
オレフィン系樹脂発泡体の製造方法
可燃性発泡ガスを短期間に空気等の無機ガスに置換する性能を維持しつつ、発泡後の針の穿孔による発泡体の圧縮弾性率の低下を抑えることができるとともに、かつ、充分に厚み回復が可能なオレフィン系樹脂発泡体の製造方法の提供。 発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法: 1)稜線は針幹部の長さ方向に長さを有する出角である稜からなる 2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡体内に残留する発泡剤ガスを容易に空気と置換させることのできるオレフィン系樹脂発泡体の製造方法に関する。本発明の製造方法により製造される発泡体は工業製品等の緩衝包装材、住宅等の断熱材ビート板やボディボート等のスポーツ用具芯材、フロート等の浮き材などに使用される。
【背景技術】
【0002】
プラスチック発泡体を製造するにあたり、発泡剤が使用されるが、近年オゾン層破壊や地球温暖化の見地から、その発泡剤がフロン系発泡剤から炭化水素(C3〜C5)系発泡剤に転換されつつある。炭化水素系の発泡剤は可燃性であることが知られており、この可燃性の発泡剤を使用した場合、そのガス透過性の低さから発泡体内部に長期にわたり残留する。そのため火源が近くにある場合、発泡体が着火・燃焼する可能性が高まる。この問題を解決する方法として、高温下で発泡体を長期間保存し、プラスチック発泡体内部の発泡剤濃度を安全な濃度まで低下させる方法が一般的にとられているが、それでも数ヶ月あるいはそれ以上の保存期間を必要とするのであまり効率的ではない。
【0003】
発泡体中に残存する可燃性発泡剤を空気等の不燃性の無機ガスで置換するために要する時間を短縮する方法として、製造後の発泡体にその表面から針で穿孔する方法(特許文献1)があり、穿孔用の針として剣山状の針集合具が用いられている。
しかしながら、特許文献1の方法では、断面が円形の針を用いた場合、突刺した穴を押し広げる様に穿孔が実施される。このため、針表面とフォーム表面との摩擦抵抗が大きくなり、穿孔時に穴周辺が穿孔方向に引きずり込まれることで、圧縮歪が大きくなり、充分な体積回復が得られなくなるとともに、発泡体の圧縮弾性率をも低下させるという問題があった。
【特許文献1】特許第3431141号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、穿孔を施すことで可燃性発泡ガスを短期間に空気等の無機ガスで置換する性能を維持しつつ、発泡後の針の穿孔による発泡体の圧縮弾性率の低下を抑えることができるとともに、かつ、充分に厚み回復が可能なオレフィン系樹脂発泡体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者等は、発泡体の表面から厚み方向に穿孔する際、針断面が多角形である針を用いることにより上記課題が解決されることを見出し、本発明をなすに至った。
すなわち、本発明は、下記の通りである。
1.発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、
該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法:
1)稜線は針幹部の長さ方向に長さを有する出角である稜からなる
2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。
2.針の稜線の長さが、穿孔されるオレフィン系樹脂押出発泡体の厚みの1/2以上である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
3.針幹部の長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径が、0.8mm以上5mm以下である、請求項1または2に記載のオレフィン系樹脂押出発泡体の製造方法。
4.オレフィン系樹脂発泡体への穿孔の深さが、「該発泡体の厚み−5mm」以上である、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
5.オレフィン系樹脂発泡体の表面において、穿孔の間隔が5mm以上20mm以下である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
6.発泡体の厚みが20〜80mmである、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
7.針集合具が幅方向および長さ方向に針列を有し、幅方向の針列一列が8本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
8.針集合具が幅方向および長さ方向に針列を有し、長さ方向の針列一列が30本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【発明の効果】
【0006】
本発明のオレフィン系樹脂発泡体の製造方法は、発泡後に発泡体への穿孔を施しても穿孔時に発生する歪を抑制することで体積回復性が良好であり、発泡体の圧縮弾性率を低下させることなく良好な発泡体を得られるとともに、発泡体中に残留した可燃性発泡ガスを短期間で空気等の無機ガスで置換することができるオレフィン系樹脂発泡体の製造方法である。
【発明を実施するための最良の形態】
【0007】
本発明について、特にその好ましい実施態様を中心に、以下具体的に説明する。
まず、本発明で用いる発泡体について説明する。
本発明の製造方法において用いる発泡体を構成するオレフィン系樹脂としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のポリエチレン単独重合体、ポリプロピレン単独重合体、ポリブテン単独重合体、エチレン−酢酸ビニル共重合体、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−ブテン−プロピレン共重合体、エチレン−アクリル酸共重合体等が挙げられる。これらの樹脂は単独で用いるほか、適宜混合して用いることもできる。
【0008】
本発明における可燃性発泡ガスとしては、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ヘキサン等の脂肪族炭化水素、シクロブタン、シクロペンタン等の環式脂肪族炭化水素、1−クロロ−1,1−ジフルオロエタン、クロロエタン等のハロゲン化炭化水素が挙げられる。さらに、これら可燃性発泡ガスに炭酸ガス、窒素、1,1,1,2−テトラフルオロエタン等の不燃性の発泡ガスを混合することも出来る。また、これらの発泡剤の添加量を調節することで得られる発泡体の密度を任意に制御することができる。
