
エンボス化粧シート
【課題】耐熱性を有しつつ、製造作業工程を減らし、重量を軽減することで垂直面への使用も容易に可能となるエンボス化粧シートを提供すること。
【解決手段】基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とする。
【解決手段】基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に凹部を設けたエンボス化粧シートに関し、特には軽量で扱い易く、エンボス凹部の戻りなどの発生しないエンボス化粧シートに関する。
【背景技術】
【0002】
表面にエンボス凹部を有する化粧シートとしては、耐熱性、特には熱エンボス加工適性、エンボス堅牢度において優れるなどの理由から、ポリオレフィン系樹脂フィルムを基材シートが用いられている。そしてこの上にグラビア印刷などにより絵柄層を設け、その上に多層押出しなどによりポリエステル系樹脂を主成分とした多層としたエンボス適性を有する透明樹脂層を設けて、その上からエンボス加工を施してなる。
【0003】
しかし、これらの方法では特に多層押出しのための工程が増えて、設ける層も多くなるので重量が増すものとなり、垂直面などに用いるには取り扱いが困難なものであった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特表2001−516833号公報
【特許文献2】特開2004−34489号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、耐熱性を有しつつ、製造作業工程を減らし、重量を軽減することで垂直面への使用も容易に可能となるエンボス化粧シートを提供することにある。
【課題を解決するための手段】
【0006】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とするエンボス化粧シートである。
【発明の効果】
【0007】
本発明はその請求項1記載の発明により、基材シートの樹脂として前記のポリマーブレンドを用いることで、基材シートがエンボス適性と耐熱性を得るものとなる。そして絵柄層上に透明樹脂層を設けることなく、基材シートにエンボス加工を施し、表面に硬化型樹脂により表面保護層のみを設けることで、表面の各種耐性も有した上で重量を軽減することで垂直面への使用も容易に可能となるという作用効果を奏する。
【図面の簡単な説明】
【0008】
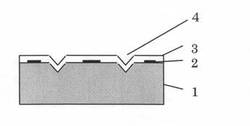
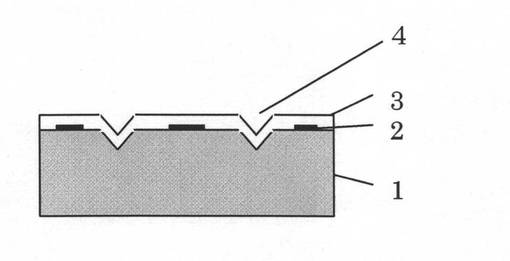
【図1】本発明のエンボス化粧シートの一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0009】
以下、本発明を図面に基づき詳細に説明する。図1に本発明におけるエンボス化粧シートの一実施例の断面の構造を示す。基材シート1の上に絵柄層2、表面保護層3を設けてなり、エンボスによる凹部4を有してなる。
【0010】
本発明における基材シート1は、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用いる。ポリエチレンテレフタレート共重合樹脂が70重量%を超えると柔らかくなりすぎてエンボス形状が安定しない。ポリブチレンテレフタレートが70重量%を超えると硬くなりすぎてエンボス加工適性が低下する。
【0011】
ポリエチレンテレフタレート共重合樹脂としては、各種のポリエチレンテレフタレートの共重合体を1つかあるいは複数を混合したものが使用可能である。具体的には1,4一シクロヘキサンジメタノール(CHDM)を共重合成分とする非晶性ポリエチレンテレフタレート共重合体(PETG)が使用可能であり、より詳しくはポリエチレンテレフタレートを構成するグリコール成分であるエチレングリコ一ルの一部を1,4一シクロヘキサンジメタノールに置き換えたコポリエステルである。グリコール成分中の1,4一シクロヘキサンジメタノールの割合は、通常、30〜35モル%である。前記PETGとしては、米国イーストマンケミカル社やスカイグリーン社などから製造販売されているものが好ましく用いられる。
【0012】
