
オキシメチレン樹脂製外装用接合部品
【課題】本発明は、生産性を従来技術に比して著しく損なうことなく、靭性を改善し屋外という使用環境下でも優れた耐久性と意匠性のための外観保持性とを有するオキシメチレン樹脂製外装用接合部品を提供することを目的とする。
【解決手段】本発明のオキシメチレン樹脂製外装用接合部品は、(A)オキシメチレンコポリマー100質量部、(B)無機系充填材0.4〜8.0質量部、および(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部を含むオキシメチレン樹脂組成物を含有する。
【解決手段】本発明のオキシメチレン樹脂製外装用接合部品は、(A)オキシメチレンコポリマー100質量部、(B)無機系充填材0.4〜8.0質量部、および(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部を含むオキシメチレン樹脂組成物を含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、オキシメチレン樹脂製外装用接合部品に関する。
【背景技術】
【0002】
オキシメチレン樹脂は、優れた機械物性や摺動性、成形加工性を有するため、機械部品、電機・電子部品および自動車部品などの広範囲の用途に用いられている。近年、これまで紫外線や風雨などの影響でその使用が制限されていた工業分野や自動車分野などの外装部品において、その使用の要求が高まってきている。また一方で、オキシメチレン樹脂の優れた強度・剛性からクリップやバックルなど広く接合部品に使用されている。
【0003】
オキシメチレン樹脂を用いた外装部品には、例えば、フロントピラーの外側表面を被覆する樹脂製自動車用外装板(例えば、特許文献1参照)、特定のポリアセタール樹脂組成物よりなる自動車用の内外装に用いられる部品(例えば、特許文献2参照)などが提案されている。
【0004】
一方、オキシメチレン樹脂を用いた接合部品には、例えば、特定のポリオキシメチレン共重合樹脂からなる樹脂製バックル成形品(例えば、特許文献3参照)、ポリアセタール樹脂を用いた嵌合ヒンジ(例えば、特許文献4参照)、クリップ部をポリアセタール樹脂にて形成したクリップ付きプロテクタ(例えば、特許文献5参照)などが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−221866号公報
【特許文献2】特開2010−65210号公報
【特許文献3】特開2004−238440号公報
【特許文献4】特開平10−96362号公報
【特許文献5】特開平9−329274号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1〜5に開示された技術では、オキシメチレン樹脂製外装用接合部品において、早い速度での変位や瞬間的な衝撃的負荷に対し感度が高く、急激に破壊に至ることがあり、安定した成形品を得るために靭性の改良が要望されている。さらに、上記特許文献1〜5に開示された技術では、接合部品の屋外での使用において、その耐久性とそれに加え意匠性のための外観保持性とが充分とはいえない。
【0007】
そこで、本発明は、オキシメチレン樹脂製外装用接合部品において、その生産性を従来技術に比して著しく損なうことなく、靭性を改善し屋外という使用環境下でも優れた耐久性と意匠性のための外観保持性(以下、「耐久性など」とも記載する)とを有する接合部品を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討を重ねた。その結果、特定のポリアルキレンオキサイドを特定量添加したポリオキシメチレン樹脂組成物が、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することを見出した。そして、このような特性を有する樹脂組成物が、外装用接合部品という用途に適性を有していることを見出すに至って、本発明を完成させることができたものである。また、このような特性を有する樹脂組成物は、反力を利用した嵌合機構を有するオキシメチレン樹脂製外装用接合部品という用途において、特に優れた適性を有している。
【0009】
すなわち、本発明は、下記のとおりである。
【0010】
[1]
(A)オキシメチレンコポリマー100質量部、
(B)無機系充填材0.4〜8.0質量部、および
(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部
を含むオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品。
【0011】
[2]
該(A)オキシメチレンコポリマーが、メルトフローレート1.5〜8.0g/minである、[1]記載のオキシメチレン樹脂製外装用接合部品。
【0012】
[3]
該(B)無機系充填材が、平均粒子径0.005〜10μm以下である、[1]または[2]記載のオキシメチレン樹脂製外装用接合部品。
【0013】
[4]
該(B)無機系充填材が、カーボン系である、[1]〜[3]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0014】
[5]
該(C)ポリアルキレンオキサイドが、平均分子量15000〜50000である、[1]〜[4]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0015】
[6]
該オキシメチレン樹脂組成物が、さらに該(B)以外の(D)紫外線劣化防止剤を含む、[1]〜[5]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0016】
[7]
該(D)紫外線劣化防止剤が、ベンゾトリアゾール系物質を含む、[6]記載のオキシメチレン樹脂製外装用接合部品。
【0017】
[8]
該オキシメチレン樹脂組成物が、さらに(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含む、[1]〜[7]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0018】
[9]
該接合部品が、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている、[1]〜[8]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【発明の効果】
【0019】
本発明によれば、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有するオキシメチレン樹脂製外装用接合部品を提供することができる。
【図面の簡単な説明】
【0020】
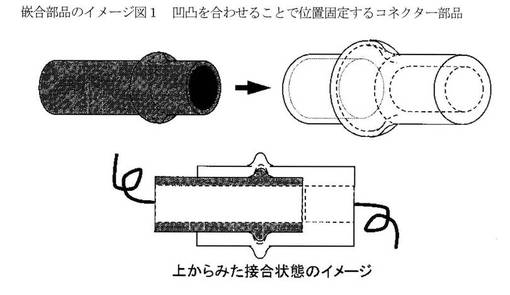
【図1】図1は、コネクター部品の一例のイメージ図である。
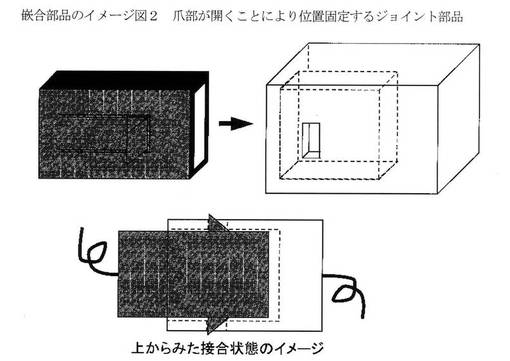
【図2】図2は、ジョイント部品の一例のイメージ図である。
【図3】図3は、クリップ部品の一例のイメージ図である。
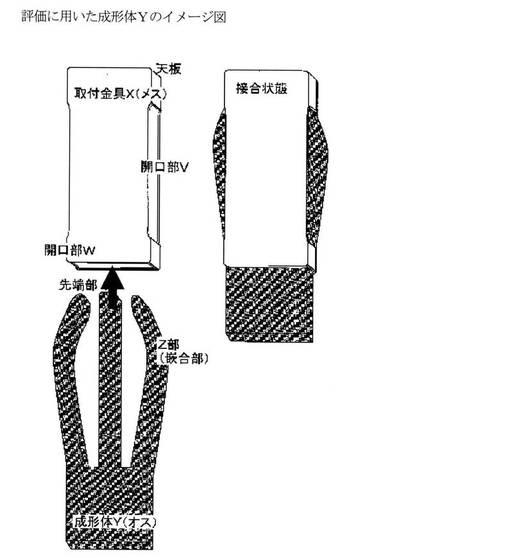
【図4】図4は、本実施例で評価に用いた成形体Yのイメージ図である。
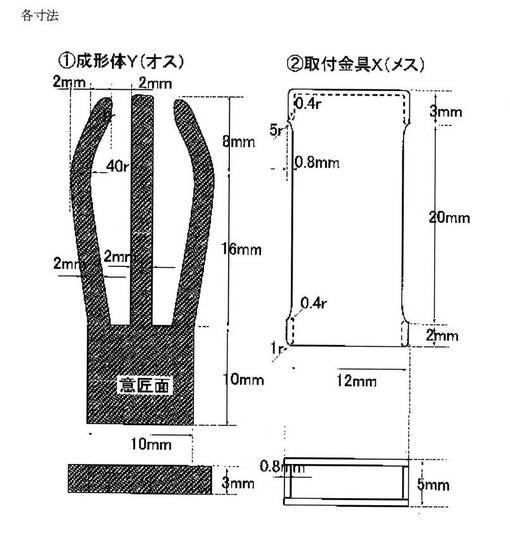
【図5】図5は、本実施例で評価に用いた成形体Yの各寸法を示した図である。
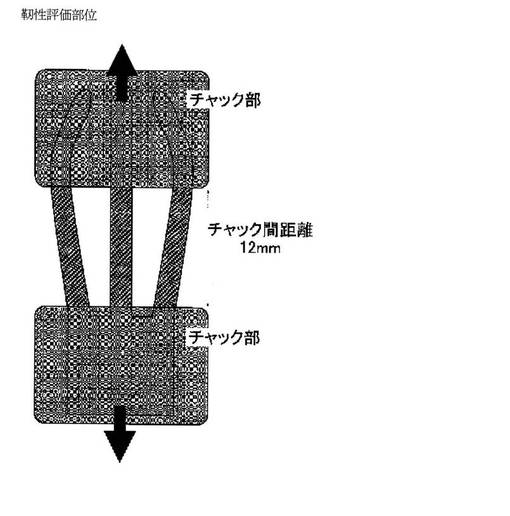
【図6】図6は、本実施例で靭性評価に用いた成形体Yの部位を示した図である。
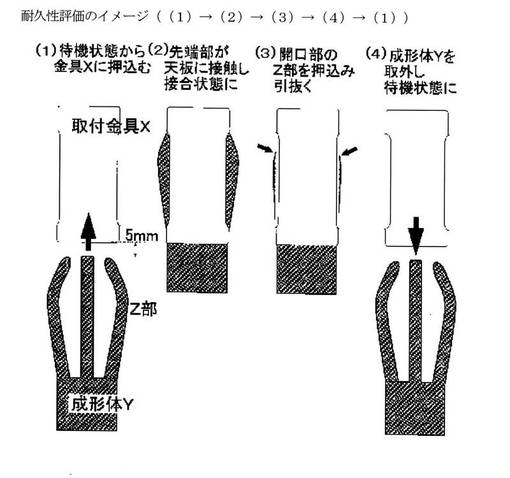
【図7】図7は、本実施例における耐久性評価のイメージ図である。
【発明を実施するための形態】
【0021】
以下、本発明を実施するための形態(以下、「本実施の形態」という。)について詳細に説明する。なお、本発明は、以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0022】
以下では、オキシメチレン樹脂製外装用接合部品、当該オキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物、当該オキシメチレン樹脂製外装用接合部品の製造方法、当該オキシメチレン樹脂製外装用接合部品の使用方法の順に説明する。
【0023】
[1.オキシメチレン樹脂製外装用接合部品]
本実施の形態のオキシメチレン樹脂製外装用接合部品は、(A)オキシメチレンコポリマー100質量部、(B)無機系充填材0.4〜8.0質量部、および(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部を含むオキシメチレン樹脂組成物を含有する。
【0024】
本実施の形態のオキシメチレン樹脂製外装用接合部品とは、主として屋外で装置や設備の外側に装備されて使用される外装用接合部品、および/または人から見えるところで使用される外装用接合部品であり、嵌合機構を有する接合部品であることが好ましい。嵌合機構とは、部品の一部または全体が変形をすることで生じる反力を利用した機構である。嵌合機構としては、例えば、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイント、スナップフィットなどが挙げられる。具体的に嵌合機構を有する接合部品(以下「嵌合部品」ともいう)のイメージを図1〜図3に示す。
【0025】
[2.オキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物]
本実施の形態のオキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物について、以下に説明する。
【0026】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、上述したとおり、特定のオキシメチレン樹脂組成物を含有する。かかるオキシメチレン樹脂組成物は、下記の(A)オキシメチレンコポリマー、(B)無機系充填材、および該(A)以外の平均分子量8000〜500000の(C)ポリアルキレンオキサイドを特定量含有する。
【0027】
1.(A)オキシメチレンコポリマー
本実施の形態に用いるオキシメチレン樹脂組成物は、(A)オキシメチレンコポリマーを含む。(A)オキシメチレンコポリマーを含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0028】
(A)オキシメチレンコポリマーは、例えば、下記の工程(1)および(2)により得ることができる。
【0029】
(1)重合工程
(A)オキシメチレンコポリマーとは、オキシメチレン基を主鎖に有し、分子中に炭素数2以上のオキシアルキレンユニットを有する重合体を表す。本実施の形態においては、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性および耐久性などを向上させるため、オキシメチレンホモポリマーではなく、オキシメチレンコポリマーを用いる。
【0030】
オキシメチレンコポリマー(A)を得る際の重合の形態は、本実施の形態で説明する部分以外は、公知の重合法(例えば、US−A−3027352、US−A−3803094、DE−C−1161421、DE−C−1495228、DE−C−1720358、DE−C−3018898、特開昭58−98322号公報、および特開平7-70267号公報に記載の方法)を用いて実施することができる。かかる重合工程により、オキシメチレンコポリマーの粗ポリマーが得られる。
【0031】
以下、オキシメチレンコポリマー(A)を得る際の本重合工程において用いられるモノマー等の材料を詳細に説明する。
【0032】
(モノマー)
主モノマーは、ホルムアルデヒドまたはその3量体であるトリオキサンもしくは4量体であるテトラオキサン等の環状オリゴマーを用いることが好ましい。ここで、本明細書における「主モノマー」とは、全モノマー量に対して50質量%以上含有されているモノマー成分をいう。
【0033】
コモノマーは、分子中に炭素数2以上のオキシアルキレンユニットを有する環状エーテル化合物を用いることが好ましい。かかる環状エーテル化合物として、好ましくは、エチレンオキシド、プロピレンオキシド、1,3−ジオキソラン、1,3−プロパンジオールホルマール、1,4−ブタンジオールホルマール、1,5−ペンタンジオールホルマール、1,6−ヘキサンジオールホルマール、ジエチレングリコールホルマール、1,3,5−トリオキセパン、1,3,6−トリオキオカン、および分子に分岐もしくは架橋構造を構成しうるモノ−もしくはジ−グリシジル化合物からなる群より選ばれる1種の化合物または2種以上の混合物が挙げられる。
【0034】
オキシメチレンコポリマーの主モノマーおよびコモノマーにおいて、水、メタノールおよび蟻酸といった重合反応中の重合停止作用および連鎖移動作用を有する不純物を極力含まないものを用いることが好ましい。これらの不純物を極力含まない主モノマーおよびコモノマーを用いることにより、予期せぬ連鎖移動反応を回避でき、これにより所望の分子量を有するポリマーが得られる。特に、ポリマー末端基に水酸基を誘導する不純物の含有量は、全モノマー量に対して、好ましくは30質量ppm以下、より好ましくは10質量ppm以下、さらに好ましくは3質量ppm以下である。所望の低不純物の主モノマーおよびコモノマーを得るための方法としては、公知の方法(例えば、主モノマーについては特開平3−123777号公報や特開平7−33761号公報、コモノマーについては特開昭49−62469号公報や特開平5−271217号公報に記載の方法)を用いることができる。
【0035】
(連鎖移動剤)
オキシメチレンコポリマー(A)を得る際の重合において連鎖移動剤を用いてもよい。
【0036】
該連鎖移動剤としては、公知の成分、例えば、アルキル基がメチル、エチル、プロピル、イソプロピルおよびブチル等の低級脂肪族アルキル基であるホルムアルデヒドのジアルキルアセタールおよびそのオリゴマー、ならびにメタノール、エタノール、プロパノール、イソプロパノールおよびブタノール等の低級脂肪族アルコールを用いることが好ましい。長鎖分岐オキシメチレンコポリマーを得るために、ポリエーテルポリオール、およびポリエーテルポリオールのアルキレンオキサイド付加物を用いてもよい。
【0037】
また、オキシメチレンコポリマー(A)のブロックコポリマーを得るために、ヒドロキシル基、カルボキシル基、アミノ基、エステル基およびアルコキシ基からなる群より選択される1種以上の基を有する重合体を連鎖移動させてもよい。さらに上記連鎖移動剤を2種以上使用してもよい。何れの場合にしても、できるだけ不安定末端数の少ないものが好ましい。
【0038】
(重合触媒)
オキシメチレンコポリマー(A)を得る際の重合触媒としては、ルイス酸、プロトン酸、およびプロトン酸のエステルまたは無水物等の、カチオン活性触媒が好ましい。
【0039】
ルイス酸としては、特に限定されないが、例えば、ホウ酸、スズ、チタン、リン、ヒ素およびアンチモンのハロゲン化物が挙げられる。これらの具体例として、特に限定されないが、三フッ化ホウ素、四塩化スズ、四塩化チタン、五フッ化リン、五塩化リンおよび五フッ化アンチモン、並びにそれらの錯化合物もしくは塩が挙げられる。
【0040】
また、プロトン酸、そのエステルまたは無水物の具体例としては、特に限定されないが、パークロル酸、トリフルオロメタンスルホン酸、パークロル酸−3級ブチルエステル、アセチルパークロラート、およびトリメチルオキソニウムヘキサフルオロホスフェートが挙げられる。これらの中でも、三フッ化ホウ素;三フッ化ホウ素水和物;酸素原子または硫黄原子を含む有機化合物と三フッ化ホウ素との配位錯化合物が好ましく、具体的には、三フッ化ホウ素ジエチルエーテル、三フッ化ホウ素ジ−n−ブチルエーテルを好適に挙げることができる。
【0041】
これらの重合触媒の使用量は、例えばモノマーとして、トリオキサンと、環状エーテルおよび/または環状ホルマールとを用いる場合、モノマーの合計量1モルに対して、1×10-6モル〜1×10-3モルが好ましく、5×10-6モル〜1×10-4モルがより好ましい。重合触媒の使用量が上記範囲内であると、重合時の反応安定性や得られるオキシメチレン樹脂製外装用接合部品の生産性を維持し易くなる。
【0042】
重合触媒の失活は、触媒中和失活剤を含む水溶液または有機溶剤溶液中に重合物を投入し、スラリー状態で一般的には数分〜数時間攪拌することにより行うことができる。かかる触媒中和失活剤の具体例として、特に限定されないが、アンモニア、トリエチルアミンおよびトリ−n−ブチルアミン等のアミン類、ならびに、アルカリ金属およびアルカリ土類金属の、水酸化物、無機酸塩および有機酸塩からなる群より選択される1種以上が挙げられる。
【0043】
また、アンモニアおよびトリエチルアミン等の蒸気と粗オキシメチレンコポリマーとを接触させて重合触媒を失活させる方法や、ヒンダードアミン類、トリフェニルホスフィンおよび水酸化カルシウムのうち少なくとも1種と混合機で接触させることにより触媒を失活させる方法も用いることができる。
【0044】
(2)末端安定化および造粒工程
末端安定化させたオキシメチレンコポリマーは、上記工程により得られた粗ポリマーに含まれる不安定末端部分を分解除去することによって得られる。この不安定末端部分の分解除去方法としては、特に限定されないが、例えば、ベント付き単軸スクリュー式押出機やベント付き2軸スクリュー式押出機等を用いて、公知の塩基性物質である分解除去剤の存在下、粗ポリマーを溶融して不安定末端部分を分解除去することができる。末端安定化における溶融混練を行う場合には、品質や作業環境の保持のために、不活性ガスによる置換、ならびに一段および多段ベントによる脱気をすることが好ましい。