【0009】
前記の発泡体の製造には、透過調整剤を用いてもよい。透過調整剤の例としては、公知のガス透過調整剤、例えば、パルチミン酸グリセリド、ステアリン酸グリセリド等の脂肪酸グリセリド、オレイン酸アミド、エルカ酸アミド等の脂肪酸アミド、ステアリルステアリン酸アミド等のアルキル脂肪酸アミドが挙げられる。これらのガス透過調整剤は単独で用いるほか、適宜混合して用いることができる。
【0010】
さらに、本発明の製造方法においては、必要に応じて一般に使用されている気泡核形成剤を用いてもよい。この気泡核形成剤としては、例えば、タルクのような無機物質、あるいは押出機の温度で分解して分解ガスを発生するような化学発泡剤、またはその温度で反応して炭酸ガスを発生する酸とアルカリの混合物のようなものである。これらの気泡核形成剤を使用することで得られる発泡体のセルサイズの大きさを任意に制御することができる。
さらに、必要に応じて、混合樹脂に対し帯電防止剤、酸化防止剤、紫外線吸収剤、着色剤等の添加剤も添加することもできる。
【0011】
本発明の発泡体の厚みは20mm〜80mmが好ましい。この範囲であると、本発明の穿孔方法の効果が顕著に得られる。発泡体がこの程度厚いものであると、針と発泡体との接触面積が大きくなり穿孔抵抗が増すことにより、発泡体が圧縮され、ダメージを受ける。しかし、本発明の方法に係る針を用いることにより穿孔抵抗が減少し、発泡体のダメージを抑制することが可能となる。発泡体の構成は,単層または熱融着等による積層のいずれでも構わない。
本発明の発泡体の密度は、好ましくは10〜100kg/m3、さらに好ましくは20〜70kg/m3である。密度が10〜100kg/m3であると、断熱材,浮き材、緩衝包装材料用途として使用できる。
本発明で得られる発泡体の独立気泡率は、穿孔による孔の部分を除いて、好ましくは80〜100%、より好ましくは90〜100%である。独立気泡率が80%以上であると、緩衝包装材として充分な緩衝性能を発揮することができるとともに、発泡体内へ水が浸入しにくいため吸水率を低くすることができる。
また、本発明の発泡体のセルサイズは、好ましくは0.3mm〜3.0mm、より好ましくは0.5mm〜2.5mmである。断熱材用途においては、セルサイズは小さいほど気泡膜からの輻射が抑制され断熱性能はよく、水と接触した場合でもセル開口面への水の浸入が抑えられ断熱性能の低下を防ぐことができ、好ましい。
【0012】
本発明の発泡体の製造方法は、押出機内で樹脂と発泡剤及びガス透過調整剤、必要に応じて気泡核形成剤等の添加剤を加圧下で溶融混練した後、適正な発泡温度まで冷却した発泡性溶融混合物を、押出機先端に取り付けたダイスを通して大気圧下に押し出して発泡させることを含む。
本発明の穿孔は、前記のようにして得られた発泡体の中心部温度が添加されているガス透過調整剤の結晶化温度以下に降下した後に行うとよい。発泡体中心部の温度が添加されているガス透過調整剤の結晶化温度以下で穿孔を施すことで、ガス透過調整剤のガスバリアー効果発現によって急激な発泡剤の逸散が抑止され、良好な発泡体の体積回復が可能となる。
【0013】
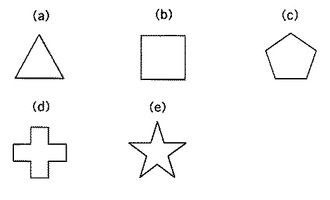
本発明の穿孔に用いる針としては、針幹部に3本以上8本以下の稜線を有する針を用いる。ここで稜線とは、針長さ方向に平行に延びる出角である稜からなり、針幹部、すなわち針の胴体部での長さ方向に垂直な断面における稜頂点の内角が20°以上120°以下のものをいう。稜線が2本以下であると、針の耐久性が劣るか、または、穿孔時に針の抵抗が大きくなる。稜線が9本以上の場合は、針の長さ方向と垂直な断面が円形に近い形状となるため、穿孔する時に針が突刺した穴の周辺部を押し広げるようになる。前記稜線の数は好ましくは4本以上6本以下であり、もっとも好ましいのは4本である。該頂点の角度が20°未満の場合、稜の部分の肉厚が薄くなり、針の耐久性が劣る。120°超過の場合はその断面が円形に近くなるため、断面円形針で穿孔した場合と同じような欠点が生じ、穿孔後に発泡体の圧縮歪が大きくなる。なお、稜部は曲面であってもよいが、この場合は当該頂点における接線の成す角を頂点の角度とする。これら針の代表的な断面形状を図1(a)〜(e)に示す。
【0014】
本発明の発泡体への穿孔は、多数の針を有する剣山状の針集合具を用いて実施される。剣山状の針集合具とは、発泡体への多数の穿孔が1回で実施できるように針が配列されているものを指す。針集合具においては、発泡体の幅方向と平行な針列一列が少なくとも8本以上の針からなり、発泡体の押出し方向と平行な針列一列が少なくとも30本以上の針からなることが好ましい。さらに、発泡体の幅方向と平行な針列一列が少なくとも10本以上の針からなり、および/または、発泡体の押出し方向と平行な針列一列が少なくとも60本以上の針からなると、突き刺した状態での針集合具のブレがより少なくなる点から、より好ましい。さらに好ましくは、発泡体の押出し方向と平行な針列一列は少なくとも90本以上の針からなる。針の配置は例えば、千鳥格子状または正方格子状である。剣山状の針集合具を用いることで、発泡体への多数の穿孔を一度に実施することができ、発泡体内からのガスの逸散が均一になるため、ガス逸散に起因する発泡体の変形を抑制しやすくなる。また穿孔処理能力が高まるので、相対的に穿孔速度を低下させることが可能となる上、針引き抜き時の発泡体表面の毛羽立ちが無い表面外観が良好な発泡体が得られる。さらに、発泡体の厚みが厚い場合、針が縦横に並んだ針集合具を用いると、ロール表面に針を設けた場合とくらべて、針の挿入角度を一定に保つことに加え、針を突き刺した状態での針集合具のブレがなくなるため、形成される孔の形状が安定する。加えて、穿孔抵抗が減ることから歪抑制効果が得られる。
【0015】
針の稜線の長さは穿孔される発泡体の厚みの1/2以上、針の先端部を除いた部分の長さ以下が好ましい。稜線の長さは針の先端部において最初に稜が発生する箇所から針の後端部で稜が消失する箇所までの長さである。針の稜線の長さが発泡体厚みの1/2以上であると穿孔時の歪抑制効果が充分となる。また、稜線が針の先端部を除いた部分すべてにわたっていると本発明の効果はより充分に得られる。なお、稜線は発泡体の厚み以上の長さを有してもよい。
