
エンボス版用シートの製造方法およびエンボス版の製造方法
【課題】安価で容易な方法で連続的な凹凸を有するエンボス版用シートを製造する方法を提供すること。
【解決手段】シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成すること、あるいはエポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成することを特徴とする。
【解決手段】シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成すること、あるいはエポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱可塑性樹脂化粧シートにエンボス凹凸加工を施す際に使用するエンボス版用シートの製造方法に関し、特に、連続的な凹凸を有するエンボス版用シートの製造方法およびエンボス版の製造方法に関する。
【背景技術】
【0002】
従来、上記のようなエンボス版の製造方法としては、本物の木から型取りして反転してエンボス版にする方法、機械彫刻法、フィルムを使うポーシェル法などが知られていた。
【0003】
しかしながら、レーザーにて直接賦型することが出来なかった。また、エンドレス柄をデジタル情報処理にて施してから賦型することが出来なかった。あるいは取り扱いの面倒な化学腐食液を使っていた。
【特許文献1】特開平5−318992号公報
【特許文献2】特開平9−300571号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、安価で容易な方法で連続的な凹凸を有するエンボス版用シートを製造する方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明はこの課題を解決するものであり、すなわちその請求項1記載の発明は、シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成する、エンボス版用シートの製造方法である。
【0006】
またその請求項2記載の発明は、エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成する、エンボス版用シートの製造方法である。
【0007】
またその請求項3記載の発明は、前記エンボス版用シートの賦型面を外面として2液硬化型エポキシ樹脂にて金属円筒に貼り付けることでエンボス版を作成する、エンボス版の製造方法である。
【0008】
またその請求項4記載の発明は、エポキシ樹脂製シートを2液硬化型エポキシ樹脂にて金属ロールに貼り付け、前記エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行うことでエンボス版を作成する、エンボス版の製造方法である。
【発明の効果】
【0009】
本発明はその請求項1記載の発明により、デジタルデータからエンボス版用シートを作成する工程により、機械彫刻のような困難な工程を経ることなく、また化学腐食のような液を使用することもなく、安価で容易に、何回も使用可能なエンボス版用シートを作成するためのシリコン版を作成可能であり、このシリコン版はエンボス版用シートの使用に応じて同じものを複製可能となる、という効果を奏する。
【0010】
本発明はその請求項2記載の発明により、デジタルデータからレーザーを用いてエンボス版用シートを作成する工程により、機械彫刻のような困難な工程を経ることなく、また化学腐食のような液を使用することもなく、安価で容易に、1回の工程で直接、エンボス版用シートに賦型することが出来、エンボス版用シートの作製時間が大幅に減縮できる、という効果を奏する。
【0011】
本発明はその請求項3記載の発明により、本発明により作成したエンボス版用シートを貼り合わせることにより、重量のある金属ロールを移動したり置換したりすることなくエンボス版を得ることが可能になる、という効果を奏する。
【0012】
本発明はその請求項4記載の発明により、エンボス版用シートを巻きつけることなく、直接、エンドレスの版用データを用いてエンボス版を作成することが可能となる、という効果を奏する。
【発明を実施するための最良の形態】
【0013】
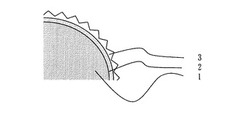
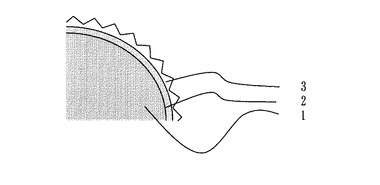
以下、本発明を図面に基づき詳細に説明する。図1に本発明のエンボス版の製造方法の一実施例によるエンボス版の断面の構造を示す。エンボスロール用の金属ロール1に2液硬化型接着剤2を介してエンボス版用シート3を巻きつけてなる。
【0014】
エンボルロール用の金属ロール1としては、従来のエンボス付与装置におけるエンボス付与箇所のロールを、その表面を本発明のエンボス版用ロールが貼り合わせ可能なように鏡面とするかあるいは適宜加工した金属ロールであれば使用可能である。
【0015】
前記金属ロール1にエンボス版用シート3を、2液硬化型接着剤2を使用して巻き付ける。2液硬化型接着剤2は金属ロールに塗布してもよいし、エンボス版用シート3の裏面に塗布した状態でエンボス版用シート3を貼り付けてもよい。
【0016】
本発明におけるエンボス版用シート3としては、エポキシ樹脂が用いられる。また、エポキシ樹脂には、加工性、強度、耐熱性、傷防止の向上に為に、セラミック粉を30〜44重量部程度添加したものが好適に用いられる。
【0017】
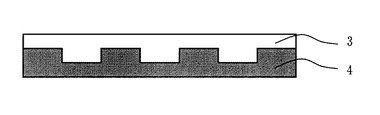
