によって被覆されていない領域の、ドラム又はスリーブ外面に、めっき材料(93)をデポジットする。
【0051】
場合により、感光性材料(91)とマスク材料(90)との間に、バリア層を被覆しても良い。バリア層の目的は、被覆プロセス(又は工程)の間に、マスク材料(90)内の溶剤によって、感光性材料(91)のありえる侵食を防止することである。例えば、感光性材料上のマスク材料による侵食を防ぐために、バリア層として、水溶性PVOH(ポリビニルアルコール)層を使用しても良い。なぜならば、マスク材料溶液中の溶剤は、PVOHと相溶しないからである。この場合、マスク材料中の溶剤は、バリア層を通り抜けて感光性材料を侵食(又は攻撃)することができない。
【0052】
II.エンボス加工スリーブ
エンボス加工スリーブをエンボス加工に用いる際には、スリーブを回転可能なように、無地ドラム上に通常載置(又は配置)する。従って、エンボス加工スリーブをドラム上に載置可能なように、エンボス加工スリーブは、無地ドラムの外径よりも幾分大きな内径を有することが好ましい。
【0053】
エンボス加工スリーブ上に三次元パターンを形成することは、エンボス加工ドラム上にパターンを直接形成することに比べ多くの利点がある。第一に、スリーブはドラムよりも遥かに軽く、ドラム重量のおよそ1/10又はそれ未満であり、このため取り扱いが遥かに容易である。第二に、エンボス加工に使用する際、エンボス加工ドラムの表面を適切な高温にするため、エンボス加工ドラム内部に、電気ヒーター又は流体加熱チューブがあってよい。もしエンボス加工ドラムの外面に三次元パターンを直接形成すると、エンボス加工ドラムを製造する際に、電気加熱コイル又は流体加熱チューブを保護する必要がある。エンボス加工スリーブを用いる他の利点は、同じ無地ドラムに異なるスリーブを取り付けて、必要とされるドラムの数を少なくして、製造コストを低減できることにある。
【0054】
エンボス加工スリーブの厚さは、好ましくは1mm〜100mmの範囲であり、より好ましくは3mm〜50mmの範囲である。
【0055】
エンボス加工スリーブを、エンボス加工に使用する際、エンボス加工スリーブを、無地ドラムにぴったり合わせ(適合させ、嵌合させ又はフィットさせ:fit)なければならない。ぴったりしたフィッティングは、異なる熱膨張係数を有する複数の材料を含む圧力フィトによって行ってよい。代わりに、嵌合を機械的なテーパ(又は先細りの)嵌合によって行っても良い。
【0056】
III.エンボス加工アセンブリ
エンボス加工スリーブとドラムの間のぴったりした嵌合と同心性を確保するために、拡張(拡大又は膨張)可能インサートを使用してよい。図10A及び図10Bは、そのような拡張可能インサート(100)を示す。インサートは、図示するように、一又は複数の間隙(又はギャップ)(101)を有してよい円形の層である。インサートの両端に、インサートをドラム上に固定するために、ネジ等の締付手段(102)がある。ネジを締める又は緩めることによって、インサートの直径を調整して、インサート上のエンボス加工スリーブのしっかりしたフィッティングを確保し、同時にドラムに対するエンボス加工スリーブの同心性を確保することができる。最良の結果を得るために、少なくとも3個のネジが円周上に分散し、各々の間の距離が等しいことが好ましい。
【0057】
インサートは、金属(例えば、アルミニウム、銅、亜鉛、ニッケル、鉄、チタン、コバルト等)、これら金属から誘導される金属酸化物又は合金、又はステンレス鋼等の材料で形成される。インサート材料が、例えば銅又は鉄等の、湿度や化学薬品に対し感受性が高い場合、これを保護するための相当不活性な層を使用しても良い。不活性材料のデポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタ蒸着によって、インサートの外面全体に行うことができる。代わりに、インサートを例えばPVC(ポリ塩化ビニル)又はABS(アクリロニトリルブタジエンスチレン)等のプラスチック材料で形成しても良い。
【0058】
拡張可能インサートの厚さは、好ましくは1mm〜100mmの範囲であり、より好ましくは3mm〜50mmの範囲である。
【0059】
インサート(100)は、図10Cに示すように、無地ドラム(103)とエンボス加工スリーブ(104)の間に載置する。インサート(100)とスリーブ(104)は、ドラム(103)上に順次載置する(備え付ける又は搭載する)ことができる。また図10Cに示すように、エンボス加工スリーブをインサートより短くし、ネジ(102)のあるインサート部分を覆わないようにする。