本発明において使用するポリブチレンテレフタレート系樹脂とは、実質的に1,4−ブタンジオール(テトラメチレングリコール)とテレフタル酸のみを単量体成分とするホモポリブチレンテレフタレート樹脂であっても良いし、グリコール成分とジカルボン酸成分との一方又は両方の一部を他の単量体成分で置換して変性させることにより軟質化したポリブチレンテレフタレート系共重合体(変性ポリブチレンテレフタレート樹脂)であっても良く、両者を混合して使用しても良い。後者の変性ポリブチレンテレフタレート樹脂を少なくとも含む樹脂組成物を採用すれば、エンボス戻りの耐熱温度の面では若干不利となるが、熱エンボス加工をより低温で行うことが可能となり、加工中の化粧シートの熱伸縮や熱歪、熱劣化等の防止やエネルギーロスの削減等には有効である。
【0013】
本発明における絵柄層2としては、既知の樹脂、顔料、染料、添加剤等で作られたインキを使用して印刷によって形成される。印刷方法は特に限定されず、従来の方法が使用できるが、木目柄の印刷にはグラビア印刷方式が好適である。木目柄と組み合わせて光輝性インキによる柄を印刷する場合も、既知の樹脂、顔料、染料、添加剤等で作られた光輝性インキが使用される
【0014】
本発明における表面保護層3には硬化型樹脂が用いられる。硬化型樹脂としては、熱硬化型樹脂、電子線硬化型樹脂、紫外線硬化型樹脂、2液硬化型樹脂等が使用可能であり、特に限定はしない。また表面保護層3には、この他の公知の添加剤、例えば、シリコーン樹脂、ワックス等の滑剤、微粒子シリカ等の分散剤、シリカ粒子、アルミナ粒子等の減摩剤、シリカ粒子等の艶調整剤、着色剤、安定剤、防カビ剤等を、必要に応じ適宜添加しても良い。
【0015】
絵柄層2を設けた基材シート1には、表面保護層3を設ける前にエンボス加工により凹部4が設けられる。この凹部は例えば木目柄における年輪模様状や導管溝模様状、石目柄における天然石の劈開面状等が代表的なものであるが、その他例えば抽象柄状、布目状、和紙状、皮革状、幾何学模様状等の各種模様状や、砂目状、梨地状、スウェード状等の艶消状、ヘアライン状、平行直線群又は曲線群若しくはそれらの組み合わせ等、所望により任意である。
【0016】
本発明におけるエンボスによる凹部4は、基材シート1の厚みの半分程度まで可能ではあり、その凹部には必要に応じて、ワイピング法等の手法により着色剤を充填してもよく、これによりエンボスに同調した色彩模様を有する意匠性に優れた化粧シートを得ることができる。
【実施例1】
【0017】
基材シートとしてポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で70%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で30%でブレンドした厚さ70μmのシートを作成した。
その片面に絵柄層としてグラビアインキ(東洋インキ製造(株)製「V351」)で木目印刷をグラビア印刷機により印刷した。
乾燥後、ホットコールドプレス(北川精機(株)製「VH1−882」)を使用して、基材シートごと125℃に加熱して、絵柄層側から導管状のエンボス加圧を行い1分経過後冷却した。
その後このエンボス加工を施した面に硬化型樹脂層として紫外線硬化型樹脂(DIC(株)製「UV221」)をUV照射装置(ヒュージョンUVシステムズ・ジャパン「F600V」照射条件:58kW/m2、0.6秒)を用い、10g/m2となるよう塗工することでエンボス化粧シートを得た。
【実施例2】
【0018】
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で30%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で70%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0019】
<比較例1>
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で80%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で20%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0020】
<比較例2>
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で20%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で80%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0021】