【0045】
溶融混練の温度は、オキシメチレンコポリマー(A)の融点以上260℃以下で行うことが好ましい。さらに、通常のオキシメチレン樹脂に添加することの可能な公知の安定剤を加えながら溶融混合し、造粒を行うことが好ましい。
【0046】
(不安定末端部分の分解除去剤)
不安定末端部分の分解除去剤としては、特に限定されないが、例えばアンモニア、トリエチルアミンおよびトリブチルアミン等の脂肪族アミン、ならびに水酸化カルシウム等のアルカリ金属またはアルカリ土類金属の、水酸化物、無機弱酸塩および有機弱酸塩等の、公知の塩基性物質が挙げられる。
【0047】
上記分解除去剤の中でも、好ましくは、下記一般式(1)で表される少なくとも一種の第4級アンモニウム化合物である。そして、かかる第4級アンモニウム化合物を用いて、熱的に不安定な末端を処理する方法が好適に利用できる。なぜなら、上記方法で安定化させたオキシメチレンコポリマー(A)中には、殆ど不安定な末端部が残っていないためである。
【0048】
【化1】

(式中、R11、R12、R13およびR14は、各々独立して、炭素数1〜30の非置換アルキル基または置換アルキル基;炭素数6〜20の非置換アリール基または置換アリール基;炭素数1〜30の非置換アルキル基または置換アルキル基が少なくとも1個の炭素数6〜20のアリール基で置換されたアラルキル基または置換アラルキル基;炭素数6〜20のアリール基が少なくとも1個の炭素数1〜30の非置換アルキル基または置換アルキル基で置換されたアルキルアリール基または置換アルキルアリール基を表す。上記の非置換アルキル基または置換アルキル基は直鎖状、分岐状、または環状である。また上記の置換アルキル基、置換アリール基、置換アラルキル基、置換アルキルアリール基は、非置換アルキル基、アリール基、アラルキル基、およびアルキルアリール基の水素原子がハロゲンで置換されたものでもよい。
nは1〜3の整数を表す。Xは水酸基、または炭素数1〜20のカルボン酸、水素酸、オキソ酸無機チオ酸もしくは炭素数1〜20の有機チオ酸の酸残基を表す。)
上記第4級アンモニウム塩の化合物の具体例として、特に限定されないが、テトラメチルアンモニウム、テトラエチルアンモニウム、テトラプロピルアンモニウム、テトラ−n−ブチルアンモニウム、セチルトリメチルアンモニウム、テトラデシルトリメチルアンモニウム、1,6−ヘキサメチレンビス(トリメチルアンモニウム)、デカメチレン−ビス−(トリメチルアンモニウム)、トリメチル−3−クロロ−2−ヒドロキシプロピルアンモニウム、トリメチル(2−ヒドロキシエチル)アンモニウム、トリエチル(2−ヒドロキシエチル)アンモニウム、トリプロピル(2−ヒドロキシエチル)アンモニウム、トリ−n−ブチル(2−ヒドロキシエチル)アンモニウム、トリメチルベンジルアンモニウム、トリエチルベンジルアンモニウム、トリプロピルベンジルアンモニウム、トリ−n−ブチルベンジルアンモニウム、トリメチルフェニルアンモニウム、トリエチルフェニルアンモニウム、トリメチル−2−オキシエチルアンモニウム、モノメチルトリヒドロキシエチルアンモニウム、モノエチルトリヒドロキシエチルアンモニウム、オクダデシルトリ(2−ヒドロキシエチル)アンモニウム、テトラキス(ヒドロキシエチル)アンモニウム等の水酸化物が挙げられる。
【0049】
また、上記具体例として、特に限定されないが、アジ化水素などのハロゲン化以外の水素酸塩;硫酸、硝酸、燐酸、炭酸、ホウ酸、塩素酸、よう素酸、珪酸、過塩素酸、亜塩素酸、次亜塩素酸、クロロ硫酸、アミド硫酸、二硫酸、トリポリ燐酸などのオキソ酸塩;チオ硫酸などのチオ酸塩;蟻酸、酢酸、プロピオン酸、ブタン酸、イソ酪酸、ペンタン酸、カプロン酸、カプリル酸、カプリン酸、安息香酸、シュウ酸などのカルボン酸塩も挙げられる。
【0050】
これらの中でも、水酸化物(OH-)、硫酸(HSO4-、SO42-)、炭酸(HCO3-、CO32-)、ホウ酸(B(OH)4-)、およびカルボン酸の塩が好ましい。かかるカルボン酸の中でも、蟻酸、酢酸およびプロピオン酸がより好ましい。
【0051】
これらの第4級アンモニウム化合物は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0052】
第4級アンモニウム化合物の添加量は、粗ポリマーに対して、下記数式<1>で表される第4級アンモニウム化合物由来の窒素の量に換算して、0.05〜50質量ppmが好ましい。
【0053】
【数1】
(式中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
第4級アンモニウム化合物は、粗ポリマーを溶融する前に予め添加してもよいし、溶融させた粗ポリマーに添加してもよい。
【0054】
本実施の形態において、公知の分解除去剤であるアンモニア、トリエチルアミンおよびホウ酸化合物と第4級アンモニウム化合物とを併用してもよい。
【0055】
((A)オキシメチレンコポリマーの組成)
オキシメチレンコポリマー(A)中のオキシアルキレン成分(コモノマーユニット)の含有割合が、オキシメチレン成分(1モル)に対して、0.2〜1.45モル%であることが好ましく、0.3〜1.4モル%であることがより好ましく、0.4〜1.35モル%であることがさらに好ましい。上記工程により得られたオキシメチレンコポリマー(A)中では、オキシメチレン成分aに対し、コモノマー成分として、オキシメチレン成分a以外のオキシアルキレン成分bが挿入されている。この成分a(1モル)に対して挿入された成分b(モル数)の割合(モル%)「(b/a)×100」をオキシアルキレン成分(コモノマーユニット)の含有割合という。挿入割合(b/a)×100を上記範囲内にすることで、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性および耐久性などを向上することができる。
【0056】
挿入割合(b/a)×100の定量については、例えば、1H−NMR法を用いる。その手順としては、得られたオキシメチレンコポリマーをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させる。そして、この溶解液を用いて1H−NMR解析を行い、オキシメチレン成分aとオキシメチレン成分a以外のオキシアルキレン成分bとの帰属ピ−クの積分値の比率より挿入割合(b/a)×100を求める。
【0057】
また、(A)オキシメチレンコポリマーのメルトフローレート(ISO1133条件D、190℃)は、1.2〜8.5g/10分が好ましく、1.5〜8.0g/10分がより好ましく、さらに好ましくは2.0〜5.0g/10分である。このため、連鎖移動剤をホルムアルデヒド1モル当たりに換算して0.02〜0.09モル%で重合することにより、上記メルトフローレート(MFR)の調整を行うことができる。オキシメチレンコポリマー(A)のMFRを上記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性や耐久性などを向上することができる。
【0058】
2.(B)無機系充填材
本実施の形態に用いるオキシメチレン樹脂組成物は、(B)無機系充填材を含む。(B)無機系充填材を含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0059】
本実施の形態に用いるオキシメチレン樹脂組成物において、(B)無機系充填材の含有量は、(A)オキシメチレンコポリマー100質量部に対し、0.4〜8.0質量部であり、より好ましくは0.5〜5.0質量部であり、さらに好ましくは0.6〜4.0質量部である。(B)無機系充填材の含有量を前記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性をより維持し、耐久性などをさらに高めることができ、好ましい。
【0060】
この(B)無機系充填材としては、外装用接合部品の安定性を維持するという観点から、従来のオキシメチレン樹脂に添加可能な無機系充填材の中から選択することが好ましい。
【0061】
(B)無機系充填材としては、カーボンブラック(ファーネスブラック、チャンネルブラック、アセチレンブラック、サーマルブラック、ケッチェンブラック)、黒鉛、フラーレン、ミルドファイバー、木炭粉末、金属および金属化合物(亜鉛やニッケル、チタン、アルミニウムおよびそれらの化合物、特にはアルミニウムや酸化チタン)などが挙げられ、これらの中でも紫外線の劣化を防止できる構造のカーボン系充填材であることが好ましく、特にはアセチレンブラックであることが好ましい。これらは、単独で用いてもよいし、2種類以上を用いてもかまわない。
【0062】
オキシメチレン樹脂製外装用接合部品の優れた生産性を維持し、靭性および耐久性などを高めるために、(B)無機系充填材は、平均粒子径が0.001〜50μmであることが好ましく、0.005〜10μmであることがより好ましく、0.005〜5μmであることがさらに好ましく、0.01〜1μmであることが特に好ましい。
【0063】
本実施の形態に用いる(B)無機系充填材は、表面処理がされていてもよい。「表面処理」とは、無機系充填材の製造工程や製造後の製品において、粒子の凝集を防止する目的で、公知の表面処理剤、付着剤または錯化剤、および凝集防止剤の少なくとも1種が添加され、その結果、該物質によって無機系充填材表面が一部または全体が被覆されていることをいう。ここで、表面処理剤、付着剤または錯化剤、および凝集防止剤とは、例えば、アニオン系界面活性剤、カチオン系界面活性剤、両性界面活性剤、非イオン性界面活性剤が挙げられる。また、アミノシラン、エポキシシラン等のシラン系カップリング剤、チタネート系カップリング剤、脂肪酸(飽和脂肪酸および不飽和脂肪酸)、脂肪族カルボン酸、樹脂酸および金属セッケンが例示される。本実施の形態において、オキシメチレン樹脂製外装用接合部品の生産性を維持し耐久性などを高めるために、(B)無機系充填材の表面処理は極力少ない方が好ましい。
【0064】
(B)無機系充填材の形状は、粉末状、鱗片状、板状、球状、繊維状などの中から選択することが好ましく、特に靭性や耐久性などを高めるためには、粉末状、鱗片状、板状が好ましい。(B)無機系充填材の粒子の平均長径(L)と粒子の平均短径(D)との比である平均アスペクト比(L/D)は好ましくは5以下であり、さらに好ましくは3以下である。
【0065】
本実施の形態に用いる(B)無機系充填材の平均粒子径(平均長径および平均短径などを含む)は、以下のようにして測定することができる。検査する無機系充填材のサンプリングを行い、サンプリングした粒子像を走査型電子顕微鏡(SEM)により倍率1千倍から50万倍で撮影し、得られた画像において無作為に選んだ最低100個の無機系充填材の、それぞれの最大粒径を測定し、得られた各粒径の相加平均の値を平均粒子径として求める。
【0066】
3.(C)ポリアルキレンオキサイド
本実施の形態に用いるオキシメチレン樹脂組成物は、(A)オキシメチレンコポリマー以外の平均分子量8000〜500000の(C)ポリアルキレンオキサイドを(A)オキシメチレンコポリマー100質量部に対し、1.0〜12.0質量部含む。当該(C)ポリアルキレンオキサイドを特定量含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。(C)ポリアルキレンオキサイドのより好ましい平均分子量は、13000〜90000であり、さらに好ましくは15000〜50000である。(C)ポリアルキレンオキサイドの平均分子量を前記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品は、生産性により優れ、靭性および耐久性などをさらに高めることができる。
【0067】
本実施の形態に用いるオキシメチレン樹脂組成物において、(C)ポリアルキレンオキサイドの含有量は、(A)オキシメチレンコポリマー100質量部に対し、好ましくは1.5〜10.0質量部であり、より好ましくは2.5〜8.0質量部である。(C)ポリアルキレンオキサイドの含有量を前記好ましい範囲にすることにより、オキシメチレン樹脂製外装用接合部品は、さらに優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0068】
本実施の形態に用いる(C)ポリアルキレンオキサイドは、ホモポリマーであっても、コポリマーであっても、2種類以上のポリアルキレンオキサイドを含んでいてもかまわない。また、(C)ポリアルキレンオキサイドとして、市販の樹脂を用いてかまわない。特には、経済的にも取り扱いの上でもポリエチレンオキサイドが好ましい。
【0069】
(C)ポリアルキレンオキサイドの平均分子量の測定については、例えば、1H−NMR法を用いる。その具体的な手順としては、まず、測定するポリアルキレンオキサイドをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させる。そして、この溶解液を用いて1H−NMR解析を行い、オキシアルキレン成分と末端水酸基との帰属ピ−クの積分値の比率より、(C)ポリアルキレンオキサイドの平均分子量を求めることができる。
【0070】
4.(D)紫外線劣化防止剤
本実施の形態に用いるオキシメチレン樹脂組成物は、オキシメチレン樹脂製外装用接合部品の耐久性などを高めるため、さらに(B)無機系充填材以外の(D)紫外線劣化防止剤を含むことが好ましい。
【0071】
本実施の形態に用いる(D)紫外線劣化防止剤とは、オキシメチレン樹脂組成物が紫外線により劣化をすることを抑制する効果を有する物質のことをいう。
【0072】
本実施の形態に用いるオキシメチレン樹脂組成物において、(D)紫外線劣化防止剤の含有量は、(A)オキシメチレンコポリマー100質量部に対し、好ましくは0.1〜5.0質量部であり、より好ましくは0.2〜2.0質量部である。(D)紫外線劣化防止剤の含有量を前記好ましい範囲にすることにより、オキシメチレン樹脂製外装用接合部品は、さらに優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0073】
(D)紫外線劣化防止剤としては、例えば、ベンゾトリアゾール系、ベンゾフェノン系、ベンゾエート系、シアノアクリレート系、サリシレート系、シュウ酸アニリド系の物質などが挙げられる。これらは、単独で用いてもよいし、2種類以上を用いてもかまわない。特には、(D)紫外線劣化防止剤としては、経済性や耐久性などから、ベンゾトリアゾール系物質を含むことが好ましい。さらに含まれる(D)紫外線劣化防止剤の融点は、取扱性や加工温度による分散性から、100℃以上であることが好ましい。
【0074】
5.(E)ヒンダードアミン系物質
本実施の形態に用いるオキシメチレン樹脂組成物は、オキシメチレン樹脂製外装用接合部品の耐久性などを高めるため、さらに(E)ヒンダードアミン系物質を含むことが好ましい。本実施形態に用いる(E)ヒンダードアミン系物質は、下記一般式(2)で示されるピペリジン誘導体の構造を有することが好ましい。
【0075】
【化2】
(式(2)中、Xは、水素原子、ヒドロキシル基、アルキル基またはアシル基を示し、R1〜R4は、同一または異なるアルキル基である。)
本実施の形態に用いるオキシメチレン樹脂組成物において、(E)ヒンダードアミン系物質の含有量は、(A)オキシメチレンコポリマー100質量部に対し、0.1〜2.0質量部であることが好ましく、0.2〜1.5質量部であることがより好ましく、0.3〜1.0質量部であることがさらに好ましい。
【0076】
本実施の形態に用いるオキシメチレン樹脂組成物は、(E)ヒンダードアミン系物質を単独で用いてもよいが、2種類以上を組み合わせて用いることが好ましい。組み合わせる場合、オキシメチレン樹脂製外装用接合部品の耐久性などを向上させるため、(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含むことが好ましい。
【0077】
(E)ヒンダードアミン系物質としては、例えば、4−アセトキシ−2,2,6,6−テトラメチルピペリジン、4−ステアロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−アクリロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−(フェニルアセトキシ)−2,2,6,6−テトラメチルピペリジン4−ベンゾイルオキシ−2,2,6,6−テトラメチルピペリジン、4−メトキシ−2,2,6,6−テトラメチルピペリジン、4−ステアリルオキシ−2,2,6,6−テトラメチルピペリジンが挙げられる。
【0078】
また、4−シクロヘキシルオキシ−2,2,6,6−テトラメチルピペリジン、4−ベンジルオキシ−2,2,6,6−テトラメチルピペリジン、4−フェノキシ−2,2,6,6−テトラメチルピペリジン、4−(エチルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、4−(シクロヘキシルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、4−(フェニルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、ビス(2,2,6,6−テトラメチル−4−ピペリジン)−カーボネート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−オキサレート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−マロネト、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−セバケート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−アジペート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−テレフタレートが挙げられる。