本発明において、針の太さとは、針の幹部すなわち、針の胴体部での長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径のことをいう。本発明では針の太さが、0.8mm以上5mm以下である針を用いる。針の太さが0.8mm以上であると、発泡体中の残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われる。また、針の太さが5mm以下であると穿孔後の発泡体表面外観が良好となると同時に、水と接触した場合に孔への水の浸入を抑制しやすくなる。好ましくは、1.0mm以上4.0mm以下であり、更に好ましくは1.5mm以上3.0mm以下である。
針は全て先端がとがった加工をされているものであり、そのとがった部位の断面形状は円でも、幹部と同じ形状であっても構わない。針の表面には、チタンコーティング、テフロン(登録商標)コーティング等の表面処理をしても構わない。
【0016】
本発明の方法における発泡体の厚み方向への穿孔の深さは、「該発泡体の厚み−5mm」以上、即ち、完全に貫通するか非貫通代が5mm以下であることが好ましい。穿孔の深さが「該発泡体の厚み−5mm」以上であると、発泡体中の残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われるとともに、発泡体の両表面からのガスの放散が均一に進行するため、ガス逸散に起因する発泡体内の残留応力分布が小さくなり、発泡体加工時の変形を抑止できる。また穿孔の深さが該発泡体の厚み未満、すなわち非貫通である場合は、穿孔面のみを加熱溶融等の熱処理に付すことで非貫通面において表面外観が良好で吸水性、透水性の低い発泡体が得られる。
【0017】
本発明の発泡体表面における穿孔の間隔とは、隣接する孔同士の孔の中心間距離で最短のものを指し、好ましくは、5mm以上、20mm以下、さらに好ましくは、10mm以上、15mm以下である。穿孔の間隔が5mm以上であると、急激な可燃性発泡ガス逸散が抑制しやすくなり、発泡体の体積回復が良好となる。また穿孔の間隔が20mm以下であると、発泡体中の残留可燃性発泡剤と空気等の無機ガスとの置換が速やかに行われる。穿孔の間隔が10mm以上、15mm以下であると、発泡体の体積回復性とガス置換促進効果のバランスに優れる。
【0018】
穿孔処理後の発泡体は、残留可燃性ガスと空気等の無機ガスとの置換を促進させるために、穿孔処理後に30℃以上、50℃以下の温度で7日以上、30日以下の期間保存することが好ましい。30℃以上であれば、残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われる。また、50℃以下であると、残留可燃性ガスが過度に抜けるのを防止できるので、発泡体が収縮するのを防ぐことができる。
【実施例】
【0019】
以下、本発明を実施例に基づいて説明するが、本発明の内容をこれらの実施例に限定するものではない。実施例に示された値は次の方法により測定したものである。なお、実施例中、部及び%は特に断りのない限り、重量基準である。また、各種の評価、測定は下記の方法に拠った。
(1)5%圧縮強度
穿孔を施した発泡体を40℃の環境下で2週間保存した後、JIS Z0235に準拠した圧縮試験方法を行い、試験片元厚みに対して5%の歪を生じた時の圧縮応力値を5%圧縮強度Sとし、同じLOTで製造された発泡体で穿孔を施さない試験片の同条件下での圧縮応力値S0と比較し、以下の基準で評価した。
E(%)=(S0−S)/S0×100
○:E≦10(穿孔による圧縮弾性率の低下が小さい。)
×:E>10(穿孔による圧縮弾性率の低下が大きい。)
(2)厚み回復性
押出発泡後に樹脂発泡体の長さを1000mmに切断し、当該発泡体の厚みを正確に測定した寸法をT0とする。その後、該樹脂発泡体に穿孔を施し、該樹脂発泡体を発泡1時間後から2週間後まで40℃の環境下で保存した後、再び寸法を測定した厚みをTとする。厚み回復率(R)を次式によって算出し、その値を基に厚み回復性を以下の基準で評価した。
R(%)=T/T0×100
○:R≧95(厚み回復性に優れ、製造時の厚み維持が容易)
×:R<95(厚み回復性に乏しく、製造時の厚み維持が困難)
【0020】
(3)ガス置換促進効果
穿孔処理後2週間40℃の環境下で保存した樹脂発泡体を内径16mmのコルクボーラーを使用して厚み方向に円柱状に抜き出して試験片とする。この試験片の体積と重量をすばやく測定後、直ちに、内容積を測定したヘッドスペースボトル(ジーエルサイエンス社製)に入れ密封し、170℃で1.5時間加熱溶融させる。その後、ボトルを室温まで自然冷却後、該ボトル内のガスを分取、ガスクロマトグラフ(島津製作所製:GC−14B)にて分析した。予め既知のガス濃度測定より作成しておいた検量線と、試験片の体積、試験片の樹脂部分容積、ボトル内容積を用いて発泡体中の残存発泡剤濃度をn=3の平均で算出した。発泡体内残存発泡剤濃度と無機ガスとの置換促進効果は以下の基準で評価した。
○:残存可燃性発泡剤濃度が当該発泡剤の燃焼範囲下限未満
×:残存可燃性発泡剤濃度が当該可燃性発泡剤の燃焼範囲下限以上
【0021】
(4)発泡体の独立気泡率
ASTM−D2856に記載されているエアーピクノメーター法(東京サイエンス(株)製、空気比較式比重系1000型使用)により測定し、n=5の平均で算出した。
(5)発泡体のセルサイズ
発泡体の中央部から試験片をカットし、カット面に発泡体の押出方向、幅方向、厚み方向に沿ってL(mm)の直線を引き、これらの直線に接触している気泡の数を数え、次式により押出方向、幅方向、厚み方向のセルサイズを算出し、更に3方向の平均値をセルサイズとした(グリッドライン法)。
セルサイズ(mm)=1.626×L/気泡数
【0022】
[実施例1]
150mmのバレル内径を有するスクリュー型押出機の供給領域に、低密度ポリエチレン(密度0.921g/cm3、MI=2.9g/10分)、およびこの樹脂100重量部に対し1.0重量部の気泡調整剤(タルク)と0.5重量部のガス透過調整剤(ステアリン酸モノグリセリド)を900kg/時間の速度で、供給した。押出機のバレル温度を190℃〜210℃に調整し、押出機の先端に取り付けた発泡剤注入口からn−ブタン100重量%(燃焼範囲下限値:1.8vol%)からなる発泡剤をこの樹脂100重量部に対し7重量部を圧入し、当該溶融樹脂組成物と混合して発泡性溶融混合物とした。この発泡性溶融混合物を押出機の出口に取り付けた冷却装置で108℃まで冷却した後、約3.4mmの平均厚みと約215mm幅の開口部形状を有するオリフィスプレートより、常温、大気圧下の雰囲気中に連続的に押し出して発泡させ、樹脂発泡体の引き取り速度を調整しながら成形して、押出し発泡1分後に厚み62mm、幅600mm、長さ1000mm、セルサイズ1.1mm、密度39kg/m3の板状樹脂発泡体を得た。
