
オーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法。
【課題】オーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法において、部材の応力腐食割れが存在する可能性のある部位を容易に絞り込むことができる方法を提供することにある。
【解決手段】オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とし、フェライト値が、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする。
【解決手段】オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とし、フェライト値が、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、オーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法に関するものである。
【背景技術】
【0002】
SUS304、SUS316に代表されるオーステナイト系ステンレス鋼は、耐食性や加工性に優れていることなどから、配管、弁栓、容器類、塔槽類、反応器、熱交換器などの部材として広く使用されている。
オーステナイト系ステンレス鋼からなる部材は、残留応力等の引張応力があると使用環境によっては応力腐食割れを起こすことが知られている。例えば、スチームリフォーミング装置のリボイラーの高温高圧水による応力腐食割れなどが知れている。
【0003】
オーステナイト系ステンレス鋼中のフェライトは、オーステナイト系ステンレス鋼の腐食を誘起、促進するので、一般的なオーステナイト系ステンレス鋼では、通常、フェライト含有量が1容積%以下に管理されている。フェライト含有量の測定は、フェライト量測定器を用いて容易に求められている(例えば、特許文献1、特許文献2参照。)。
【0004】
応力腐食割れの非破壊検査方法としては、超音波探傷法、放射線透過法が挙げられる。しかしながら、超音波探傷法はプローブをゆっくり走査する必要があり、検査に時間がかかること、接触媒体の塗布および除去が必要なこと、検査の際に高度の技術を必要とし、測定者によるバラツキがあること、放射線透過法はX線などを使用するために、検査装置が大掛かりになること、検査に時間がかかること、などの問題を有している。
通常、応力腐食割れを検出するために広い範囲を長時間かけて検査しているのが現状である。
従って、短時間で応力腐食割れを検出する方法または応力腐食割れの可能性のある部位を容易に絞りこむことができる方法が望まれている。
【特許文献1】特開平7−70700号公報
【特許文献2】特開平8−283917号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明者らは、オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法について鋭意検討した結果、フェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を容易に検出できることを見出し、本発明に至った。
【0006】
すなわち本発明は、オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とするオーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法である。
【発明の効果】
【0007】
本発明によって、オーステナイト系ステンレス鋼からなる部材の応力腐食割れが存在する可能性のある部位を容易に絞り込むことができるので、応力腐食割れの検査時間を大幅に短縮することができる。
【発明を実施するための最良の形態】
【0008】
フェライト量測定器(フェライトスコープ、フェライトメータとも言う。)は、材料に含まれるフェライトにより、磁気誘導が減衰されることを利用してフェライト量を測定するものであり、ステンレス鋼のフェライト量の測定に良く使用され、市販されている。
【0009】
フェライトフェライト量測定器は、小型の装置であり、プローブを被検査対象物の表面を走査することにより、測定者によらず、容易にフェライト値を測定できる。同一の面積を、超音波探傷法の十分の一程度の時間で測定ができる。
【0010】
通常のオーステナイト系ステンレス鋼にはフェライトは殆ど含まれておらず、フェライト値は1容積%以下を示すが、フェライト値が極大を示す部位には、応力腐食割れが存在する可能性があると判断する。なお、その時のフェライト値は約2容積%以上、好ましくは4容積%以上、更に好ましくは6容積%以上である。
フェライト値が極大を示す部位については、従来の方法である、超音波探傷法、放射線透過試験法、また破壊検査になるがミクロ組織検査法などの方法によって、応力腐食割れの有無を確認する。
【0011】
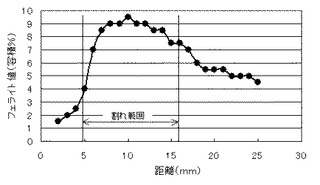
図1は、応力腐食割れが存在したオーステナイト系ステンレス鋼からなる部材の測定結果の例を示す。
この例では、フェライト値が2容量%以上となり、測定端から約10mmの位置に極大を示し、測定端から約5〜15mmの範囲に応力腐食割れが存在している(別途、顕微鏡によるミクロ組織検査で確認。)。
【0012】
本発明の方法は、応力腐食割れが存在する部位を確実に特定できる方法ではないが、広い検査領域から、応力腐食割れが存在する可能性のある部位を短時間で容易に絞りこむことができる。
【実施例】
【0013】
以下、本発明の実施例を示すが、本発明はこれらに限定されるものではない。
【0014】
実施例1
長年使用したCO、CO2、H2OおよびH2を含有するガス(温度:約155℃、圧力:約1.5MPaG)をシェル側に通して熱交換するSUS304L製の熱交換器本体について、フェライト量測定器を用いて応力腐食割れの可能性のある部位の検出を行った。
フェライト量測定器として、フェライトスコープ FE8e3型(Helmut Fisher GMBH+CO製)を用いた。
【0015】
熱交換器の胴体部には応力腐食割れの可能性のある部位は検出されなかったが、鏡板にフェライト値の極大を示す部位が検出された。
その測定結果の一例を図1に示す。測定端(溶接部)から約10mmの位置にフェライト値の極大が見られる。
この測定個所を切り出し、ミクロ組織検査を行ったところ、測定端から約5〜10mmの範囲に割れが検出された(図1に示す。)。
なお、フェライト値が極大を示す部位でも割れが検出されない場合もあった。
【図面の簡単な説明】
【0016】
【図1】実施例で得られたフェライト値の測定結果の一例を示す図である。
【技術分野】
【0001】
本発明は、オーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法に関するものである。
【背景技術】
【0002】
SUS304、SUS316に代表されるオーステナイト系ステンレス鋼は、耐食性や加工性に優れていることなどから、配管、弁栓、容器類、塔槽類、反応器、熱交換器などの部材として広く使用されている。