【0079】
さらにまた、1,2−ビス(2,2,6,6−テトラメチル−4−ピペリジルオキシ)−エタン、α,α’−ビス(2,2,6,6−テトラメチル−4−ピペリジルオキシ)−p−キシレン、ビス(2,2,6,6−テトラメチル−4−ピペリジル)トリレン−2,4−ジカルバメート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−ヘキサメチレン−1,6−ジカルバメート、トリス(2,2,6,6−テトラメチル−4−ピペリジル)−ベンゼン−1,3,5−トリカルボキシレート、トリス(2,2,6,6−テトラメチル−4−ピペリジル)−ベンゼン−1,3,4−トリカルボキシレート等が挙げられる。
【0080】
6.(F)その他の添加剤
本実施の形態に用いるオキシメチレン樹脂組成物は、上記(A)オキシメチレンコポリマーに、添加剤として(B)無機系充填材および(C)ポリアルキレンオキサイドを含む。さらに(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質を含むことが好ましい。またさらに、オキシメチレン樹脂組成物は、本発明の目的を損なわない範囲で、(F)その他の添加剤すなわち従来公知の添加剤を含んでもよい。(F)その他の添加剤として、例えば、酸化防止剤、熱安定剤、ホルムアルデヒドや蟻酸の捕捉剤、滑剤、離型剤、結晶核剤、強化材、他の熱可塑性樹脂、柔軟性付与剤が挙げられる。
【0081】
7.オキシメチレン樹脂組成物の製造方法
オキシメチレン樹脂組成物は、本実施の形態のオキシメチレン樹脂製外装用接合部品を構成する樹脂組成物であり、上述のように、(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、さらに好ましくは(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質、(F)その他の添加剤を含有しうる。以下では、上記成分(A)〜(F)を全て用いた場合のオキシメチレン樹脂組成物の製造方法を例示的に説明する。
【0082】
上記の(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、(D)紫外線劣化防止剤、(E)ヒンダードアミン系物質および(F)その他の添加剤の混合は、(A)オキシメチレンコポリマーの造粒時に(B)〜(F)を添加し、溶融混練することにより行ってもよい。また、(A)の造粒後、新たに、ヘンシェルミキサー、タンブラーやV字型ブレンダーを用いて(A)〜(F)を混合した後、ニーダー、ロールミル、単軸押出機、二軸押出機や多軸押出機を用いて溶融混練することにより、オキシメチレン樹脂組成物を得ることもできる。造粒ペレットを用いる場合は、添着剤を用いて分散性を高めてもよい。かかる添着剤として、例えば、脂肪族炭化水素および芳香族炭化水素、ならびにこれらの変性物およびこれらの混合物、ならびにポリオールの脂肪酸エステルが挙げられる。またさらには、各成分を本実施の形態の好ましい比率でそれぞれ、または一部予め混合後、定量フィーダーを用いて押出機に投入し、造粒してもかまわない。
【0083】
また、(A)オキシメチレンコポリマーに対する(B)〜(F)の分散性を高めるために、混合する(A)オキシメチレンコポリマーのペレットの一部または全量を粉砕して予め混合した後、溶融混合してもよい。このときの加工温度は180〜230℃であることが好ましい。さらに、生産性を保持する観点から、不活性ガスによる置換や、一段および多段ベントで脱気することが好ましい。
【0084】
[3.オキシメチレン樹脂製外装用接合部品の製造方法]
本実施の形態のオキシメチレン樹脂製外装用接合部品の製造方法としては、従来のオキシメチレン樹脂等に用いられる多様な公知の成形方法が挙げられる。
【0085】
かかる成形方法として、特に制限されないが、例えば、押出成形、射出成形、真空成形、ブロー成形、射出圧縮成形、加飾成形、多色成形、ガスアシスト射出成形、発砲射出成形、低圧成形、超薄肉射出成形(超高速射出成形)、金型内複合成形(インサート成形、アウトサート成形)等の成形方法が挙げられる。特に、生産性の面から、押出成形、射出成形および射出圧縮成形、または異材を組み合わせる多色成形および金型内複合成形が好ましい。
【0086】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、複雑な形状における成形性や切削性・後加工性に優れるため、当該オキシメチレン樹脂製外装用接合部品に種々の機能を付加しても、優れた生産性を維持し、かつ耐久性などを一層優れたものとすることができる。また、オキシメチレン樹脂製外装用接合部品の表面状態は、平滑なものでも、各種シボ加工を施してもかまわない。
【0087】
[4.オキシメチレン樹脂製外装用接合部品の使用]
本実施の形態のオキシメチレン樹脂製外装用接合部品の使用環境や用途について、以下に説明する。
【0088】
1.使用環境
本実施の形態のオキシメチレン樹脂製外装用接合部品は、屋外すなわち紫外線下や降雨といった環境下でも使用される可能性がある。また当該接合部品は、安全に接合状態を維持し、早い速度での変位や瞬間的な衝撃的負荷が加えられる場合がある。また当該接合部品は、繰り返しの接合と取り外しが行なわれる場合がある。さらに、人からみえるところで使用される場合がある。
【0089】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、凹凸などの形状を合わせたり、スナップフィット構造を有したりという、部品の一部または全体が変形をすることで生じる反力を利用した機構を利用するため、使用されるとき常時または断続的にクリープがかかる場合がある。上記にあるように接合部品は、オス部および/またはメス部より構成されている。このうちどちらかが本実施の形態の接合部品であってもよいし、両方でもよい。
【0090】
2.用途
本実施の形態のオキシメチレン樹脂製外装用接合部品は、接合部として、例えば、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている接合部品であることが好ましい。
【0091】
本実施の形態のオキシメチレン樹脂製外装用接合部品の用途としては、特に限定されないが、例えば、OA機器、音楽・映像・情報通信機器、電気電子機器、自動車、工業機器、農業機器、医療用機器、衣料や雑貨などの接合部への使用が挙げられる。さらに具体的には、自動車や工業用設備に外装用化粧板や各種配管類を固定するクリップ、屋外で使用される金属管やケーブル類同士の接続用のコネクター、衣服やカバン用および各種機器を接合するためのボタン、ベルトや紐等の着脱に使用するサイドリリースタイプやフロントリリースタイプ等のバックルやホルダーなどが挙げられる。
【実施例】
【0092】
以下の実施例により本実施の形態をさらに詳しく説明するが、本実施の形態は以下の実施例により何ら限定されるものではない。
【0093】
[オキシメチレン樹脂組成物の構成成分]
実施例および比較例に用いたオキシメチレン樹脂組成物の構成成分を以下に説明する。各オキシメチレンコポリマーの組成等を下記表1に示し、該オキシメチレンコポリマーに加えた各成分を下記表2に示す。
【0094】
1.(A)オキシメチレンコポリマーの調製
1.1.オキシメチレンコポリマー(A−1)の調製
熱媒を通すことができるジャッケット付きの2軸セルフクリーニングタイプの重合機(L/D=8)を80℃に調整した。該重合機に、トリオキサンを4kg/hrと、コモノマーとして1,3−ジオキソランと、連鎖移動剤としてメチラールとを供給して重合を行なった。コモノマーの供給量は、(A)オキシメチレンコポリマー中のオキシメチレン成分aに対するコモノマー成分bのモル比率((b/a)×100)が表1に示すように1.3mol%となるように調整を行なった。また、同様にメチラールの供給量は、(A)オキシメチレンコポリマーのメルトフローレート(ISO1133条件D、190℃)が表1に示すように9.0g/10分となるように調整を行なった。さらに重合触媒として三フッ化硼素ジ−n−ブチルエーテラートをトリオキサン1molに対して1.5×10-5molとなる量で、連続的に添加し重合を行ない、粗オキシメチレンコポリマーを得た。
【0095】
次に、重合機より排出された粗オキシメチレンコポリマーを、トリエチルアミン0.1%水溶液中に投入し重合触媒の失活を行なった。重合触媒の失活した粗オキシメチレンコポリマーを遠心分離機でろ過した。その後、この粗オキシメチレンコポリマー100質量部に対して、第4級アンモニウム化合物として水酸化コリン蟻酸塩(トリエチル−2−ヒドロキシエチルアンモニウムフォルメート)を含有した水溶液1質量部を添加して、均一に混合した後120℃で乾燥した。水酸化コリン蟻酸塩の添加量は、上記式<1>で表される窒素量に換算して20質量ppmとした。当該添加量の調整は、添加する水酸化コリン蟻酸塩を含有した水溶液中の水酸化コリン蟻酸塩の濃度を調整することにより行った。
【0096】
前記乾燥後の粗オキシメチレンコポリマーをベント付き2軸スクリュー式押出機に供給した。押出機中の溶融している粗オキシメチレンコポリマー100質量部に対して、水を0.5質量部添加し、押出機設定温度200℃、押出機における滞留時間7分間の条件で、その不安定末端部分の分解除去処理を行なった。不安定末端部分の分解されたオキシメチレンコポリマーは、ベント真空度20Torrの条件下で脱揮され、さらにオキシメチレンコポリマー100質量部に対し、酸化防止剤としてトリエチレングリコール−ビス−[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)−プロピオネート]0.35質量部を添加し、溶融混練し造粒することにより、オキシメチレンコポリマー(A−1)のペレットを得た。
【0097】
1.2.オキシメチレンコポリマー(A−2)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が5.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−2)のペレットを得た。
【0098】
1.3.オキシメチレンコポリマー(A−3)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が3.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−3)のペレットを得た。
【0099】
1.4.オキシメチレンコポリマー(A−4)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が2.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−4)のペレットを得た。
【0100】
1.5.オキシメチレンコポリマー(A−5)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が1.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−5)のペレットを得た。
【0101】
1.6.オキシメチレンコポリマー(A−6)の調製
オキシメチレンコポリマー(A)中のコモノマー比率が、オキシメチレン成分に対して、0.6mol%となるようにコモノマーの供給量を調整した以外は、上記1.3.オキシメチレンコポリマー(A−3)の調製と同様にして、オキシメチレンコポリマー(A−6)のペレットを得た。
【0102】
〈コモノマー成分のモル比率の測定方法〉
上記コモノマーの供給量の調整により得られた各オキシメチレンコポリマーにおけるオキシメチレン成分a(モル数)に対するコモノマー成分(オキシアルキレン成分)b(モル数)の割合(モル%)(以下「(b/a)×100」とも記す。)を下記表1に示す。ここで(b/a)×100は、以下のようにして求めた。
【0103】
得られた各ポリオキシメチレンコポリマーを、溶媒であるヘキサフルオロイソプロパノール(HFIP)−d2(D化率97%、和光純薬98%assay)中に、24時間かけて溶解させることにより、ポリオキシメチレンコポリマーの1.5質量%溶液を調製した。
【0104】
上記のポリオキシメチレンコポリマーの1.5質量%溶液を検体として、JEOL−400核磁気共鳴分光計(1H:400MHz)を用い、55℃および積算回数500回の条件下、オキシメチレン成分aと、当該成分a以外のオキシアルキレン成分bとの帰属ピークを積分した。このようにして得られた積分値から、オキシメチレン成分a(モル数)に対するオキシアルキレン成分b(モル数)の割合(モル%)「(b/a)×100」を求めた。
【0105】
〈メルトフローレートの測定方法〉
上記連鎖移動剤の供給量の調整により得られた各オキシメチレンコポリマーのメルトフローレートを下記表1に示す。ここでメルトフローレート(ISO1133条件D、190℃)は、メルトインデクサー(東洋精機(株)社製、F−W01)を用いて求めた。
【0106】
2.オキシメチレンホモポリマー(A’)の調製
攪拌羽根の付いた、連続式にモノマー等を供給できるタンクに、脱水したホルムアルデヒドガス100質量部、触媒としてジメチルジステアリルアンモニウムアセテート0.1質量部を投入した。次いで、該タンクに、分子量調節剤として無水酢酸を、重合後のオキシメチレンホモポリマーのメルトフローレートが3.0g/10分となるような量で連続的に供給しながら、58℃で重合を行い、粗ポリオキシメチレンホモポリマーを得た。
【0107】
得られた粗ポリオキシメチレンホモポリマーを、ヘキサンと無水酢酸との1対1混合溶媒に入れ、140℃で2時間、末端基を化学処理した。末端基を化学処理した粗ポリオキシメチレンホモポリマーを、120℃、3時間、1mmHgの条件で真空乾燥した。次に、乾燥した粗オキシメチレンホモポリマー100質量部に対して、酸化防止剤としてトリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕を0.35質量部添加し、ベント付2軸押出機で溶融混練することによりオキシメチレンホモポリマーのペレットを得た。得られたオキシメチレンホモポリマー(A’)について、上記同様のメルトフローレート(ISO1133条件D、190℃)の測定を行なったところ、3.0g/10分であった。
【0108】
【表1】
3.(B)無機系充填材
(B)無機系充填材として用いた(B−1)〜(B−3)を以下に示す。
【0109】
該(B)無機系充填材の平均粒径は、以下のとおり求めた。測定対象となる無機系充填材粒子のサンプリングを行い、サンプリングした粒子を走査型電子顕微鏡(SEM)により倍率1千倍から5万倍で撮影し、得られた画像において無作為に選んだ最低100個の無機系充填材粒子の、それぞれの最大粒径を測定し、得られた各粒径の相加平均を平均粒径として求めた。
(B−1):電気化学製カーボン アセチレンブラック(平均粒径0.04μm、アスペクト比3未満)。
(B−2):東レ製CF ミルドファイバー(平均繊維径7μm、長さ30μm)。
(B−3):旭化成メタルズ製アルミニウムペーストGX−3119(平均粒径9μm)。
【0110】
4.(C)ポリアルキレンオキサイド
(C)ポリアルキレンオキサイドとして用いたポリエチレンオキサイド(C−1)〜(C−5)を以下に示す。該(C)ポリアルキレンオキサイドの平均分子量は、以下のとおり求めた。まず、測定する(C)ポリアルキレンオキサイドをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させた。そして、この溶解液を、上記コモノマー成分のモル比率((b/a)×100)の測定方法におけるJEOL−400核磁気共鳴分光計(1H:400MHz)を使用して1H−NMR解析を行い、オキシアルキレン成分と末端水酸基との帰属ピ−クの積分値の割合から、(C)ポリアルキレンオキサイドの平均分子量を求めた。
(C−1):三洋化成製PEG−4000(平均分子量3400)。
(C−2):三洋化成製PEG−10000(平均分子量11000)。
(C−3):三洋化成製PEG−20000(平均分子量20000)。
(C−4):明成化学製R−150(平均分子量140000)。
(C−5):明成化学製E−60(平均分子量1100000)。
【0111】
5.(D)紫外線劣化防止剤
(D)紫外線劣化防止剤として用いた(D−1)〜(D−3)を以下に示す。該(D)紫外線劣化防止剤の融点はカタログなどに開示されている値とした。
(D−1):チバ・ガイギー製チヌビン234(ベンゾトリアゾール系、融点約139℃)。
(D−2):チバ・ガイギー製チヌビン320(ベンゾトリアゾール系、融点約154℃)。
(D−3):BASF製UVINUL400(非ベンゾトリアゾール系、融点約144℃)。
【0112】
6.(E)ヒンダードアミン系物質
(E)ヒンダードアミン系物質として用いた(E1−1)〜(E2−2)を以下に示す。該(E)ヒンダードアミン系物質の分子量は開示されている分子構造から計算した。
(E1−1):三共ライフテック製サノールLS−770(分子量約480)。
(E1−2):三共ライフテック製サノールLS−765(分子量約508)。
(E2−1):旭電化製アデカスタブLA−68(分子量約1900)。
(E2−2):旭電化製アデカスタブLA−63(分子量約2000)。
【0113】
[オキシメチレン樹脂組成物等のペレットの製造]
〈ペレット(P1〜P22)の製造〉
実施例1〜22で用いたオキシメチレン樹脂組成物のペレット(P1〜P22)を、2軸押出機(東芝機械(株)製、商品名「TEM−26SS押出機」、L/D=48、ベント付き)を用いて以下のとおり製造した。
【0114】
