
オイル塗布部材およびトナー像定着装置
【課題】オイル固形化物のオイル含有量を高めても自己保持性の高いオイル塗布部材を提供することを目的とする。
【解決手段】多孔質フッ素樹脂シート1の表面の少なくとも一部をオイル塗布面1aとするオイル塗布部材5であって、前記多孔質フッ素樹脂シート1のオイル塗布面1a側には溝2が少なくとも2本形成されており、前記多孔質フッ素樹脂シート1は各々の溝2に沿って折り曲げられることによりオイル塗布面1a側が凸状に形成されており、該オイル塗布面1aとは反対側にはオイル固形化物3が形成されたものを構成する。
【解決手段】多孔質フッ素樹脂シート1の表面の少なくとも一部をオイル塗布面1aとするオイル塗布部材5であって、前記多孔質フッ素樹脂シート1のオイル塗布面1a側には溝2が少なくとも2本形成されており、前記多孔質フッ素樹脂シート1は各々の溝2に沿って折り曲げられることによりオイル塗布面1a側が凸状に形成されており、該オイル塗布面1aとは反対側にはオイル固形化物3が形成されたものを構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機等に配置されているトナー像定着装置に用いられるオイル塗布部材及びトナー像定着装置に関するものである。
【背景技術】
【0002】
一般的に複写装置では、ドラム状に形成された感光体を一様に帯電させ、この感光体を画像情報に基づいて制御された光で露光し、感光体上に静電潜像(トナー)を形成し、画像定着装置によって、このトナーを紙等の記録媒体上に未定着の状態で転写させ、加熱/加圧することにより記録媒体に定着させている。このような画像定着装置に使用されるトナーには、トナーが熱溶融状態で定着ロールに接触するため、トナーの一部が定着ロールに転移し、それが次の転写紙に付着してしまうオフセット現象の問題がある。
【0003】
複写機やプリンター等のトナー像定着装置では、このようなオフセット現象を防止するために加熱ロールや加圧ロール等にシリコーンオイル等の離型性オイルを塗布する手法が知られている。オイル塗布部材としては、種々のものが知られている。例えば、織布、不織布、フェルト等の布帛に離型性オイルを含浸させ、これを加熱ロールや加圧ロール等に当接させて塗布するものがある。他にも、側面に穴の開いた中空パイプに離型性オイルを保持させ、この中空パイプの外周を布帛等で被覆してオイル塗布部材とし、これを定着装置に当接、従動回転させて塗布するものがある。その他にも、スポンジ等の合成樹脂発泡体にオイルを保持させ、合成樹脂発泡体で構成されるオイル保持層の表面を多孔質ポリテトラフルオロエチレン(多孔質PTFE)シート等で被覆し、この多孔質PTFEシートを介してオイルを塗布するものがある。多孔質PTFEシートはオイルの透過量を制御する機能を有する。
【0004】
一方、主にオイル塗布量の制御を目的として、シリコーンオイルをシリコーンゴムと混合させ、この混合体を前記したオイル塗布装置の多孔質シート(オイル透過制御層)や合成樹脂発泡体(オイル保持層)に含浸させ、その後架橋させるオイル塗布装置も知られている(例えば特許文献1〜3)。しかしながら、これらの技術もオイルを保持する支持体が必要である点では上記のオイル塗布装置と同様であった。オイルを保持するための支持体や容器を用いるときには、そのオイル塗布部材、及びオイル塗布部材を含む装置の構造が複雑化し大型化してしまう。
【0005】
このように従来のオイル塗布装置は、装置を構成する材料が多かったり、駆動システムが複雑であったりして、画像定着装置に占める容積の割合が大きいものであった。これに対し、省エネルギーの観点や使い易さの観点から、オイル塗布装置を小型化したいという要求もあった。
【0006】
オイル塗布部材の小型化を行うために、特許文献1〜3の支持体や容器を必要としない改善も行われている(特許文献4)。特許文献4に記載されたオイル塗布部材は、オイルゲル化剤によりオイルをゲル化させて形成したオイル固形化物からなり、このオイル固形化物の表面の少なくとも一部をオイル塗布面としたものである。特許文献4におけるオイル塗布部材は、寒天状の自己保形性(形状維持力)のあるオイル固形化物を主体としていることから構造が簡単で小型化が可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平6−73051号公報
【特許文献2】特開平4−139477号公報
【特許文献3】特開平6−269711号公報
【特許文献4】特開2002−202680号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献4のオイル塗布部材では、シリコーンオイルとシリコーンゴムのオイル固形化物のシリコーンオイル混合比率を高くすることにより保持できるオイルの量を多くすることができる。しかしながら、シリコーンオイル混合比率を高くすると、オイルの消費に伴いオイル固形化物の体積が次第に減少するため、オイル塗布部材として必要な剛性を維持することが困難となる場合があった。オイル塗布部材が柔らかくなると外部から加えられる押圧力に対抗できずに、オイル塗布部材が変形し、塗布されるオイルの範囲に変動が生じる問題があった。そのことにより、オイル固形化物に保持させるオイル量が制限され、オイル塗布部材の使用可能回数を大幅に改善することができなかった。
【0009】
本発明は、オイル固形化物のオイル含有量を高めても自己保持性の高いオイル塗布部材を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記課題を解決し得た本発明のオイル塗布部材は、多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材であって、前記多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されており、前記多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されており、該オイル塗布面とは反対側にはオイル固形化物が形成されているものである。オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、皺の極めて少ないオイル塗布面を形成することが可能となる。
【0011】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの剛軟性[JIS L1096(1999):剛軟性A法]を50mm以上とすることが望ましい。多孔質フッ素樹脂シートにある程度のコシを持たせることにより、外部からの押圧力に対抗し得る剛性を備えるオイル塗布部材5を形成できる。
【0012】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの厚さを0.1〜2mmとすることが望ましい。
【0013】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルの粘度(25℃)を、10〜60000センチストークスとすることが望ましい。
【0014】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルを、シリコーンオイル、変性シリコーンオイル又はフッ素オイルとすることが望ましい。
【0015】
上記のオイル塗布部材において、前記オイル固形化物がオイルゲル化剤を含む態様とすることが望ましい。
【0016】
上記のオイル塗布部材において、前記オイルゲル化剤をシリコーンゴムとすることが望ましい。
【0017】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの多孔空間内に、オイルゲル化剤を用いてオイルをゲル化させて形成したゲル化オイルが保持されている態様とすることが望ましい。