図2に本発明におけるエンボス版用シート3の製造方法の一実施例の、製造途中の断面の構造を示す。シリコーンゴム製シートにレーザーを照射して逆版の凹凸を賦型してエンボス賦型板4とし、これにエポキシ樹脂を塗工して熱圧をかけた状態を示す。この後、エポキシ樹脂を剥離して、これをエンボス版用シート3とする。
【0018】
本発明の製造工程におけるレーザー照射の方法としては、波長10.6μmの炭酸ガスレーザー、波長694nmのルビーレーザー、波長1064nmのイットリウム、アルミニウム、ガーネットの3種類から成る結晶にネオジウムを混ぜたYAGレーザーなどが使用可能である。
【0019】
本発明におけるエンボス賦型板4としては、シリコーンゴム製シートが使用され、有機・無機の添加剤を適宜添加することが好適に行なわれる。特にはポリジメチルシロキサンが好適に用いられる。
【実施例1】
【0020】
波長1080nm、出力100W、版回転200rpm、光線直径10μmのイットリビウムレーザーを用い、シリコーンゴム(信越化学工業(株)製:「KE601」に着色無機顔料を5部添加)に照射して照射箇所を蒸発させて逆版の賦型を行なったい、エンボス賦型板を作成した。
この賦型賦型板に、セラミック粉を30重量部添加した2液エポキシ樹脂を塗布し、熱圧により硬化させたのち剥離して凹凸賦型を写し取った。
その後、賦型されたエポキシ樹脂からなるエンボス版用シートを、2液硬化型エポキシ樹脂を表面に10μm塗布した金属ロールに巻きつけ、エンボス版を作成した。出来あがったエンボス版にて作成されたエンボス化粧シートは、表面の凹凸賦型のはっきりした仕上がりの良いものとなった。
【産業上の利用可能性】
【0021】
本発明は、木目表現など、連続的な微細な凹凸を有するエンボス版用シートの製造方法として利用可能である。
【図面の簡単な説明】
【0022】
【図1】本発明のエンボス版の製造方法の一実施例によるエンボス版の断面の構造を示す説明図である。
【図2】本発明におけるエンボス版用シート3の製造方法の一実施例の、製造途中の断面の構造を示す説明図である。
【符号の説明】
【0023】
1…金属ロール
2…2液硬化型接着剤
3…エンボス版用シート
4…エンボス賦型板
【技術分野】
【0001】
本発明は熱可塑性樹脂化粧シートにエンボス凹凸加工を施す際に使用するエンボス版用シートの製造方法に関し、特に、連続的な凹凸を有するエンボス版用シートの製造方法およびエンボス版の製造方法に関する。
【背景技術】
【0002】
従来、上記のようなエンボス版の製造方法としては、本物の木から型取りして反転してエンボス版にする方法、機械彫刻法、フィルムを使うポーシェル法などが知られていた。
【0003】
しかしながら、レーザーにて直接賦型することが出来なかった。また、エンドレス柄をデジタル情報処理にて施してから賦型することが出来なかった。あるいは取り扱いの面倒な化学腐食液を使っていた。
【特許文献1】特開平5−318992号公報
【特許文献2】特開平9−300571号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、安価で容易な方法で連続的な凹凸を有するエンボス版用シートを製造する方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明はこの課題を解決するものであり、すなわちその請求項1記載の発明は、シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成する、エンボス版用シートの製造方法である。
【0006】
またその請求項2記載の発明は、エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成する、エンボス版用シートの製造方法である。
【0007】
またその請求項3記載の発明は、前記エンボス版用シートの賦型面を外面として2液硬化型エポキシ樹脂にて金属円筒に貼り付けることでエンボス版を作成する、エンボス版の製造方法である。
【0008】
またその請求項4記載の発明は、エポキシ樹脂製シートを2液硬化型エポキシ樹脂にて金属ロールに貼り付け、前記エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行うことでエンボス版を作成する、エンボス版の製造方法である。
【発明の効果】
【0009】
本発明はその請求項1記載の発明により、デジタルデータからエンボス版用シートを作成する工程により、機械彫刻のような困難な工程を経ることなく、また化学腐食のような液を使用することもなく、安価で容易に、何回も使用可能なエンボス版用シートを作成するためのシリコン版を作成可能であり、このシリコン版はエンボス版用シートの使用に応じて同じものを複製可能となる、という効果を奏する。
【0010】
本発明はその請求項2記載の発明により、デジタルデータからレーザーを用いてエンボス版用シートを作成する工程により、機械彫刻のような困難な工程を経ることなく、また化学腐食のような液を使用することもなく、安価で容易に、1回の工程で直接、エンボス版用シートに賦型することが出来、エンボス版用シートの作製時間が大幅に減縮できる、という効果を奏する。
【0011】
本発明はその請求項3記載の発明により、本発明により作成したエンボス版用シートを貼り合わせることにより、重量のある金属ロールを移動したり置換したりすることなくエンボス版を得ることが可能になる、という効果を奏する。
【0012】
本発明はその請求項4記載の発明により、エンボス版用シートを巻きつけることなく、直接、エンドレスの版用データを用いてエンボス版を作成することが可能となる、という効果を奏する。
【発明を実施するための最良の形態】
【0013】