前記2軸押出機のホッパー下を冷却水により冷却し、210〜215℃に設定し、ダイヘッドを210℃に設定した。この温度条件で、表2に示すように(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、必要に応じて(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質を、前記2軸押出機のトップより定量フィーダーを用いて供給した。スクリュー回転数150rpmの条件で前記各成分の混合物を溶融混練し、ベントより脱気し、ダイヘッドから溶融混練物を押し出し造粒し、実施例1〜22で用いたオキシメチレン樹脂組成物のペレット(P1〜P22)を得た。なお、造粒中にオキシメチレン樹脂組成物の生産性を後述のとおり評価した。
【0115】
〈ペレット(P23)の製造〉
表3に示すように、オキシメチレンコポリマー(A−1)だけを配合した((B)および(C)成分等を配合しなかった)以外は、上述のオキシメチレン樹脂組成物のペレット(P9)の製造と同様の方法でオキシメチレンコポリマー(A−1)のペレット(P23)を製造した。
【0116】
〈ペレット(P24)の製造〉
表3に示すように、(B)無機系充填材を配合しなかったこと以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P24)を製造した。
【0117】
〈ペレット(P25)の製造〉
表3に示すように、無機系充填材(B−1)の配合量を9.5質量部とした以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P25)を製造した。
【0118】
〈ペレット(P26)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)に代えて、ポリアルキレンオキサイド(C−1)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P26)を製造した。
【0119】
〈ペレット(P27)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)に代えて、ポリアルキレンオキサイド(C−5)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P27)を製造した。
【0120】
〈ペレット(P28)の製造〉
表3に示すように、(C)ポリアルキレンオキサイドを配合しなかったこと以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P28)を製造した。
【0121】
〈ペレット(P29)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)の配合量を20質量部とした以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P29)を製造した。
【0122】
〈ペレット(P30)の製造〉
表3に示すように、オキシメチレンコポリマー(A−1)に代えて、上記調製したオキシメチレンホモポリマー(A’)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)の製造と同様の方法でオキシメチレン樹脂組成物のペレット(P30)を製造した。
【0123】
【表2】
【0124】
【表3】
[実施例1〜22]
上記製造したオキシメチレン樹脂組成物のペレット(P1〜22)を下記条件で射出成形することにより、図4に示す形状の各成形体Y(外装用接合部品に相当)を作製した。作製した各成形体Yについて、後述のとおり各評価を行った。評価結果を表4および表5に示す。
【0125】
射出成形機:(株)日本精鋼所製;J110AD−180H、
シリンダー温度:200℃、
射出圧力:80MPa、
射出時間:20秒、
冷却時間:10秒、
金型温度:80℃。
【0126】
[比較例1〜8]
上記製造したペレット(P23〜30)を実施例1と同様の条件で射出成形することにより、図4に示す形状の各成形体Y(外装用接合部品に相当)を作製した。作製した各成形体Yについて、後述のとおり各評価を行った。評価結果を表4に示す。
【0127】
[評価項目]
1.生産性の評価
オキシメチレン樹脂製外装用接合部品の生産性の評価は、オキシメチレン樹脂組成物等のペレットの生産性および当該接合部品の代表として図4に示す成形体Yの成形性および品位により行った。なお、成形体Yは、図4に示すように取付金具Xと接合して用いることを想定した。成形により得られた成形体Yおよび準備した取付金具Xの概寸を図5に示す。取付金具Xは、SUS304製でありバリがないことを確認し、成形体Yと接触するエッジ部は0.4rの面取りを施した。
【0128】
(1)オキシメチレン樹脂組成物等の生産性評価
オキシメチレン樹脂組成物等の生産性評価は、2軸押出機のトルクを、無機系充填材を含まないペレット(P23)を造粒した場合と同じになるように調整して造粒したときの、オキシメチレン樹脂組成物等の単位時間当たりの平均造粒量、ストランドの状態、並びにペレットの外観および臭気などにより、総合的に行った。具体的には、無機系充填材を含まないペレット(P23)を造粒した場合を評価の基準として、以下のとおりオキシメチレン樹脂組成物等の生産性評価を行った。
【0129】
(生産性評価)
◎:平均造粒量の低下が20%未満でペレット(P23)の生産性と同等の場合、
○:平均造粒量の低下が20%以上30%未満の場合、
◇:平均造粒量の低下が30%以上40%未満の場合、
△:平均造粒量の低下が40%以上50%未満、またはペレットの着色・臭いなどが若干発生した場合、
×:平均造粒量の低下が50%以上、またはストランドギレもしくはストランド径が不安定になったりするなど明らかに造粒状態が悪化した場合。
【0130】
(2)オキシメチレン樹脂製外装用接合部品の品位評価
外装用接合部品の品位の評価には、上述のとおり実施例および比較例で作製した図4に示す成形体Yを用いて行なった。
【0131】
なお、実施例および比較例における成形体Yの成形は、四個取り金型を用いて30ショット実施し、その中で10ショットから30ショットまでの計量時間や離型状況などの運転状態の観察と、20ショットから30ショットの成形体Yの品位(外観(光沢、平滑性、シルバーやフローマークなど)や色、それらの安定性など)の目視による観察とを行なった。
【0132】
無機系充填材などを含まないオキシメチレン樹脂組成物のペレット(P23)を用いた比較例1では、10ショットには成形が安定し、品位も問題ない成形体Yが得られた。
【0133】
当該比較例1の場合を評価基準として、以下のとおり外装用接合部品の品位評価を行った。
【0134】
(品位評価)
◎:成形体Yの生産性が比較例1の場合と同等で、成形体Yの使用に問題のない場合、
◇:品位が安定するまでに時間がかかったたり、生産のバラツキなどが確認されたりした場合、
△:成形体Yについて、色のバラツキやシルバーなどが部分的に確認された場合、
×:成形体Yについて、意匠面の中央にシルバーなどが確認されたり、光沢度が大きく低下したりするなど、生産や使用に際し明らかに不良と判断された場合。
【0135】
2.靭性の評価
靭性の評価は、実施例および比較例で作製した成形体Yにおいて、図6に示すような部位(上下の四角囲み部分)を万能試験機(島津製作所製、オートグラフAGS−X)で引張試験(試験方法としてはISO527に準拠、試験は50cm/minで行い、伸度はチャック間伸度とした)をn=5で実施し、得られた引張伸度(%)を相加平均した値を用いて行なった。
【0136】
比較として用いる値は、比較例1における、無機系充填材などを含まないオキシメチレン樹脂組成物のペレット(P23)から得られた成形体Yの評価結果とした。従来技術である比較例1で得られた成形体Yの引張伸度は20%未満であった。
【0137】
(評価基準)
×:引張伸度が20%未満だった場合、
△:少し改善がみられ引張伸度が25%未満20%以上の場合、
◇:引張伸度が30%未満25%以上の場合、
○:引張伸度が35%未満30%以上の場合、
◎:引張伸度が35%以上と大きく改善が見られた場合。
【0138】
3.耐久性などの評価
耐久性などの評価には、実施例および比較例で作製した成形体Yを使用した。各評価はn=5で行い、以下のとおり、(1)外観、(2)色差、(3)耐久性の順で実施した。外装用接合部品の耐久性などの評価の前処理として、成形体Yを図6のようにセットし、サンシャインウェザーメーターS300(スガ試験機製)を用いて、JIS−A1415に準じて、ブラックパネル温度63℃、雨有り条件で2000時間の耐候試験処理を行なった。
【0139】
(1)外観
サンシャインウェザーメーターより成形体Yを取り出し、意匠面の汚れや水滴を軽くふき、上記耐候試験処理の実施前後の成形体Yの外観を観察した。当該成形体Yの外観の評価基準は以下のとおりとした。
【0140】
(外観の評価基準)
×:明らかに外観の違いや変化が確認され、外装用接合部品としての使用が不可能と判断される場合、
△:意匠面に一部白化やブリードなどの変化が観察された場合、
◇:意匠面以外に白化やブリードなどの変化が確認された場合、
○:多少外観の違いが確認された場合、
◎:外観の違いがほとんど確認されなかった場合。
【0141】
なお、従来技術である比較例1で得られた成形体Yの上記耐候試験処理の実施後の外観は、意匠面全体に黄変や白化(くもり)が確認された。
【0142】
(2)色差
耐候試験処理を実施していない成形体Yと上記外観観察を行なった成形体Yを用いて、色彩色差計CR−200(ミノルタ製)にて色差ΔEを測定した。当該成形体Yの色
差ΔEの評価基準は以下のとおりとした。
【0143】
(色差の評価基準)
◎:ΔEが2.5未満の場合(耐候試験処理の実施前後で色の差がわかり難いレベル
)、
○:ΔEが2.5以上3.0未満の場合、
◇:ΔEが3.0以上3.5未満の場合、
△:ΔEが3.5以上4.0未満の場合、
×:ΔEが4.0以上の場合(耐候試験処理の実施前後で色差が目視で明らかにわか
るレベル)。
【0144】
なお、従来技術である比較例1で得られた成形体Yの色差は4.0以上であった。
【0145】
(3)耐久性
上記取付金具Xと耐候試験処理後の成形体Yとを用いて、以下に示すような(1)〜(4)工程を繰り返して行った(図7参照)。
(1)所定の位置の待機状態から、取付金具Xの開口部Wから成形体Yを挿入する(待機状態→挿入動作)、
(2)成形体Yの先端部が取付金具Xの天板に触れるまで押込む(挿入動作→接合状態)、
(3)成形体Yの嵌合部(Z部)を押して(補助動作)、取付金具Xより引き抜く(抜去動作)、
(4)所定の待機位置まで成形体Yを抜きだす(抜去動作→待機状態)。
【0146】
上記工程(1)〜(4)は、挿入動作0.5秒、補助動作0.5秒、抜去動作0.5秒、待機状態0.5秒で行なった。上記工程(1)〜(4)を繰り返し、成形体Yの変化(折れ、削れ、へたれ、極度の白化など)を観察し、変化が生じるまでの回数を測定した。当該回数により、外装用接合部品としての成形体Yの耐久性を以下のとおり評価した。
【0147】
(耐久性の評価基準)
×:1×105回未満の場合、
△:1×105回以上3×105未満の場合、
◇:3×105回以上1×106未満の場合、
○:1×106回以上3×106未満の場合、
◎:3×106回以上と大きく改善がみられた場合。
【0148】
なお、比較例1で得られた成形体Yは、1×105回未満で折れとなり、折れた成形体Yに一部削れが確認された。
【0149】
[実施例1〜8および比較例1〜8の評価結果]
実施例1〜8および比較例1〜8の評価結果を下記表4に示す。
【0150】
実施例1〜8および比較例1〜8の評価結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品は、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することがわかった。
【0151】
実施例1〜3、比較例1〜3の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわち(B)無機系充填材を特定量含有する樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき、優れた耐久性などを有することがわかった。
【0152】
実施例2、4、5、比較例1、4、5の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわち平均分子量を特定量に制御したポリアルキレンオキサイド(C)を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持できることがわかった。さらに好ましい平均分子量に制御したポリアルキレンオキサイド(C)を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき優れた耐久性などを有する傾向にあることがわかった。
【0153】
実施例2、6、7、比較例1、6、7の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわちポリアルキレンオキサイド(C)を含有する樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき優れた靭性を有することがわかった。さらに、アルキレンオキサイド(C)の含有量を好ましい範囲にすることにより、接合したときの装着感が良好となる傾向にあることがわかった。
【0154】
実施例2、8、比較例1、8の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、コモノマー含有量を好ましい範囲に制御した(A)オキシメチレンコポリマーを含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持できる傾向にあることがわかった。
【0155】
【表4】
[実施例2、9〜22および比較例1の評価結果]
実施例9〜22の評価結果を下記表5に示す。
【0156】
実施例9〜22の評価結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品は、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することがわかった。
【0157】
実施例2、9〜12、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましいメルトフローレートの(A)オキシメチレンコポリマーを含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性をより維持でき優れた靭性を有する傾向にあることがわかった。
【0158】
実施例2、13、14、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい平均粒径の(B)無機系充填材を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性をより維持でき、さらに優れた靭性を有する傾向があることがわかった。
【0159】
実施例2、15〜17、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい(D)紫外線劣化防止剤を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、さらに優れた耐久性などを有する傾向にあることがわかった。
【0160】
実施例2、18〜22、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい(E)ヒンダードアミン系物質を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、さらに優れた耐久性などを有する傾向にあることがわかった。
【0161】
【表5】
【産業上の利用可能性】
【0162】
本発明は、特定のオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品に関して、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有するオキシメチレン樹脂製外装用接合部品を提供することができるという点において、産業上の利用可能性を有する。
【技術分野】
【0001】
本発明は、オキシメチレン樹脂製外装用接合部品に関する。
【背景技術】
【0002】
オキシメチレン樹脂は、優れた機械物性や摺動性、成形加工性を有するため、機械部品、電機・電子部品および自動車部品などの広範囲の用途に用いられている。近年、これまで紫外線や風雨などの影響でその使用が制限されていた工業分野や自動車分野などの外装部品において、その使用の要求が高まってきている。また一方で、オキシメチレン樹脂の優れた強度・剛性からクリップやバックルなど広く接合部品に使用されている。
【0003】
オキシメチレン樹脂を用いた外装部品には、例えば、フロントピラーの外側表面を被覆する樹脂製自動車用外装板(例えば、特許文献1参照)、特定のポリアセタール樹脂組成物よりなる自動車用の内外装に用いられる部品(例えば、特許文献2参照)などが提案されている。
【0004】
一方、オキシメチレン樹脂を用いた接合部品には、例えば、特定のポリオキシメチレン共重合樹脂からなる樹脂製バックル成形品(例えば、特許文献3参照)、ポリアセタール樹脂を用いた嵌合ヒンジ(例えば、特許文献4参照)、クリップ部をポリアセタール樹脂にて形成したクリップ付きプロテクタ(例えば、特許文献5参照)などが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−221866号公報