【0018】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートを、多孔質ポリテトラフルオロエチレンシートとすることが望ましい。
【0019】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートとして、一方向に延伸された多孔質ポリテトラフルオロエチレンシートを用いることが望ましい。
【0020】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルを、該オイル固形化物を構成するオイルゲル化剤との質量比率で1以上とすることが望ましい。
【0021】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートが略角柱形状に折り曲げられている態様とすることが望ましい。
【0022】
上記のオイル塗布部材をトナー像定着装置に適用することにより、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を提供することができる。
【発明の効果】
【0023】
本発明によれば、オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、後述するように、外部から加えられる押圧力に対抗する剛性を備える多孔質フッ素樹脂シートを形成することが可能となるものであり、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態におけるオイル塗布部材の断面図である。
【図2】本発明の実施の形態における多孔質フッ素樹脂シートの斜視図である。
【図3】本発明の実施の形態における多孔質フッ素樹脂シートの斜視図である。
【図4】図1に示したオイル塗布部材を用いた定着装置の概略説明図である。
【図5】比較例1におけるオイル塗布部材の外観写真である。
【図6】本発明の実施例1におけるオイル塗布部材の外観写真である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態におけるオイル塗布部材について説明する。本実施形態のオイル塗布部材は、多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材である。多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されている。多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されている。オイル塗布面とは反対側にはオイル固形化物が配置されている。
【0026】
上述したように、従来のオイル塗布部材ではオイルの消費に伴いオイル固形化物の体積が次第に減少するため、オイル塗布部材として必要な剛性を維持することできなかった。本発明者は、オイル塗布部材の剛性を高めるために多孔質フッ素樹脂シートを厚く形成することを試みた。多孔質フッ素樹脂シートを厚く形成することにより、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を製造できると考えた。
【0027】
ところが、厚い多孔質フッ素樹脂シートのオイル塗布面側を凸状に折り曲げようとすると、多孔質フッ素樹脂シートに厚みがあるが故に多孔質フッ素樹脂シートに多数の皺が入ってしまうという新たな課題に遭遇した。これではオイル塗布部材の塗布面を為す多孔質フッ素樹脂シートに重要な平坦性を確保し得ず、実用に耐え得るオイル塗布部材を製造することはできない。
【0028】
本発明者は、多孔質フッ素樹脂シートに皺が入ってしまうことを防止するため、多孔質フッ素樹脂シートの膜厚を様々な値に調整することを試みた。しかしながら、膜厚の調整だけでは皺の発生を防止するには至らなかった。そこで本発明者は、多孔質フッ素樹脂シートのオイル塗布面側に加工を施すことに思い至った。常識的には、オイルの被塗布部材にオイルを均一に塗布するために、多孔質フッ素樹脂シートのオイル塗布面側は凹凸形状や傷の類のものは避けなければならない。しかし本発明者は、ここを敢えて多孔質フッ素樹脂シートのオイル塗布面側に2本以上の溝を形成し、多孔質フッ素樹脂シートを各々の溝に沿って折り曲げることにより多孔質フッ素樹脂シートを凸状に形成した。すると、多孔質フッ素樹脂シートは綺麗に折り曲げられ、皺が極めて少ない平坦なオイル塗布面を形成することができた。
【0029】
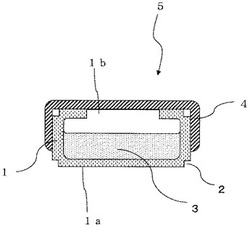
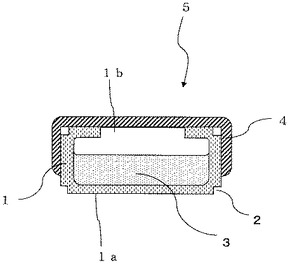
以下、本実施の形態におけるオイル塗布部材について、図面を用いてより具体的に説明する。図1は、本実施の形態におけるオイル塗布部材の断面図である。図1は、多孔質フッ素樹脂シート1の表面の一部をオイル塗布面1aとするオイル塗布部材5が示されている。多孔質フッ素樹脂シート1のオイル塗布面1a側には溝2が4本形成されている。多孔質フッ素樹脂シート1は各々の溝2に沿って折り曲げられることにより角柱状に形成されている。多孔質フッ素樹脂シート1は、オイル塗布面1a側に凸である。オイル塗布面1aの側とは反対側にオイル固形化物3が配置されている。本実施形態のオイル塗布部材5では、オイル塗布面1aを、オイルの被塗布体(定着ロール、定着ベルト等)の表面に接触させることにより被塗布体の表面にオイルを塗布することができる。
【0030】
本実施形態のオイル塗布部材5によれば、オイル塗布部材5に用いる多孔質フッ素樹脂シート1に溝2を少なくとも2本形成することにより、多孔質フッ素樹脂シート1が厚く剛軟性が多少高くともオイル塗布面1aを皺なく形成することが可能となる。これにより、外部からの押圧力に対抗し得る剛性を備え、かつ、オイル塗布面1aの平坦性よくオイル塗布部材5を形成することが可能となる。これによって、オイル固形化物3のオイル含有量を高めることができる。
【0031】
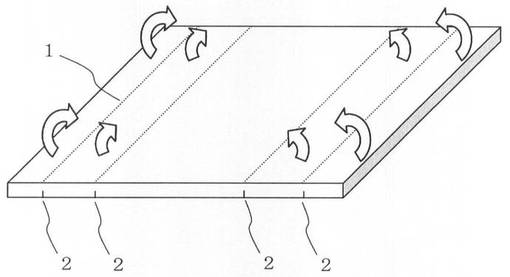
多孔質フッ素樹脂シート1の表面に溝2を設けることによって、その他にも2つの効果がもたらされる。一つめは、図2に示すようにオイル塗布面1aの範囲は2本の溝2に挟まれたエリアとして物理的に規定されているため、多孔質フッ素樹脂シート1への押圧力に多少の変化が生じてもオイル塗布面1aの範囲は変化しにくい。したがって、オイルを被塗布体に均一に塗布することができる。二つめは溝2が図2に示すように窪みであるため、この内部に上述したトナー滓等の汚染物を捕捉することができ、オイル塗布面1aをクリーンに保つことができる。多孔質フッ素樹脂シート1に形成される溝2が単なる切り目によって作製されたものであっても、多孔質フッ素樹脂シート1が外側に向かって凸状となるため溝2が外側に開かれた状態となるため自ずと窪みが形成される。
【0032】
なお、図1に示すように、多孔質フッ素樹脂シート1を折り曲げて形成した中空部材には、孔1bを設けることができる。この孔1bを通してオイルやオイルゲル化剤を注入することができる。
【0033】
また、図1に示すように、オイル塗布部材5は、多孔質フッ素樹脂シート1の角柱状形状を保つために、柱状ケース4の凹部内に納められていることが望ましい。柱状ケース4の材料は特に限定されず、金属やプラスチック部材等で構成することができる。
【0034】
以下、本発明の実施の形態におけるオイル塗布部材5の主要な構成要素である多孔質フッ素樹脂シート1、およびオイル固形化物3についてさらに詳しく説明する。
【0035】
1.多孔質フッ素樹脂シート
