
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大型の繊維強化プラスチック(FRP)等の成形に好適な複合材料のオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品に関する。
【背景技術】
【0002】
一般に、複合材料として例えば炭素繊維、ガラス繊維又はアラミド繊維などの繊維強化複合材料である繊維強化プラスチック(FRP)は、スポーツ用品(ゴルフシャフト、テニスラケット、釣り竿等)、医療用機械、レーシングカー部材、航空機材及び宇宙関連機材に幅広く使われている。
従来、このような複合材料の成形として種々の成形方法が用いられているが、特に軽量で高強度の成形品を得たい場合には、オートクレーブ成形が使用されている。
【0003】
このオートクレーブ成形は、例えば、特許文献1に記載されているように、オートクレーブと呼ばれる大きな圧力釜(圧力容器)を用い、このオートクレーブ内に繊維強化プラスチックのプリプレグからなる積層体を入れ、加熱及び加圧することで積層体を硬化させて成形を行う技術である。このオートクレーブ成形では、成形品の中の繊維含有率を非常に高くすることができ、安定した品質を確保することができるため、航空機材及び宇宙関連機材を作製する場合によく用いられる成形技術である。
【0004】
【特許文献1】特開平7−214679号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記従来の技術には、以下の課題が残されている。
すなわち、上記従来のオートクレーブ成形では、航空・宇宙関連機材等の大型の成形品を得るためには、巨大なオートクレーブを採用する必要がある。しかしながら、圧力釜であるオートクレーブを巨大化するには、壁の肉厚をより厚く頑強な構造にしなければならず、多大なコストがかかると共に複雑な構造となってしまう。逆に言えば、成形可能な成形品の大きさは、オートクレーブの寸法に制約されることになる。このため、大型の成形品を得るためには、従来、成形品を複数のパーツに分割してそれぞれ個別にオートクレーブに入れることで成形を行っている。したがって、大型の成形品を得るために、複数回のオートクレーブ成形が必要になると共に複数のパーツを接合する工程も必要になり、成形回数等の工程数の増大により時間がかかると共に成形コストも増大してしまう不都合があった。
【0006】
本発明は、前述の課題に鑑みてなされたもので、簡易なオートクレーブ構成で低コストな成形を行うことができるオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するために以下の構成を採用した。すなわち、本発明のオートクレーブ成形装置は、複合材料のプリプレグを収納するオートクレーブと、 前記オートクレーブ内の前記プリプレグを加熱する加熱機構と、前記オートクレーブ内を加圧して圧力調整する加圧機構と、前記オートクレーブを水中に降下可能及び水中から上昇可能な上下機構と、を備えていることを特徴とする。
【0008】
また、本発明のオートクレーブ成形方法は、複合材料のプリプレグをオートクレーブ内に収納する設置工程と、前記オートクレーブを上下機構により水中に降下させる降下工程と、水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱する加圧加熱工程と、前記加圧加熱工程後に、前記オートクレーブを上下機構により水中から水面まで上昇させる上昇工程と、を有することを特徴とする。
【0009】
また、本発明のオートクレーブ成形品は、複合材料のプリプレグをオートクレーブ内に収納し、前記オートクレーブを上下機構により水中に降下させ、水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱して成形し、その後に、前記オートクレーブを上下機構により水中から水面まで上昇させることで作製したことを特徴とする。
【0010】
これらのオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品では、上下機構によりオートクレーブを水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構で圧力調整を行うので、内外に圧力差がほとんど無く陸上で行う場合の頑強なオートクレーブでなくても比較的簡易な構成のオートクレーブで複合材料を良好に成形することができる。
【0011】