【特許文献2】特開2010−65210号公報
【特許文献3】特開2004−238440号公報
【特許文献4】特開平10−96362号公報
【特許文献5】特開平9−329274号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1〜5に開示された技術では、オキシメチレン樹脂製外装用接合部品において、早い速度での変位や瞬間的な衝撃的負荷に対し感度が高く、急激に破壊に至ることがあり、安定した成形品を得るために靭性の改良が要望されている。さらに、上記特許文献1〜5に開示された技術では、接合部品の屋外での使用において、その耐久性とそれに加え意匠性のための外観保持性とが充分とはいえない。
【0007】
そこで、本発明は、オキシメチレン樹脂製外装用接合部品において、その生産性を従来技術に比して著しく損なうことなく、靭性を改善し屋外という使用環境下でも優れた耐久性と意匠性のための外観保持性(以下、「耐久性など」とも記載する)とを有する接合部品を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討を重ねた。その結果、特定のポリアルキレンオキサイドを特定量添加したポリオキシメチレン樹脂組成物が、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することを見出した。そして、このような特性を有する樹脂組成物が、外装用接合部品という用途に適性を有していることを見出すに至って、本発明を完成させることができたものである。また、このような特性を有する樹脂組成物は、反力を利用した嵌合機構を有するオキシメチレン樹脂製外装用接合部品という用途において、特に優れた適性を有している。
【0009】
すなわち、本発明は、下記のとおりである。
【0010】
[1]
(A)オキシメチレンコポリマー100質量部、
(B)無機系充填材0.4〜8.0質量部、および
(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部
を含むオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品。
【0011】
[2]
該(A)オキシメチレンコポリマーが、メルトフローレート1.5〜8.0g/minである、[1]記載のオキシメチレン樹脂製外装用接合部品。
【0012】
[3]
該(B)無機系充填材が、平均粒子径0.005〜10μm以下である、[1]または[2]記載のオキシメチレン樹脂製外装用接合部品。
【0013】
[4]
該(B)無機系充填材が、カーボン系である、[1]〜[3]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0014】
[5]
該(C)ポリアルキレンオキサイドが、平均分子量15000〜50000である、[1]〜[4]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0015】
[6]
該オキシメチレン樹脂組成物が、さらに該(B)以外の(D)紫外線劣化防止剤を含む、[1]〜[5]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0016】
[7]
該(D)紫外線劣化防止剤が、ベンゾトリアゾール系物質を含む、[6]記載のオキシメチレン樹脂製外装用接合部品。
【0017】
[8]
該オキシメチレン樹脂組成物が、さらに(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含む、[1]〜[7]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【0018】
[9]
該接合部品が、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている、[1]〜[8]のいずれか記載のオキシメチレン樹脂製外装用接合部品。
【発明の効果】
【0019】
本発明によれば、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有するオキシメチレン樹脂製外装用接合部品を提供することができる。
【図面の簡単な説明】
【0020】
【図1】図1は、コネクター部品の一例のイメージ図である。
【図2】図2は、ジョイント部品の一例のイメージ図である。
【図3】図3は、クリップ部品の一例のイメージ図である。
【図4】図4は、本実施例で評価に用いた成形体Yのイメージ図である。
【図5】図5は、本実施例で評価に用いた成形体Yの各寸法を示した図である。
【図6】図6は、本実施例で靭性評価に用いた成形体Yの部位を示した図である。
【図7】図7は、本実施例における耐久性評価のイメージ図である。
【発明を実施するための形態】
【0021】
以下、本発明を実施するための形態(以下、「本実施の形態」という。)について詳細に説明する。なお、本発明は、以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0022】
以下では、オキシメチレン樹脂製外装用接合部品、当該オキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物、当該オキシメチレン樹脂製外装用接合部品の製造方法、当該オキシメチレン樹脂製外装用接合部品の使用方法の順に説明する。
【0023】
[1.オキシメチレン樹脂製外装用接合部品]
本実施の形態のオキシメチレン樹脂製外装用接合部品は、(A)オキシメチレンコポリマー100質量部、(B)無機系充填材0.4〜8.0質量部、および(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部を含むオキシメチレン樹脂組成物を含有する。
【0024】
本実施の形態のオキシメチレン樹脂製外装用接合部品とは、主として屋外で装置や設備の外側に装備されて使用される外装用接合部品、および/または人から見えるところで使用される外装用接合部品であり、嵌合機構を有する接合部品であることが好ましい。嵌合機構とは、部品の一部または全体が変形をすることで生じる反力を利用した機構である。嵌合機構としては、例えば、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイント、スナップフィットなどが挙げられる。具体的に嵌合機構を有する接合部品(以下「嵌合部品」ともいう)のイメージを図1〜図3に示す。
【0025】
[2.オキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物]
本実施の形態のオキシメチレン樹脂製外装用接合部品を構成するオキシメチレン樹脂組成物について、以下に説明する。
【0026】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、上述したとおり、特定のオキシメチレン樹脂組成物を含有する。かかるオキシメチレン樹脂組成物は、下記の(A)オキシメチレンコポリマー、(B)無機系充填材、および該(A)以外の平均分子量8000〜500000の(C)ポリアルキレンオキサイドを特定量含有する。
【0027】
1.(A)オキシメチレンコポリマー
本実施の形態に用いるオキシメチレン樹脂組成物は、(A)オキシメチレンコポリマーを含む。(A)オキシメチレンコポリマーを含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0028】
(A)オキシメチレンコポリマーは、例えば、下記の工程(1)および(2)により得ることができる。
【0029】
(1)重合工程
(A)オキシメチレンコポリマーとは、オキシメチレン基を主鎖に有し、分子中に炭素数2以上のオキシアルキレンユニットを有する重合体を表す。本実施の形態においては、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性および耐久性などを向上させるため、オキシメチレンホモポリマーではなく、オキシメチレンコポリマーを用いる。
【0030】
オキシメチレンコポリマー(A)を得る際の重合の形態は、本実施の形態で説明する部分以外は、公知の重合法(例えば、US−A−3027352、US−A−3803094、DE−C−1161421、DE−C−1495228、DE−C−1720358、DE−C−3018898、特開昭58−98322号公報、および特開平7-70267号公報に記載の方法)を用いて実施することができる。かかる重合工程により、オキシメチレンコポリマーの粗ポリマーが得られる。
【0031】
以下、オキシメチレンコポリマー(A)を得る際の本重合工程において用いられるモノマー等の材料を詳細に説明する。
【0032】
(モノマー)
主モノマーは、ホルムアルデヒドまたはその3量体であるトリオキサンもしくは4量体であるテトラオキサン等の環状オリゴマーを用いることが好ましい。ここで、本明細書における「主モノマー」とは、全モノマー量に対して50質量%以上含有されているモノマー成分をいう。
【0033】
コモノマーは、分子中に炭素数2以上のオキシアルキレンユニットを有する環状エーテル化合物を用いることが好ましい。かかる環状エーテル化合物として、好ましくは、エチレンオキシド、プロピレンオキシド、1,3−ジオキソラン、1,3−プロパンジオールホルマール、1,4−ブタンジオールホルマール、1,5−ペンタンジオールホルマール、1,6−ヘキサンジオールホルマール、ジエチレングリコールホルマール、1,3,5−トリオキセパン、1,3,6−トリオキオカン、および分子に分岐もしくは架橋構造を構成しうるモノ−もしくはジ−グリシジル化合物からなる群より選ばれる1種の化合物または2種以上の混合物が挙げられる。
【0034】
オキシメチレンコポリマーの主モノマーおよびコモノマーにおいて、水、メタノールおよび蟻酸といった重合反応中の重合停止作用および連鎖移動作用を有する不純物を極力含まないものを用いることが好ましい。これらの不純物を極力含まない主モノマーおよびコモノマーを用いることにより、予期せぬ連鎖移動反応を回避でき、これにより所望の分子量を有するポリマーが得られる。特に、ポリマー末端基に水酸基を誘導する不純物の含有量は、全モノマー量に対して、好ましくは30質量ppm以下、より好ましくは10質量ppm以下、さらに好ましくは3質量ppm以下である。所望の低不純物の主モノマーおよびコモノマーを得るための方法としては、公知の方法(例えば、主モノマーについては特開平3−123777号公報や特開平7−33761号公報、コモノマーについては特開昭49−62469号公報や特開平5−271217号公報に記載の方法)を用いることができる。
【0035】
(連鎖移動剤)
オキシメチレンコポリマー(A)を得る際の重合において連鎖移動剤を用いてもよい。
【0036】
該連鎖移動剤としては、公知の成分、例えば、アルキル基がメチル、エチル、プロピル、イソプロピルおよびブチル等の低級脂肪族アルキル基であるホルムアルデヒドのジアルキルアセタールおよびそのオリゴマー、ならびにメタノール、エタノール、プロパノール、イソプロパノールおよびブタノール等の低級脂肪族アルコールを用いることが好ましい。長鎖分岐オキシメチレンコポリマーを得るために、ポリエーテルポリオール、およびポリエーテルポリオールのアルキレンオキサイド付加物を用いてもよい。
【0037】
また、オキシメチレンコポリマー(A)のブロックコポリマーを得るために、ヒドロキシル基、カルボキシル基、アミノ基、エステル基およびアルコキシ基からなる群より選択される1種以上の基を有する重合体を連鎖移動させてもよい。さらに上記連鎖移動剤を2種以上使用してもよい。何れの場合にしても、できるだけ不安定末端数の少ないものが好ましい。
【0038】
(重合触媒)
オキシメチレンコポリマー(A)を得る際の重合触媒としては、ルイス酸、プロトン酸、およびプロトン酸のエステルまたは無水物等の、カチオン活性触媒が好ましい。
【0039】
ルイス酸としては、特に限定されないが、例えば、ホウ酸、スズ、チタン、リン、ヒ素およびアンチモンのハロゲン化物が挙げられる。これらの具体例として、特に限定されないが、三フッ化ホウ素、四塩化スズ、四塩化チタン、五フッ化リン、五塩化リンおよび五フッ化アンチモン、並びにそれらの錯化合物もしくは塩が挙げられる。
【0040】
また、プロトン酸、そのエステルまたは無水物の具体例としては、特に限定されないが、パークロル酸、トリフルオロメタンスルホン酸、パークロル酸−3級ブチルエステル、アセチルパークロラート、およびトリメチルオキソニウムヘキサフルオロホスフェートが挙げられる。これらの中でも、三フッ化ホウ素;三フッ化ホウ素水和物;酸素原子または硫黄原子を含む有機化合物と三フッ化ホウ素との配位錯化合物が好ましく、具体的には、三フッ化ホウ素ジエチルエーテル、三フッ化ホウ素ジ−n−ブチルエーテルを好適に挙げることができる。
【0041】
これらの重合触媒の使用量は、例えばモノマーとして、トリオキサンと、環状エーテルおよび/または環状ホルマールとを用いる場合、モノマーの合計量1モルに対して、1×10-6モル〜1×10-3モルが好ましく、5×10-6モル〜1×10-4モルがより好ましい。重合触媒の使用量が上記範囲内であると、重合時の反応安定性や得られるオキシメチレン樹脂製外装用接合部品の生産性を維持し易くなる。
【0042】
重合触媒の失活は、触媒中和失活剤を含む水溶液または有機溶剤溶液中に重合物を投入し、スラリー状態で一般的には数分〜数時間攪拌することにより行うことができる。かかる触媒中和失活剤の具体例として、特に限定されないが、アンモニア、トリエチルアミンおよびトリ−n−ブチルアミン等のアミン類、ならびに、アルカリ金属およびアルカリ土類金属の、水酸化物、無機酸塩および有機酸塩からなる群より選択される1種以上が挙げられる。
【0043】
また、アンモニアおよびトリエチルアミン等の蒸気と粗オキシメチレンコポリマーとを接触させて重合触媒を失活させる方法や、ヒンダードアミン類、トリフェニルホスフィンおよび水酸化カルシウムのうち少なくとも1種と混合機で接触させることにより触媒を失活させる方法も用いることができる。
【0044】
(2)末端安定化および造粒工程
末端安定化させたオキシメチレンコポリマーは、上記工程により得られた粗ポリマーに含まれる不安定末端部分を分解除去することによって得られる。この不安定末端部分の分解除去方法としては、特に限定されないが、例えば、ベント付き単軸スクリュー式押出機やベント付き2軸スクリュー式押出機等を用いて、公知の塩基性物質である分解除去剤の存在下、粗ポリマーを溶融して不安定末端部分を分解除去することができる。末端安定化における溶融混練を行う場合には、品質や作業環境の保持のために、不活性ガスによる置換、ならびに一段および多段ベントによる脱気をすることが好ましい。
【0045】
溶融混練の温度は、オキシメチレンコポリマー(A)の融点以上260℃以下で行うことが好ましい。さらに、通常のオキシメチレン樹脂に添加することの可能な公知の安定剤を加えながら溶融混合し、造粒を行うことが好ましい。
【0046】
(不安定末端部分の分解除去剤)
不安定末端部分の分解除去剤としては、特に限定されないが、例えばアンモニア、トリエチルアミンおよびトリブチルアミン等の脂肪族アミン、ならびに水酸化カルシウム等のアルカリ金属またはアルカリ土類金属の、水酸化物、無機弱酸塩および有機弱酸塩等の、公知の塩基性物質が挙げられる。
【0047】
上記分解除去剤の中でも、好ましくは、下記一般式(1)で表される少なくとも一種の第4級アンモニウム化合物である。そして、かかる第4級アンモニウム化合物を用いて、熱的に不安定な末端を処理する方法が好適に利用できる。なぜなら、上記方法で安定化させたオキシメチレンコポリマー(A)中には、殆ど不安定な末端部が残っていないためである。
【0048】
【化1】
(式中、R11、R12、R13およびR14は、各々独立して、炭素数1〜30の非置換アルキル基または置換アルキル基;炭素数6〜20の非置換アリール基または置換アリール基;炭素数1〜30の非置換アルキル基または置換アルキル基が少なくとも1個の炭素数6〜20のアリール基で置換されたアラルキル基または置換アラルキル基;炭素数6〜20のアリール基が少なくとも1個の炭素数1〜30の非置換アルキル基または置換アルキル基で置換されたアルキルアリール基または置換アルキルアリール基を表す。上記の非置換アルキル基または置換アルキル基は直鎖状、分岐状、または環状である。また上記の置換アルキル基、置換アリール基、置換アラルキル基、置換アルキルアリール基は、非置換アルキル基、アリール基、アラルキル基、およびアルキルアリール基の水素原子がハロゲンで置換されたものでもよい。
nは1〜3の整数を表す。Xは水酸基、または炭素数1〜20のカルボン酸、水素酸、オキソ酸無機チオ酸もしくは炭素数1〜20の有機チオ酸の酸残基を表す。)
上記第4級アンモニウム塩の化合物の具体例として、特に限定されないが、テトラメチルアンモニウム、テトラエチルアンモニウム、テトラプロピルアンモニウム、テトラ−n−ブチルアンモニウム、セチルトリメチルアンモニウム、テトラデシルトリメチルアンモニウム、1,6−ヘキサメチレンビス(トリメチルアンモニウム)、デカメチレン−ビス−(トリメチルアンモニウム)、トリメチル−3−クロロ−2−ヒドロキシプロピルアンモニウム、トリメチル(2−ヒドロキシエチル)アンモニウム、トリエチル(2−ヒドロキシエチル)アンモニウム、トリプロピル(2−ヒドロキシエチル)アンモニウム、トリ−n−ブチル(2−ヒドロキシエチル)アンモニウム、トリメチルベンジルアンモニウム、トリエチルベンジルアンモニウム、トリプロピルベンジルアンモニウム、トリ−n−ブチルベンジルアンモニウム、トリメチルフェニルアンモニウム、トリエチルフェニルアンモニウム、トリメチル−2−オキシエチルアンモニウム、モノメチルトリヒドロキシエチルアンモニウム、モノエチルトリヒドロキシエチルアンモニウム、オクダデシルトリ(2−ヒドロキシエチル)アンモニウム、テトラキス(ヒドロキシエチル)アンモニウム等の水酸化物が挙げられる。