<比較例3>
表面保護層を設けなかった以外は実施例1と同様にしてエンボス化粧シートを得た。
【0022】
<性能評価1>
エンボス加工適性としてエンボスのつき具合を確認した。評価方法は同じエンボスを使用した既存のシートと比較し、目視で違和感なくエンボス加工が施されているものは○、著しくエンボスの浅いものには×と評価した。
【0023】
<性能評価2>
エンボス堅牢度(高温雰囲気下でエンボス戻り現象を発生しにくい耐熱性)の評価として、100℃のグリセリン中に実施例1,2、比較例1〜3の化粧シートを30秒間浸漬し、30秒後に化粧シートに施したエンボスの確認をした。特に変化のない場合は○、著しくエンボスのシボ戻りが確認された場合×と評価した。
【0024】
<性能評価3>
実施例1、2、比較例1〜3のエンボス化粧シートの裏面にシリカ粉末を含有する2液ウレタンプライマー樹脂(東洋インキ製造(株)「V324UR−T」)を乾燥後の厚みが1μmとなるようにグラビア塗工をした。
厚み4mmのMDFを木質系基材として、この表面に2液水性エマルジョン接着をウエット状態で100g/2で塗工したあと、前記処理を施した実施例1、2、比較例1〜3のエンボス化粧シートの裏面とを貼り合わせ72時間養生し、サンプルを作成した。
その後、前記サンプルをJIS 5400による鉛筆硬度試験に準じて、所定の鉛筆(4B〜3H)を使用し、750gの荷重をかけつつ引っ掻いた。HBまでにサンプル表面に傷がついていないものには○、HB以下の鉛筆硬度で傷がついたものを×と評価した。以上の結果を表1に示す。
【0025】
【表1】

【産業上の利用可能性】
【0026】
本発明のエンボス化粧シートは住宅等の建築物の内装として、特に壁面等の垂直面に使用可能である。
【符号の説明】
【0027】
1…基材シート
2…絵柄層
3…表面保護層
4…凹部
【技術分野】
【0001】
本発明は、表面に凹部を設けたエンボス化粧シートに関し、特には軽量で扱い易く、エンボス凹部の戻りなどの発生しないエンボス化粧シートに関する。
【背景技術】
【0002】
表面にエンボス凹部を有する化粧シートとしては、耐熱性、特には熱エンボス加工適性、エンボス堅牢度において優れるなどの理由から、ポリオレフィン系樹脂フィルムを基材シートが用いられている。そしてこの上にグラビア印刷などにより絵柄層を設け、その上に多層押出しなどによりポリエステル系樹脂を主成分とした多層としたエンボス適性を有する透明樹脂層を設けて、その上からエンボス加工を施してなる。
【0003】
しかし、これらの方法では特に多層押出しのための工程が増えて、設ける層も多くなるので重量が増すものとなり、垂直面などに用いるには取り扱いが困難なものであった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特表2001−516833号公報
【特許文献2】特開2004−34489号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、耐熱性を有しつつ、製造作業工程を減らし、重量を軽減することで垂直面への使用も容易に可能となるエンボス化粧シートを提供することにある。
【課題を解決するための手段】
【0006】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とするエンボス化粧シートである。
【発明の効果】
【0007】
本発明はその請求項1記載の発明により、基材シートの樹脂として前記のポリマーブレンドを用いることで、基材シートがエンボス適性と耐熱性を得るものとなる。そして絵柄層上に透明樹脂層を設けることなく、基材シートにエンボス加工を施し、表面に硬化型樹脂により表面保護層のみを設けることで、表面の各種耐性も有した上で重量を軽減することで垂直面への使用も容易に可能となるという作用効果を奏する。
【図面の簡単な説明】
【0008】
【図1】本発明のエンボス化粧シートの一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0009】
以下、本発明を図面に基づき詳細に説明する。図1に本発明におけるエンボス化粧シートの一実施例の断面の構造を示す。基材シート1の上に絵柄層2、表面保護層3を設けてなり、エンボスによる凹部4を有してなる。
【0010】