また、本発明のオートクレーブ成形装置は、前記オートクレーブが、水中から作業者が出入り可能なハッチ部を備えていることを特徴とする。すなわち、このオートクレーブ成形装置では、オートクレーブにハッチ部を備えているので、水中にオートクレーブを降下させた状態でもオートクレーブ内にハッチ部を介して作業者が入ることができ、不具合等が発生した際にもオートクレーブ中で作業を行うことができる。
【発明の効果】
【0012】
本発明によれば、以下の効果を奏する。
すなわち、本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品によれば、上下機構によりオートクレーブを水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構で圧力調整を行うので、内外に圧力差がほとんど無く比較的簡易な構成のオートクレーブで複合材料を良好に成形することができる。したがって、大型のオートクレーブを容易にかつ低コストで製作でき、大型の成形品でも分割せずに一体のまま一度に成形することが可能になる。このように成形した大型の成形品は、低コストで作製できると共に、一体で成形されるため分割成形に比べて強度も向上する。
【発明を実施するための最良の形態】
【0013】
以下、本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態を、図1及び図2を参照しながら説明する。
【0014】
本実施形態のオートクレーブ成形装置は、航空機材及び宇宙関連機材等の成形、特に大型で軽量・高強度な成形品を得るための成形装置であり、湖岸や海岸等における水際に設置されている。すなわち、このオートクレーブ成形装置は、図1及び図2に示すように、複合材料のプリプレグを成形型に積層した積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、上記加熱機構3、加圧機構4及び上下機構5を制御する制御部Cと、水際の陸上に固定され陸上側の各機構の部材を支持する陸上支持部6と、を備えている。
【0015】
上記積層体1を構成するプリプレグは、繊維強化プラスチック(FRP)を得るための炭素繊維、ガラス繊維又はアラミド繊維等の繊維強化複合材料に、不飽和ポリエステル樹脂、エポキシ樹脂、フェノール樹脂、ポリ乳酸樹脂等の未硬化の熱硬化性樹脂を含浸させたものである。なお、本実施形態では、積層体1をプラスティックフィルム等で積層面全体を被覆して気密状態にバギングし、減圧脱気して設置している。
【0016】
上記オートクレーブ2は、大型の成形品を得るために大型タンク状の圧力容器であるが、従来の同様の寸法を有するオートクレーブよりも肉厚が薄く簡単な構造に設定されている。また、オートクレーブ2は、水中から作業者Mが出入り可能なハッチ部7を備えている。なお、オートクレーブ2は、その内壁面に図示しない断熱材が貼設されている。
上記加熱機構3は、オートクレーブ2内に収納された積層体1に対向配置されたヒータ8と、オートクレーブ2内の温度を測定する温度センサ9と、を備えている。なお、ヒータ8及び温度センサ9は、電力線10を介して上記制御部Cに電気的に接続されている。
【0017】
上記加圧機構4は、陸上支持部6に固定支持された加圧ポンプ11と、加圧ポンプ11からの加圧空気をオートクレーブ2内に供給する加圧ホース12と、オートクレーブ2内の圧力を測定する圧力センサ13と、を備えている。なお、加圧ポンプ11及び圧力センサ13は、制御部Cに電気的に接続されて制御される。
【0018】
上記上下機構5は、陸上支持部6に固定支持された一対のモータ14と、これらモータ14の回転軸に巻回され先端がオートクレーブ2上部に固定されたワイヤー15と、を備えている。なお、上記モータ14もそれぞれ制御部Cに電気的に接続されていると共に制御される。
上記制御部Cは、加熱機構3、加圧機構4及び上下機構5を制御すると共に、駆動する電力を供給する電力源も兼ねている。
【0019】
上記陸上支持部6は、水際に面した陸上に固定された土台部6aと、該土台部6aから水面H上に突出させたクレーン部6bと、を備えている。上記土台部6a上には、加圧ポンプ11及び制御部Cが固定されている。また、上記クレーン部6bには、一対にモータ14が固定されていると共に、上記ワイヤー15を介してオートクレーブ2が垂下状態で支持されている。さらに、クレーン部6bから電力線10及び加圧ホース12がオートクレーブ2まで垂下されている。
なお、オートクレーブ2内には、内部空気を攪拌するための扇風機状の空気攪拌装置20が設置されている。この空気攪拌装置20も、制御部Cに接続されており、制御部Cによって駆動制御される。
【0020】
次に、本実施形態のオートクレーブ成形装置を用いたオートクレーブ成形品のオートクレーブ成形方法について、図1及び図2を参照して説明する。