以下、本発明を図面に基づき詳細に説明する。図1に本発明のエンボス版の製造方法の一実施例によるエンボス版の断面の構造を示す。エンボスロール用の金属ロール1に2液硬化型接着剤2を介してエンボス版用シート3を巻きつけてなる。
【0014】
エンボルロール用の金属ロール1としては、従来のエンボス付与装置におけるエンボス付与箇所のロールを、その表面を本発明のエンボス版用ロールが貼り合わせ可能なように鏡面とするかあるいは適宜加工した金属ロールであれば使用可能である。
【0015】
前記金属ロール1にエンボス版用シート3を、2液硬化型接着剤2を使用して巻き付ける。2液硬化型接着剤2は金属ロールに塗布してもよいし、エンボス版用シート3の裏面に塗布した状態でエンボス版用シート3を貼り付けてもよい。
【0016】
本発明におけるエンボス版用シート3としては、エポキシ樹脂が用いられる。また、エポキシ樹脂には、加工性、強度、耐熱性、傷防止の向上に為に、セラミック粉を30〜44重量部程度添加したものが好適に用いられる。
【0017】
図2に本発明におけるエンボス版用シート3の製造方法の一実施例の、製造途中の断面の構造を示す。シリコーンゴム製シートにレーザーを照射して逆版の凹凸を賦型してエンボス賦型板4とし、これにエポキシ樹脂を塗工して熱圧をかけた状態を示す。この後、エポキシ樹脂を剥離して、これをエンボス版用シート3とする。
【0018】
本発明の製造工程におけるレーザー照射の方法としては、波長10.6μmの炭酸ガスレーザー、波長694nmのルビーレーザー、波長1064nmのイットリウム、アルミニウム、ガーネットの3種類から成る結晶にネオジウムを混ぜたYAGレーザーなどが使用可能である。
【0019】
本発明におけるエンボス賦型板4としては、シリコーンゴム製シートが使用され、有機・無機の添加剤を適宜添加することが好適に行なわれる。特にはポリジメチルシロキサンが好適に用いられる。
【実施例1】
【0020】
波長1080nm、出力100W、版回転200rpm、光線直径10μmのイットリビウムレーザーを用い、シリコーンゴム(信越化学工業(株)製:「KE601」に着色無機顔料を5部添加)に照射して照射箇所を蒸発させて逆版の賦型を行なったい、エンボス賦型板を作成した。
この賦型賦型板に、セラミック粉を30重量部添加した2液エポキシ樹脂を塗布し、熱圧により硬化させたのち剥離して凹凸賦型を写し取った。
その後、賦型されたエポキシ樹脂からなるエンボス版用シートを、2液硬化型エポキシ樹脂を表面に10μm塗布した金属ロールに巻きつけ、エンボス版を作成した。出来あがったエンボス版にて作成されたエンボス化粧シートは、表面の凹凸賦型のはっきりした仕上がりの良いものとなった。
【産業上の利用可能性】
【0021】
本発明は、木目表現など、連続的な微細な凹凸を有するエンボス版用シートの製造方法として利用可能である。
【図面の簡単な説明】
【0022】
【図1】本発明のエンボス版の製造方法の一実施例によるエンボス版の断面の構造を示す説明図である。
【図2】本発明におけるエンボス版用シート3の製造方法の一実施例の、製造途中の断面の構造を示す説明図である。
【符号の説明】
【0023】
1…金属ロール
2…2液硬化型接着剤
3…エンボス版用シート
4…エンボス賦型板
【特許請求の範囲】
【請求項1】
シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成する、エンボス版用シートの製造方法。
【請求項2】
エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成する、エンボス版用シートの製造方法。
【請求項3】
前記エンボス版用シートの賦型面を外面として2液硬化型エポキシ樹脂にて金属円筒に貼り付けることでエンボス版を作成する、エンボス版の製造方法。
【請求項4】
エポキシ樹脂製シートを2液硬化型エポキシ樹脂にて金属ロールに貼り付け、前記エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行うことでエンボス版を作成する、エンボス版の製造方法。
【請求項1】
シリコーンゴム製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行ってエンボス賦型板を作成し、前記エンボス賦型板の賦型面上にエポキシ樹脂を塗工して熱圧成形後剥離してエンボス版用シートを作成する、エンボス版用シートの製造方法。
【請求項2】
エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることによる賦型を行うことでエンボス版用シートを作成する、エンボス版用シートの製造方法。
【請求項3】
前記エンボス版用シートの賦型面を外面として2液硬化型エポキシ樹脂にて金属円筒に貼り付けることでエンボス版を作成する、エンボス版の製造方法。
【請求項4】
エポキシ樹脂製シートを2液硬化型エポキシ樹脂にて金属ロールに貼り付け、前記エポキシ樹脂製シートにレーザーを照射し、照射箇所を熱により蒸発させることで賦型を行うことでエンボス版を作成する、エンボス版の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2008−207449(P2008−207449A)
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願番号】特願2007−46288(P2007−46288)
【出願日】平成19年2月26日(2007.2.26)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願日】平成19年2月26日(2007.2.26)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]