本発明における多孔質フッ素樹脂シートに他の固体(オイル被塗布体)が接触すると、オイル固形化物中のオイルは多孔質フッ素樹脂シートの多孔空間内に入り、多孔質フッ素樹脂シートの表面に滲出し、オイル被塗布体の表面へ移行する。多孔質フッ素樹脂シートとしては、従来公知の各種のものが使用されるが、好ましくは、多孔質ポリテトラフルオロエチレン(多孔質PTFE)シート等が用いられる。本発明では、特に、延伸PTFEシートを使用することが好ましい。
【0036】
多孔質PTFE膜は、PTFEのファインパウダーを成形助剤と混合して得られるペーストを成形し、該成形体から成形助剤を除去した後、高温高速度で延伸し、さらに必要に応じて焼成することにより得られる。延伸に供するペースト成型体は、半未焼成体、焼成体のいずれも利用可能である。延伸は多孔質フッ素樹脂の融点以下で行う。延伸は、一軸延伸であってもよいし、二軸延伸であってもよい。
【0037】
本発明における多孔質フッ素樹脂シートは、ある程度のコシの強さを有することが望ましい。多孔質フッ素樹脂シートのコシの強さを示す指標として、JIS−L1096(1999)の剛軟性A法(45°カンチレバー法)に定められているものを用いることとした。剛軟性は、好ましくは50mm以上、より好ましくは60mm以上、さらに好ましくは70mm以上である。オイル塗布部材の自己保持性を確保するためである。一方、剛軟性の上限は、200mm、好ましくは150mm、より好ましくは100mmとする。多孔質フッ素樹脂シートが厚すぎると折り曲げに支障を来し、オイル塗布面に皺が形成されてしまうからである。
【0038】
多孔質フッ素樹脂シートの厚さは、好ましくは0.1〜2mm、より好ましくは0.2〜1mm、さらに好ましくは0.3〜0.8mmである。
【0039】
多孔質フッ素樹脂シートの平均細孔径は、好ましくは0.05〜15μm、より好ましくは0.1〜2μmである。多孔質フッ素樹脂シートの空孔率は、好ましくは20〜98%、より好ましくは50〜90%である。オイル塗布部材の形状は、ロール状、シート状、ブロック状、円柱状、角柱状などの種々の形状にすることができる。多孔質フッ素樹脂シートは、オイル固形化物の全表面を被覆することができるほか、その塗布面のみを被覆することもできる。このオイル塗布部材は、その表面に溝2による窪みが形成されていることから、オイル塗布部材の外部からの紙粉やトナーの滓(かす)等の汚染物を捕捉することができ、長期にわたって安定したオイル塗布を達成することができる。
【0040】
2.オイル固形化物
本発明で用いるオイル固形化物3は、その内部に離型性オイルを含有するにもかかわらず、全体としては自己保形性を有する寒天状固形物である。このものは、これを中空に置いても、その内部オイルが滴下するようなことはないが、紙等のオイル濃度がその固形物中のオイル濃度よりも低い物体へは拡散移動することができる。即ち、このオイル固形化物を定着ロール等の固体表面に接触させると、その固形物中のオイルは定着ロール表面に移行し、定着ロールにオイルを塗布することができる。オイルゲル化剤の使用割合は、オイル100重量部当り、3重量部以上、好ましくは5重量部以上である。その上限値は、100重量部以下、好ましくは67重量部以下である。
【0041】
本発明でのオイル塗布部材5の一つの態様は、オイルゲル化剤を用いて離型作用を有するオイルをゲル化させることにより形成したオイル固形化物3を内包したものである。このオイル固形化物3を内包するオイル塗布部材5のオイル塗布面1aの硬度は、アスカーF硬度計(高分子計器(株)社製)によれば2度から98度、好ましくは20度から90度である。オイル固形化物3は、その内部にオイルを含有し、このオイルは、そのオイル固形化物に他の固体が接触したときに、そのオイル固形化物3の表面から他の固体表面へ移行する結果、固体表面にオイルが塗布される。以下、このようなオイルおよびオイルゲル化剤の例について詳しく説明する。
【0042】
(1)オイル
本発明で用いる離型作用を有するオイル(離型性オイル)は、好ましくは、定着の温度に耐える耐熱性(180℃〜200℃)を有するオイルである。この離型性オイルにおいて、その粘度(25℃)は10〜60000センチストークス(cs)、好ましくは50〜10000センチストークスである。離型性オイルには、従来公知の各種のものを用いることができる。例えば、シリコーンオイル、変性シリコーンオイル及びフッ素オイル等が包含される。また、シリコーンオイルには、ジメチルシリコーンオイル、メチルフェニルシリコーンオイル、メチル水素シリコーンオイル、環状ポリジメチルシロキサン、フロロシリコーンオイル等が包含される。変性シリコーンオイルには、アルキル変性シリコーンオイル、アミノ変性シリコーンオイル、シリコーンポリエーテル共重合体、脂肪酸変性シリコーンオイル、エポキシ変性シリコーンオイル等が包含される。フッ素オイルには、フッ素オイル又は、フッ素に一部変性されたシリコーンオイル等が包含される。
【0043】
(2)オイルゲル化剤
本発明で用いるオイルゲル化剤は、前記した離型性オイルを、寒天状等の自己保形性の固形物にゲル化し得るものであればよく、従来公知の各種のものが用いられる。このようなものには、オイル中で三次元網状高分子を形成する三次元架橋性低分子又は高分子物質が包含される。その具体例としては、シリコーンゴム(信越化学社製、「KE−106」等)や、シリコーンレジン、脂肪酸類、パラフィン炭化水素類等が包含される。このような三次元架橋性物質は、これをオイル中で三次元架橋させて三次元網状構造とすることにより、オイルをその三次元網状体中に取り込み、オイルの流動性を抑え、全体として寒天状の自己保形性固形物を与える。本明細書では、このような寒天状の自己保形性、即ち、支持体や容器等を用いることなく、その固体形状を保持できる固形物をオイル固形化物と称する。離型性オイルがシリコーンオイルの場合には、そのゲル化剤として同族系のシリコーン樹脂系ゴムを用いるのが好ましい。これにより、オイル塗布部材の分別廃棄が容易になる。
【0044】
(3)その他
上記オイル固形化物の材料として、オイル(A)とオイルゲル化剤(C)を使用したとすると、多孔質フッ素樹脂シートの多孔空間内に、離型性作用を有するオイル(B)とオイルゲル化剤(D)との混合物を充填し、この多孔空間内でオイル(B)をゲル化させた構造を採用することができる。この場合、オイル(B)は、オイル(A)と同じものでもよいし異なるものであってもよい。また、オイルゲル化剤(D)は、オイルゲル化剤(C)と同じものでもよいし異なるものであってもよい。但し、オイルゲル化剤(D)の使用割合は、オイルゲル化剤(C)の使用割合よりも高くすることが好ましい。これにより、多孔質フッ素樹脂シート中のオイルの拡散移動速度を低下させることができ、オイルの塗布量を制御することが容易になる。オイル(B)に対するオイルゲル化剤(D)の重量比Xと、オイル(A)に対するオイルゲル化剤(C)の重量比Yとの比X/Yは、好ましくは1〜30、より好ましくは1.5〜20の範囲になるように選定するのがよい。このオイル塗布部材は、その表面にゲル化オイルを含有する多孔質フッ素樹脂シートが形成されていることから、紙粉やトナー滓等の汚染物の付着を抑制することができる他、オイル塗布量の調節が容易である等の利点を有する。
【0045】
3.オイル塗布部材の製造工程
次に、本発明のオイル塗布部材の製造工程の一例について簡単に説明する。図2,図3は、本実施形態の多孔質フッ素樹脂シート1の製造工程を示す斜視図である。まず、図2に示すように多孔質フッ素樹脂シート1の一方の面に溝2を設ける。溝2の深さは、多孔質フッ素樹脂シート1の厚さに対して好ましくは10%以上、より好ましくは15%以上、さらに好ましくは20%以上とするのがよい。多孔質フッ素樹脂シート1を皺無く良好に折り曲げるためである。一方、溝2の深さは、多孔質フッ素樹脂シート1の厚さに対して好ましくは80%以下、より好ましくは70%以下、さらに好ましくは60%以下とするのがよい。溝2における多孔質フッ素樹脂シート1の剛軟性をある程度は残し、外部からの押圧力に対抗し得る自己保持性を実現するためである。