オーステナイト系ステンレス鋼からなる部材は、残留応力等の引張応力があると使用環境によっては応力腐食割れを起こすことが知られている。例えば、スチームリフォーミング装置のリボイラーの高温高圧水による応力腐食割れなどが知れている。
【0003】
オーステナイト系ステンレス鋼中のフェライトは、オーステナイト系ステンレス鋼の腐食を誘起、促進するので、一般的なオーステナイト系ステンレス鋼では、通常、フェライト含有量が1容積%以下に管理されている。フェライト含有量の測定は、フェライト量測定器を用いて容易に求められている(例えば、特許文献1、特許文献2参照。)。
【0004】
応力腐食割れの非破壊検査方法としては、超音波探傷法、放射線透過法が挙げられる。しかしながら、超音波探傷法はプローブをゆっくり走査する必要があり、検査に時間がかかること、接触媒体の塗布および除去が必要なこと、検査の際に高度の技術を必要とし、測定者によるバラツキがあること、放射線透過法はX線などを使用するために、検査装置が大掛かりになること、検査に時間がかかること、などの問題を有している。
通常、応力腐食割れを検出するために広い範囲を長時間かけて検査しているのが現状である。
従って、短時間で応力腐食割れを検出する方法または応力腐食割れの可能性のある部位を容易に絞りこむことができる方法が望まれている。
【特許文献1】特開平7−70700号公報
【特許文献2】特開平8−283917号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明者らは、オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法について鋭意検討した結果、フェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を容易に検出できることを見出し、本発明に至った。
【0006】
すなわち本発明は、オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とするオーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法である。
【発明の効果】
【0007】
本発明によって、オーステナイト系ステンレス鋼からなる部材の応力腐食割れが存在する可能性のある部位を容易に絞り込むことができるので、応力腐食割れの検査時間を大幅に短縮することができる。
【発明を実施するための最良の形態】
【0008】
フェライト量測定器(フェライトスコープ、フェライトメータとも言う。)は、材料に含まれるフェライトにより、磁気誘導が減衰されることを利用してフェライト量を測定するものであり、ステンレス鋼のフェライト量の測定に良く使用され、市販されている。
【0009】
フェライトフェライト量測定器は、小型の装置であり、プローブを被検査対象物の表面を走査することにより、測定者によらず、容易にフェライト値を測定できる。同一の面積を、超音波探傷法の十分の一程度の時間で測定ができる。
【0010】
通常のオーステナイト系ステンレス鋼にはフェライトは殆ど含まれておらず、フェライト値は1容積%以下を示すが、フェライト値が極大を示す部位には、応力腐食割れが存在する可能性があると判断する。なお、その時のフェライト値は約2容積%以上、好ましくは4容積%以上、更に好ましくは6容積%以上である。
フェライト値が極大を示す部位については、従来の方法である、超音波探傷法、放射線透過試験法、また破壊検査になるがミクロ組織検査法などの方法によって、応力腐食割れの有無を確認する。
【0011】
図1は、応力腐食割れが存在したオーステナイト系ステンレス鋼からなる部材の測定結果の例を示す。
この例では、フェライト値が2容量%以上となり、測定端から約10mmの位置に極大を示し、測定端から約5〜15mmの範囲に応力腐食割れが存在している(別途、顕微鏡によるミクロ組織検査で確認。)。
【0012】
本発明の方法は、応力腐食割れが存在する部位を確実に特定できる方法ではないが、広い検査領域から、応力腐食割れが存在する可能性のある部位を短時間で容易に絞りこむことができる。
【実施例】
【0013】
以下、本発明の実施例を示すが、本発明はこれらに限定されるものではない。
【0014】
実施例1
長年使用したCO、CO2、H2OおよびH2を含有するガス(温度:約155℃、圧力:約1.5MPaG)をシェル側に通して熱交換するSUS304L製の熱交換器本体について、フェライト量測定器を用いて応力腐食割れの可能性のある部位の検出を行った。
フェライト量測定器として、フェライトスコープ FE8e3型(Helmut Fisher GMBH+CO製)を用いた。
【0015】
熱交換器の胴体部には応力腐食割れの可能性のある部位は検出されなかったが、鏡板にフェライト値の極大を示す部位が検出された。
その測定結果の一例を図1に示す。測定端(溶接部)から約10mmの位置にフェライト値の極大が見られる。
この測定個所を切り出し、ミクロ組織検査を行ったところ、測定端から約5〜10mmの範囲に割れが検出された(図1に示す。)。
なお、フェライト値が極大を示す部位でも割れが検出されない場合もあった。
【図面の簡単な説明】
【0016】
【図1】実施例で得られたフェライト値の測定結果の一例を示す図である。
【特許請求の範囲】
【請求項1】
オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とするオーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法。
【請求項2】
フェライト値が、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする請求項1記載の検査方法。
【請求項3】
フェライト値が、2容積%以上で、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする請求項1記載の検査方法。
【請求項1】
オーステナイト系ステンレス鋼からなる部材の応力腐食割れを検査する方法において、予めフェライト量測定器で部材表面を走査し、得られるフェライト値に基づいて応力腐食割れが存在する可能性のある部位を検出することを特徴とするオーステナイト系ステンレス鋼からなる部材の応力腐食割れの検査方法。
【請求項2】
フェライト値が、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする請求項1記載の検査方法。
【請求項3】
フェライト値が、2容積%以上で、極大を示す部位を応力腐食割れが存在する可能性があると判断することを特徴とする請求項1記載の検査方法。
【図1】


【公開番号】特開2008−96291(P2008−96291A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−278513(P2006−278513)
【出願日】平成18年10月12日(2006.10.12)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月12日(2006.10.12)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]