本発明における基材シート1は、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用いる。ポリエチレンテレフタレート共重合樹脂が70重量%を超えると柔らかくなりすぎてエンボス形状が安定しない。ポリブチレンテレフタレートが70重量%を超えると硬くなりすぎてエンボス加工適性が低下する。
【0011】
ポリエチレンテレフタレート共重合樹脂としては、各種のポリエチレンテレフタレートの共重合体を1つかあるいは複数を混合したものが使用可能である。具体的には1,4一シクロヘキサンジメタノール(CHDM)を共重合成分とする非晶性ポリエチレンテレフタレート共重合体(PETG)が使用可能であり、より詳しくはポリエチレンテレフタレートを構成するグリコール成分であるエチレングリコ一ルの一部を1,4一シクロヘキサンジメタノールに置き換えたコポリエステルである。グリコール成分中の1,4一シクロヘキサンジメタノールの割合は、通常、30〜35モル%である。前記PETGとしては、米国イーストマンケミカル社やスカイグリーン社などから製造販売されているものが好ましく用いられる。
【0012】
本発明において使用するポリブチレンテレフタレート系樹脂とは、実質的に1,4−ブタンジオール(テトラメチレングリコール)とテレフタル酸のみを単量体成分とするホモポリブチレンテレフタレート樹脂であっても良いし、グリコール成分とジカルボン酸成分との一方又は両方の一部を他の単量体成分で置換して変性させることにより軟質化したポリブチレンテレフタレート系共重合体(変性ポリブチレンテレフタレート樹脂)であっても良く、両者を混合して使用しても良い。後者の変性ポリブチレンテレフタレート樹脂を少なくとも含む樹脂組成物を採用すれば、エンボス戻りの耐熱温度の面では若干不利となるが、熱エンボス加工をより低温で行うことが可能となり、加工中の化粧シートの熱伸縮や熱歪、熱劣化等の防止やエネルギーロスの削減等には有効である。
【0013】
本発明における絵柄層2としては、既知の樹脂、顔料、染料、添加剤等で作られたインキを使用して印刷によって形成される。印刷方法は特に限定されず、従来の方法が使用できるが、木目柄の印刷にはグラビア印刷方式が好適である。木目柄と組み合わせて光輝性インキによる柄を印刷する場合も、既知の樹脂、顔料、染料、添加剤等で作られた光輝性インキが使用される
【0014】
本発明における表面保護層3には硬化型樹脂が用いられる。硬化型樹脂としては、熱硬化型樹脂、電子線硬化型樹脂、紫外線硬化型樹脂、2液硬化型樹脂等が使用可能であり、特に限定はしない。また表面保護層3には、この他の公知の添加剤、例えば、シリコーン樹脂、ワックス等の滑剤、微粒子シリカ等の分散剤、シリカ粒子、アルミナ粒子等の減摩剤、シリカ粒子等の艶調整剤、着色剤、安定剤、防カビ剤等を、必要に応じ適宜添加しても良い。
【0015】
絵柄層2を設けた基材シート1には、表面保護層3を設ける前にエンボス加工により凹部4が設けられる。この凹部は例えば木目柄における年輪模様状や導管溝模様状、石目柄における天然石の劈開面状等が代表的なものであるが、その他例えば抽象柄状、布目状、和紙状、皮革状、幾何学模様状等の各種模様状や、砂目状、梨地状、スウェード状等の艶消状、ヘアライン状、平行直線群又は曲線群若しくはそれらの組み合わせ等、所望により任意である。
【0016】
本発明におけるエンボスによる凹部4は、基材シート1の厚みの半分程度まで可能ではあり、その凹部には必要に応じて、ワイピング法等の手法により着色剤を充填してもよく、これによりエンボスに同調した色彩模様を有する意匠性に優れた化粧シートを得ることができる。
【実施例1】
【0017】
基材シートとしてポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で70%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で30%でブレンドした厚さ70μmのシートを作成した。
その片面に絵柄層としてグラビアインキ(東洋インキ製造(株)製「V351」)で木目印刷をグラビア印刷機により印刷した。
乾燥後、ホットコールドプレス(北川精機(株)製「VH1−882」)を使用して、基材シートごと125℃に加熱して、絵柄層側から導管状のエンボス加圧を行い1分経過後冷却した。