【0021】
まず、図1に示すように、水面H上に配したオートクレーブ2内に、複合材料のプリプレグを成形型に積層した積層体1を収納し、設置する(設置工程)。この時点では、オートクレーブ2内は、大気圧と同じ1気圧状態である。積層体1を設置した後、制御部Cによりモータ14を駆動して巻回されているワイヤー15を繰り出しながら、図2に示すように、徐々にオートクレーブ2を水中に降下させていく(降下工程)。
【0022】
この際、同時に制御部Cにより加圧機構4を制御してオートクレーブ2の内圧を水圧にほぼ一致させるように加圧空気をオートクレーブ2内に加圧ホース12を介して供給する。すなわち、オートクレーブ2の降下に伴って水深に対応した水圧がオートクレーブ2に加わるが、加圧ポンプ11からの加圧空気によりオートクレーブ2内の圧力も降下に伴い同様に上昇させるため、オートクレーブ2内外の圧力差がほとんど生じないように圧力制御が行われる。また、オートクレーブ2内の圧力は、圧力センサ13により測定され、測定された圧力値に基づいて制御部Cが加圧ポンプ11をコントロールする。なお、本実施形態では、水圧が5気圧となる水深50mまでオートクレーブ2を降下させる。したがって、オートクレーブ2が水深50mまで降下した状態で、オートクレーブ2内はほぼ5気圧に制御される。
【0023】
また、オートクレーブ2の降下に併せて、制御部Cにより加熱機構3を制御して積層体1を加熱することで、加熱加圧成形を行う。すなわち、温度センサ9で温度を測定しながら、所定加熱プログラムに従ってヒータ8による加熱を行うことで、積層体1を加圧状態(本実施形態では、5気圧)で硬化させて成形する(加圧加熱工程)。この際、同時に空気攪拌装置20を駆動させておき、オートクレーブ2内の空気を攪拌させておく。
なお、水中にオートクレーブ2を降下させた状態で何らかの不具合等が発生した場合、作業者Mは、ハッチ部7からオートクレーブ2内に入って作業することができ、不具合に等に対処することができる。
【0024】
加熱加圧成形が終了した後、制御部Cによりモータ14を駆動してワイヤー15を巻き取ってオートクレーブ2を水面Hまで上昇させる(上昇工程)。この際、同時に制御部Cにより加圧ポンプ11からの加圧空気の供給を制御して上昇するオートクレーブ2の内圧を水圧にほぼ一致させるようにする。すなわち、オートクレーブ2の上昇に伴って水深に対応してオートクレーブ2に加わる水圧が徐々に低下するため、オートクレーブ2内の圧力も徐々に低下させて最終的に水面H上にまで上昇させた場合に、大気圧に戻るように圧力制御が行われる。
そして、水面H上までオートクレーブ2を上昇させた後、最後に内部のオートクレーブ成形品21を取り出すことで、成形工程が終了する。
【0025】
このように本実施形態では、上下機構5によりオートクレーブ2を水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構4で圧力調整を行うので、内外に圧力差がほとんど無く陸上で行う場合の頑強なオートクレーブでなくても肉厚が薄く比較的簡易な構成のオートクレーブ2で軽量・高強度な複合材料を良好に成形することができる。また、万が一、オートクレーブ2が破損し、破壊が進んでも、水深数十mの水中であるため、事故等に対しての安全性が向上する。
【0026】
また、水中において成形を行うので、海だけでなく湖等のある地方においても実施することができる。
さらに、オートクレーブ2にハッチ部7を備えているので、水中にオートクレーブ2を降下させた状態でもオートクレーブ2内にハッチ部7を介して作業者Mが入ることができ、従来は不可能であった不具合等が発生した際のオートクレーブ2中での作業を実施することができる。
【0027】
なお、本発明の技術範囲は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、上記実施形態では、ヒータ8を用いた加熱機構3を採用しているが、他の加熱機構、例えば加熱水蒸気によって加熱する加熱機構を採用しても構わない。
また、水際にオートクレーブ成形装置を設置したが、船舶等に設置して海上において成形を行っても構わない。
【図面の簡単な説明】
【0028】
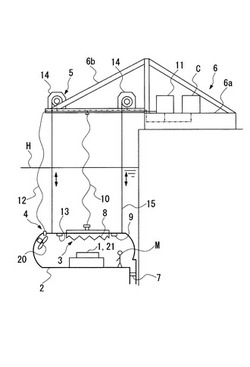
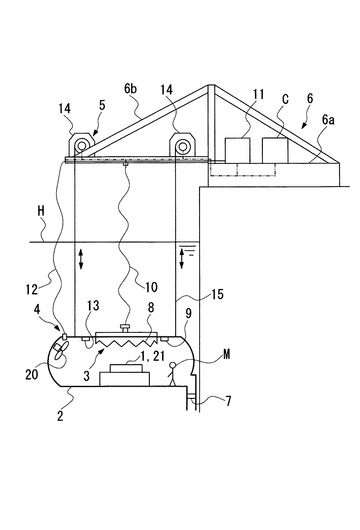
【図1】本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態において、水面上にオートクレーブを配した状態を示すオートクレーブ成形装置の全体構成図である。