【0049】
また、上記具体例として、特に限定されないが、アジ化水素などのハロゲン化以外の水素酸塩;硫酸、硝酸、燐酸、炭酸、ホウ酸、塩素酸、よう素酸、珪酸、過塩素酸、亜塩素酸、次亜塩素酸、クロロ硫酸、アミド硫酸、二硫酸、トリポリ燐酸などのオキソ酸塩;チオ硫酸などのチオ酸塩;蟻酸、酢酸、プロピオン酸、ブタン酸、イソ酪酸、ペンタン酸、カプロン酸、カプリル酸、カプリン酸、安息香酸、シュウ酸などのカルボン酸塩も挙げられる。
【0050】
これらの中でも、水酸化物(OH-)、硫酸(HSO4-、SO42-)、炭酸(HCO3-、CO32-)、ホウ酸(B(OH)4-)、およびカルボン酸の塩が好ましい。かかるカルボン酸の中でも、蟻酸、酢酸およびプロピオン酸がより好ましい。
【0051】
これらの第4級アンモニウム化合物は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0052】
第4級アンモニウム化合物の添加量は、粗ポリマーに対して、下記数式<1>で表される第4級アンモニウム化合物由来の窒素の量に換算して、0.05〜50質量ppmが好ましい。
【0053】
【数1】
(式中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
第4級アンモニウム化合物は、粗ポリマーを溶融する前に予め添加してもよいし、溶融させた粗ポリマーに添加してもよい。
【0054】
本実施の形態において、公知の分解除去剤であるアンモニア、トリエチルアミンおよびホウ酸化合物と第4級アンモニウム化合物とを併用してもよい。
【0055】
((A)オキシメチレンコポリマーの組成)
オキシメチレンコポリマー(A)中のオキシアルキレン成分(コモノマーユニット)の含有割合が、オキシメチレン成分(1モル)に対して、0.2〜1.45モル%であることが好ましく、0.3〜1.4モル%であることがより好ましく、0.4〜1.35モル%であることがさらに好ましい。上記工程により得られたオキシメチレンコポリマー(A)中では、オキシメチレン成分aに対し、コモノマー成分として、オキシメチレン成分a以外のオキシアルキレン成分bが挿入されている。この成分a(1モル)に対して挿入された成分b(モル数)の割合(モル%)「(b/a)×100」をオキシアルキレン成分(コモノマーユニット)の含有割合という。挿入割合(b/a)×100を上記範囲内にすることで、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性および耐久性などを向上することができる。
【0056】
挿入割合(b/a)×100の定量については、例えば、1H−NMR法を用いる。その手順としては、得られたオキシメチレンコポリマーをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させる。そして、この溶解液を用いて1H−NMR解析を行い、オキシメチレン成分aとオキシメチレン成分a以外のオキシアルキレン成分bとの帰属ピ−クの積分値の比率より挿入割合(b/a)×100を求める。
【0057】
また、(A)オキシメチレンコポリマーのメルトフローレート(ISO1133条件D、190℃)は、1.2〜8.5g/10分が好ましく、1.5〜8.0g/10分がより好ましく、さらに好ましくは2.0〜5.0g/10分である。このため、連鎖移動剤をホルムアルデヒド1モル当たりに換算して0.02〜0.09モル%で重合することにより、上記メルトフローレート(MFR)の調整を行うことができる。オキシメチレンコポリマー(A)のMFRを上記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品の生産性を維持し、靭性や耐久性などを向上することができる。
【0058】
2.(B)無機系充填材
本実施の形態に用いるオキシメチレン樹脂組成物は、(B)無機系充填材を含む。(B)無機系充填材を含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0059】
本実施の形態に用いるオキシメチレン樹脂組成物において、(B)無機系充填材の含有量は、(A)オキシメチレンコポリマー100質量部に対し、0.4〜8.0質量部であり、より好ましくは0.5〜5.0質量部であり、さらに好ましくは0.6〜4.0質量部である。(B)無機系充填材の含有量を前記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性をより維持し、耐久性などをさらに高めることができ、好ましい。
【0060】
この(B)無機系充填材としては、外装用接合部品の安定性を維持するという観点から、従来のオキシメチレン樹脂に添加可能な無機系充填材の中から選択することが好ましい。
【0061】
(B)無機系充填材としては、カーボンブラック(ファーネスブラック、チャンネルブラック、アセチレンブラック、サーマルブラック、ケッチェンブラック)、黒鉛、フラーレン、ミルドファイバー、木炭粉末、金属および金属化合物(亜鉛やニッケル、チタン、アルミニウムおよびそれらの化合物、特にはアルミニウムや酸化チタン)などが挙げられ、これらの中でも紫外線の劣化を防止できる構造のカーボン系充填材であることが好ましく、特にはアセチレンブラックであることが好ましい。これらは、単独で用いてもよいし、2種類以上を用いてもかまわない。
【0062】
オキシメチレン樹脂製外装用接合部品の優れた生産性を維持し、靭性および耐久性などを高めるために、(B)無機系充填材は、平均粒子径が0.001〜50μmであることが好ましく、0.005〜10μmであることがより好ましく、0.005〜5μmであることがさらに好ましく、0.01〜1μmであることが特に好ましい。
【0063】
本実施の形態に用いる(B)無機系充填材は、表面処理がされていてもよい。「表面処理」とは、無機系充填材の製造工程や製造後の製品において、粒子の凝集を防止する目的で、公知の表面処理剤、付着剤または錯化剤、および凝集防止剤の少なくとも1種が添加され、その結果、該物質によって無機系充填材表面が一部または全体が被覆されていることをいう。ここで、表面処理剤、付着剤または錯化剤、および凝集防止剤とは、例えば、アニオン系界面活性剤、カチオン系界面活性剤、両性界面活性剤、非イオン性界面活性剤が挙げられる。また、アミノシラン、エポキシシラン等のシラン系カップリング剤、チタネート系カップリング剤、脂肪酸(飽和脂肪酸および不飽和脂肪酸)、脂肪族カルボン酸、樹脂酸および金属セッケンが例示される。本実施の形態において、オキシメチレン樹脂製外装用接合部品の生産性を維持し耐久性などを高めるために、(B)無機系充填材の表面処理は極力少ない方が好ましい。
【0064】
(B)無機系充填材の形状は、粉末状、鱗片状、板状、球状、繊維状などの中から選択することが好ましく、特に靭性や耐久性などを高めるためには、粉末状、鱗片状、板状が好ましい。(B)無機系充填材の粒子の平均長径(L)と粒子の平均短径(D)との比である平均アスペクト比(L/D)は好ましくは5以下であり、さらに好ましくは3以下である。
【0065】
本実施の形態に用いる(B)無機系充填材の平均粒子径(平均長径および平均短径などを含む)は、以下のようにして測定することができる。検査する無機系充填材のサンプリングを行い、サンプリングした粒子像を走査型電子顕微鏡(SEM)により倍率1千倍から50万倍で撮影し、得られた画像において無作為に選んだ最低100個の無機系充填材の、それぞれの最大粒径を測定し、得られた各粒径の相加平均の値を平均粒子径として求める。
【0066】
3.(C)ポリアルキレンオキサイド
本実施の形態に用いるオキシメチレン樹脂組成物は、(A)オキシメチレンコポリマー以外の平均分子量8000〜500000の(C)ポリアルキレンオキサイドを(A)オキシメチレンコポリマー100質量部に対し、1.0〜12.0質量部含む。当該(C)ポリアルキレンオキサイドを特定量含むことにより、オキシメチレン樹脂製外装用接合部品は、優れた生産性を維持し、靭性および耐久性などを高めることができる。(C)ポリアルキレンオキサイドのより好ましい平均分子量は、13000〜90000であり、さらに好ましくは15000〜50000である。(C)ポリアルキレンオキサイドの平均分子量を前記範囲内とすることにより、オキシメチレン樹脂製外装用接合部品は、生産性により優れ、靭性および耐久性などをさらに高めることができる。
【0067】
本実施の形態に用いるオキシメチレン樹脂組成物において、(C)ポリアルキレンオキサイドの含有量は、(A)オキシメチレンコポリマー100質量部に対し、好ましくは1.5〜10.0質量部であり、より好ましくは2.5〜8.0質量部である。(C)ポリアルキレンオキサイドの含有量を前記好ましい範囲にすることにより、オキシメチレン樹脂製外装用接合部品は、さらに優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0068】
本実施の形態に用いる(C)ポリアルキレンオキサイドは、ホモポリマーであっても、コポリマーであっても、2種類以上のポリアルキレンオキサイドを含んでいてもかまわない。また、(C)ポリアルキレンオキサイドとして、市販の樹脂を用いてかまわない。特には、経済的にも取り扱いの上でもポリエチレンオキサイドが好ましい。
【0069】
(C)ポリアルキレンオキサイドの平均分子量の測定については、例えば、1H−NMR法を用いる。その具体的な手順としては、まず、測定するポリアルキレンオキサイドをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させる。そして、この溶解液を用いて1H−NMR解析を行い、オキシアルキレン成分と末端水酸基との帰属ピ−クの積分値の比率より、(C)ポリアルキレンオキサイドの平均分子量を求めることができる。
【0070】
4.(D)紫外線劣化防止剤
本実施の形態に用いるオキシメチレン樹脂組成物は、オキシメチレン樹脂製外装用接合部品の耐久性などを高めるため、さらに(B)無機系充填材以外の(D)紫外線劣化防止剤を含むことが好ましい。
【0071】
本実施の形態に用いる(D)紫外線劣化防止剤とは、オキシメチレン樹脂組成物が紫外線により劣化をすることを抑制する効果を有する物質のことをいう。
【0072】
本実施の形態に用いるオキシメチレン樹脂組成物において、(D)紫外線劣化防止剤の含有量は、(A)オキシメチレンコポリマー100質量部に対し、好ましくは0.1〜5.0質量部であり、より好ましくは0.2〜2.0質量部である。(D)紫外線劣化防止剤の含有量を前記好ましい範囲にすることにより、オキシメチレン樹脂製外装用接合部品は、さらに優れた生産性を維持し、靭性および耐久性などを高めることができる。
【0073】
(D)紫外線劣化防止剤としては、例えば、ベンゾトリアゾール系、ベンゾフェノン系、ベンゾエート系、シアノアクリレート系、サリシレート系、シュウ酸アニリド系の物質などが挙げられる。これらは、単独で用いてもよいし、2種類以上を用いてもかまわない。特には、(D)紫外線劣化防止剤としては、経済性や耐久性などから、ベンゾトリアゾール系物質を含むことが好ましい。さらに含まれる(D)紫外線劣化防止剤の融点は、取扱性や加工温度による分散性から、100℃以上であることが好ましい。
【0074】
5.(E)ヒンダードアミン系物質
本実施の形態に用いるオキシメチレン樹脂組成物は、オキシメチレン樹脂製外装用接合部品の耐久性などを高めるため、さらに(E)ヒンダードアミン系物質を含むことが好ましい。本実施形態に用いる(E)ヒンダードアミン系物質は、下記一般式(2)で示されるピペリジン誘導体の構造を有することが好ましい。
【0075】
【化2】
(式(2)中、Xは、水素原子、ヒドロキシル基、アルキル基またはアシル基を示し、R1〜R4は、同一または異なるアルキル基である。)
本実施の形態に用いるオキシメチレン樹脂組成物において、(E)ヒンダードアミン系物質の含有量は、(A)オキシメチレンコポリマー100質量部に対し、0.1〜2.0質量部であることが好ましく、0.2〜1.5質量部であることがより好ましく、0.3〜1.0質量部であることがさらに好ましい。
【0076】
本実施の形態に用いるオキシメチレン樹脂組成物は、(E)ヒンダードアミン系物質を単独で用いてもよいが、2種類以上を組み合わせて用いることが好ましい。組み合わせる場合、オキシメチレン樹脂製外装用接合部品の耐久性などを向上させるため、(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含むことが好ましい。
【0077】
(E)ヒンダードアミン系物質としては、例えば、4−アセトキシ−2,2,6,6−テトラメチルピペリジン、4−ステアロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−アクリロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−(フェニルアセトキシ)−2,2,6,6−テトラメチルピペリジン4−ベンゾイルオキシ−2,2,6,6−テトラメチルピペリジン、4−メトキシ−2,2,6,6−テトラメチルピペリジン、4−ステアリルオキシ−2,2,6,6−テトラメチルピペリジンが挙げられる。
【0078】
また、4−シクロヘキシルオキシ−2,2,6,6−テトラメチルピペリジン、4−ベンジルオキシ−2,2,6,6−テトラメチルピペリジン、4−フェノキシ−2,2,6,6−テトラメチルピペリジン、4−(エチルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、4−(シクロヘキシルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、4−(フェニルカルバモイルオキシ)−2,2,6,6−テトラメチルピペリジン、ビス(2,2,6,6−テトラメチル−4−ピペリジン)−カーボネート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−オキサレート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−マロネト、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−セバケート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−アジペート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−テレフタレートが挙げられる。
【0079】
さらにまた、1,2−ビス(2,2,6,6−テトラメチル−4−ピペリジルオキシ)−エタン、α,α’−ビス(2,2,6,6−テトラメチル−4−ピペリジルオキシ)−p−キシレン、ビス(2,2,6,6−テトラメチル−4−ピペリジル)トリレン−2,4−ジカルバメート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)−ヘキサメチレン−1,6−ジカルバメート、トリス(2,2,6,6−テトラメチル−4−ピペリジル)−ベンゼン−1,3,5−トリカルボキシレート、トリス(2,2,6,6−テトラメチル−4−ピペリジル)−ベンゼン−1,3,4−トリカルボキシレート等が挙げられる。
【0080】
6.(F)その他の添加剤
本実施の形態に用いるオキシメチレン樹脂組成物は、上記(A)オキシメチレンコポリマーに、添加剤として(B)無機系充填材および(C)ポリアルキレンオキサイドを含む。さらに(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質を含むことが好ましい。またさらに、オキシメチレン樹脂組成物は、本発明の目的を損なわない範囲で、(F)その他の添加剤すなわち従来公知の添加剤を含んでもよい。(F)その他の添加剤として、例えば、酸化防止剤、熱安定剤、ホルムアルデヒドや蟻酸の捕捉剤、滑剤、離型剤、結晶核剤、強化材、他の熱可塑性樹脂、柔軟性付与剤が挙げられる。
【0081】
7.オキシメチレン樹脂組成物の製造方法
オキシメチレン樹脂組成物は、本実施の形態のオキシメチレン樹脂製外装用接合部品を構成する樹脂組成物であり、上述のように、(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、さらに好ましくは(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質、(F)その他の添加剤を含有しうる。以下では、上記成分(A)〜(F)を全て用いた場合のオキシメチレン樹脂組成物の製造方法を例示的に説明する。
【0082】
上記の(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、(D)紫外線劣化防止剤、(E)ヒンダードアミン系物質および(F)その他の添加剤の混合は、(A)オキシメチレンコポリマーの造粒時に(B)〜(F)を添加し、溶融混練することにより行ってもよい。また、(A)の造粒後、新たに、ヘンシェルミキサー、タンブラーやV字型ブレンダーを用いて(A)〜(F)を混合した後、ニーダー、ロールミル、単軸押出機、二軸押出機や多軸押出機を用いて溶融混練することにより、オキシメチレン樹脂組成物を得ることもできる。造粒ペレットを用いる場合は、添着剤を用いて分散性を高めてもよい。かかる添着剤として、例えば、脂肪族炭化水素および芳香族炭化水素、ならびにこれらの変性物およびこれらの混合物、ならびにポリオールの脂肪酸エステルが挙げられる。またさらには、各成分を本実施の形態の好ましい比率でそれぞれ、または一部予め混合後、定量フィーダーを用いて押出機に投入し、造粒してもかまわない。
