
オーバースプレーを静電分離するための方法及び装置
本発明は、被覆システムの、オーバースプレーを多く含むブース排気からオーバースプレーを分離する方法及び装置に関する。オーバースプレーは空気流によって取り込まれて静電作業式分離装置(48)に搬送される。ここで、少なくとも固形物の大部分が少なくとも1つの分離面の分離領域においてオーバースプレーから分離される。粘着性の材料ウェブが分離剤として使用され、分離剤は、少なくとも1つの分離面の分離領域に少なくとも部分的に沿って配置され、且つ、分離装置の作業の間、少なくとも1つの分離面の少なくとも分離領域において導電性である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被覆システム、特に塗装システムの、オーバースプレーを多く含むブース排気からオーバースプレーを分離する方法であって、オーバースプレーが空気流によって取り込まれて静電作業式分離装置に搬送され、ここで、固形物の少なくとも大部分が少なくとも1つの分離面の分離領域においてオーバースプレーから分離される、方法に関する。
【0002】
本発明はさらに、塗装システムの、オーバースプレーを多く含むブース排気からオーバースプレーを分離するための分離装置であって、
a) 少なくとも1つの分離面であって、少なくとも1つの分離面に沿ってブース排気が搬送されることができ、分離領域を提供し且つ高電圧源の一方の端子に接続される少なくとも1つの分離面と;
b) 電極装置であって、空気流中に配置され、分離面と関連付けられ、且つ高電圧源の他方の端子に接続される電極装置と
を有する分離装置に関する。
【0003】
本発明はさらに、物体、特に車体を被覆、特に塗装するためのシステムであって、
a) 被覆ブースであって、被覆ブース内では物体が被覆材料によって作用されることができ、空気流が、被覆ブースを通って導かれることができ、結果として生じる被覆材料のオーバースプレー粒子を取り込み且つ除去する、被覆ブースと;
b) 静電作業式分離装置と
を有するシステムに関する。
【背景技術】
【0004】
物体に手動又は自動で塗料を付与するときには、一般に固形物及び/又は接着剤、並びに溶剤の両方を含有する塗料部分流は、その物体には付与されない。この部分流は当業者の間では「オーバースプレー」として知られている。オーバースプレーは、塗装ブース内で空気流によって取り込まれ、且つ、必要ならば、空気が好適なコンディショニング後に被覆ブースに戻されるように分離のために供給される。
【0005】
具体的には、塗料消費量が比較的高いシステム、例えば車体塗装システムにおいて、例えば湿式分離システムを使用するのが好ましい。商業的に周知の湿式分離器では、上方から到来するブース排気と一緒に水が、空気流を加速させるノズルへ流れる。このようなノズル内では、通流するブース排気が水と一緒に渦流形成される。このような動作中、オーバースプレー粒子は大部分が水中に移るので、湿式分離器を出た空気は実質的に清浄化されており、そして、塗料オーバースプレー粒子は分離されて水中に残る。次いでこれらの粒子を水から回収するか又は廃棄することができる。
【0006】
周知の湿式分離器では、極めて大量の所要の水を循環させるために比較的多量のエネルギーが必要である。洗浄水の処理は、塗料結合化学物質及び脱粘着化学物質を多量に使用すること、及び塗料スラッジを廃棄することに起因して高いコストがかかる。さらに洗浄水と強力に接触する結果、空気は大量の湿分を吸収する。この湿分は、再循環空気モードでは、空気の処理のためのエネルギー消費量を高くする。
【0007】
対照的に、冒頭で述べた形式の商業的に周知の装置において、乾式分離プロセスが用いられ、この乾式分離プロセスは、流過するブース排気によって同伴される塗料オーバースプレー粒子が電極装置によってイオン化され、そして分離面と電極装置との間に確立された電界に起因して分離面に移動し、この分離面上でこれらの塗料オーバースプレー粒子が分離されることによって行われる。その後、分離面に付着した塗料オーバースプレー粒子を、分離面から機械的に剥離し、例えば搬出することができる。
【0008】
このような分離装置の清浄化効果は、極めて良好である。しかしながら、連続的な作業のためには、分離面と電極装置との間に十分に強い電界が形成され得るのを常に保証することが必要であり、このことは、分離面上の塗料オーバースプレーのある程度の層厚までしか可能ではない。なぜならば、このような層は絶縁効果を有するからである。とはいえ、塗料オーバースプレーを分離面から連続的に除去することは、複雑な構造手段を伴い、故障を招きやすくなる。さらに、オーバースプレーは、分離面上で反応し、硬化し、又は乾燥して、分離面から剥離されることによってはもはや単純に除去されなくなるおそれがある。
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って本発明の目的は、これらの懸念事項に対処する、冒頭で述べたタイプの方法、分離装置、及びシステムを提供することである。
【課題を解決するための手段】
【0010】
この目的は、冒頭で述べたタイプの方法において、粘着性の材料ウェブ(cohesive material web)が分離剤として使用され、分離剤が少なくとも1つの分離面の分離領域に少なくとも部分的に沿って配置されており、分離装置の作業の間、材料ウェブが少なくとも1つの分離面の少なくとも分離領域において導電性であることが確実なものとされることによって達成される。
【0011】
従って本発明によれば、分離面とオーバースプレーとの間に分離層として材料ウェブが使用されるので、このようなオーバースプレーは分離面と接触することができない。材料ウェブとして構成されたこのような分離剤は、材料ウェブ上に分離されたオーバースプレーと一緒に分離面から容易に除去されることができる。材料ウェブは分離面上で静止し又は動かされてもよい。
【0012】
材料ウェブは、可撓性を有する場合、取り扱いが容易である。
【0013】
セルロース材料又はプラスチック材料を含む材料ウェブを用いて良好な結果を達成することができた。
【0014】
材料ウェブが分離面から滑落しないように、材料ウェブが少なくとも分離領域内の少なくとも1つの分離面に付着するように材料ウェブに接着剤を提供することが好ましい。
【0015】
溶剤、特に水を含む接着剤が特に好都合である。必要な場合には、水それ自体が十分な接着剤であり得る。
【0016】
メチルセルロースを含む接着剤は、接着ボンディング特性を有する接着剤を形成することができる。したがって、その容易な除去を制限することなく、材料ウェブの信頼性高い付着を保証することが可能である。
【0017】
導電性接着剤が使用されるならば、材料ウェブは、それ自体は導電性でない材料から形成されることができる。この場合、紙が特に有利であることが判っている。
【0018】
材料ウェブが分離面の分離領域上で空気流の流動方向又は空気流の流動方向とは反対方向に間欠的又は連続的に動かされるならば、オーバースプレーを多く含む材料ウェブの除去及び空荷の材料ウェブの前進が、連続したプロセスにおいて実施されることができる。
【0019】
材料ウェブがロールから間欠的又は連続的に繰り出されることがここでは好ましい。このことは、与えられた期間にわたって材料の容易な前進を保証する。
【0020】
少なくとも1つの分離面は、水平線に対して平行に延びることができ、又は代替的に水平線に対して傾斜してもよい。
【0021】
少なくとも1つの分離面が連続循環ベルトの空気流に面するストランドによって提供される場合、材料ウェブの前進が効果的に促進されうる。その後、このストランドは材料ウェブと一緒に回転方向に動かされることができる。
【0022】
或いは、少なくとも1つの分離面は分離板によって提供されてもよい。
【0023】
オーバースプレーを多く含む材料ウェブ部分が捕集タンクに供給されることが好ましい。その後、オーバースプレーを多く含む材料を容易に除去して処理のために供給することができる。
【0024】