この発泡体の中心部温度が50℃まで降下した直後に、表1に記載の針1(断面形状は(図1(b))を、図2に示すような、発泡体の押出方向cに平行な針列における針間隔aが15.0mm、発泡体の幅方向dに平行な針列における針間隔bが15.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:15.0mm)を用いて、該樹脂発泡体の上面から、貫通穿孔処理をした。この樹脂発泡体を穿孔処理後2週間、40℃の環境下で保存した後、圧縮弾性率の指標である5%圧縮強度、独立気泡率、厚み回復性及びガス置換促進効果の評価を行った。その結果を表2に示す。
【0023】
[実施例2]
表1に記載の針2(幹部の断面形状は図1(b))を、図2に示すように、発泡体の押出方向cに平行な方向の針列における針間隔aが15.0mm、発泡体の幅方向dに平行な針列における針間隔bが15.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:15.0mm)を用いて穿孔深さが59mmとなるように穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0024】
[実施例3]
表1に記載の針3(幹部の断面形状は図1(a))を、図2に示すように、発泡体の押出方向cに平行な針列における針間隔aが10.0mm、発泡体の幅方向dに平行な針列における針間隔bが20.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:10.0mm)を用いて穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0025】
[実施例4]
表1に記載の針4(幹部の断面形状は(図1(d))を、図3に示すように、発泡体の押出方向cに平行な針列における針間隔aが10.0mm、発泡体の幅方向dに平行な針列における針間隔bが20.0mmとなるように千鳥格子状に配列した剣山状の針集合具(穿孔の間隔:10.0mm)を用いて穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0026】
[比較例1]
表1に記載の針5により穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例2]
表1に記載の針6により穿孔処理を実施した他は、実施例2と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例3]
表1に記載の針7により穿孔処理を実施した他は、実施例2と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例4]
穿孔処理を実施しない他は、実施例1と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
【0027】
【表1】

【0028】
【表2】
【産業上の利用可能性】
【0029】
本発明に係る、発泡体内に残留する発泡剤ガスを容易に空気と置換させることのできるオレフィン系樹脂発泡体の製造方法により製造される発泡体は、工業製品等の緩衝包装材、住宅等の断熱材ビート板やボディボート等のスポーツ用具芯材、フロート等の浮き材などに使用される。
【図面の簡単な説明】
【0030】
【図1】本発明における代表的な針幹部の断面形状例を示す図であり、(a)は実施例3で用いた針の幹部の断面形状、(b)は実施例1および2で用いた針の幹部の断面形状、(d)は実施例4で用いた針の幹部の断面形状、(c)、(e)はその他の断面形状の例を示す。
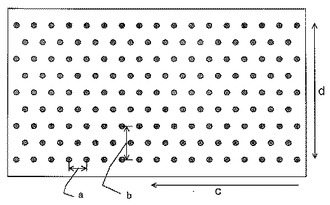
【図2】本発明実施例で使用した正方格子状に針を配列した剣山状の針集合具の針配列図である。
【図3】本発明実施例で使用した千鳥格子状に針を配列した剣山状の針集合具の針配列図である。
【符号の説明】
【0031】
a:発泡体の押出方向に平行な方向の針列における針間隔
b:発泡体の幅方向に平行な針列における針間隔
c:発泡体の押出し方向
d:発泡体の幅方向
【技術分野】
【0001】
本発明は、発泡体内に残留する発泡剤ガスを容易に空気と置換させることのできるオレフィン系樹脂発泡体の製造方法に関する。本発明の製造方法により製造される発泡体は工業製品等の緩衝包装材、住宅等の断熱材ビート板やボディボート等のスポーツ用具芯材、フロート等の浮き材などに使用される。
【背景技術】
【0002】
プラスチック発泡体を製造するにあたり、発泡剤が使用されるが、近年オゾン層破壊や地球温暖化の見地から、その発泡剤がフロン系発泡剤から炭化水素(C3〜C5)系発泡剤に転換されつつある。炭化水素系の発泡剤は可燃性であることが知られており、この可燃性の発泡剤を使用した場合、そのガス透過性の低さから発泡体内部に長期にわたり残留する。そのため火源が近くにある場合、発泡体が着火・燃焼する可能性が高まる。この問題を解決する方法として、高温下で発泡体を長期間保存し、プラスチック発泡体内部の発泡剤濃度を安全な濃度まで低下させる方法が一般的にとられているが、それでも数ヶ月あるいはそれ以上の保存期間を必要とするのであまり効率的ではない。
【0003】
発泡体中に残存する可燃性発泡剤を空気等の不燃性の無機ガスで置換するために要する時間を短縮する方法として、製造後の発泡体にその表面から針で穿孔する方法(特許文献1)があり、穿孔用の針として剣山状の針集合具が用いられている。
しかしながら、特許文献1の方法では、断面が円形の針を用いた場合、突刺した穴を押し広げる様に穿孔が実施される。このため、針表面とフォーム表面との摩擦抵抗が大きくなり、穿孔時に穴周辺が穿孔方向に引きずり込まれることで、圧縮歪が大きくなり、充分な体積回復が得られなくなるとともに、発泡体の圧縮弾性率をも低下させるという問題があった。
【特許文献1】特許第3431141号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、穿孔を施すことで可燃性発泡ガスを短期間に空気等の無機ガスで置換する性能を維持しつつ、発泡後の針の穿孔による発泡体の圧縮弾性率の低下を抑えることができるとともに、かつ、充分に厚み回復が可能なオレフィン系樹脂発泡体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者等は、発泡体の表面から厚み方向に穿孔する際、針断面が多角形である針を用いることにより上記課題が解決されることを見出し、本発明をなすに至った。