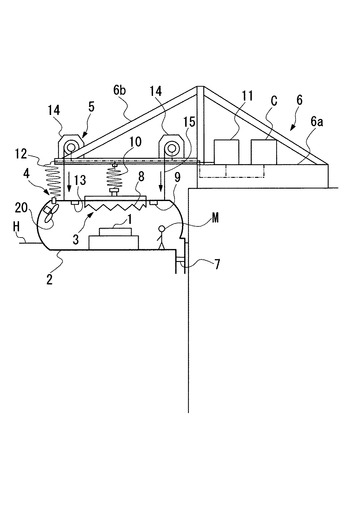
【図2】本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態において、水中にオートクレーブを配した状態を示すオートクレーブ成形装置の全体構成図である。
【符号の説明】
【0029】
1…積層体(プリプレグ)、2…オートクレーブ、3…加熱機構、4…加圧機構、5…上下機構、6…陸上支持部、7…ハッチ部、21…オートクレーブ成形品、C…制御部
【技術分野】
【0001】
本発明は、大型の繊維強化プラスチック(FRP)等の成形に好適な複合材料のオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品に関する。
【背景技術】
【0002】
一般に、複合材料として例えば炭素繊維、ガラス繊維又はアラミド繊維などの繊維強化複合材料である繊維強化プラスチック(FRP)は、スポーツ用品(ゴルフシャフト、テニスラケット、釣り竿等)、医療用機械、レーシングカー部材、航空機材及び宇宙関連機材に幅広く使われている。
従来、このような複合材料の成形として種々の成形方法が用いられているが、特に軽量で高強度の成形品を得たい場合には、オートクレーブ成形が使用されている。
【0003】
このオートクレーブ成形は、例えば、特許文献1に記載されているように、オートクレーブと呼ばれる大きな圧力釜(圧力容器)を用い、このオートクレーブ内に繊維強化プラスチックのプリプレグからなる積層体を入れ、加熱及び加圧することで積層体を硬化させて成形を行う技術である。このオートクレーブ成形では、成形品の中の繊維含有率を非常に高くすることができ、安定した品質を確保することができるため、航空機材及び宇宙関連機材を作製する場合によく用いられる成形技術である。
【0004】
【特許文献1】特開平7−214679号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記従来の技術には、以下の課題が残されている。
すなわち、上記従来のオートクレーブ成形では、航空・宇宙関連機材等の大型の成形品を得るためには、巨大なオートクレーブを採用する必要がある。しかしながら、圧力釜であるオートクレーブを巨大化するには、壁の肉厚をより厚く頑強な構造にしなければならず、多大なコストがかかると共に複雑な構造となってしまう。逆に言えば、成形可能な成形品の大きさは、オートクレーブの寸法に制約されることになる。このため、大型の成形品を得るためには、従来、成形品を複数のパーツに分割してそれぞれ個別にオートクレーブに入れることで成形を行っている。したがって、大型の成形品を得るために、複数回のオートクレーブ成形が必要になると共に複数のパーツを接合する工程も必要になり、成形回数等の工程数の増大により時間がかかると共に成形コストも増大してしまう不都合があった。
【0006】
本発明は、前述の課題に鑑みてなされたもので、簡易なオートクレーブ構成で低コストな成形を行うことができるオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するために以下の構成を採用した。すなわち、本発明のオートクレーブ成形装置は、複合材料のプリプレグを収納するオートクレーブと、 前記オートクレーブ内の前記プリプレグを加熱する加熱機構と、前記オートクレーブ内を加圧して圧力調整する加圧機構と、前記オートクレーブを水中に降下可能及び水中から上昇可能な上下機構と、を備えていることを特徴とする。
【0008】
また、本発明のオートクレーブ成形方法は、複合材料のプリプレグをオートクレーブ内に収納する設置工程と、前記オートクレーブを上下機構により水中に降下させる降下工程と、水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱する加圧加熱工程と、前記加圧加熱工程後に、前記オートクレーブを上下機構により水中から水面まで上昇させる上昇工程と、を有することを特徴とする。
【0009】
また、本発明のオートクレーブ成形品は、複合材料のプリプレグをオートクレーブ内に収納し、前記オートクレーブを上下機構により水中に降下させ、水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱して成形し、その後に、前記オートクレーブを上下機構により水中から水面まで上昇させることで作製したことを特徴とする。
【0010】
これらのオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品では、上下機構によりオートクレーブを水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構で圧力調整を行うので、内外に圧力差がほとんど無く陸上で行う場合の頑強なオートクレーブでなくても比較的簡易な構成のオートクレーブで複合材料を良好に成形することができる。
【0011】
また、本発明のオートクレーブ成形装置は、前記オートクレーブが、水中から作業者が出入り可能なハッチ部を備えていることを特徴とする。すなわち、このオートクレーブ成形装置では、オートクレーブにハッチ部を備えているので、水中にオートクレーブを降下させた状態でもオートクレーブ内にハッチ部を介して作業者が入ることができ、不具合等が発生した際にもオートクレーブ中で作業を行うことができる。
【発明の効果】
【0012】
本発明によれば、以下の効果を奏する。
すなわち、本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品によれば、上下機構によりオートクレーブを水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構で圧力調整を行うので、内外に圧力差がほとんど無く比較的簡易な構成のオートクレーブで複合材料を良好に成形することができる。したがって、大型のオートクレーブを容易にかつ低コストで製作でき、大型の成形品でも分割せずに一体のまま一度に成形することが可能になる。このように成形した大型の成形品は、低コストで作製できると共に、一体で成形されるため分割成形に比べて強度も向上する。
【発明を実施するための最良の形態】
【0013】
以下、本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態を、図1及び図2を参照しながら説明する。
【0014】
本実施形態のオートクレーブ成形装置は、航空機材及び宇宙関連機材等の成形、特に大型で軽量・高強度な成形品を得るための成形装置であり、湖岸や海岸等における水際に設置されている。すなわち、このオートクレーブ成形装置は、図1及び図2に示すように、複合材料のプリプレグを成形型に積層した積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、上記加熱機構3、加圧機構4及び上下機構5を制御する制御部Cと、水際の陸上に固定され陸上側の各機構の部材を支持する陸上支持部6と、を備えている。
【0015】
上記積層体1を構成するプリプレグは、繊維強化プラスチック(FRP)を得るための炭素繊維、ガラス繊維又はアラミド繊維等の繊維強化複合材料に、不飽和ポリエステル樹脂、エポキシ樹脂、フェノール樹脂、ポリ乳酸樹脂等の未硬化の熱硬化性樹脂を含浸させたものである。なお、本実施形態では、積層体1をプラスティックフィルム等で積層面全体を被覆して気密状態にバギングし、減圧脱気して設置している。
【0016】
上記オートクレーブ2は、大型の成形品を得るために大型タンク状の圧力容器であるが、従来の同様の寸法を有するオートクレーブよりも肉厚が薄く簡単な構造に設定されている。また、オートクレーブ2は、水中から作業者Mが出入り可能なハッチ部7を備えている。なお、オートクレーブ2は、その内壁面に図示しない断熱材が貼設されている。
上記加熱機構3は、オートクレーブ2内に収納された積層体1に対向配置されたヒータ8と、オートクレーブ2内の温度を測定する温度センサ9と、を備えている。なお、ヒータ8及び温度センサ9は、電力線10を介して上記制御部Cに電気的に接続されている。
【0017】
上記加圧機構4は、陸上支持部6に固定支持された加圧ポンプ11と、加圧ポンプ11からの加圧空気をオートクレーブ2内に供給する加圧ホース12と、オートクレーブ2内の圧力を測定する圧力センサ13と、を備えている。なお、加圧ポンプ11及び圧力センサ13は、制御部Cに電気的に接続されて制御される。
【0018】
上記上下機構5は、陸上支持部6に固定支持された一対のモータ14と、これらモータ14の回転軸に巻回され先端がオートクレーブ2上部に固定されたワイヤー15と、を備えている。なお、上記モータ14もそれぞれ制御部Cに電気的に接続されていると共に制御される。
上記制御部Cは、加熱機構3、加圧機構4及び上下機構5を制御すると共に、駆動する電力を供給する電力源も兼ねている。
【0019】
上記陸上支持部6は、水際に面した陸上に固定された土台部6aと、該土台部6aから水面H上に突出させたクレーン部6bと、を備えている。上記土台部6a上には、加圧ポンプ11及び制御部Cが固定されている。また、上記クレーン部6bには、一対にモータ14が固定されていると共に、上記ワイヤー15を介してオートクレーブ2が垂下状態で支持されている。さらに、クレーン部6bから電力線10及び加圧ホース12がオートクレーブ2まで垂下されている。