冒頭で述べたタイプの装置において、上記の目的は、
c)粘着性の材料ウェブが、分離剤として少なくとも1つの分離面の分離領域に少なくとも部分的に沿って配置され、且つ、分離装置の作業の間、少なくとも1つの分離面の少なくとも分離領域において導電性に保たれる
ことによって達成されることができる。
【0025】
上記方法に関して述べたことは分離剤及び材料ウェブに当てはまる。
【0026】
接着剤に関して、材料ウェブが少なくとも1つの分離面に付着するように、材料ウェブに接着剤を提供することができる被覆装置が設けられていることが好ましい。他の点において、上記方法に関して述べたことは接着剤にも当てはまる。
【0027】
材料ウェブの上述の移動に関して、供給装置が設けられていて、供給装置によって、分離面の分離領域上で空気流の流動方向又は空気流の流動方向とは反対方向に間欠的又は連続的に材料ウェブを動かすことができると有利である。
【0028】
上記方法に関して述べたことは少なくとも1つの分離面にも当てはまる。
【0029】
冒頭で述べたシステムにおいて、上記目的は、
c) 静電作業式分離装置が、請求項15から27までのいずれか1項に記載のように構成される
ことによって達成される。
【0030】
従って、本発明によるシステムは、装置に関して述べた特徴のうちの1つ以上を有する分離装置を含む。これにより達成することができる利点は、方法及び装置に関して上述した利点に相当する。
【0031】
図面を参照しながら、本発明の模範実施態様をより詳細に以下に説明する。
【図面の簡単な説明】
【0032】
【図1】図1は、オーバースプレー分離装置の第1模範実施態様を有する表面処理システムの塗装ブースを示す正面図である。
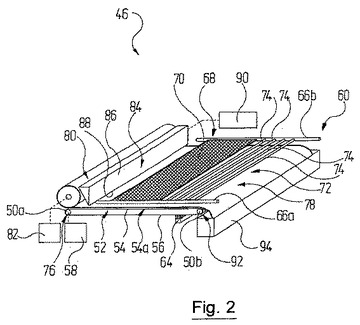
【図2】図2は、図1の分離装置の個別の電極装置を備えた個別の分離ユニットを示す斜視図である。
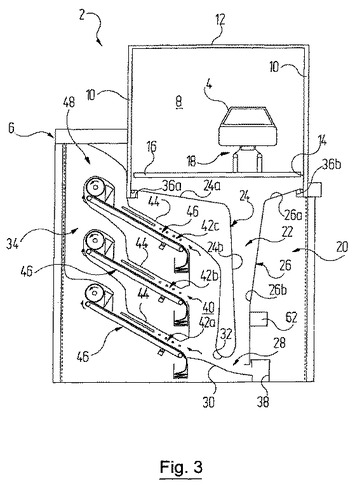
【図3】図3は、分離装置の変更形を有する塗装ブースの、図1に対応する図である。
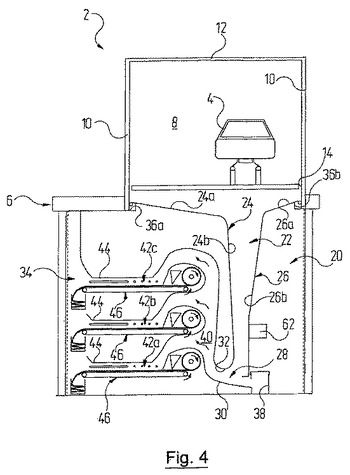
【図4】図4は、分離装置の更なる変更形を有する塗装ブースの、図1に対応する図である。
【図5】図5は、分離装置の第2の模範実施態様を有する塗装ブースの、図1に対応する図である。
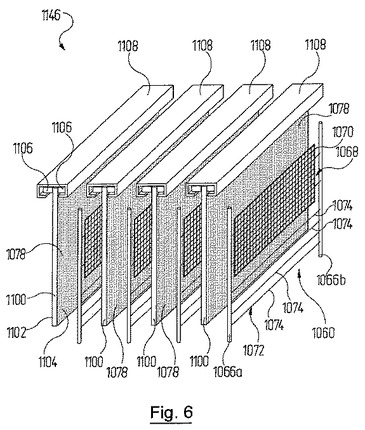
【図6】図6は、図5の分離装置の4つの分離ユニット及び4つの電極装置を示す斜視図である。
【図7】図7は、図5の断面線VII−VIIに沿った断面図である。
【発明を実施するための形態】
【0033】
最初に図1及び2を参照する。これらの図面では、符号2は表面処理システムの塗装ブースを全体的に示している。この塗装ブース内では車体4が、これらが例えば、塗装ブース2内の上流側に配置された前処理ステーション(具体的には示さない)内で清浄化されて脱脂された後で、塗装される。塗装ブース2は、それ自体は周知の鋼構造6に設けられている。
【0034】
塗装ブース2は塗装トンネル8を含んでいる。塗装トンネル8は頂部に配置されており、鉛直方向の側壁10と、水平方向のブース天井12とによって仕切られているが、しかし端面で底部に向かって開いているので。オーバースプレーを多く含むブース排気は下方に向かって流れることができる。ブース天井12は、フィルタ・カバーを有する空気供給チャンバ(図示せず)の下側の仕切りとして、従来の態様において構成されている。
【0035】
側壁10の下縁部を側方に有する、塗装トンネル8の下側開口14の高さには、鋼構造16が配置されている。鋼構造16はコンベア・システム18を支持しており、コンベア・システムはそれ自体周知であり、ここでさらに詳しく説明することはしない。コンベア・システムを使用して、塗装されるべき車体4を塗装トンネル8の入口側から出口側へ搬送することができる。それ自体周知の形式で塗料によって車体4に作用することができる付与装置(具体的には図示しない)が、塗装トンネル8内部に位置している。塗装トンネル8の下側開口14は、アクセス可能な格子(具体的には図示しない)によって覆われている。
【0036】
ブース空気によって同伴されたオーバースプレー粒子がブース空気から分離されるシステム領域20が、塗装ブース2の下方に位置している。システム領域20はハウジングによって仕切られている。ハウジングは具体的な符号が付けられておらず、図1において破線として示されているにすぎない。
【0037】
システム領域20は流動領域22を含んでいる。流動領域22は、頂部で塗装ブース2に向かって開いており、2つの空気偏向板24及び26によって形成されている。図1の左側の空気偏向板は、外方から内方へ向かって見て、先ず下方に向かって軽く傾斜した区分24aを有している。この区分24aは、下方に向いた急勾配を有する部分24bに移行する。図1の右側の空気偏向板26はこれに対応して、比較的僅かな下方勾配を有する部分26aと、急勾配の部分26bとを有している。
【0038】
空気偏向板24及び26は下方に向かって偏向領域28内に延びている。偏向領域28内では、下側偏向板30と、空気偏向板24から続く湾曲部分32とが、図1において頂部から底部に向かって流れるブース空気が、流動領域22に隣接して配置されたシステム領域34内に向かって左側に流れることを保証する。
【0039】
分離流体は、空気偏向板24及び26に側方に隣接して設けられた分配通路36a,36bから、空気偏向板24及び26上に流れ、そして下方に向かって、塗装ブース2に向いた外面に沿って、実質的に凝集した層を成して流れる。分離流体は、ブース空気によって同伴されたオーバースプレーのいくらかを取り込み、一方、ブース空気は塗装ブース2から偏向領域28へ下方に向かって流れる。
【0040】
オーバースプレーを多く含む分離流体は、下側偏向板30を介して捕集タンク38内に流入する。捕集タンク38は、空気偏向板26の、システム領域34から遠い側に配置されている。そこから分離流体を清浄化・処理プロセスに供給することができる。この清浄化・処理プロセスにおいて、それ自体周知の形式で、分離流体から塗料オーバースプレーが取り除かれる。その後、分離流体を循環して分配通路36に戻すことができる。
【0041】
システム領域34は分配チャンバ40を含んでいる。この分配チャンバは、偏向領域28から来たブース空気を3つの分離チャンバ42a,42b,42c内に導く。これらの分離チャンバは互いの上に配置され且つそれぞれが空気偏向板44によって頂部で仕切られている。空気偏向板44は絶縁材料から形成されている。
【0042】
それぞれの分離チャンバ42a,42b,42cは、静電作業式分離装置48の複数の分離ユニット46によって底部で仕切られている。分離ユニット46は、塗装ブース2の長手方向において連続して配置されている。分離装置48の作業温度は通常28℃未満である。1つの分離ユニット46が再び図2に詳細に示されている。
【0043】
ブース空気は、分離ユニット48及び分離チャンバ42a,42b,42cを実質的に水平方向に図1において右側から左側へ通流した後、空気コンディショニング装置(図示せず)に搬送される。空気コンディショニング装置によって、清浄化済空気は正確な温度及び湿度に戻されるので、清浄化済空気を塗装ブース2の上方の空気供給チャンバに再び導くことができ、ここで清浄化済空気は必要な場合には未使用の新鮮な空気と混合される。
【0044】
各分離ユニット46は分離ベルト52を含む。分離ベルト52は、2つのローラ50a,50b上で循環し、そして関連する分離チャンバ42に面する分離側ストランド54と、関連する分離チャンバ42から遠い戻り側ストランド56とを有している。分離ベルト52はモータ58によって駆動され、モータ58はローラ50aと協働する。このモータ58は図2にのみ示されている。
【0045】