【0046】
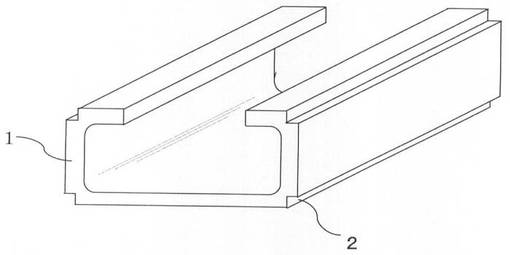
次に、図2に示す矢印の方向にしたがい、図3に示すように溝2が形成されている方の面が外側になるようにして、溝2に沿って多孔質フッ素樹脂シート1を折り曲げる。多孔質フッ素樹脂シート1を折り曲げる際には、多孔質フッ素樹脂シート1の内側に角柱状の部材(図示せず)を内側に包み込むようにすれば、折り目が所望の位置で正確に形成される。
【0047】
以上の手順で中空柱状の多孔質フッ素樹脂シート1を形成しておき、中空内部にオイルやオイルゲル化剤を注入することにより、オイル塗布面1aとは反対側に固形化物3を形成させる。
【0048】
4.トナー像定着装置
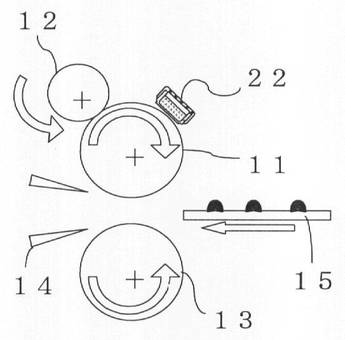
図4は、図1に示した角柱状のオイル塗布部材5を用いたトナー像定着装置の概略説明図である。図4において、11は定着ロール、12はクリーニングロール、13は加圧ロール、14は分離爪、15は未定着トナー像を有する記録媒体(紙等)をそれぞれ示す。図4に示したトナー像定着装置においては、オイル塗布部材22は角柱状のもので、図1に示したオイル塗布部材5が用いられている。このオイル塗布部材5を定着ロール11の表面に接触させることにより、その定着ロール11の表面にオイルを塗布することができる。未定着トナー像を有する記録媒体15は、その定着ロール11と加圧ロール13との間で加熱加圧させることにより、定着されたトナー像を有する記録媒体15を得ることができる。
【実施例】
【0049】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は以下の実施例によって制限を受けるものではなく、前記・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0050】
(1)オイル塗布部材の作製
[実施例1]
(i)オイル固形化物に用いるオイルとしてジメチルシリコーンオイル(SH200CV−300CS、トーレ・ダウコーニングシリコーン株式会社製)を用い、オイル固形化物に用いるオイルゲル化剤としてシリコーンゴム(KE−106、信越化学工業株式会社製)を用いた。オイルゲル化剤とオイルの質量比を10:90とした。
【0051】
(ii)多孔質フッ素樹脂シートとして、JIS L1096剛軟性A法での剛軟性が60mmの延伸PTFEシート(ジャパンゴアテックス株式会社製)を用いた。延伸PTFEシートに深さ0.1mmの切り込みを50mmの間隔で2本形成した。その切り込み部分が外側になるように延伸PTFEシートの折り曲げを行い、幅50mm、高さ7mmの「コ」の字型の中空柱状シートを作製した。その中空柱状シートを400mmの長さでカットを行い、両端10mmの部分に、中空柱状シートの内寸に合うようシリコーンゴムを嵌めて堰とした。
【0052】
(iii)上記iiの工程による柱状シートと堰の内側に、液面高さが5mmとなるように(i)のシリコーンオイルとシリコーンゴムの混合液を中空柱状シートに流し込み、150℃にて1時間加熱した。これによりオイル塗布部材を作製した。
【0053】
[比較例1]
(i)実施例1と同様にジメチルシリコーンオイルとシリコーンゴムを配合した。
【0054】
(ii)JIS L1096剛軟性A法での剛軟性が20mmの延伸PTFEシート(ジャパンゴアテックス株式会社製)を、溝を形成せずにそのまま折り曲げた。その後に400mmの長さでカットした。幅50mm、高さ7mmの「コ」の字型の中空柱状シートとし、両端10mmの部分に、中空柱状シートの内寸に合うようシリコーンゴムを嵌めて堰とした。
【0055】
(iii)実施例1と同様にジメチルシリコーンオイルとシリコーンゴムの混合液を中空柱状シートに流し込み、150℃にて1時間加熱した。これによりオイル塗布部材を作製した。
【0056】
(2)オイル塗布部材の硬度および外観
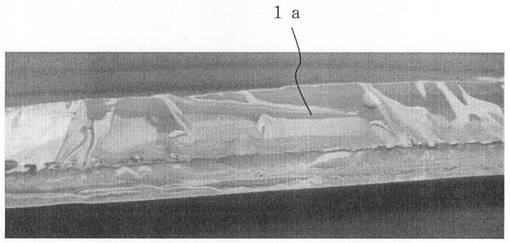
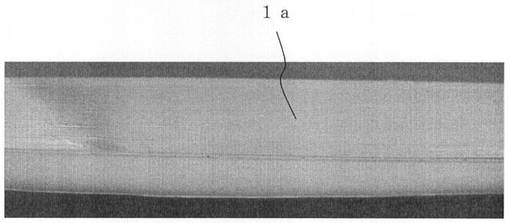
オイル塗布部材として機能を果たすためには、様々な硬度設計が可能であることが重要である。オイル保持部のオイル比率を上げることにより硬度が不足し、オイル塗布部材として機能を果たすことができなくなるからである。実施例1および比較例1では同じオイル比率(オイルゲル化剤とオイルの質量比が10:90)でのオイル塗布面の硬度を測定し比較した。また、実施例1および比較例1における多孔質フッ素樹脂シートのオイル塗布面の外観を写真撮影して比較した。図5は、比較例1におけるオイル塗布部材の外観写真である。図6は、本発明の実施例1におけるオイル塗布部材の外観写真である。
【0057】
図5から分かるように、比較例1ではオイル塗布面に非常に多くの皺が発生した。これに対して、図6から分かるように、溝を形成した実施例1ではオイル塗布面には殆ど皺が発生することなく、非常に平坦なオイル塗布面を得ることができた。オイル塗布面の硬度、オイル塗布面の皺の発生具合を表1にまとめて示す。
【0058】
【表1】

【0059】
表1の結果から分かるように、オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、実用性が高められたトナー像定着装置を製造できる。
【符号の説明】
【0060】
1 多孔質フッ素樹脂シート
1a オイル塗布面
1b 孔
2 溝
3 オイル固形化物
4 柱状ケース
5 オイル塗布部材
11 定着ロール
12 クリーニングロール
13 加圧ロール
14 分離爪
15 記録媒体
【技術分野】
【0001】
本発明は、複写機等に配置されているトナー像定着装置に用いられるオイル塗布部材及びトナー像定着装置に関するものである。
【背景技術】
【0002】
一般的に複写装置では、ドラム状に形成された感光体を一様に帯電させ、この感光体を画像情報に基づいて制御された光で露光し、感光体上に静電潜像(トナー)を形成し、画像定着装置によって、このトナーを紙等の記録媒体上に未定着の状態で転写させ、加熱/加圧することにより記録媒体に定着させている。このような画像定着装置に使用されるトナーには、トナーが熱溶融状態で定着ロールに接触するため、トナーの一部が定着ロールに転移し、それが次の転写紙に付着してしまうオフセット現象の問題がある。
【0003】
複写機やプリンター等のトナー像定着装置では、このようなオフセット現象を防止するために加熱ロールや加圧ロール等にシリコーンオイル等の離型性オイルを塗布する手法が知られている。オイル塗布部材としては、種々のものが知られている。例えば、織布、不織布、フェルト等の布帛に離型性オイルを含浸させ、これを加熱ロールや加圧ロール等に当接させて塗布するものがある。他にも、側面に穴の開いた中空パイプに離型性オイルを保持させ、この中空パイプの外周を布帛等で被覆してオイル塗布部材とし、これを定着装置に当接、従動回転させて塗布するものがある。その他にも、スポンジ等の合成樹脂発泡体にオイルを保持させ、合成樹脂発泡体で構成されるオイル保持層の表面を多孔質ポリテトラフルオロエチレン(多孔質PTFE)シート等で被覆し、この多孔質PTFEシートを介してオイルを塗布するものがある。多孔質PTFEシートはオイルの透過量を制御する機能を有する。
【0004】