すなわち、本発明は、下記の通りである。
1.発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、
該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法:
1)稜線は針幹部の長さ方向に長さを有する出角である稜からなる
2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。
2.針の稜線の長さが、穿孔されるオレフィン系樹脂押出発泡体の厚みの1/2以上である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
3.針幹部の長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径が、0.8mm以上5mm以下である、請求項1または2に記載のオレフィン系樹脂押出発泡体の製造方法。
4.オレフィン系樹脂発泡体への穿孔の深さが、「該発泡体の厚み−5mm」以上である、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
5.オレフィン系樹脂発泡体の表面において、穿孔の間隔が5mm以上20mm以下である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
6.発泡体の厚みが20〜80mmである、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
7.針集合具が幅方向および長さ方向に針列を有し、幅方向の針列一列が8本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
8.針集合具が幅方向および長さ方向に針列を有し、長さ方向の針列一列が30本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【発明の効果】
【0006】
本発明のオレフィン系樹脂発泡体の製造方法は、発泡後に発泡体への穿孔を施しても穿孔時に発生する歪を抑制することで体積回復性が良好であり、発泡体の圧縮弾性率を低下させることなく良好な発泡体を得られるとともに、発泡体中に残留した可燃性発泡ガスを短期間で空気等の無機ガスで置換することができるオレフィン系樹脂発泡体の製造方法である。
【発明を実施するための最良の形態】
【0007】
本発明について、特にその好ましい実施態様を中心に、以下具体的に説明する。
まず、本発明で用いる発泡体について説明する。
本発明の製造方法において用いる発泡体を構成するオレフィン系樹脂としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のポリエチレン単独重合体、ポリプロピレン単独重合体、ポリブテン単独重合体、エチレン−酢酸ビニル共重合体、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−ブテン−プロピレン共重合体、エチレン−アクリル酸共重合体等が挙げられる。これらの樹脂は単独で用いるほか、適宜混合して用いることもできる。
【0008】
本発明における可燃性発泡ガスとしては、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ヘキサン等の脂肪族炭化水素、シクロブタン、シクロペンタン等の環式脂肪族炭化水素、1−クロロ−1,1−ジフルオロエタン、クロロエタン等のハロゲン化炭化水素が挙げられる。さらに、これら可燃性発泡ガスに炭酸ガス、窒素、1,1,1,2−テトラフルオロエタン等の不燃性の発泡ガスを混合することも出来る。また、これらの発泡剤の添加量を調節することで得られる発泡体の密度を任意に制御することができる。
【0009】
前記の発泡体の製造には、透過調整剤を用いてもよい。透過調整剤の例としては、公知のガス透過調整剤、例えば、パルチミン酸グリセリド、ステアリン酸グリセリド等の脂肪酸グリセリド、オレイン酸アミド、エルカ酸アミド等の脂肪酸アミド、ステアリルステアリン酸アミド等のアルキル脂肪酸アミドが挙げられる。これらのガス透過調整剤は単独で用いるほか、適宜混合して用いることができる。
【0010】
さらに、本発明の製造方法においては、必要に応じて一般に使用されている気泡核形成剤を用いてもよい。この気泡核形成剤としては、例えば、タルクのような無機物質、あるいは押出機の温度で分解して分解ガスを発生するような化学発泡剤、またはその温度で反応して炭酸ガスを発生する酸とアルカリの混合物のようなものである。これらの気泡核形成剤を使用することで得られる発泡体のセルサイズの大きさを任意に制御することができる。
さらに、必要に応じて、混合樹脂に対し帯電防止剤、酸化防止剤、紫外線吸収剤、着色剤等の添加剤も添加することもできる。
【0011】
本発明の発泡体の厚みは20mm〜80mmが好ましい。この範囲であると、本発明の穿孔方法の効果が顕著に得られる。発泡体がこの程度厚いものであると、針と発泡体との接触面積が大きくなり穿孔抵抗が増すことにより、発泡体が圧縮され、ダメージを受ける。しかし、本発明の方法に係る針を用いることにより穿孔抵抗が減少し、発泡体のダメージを抑制することが可能となる。発泡体の構成は,単層または熱融着等による積層のいずれでも構わない。
本発明の発泡体の密度は、好ましくは10〜100kg/m3、さらに好ましくは20〜70kg/m3である。密度が10〜100kg/m3であると、断熱材,浮き材、緩衝包装材料用途として使用できる。
本発明で得られる発泡体の独立気泡率は、穿孔による孔の部分を除いて、好ましくは80〜100%、より好ましくは90〜100%である。独立気泡率が80%以上であると、緩衝包装材として充分な緩衝性能を発揮することができるとともに、発泡体内へ水が浸入しにくいため吸水率を低くすることができる。
また、本発明の発泡体のセルサイズは、好ましくは0.3mm〜3.0mm、より好ましくは0.5mm〜2.5mmである。断熱材用途においては、セルサイズは小さいほど気泡膜からの輻射が抑制され断熱性能はよく、水と接触した場合でもセル開口面への水の浸入が抑えられ断熱性能の低下を防ぐことができ、好ましい。