分離ユニット46は、それぞれの分離ベルト52の分離側ストランド54が互いに整合するように、それぞれの分離チャンバ42a,42b,42c内に配置されている。
【0046】
各分離ユニット46は電極装置60を含んでいる。電極装置60は、分離ベルト52の分離側ストランド54に対して平行に、所定の間隔を保ちながら配置されている。
【0047】
各電極装置60が、これと関連する高電圧源62の一方の端子に接続されている。これらの高電圧源のうちの1つだけが図1に概略的に示されている。分離ベルト52はスライド・ブラシ接点64を介して、高電圧源62の端子に接続されている。この端子は、接地電位にあり、分離ベルト52の戻り側ストランド56と接触接続している。加えて、分離ベルト52は電気絶縁材料、例えば電気絶縁プラスチックから形成されることができる。
【0048】
変更形において、全ての電極装置60は、ただ1つの共通の高電圧源によって給電されることもできる。
【0049】
各電極装置60は、線状に互いに平行に延びる2つの電極ストリップ66a,66bを有している(図2参照)。これらの電極ストリップは、電極装置60の電界部分68内にグリッド電極70を保持する。グリッド電極70の、電極ストリップ66a,66b間に延びる縁部は電極ストリップ66a,66bに対して垂直である。電極装置60のコロナ部分72内で、電極ストリップ66a,66bは、放電電極として作用する複数のコロナ・ワイヤ74を保持している。コロナ・ワイヤ74は、電極ストリップによって規定された平面内に電極ストリップ66a,66bに対して垂直に延びており、互いに同一の間隔を置いて配置されている。
【0050】
電極装置60のコロナ・ワイヤ74の数及び相互の間隔は、オーバースプレー粒子の分離挙動に応じて変化することができる。この模範実施態様では、1つの電極装置56当たり、4つのコロナ・ワイヤ74が設けられている。
【0051】
分離ベルト52の分離側ストランド54の、オーバースプレーが分離し得る領域は、分離ベルト52の分離側ストランド54の分離領域54aを画定する。
【0052】
分離ベルト52の第1の端部76では、その分離側ストランド54には、材料ウェブ78の形態を成す分離剤が供給される。分離剤として材料ウェブ78を使用することによって、分離ベルト52の分離側ストランド54上に分離されたオーバースプレーが堆積することが防止される。材料ウェブ78はこの目的で、巻きロール80から繰り出されることができる。これを目的として、巻きロール80をその長手方向軸線を中心としてモータ82によって回転させることができる。モータ82は図2にのみ示されている。巻きロール80は、これが完全に繰り出されたときに新しい巻きロール80との交換を可能とすべく外方からアクセスできるように回転可能に設けられている。
【0053】
この模範実施態様の場合、紙ロール80から繰り出される紙ウェブ78が使用される。セルロース材料が本質的に好適ではあるが、その代わりにプラスチック材料も可能である。
【0054】
紙ウェブ78が分離ベルト52の分離側ストランド54に付着することを保証するために、紙ウェブ78に接着剤86の作用を及ぼす被覆装置84が、巻きロール80と電極装置60との間に配置されている。このことは、紙以外の材料にも必要である。これを目的として、被覆装置84は送達スロット88を有している。この送達スロット88は、送達される接着剤の量を調節できるように制御して開閉することができる。或いは、被覆装置84は、例えばそれ自体周知のように、糊付け機械の形式で構成されることもできる。
【0055】
スライド・ブラシ接点64はいずれの場合にも、材料ウェブ78、及び適用される場合には、接着剤86が接地電位にあるように配置されている。
【0056】
被覆装置82は接地されており、図2にのみ示された接着剤リザーバ90によって接着剤を供給される。実際には、水/メチルセルロース混合物が、特に紙ウェブ78と相俟って接着剤86として効果的であることが判っている。必要な場合には、水が単独で十分な接着剤86であり得る。水以外の溶剤も代替的な選択肢である。
【0057】
紙ウェブ78は接着剤86によって含浸されるので、接着剤86は紙ウェブ78と分離ベルト52の上側ストランド54との間に達する。
【0058】
紙ウェブ78は、オーバースプレーが分離される必要のある領域内では導電性でなければならない。プラスチック材料から形成された材料ウェブが使用される場合、導電性プラスチック材料を使用することが任意に可能である。紙ウェブ78又は他の材料ウェブ78が、固有に導電性である材料から形成されていない場合、導電性は接着剤86によって生成される。この接着剤86はこのために導電性でなければならない。分離剤の導電率は本質的に、電荷が流れることができるようになっており、好ましくは50〜5000μS/cm、特に1000〜3000μS/cmである。必要な場合には、分離剤の導電率は接着剤86に物質、例えば塩を添加することによって調節されることができる。
【0059】
紙ロール80の反対側にある、分離ベルト52の第2の端部92には、捕集タンク94が設けられている。分離されたオーバースプレーを多く含む紙ウェブ78の紙が、分離ベルト52の分離領域54a上で移動せしめられた後に補修タンク94内に到達する。
【0060】
必要な場合には、捕集タンク94の領域内には切断装置(ここでは具体的に示すことはしない)を配置することができるので、分離されたオーバースプレーを多く含む紙部分を一定の時間間隔で紙ウェブ78から切断し、次いでこの紙部分は捕集タンク94内に落下することができる。
【0061】
上記塗装ブース2は以下のように機能する:
塗装トンネル8内で車体4を塗装すると、そこに位置するブース空気には、塗料オーバースプレー粒子が多く含まれる。これらの粒子はまだ液状且つ/又は粘着性であり、又は、これらは多かれ少なかれ固形であることもある。塗料オーバースプレーを多く含むブース排気は、塗装トンネル8の下側開口14を通って、下側システム領域20の第1の流動領域22内に流入する。この空気は、空気偏向板24,26によって偏向領域28に導かれる。オーバースプレーのいくらかは、空気偏向板24,26上に流れ落ちた分離流体によって既に取り込まれている。
【0062】
ブース空気は、偏向領域28を通って分配チャンバ40の方向に、そしてその場所から分離ユニット46を有する分離チャンバ42a,42b,42c内に偏向され、その場所で、ブース空気は、それぞれの分離ベルト52の分離ストランド54又は分離ストランド上に配置された紙ウェブ78と、それぞれの上側空気偏向板44との間を通流する。
【0063】
電極装置60のコロナ・ワイヤ74で、それ自体周知の形式でコロナ放電が行われる。その結果、流過するブース排気中のオーバースプレー粒子が効果的にイオン化される。
【0064】
イオン化されたオーバースプレー粒子は、接地電位にある分離ベルト52と、電極装置60の電界区分68内のグリッド電極70とを通過する。コロナ・ワイヤ74とグリッド電極70との間に電界が形成される結果として、イオン化されたオーバースプレー粒子は、分離ベルト52の分離側ストランド54の分離領域54a内で紙ウェブ78上に分離し、そして大部分が紙ウェブ78に付着したままとなる。
【0065】
イオン化されたオーバースプレー粒子のほとんどは、電極装置60のコロナ部分72内で、分離ベルト52又は紙ウェブ78上に既に分離されている。しかしながら、コロナ・ワイヤ74と、それぞれの分離ユニット46のそれぞれの分離ベルト52との間に存在する電界は、それぞれのグリッド電極70の領域内の電界よりも不均質である。それゆえ、イオン化されたオーバースプレー粒子の指向性のより高い分離が、対応する分離ベルト52上で行われる。結果として、コロナ部分72を通過したオーバースプレー粒子も電界部分68内で効果的に分離される。
【0066】
上述のように、分離ユニット46を通流するにつれて清浄化される空気は、所定のコンディショニング後、塗料トンネル8に戻される。
【0067】