一方、主にオイル塗布量の制御を目的として、シリコーンオイルをシリコーンゴムと混合させ、この混合体を前記したオイル塗布装置の多孔質シート(オイル透過制御層)や合成樹脂発泡体(オイル保持層)に含浸させ、その後架橋させるオイル塗布装置も知られている(例えば特許文献1〜3)。しかしながら、これらの技術もオイルを保持する支持体が必要である点では上記のオイル塗布装置と同様であった。オイルを保持するための支持体や容器を用いるときには、そのオイル塗布部材、及びオイル塗布部材を含む装置の構造が複雑化し大型化してしまう。
【0005】
このように従来のオイル塗布装置は、装置を構成する材料が多かったり、駆動システムが複雑であったりして、画像定着装置に占める容積の割合が大きいものであった。これに対し、省エネルギーの観点や使い易さの観点から、オイル塗布装置を小型化したいという要求もあった。
【0006】
オイル塗布部材の小型化を行うために、特許文献1〜3の支持体や容器を必要としない改善も行われている(特許文献4)。特許文献4に記載されたオイル塗布部材は、オイルゲル化剤によりオイルをゲル化させて形成したオイル固形化物からなり、このオイル固形化物の表面の少なくとも一部をオイル塗布面としたものである。特許文献4におけるオイル塗布部材は、寒天状の自己保形性(形状維持力)のあるオイル固形化物を主体としていることから構造が簡単で小型化が可能である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平6−73051号公報
【特許文献2】特開平4−139477号公報
【特許文献3】特開平6−269711号公報
【特許文献4】特開2002−202680号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献4のオイル塗布部材では、シリコーンオイルとシリコーンゴムのオイル固形化物のシリコーンオイル混合比率を高くすることにより保持できるオイルの量を多くすることができる。しかしながら、シリコーンオイル混合比率を高くすると、オイルの消費に伴いオイル固形化物の体積が次第に減少するため、オイル塗布部材として必要な剛性を維持することが困難となる場合があった。オイル塗布部材が柔らかくなると外部から加えられる押圧力に対抗できずに、オイル塗布部材が変形し、塗布されるオイルの範囲に変動が生じる問題があった。そのことにより、オイル固形化物に保持させるオイル量が制限され、オイル塗布部材の使用可能回数を大幅に改善することができなかった。
【0009】
本発明は、オイル固形化物のオイル含有量を高めても自己保持性の高いオイル塗布部材を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
上記課題を解決し得た本発明のオイル塗布部材は、多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材であって、前記多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されており、前記多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されており、該オイル塗布面とは反対側にはオイル固形化物が形成されているものである。オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、皺の極めて少ないオイル塗布面を形成することが可能となる。
【0011】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの剛軟性[JIS L1096(1999):剛軟性A法]を50mm以上とすることが望ましい。多孔質フッ素樹脂シートにある程度のコシを持たせることにより、外部からの押圧力に対抗し得る剛性を備えるオイル塗布部材5を形成できる。
【0012】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの厚さを0.1〜2mmとすることが望ましい。
【0013】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルの粘度(25℃)を、10〜60000センチストークスとすることが望ましい。
【0014】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルを、シリコーンオイル、変性シリコーンオイル又はフッ素オイルとすることが望ましい。
【0015】
上記のオイル塗布部材において、前記オイル固形化物がオイルゲル化剤を含む態様とすることが望ましい。
【0016】
上記のオイル塗布部材において、前記オイルゲル化剤をシリコーンゴムとすることが望ましい。
【0017】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートの多孔空間内に、オイルゲル化剤を用いてオイルをゲル化させて形成したゲル化オイルが保持されている態様とすることが望ましい。
【0018】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートを、多孔質ポリテトラフルオロエチレンシートとすることが望ましい。
【0019】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートとして、一方向に延伸された多孔質ポリテトラフルオロエチレンシートを用いることが望ましい。
【0020】
上記のオイル塗布部材において、前記オイル固形化物を構成するオイルを、該オイル固形化物を構成するオイルゲル化剤との質量比率で1以上とすることが望ましい。
【0021】
上記のオイル塗布部材において、前記多孔質フッ素樹脂シートが略角柱形状に折り曲げられている態様とすることが望ましい。
【0022】
上記のオイル塗布部材をトナー像定着装置に適用することにより、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を提供することができる。
【発明の効果】
【0023】
本発明によれば、オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、後述するように、外部から加えられる押圧力に対抗する剛性を備える多孔質フッ素樹脂シートを形成することが可能となるものであり、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態におけるオイル塗布部材の断面図である。
【図2】本発明の実施の形態における多孔質フッ素樹脂シートの斜視図である。
【図3】本発明の実施の形態における多孔質フッ素樹脂シートの斜視図である。
【図4】図1に示したオイル塗布部材を用いた定着装置の概略説明図である。
【図5】比較例1におけるオイル塗布部材の外観写真である。
【図6】本発明の実施例1におけるオイル塗布部材の外観写真である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態におけるオイル塗布部材について説明する。本実施形態のオイル塗布部材は、多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材である。多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されている。多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されている。オイル塗布面とは反対側にはオイル固形化物が配置されている。
【0026】