【0083】
また、(A)オキシメチレンコポリマーに対する(B)〜(F)の分散性を高めるために、混合する(A)オキシメチレンコポリマーのペレットの一部または全量を粉砕して予め混合した後、溶融混合してもよい。このときの加工温度は180〜230℃であることが好ましい。さらに、生産性を保持する観点から、不活性ガスによる置換や、一段および多段ベントで脱気することが好ましい。
【0084】
[3.オキシメチレン樹脂製外装用接合部品の製造方法]
本実施の形態のオキシメチレン樹脂製外装用接合部品の製造方法としては、従来のオキシメチレン樹脂等に用いられる多様な公知の成形方法が挙げられる。
【0085】
かかる成形方法として、特に制限されないが、例えば、押出成形、射出成形、真空成形、ブロー成形、射出圧縮成形、加飾成形、多色成形、ガスアシスト射出成形、発砲射出成形、低圧成形、超薄肉射出成形(超高速射出成形)、金型内複合成形(インサート成形、アウトサート成形)等の成形方法が挙げられる。特に、生産性の面から、押出成形、射出成形および射出圧縮成形、または異材を組み合わせる多色成形および金型内複合成形が好ましい。
【0086】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、複雑な形状における成形性や切削性・後加工性に優れるため、当該オキシメチレン樹脂製外装用接合部品に種々の機能を付加しても、優れた生産性を維持し、かつ耐久性などを一層優れたものとすることができる。また、オキシメチレン樹脂製外装用接合部品の表面状態は、平滑なものでも、各種シボ加工を施してもかまわない。
【0087】
[4.オキシメチレン樹脂製外装用接合部品の使用]
本実施の形態のオキシメチレン樹脂製外装用接合部品の使用環境や用途について、以下に説明する。
【0088】
1.使用環境
本実施の形態のオキシメチレン樹脂製外装用接合部品は、屋外すなわち紫外線下や降雨といった環境下でも使用される可能性がある。また当該接合部品は、安全に接合状態を維持し、早い速度での変位や瞬間的な衝撃的負荷が加えられる場合がある。また当該接合部品は、繰り返しの接合と取り外しが行なわれる場合がある。さらに、人からみえるところで使用される場合がある。
【0089】
本実施の形態のオキシメチレン樹脂製外装用接合部品は、凹凸などの形状を合わせたり、スナップフィット構造を有したりという、部品の一部または全体が変形をすることで生じる反力を利用した機構を利用するため、使用されるとき常時または断続的にクリープがかかる場合がある。上記にあるように接合部品は、オス部および/またはメス部より構成されている。このうちどちらかが本実施の形態の接合部品であってもよいし、両方でもよい。
【0090】
2.用途
本実施の形態のオキシメチレン樹脂製外装用接合部品は、接合部として、例えば、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている接合部品であることが好ましい。
【0091】
本実施の形態のオキシメチレン樹脂製外装用接合部品の用途としては、特に限定されないが、例えば、OA機器、音楽・映像・情報通信機器、電気電子機器、自動車、工業機器、農業機器、医療用機器、衣料や雑貨などの接合部への使用が挙げられる。さらに具体的には、自動車や工業用設備に外装用化粧板や各種配管類を固定するクリップ、屋外で使用される金属管やケーブル類同士の接続用のコネクター、衣服やカバン用および各種機器を接合するためのボタン、ベルトや紐等の着脱に使用するサイドリリースタイプやフロントリリースタイプ等のバックルやホルダーなどが挙げられる。
【実施例】
【0092】
以下の実施例により本実施の形態をさらに詳しく説明するが、本実施の形態は以下の実施例により何ら限定されるものではない。
【0093】
[オキシメチレン樹脂組成物の構成成分]
実施例および比較例に用いたオキシメチレン樹脂組成物の構成成分を以下に説明する。各オキシメチレンコポリマーの組成等を下記表1に示し、該オキシメチレンコポリマーに加えた各成分を下記表2に示す。
【0094】
1.(A)オキシメチレンコポリマーの調製
1.1.オキシメチレンコポリマー(A−1)の調製
熱媒を通すことができるジャッケット付きの2軸セルフクリーニングタイプの重合機(L/D=8)を80℃に調整した。該重合機に、トリオキサンを4kg/hrと、コモノマーとして1,3−ジオキソランと、連鎖移動剤としてメチラールとを供給して重合を行なった。コモノマーの供給量は、(A)オキシメチレンコポリマー中のオキシメチレン成分aに対するコモノマー成分bのモル比率((b/a)×100)が表1に示すように1.3mol%となるように調整を行なった。また、同様にメチラールの供給量は、(A)オキシメチレンコポリマーのメルトフローレート(ISO1133条件D、190℃)が表1に示すように9.0g/10分となるように調整を行なった。さらに重合触媒として三フッ化硼素ジ−n−ブチルエーテラートをトリオキサン1molに対して1.5×10-5molとなる量で、連続的に添加し重合を行ない、粗オキシメチレンコポリマーを得た。
【0095】
次に、重合機より排出された粗オキシメチレンコポリマーを、トリエチルアミン0.1%水溶液中に投入し重合触媒の失活を行なった。重合触媒の失活した粗オキシメチレンコポリマーを遠心分離機でろ過した。その後、この粗オキシメチレンコポリマー100質量部に対して、第4級アンモニウム化合物として水酸化コリン蟻酸塩(トリエチル−2−ヒドロキシエチルアンモニウムフォルメート)を含有した水溶液1質量部を添加して、均一に混合した後120℃で乾燥した。水酸化コリン蟻酸塩の添加量は、上記式<1>で表される窒素量に換算して20質量ppmとした。当該添加量の調整は、添加する水酸化コリン蟻酸塩を含有した水溶液中の水酸化コリン蟻酸塩の濃度を調整することにより行った。
【0096】
前記乾燥後の粗オキシメチレンコポリマーをベント付き2軸スクリュー式押出機に供給した。押出機中の溶融している粗オキシメチレンコポリマー100質量部に対して、水を0.5質量部添加し、押出機設定温度200℃、押出機における滞留時間7分間の条件で、その不安定末端部分の分解除去処理を行なった。不安定末端部分の分解されたオキシメチレンコポリマーは、ベント真空度20Torrの条件下で脱揮され、さらにオキシメチレンコポリマー100質量部に対し、酸化防止剤としてトリエチレングリコール−ビス−[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)−プロピオネート]0.35質量部を添加し、溶融混練し造粒することにより、オキシメチレンコポリマー(A−1)のペレットを得た。
【0097】
1.2.オキシメチレンコポリマー(A−2)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が5.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−2)のペレットを得た。
【0098】
1.3.オキシメチレンコポリマー(A−3)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が3.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−3)のペレットを得た。
【0099】
1.4.オキシメチレンコポリマー(A−4)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が2.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−4)のペレットを得た。
【0100】
1.5.オキシメチレンコポリマー(A−5)の調製
オキシメチレンコポリマー(A)のメルトフローレート(ISO1133条件D、190℃)が1.0g/10分となるようにメチラールの供給量を調整した以外は、上記1.1.オキシメチレンコポリマー(A−1)の調製と同様にして、オキシメチレンコポリマー(A−5)のペレットを得た。
【0101】
1.6.オキシメチレンコポリマー(A−6)の調製
オキシメチレンコポリマー(A)中のコモノマー比率が、オキシメチレン成分に対して、0.6mol%となるようにコモノマーの供給量を調整した以外は、上記1.3.オキシメチレンコポリマー(A−3)の調製と同様にして、オキシメチレンコポリマー(A−6)のペレットを得た。
【0102】
〈コモノマー成分のモル比率の測定方法〉
上記コモノマーの供給量の調整により得られた各オキシメチレンコポリマーにおけるオキシメチレン成分a(モル数)に対するコモノマー成分(オキシアルキレン成分)b(モル数)の割合(モル%)(以下「(b/a)×100」とも記す。)を下記表1に示す。ここで(b/a)×100は、以下のようにして求めた。
【0103】
得られた各ポリオキシメチレンコポリマーを、溶媒であるヘキサフルオロイソプロパノール(HFIP)−d2(D化率97%、和光純薬98%assay)中に、24時間かけて溶解させることにより、ポリオキシメチレンコポリマーの1.5質量%溶液を調製した。
【0104】
上記のポリオキシメチレンコポリマーの1.5質量%溶液を検体として、JEOL−400核磁気共鳴分光計(1H:400MHz)を用い、55℃および積算回数500回の条件下、オキシメチレン成分aと、当該成分a以外のオキシアルキレン成分bとの帰属ピークを積分した。このようにして得られた積分値から、オキシメチレン成分a(モル数)に対するオキシアルキレン成分b(モル数)の割合(モル%)「(b/a)×100」を求めた。
【0105】
〈メルトフローレートの測定方法〉
上記連鎖移動剤の供給量の調整により得られた各オキシメチレンコポリマーのメルトフローレートを下記表1に示す。ここでメルトフローレート(ISO1133条件D、190℃)は、メルトインデクサー(東洋精機(株)社製、F−W01)を用いて求めた。
【0106】
2.オキシメチレンホモポリマー(A’)の調製
攪拌羽根の付いた、連続式にモノマー等を供給できるタンクに、脱水したホルムアルデヒドガス100質量部、触媒としてジメチルジステアリルアンモニウムアセテート0.1質量部を投入した。次いで、該タンクに、分子量調節剤として無水酢酸を、重合後のオキシメチレンホモポリマーのメルトフローレートが3.0g/10分となるような量で連続的に供給しながら、58℃で重合を行い、粗ポリオキシメチレンホモポリマーを得た。
【0107】
得られた粗ポリオキシメチレンホモポリマーを、ヘキサンと無水酢酸との1対1混合溶媒に入れ、140℃で2時間、末端基を化学処理した。末端基を化学処理した粗ポリオキシメチレンホモポリマーを、120℃、3時間、1mmHgの条件で真空乾燥した。次に、乾燥した粗オキシメチレンホモポリマー100質量部に対して、酸化防止剤としてトリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕を0.35質量部添加し、ベント付2軸押出機で溶融混練することによりオキシメチレンホモポリマーのペレットを得た。得られたオキシメチレンホモポリマー(A’)について、上記同様のメルトフローレート(ISO1133条件D、190℃)の測定を行なったところ、3.0g/10分であった。
【0108】
【表1】
3.(B)無機系充填材
(B)無機系充填材として用いた(B−1)〜(B−3)を以下に示す。
【0109】
該(B)無機系充填材の平均粒径は、以下のとおり求めた。測定対象となる無機系充填材粒子のサンプリングを行い、サンプリングした粒子を走査型電子顕微鏡(SEM)により倍率1千倍から5万倍で撮影し、得られた画像において無作為に選んだ最低100個の無機系充填材粒子の、それぞれの最大粒径を測定し、得られた各粒径の相加平均を平均粒径として求めた。
(B−1):電気化学製カーボン アセチレンブラック(平均粒径0.04μm、アスペクト比3未満)。
(B−2):東レ製CF ミルドファイバー(平均繊維径7μm、長さ30μm)。
(B−3):旭化成メタルズ製アルミニウムペーストGX−3119(平均粒径9μm)。
【0110】
4.(C)ポリアルキレンオキサイド
(C)ポリアルキレンオキサイドとして用いたポリエチレンオキサイド(C−1)〜(C−5)を以下に示す。該(C)ポリアルキレンオキサイドの平均分子量は、以下のとおり求めた。まず、測定する(C)ポリアルキレンオキサイドをヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させた。そして、この溶解液を、上記コモノマー成分のモル比率((b/a)×100)の測定方法におけるJEOL−400核磁気共鳴分光計(1H:400MHz)を使用して1H−NMR解析を行い、オキシアルキレン成分と末端水酸基との帰属ピ−クの積分値の割合から、(C)ポリアルキレンオキサイドの平均分子量を求めた。
(C−1):三洋化成製PEG−4000(平均分子量3400)。
(C−2):三洋化成製PEG−10000(平均分子量11000)。
(C−3):三洋化成製PEG−20000(平均分子量20000)。
(C−4):明成化学製R−150(平均分子量140000)。
(C−5):明成化学製E−60(平均分子量1100000)。
【0111】
5.(D)紫外線劣化防止剤
(D)紫外線劣化防止剤として用いた(D−1)〜(D−3)を以下に示す。該(D)紫外線劣化防止剤の融点はカタログなどに開示されている値とした。
(D−1):チバ・ガイギー製チヌビン234(ベンゾトリアゾール系、融点約139℃)。
(D−2):チバ・ガイギー製チヌビン320(ベンゾトリアゾール系、融点約154℃)。
(D−3):BASF製UVINUL400(非ベンゾトリアゾール系、融点約144℃)。
【0112】
6.(E)ヒンダードアミン系物質
(E)ヒンダードアミン系物質として用いた(E1−1)〜(E2−2)を以下に示す。該(E)ヒンダードアミン系物質の分子量は開示されている分子構造から計算した。
(E1−1):三共ライフテック製サノールLS−770(分子量約480)。
(E1−2):三共ライフテック製サノールLS−765(分子量約508)。
(E2−1):旭電化製アデカスタブLA−68(分子量約1900)。
(E2−2):旭電化製アデカスタブLA−63(分子量約2000)。
【0113】
[オキシメチレン樹脂組成物等のペレットの製造]
〈ペレット(P1〜P22)の製造〉
実施例1〜22で用いたオキシメチレン樹脂組成物のペレット(P1〜P22)を、2軸押出機(東芝機械(株)製、商品名「TEM−26SS押出機」、L/D=48、ベント付き)を用いて以下のとおり製造した。
【0114】
前記2軸押出機のホッパー下を冷却水により冷却し、210〜215℃に設定し、ダイヘッドを210℃に設定した。この温度条件で、表2に示すように(A)オキシメチレンコポリマー、(B)無機系充填材、(C)ポリアルキレンオキサイド、必要に応じて(D)紫外線劣化防止剤や(E)ヒンダードアミン系物質を、前記2軸押出機のトップより定量フィーダーを用いて供給した。スクリュー回転数150rpmの条件で前記各成分の混合物を溶融混練し、ベントより脱気し、ダイヘッドから溶融混練物を押し出し造粒し、実施例1〜22で用いたオキシメチレン樹脂組成物のペレット(P1〜P22)を得た。なお、造粒中にオキシメチレン樹脂組成物の生産性を後述のとおり評価した。
【0115】
〈ペレット(P23)の製造〉
表3に示すように、オキシメチレンコポリマー(A−1)だけを配合した((B)および(C)成分等を配合しなかった)以外は、上述のオキシメチレン樹脂組成物のペレット(P9)の製造と同様の方法でオキシメチレンコポリマー(A−1)のペレット(P23)を製造した。
【0116】
〈ペレット(P24)の製造〉
表3に示すように、(B)無機系充填材を配合しなかったこと以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P24)を製造した。
【0117】
〈ペレット(P25)の製造〉
表3に示すように、無機系充填材(B−1)の配合量を9.5質量部とした以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P25)を製造した。
【0118】
〈ペレット(P26)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)に代えて、ポリアルキレンオキサイド(C−1)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P26)を製造した。
【0119】
〈ペレット(P27)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)に代えて、ポリアルキレンオキサイド(C−5)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P27)を製造した。
【0120】
〈ペレット(P28)の製造〉
表3に示すように、(C)ポリアルキレンオキサイドを配合しなかったこと以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P28)を製造した。
【0121】
〈ペレット(P29)の製造〉
表3に示すように、ポリアルキレンオキサイド(C−3)の配合量を20質量部とした以外は、上述のオキシメチレン樹脂組成物のペレット(P2)と同様の方法でオキシメチレン樹脂組成物のペレット(P29)を製造した。
【0122】
〈ペレット(P30)の製造〉
表3に示すように、オキシメチレンコポリマー(A−1)に代えて、上記調製したオキシメチレンホモポリマー(A’)を用いた以外は、上述のオキシメチレン樹脂組成物のペレット(P2)の製造と同様の方法でオキシメチレン樹脂組成物のペレット(P30)を製造した。
【0123】
【表2】
【0124】
【表3】
[実施例1〜22]