分離装置48の作業中、巻きロール80は連続的に繰り出され、そして繰り出された紙ウェブ78は、被覆装置84によって導電性接着剤86で連続的に含浸される。分離ベルト52はモータ58によって、紙ウェブ78の前進速度に対応する回転速度で操作されるので、紙ウェブ78と分離ベルト52の上側の分離側ストランド54とが同じ速度で捕集タンク94の方向に動く。巻きロール80及び分離ベルト52の回転方向は、相応の湾曲矢印によって図1に示されている。紙ウェブ78はこのように、分離ベルト52によって捕集タンク94の方向に搬送され、そして図1において波形矢印によって示されたブース空気の流動方向とは反対方向に運動する。
【0068】
実際に、0.01m/分からの紙ウェブ78及び分離ベルト52の速度で、良好な結果を達成することが既に可能である。オーバースプレー量が増大するのに伴って、速度は最大5m/分の値まで増大することができる。
【0069】
分離ベルト52の分離側ストランド54の分離領域54a内で、オーバースプレーは、紙ウェブ78上に分離し、そして紙ウェブ78の前進運動によって分離領域54aの外側へ連続的に移動せしめられる。
【0070】
或いは、紙ウェブ78を間欠的に紙ロール80から繰り出すこともできる。この場合、紙ウェブ78は先ず、分離ベルト52の分離側ストランド54上で前進することなしに留まり、分離ベルト52の分離側ストランド54も同様に静止している。
【0071】
分離ユニット46の正確な作業のために、分離ベルト52と電極装置60との間に十分に強力な電界を形成し得ることを保証することが必要である。このことは、紙ウェブ78上の分離された塗料オーバースプレーのある程度の層厚までしか可能ではない。なぜならば、このような層は絶縁効果を有するからである。
【0072】
さらに、分離されたオーバースプレーに由来する固形粒子が、分離剤層70の表面から紙ウェブ78の内部に移動する。所定の作業時間後、固形粒子、及び特に接着剤成分が分離ベルト52の分離側ストランド54まで移動してそこに堆積するおそれがある。このことは分離ユニット46の機能能力に実質的な悪影響を及ぼし、高いコストのかかる清浄化及びメンテナンスを必要とすることになる。
【0073】
この問題は、紙ウェブ78が分離側ストランド54の分離領域54a上で連続的に動かされる場合には生じない。
【0074】
一時的に静止している紙ウェブ78を用いる場合、コロナ電流はここでは、分離側ストランド54又は紙ウェブ78に対するオーバースプレーの負荷の指標として用いることができる。紙ウェブ78に付着するオーバースプレーの絶縁効果は、オーバースプレー層の厚さが増大するにつれて、コロナ電流を減少させる。コロナ電流の限界値は、一般に実験的に定められ、通常、電極装置60当たり数ミリアンペアである。
【0075】
従って、オーバースプレーを多く含む紙ウェブ78の交換が指示された場合、紙ウェブ78のオーバースプレーを多く含む部分が捕集タンク94内に搬送されるまで、巻きロール80及び分離ベルト52が同期的に駆動される。分離側ストランド54の分離領域54aは次いで、空荷の紙ウェブ78で再び覆われる。
【0076】
図3に示された塗装ブース2の場合、分離装置48の変更形において、分離ユニット46のそれぞれの分離ベルト52は、それぞれの分離側ストランド54が水平線に対して傾斜させられるように配置されている。
【0077】
分離ベルト52の分離側ストランド54は本質的に、水平線に対して任意の角度を成すことができ、場合によっては90°の角度を成すことさえできるので、ブース空気は分離ユニット46に沿って鉛直方向に、底部から頂部へ、又は頂部から底部へ流れる。水平線に対して0°〜90°の角度によって、分離ユニット46は、ブース空気が所定の角度を成して上方に向かって又は所定の角度を成して下方に向かって流れなければならないように、任意に配置されることもできる。
【0078】
分離装置48の他の構成部分は、必要の場合には分離ベルト52の位置に適合されて配置される。
【0079】
図4に示された塗装ブース2の場合、分離装置48の変更形において、紙ウェブ78は、ブース空気の流動方向とは反対方向ではなく、この流動方向に繰り出されて捕集タンク94に搬送される。更なる配置関係(ここでは具体的に示さない)では、この場合、分離ベルトを水平線に対して傾斜させることもできる。
【0080】
図5は、塗装ブース1002を更なる模範実施態様として示している。図1〜4に対応する塗装ブース2の構成部分に対応する構成部分は、同じ符号の数字に1000を足したものを有している。
【0081】
塗装ブース1002の場合、分離装置1048は、システム領域1034内に配置された分離ユニット1046を含んでおり、そしてさらに、分離剤再生領域1098内に配置された分離剤再生装置1096を含んでいる。
【0082】
分離ユニット1046は、互いに平行に連続して配置された複数の方形の分離板1100(これらのうち4つが図6に示されている)を含む。分離板1100のそれぞれの対向する外面は分離面1102及び1104を形成する。これらの分離面はそれぞれの分離領域を画定しており、これらの分離面のうち、図6の最も左側に示された分離板1100の分離領域だけが符号を備えている。
【0083】
上側の角隅領域で、分離板1100は、各側にそれぞれ1つのローラ1106を支持している。これらのローラのうち、図6で角隅のうちの一方のそれぞれ2つだけを見ることができ、またこの場合も、図6において、最も左側に示された分離板1100のローラ1106だけが符号を有している。
【0084】
それぞれの分離板1100に対して、分離ユニット1046は、C字形断面を有する輪郭として形成されたそれぞれのガイドレール1108を含んでいる。ガイドレール1108は水平方向に、そして「C」の先端の開口が下方に向くように配置されている。分離板1100は、これらのローラ1106と一緒にガイドレール1108のそれぞれ1つのレール内を走行し、図5の右側に向かってシステム領域1034から分離剤再生領域1098内に移動せしめられることができる。分離板1100は作業位置では、関連するガイドレール1108内でシステム領域1034内に配置され、このシステム領域1034内でロックされる。
【0085】
両分離面1102及び1104上で、それぞれの分離板1100がそれぞれの紙ウェブ1078で覆われている。紙ウェブは接着剤1086で含浸されている。
【0086】
分離剤再生装置1096はキャリッジ1110を含んでいる。キャリッジ1110はレール対1112上を動くことができる。レール対1112は塗装ブース1002の長手方向に延びているので、キャリッジ1100は分離ユニット1046全体に沿って移動することができる。キャリッジ1110はモータ/制御ユニット1114によって駆動される。キャリッジ1110によって一緒に運ばれる支柱1116がガイドレール1118を保持している。ガイドレール1118は分離ユニット1046のガイドレール1108の上方に位置する高さに配置されている。
【0087】
ガイドレール1118は側方ガイド1118aを有している。図5の複矢印によって示されているように、この側方ガイド1118a内で、締め付けシュー1120が移動可能に案内されている。締め付けシュー1120もモータ/制御ユニット1114によって制御される。
【0088】
ガイドレール1118はさらに、2つの短いレールプロファイル(rail profile)1122a,1122bを支持している。これらのレールプロファイルは、所定の相互間隔を置いて配置されている。この間隔は、分離板1100の角隅におけるローラ1106の間隔に適合されている。第1のレールプロファイル1122aと、分離ユニット1046の対応するガイドレール1108との間の間隔はここでは、分離板1100がそのローラ1106上で、容易にガイドレール1108から出て第1のレールプロファイル1122a内に移動すべく十分小さい。
【0089】
締め付けシュー1120は、レールプロファイル1122a,1122bの下方に配置されていて、その移動中にレールプロファイル1122a,1122b又はこれらの固定用構成部分と衝突しないように移動可能に設けられている。