上述したように、従来のオイル塗布部材ではオイルの消費に伴いオイル固形化物の体積が次第に減少するため、オイル塗布部材として必要な剛性を維持することできなかった。本発明者は、オイル塗布部材の剛性を高めるために多孔質フッ素樹脂シートを厚く形成することを試みた。多孔質フッ素樹脂シートを厚く形成することにより、オイル固形化物のオイル含有量を高めても自己保持性が持続されるオイル塗布部材を製造できると考えた。
【0027】
ところが、厚い多孔質フッ素樹脂シートのオイル塗布面側を凸状に折り曲げようとすると、多孔質フッ素樹脂シートに厚みがあるが故に多孔質フッ素樹脂シートに多数の皺が入ってしまうという新たな課題に遭遇した。これではオイル塗布部材の塗布面を為す多孔質フッ素樹脂シートに重要な平坦性を確保し得ず、実用に耐え得るオイル塗布部材を製造することはできない。
【0028】
本発明者は、多孔質フッ素樹脂シートに皺が入ってしまうことを防止するため、多孔質フッ素樹脂シートの膜厚を様々な値に調整することを試みた。しかしながら、膜厚の調整だけでは皺の発生を防止するには至らなかった。そこで本発明者は、多孔質フッ素樹脂シートのオイル塗布面側に加工を施すことに思い至った。常識的には、オイルの被塗布部材にオイルを均一に塗布するために、多孔質フッ素樹脂シートのオイル塗布面側は凹凸形状や傷の類のものは避けなければならない。しかし本発明者は、ここを敢えて多孔質フッ素樹脂シートのオイル塗布面側に2本以上の溝を形成し、多孔質フッ素樹脂シートを各々の溝に沿って折り曲げることにより多孔質フッ素樹脂シートを凸状に形成した。すると、多孔質フッ素樹脂シートは綺麗に折り曲げられ、皺が極めて少ない平坦なオイル塗布面を形成することができた。
【0029】
以下、本実施の形態におけるオイル塗布部材について、図面を用いてより具体的に説明する。図1は、本実施の形態におけるオイル塗布部材の断面図である。図1は、多孔質フッ素樹脂シート1の表面の一部をオイル塗布面1aとするオイル塗布部材5が示されている。多孔質フッ素樹脂シート1のオイル塗布面1a側には溝2が4本形成されている。多孔質フッ素樹脂シート1は各々の溝2に沿って折り曲げられることにより角柱状に形成されている。多孔質フッ素樹脂シート1は、オイル塗布面1a側に凸である。オイル塗布面1aの側とは反対側にオイル固形化物3が配置されている。本実施形態のオイル塗布部材5では、オイル塗布面1aを、オイルの被塗布体(定着ロール、定着ベルト等)の表面に接触させることにより被塗布体の表面にオイルを塗布することができる。
【0030】
本実施形態のオイル塗布部材5によれば、オイル塗布部材5に用いる多孔質フッ素樹脂シート1に溝2を少なくとも2本形成することにより、多孔質フッ素樹脂シート1が厚く剛軟性が多少高くともオイル塗布面1aを皺なく形成することが可能となる。これにより、外部からの押圧力に対抗し得る剛性を備え、かつ、オイル塗布面1aの平坦性よくオイル塗布部材5を形成することが可能となる。これによって、オイル固形化物3のオイル含有量を高めることができる。
【0031】
多孔質フッ素樹脂シート1の表面に溝2を設けることによって、その他にも2つの効果がもたらされる。一つめは、図2に示すようにオイル塗布面1aの範囲は2本の溝2に挟まれたエリアとして物理的に規定されているため、多孔質フッ素樹脂シート1への押圧力に多少の変化が生じてもオイル塗布面1aの範囲は変化しにくい。したがって、オイルを被塗布体に均一に塗布することができる。二つめは溝2が図2に示すように窪みであるため、この内部に上述したトナー滓等の汚染物を捕捉することができ、オイル塗布面1aをクリーンに保つことができる。多孔質フッ素樹脂シート1に形成される溝2が単なる切り目によって作製されたものであっても、多孔質フッ素樹脂シート1が外側に向かって凸状となるため溝2が外側に開かれた状態となるため自ずと窪みが形成される。
【0032】
なお、図1に示すように、多孔質フッ素樹脂シート1を折り曲げて形成した中空部材には、孔1bを設けることができる。この孔1bを通してオイルやオイルゲル化剤を注入することができる。
【0033】
また、図1に示すように、オイル塗布部材5は、多孔質フッ素樹脂シート1の角柱状形状を保つために、柱状ケース4の凹部内に納められていることが望ましい。柱状ケース4の材料は特に限定されず、金属やプラスチック部材等で構成することができる。
【0034】
以下、本発明の実施の形態におけるオイル塗布部材5の主要な構成要素である多孔質フッ素樹脂シート1、およびオイル固形化物3についてさらに詳しく説明する。
【0035】
1.多孔質フッ素樹脂シート
本発明における多孔質フッ素樹脂シートに他の固体(オイル被塗布体)が接触すると、オイル固形化物中のオイルは多孔質フッ素樹脂シートの多孔空間内に入り、多孔質フッ素樹脂シートの表面に滲出し、オイル被塗布体の表面へ移行する。多孔質フッ素樹脂シートとしては、従来公知の各種のものが使用されるが、好ましくは、多孔質ポリテトラフルオロエチレン(多孔質PTFE)シート等が用いられる。本発明では、特に、延伸PTFEシートを使用することが好ましい。
【0036】
多孔質PTFE膜は、PTFEのファインパウダーを成形助剤と混合して得られるペーストを成形し、該成形体から成形助剤を除去した後、高温高速度で延伸し、さらに必要に応じて焼成することにより得られる。延伸に供するペースト成型体は、半未焼成体、焼成体のいずれも利用可能である。延伸は多孔質フッ素樹脂の融点以下で行う。延伸は、一軸延伸であってもよいし、二軸延伸であってもよい。
【0037】
本発明における多孔質フッ素樹脂シートは、ある程度のコシの強さを有することが望ましい。多孔質フッ素樹脂シートのコシの強さを示す指標として、JIS−L1096(1999)の剛軟性A法(45°カンチレバー法)に定められているものを用いることとした。剛軟性は、好ましくは50mm以上、より好ましくは60mm以上、さらに好ましくは70mm以上である。オイル塗布部材の自己保持性を確保するためである。一方、剛軟性の上限は、200mm、好ましくは150mm、より好ましくは100mmとする。多孔質フッ素樹脂シートが厚すぎると折り曲げに支障を来し、オイル塗布面に皺が形成されてしまうからである。
【0038】
多孔質フッ素樹脂シートの厚さは、好ましくは0.1〜2mm、より好ましくは0.2〜1mm、さらに好ましくは0.3〜0.8mmである。
【0039】
多孔質フッ素樹脂シートの平均細孔径は、好ましくは0.05〜15μm、より好ましくは0.1〜2μmである。多孔質フッ素樹脂シートの空孔率は、好ましくは20〜98%、より好ましくは50〜90%である。オイル塗布部材の形状は、ロール状、シート状、ブロック状、円柱状、角柱状などの種々の形状にすることができる。多孔質フッ素樹脂シートは、オイル固形化物の全表面を被覆することができるほか、その塗布面のみを被覆することもできる。このオイル塗布部材は、その表面に溝2による窪みが形成されていることから、オイル塗布部材の外部からの紙粉やトナーの滓(かす)等の汚染物を捕捉することができ、長期にわたって安定したオイル塗布を達成することができる。
【0040】
2.オイル固形化物
本発明で用いるオイル固形化物3は、その内部に離型性オイルを含有するにもかかわらず、全体としては自己保形性を有する寒天状固形物である。このものは、これを中空に置いても、その内部オイルが滴下するようなことはないが、紙等のオイル濃度がその固形物中のオイル濃度よりも低い物体へは拡散移動することができる。即ち、このオイル固形化物を定着ロール等の固体表面に接触させると、その固形物中のオイルは定着ロール表面に移行し、定着ロールにオイルを塗布することができる。オイルゲル化剤の使用割合は、オイル100重量部当り、3重量部以上、好ましくは5重量部以上である。その上限値は、100重量部以下、好ましくは67重量部以下である。
【0041】