なお、オートクレーブ2内には、内部空気を攪拌するための扇風機状の空気攪拌装置20が設置されている。この空気攪拌装置20も、制御部Cに接続されており、制御部Cによって駆動制御される。
【0020】
次に、本実施形態のオートクレーブ成形装置を用いたオートクレーブ成形品のオートクレーブ成形方法について、図1及び図2を参照して説明する。
【0021】
まず、図1に示すように、水面H上に配したオートクレーブ2内に、複合材料のプリプレグを成形型に積層した積層体1を収納し、設置する(設置工程)。この時点では、オートクレーブ2内は、大気圧と同じ1気圧状態である。積層体1を設置した後、制御部Cによりモータ14を駆動して巻回されているワイヤー15を繰り出しながら、図2に示すように、徐々にオートクレーブ2を水中に降下させていく(降下工程)。
【0022】
この際、同時に制御部Cにより加圧機構4を制御してオートクレーブ2の内圧を水圧にほぼ一致させるように加圧空気をオートクレーブ2内に加圧ホース12を介して供給する。すなわち、オートクレーブ2の降下に伴って水深に対応した水圧がオートクレーブ2に加わるが、加圧ポンプ11からの加圧空気によりオートクレーブ2内の圧力も降下に伴い同様に上昇させるため、オートクレーブ2内外の圧力差がほとんど生じないように圧力制御が行われる。また、オートクレーブ2内の圧力は、圧力センサ13により測定され、測定された圧力値に基づいて制御部Cが加圧ポンプ11をコントロールする。なお、本実施形態では、水圧が5気圧となる水深50mまでオートクレーブ2を降下させる。したがって、オートクレーブ2が水深50mまで降下した状態で、オートクレーブ2内はほぼ5気圧に制御される。
【0023】
また、オートクレーブ2の降下に併せて、制御部Cにより加熱機構3を制御して積層体1を加熱することで、加熱加圧成形を行う。すなわち、温度センサ9で温度を測定しながら、所定加熱プログラムに従ってヒータ8による加熱を行うことで、積層体1を加圧状態(本実施形態では、5気圧)で硬化させて成形する(加圧加熱工程)。この際、同時に空気攪拌装置20を駆動させておき、オートクレーブ2内の空気を攪拌させておく。
なお、水中にオートクレーブ2を降下させた状態で何らかの不具合等が発生した場合、作業者Mは、ハッチ部7からオートクレーブ2内に入って作業することができ、不具合に等に対処することができる。
【0024】
加熱加圧成形が終了した後、制御部Cによりモータ14を駆動してワイヤー15を巻き取ってオートクレーブ2を水面Hまで上昇させる(上昇工程)。この際、同時に制御部Cにより加圧ポンプ11からの加圧空気の供給を制御して上昇するオートクレーブ2の内圧を水圧にほぼ一致させるようにする。すなわち、オートクレーブ2の上昇に伴って水深に対応してオートクレーブ2に加わる水圧が徐々に低下するため、オートクレーブ2内の圧力も徐々に低下させて最終的に水面H上にまで上昇させた場合に、大気圧に戻るように圧力制御が行われる。
そして、水面H上までオートクレーブ2を上昇させた後、最後に内部のオートクレーブ成形品21を取り出すことで、成形工程が終了する。
【0025】
このように本実施形態では、上下機構5によりオートクレーブ2を水中に降下させ、所定水深で水圧と同じ圧力となるように加圧機構4で圧力調整を行うので、内外に圧力差がほとんど無く陸上で行う場合の頑強なオートクレーブでなくても肉厚が薄く比較的簡易な構成のオートクレーブ2で軽量・高強度な複合材料を良好に成形することができる。また、万が一、オートクレーブ2が破損し、破壊が進んでも、水深数十mの水中であるため、事故等に対しての安全性が向上する。
【0026】
また、水中において成形を行うので、海だけでなく湖等のある地方においても実施することができる。
さらに、オートクレーブ2にハッチ部7を備えているので、水中にオートクレーブ2を降下させた状態でもオートクレーブ2内にハッチ部7を介して作業者Mが入ることができ、従来は不可能であった不具合等が発生した際のオートクレーブ2中での作業を実施することができる。
【0027】
なお、本発明の技術範囲は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、上記実施形態では、ヒータ8を用いた加熱機構3を採用しているが、他の加熱機構、例えば加熱水蒸気によって加熱する加熱機構を採用しても構わない。
また、水際にオートクレーブ成形装置を設置したが、船舶等に設置して海上において成形を行っても構わない。