【0060】
インサートの拡張は、ネジ(102)の調整により、好ましくはトルクレンチを使用して、ネジの適切な締まり具合を確保して制御する。ネジを締める(即ち、ネジを降下する)と、インサートは、拡張して、スリーブの内面とインサートの外面がより良く接触し、スリーブをしっかりと固定する。全てのネジの締め具合を入念に合わせ、無地ドラム(103)に対するエンボス加工スリーブの同心性を同時に確保する。前述のように、無地ドラムに対するエンボス加工スリーブの同心性は、エンボス加工アセンブリにより形成されるエンボス加工されたミクロ構造の品質にとって極めて重要である。
【0061】
以上では本発明の理解を明確にするためいくつかの詳細についての記述を行ったが、添付の特許請求範囲を逸脱することなくある種の変形や変更を行うことができることは明らかである。本発明のプロセスと装置の両者の実施にあたっては、多くの代替的方法があることを留意するべきである。従って、本実施形態は説明的なもので限定的なものではなく、本発明はここに記載した詳細に限定されず、むしろ添付請求範囲及びその等価物の範囲内で変更できるものと理解するべきである。
【図面の簡単な説明】
【0062】
【図1】図1(A−F)は、エンボス加工ドラム又はスリーブ上に、三次元パターンを形成する方法を示す。
【図2】図2は、陰極と陽極との間に挿入された非導電性厚さユニフォーマーを含む電気めっきメカニズムを示す。
【図3】図3は、小型陽極を含む代替的電気めっきメカニズムを示す。
【図4】図4は、アンペア×時間対L方向(又は長手方向)位置のグラフを示す。
【図5A】図5Aは、エンボス加工ドラム又はスリーブの外面上のミクロポストの配列を示す。
【図5B】図5Bは、エンボス加工ドラム又はスリーブの外面上のミクロバーの配列を示す。
【図5C】図5Cは、段階的又は連続的露光方法に使用可能なフォトマスクを示す。
【図6】図6は、感光性材料の段階的な露光を示す。
【図7】図7A及び図7Bは、露光方法の代替的光源を示す。
【図8A】図8Aは、ミクロポストを外面に有するエンボス加工ドラム又はエンボス加工スリーブにおいて、ミクロポストのy軸は、ドラム又はスリーブの長手方向軸から45度の投影角を有することを示す。
【図8B】図8Bは、ミクロポストを外面に有するエンボス加工ドラム又はエンボス加工スリーブにおいて、ミクロポストのy軸は、ドラム又はスリーブの長手方向軸から0度の投影角を有することを示す。
【図8C】図8Cは、感光性材料の傾斜露光を示す。
【図9】図9は、マスク材料を用いるフォトリソグラフィー法を示す。
【図10】図10A及び図10Bは、拡張可能インサートを示す。
【図10C】図10Cは、本発明のエンボス加工アセンブリを立体図で示す。
【特許請求の範囲】
【請求項1】
a)三次元パターンがその上に形成されたエンボス加工スリーブ;
b)拡張可能インサート;及び
c)該スリーブ及び該拡張可能インサートを載置するドラム
を含んで成る、エンボス加工アセンブリ。
【請求項2】
デポジションと組み合わせたフォトリソグラフォー法によって、該エンボス加工スリーブを製造する請求項1に記載のエンボス加工アセンブリ。
【請求項3】
エッチングと組み合わせたフォトリソグラフォー法によって、該エンボス加工スリーブを製造する請求項1に記載のエンボス加工アセンブリ。
【請求項4】
該デポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタリング蒸着である請求項2に記載のエンボス加工アセンブリ。
【請求項5】
該エンボス加工スリーブは、段階的露光又は連続的露光によって製造する請求項2に記載のエンボス加工アセンブリ。
【請求項6】
該三次元パターンは、マイクロポストを有する請求項1に記載のエンボス加工アセンブリ。
【請求項7】
該マイクロポストのy−軸は、該エンボス加工スリーブの長手軸からの投影角を有する請求項6に記載のエンボス加工アセンブリ。
【請求項8】
投影角は、約0°である請求項7に記載のエンボス加工アセンブリ。
【請求項9】
投影角は、約10°〜約80°である請求項7に記載のエンボス加工アセンブリ。
【請求項10】
投影角は、約45°である請求項7に記載のエンボス加工アセンブリ。
【請求項11】
該拡張可能インサートは、少なくとも一つのギャップを有する請求項1に記載のエンボス加工アセンブリ。
【請求項12】
該拡張可能インサートは、複数の締め付け手段を有する請求項11に記載のエンボス加工アセンブリ。
【請求項13】
a)ドラム又はスリーブの外表面に感光性材料を被覆又は積層すること;