本発明でのオイル塗布部材5の一つの態様は、オイルゲル化剤を用いて離型作用を有するオイルをゲル化させることにより形成したオイル固形化物3を内包したものである。このオイル固形化物3を内包するオイル塗布部材5のオイル塗布面1aの硬度は、アスカーF硬度計(高分子計器(株)社製)によれば2度から98度、好ましくは20度から90度である。オイル固形化物3は、その内部にオイルを含有し、このオイルは、そのオイル固形化物に他の固体が接触したときに、そのオイル固形化物3の表面から他の固体表面へ移行する結果、固体表面にオイルが塗布される。以下、このようなオイルおよびオイルゲル化剤の例について詳しく説明する。
【0042】
(1)オイル
本発明で用いる離型作用を有するオイル(離型性オイル)は、好ましくは、定着の温度に耐える耐熱性(180℃〜200℃)を有するオイルである。この離型性オイルにおいて、その粘度(25℃)は10〜60000センチストークス(cs)、好ましくは50〜10000センチストークスである。離型性オイルには、従来公知の各種のものを用いることができる。例えば、シリコーンオイル、変性シリコーンオイル及びフッ素オイル等が包含される。また、シリコーンオイルには、ジメチルシリコーンオイル、メチルフェニルシリコーンオイル、メチル水素シリコーンオイル、環状ポリジメチルシロキサン、フロロシリコーンオイル等が包含される。変性シリコーンオイルには、アルキル変性シリコーンオイル、アミノ変性シリコーンオイル、シリコーンポリエーテル共重合体、脂肪酸変性シリコーンオイル、エポキシ変性シリコーンオイル等が包含される。フッ素オイルには、フッ素オイル又は、フッ素に一部変性されたシリコーンオイル等が包含される。
【0043】
(2)オイルゲル化剤
本発明で用いるオイルゲル化剤は、前記した離型性オイルを、寒天状等の自己保形性の固形物にゲル化し得るものであればよく、従来公知の各種のものが用いられる。このようなものには、オイル中で三次元網状高分子を形成する三次元架橋性低分子又は高分子物質が包含される。その具体例としては、シリコーンゴム(信越化学社製、「KE−106」等)や、シリコーンレジン、脂肪酸類、パラフィン炭化水素類等が包含される。このような三次元架橋性物質は、これをオイル中で三次元架橋させて三次元網状構造とすることにより、オイルをその三次元網状体中に取り込み、オイルの流動性を抑え、全体として寒天状の自己保形性固形物を与える。本明細書では、このような寒天状の自己保形性、即ち、支持体や容器等を用いることなく、その固体形状を保持できる固形物をオイル固形化物と称する。離型性オイルがシリコーンオイルの場合には、そのゲル化剤として同族系のシリコーン樹脂系ゴムを用いるのが好ましい。これにより、オイル塗布部材の分別廃棄が容易になる。
【0044】
(3)その他
上記オイル固形化物の材料として、オイル(A)とオイルゲル化剤(C)を使用したとすると、多孔質フッ素樹脂シートの多孔空間内に、離型性作用を有するオイル(B)とオイルゲル化剤(D)との混合物を充填し、この多孔空間内でオイル(B)をゲル化させた構造を採用することができる。この場合、オイル(B)は、オイル(A)と同じものでもよいし異なるものであってもよい。また、オイルゲル化剤(D)は、オイルゲル化剤(C)と同じものでもよいし異なるものであってもよい。但し、オイルゲル化剤(D)の使用割合は、オイルゲル化剤(C)の使用割合よりも高くすることが好ましい。これにより、多孔質フッ素樹脂シート中のオイルの拡散移動速度を低下させることができ、オイルの塗布量を制御することが容易になる。オイル(B)に対するオイルゲル化剤(D)の重量比Xと、オイル(A)に対するオイルゲル化剤(C)の重量比Yとの比X/Yは、好ましくは1〜30、より好ましくは1.5〜20の範囲になるように選定するのがよい。このオイル塗布部材は、その表面にゲル化オイルを含有する多孔質フッ素樹脂シートが形成されていることから、紙粉やトナー滓等の汚染物の付着を抑制することができる他、オイル塗布量の調節が容易である等の利点を有する。
【0045】
3.オイル塗布部材の製造工程
次に、本発明のオイル塗布部材の製造工程の一例について簡単に説明する。図2,図3は、本実施形態の多孔質フッ素樹脂シート1の製造工程を示す斜視図である。まず、図2に示すように多孔質フッ素樹脂シート1の一方の面に溝2を設ける。溝2の深さは、多孔質フッ素樹脂シート1の厚さに対して好ましくは10%以上、より好ましくは15%以上、さらに好ましくは20%以上とするのがよい。多孔質フッ素樹脂シート1を皺無く良好に折り曲げるためである。一方、溝2の深さは、多孔質フッ素樹脂シート1の厚さに対して好ましくは80%以下、より好ましくは70%以下、さらに好ましくは60%以下とするのがよい。溝2における多孔質フッ素樹脂シート1の剛軟性をある程度は残し、外部からの押圧力に対抗し得る自己保持性を実現するためである。
【0046】
次に、図2に示す矢印の方向にしたがい、図3に示すように溝2が形成されている方の面が外側になるようにして、溝2に沿って多孔質フッ素樹脂シート1を折り曲げる。多孔質フッ素樹脂シート1を折り曲げる際には、多孔質フッ素樹脂シート1の内側に角柱状の部材(図示せず)を内側に包み込むようにすれば、折り目が所望の位置で正確に形成される。
【0047】
以上の手順で中空柱状の多孔質フッ素樹脂シート1を形成しておき、中空内部にオイルやオイルゲル化剤を注入することにより、オイル塗布面1aとは反対側に固形化物3を形成させる。
【0048】
4.トナー像定着装置
図4は、図1に示した角柱状のオイル塗布部材5を用いたトナー像定着装置の概略説明図である。図4において、11は定着ロール、12はクリーニングロール、13は加圧ロール、14は分離爪、15は未定着トナー像を有する記録媒体(紙等)をそれぞれ示す。図4に示したトナー像定着装置においては、オイル塗布部材22は角柱状のもので、図1に示したオイル塗布部材5が用いられている。このオイル塗布部材5を定着ロール11の表面に接触させることにより、その定着ロール11の表面にオイルを塗布することができる。未定着トナー像を有する記録媒体15は、その定着ロール11と加圧ロール13との間で加熱加圧させることにより、定着されたトナー像を有する記録媒体15を得ることができる。
【実施例】
【0049】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は以下の実施例によって制限を受けるものではなく、前記・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0050】
(1)オイル塗布部材の作製
[実施例1]
(i)オイル固形化物に用いるオイルとしてジメチルシリコーンオイル(SH200CV−300CS、トーレ・ダウコーニングシリコーン株式会社製)を用い、オイル固形化物に用いるオイルゲル化剤としてシリコーンゴム(KE−106、信越化学工業株式会社製)を用いた。オイルゲル化剤とオイルの質量比を10:90とした。
【0051】
(ii)多孔質フッ素樹脂シートとして、JIS L1096剛軟性A法での剛軟性が60mmの延伸PTFEシート(ジャパンゴアテックス株式会社製)を用いた。延伸PTFEシートに深さ0.1mmの切り込みを50mmの間隔で2本形成した。その切り込み部分が外側になるように延伸PTFEシートの折り曲げを行い、幅50mm、高さ7mmの「コ」の字型の中空柱状シートを作製した。その中空柱状シートを400mmの長さでカットを行い、両端10mmの部分に、中空柱状シートの内寸に合うようシリコーンゴムを嵌めて堰とした。
【0052】
(iii)上記iiの工程による柱状シートと堰の内側に、液面高さが5mmとなるように(i)のシリコーンオイルとシリコーンゴムの混合液を中空柱状シートに流し込み、150℃にて1時間加熱した。これによりオイル塗布部材を作製した。