【0012】
本発明の発泡体の製造方法は、押出機内で樹脂と発泡剤及びガス透過調整剤、必要に応じて気泡核形成剤等の添加剤を加圧下で溶融混練した後、適正な発泡温度まで冷却した発泡性溶融混合物を、押出機先端に取り付けたダイスを通して大気圧下に押し出して発泡させることを含む。
本発明の穿孔は、前記のようにして得られた発泡体の中心部温度が添加されているガス透過調整剤の結晶化温度以下に降下した後に行うとよい。発泡体中心部の温度が添加されているガス透過調整剤の結晶化温度以下で穿孔を施すことで、ガス透過調整剤のガスバリアー効果発現によって急激な発泡剤の逸散が抑止され、良好な発泡体の体積回復が可能となる。
【0013】
本発明の穿孔に用いる針としては、針幹部に3本以上8本以下の稜線を有する針を用いる。ここで稜線とは、針長さ方向に平行に延びる出角である稜からなり、針幹部、すなわち針の胴体部での長さ方向に垂直な断面における稜頂点の内角が20°以上120°以下のものをいう。稜線が2本以下であると、針の耐久性が劣るか、または、穿孔時に針の抵抗が大きくなる。稜線が9本以上の場合は、針の長さ方向と垂直な断面が円形に近い形状となるため、穿孔する時に針が突刺した穴の周辺部を押し広げるようになる。前記稜線の数は好ましくは4本以上6本以下であり、もっとも好ましいのは4本である。該頂点の角度が20°未満の場合、稜の部分の肉厚が薄くなり、針の耐久性が劣る。120°超過の場合はその断面が円形に近くなるため、断面円形針で穿孔した場合と同じような欠点が生じ、穿孔後に発泡体の圧縮歪が大きくなる。なお、稜部は曲面であってもよいが、この場合は当該頂点における接線の成す角を頂点の角度とする。これら針の代表的な断面形状を図1(a)〜(e)に示す。
【0014】
本発明の発泡体への穿孔は、多数の針を有する剣山状の針集合具を用いて実施される。剣山状の針集合具とは、発泡体への多数の穿孔が1回で実施できるように針が配列されているものを指す。針集合具においては、発泡体の幅方向と平行な針列一列が少なくとも8本以上の針からなり、発泡体の押出し方向と平行な針列一列が少なくとも30本以上の針からなることが好ましい。さらに、発泡体の幅方向と平行な針列一列が少なくとも10本以上の針からなり、および/または、発泡体の押出し方向と平行な針列一列が少なくとも60本以上の針からなると、突き刺した状態での針集合具のブレがより少なくなる点から、より好ましい。さらに好ましくは、発泡体の押出し方向と平行な針列一列は少なくとも90本以上の針からなる。針の配置は例えば、千鳥格子状または正方格子状である。剣山状の針集合具を用いることで、発泡体への多数の穿孔を一度に実施することができ、発泡体内からのガスの逸散が均一になるため、ガス逸散に起因する発泡体の変形を抑制しやすくなる。また穿孔処理能力が高まるので、相対的に穿孔速度を低下させることが可能となる上、針引き抜き時の発泡体表面の毛羽立ちが無い表面外観が良好な発泡体が得られる。さらに、発泡体の厚みが厚い場合、針が縦横に並んだ針集合具を用いると、ロール表面に針を設けた場合とくらべて、針の挿入角度を一定に保つことに加え、針を突き刺した状態での針集合具のブレがなくなるため、形成される孔の形状が安定する。加えて、穿孔抵抗が減ることから歪抑制効果が得られる。
【0015】
針の稜線の長さは穿孔される発泡体の厚みの1/2以上、針の先端部を除いた部分の長さ以下が好ましい。稜線の長さは針の先端部において最初に稜が発生する箇所から針の後端部で稜が消失する箇所までの長さである。針の稜線の長さが発泡体厚みの1/2以上であると穿孔時の歪抑制効果が充分となる。また、稜線が針の先端部を除いた部分すべてにわたっていると本発明の効果はより充分に得られる。なお、稜線は発泡体の厚み以上の長さを有してもよい。
本発明において、針の太さとは、針の幹部すなわち、針の胴体部での長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径のことをいう。本発明では針の太さが、0.8mm以上5mm以下である針を用いる。針の太さが0.8mm以上であると、発泡体中の残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われる。また、針の太さが5mm以下であると穿孔後の発泡体表面外観が良好となると同時に、水と接触した場合に孔への水の浸入を抑制しやすくなる。好ましくは、1.0mm以上4.0mm以下であり、更に好ましくは1.5mm以上3.0mm以下である。
針は全て先端がとがった加工をされているものであり、そのとがった部位の断面形状は円でも、幹部と同じ形状であっても構わない。針の表面には、チタンコーティング、テフロン(登録商標)コーティング等の表面処理をしても構わない。
【0016】
本発明の方法における発泡体の厚み方向への穿孔の深さは、「該発泡体の厚み−5mm」以上、即ち、完全に貫通するか非貫通代が5mm以下であることが好ましい。穿孔の深さが「該発泡体の厚み−5mm」以上であると、発泡体中の残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われるとともに、発泡体の両表面からのガスの放散が均一に進行するため、ガス逸散に起因する発泡体内の残留応力分布が小さくなり、発泡体加工時の変形を抑止できる。また穿孔の深さが該発泡体の厚み未満、すなわち非貫通である場合は、穿孔面のみを加熱溶融等の熱処理に付すことで非貫通面において表面外観が良好で吸水性、透水性の低い発泡体が得られる。
【0017】
本発明の発泡体表面における穿孔の間隔とは、隣接する孔同士の孔の中心間距離で最短のものを指し、好ましくは、5mm以上、20mm以下、さらに好ましくは、10mm以上、15mm以下である。穿孔の間隔が5mm以上であると、急激な可燃性発泡ガス逸散が抑制しやすくなり、発泡体の体積回復が良好となる。また穿孔の間隔が20mm以下であると、発泡体中の残留可燃性発泡剤と空気等の無機ガスとの置換が速やかに行われる。穿孔の間隔が10mm以上、15mm以下であると、発泡体の体積回復性とガス置換促進効果のバランスに優れる。
【0018】
穿孔処理後の発泡体は、残留可燃性ガスと空気等の無機ガスとの置換を促進させるために、穿孔処理後に30℃以上、50℃以下の温度で7日以上、30日以下の期間保存することが好ましい。30℃以上であれば、残留可燃性ガスと空気等の無機ガスとの置換が速やかに行われる。また、50℃以下であると、残留可燃性ガスが過度に抜けるのを防止できるので、発泡体が収縮するのを防ぐことができる。
【実施例】
【0019】