b)感光性材料を選択的に露光すること;
c)露光された領域の感光性材料又は露光されなかった領域の感光性材料のいずれかを除去すること;
d)感光性材料が全く存在しない、ドラム又はスリーブの外表面に、金属又は合金をデポジットすること;並びに
e)金属又は合金の間に残る感光性材料を除去すること
を含んで成る、エンボス加工ドラム又はエンボス加工スリーブの製造方法。
【請求項14】
工程(a)の該感光性材料は、ポジ型、ネガ型又はデュアルトーンである請求項13に記載の製造方法。
【請求項15】
該感光性材料は、化学的に増幅されたフォトレジストである請求項13に記載の製造方法。
【請求項16】
該工程(b)の露光工程を、段階的に又は連続的に行う請求項13に記載の製造方法。
【請求項17】
該工程(b)の露光工程を、IR、UV、電子線又はレーザーによって行う請求項13に記載の製造方法。
【請求項18】
該金属又は合金は、ニッケル、コバルト、クロム、銅、亜鉛、鉄、スズ、銀、金又はそれらから誘導される合金である請求項13に記載の製造方法。
【請求項19】
工程(e)を、剥離剤を用いて行う請求項13に記載の製造方法。
【請求項20】
工程(b)は、感光性材料にマスク材料をコーティングすること、マスク材料にパターンを形成してパターン形成したマスク材料を形成すること、及びパターン形成した材料を介して感光性材料を露光することによって行う請求項13に記載の製造方法。
【請求項21】
該パターン形成をフォトリソグラフィー又はアブレーションによって行う請求項20に記載の製造方法。
【請求項22】
マスク材料と感光性材料の間にバリア層をコーティングすることを更に含んで成る請求項20に記載の製造方法。
【請求項23】
電気めっき法において、ドラム又はスリーブの表面上のめっき材料の厚さを制御する方法であって、
a)ドラム又はスリーブと陽極の間に、少なくとも一つの開口部を有する非導電性の厚さのユニフォーマーを挿入すること;
b)ドラム又はスリーブの長手方向にユニフォーマーを動かし、同時にドラム又はスリーブを回転すること;
c)ユニフォーマーの開口部を介して、陽極に直接暴露されたドラム又はスリーブの領域のみ電気めっきすること
を含んで成る方法。
【請求項24】
電気めっき法において、ドラム又はスリーブの表面上の電気めっき材料の厚さを制御する方法であって、
a)陰極に面する側面又は陰極に面する側面とその反対側の側面を除いて、非導電性材料でその各々が覆われた少なくとも一の陽極を提供すること;及び
b)ドラム又はスリーブの長手方向に前後に陽極を動かし、同時にドラム又はスリーブを回転させること
を含んで成る方法。
【請求項1】
a)三次元パターンがその上に形成されたエンボス加工スリーブ;
b)拡張可能インサート;及び
c)該スリーブ及び該拡張可能インサートを載置するドラム
を含んで成る、エンボス加工アセンブリ。
【請求項2】
デポジションと組み合わせたフォトリソグラフォー法によって、該エンボス加工スリーブを製造する請求項1に記載のエンボス加工アセンブリ。
【請求項3】
エッチングと組み合わせたフォトリソグラフォー法によって、該エンボス加工スリーブを製造する請求項1に記載のエンボス加工アセンブリ。
【請求項4】
該デポジションは、電気めっき、無電解めっき、物理蒸着、化学蒸着又はスパッタリング蒸着である請求項2に記載のエンボス加工アセンブリ。
【請求項5】
該エンボス加工スリーブは、段階的露光又は連続的露光によって製造する請求項2に記載のエンボス加工アセンブリ。
【請求項6】
該三次元パターンは、マイクロポストを有する請求項1に記載のエンボス加工アセンブリ。
【請求項7】
該マイクロポストのy−軸は、該エンボス加工スリーブの長手軸からの投影角を有する請求項6に記載のエンボス加工アセンブリ。
【請求項8】
投影角は、約0°である請求項7に記載のエンボス加工アセンブリ。
【請求項9】
投影角は、約10°〜約80°である請求項7に記載のエンボス加工アセンブリ。
【請求項10】
投影角は、約45°である請求項7に記載のエンボス加工アセンブリ。
【請求項11】
該拡張可能インサートは、少なくとも一つのギャップを有する請求項1に記載のエンボス加工アセンブリ。
【請求項12】
該拡張可能インサートは、複数の締め付け手段を有する請求項11に記載のエンボス加工アセンブリ。
【請求項13】
a)ドラム又はスリーブの外表面に感光性材料を被覆又は積層すること;
b)感光性材料を選択的に露光すること;
c)露光された領域の感光性材料又は露光されなかった領域の感光性材料のいずれかを除去すること;