【0053】
[比較例1]
(i)実施例1と同様にジメチルシリコーンオイルとシリコーンゴムを配合した。
【0054】
(ii)JIS L1096剛軟性A法での剛軟性が20mmの延伸PTFEシート(ジャパンゴアテックス株式会社製)を、溝を形成せずにそのまま折り曲げた。その後に400mmの長さでカットした。幅50mm、高さ7mmの「コ」の字型の中空柱状シートとし、両端10mmの部分に、中空柱状シートの内寸に合うようシリコーンゴムを嵌めて堰とした。
【0055】
(iii)実施例1と同様にジメチルシリコーンオイルとシリコーンゴムの混合液を中空柱状シートに流し込み、150℃にて1時間加熱した。これによりオイル塗布部材を作製した。
【0056】
(2)オイル塗布部材の硬度および外観
オイル塗布部材として機能を果たすためには、様々な硬度設計が可能であることが重要である。オイル保持部のオイル比率を上げることにより硬度が不足し、オイル塗布部材として機能を果たすことができなくなるからである。実施例1および比較例1では同じオイル比率(オイルゲル化剤とオイルの質量比が10:90)でのオイル塗布面の硬度を測定し比較した。また、実施例1および比較例1における多孔質フッ素樹脂シートのオイル塗布面の外観を写真撮影して比較した。図5は、比較例1におけるオイル塗布部材の外観写真である。図6は、本発明の実施例1におけるオイル塗布部材の外観写真である。
【0057】
図5から分かるように、比較例1ではオイル塗布面に非常に多くの皺が発生した。これに対して、図6から分かるように、溝を形成した実施例1ではオイル塗布面には殆ど皺が発生することなく、非常に平坦なオイル塗布面を得ることができた。オイル塗布面の硬度、オイル塗布面の皺の発生具合を表1にまとめて示す。
【0058】
【表1】
【0059】
表1の結果から分かるように、オイル塗布部材に用いる多孔質フッ素樹脂シートに溝を少なくとも2本形成することにより、実用性が高められたトナー像定着装置を製造できる。
【符号の説明】
【0060】
1 多孔質フッ素樹脂シート
1a オイル塗布面
1b 孔
2 溝
3 オイル固形化物
4 柱状ケース
5 オイル塗布部材
11 定着ロール
12 クリーニングロール
13 加圧ロール
14 分離爪
15 記録媒体
【特許請求の範囲】
【請求項1】
多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材であって、
前記多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されており、前記多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されており、該オイル塗布面とは反対側にはオイル固形化物が形成されていることを特徴とするオイル塗布部材。
【請求項2】
前記多孔質フッ素樹脂シートの剛軟性[JIS L1096(1999):剛軟性A法]が50mm以上である請求項1に記載のオイル塗布部材。
【請求項3】
前記多孔質フッ素樹脂シートの厚さが0.1〜2mmである請求項1または2に記載のオイル塗布部材。
【請求項4】
前記オイル固形化物を構成するオイルの粘度(25℃)が、10〜60000センチストークスである請求項1〜3のいずれかに記載のオイル塗布部材。
【請求項5】
前記オイル固形化物を構成するオイルが、シリコーンオイル、変性シリコーンオイル又はフッ素オイルである請求項1〜4のいずれかに記載のオイル塗布部材。
【請求項6】
前記オイル固形化物がオイルゲル化剤を含む請求項1〜5のいずれかに記載のオイル塗布部材。
【請求項7】
前記オイルゲル化剤がシリコーンゴムである請求項6に記載のオイル塗布部材。
【請求項8】
前記多孔質フッ素樹脂シートの多孔空間内に、オイルゲル化剤を用いてオイルをゲル化させて形成したゲル化オイルが保持されている請求項6または7に記載のオイル塗布部材。
【請求項9】
前記多孔質フッ素樹脂シートが、多孔質ポリテトラフルオロエチレンシートである請求項1〜8のいずれかに記載のオイル塗布部材。
【請求項10】
前記多孔質フッ素樹脂シートが、一方向に延伸された多孔質ポリテトラフルオロエチレンシートである請求項9に記載のオイル塗布部材。
【請求項11】
前記オイル固形化物を構成するオイルが、該オイル固形化物を構成するオイルゲル化剤との質量比率で1以上である請求項6〜10のいずれかに記載のオイル塗布部材。
【請求項12】
前記多孔質フッ素樹脂シートが略角柱形状に折り曲げられている請求項1〜11のいずれかに記載のオイル塗布部材。
【請求項13】
請求項1〜12のいずれかに記載のオイル塗布部材を有するトナー像定着装置。
【請求項1】
多孔質フッ素樹脂シートの表面の少なくとも一部をオイル塗布面とするオイル塗布部材であって、
前記多孔質フッ素樹脂シートのオイル塗布面側には溝が少なくとも2本形成されており、前記多孔質フッ素樹脂シートは各々の溝に沿って折り曲げられることによりオイル塗布面側が凸状に形成されており、該オイル塗布面とは反対側にはオイル固形化物が形成されていることを特徴とするオイル塗布部材。
【請求項2】
前記多孔質フッ素樹脂シートの剛軟性[JIS L1096(1999):剛軟性A法]が50mm以上である請求項1に記載のオイル塗布部材。
【請求項3】
前記多孔質フッ素樹脂シートの厚さが0.1〜2mmである請求項1または2に記載のオイル塗布部材。
【請求項4】
前記オイル固形化物を構成するオイルの粘度(25℃)が、10〜60000センチストークスである請求項1〜3のいずれかに記載のオイル塗布部材。
【請求項5】
前記オイル固形化物を構成するオイルが、シリコーンオイル、変性シリコーンオイル又はフッ素オイルである請求項1〜4のいずれかに記載のオイル塗布部材。
【請求項6】
前記オイル固形化物がオイルゲル化剤を含む請求項1〜5のいずれかに記載のオイル塗布部材。
【請求項7】
前記オイルゲル化剤がシリコーンゴムである請求項6に記載のオイル塗布部材。
【請求項8】
前記多孔質フッ素樹脂シートの多孔空間内に、オイルゲル化剤を用いてオイルをゲル化させて形成したゲル化オイルが保持されている請求項6または7に記載のオイル塗布部材。
【請求項9】
前記多孔質フッ素樹脂シートが、多孔質ポリテトラフルオロエチレンシートである請求項1〜8のいずれかに記載のオイル塗布部材。
【請求項10】
前記多孔質フッ素樹脂シートが、一方向に延伸された多孔質ポリテトラフルオロエチレンシートである請求項9に記載のオイル塗布部材。
【請求項11】
前記オイル固形化物を構成するオイルが、該オイル固形化物を構成するオイルゲル化剤との質量比率で1以上である請求項6〜10のいずれかに記載のオイル塗布部材。
【請求項12】
前記多孔質フッ素樹脂シートが略角柱形状に折り曲げられている請求項1〜11のいずれかに記載のオイル塗布部材。
【請求項13】
請求項1〜12のいずれかに記載のオイル塗布部材を有するトナー像定着装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−22091(P2012−22091A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2010−158958(P2010−158958)
【出願日】平成22年7月13日(2010.7.13)
【出願人】(000107387)日本ゴア株式会社 (121)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成22年7月13日(2010.7.13)
【出願人】(000107387)日本ゴア株式会社 (121)
【Fターム(参考)】
[ Back to top ]