以下、本発明を実施例に基づいて説明するが、本発明の内容をこれらの実施例に限定するものではない。実施例に示された値は次の方法により測定したものである。なお、実施例中、部及び%は特に断りのない限り、重量基準である。また、各種の評価、測定は下記の方法に拠った。
(1)5%圧縮強度
穿孔を施した発泡体を40℃の環境下で2週間保存した後、JIS Z0235に準拠した圧縮試験方法を行い、試験片元厚みに対して5%の歪を生じた時の圧縮応力値を5%圧縮強度Sとし、同じLOTで製造された発泡体で穿孔を施さない試験片の同条件下での圧縮応力値S0と比較し、以下の基準で評価した。
E(%)=(S0−S)/S0×100
○:E≦10(穿孔による圧縮弾性率の低下が小さい。)
×:E>10(穿孔による圧縮弾性率の低下が大きい。)
(2)厚み回復性
押出発泡後に樹脂発泡体の長さを1000mmに切断し、当該発泡体の厚みを正確に測定した寸法をT0とする。その後、該樹脂発泡体に穿孔を施し、該樹脂発泡体を発泡1時間後から2週間後まで40℃の環境下で保存した後、再び寸法を測定した厚みをTとする。厚み回復率(R)を次式によって算出し、その値を基に厚み回復性を以下の基準で評価した。
R(%)=T/T0×100
○:R≧95(厚み回復性に優れ、製造時の厚み維持が容易)
×:R<95(厚み回復性に乏しく、製造時の厚み維持が困難)
【0020】
(3)ガス置換促進効果
穿孔処理後2週間40℃の環境下で保存した樹脂発泡体を内径16mmのコルクボーラーを使用して厚み方向に円柱状に抜き出して試験片とする。この試験片の体積と重量をすばやく測定後、直ちに、内容積を測定したヘッドスペースボトル(ジーエルサイエンス社製)に入れ密封し、170℃で1.5時間加熱溶融させる。その後、ボトルを室温まで自然冷却後、該ボトル内のガスを分取、ガスクロマトグラフ(島津製作所製:GC−14B)にて分析した。予め既知のガス濃度測定より作成しておいた検量線と、試験片の体積、試験片の樹脂部分容積、ボトル内容積を用いて発泡体中の残存発泡剤濃度をn=3の平均で算出した。発泡体内残存発泡剤濃度と無機ガスとの置換促進効果は以下の基準で評価した。
○:残存可燃性発泡剤濃度が当該発泡剤の燃焼範囲下限未満
×:残存可燃性発泡剤濃度が当該可燃性発泡剤の燃焼範囲下限以上
【0021】
(4)発泡体の独立気泡率
ASTM−D2856に記載されているエアーピクノメーター法(東京サイエンス(株)製、空気比較式比重系1000型使用)により測定し、n=5の平均で算出した。
(5)発泡体のセルサイズ
発泡体の中央部から試験片をカットし、カット面に発泡体の押出方向、幅方向、厚み方向に沿ってL(mm)の直線を引き、これらの直線に接触している気泡の数を数え、次式により押出方向、幅方向、厚み方向のセルサイズを算出し、更に3方向の平均値をセルサイズとした(グリッドライン法)。
セルサイズ(mm)=1.626×L/気泡数
【0022】
[実施例1]
150mmのバレル内径を有するスクリュー型押出機の供給領域に、低密度ポリエチレン(密度0.921g/cm3、MI=2.9g/10分)、およびこの樹脂100重量部に対し1.0重量部の気泡調整剤(タルク)と0.5重量部のガス透過調整剤(ステアリン酸モノグリセリド)を900kg/時間の速度で、供給した。押出機のバレル温度を190℃〜210℃に調整し、押出機の先端に取り付けた発泡剤注入口からn−ブタン100重量%(燃焼範囲下限値:1.8vol%)からなる発泡剤をこの樹脂100重量部に対し7重量部を圧入し、当該溶融樹脂組成物と混合して発泡性溶融混合物とした。この発泡性溶融混合物を押出機の出口に取り付けた冷却装置で108℃まで冷却した後、約3.4mmの平均厚みと約215mm幅の開口部形状を有するオリフィスプレートより、常温、大気圧下の雰囲気中に連続的に押し出して発泡させ、樹脂発泡体の引き取り速度を調整しながら成形して、押出し発泡1分後に厚み62mm、幅600mm、長さ1000mm、セルサイズ1.1mm、密度39kg/m3の板状樹脂発泡体を得た。
この発泡体の中心部温度が50℃まで降下した直後に、表1に記載の針1(断面形状は(図1(b))を、図2に示すような、発泡体の押出方向cに平行な針列における針間隔aが15.0mm、発泡体の幅方向dに平行な針列における針間隔bが15.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:15.0mm)を用いて、該樹脂発泡体の上面から、貫通穿孔処理をした。この樹脂発泡体を穿孔処理後2週間、40℃の環境下で保存した後、圧縮弾性率の指標である5%圧縮強度、独立気泡率、厚み回復性及びガス置換促進効果の評価を行った。その結果を表2に示す。
【0023】
[実施例2]
表1に記載の針2(幹部の断面形状は図1(b))を、図2に示すように、発泡体の押出方向cに平行な方向の針列における針間隔aが15.0mm、発泡体の幅方向dに平行な針列における針間隔bが15.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:15.0mm)を用いて穿孔深さが59mmとなるように穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0024】
[実施例3]
表1に記載の針3(幹部の断面形状は図1(a))を、図2に示すように、発泡体の押出方向cに平行な針列における針間隔aが10.0mm、発泡体の幅方向dに平行な針列における針間隔bが20.0mmとなるように配列した剣山状の針集合具(穿孔の間隔:10.0mm)を用いて穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0025】
[実施例4]
表1に記載の針4(幹部の断面形状は(図1(d))を、図3に示すように、発泡体の押出方向cに平行な針列における針間隔aが10.0mm、発泡体の幅方向dに平行な針列における針間隔bが20.0mmとなるように千鳥格子状に配列した剣山状の針集合具(穿孔の間隔:10.0mm)を用いて穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得た。得られた発泡体について実施例1と同様の評価を行った。結果を表2に示す。
【0026】
[比較例1]
表1に記載の針5により穿孔処理を実施した他は、実施例1と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例2]