d)感光性材料が全く存在しない、ドラム又はスリーブの外表面に、金属又は合金をデポジットすること;並びに
e)金属又は合金の間に残る感光性材料を除去すること
を含んで成る、エンボス加工ドラム又はエンボス加工スリーブの製造方法。
【請求項14】
工程(a)の該感光性材料は、ポジ型、ネガ型又はデュアルトーンである請求項13に記載の製造方法。
【請求項15】
該感光性材料は、化学的に増幅されたフォトレジストである請求項13に記載の製造方法。
【請求項16】
該工程(b)の露光工程を、段階的に又は連続的に行う請求項13に記載の製造方法。
【請求項17】
該工程(b)の露光工程を、IR、UV、電子線又はレーザーによって行う請求項13に記載の製造方法。
【請求項18】
該金属又は合金は、ニッケル、コバルト、クロム、銅、亜鉛、鉄、スズ、銀、金又はそれらから誘導される合金である請求項13に記載の製造方法。
【請求項19】
工程(e)を、剥離剤を用いて行う請求項13に記載の製造方法。
【請求項20】
工程(b)は、感光性材料にマスク材料をコーティングすること、マスク材料にパターンを形成してパターン形成したマスク材料を形成すること、及びパターン形成した材料を介して感光性材料を露光することによって行う請求項13に記載の製造方法。
【請求項21】
該パターン形成をフォトリソグラフィー又はアブレーションによって行う請求項20に記載の製造方法。
【請求項22】
マスク材料と感光性材料の間にバリア層をコーティングすることを更に含んで成る請求項20に記載の製造方法。
【請求項23】
電気めっき法において、ドラム又はスリーブの表面上のめっき材料の厚さを制御する方法であって、
a)ドラム又はスリーブと陽極の間に、少なくとも一つの開口部を有する非導電性の厚さのユニフォーマーを挿入すること;
b)ドラム又はスリーブの長手方向にユニフォーマーを動かし、同時にドラム又はスリーブを回転すること;
c)ユニフォーマーの開口部を介して、陽極に直接暴露されたドラム又はスリーブの領域のみ電気めっきすること
を含んで成る方法。
【請求項24】
電気めっき法において、ドラム又はスリーブの表面上の電気めっき材料の厚さを制御する方法であって、
a)陰極に面する側面又は陰極に面する側面とその反対側の側面を除いて、非導電性材料でその各々が覆われた少なくとも一の陽極を提供すること;及び
b)ドラム又はスリーブの長手方向に前後に陽極を動かし、同時にドラム又はスリーブを回転させること
を含んで成る方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8A】
【図8B】
【図8C】
【図9】
【図10A】
【図10B】
【図10C】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8A】
【図8B】
【図8C】
【図9】
【図10A】
【図10B】
【図10C】
【公表番号】特表2009−508710(P2009−508710A)
【公表日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2008−528003(P2008−528003)
【出願日】平成18年8月15日(2006.8.15)
【国際出願番号】PCT/US2006/032251
【国際公開番号】WO2007/024643
【国際公開日】平成19年3月1日(2007.3.1)
【出願人】(500327016)シピックス・イメージング・インコーポレーテッド (27)
【氏名又は名称原語表記】SiPix Imaging,Inc
【住所又は居所原語表記】1075 Montague Expressway,Milpitas,California95035,United States of America
【Fターム(参考)】
【公表日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成18年8月15日(2006.8.15)
【国際出願番号】PCT/US2006/032251
【国際公開番号】WO2007/024643
【国際公開日】平成19年3月1日(2007.3.1)
【出願人】(500327016)シピックス・イメージング・インコーポレーテッド (27)
【氏名又は名称原語表記】SiPix Imaging,Inc
【住所又は居所原語表記】1075 Montague Expressway,Milpitas,California95035,United States of America
【Fターム(参考)】
[ Back to top ]