その後このエンボス加工を施した面に硬化型樹脂層として紫外線硬化型樹脂(DIC(株)製「UV221」)をUV照射装置(ヒュージョンUVシステムズ・ジャパン「F600V」照射条件:58kW/m2、0.6秒)を用い、10g/m2となるよう塗工することでエンボス化粧シートを得た。
【実施例2】
【0018】
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で30%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で70%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0019】
<比較例1>
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で80%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で20%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0020】
<比較例2>
基材シートの樹脂ブレンド比率を、ポリエチレンテレフタレート共重合樹脂1,4−シクロヘキサンジメタノール変性ポリエチレンテレフタレート樹脂(長瀬産業(株)製「Easter PETG 6763」)を重量比で20%、ポリブチレンテレフタレート(三井デュポンポリケミカル(株)製「シーラーPT 4274」)を重量比で80%にした以外は実施例1と同様にしてエンボス化粧シートを得た。
【0021】
<比較例3>
表面保護層を設けなかった以外は実施例1と同様にしてエンボス化粧シートを得た。
【0022】
<性能評価1>
エンボス加工適性としてエンボスのつき具合を確認した。評価方法は同じエンボスを使用した既存のシートと比較し、目視で違和感なくエンボス加工が施されているものは○、著しくエンボスの浅いものには×と評価した。
【0023】
<性能評価2>
エンボス堅牢度(高温雰囲気下でエンボス戻り現象を発生しにくい耐熱性)の評価として、100℃のグリセリン中に実施例1,2、比較例1〜3の化粧シートを30秒間浸漬し、30秒後に化粧シートに施したエンボスの確認をした。特に変化のない場合は○、著しくエンボスのシボ戻りが確認された場合×と評価した。
【0024】
<性能評価3>
実施例1、2、比較例1〜3のエンボス化粧シートの裏面にシリカ粉末を含有する2液ウレタンプライマー樹脂(東洋インキ製造(株)「V324UR−T」)を乾燥後の厚みが1μmとなるようにグラビア塗工をした。
厚み4mmのMDFを木質系基材として、この表面に2液水性エマルジョン接着をウエット状態で100g/2で塗工したあと、前記処理を施した実施例1、2、比較例1〜3のエンボス化粧シートの裏面とを貼り合わせ72時間養生し、サンプルを作成した。
その後、前記サンプルをJIS 5400による鉛筆硬度試験に準じて、所定の鉛筆(4B〜3H)を使用し、750gの荷重をかけつつ引っ掻いた。HBまでにサンプル表面に傷がついていないものには○、HB以下の鉛筆硬度で傷がついたものを×と評価した。以上の結果を表1に示す。
【0025】
【表1】
【産業上の利用可能性】
【0026】
本発明のエンボス化粧シートは住宅等の建築物の内装として、特に壁面等の垂直面に使用可能である。
【符号の説明】
【0027】
1…基材シート
2…絵柄層
3…表面保護層
4…凹部
【特許請求の範囲】
【請求項1】
基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とするエンボス化粧シート。
【請求項1】
基材シート上に絵柄層を設け、表面にエンボス加工による凹部を設けてなるエンボス化粧シートにおいて、前記基材シートとして、ポリエチレンテレフタレート共重合樹脂が30〜70重量%、ポリブチレンテレフタレート樹脂が30〜70重量%となるようにポリマーブレンドした樹脂を用い、前記絵柄層の上からエンボス加工による凹部を設け、前記凹部を設けた絵柄層の直上に硬化化型樹脂からなる表面保護層を設けてなることを特徴とするエンボス化粧シート。
【図1】

【公開番号】特開2012−76268(P2012−76268A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−221271(P2010−221271)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]