表1に記載の針6により穿孔処理を実施した他は、実施例2と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例3]
表1に記載の針7により穿孔処理を実施した他は、実施例2と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
[比較例4]
穿孔処理を実施しない他は、実施例1と同様の方法で発泡体を得て、実施例1と同様の評価を行った。結果を表2に示す。
【0027】
【表1】
【0028】
【表2】
【産業上の利用可能性】
【0029】
本発明に係る、発泡体内に残留する発泡剤ガスを容易に空気と置換させることのできるオレフィン系樹脂発泡体の製造方法により製造される発泡体は、工業製品等の緩衝包装材、住宅等の断熱材ビート板やボディボート等のスポーツ用具芯材、フロート等の浮き材などに使用される。
【図面の簡単な説明】
【0030】
【図1】本発明における代表的な針幹部の断面形状例を示す図であり、(a)は実施例3で用いた針の幹部の断面形状、(b)は実施例1および2で用いた針の幹部の断面形状、(d)は実施例4で用いた針の幹部の断面形状、(c)、(e)はその他の断面形状の例を示す。
【図2】本発明実施例で使用した正方格子状に針を配列した剣山状の針集合具の針配列図である。
【図3】本発明実施例で使用した千鳥格子状に針を配列した剣山状の針集合具の針配列図である。
【符号の説明】
【0031】
a:発泡体の押出方向に平行な方向の針列における針間隔
b:発泡体の幅方向に平行な針列における針間隔
c:発泡体の押出し方向
d:発泡体の幅方向
【特許請求の範囲】
【請求項1】
発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、
該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法:
1)稜線は針幹部の長さ方向に平行に延びる出角である稜からなる
2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。
【請求項2】
針の稜線の長さが、穿孔されるオレフィン系樹脂押出発泡体の厚みの1/2以上である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項3】
針幹部の長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径が、0.8mm以上5mm以下である、請求項1または2に記載のオレフィン系樹脂押出し発泡体の製造方法。
【請求項4】
オレフィン系樹脂押出発泡体への穿孔の深さが、「該発泡体の厚み−5mm」以上である、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項5】
オレフィン系樹脂押出発泡体の表面において、穿孔の間隔が5mm以上20mm以下である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項6】
発泡体の厚みが20〜80mmである、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項7】
針集合具が幅方向および長さ方向に針列を有し、幅方向の針列一列が8本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項8】
針集合具が幅方向および長さ方向に針列を有し、長さ方向の針列一列が30本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項1】
発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、
該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法:
1)稜線は針幹部の長さ方向に平行に延びる出角である稜からなる
2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。
【請求項2】
針の稜線の長さが、穿孔されるオレフィン系樹脂押出発泡体の厚みの1/2以上である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項3】
針幹部の長さ方向に垂直な断面において、全ての稜頂点を囲うことが可能な最小の円の直径が、0.8mm以上5mm以下である、請求項1または2に記載のオレフィン系樹脂押出し発泡体の製造方法。
【請求項4】
オレフィン系樹脂押出発泡体への穿孔の深さが、「該発泡体の厚み−5mm」以上である、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項5】
オレフィン系樹脂押出発泡体の表面において、穿孔の間隔が5mm以上20mm以下である、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項6】
発泡体の厚みが20〜80mmである、請求項1記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項7】
針集合具が幅方向および長さ方向に針列を有し、幅方向の針列一列が8本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【請求項8】
針集合具が幅方向および長さ方向に針列を有し、長さ方向の針列一列が30本以上の針からなる、請求項1に記載のオレフィン系樹脂押出発泡体の製造方法。
【図1】

【図2】

【図3】
【図2】
【図3】
【国際公開番号】WO2005/039863
【国際公開日】平成17年5月6日(2005.5.6)
【発行日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2005−514974(P2005−514974)
【国際出願番号】PCT/JP2004/015681
【国際出願日】平成16年10月22日(2004.10.22)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【国際公開日】平成17年5月6日(2005.5.6)
【発行日】平成19年11月22日(2007.11.22)
【国際特許分類】
【国際出願番号】PCT/JP2004/015681
【国際出願日】平成16年10月22日(2004.10.22)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]