【0090】
分離剤再生領域1098の天井(破線によって示されているにすぎない)に沿って、レール対1124が延びている。このレール対1124内で、懸吊されたキャリッジ1126を動かすことができる。この懸吊されたキャリッジはその下側に、2つの水平方向の走行レール1128を支持している。これらの走行レール間で、材料ロール1080を、図7に示された2つの終端位置の間で塗装ブース1002の長手方向に動かすことができる。これらの終端位置の間隔は、分離板1100の鉛直方向延在長さの2倍にほぼ相当する。
【0091】
巻きロール1080は、走行レール1128における第1終端位置から第2終端位置への移動中に繰り出されることができ、そして同時に例えば走行レール1128によって支持された被覆装置1084(具体的には示していない)によって接着剤1086で含浸されることができるので、対応する材料ウェブ1078が走行レール1128間で水平方向平面内において伸張させられる。この材料ウェブ1078を一時的に保持するために、走行レール1128間の空間内に保持ピン1130を水平方向に進入させ、そして再びこの空間から進出させて元に戻すことができる。このことは、符号を付けたただ1つの保持ピンに関連する複矢印によって示されている。さらに、切断装置1132が設けられていて、この切断装置によって、巻きロール1080から材料ウェブ1078を切断することができる。
【0092】
キャリッジ1110はさらに伸縮装置1134を一緒に運ぶ。伸縮装置1134によって、剥離装置1136を鉛直方向に昇降させることができる。伸縮装置1134もモータ/制御ユニット1114によって駆動される。
【0093】
剥離装置1136は2つの剥離エレメント1138を含んでいる。これらの剥離エレメントは、短いレールプロファイル1122a,1122b内に移動せしめられた分離板1100の両側に配置することができる。
【0094】
剥離エレメント1138は旋回軸線(図5の一点鎖線によって示される)を中心として、分離板1100に向かって剥離位置へ折り畳まれることができ、又は分離板から離れる方向に解放位置へ折り畳まれることもできる。
【0095】
レール対1112の下方には、循環式連続コンベア・ベルト1140が設けられている。この循環式連続コンベア・ベルト1140も、塗装ブース1002の長手方向に延びており、そして捕集領域(詳細には図示されていない)に至っている。
【0096】
上記塗装ブース1002の分離装置1048は下記のように機能する:
オーバースプレーを多く含むブース空気はここでは偏向領域1028を通って、分離装置1048の分離ユニット1046の方向に、すなわち図5の右側に向かって偏向され、そしてそこで、隣接する分離板1100の間を通流する。オーバースプレーはイオン化され、そして分離板1100上の紙ウェブ1078において分離される。
【0097】
必要な場合、分離板1100から滴下するオーバースプレーは、下側偏向板1030上を流れる分離流体によって取り込まれ、そして捕集タンク38に案内される。これを目的として、下側偏向板1030は、分離流体を送達するための分配通路1036cを有している。
【0098】
コロナ電流はここでも、分離面1046,1048又は紙ウェブ1078に対するオーバースプレーの負荷の指標である。
【0099】
従って、分離されたオーバースプレーの絶縁効果があまりにも大きく、且つ/又は、分離ユニットの完全な作業を保証することがもやはできない場合、その時点でオーバースプレーが付着している紙ウェブ1078を分離板110から除去し、そして分離板1100の分離面1102,1104に新しい未使用の紙ウェブ1078を提供する。
【0100】
これを目的として、短いレールプロファイル1122a,1122bが、清浄化されるべき分離板1100のガイドレール1108と整合させられる位置にもたらされる。この目的のために、キャリッジ1110がレール対1112上の対応する位置に移動せしめられる。
【0101】
締め付けシュー1120が、ガイドレール1118内で、前方に向かって分離板1100の方向に動かされ、その場所で分離板を把持する。ガイドレール1108内の分離板1100の上述のロック状態は解放される。締め付けシュー1120は、そのとき再び元に戻され、分離板1100を引っ張って進む。
【0102】
分離板1100は、そのそれぞれ2つの走行ローラ1106がそれぞれ1つの短いレールプロファイル1122a及び1122b内に位置するような位置に動かされる。分離板1100のこのような位置は図5において点線によって示されている。
【0103】
剥離装置1136の剥離エレメント1138は、伸縮装置1134によって上方に向かって動かされ、そして剥離位置にもたらされる。次いで剥離エレメント1138は下方に向かって動かされる。こうして分離板1100に付着している紙ウェブ1078は、紙ウェブ上に分離されたオーバースプレーとともに、分離板1100から剥離され、そしてコンベア・ベルト1140上に落下する。
【0104】
上述のように、オーバースプレーとともに分離板1100から落下した分離剤は、コンベア・ベルト1140によって捕集領域に搬送される。その場所から、分離剤は処理のために供給される。オーバースプレーを多く含む材料ウェブは、それ自体周知のように、必要な場合には更なる処理のために、又は廃棄のために供給される。
【0105】
剥離エレメント1138が図5において破線によって示された最も下側の位置を成すと、そのとき、使用された紙ウェブ1078及びこれに付着したオーバースプレーが分離板1100から解放される。
【0106】
このとき、剥離エレメント1138は解放位置にもたらされる。懸架されたキャリッジ1126はガイドレール1118の方向に動かされる。走行レール1128は、分離板1100が巻きロール1080の2つの終端位置間の中央に位置するまで、フォークリフトのフォークのように、このガイドレール1118と分離板1100との間を動く。
【0107】
上述のように今や、走行レール1128の間に、接着剤1086が含浸された紙ウェブ1078が伸張させられている。この紙ウェブは切断装置1132によって巻きロール1080から切断され、次いで先ず保持ピン1130上にのみ載置される。保持ピンがここで引っ込められるので、紙ウェブ1078は下方に向かって分離板1100上に落下し、これにより、次いで分離板の両分離面1102,1104上にゆるく接触する。
【0108】
紙ウェブ1078は今や、剥離エレメント1138が再び頂部から底部へ分離面1102,1104に沿って案内されることによって、分離面1102,1104に押し付けられる。この場合、押し付け圧力は剥離動作の圧力よりも小さい。
【0109】
次いで、新しい空荷の紙ウェブ1078を提供された分離板1100は、締め付けシュー1120を分離ユニット1046の方向に動かすことによって、分離板と関連する、分離ユニット1046のガイドレール1108内に戻される。分離板1100はそのガイドレール1108の作業位置を占めると、そこでロックされ、締め付けシュー1120が分離板1100を解放する。
【0110】
次いで、この動作全体を、オーバースプレーが付着した紙ウェブ1078を取り除かなければならない別の分離板1100で繰り返すことができる。
【技術分野】
【0001】
本発明は、被覆システム、特に塗装システムの、オーバースプレーを多く含むブース排気からオーバースプレーを分離する方法であって、オーバースプレーが空気流によって取り込まれて静電作業式分離装置に搬送され、ここで、固形物の少なくとも大部分が少なくとも1つの分離面の分離領域においてオーバースプレーから分離される、方法に関する。
【0002】
本発明はさらに、塗装システムの、オーバースプレーを多く含むブース排気からオーバースプレーを分離するための分離装置であって、
a) 少なくとも1つの分離面であって、少なくとも1つの分離面に沿ってブース排気が搬送されることができ、分離領域を提供し且つ高電圧源の一方の端子に接続される少なくとも1つの分離面と;