【図面の簡単な説明】
【0028】
【図1】本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態において、水面上にオートクレーブを配した状態を示すオートクレーブ成形装置の全体構成図である。
【図2】本発明に係るオートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品の一実施形態において、水中にオートクレーブを配した状態を示すオートクレーブ成形装置の全体構成図である。
【符号の説明】
【0029】
1…積層体(プリプレグ)、2…オートクレーブ、3…加熱機構、4…加圧機構、5…上下機構、6…陸上支持部、7…ハッチ部、21…オートクレーブ成形品、C…制御部
【特許請求の範囲】
【請求項1】
複合材料のプリプレグを収納するオートクレーブと、
前記オートクレーブ内の前記プリプレグを加熱する加熱機構と、
前記オートクレーブ内を加圧して圧力調整する加圧機構と、
前記オートクレーブを水中に降下可能及び水中から上昇可能な上下機構と、を備えていることを特徴とするオートクレーブ成形装置。
【請求項2】
請求項1に記載のオートクレーブ成形装置において、
前記オートクレーブが、水中から作業者が出入り可能なハッチ部を備えていることを特徴とするオートクレーブ成形装置。
【請求項3】
複合材料のプリプレグをオートクレーブ内に収納する設置工程と、
前記オートクレーブを上下機構により水中に降下させる降下工程と、
水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱する加圧加熱工程と、
前記加圧加熱工程後に、前記オートクレーブを上下機構により水中から水面まで上昇させる上昇工程と、を有することを特徴とするオートクレーブ成形方法。
【請求項4】
複合材料のプリプレグをオートクレーブ内に収納し、
前記オートクレーブを上下機構により水中に降下させ、
水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱して成形し、その後に、前記オートクレーブを上下機構により水中から水面まで上昇させることで作製したことを特徴とするオートクレーブ成形品。
【請求項1】
複合材料のプリプレグを収納するオートクレーブと、
前記オートクレーブ内の前記プリプレグを加熱する加熱機構と、
前記オートクレーブ内を加圧して圧力調整する加圧機構と、
前記オートクレーブを水中に降下可能及び水中から上昇可能な上下機構と、を備えていることを特徴とするオートクレーブ成形装置。
【請求項2】
請求項1に記載のオートクレーブ成形装置において、
前記オートクレーブが、水中から作業者が出入り可能なハッチ部を備えていることを特徴とするオートクレーブ成形装置。
【請求項3】
複合材料のプリプレグをオートクレーブ内に収納する設置工程と、
前記オートクレーブを上下機構により水中に降下させる降下工程と、
水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱する加圧加熱工程と、
前記加圧加熱工程後に、前記オートクレーブを上下機構により水中から水面まで上昇させる上昇工程と、を有することを特徴とするオートクレーブ成形方法。
【請求項4】
複合材料のプリプレグをオートクレーブ内に収納し、
前記オートクレーブを上下機構により水中に降下させ、
水中の前記オートクレーブ内の圧力を加圧機構により水圧と同じに加圧調整すると共に前記オートクレーブ内の前記プリプレグを前記オートクレーブ内の加熱機構により加熱して成形し、その後に、前記オートクレーブを上下機構により水中から水面まで上昇させることで作製したことを特徴とするオートクレーブ成形品。
【図1】


【図2】
【図2】
【公開番号】特開2007−62273(P2007−62273A)
【公開日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願番号】特願2005−253604(P2005−253604)
【出願日】平成17年9月1日(2005.9.1)
【出願人】(504408694)有限会社ユニテックレジン (4)
【出願人】(502130098)株式会社FJコンポジット (13)
【Fターム(参考)】
【公開日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願日】平成17年9月1日(2005.9.1)
【出願人】(504408694)有限会社ユニテックレジン (4)
【出願人】(502130098)株式会社FJコンポジット (13)
【Fターム(参考)】
[ Back to top ]