上記製造したオキシメチレン樹脂組成物のペレット(P1〜22)を下記条件で射出成形することにより、図4に示す形状の各成形体Y(外装用接合部品に相当)を作製した。作製した各成形体Yについて、後述のとおり各評価を行った。評価結果を表4および表5に示す。
【0125】
射出成形機:(株)日本精鋼所製;J110AD−180H、
シリンダー温度:200℃、
射出圧力:80MPa、
射出時間:20秒、
冷却時間:10秒、
金型温度:80℃。
【0126】
[比較例1〜8]
上記製造したペレット(P23〜30)を実施例1と同様の条件で射出成形することにより、図4に示す形状の各成形体Y(外装用接合部品に相当)を作製した。作製した各成形体Yについて、後述のとおり各評価を行った。評価結果を表4に示す。
【0127】
[評価項目]
1.生産性の評価
オキシメチレン樹脂製外装用接合部品の生産性の評価は、オキシメチレン樹脂組成物等のペレットの生産性および当該接合部品の代表として図4に示す成形体Yの成形性および品位により行った。なお、成形体Yは、図4に示すように取付金具Xと接合して用いることを想定した。成形により得られた成形体Yおよび準備した取付金具Xの概寸を図5に示す。取付金具Xは、SUS304製でありバリがないことを確認し、成形体Yと接触するエッジ部は0.4rの面取りを施した。
【0128】
(1)オキシメチレン樹脂組成物等の生産性評価
オキシメチレン樹脂組成物等の生産性評価は、2軸押出機のトルクを、無機系充填材を含まないペレット(P23)を造粒した場合と同じになるように調整して造粒したときの、オキシメチレン樹脂組成物等の単位時間当たりの平均造粒量、ストランドの状態、並びにペレットの外観および臭気などにより、総合的に行った。具体的には、無機系充填材を含まないペレット(P23)を造粒した場合を評価の基準として、以下のとおりオキシメチレン樹脂組成物等の生産性評価を行った。
【0129】
(生産性評価)
◎:平均造粒量の低下が20%未満でペレット(P23)の生産性と同等の場合、
○:平均造粒量の低下が20%以上30%未満の場合、
◇:平均造粒量の低下が30%以上40%未満の場合、
△:平均造粒量の低下が40%以上50%未満、またはペレットの着色・臭いなどが若干発生した場合、
×:平均造粒量の低下が50%以上、またはストランドギレもしくはストランド径が不安定になったりするなど明らかに造粒状態が悪化した場合。
【0130】
(2)オキシメチレン樹脂製外装用接合部品の品位評価
外装用接合部品の品位の評価には、上述のとおり実施例および比較例で作製した図4に示す成形体Yを用いて行なった。
【0131】
なお、実施例および比較例における成形体Yの成形は、四個取り金型を用いて30ショット実施し、その中で10ショットから30ショットまでの計量時間や離型状況などの運転状態の観察と、20ショットから30ショットの成形体Yの品位(外観(光沢、平滑性、シルバーやフローマークなど)や色、それらの安定性など)の目視による観察とを行なった。
【0132】
無機系充填材などを含まないオキシメチレン樹脂組成物のペレット(P23)を用いた比較例1では、10ショットには成形が安定し、品位も問題ない成形体Yが得られた。
【0133】
当該比較例1の場合を評価基準として、以下のとおり外装用接合部品の品位評価を行った。
【0134】
(品位評価)
◎:成形体Yの生産性が比較例1の場合と同等で、成形体Yの使用に問題のない場合、
◇:品位が安定するまでに時間がかかったたり、生産のバラツキなどが確認されたりした場合、
△:成形体Yについて、色のバラツキやシルバーなどが部分的に確認された場合、
×:成形体Yについて、意匠面の中央にシルバーなどが確認されたり、光沢度が大きく低下したりするなど、生産や使用に際し明らかに不良と判断された場合。
【0135】
2.靭性の評価
靭性の評価は、実施例および比較例で作製した成形体Yにおいて、図6に示すような部位(上下の四角囲み部分)を万能試験機(島津製作所製、オートグラフAGS−X)で引張試験(試験方法としてはISO527に準拠、試験は50cm/minで行い、伸度はチャック間伸度とした)をn=5で実施し、得られた引張伸度(%)を相加平均した値を用いて行なった。
【0136】
比較として用いる値は、比較例1における、無機系充填材などを含まないオキシメチレン樹脂組成物のペレット(P23)から得られた成形体Yの評価結果とした。従来技術である比較例1で得られた成形体Yの引張伸度は20%未満であった。
【0137】
(評価基準)
×:引張伸度が20%未満だった場合、
△:少し改善がみられ引張伸度が25%未満20%以上の場合、
◇:引張伸度が30%未満25%以上の場合、
○:引張伸度が35%未満30%以上の場合、
◎:引張伸度が35%以上と大きく改善が見られた場合。
【0138】
3.耐久性などの評価
耐久性などの評価には、実施例および比較例で作製した成形体Yを使用した。各評価はn=5で行い、以下のとおり、(1)外観、(2)色差、(3)耐久性の順で実施した。外装用接合部品の耐久性などの評価の前処理として、成形体Yを図6のようにセットし、サンシャインウェザーメーターS300(スガ試験機製)を用いて、JIS−A1415に準じて、ブラックパネル温度63℃、雨有り条件で2000時間の耐候試験処理を行なった。
【0139】
(1)外観
サンシャインウェザーメーターより成形体Yを取り出し、意匠面の汚れや水滴を軽くふき、上記耐候試験処理の実施前後の成形体Yの外観を観察した。当該成形体Yの外観の評価基準は以下のとおりとした。
【0140】
(外観の評価基準)
×:明らかに外観の違いや変化が確認され、外装用接合部品としての使用が不可能と判断される場合、
△:意匠面に一部白化やブリードなどの変化が観察された場合、
◇:意匠面以外に白化やブリードなどの変化が確認された場合、
○:多少外観の違いが確認された場合、
◎:外観の違いがほとんど確認されなかった場合。
【0141】
なお、従来技術である比較例1で得られた成形体Yの上記耐候試験処理の実施後の外観は、意匠面全体に黄変や白化(くもり)が確認された。
【0142】
(2)色差
耐候試験処理を実施していない成形体Yと上記外観観察を行なった成形体Yを用いて、色彩色差計CR−200(ミノルタ製)にて色差ΔEを測定した。当該成形体Yの色
差ΔEの評価基準は以下のとおりとした。
【0143】
(色差の評価基準)
◎:ΔEが2.5未満の場合(耐候試験処理の実施前後で色の差がわかり難いレベル
)、
○:ΔEが2.5以上3.0未満の場合、
◇:ΔEが3.0以上3.5未満の場合、
△:ΔEが3.5以上4.0未満の場合、
×:ΔEが4.0以上の場合(耐候試験処理の実施前後で色差が目視で明らかにわか
るレベル)。
【0144】
なお、従来技術である比較例1で得られた成形体Yの色差は4.0以上であった。
【0145】
(3)耐久性
上記取付金具Xと耐候試験処理後の成形体Yとを用いて、以下に示すような(1)〜(4)工程を繰り返して行った(図7参照)。
(1)所定の位置の待機状態から、取付金具Xの開口部Wから成形体Yを挿入する(待機状態→挿入動作)、
(2)成形体Yの先端部が取付金具Xの天板に触れるまで押込む(挿入動作→接合状態)、
(3)成形体Yの嵌合部(Z部)を押して(補助動作)、取付金具Xより引き抜く(抜去動作)、
(4)所定の待機位置まで成形体Yを抜きだす(抜去動作→待機状態)。
【0146】
上記工程(1)〜(4)は、挿入動作0.5秒、補助動作0.5秒、抜去動作0.5秒、待機状態0.5秒で行なった。上記工程(1)〜(4)を繰り返し、成形体Yの変化(折れ、削れ、へたれ、極度の白化など)を観察し、変化が生じるまでの回数を測定した。当該回数により、外装用接合部品としての成形体Yの耐久性を以下のとおり評価した。
【0147】
(耐久性の評価基準)
×:1×105回未満の場合、
△:1×105回以上3×105未満の場合、
◇:3×105回以上1×106未満の場合、
○:1×106回以上3×106未満の場合、
◎:3×106回以上と大きく改善がみられた場合。
【0148】
なお、比較例1で得られた成形体Yは、1×105回未満で折れとなり、折れた成形体Yに一部削れが確認された。
【0149】
[実施例1〜8および比較例1〜8の評価結果]
実施例1〜8および比較例1〜8の評価結果を下記表4に示す。
【0150】
実施例1〜8および比較例1〜8の評価結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品は、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することがわかった。
【0151】
実施例1〜3、比較例1〜3の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわち(B)無機系充填材を特定量含有する樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき、優れた耐久性などを有することがわかった。
【0152】
実施例2、4、5、比較例1、4、5の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわち平均分子量を特定量に制御したポリアルキレンオキサイド(C)を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持できることがわかった。さらに好ましい平均分子量に制御したポリアルキレンオキサイド(C)を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき優れた耐久性などを有する傾向にあることがわかった。
【0153】
実施例2、6、7、比較例1、6、7の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品、すなわちポリアルキレンオキサイド(C)を含有する樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持でき優れた靭性を有することがわかった。さらに、アルキレンオキサイド(C)の含有量を好ましい範囲にすることにより、接合したときの装着感が良好となる傾向にあることがわかった。
【0154】
実施例2、8、比較例1、8の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、コモノマー含有量を好ましい範囲に制御した(A)オキシメチレンコポリマーを含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性を維持できる傾向にあることがわかった。
【0155】
【表4】
[実施例2、9〜22および比較例1の評価結果]
実施例9〜22の評価結果を下記表5に示す。
【0156】
実施例9〜22の評価結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品は、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有することがわかった。
【0157】
実施例2、9〜12、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましいメルトフローレートの(A)オキシメチレンコポリマーを含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性をより維持でき優れた靭性を有する傾向にあることがわかった。
【0158】
実施例2、13、14、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい平均粒径の(B)無機系充填材を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、生産性をより維持でき、さらに優れた靭性を有する傾向があることがわかった。
【0159】
実施例2、15〜17、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい(D)紫外線劣化防止剤を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、さらに優れた耐久性などを有する傾向にあることがわかった。
【0160】
実施例2、18〜22、比較例1の結果から、本実施の形態のオキシメチレン樹脂製外装用接合部品において、好ましい(E)ヒンダードアミン系物質を含む樹脂組成物からなるオキシメチレン樹脂製外装用接合部品は、さらに優れた耐久性などを有する傾向にあることがわかった。
【0161】
【表5】
【産業上の利用可能性】
【0162】
本発明は、特定のオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品に関して、その生産性を従来技術に比して著しく損なうことなく、従来技術よりも一層優れた靭性および耐久性などを有するオキシメチレン樹脂製外装用接合部品を提供することができるという点において、産業上の利用可能性を有する。
【特許請求の範囲】
【請求項1】
(A)オキシメチレンコポリマー100質量部、
(B)無機系充填材0.4〜8.0質量部、および
(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部
を含むオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品。
【請求項2】
該(A)オキシメチレンコポリマーが、メルトフローレート1.5〜8.0g/minである、請求項1記載のオキシメチレン樹脂製外装用接合部品。
【請求項3】
該(B)無機系充填材が、平均粒子径0.005〜10μm以下である、請求項1または2記載のオキシメチレン樹脂製外装用接合部品。
【請求項4】
該(B)無機系充填材が、カーボン系である、請求項1〜3のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項5】
該(C)ポリアルキレンオキサイドが、平均分子量15000〜50000である、請求項1〜4のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項6】
該オキシメチレン樹脂組成物が、さらに該(B)以外の(D)紫外線劣化防止剤を含む、請求項1〜5のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項7】
該(D)紫外線劣化防止剤が、ベンゾトリアゾール系物質を含む、請求項6記載のオキシメチレン樹脂製外装用接合部品。
【請求項8】
該オキシメチレン樹脂組成物が、さらに(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含む、請求項1〜7のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項9】
該接合部品が、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている、請求項1〜8のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項1】
(A)オキシメチレンコポリマー100質量部、
(B)無機系充填材0.4〜8.0質量部、および
(C)該(A)以外の平均分子量8000〜500000のポリアルキレンオキサイド1.0〜12.0質量部
を含むオキシメチレン樹脂組成物を含有するオキシメチレン樹脂製外装用接合部品。
【請求項2】
該(A)オキシメチレンコポリマーが、メルトフローレート1.5〜8.0g/minである、請求項1記載のオキシメチレン樹脂製外装用接合部品。
【請求項3】
該(B)無機系充填材が、平均粒子径0.005〜10μm以下である、請求項1または2記載のオキシメチレン樹脂製外装用接合部品。
【請求項4】
該(B)無機系充填材が、カーボン系である、請求項1〜3のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項5】
該(C)ポリアルキレンオキサイドが、平均分子量15000〜50000である、請求項1〜4のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項6】
該オキシメチレン樹脂組成物が、さらに該(B)以外の(D)紫外線劣化防止剤を含む、請求項1〜5のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項7】
該(D)紫外線劣化防止剤が、ベンゾトリアゾール系物質を含む、請求項6記載のオキシメチレン樹脂製外装用接合部品。
【請求項8】
該オキシメチレン樹脂組成物が、さらに(E−1)分子量1500未満のヒンダードアミン系物質と(E−2)分子量1500以上のヒンダードアミン系物質とを含む、請求項1〜7のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【請求項9】
該接合部品が、ボス、リブ、クリップ、ボタン、ホルダー、コネクター、ジョイントおよびスナップフィットからなる群より選択される少なくとも1種の機構を有する嵌合部を備えている、請求項1〜8のいずれか一項記載のオキシメチレン樹脂製外装用接合部品。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−40225(P2013−40225A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−175972(P2011−175972)
【出願日】平成23年8月11日(2011.8.11)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月11日(2011.8.11)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]