b) 電極装置であって、空気流中に配置され、分離面と関連付けられ、且つ高電圧源の他方の端子に接続される電極装置と
を有する分離装置に関する。
【0003】
本発明はさらに、物体、特に車体を被覆、特に塗装するためのシステムであって、
a) 被覆ブースであって、被覆ブース内では物体が被覆材料によって作用されることができ、空気流が、被覆ブースを通って導かれることができ、結果として生じる被覆材料のオーバースプレー粒子を取り込み且つ除去する、被覆ブースと;
b) 静電作業式分離装置と
を有するシステムに関する。
【背景技術】
【0004】
物体に手動又は自動で塗料を付与するときには、一般に固形物及び/又は接着剤、並びに溶剤の両方を含有する塗料部分流は、その物体には付与されない。この部分流は当業者の間では「オーバースプレー」として知られている。オーバースプレーは、塗装ブース内で空気流によって取り込まれ、且つ、必要ならば、空気が好適なコンディショニング後に被覆ブースに戻されるように分離のために供給される。
【0005】
具体的には、塗料消費量が比較的高いシステム、例えば車体塗装システムにおいて、例えば湿式分離システムを使用するのが好ましい。商業的に周知の湿式分離器では、上方から到来するブース排気と一緒に水が、空気流を加速させるノズルへ流れる。このようなノズル内では、通流するブース排気が水と一緒に渦流形成される。このような動作中、オーバースプレー粒子は大部分が水中に移るので、湿式分離器を出た空気は実質的に清浄化されており、そして、塗料オーバースプレー粒子は分離されて水中に残る。次いでこれらの粒子を水から回収するか又は廃棄することができる。
【0006】
周知の湿式分離器では、極めて大量の所要の水を循環させるために比較的多量のエネルギーが必要である。洗浄水の処理は、塗料結合化学物質及び脱粘着化学物質を多量に使用すること、及び塗料スラッジを廃棄することに起因して高いコストがかかる。さらに洗浄水と強力に接触する結果、空気は大量の湿分を吸収する。この湿分は、再循環空気モードでは、空気の処理のためのエネルギー消費量を高くする。
【0007】
対照的に、冒頭で述べた形式の商業的に周知の装置において、乾式分離プロセスが用いられ、この乾式分離プロセスは、流過するブース排気によって同伴される塗料オーバースプレー粒子が電極装置によってイオン化され、そして分離面と電極装置との間に確立された電界に起因して分離面に移動し、この分離面上でこれらの塗料オーバースプレー粒子が分離されることによって行われる。その後、分離面に付着した塗料オーバースプレー粒子を、分離面から機械的に剥離し、例えば搬出することができる。
【0008】
このような分離装置の清浄化効果は、極めて良好である。しかしながら、連続的な作業のためには、分離面と電極装置との間に十分に強い電界が形成され得るのを常に保証することが必要であり、このことは、分離面上の塗料オーバースプレーのある程度の層厚までしか可能ではない。なぜならば、このような層は絶縁効果を有するからである。とはいえ、塗料オーバースプレーを分離面から連続的に除去することは、複雑な構造手段を伴い、故障を招きやすくなる。さらに、オーバースプレーは、分離面上で反応し、硬化し、又は乾燥して、分離面から剥離されることによってはもはや単純に除去されなくなるおそれがある。
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って本発明の目的は、これらの懸念事項に対処する、冒頭で述べたタイプの方法、分離装置、及びシステムを提供することである。
【課題を解決するための手段】
【0010】
この目的は、冒頭で述べたタイプの方法において、粘着性の材料ウェブ(cohesive material web)が分離剤として使用され、分離剤が少なくとも1つの分離面の分離領域に少なくとも部分的に沿って配置されており、分離装置の作業の間、材料ウェブが少なくとも1つの分離面の少なくとも分離領域において導電性であることが確実なものとされることによって達成される。
【0011】
従って本発明によれば、分離面とオーバースプレーとの間に分離層として材料ウェブが使用されるので、このようなオーバースプレーは分離面と接触することができない。材料ウェブとして構成されたこのような分離剤は、材料ウェブ上に分離されたオーバースプレーと一緒に分離面から容易に除去されることができる。材料ウェブは分離面上で静止し又は動かされてもよい。
【0012】
材料ウェブは、可撓性を有する場合、取り扱いが容易である。
【0013】
セルロース材料又はプラスチック材料を含む材料ウェブを用いて良好な結果を達成することができた。
【0014】
材料ウェブが分離面から滑落しないように、材料ウェブが少なくとも分離領域内の少なくとも1つの分離面に付着するように材料ウェブに接着剤を提供することが好ましい。
【0015】
溶剤、特に水を含む接着剤が特に好都合である。必要な場合には、水それ自体が十分な接着剤であり得る。
【0016】
メチルセルロースを含む接着剤は、接着ボンディング特性を有する接着剤を形成することができる。したがって、その容易な除去を制限することなく、材料ウェブの信頼性高い付着を保証することが可能である。
【0017】
導電性接着剤が使用されるならば、材料ウェブは、それ自体は導電性でない材料から形成されることができる。この場合、紙が特に有利であることが判っている。
【0018】
材料ウェブが分離面の分離領域上で空気流の流動方向又は空気流の流動方向とは反対方向に間欠的又は連続的に動かされるならば、オーバースプレーを多く含む材料ウェブの除去及び空荷の材料ウェブの前進が、連続したプロセスにおいて実施されることができる。
【0019】
材料ウェブがロールから間欠的又は連続的に繰り出されることがここでは好ましい。このことは、与えられた期間にわたって材料の容易な前進を保証する。
【0020】
少なくとも1つの分離面は、水平線に対して平行に延びることができ、又は代替的に水平線に対して傾斜してもよい。
【0021】
少なくとも1つの分離面が連続循環ベルトの空気流に面するストランドによって提供される場合、材料ウェブの前進が効果的に促進されうる。その後、このストランドは材料ウェブと一緒に回転方向に動かされることができる。
【0022】
或いは、少なくとも1つの分離面は分離板によって提供されてもよい。
【0023】
オーバースプレーを多く含む材料ウェブ部分が捕集タンクに供給されることが好ましい。その後、オーバースプレーを多く含む材料を容易に除去して処理のために供給することができる。
【0024】
冒頭で述べたタイプの装置において、上記の目的は、
c)粘着性の材料ウェブが、分離剤として少なくとも1つの分離面の分離領域に少なくとも部分的に沿って配置され、且つ、分離装置の作業の間、少なくとも1つの分離面の少なくとも分離領域において導電性に保たれる
ことによって達成されることができる。
【0025】
上記方法に関して述べたことは分離剤及び材料ウェブに当てはまる。
【0026】
接着剤に関して、材料ウェブが少なくとも1つの分離面に付着するように、材料ウェブに接着剤を提供することができる被覆装置が設けられていることが好ましい。他の点において、上記方法に関して述べたことは接着剤にも当てはまる。
【0027】
材料ウェブの上述の移動に関して、供給装置が設けられていて、供給装置によって、分離面の分離領域上で空気流の流動方向又は空気流の流動方向とは反対方向に間欠的又は連続的に材料ウェブを動かすことができると有利である。
【0028】
上記方法に関して述べたことは少なくとも1つの分離面にも当てはまる。
【0029】
冒頭で述べたシステムにおいて、上記目的は、
c) 静電作業式分離装置が、請求項15から27までのいずれか1項に記載のように構成される
ことによって達成される。
【0030】
従って、本発明によるシステムは、装置に関して述べた特徴のうちの1つ以上を有する分離装置を含む。これにより達成することができる利点は、方法及び装置に関して上述した利点に相当する。
【0031】
図面を参照しながら、本発明の模範実施態様をより詳細に以下に説明する。
【図面の簡単な説明】
【0032】
【図1】図1は、オーバースプレー分離装置の第1模範実施態様を有する表面処理システムの塗装ブースを示す正面図である。
【図2】図2は、図1の分離装置の個別の電極装置を備えた個別の分離ユニットを示す斜視図である。
【図3】図3は、分離装置の変更形を有する塗装ブースの、図1に対応する図である。
【図4】図4は、分離装置の更なる変更形を有する塗装ブースの、図1に対応する図である。
【図5】図5は、分離装置の第2の模範実施態様を有する塗装ブースの、図1に対応する図である。
【図6】図6は、図5の分離装置の4つの分離ユニット及び4つの電極装置を示す斜視図である。
【図7】図7は、図5の断面線VII−VIIに沿った断面図である。
【発明を実施するための形態】
【0033】
最初に図1及び2を参照する。これらの図面では、符号2は表面処理システムの塗装ブースを全体的に示している。この塗装ブース内では車体4が、これらが例えば、塗装ブース2内の上流側に配置された前処理ステーション(具体的には示さない)内で清浄化されて脱脂された後で、塗装される。塗装ブース2は、それ自体は周知の鋼構造6に設けられている。
【0034】
塗装ブース2は塗装トンネル8を含んでいる。塗装トンネル8は頂部に配置されており、鉛直方向の側壁10と、水平方向のブース天井12とによって仕切られているが、しかし端面で底部に向かって開いているので。オーバースプレーを多く含むブース排気は下方に向かって流れることができる。ブース天井12は、フィルタ・カバーを有する空気供給チャンバ(図示せず)の下側の仕切りとして、従来の態様において構成されている。
【0035】
側壁10の下縁部を側方に有する、塗装トンネル8の下側開口14の高さには、鋼構造16が配置されている。鋼構造16はコンベア・システム18を支持しており、コンベア・システムはそれ自体周知であり、ここでさらに詳しく説明することはしない。コンベア・システムを使用して、塗装されるべき車体4を塗装トンネル8の入口側から出口側へ搬送することができる。それ自体周知の形式で塗料によって車体4に作用することができる付与装置(具体的には図示しない)が、塗装トンネル8内部に位置している。塗装トンネル8の下側開口14は、アクセス可能な格子(具体的には図示しない)によって覆われている。
【0036】
ブース空気によって同伴されたオーバースプレー粒子がブース空気から分離されるシステム領域20が、塗装ブース2の下方に位置している。システム領域20はハウジングによって仕切られている。ハウジングは具体的な符号が付けられておらず、図1において破線として示されているにすぎない。
【0037】
システム領域20は流動領域22を含んでいる。流動領域22は、頂部で塗装ブース2に向かって開いており、2つの空気偏向板24及び26によって形成されている。図1の左側の空気偏向板は、外方から内方へ向かって見て、先ず下方に向かって軽く傾斜した区分24aを有している。この区分24aは、下方に向いた急勾配を有する部分24bに移行する。図1の右側の空気偏向板26はこれに対応して、比較的僅かな下方勾配を有する部分26aと、急勾配の部分26bとを有している。
【0038】
空気偏向板24及び26は下方に向かって偏向領域28内に延びている。偏向領域28内では、下側偏向板30と、空気偏向板24から続く湾曲部分32とが、図1において頂部から底部に向かって流れるブース空気が、流動領域22に隣接して配置されたシステム領域34内に向かって左側に流れることを保証する。
【0039】
分離流体は、空気偏向板24及び26に側方に隣接して設けられた分配通路36a,36bから、空気偏向板24及び26上に流れ、そして下方に向かって、塗装ブース2に向いた外面に沿って、実質的に凝集した層を成して流れる。分離流体は、ブース空気によって同伴されたオーバースプレーのいくらかを取り込み、一方、ブース空気は塗装ブース2から偏向領域28へ下方に向かって流れる。
【0040】
オーバースプレーを多く含む分離流体は、下側偏向板30を介して捕集タンク38内に流入する。捕集タンク38は、空気偏向板26の、システム領域34から遠い側に配置されている。そこから分離流体を清浄化・処理プロセスに供給することができる。この清浄化・処理プロセスにおいて、それ自体周知の形式で、分離流体から塗料オーバースプレーが取り除かれる。その後、分離流体を循環して分配通路36に戻すことができる。
【0041】
システム領域34は分配チャンバ40を含んでいる。この分配チャンバは、偏向領域28から来たブース空気を3つの分離チャンバ42a,42b,42c内に導く。これらの分離チャンバは互いの上に配置され且つそれぞれが空気偏向板44によって頂部で仕切られている。空気偏向板44は絶縁材料から形成されている。
【0042】
それぞれの分離チャンバ42a,42b,42cは、静電作業式分離装置48の複数の分離ユニット46によって底部で仕切られている。分離ユニット46は、塗装ブース2の長手方向において連続して配置されている。分離装置48の作業温度は通常28℃未満である。1つの分離ユニット46が再び図2に詳細に示されている。
【0043】
ブース空気は、分離ユニット48及び分離チャンバ42a,42b,42cを実質的に水平方向に図1において右側から左側へ通流した後、空気コンディショニング装置(図示せず)に搬送される。空気コンディショニング装置によって、清浄化済空気は正確な温度及び湿度に戻されるので、清浄化済空気を塗装ブース2の上方の空気供給チャンバに再び導くことができ、ここで清浄化済空気は必要な場合には未使用の新鮮な空気と混合される。
【0044】
各分離ユニット46は分離ベルト52を含む。分離ベルト52は、2つのローラ50a,50b上で循環し、そして関連する分離チャンバ42に面する分離側ストランド54と、関連する分離チャンバ42から遠い戻り側ストランド56とを有している。分離ベルト52はモータ58によって駆動され、モータ58はローラ50aと協働する。このモータ58は図2にのみ示されている。
【0045】
分離ユニット46は、それぞれの分離ベルト52の分離側ストランド54が互いに整合するように、それぞれの分離チャンバ42a,42b,42c内に配置されている。
【0046】
各分離ユニット46は電極装置60を含んでいる。電極装置60は、分離ベルト52の分離側ストランド54に対して平行に、所定の間隔を保ちながら配置されている。
【0047】
各電極装置60が、これと関連する高電圧源62の一方の端子に接続されている。これらの高電圧源のうちの1つだけが図1に概略的に示されている。分離ベルト52はスライド・ブラシ接点64を介して、高電圧源62の端子に接続されている。この端子は、接地電位にあり、分離ベルト52の戻り側ストランド56と接触接続している。加えて、分離ベルト52は電気絶縁材料、例えば電気絶縁プラスチックから形成されることができる。
【0048】
変更形において、全ての電極装置60は、ただ1つの共通の高電圧源によって給電されることもできる。
【0049】
各電極装置60は、線状に互いに平行に延びる2つの電極ストリップ66a,66bを有している(図2参照)。これらの電極ストリップは、電極装置60の電界部分68内にグリッド電極70を保持する。グリッド電極70の、電極ストリップ66a,66b間に延びる縁部は電極ストリップ66a,66bに対して垂直である。電極装置60のコロナ部分72内で、電極ストリップ66a,66bは、放電電極として作用する複数のコロナ・ワイヤ74を保持している。コロナ・ワイヤ74は、電極ストリップによって規定された平面内に電極ストリップ66a,66bに対して垂直に延びており、互いに同一の間隔を置いて配置されている。
【0050】
電極装置60のコロナ・ワイヤ74の数及び相互の間隔は、オーバースプレー粒子の分離挙動に応じて変化することができる。この模範実施態様では、1つの電極装置56当たり、4つのコロナ・ワイヤ74が設けられている。
【0051】
分離ベルト52の分離側ストランド54の、オーバースプレーが分離し得る領域は、分離ベルト52の分離側ストランド54の分離領域54aを画定する。
【0052】
分離ベルト52の第1の端部76では、その分離側ストランド54には、材料ウェブ78の形態を成す分離剤が供給される。分離剤として材料ウェブ78を使用することによって、分離ベルト52の分離側ストランド54上に分離されたオーバースプレーが堆積することが防止される。材料ウェブ78はこの目的で、巻きロール80から繰り出されることができる。これを目的として、巻きロール80をその長手方向軸線を中心としてモータ82によって回転させることができる。モータ82は図2にのみ示されている。巻きロール80は、これが完全に繰り出されたときに新しい巻きロール80との交換を可能とすべく外方からアクセスできるように回転可能に設けられている。
【0053】
この模範実施態様の場合、紙ロール80から繰り出される紙ウェブ78が使用される。セルロース材料が本質的に好適ではあるが、その代わりにプラスチック材料も可能である。
【0054】
紙ウェブ78が分離ベルト52の分離側ストランド54に付着することを保証するために、紙ウェブ78に接着剤86の作用を及ぼす被覆装置84が、巻きロール80と電極装置60との間に配置されている。このことは、紙以外の材料にも必要である。これを目的として、被覆装置84は送達スロット88を有している。この送達スロット88は、送達される接着剤の量を調節できるように制御して開閉することができる。或いは、被覆装置84は、例えばそれ自体周知のように、糊付け機械の形式で構成されることもできる。
【0055】
スライド・ブラシ接点64はいずれの場合にも、材料ウェブ78、及び適用される場合には、接着剤86が接地電位にあるように配置されている。
【0056】
被覆装置82は接地されており、図2にのみ示された接着剤リザーバ90によって接着剤を供給される。実際には、水/メチルセルロース混合物が、特に紙ウェブ78と相俟って接着剤86として効果的であることが判っている。必要な場合には、水が単独で十分な接着剤86であり得る。水以外の溶剤も代替的な選択肢である。
【0057】
紙ウェブ78は接着剤86によって含浸されるので、接着剤86は紙ウェブ78と分離ベルト52の上側ストランド54との間に達する。
【0058】
紙ウェブ78は、オーバースプレーが分離される必要のある領域内では導電性でなければならない。プラスチック材料から形成された材料ウェブが使用される場合、導電性プラスチック材料を使用することが任意に可能である。紙ウェブ78又は他の材料ウェブ78が、固有に導電性である材料から形成されていない場合、導電性は接着剤86によって生成される。この接着剤86はこのために導電性でなければならない。分離剤の導電率は本質的に、電荷が流れることができるようになっており、好ましくは50〜5000μS/cm、特に1000〜3000μS/cmである。必要な場合には、分離剤の導電率は接着剤86に物質、例えば塩を添加することによって調節されることができる。
【0059】
紙ロール80の反対側にある、分離ベルト52の第2の端部92には、捕集タンク94が設けられている。分離されたオーバースプレーを多く含む紙ウェブ78の紙が、分離ベルト52の分離領域54a上で移動せしめられた後に補修タンク94内に到達する。
【0060】
必要な場合には、捕集タンク94の領域内には切断装置(ここでは具体的に示すことはしない)を配置することができるので、分離されたオーバースプレーを多く含む紙部分を一定の時間間隔で紙ウェブ78から切断し、次いでこの紙部分は捕集タンク94内に落下することができる。
【0061】
上記塗装ブース2は以下のように機能する:
塗装トンネル8内で車体4を塗装すると、そこに位置するブース空気には、塗料オーバースプレー粒子が多く含まれる。これらの粒子はまだ液状且つ/又は粘着性であり、又は、これらは多かれ少なかれ固形であることもある。塗料オーバースプレーを多く含むブース排気は、塗装トンネル8の下側開口14を通って、下側システム領域20の第1の流動領域22内に流入する。この空気は、空気偏向板24,26によって偏向領域28に導かれる。オーバースプレーのいくらかは、空気偏向板24,26上に流れ落ちた分離流体によって既に取り込まれている。
【0062】
ブース空気は、偏向領域28を通って分配チャンバ40の方向に、そしてその場所から分離ユニット46を有する分離チャンバ42a,42b,42c内に偏向され、その場所で、ブース空気は、それぞれの分離ベルト52の分離ストランド54又は分離ストランド上に配置された紙ウェブ78と、それぞれの上側空気偏向板44との間を通流する。
【0063】
電極装置60のコロナ・ワイヤ74で、それ自体周知の形式でコロナ放電が行われる。その結果、流過するブース排気中のオーバースプレー粒子が効果的にイオン化される。
【0064】
イオン化されたオーバースプレー粒子は、接地電位にある分離ベルト52と、電極装置60の電界区分68内のグリッド電極70とを通過する。コロナ・ワイヤ74とグリッド電極70との間に電界が形成される結果として、イオン化されたオーバースプレー粒子は、分離ベルト52の分離側ストランド54の分離領域54a内で紙ウェブ78上に分離し、そして大部分が紙ウェブ78に付着したままとなる。
【0065】
イオン化されたオーバースプレー粒子のほとんどは、電極装置60のコロナ部分72内で、分離ベルト52又は紙ウェブ78上に既に分離されている。しかしながら、コロナ・ワイヤ74と、それぞれの分離ユニット46のそれぞれの分離ベルト52との間に存在する電界は、それぞれのグリッド電極70の領域内の電界よりも不均質である。それゆえ、イオン化されたオーバースプレー粒子の指向性のより高い分離が、対応する分離ベルト52上で行われる。結果として、コロナ部分72を通過したオーバースプレー粒子も電界部分68内で効果的に分離される。
【0066】
上述のように、分離ユニット46を通流するにつれて清浄化される空気は、所定のコンディショニング後、塗料トンネル8に戻される。
【0067】
分離装置48の作業中、巻きロール80は連続的に繰り出され、そして繰り出された紙ウェブ78は、被覆装置84によって導電性接着剤86で連続的に含浸される。分離ベルト52はモータ58によって、紙ウェブ78の前進速度に対応する回転速度で操作されるので、紙ウェブ78と分離ベルト52の上側の分離側ストランド54とが同じ速度で捕集タンク94の方向に動く。巻きロール80及び分離ベルト52の回転方向は、相応の湾曲矢印によって図1に示されている。紙ウェブ78はこのように、分離ベルト52によって捕集タンク94の方向に搬送され、そして図1において波形矢印によって示されたブース空気の流動方向とは反対方向に運動する。
【0068】
実際に、0.01m/分からの紙ウェブ78及び分離ベルト52の速度で、良好な結果を達成することが既に可能である。オーバースプレー量が増大するのに伴って、速度は最大5m/分の値まで増大することができる。
【0069】
分離ベルト52の分離側ストランド54の分離領域54a内で、オーバースプレーは、紙ウェブ78上に分離し、そして紙ウェブ78の前進運動によって分離領域54aの外側へ連続的に移動せしめられる。
【0070】
或いは、紙ウェブ78を間欠的に紙ロール80から繰り出すこともできる。この場合、紙ウェブ78は先ず、分離ベルト52の分離側ストランド54上で前進することなしに留まり、分離ベルト52の分離側ストランド54も同様に静止している。
【0071】
分離ユニット46の正確な作業のために、分離ベルト52と電極装置60との間に十分に強力な電界を形成し得ることを保証することが必要である。このことは、紙ウェブ78上の分離された塗料オーバースプレーのある程度の層厚までしか可能ではない。なぜならば、このような層は絶縁効果を有するからである。
【0072】
さらに、分離されたオーバースプレーに由来する固形粒子が、分離剤層70の表面から紙ウェブ78の内部に移動する。所定の作業時間後、固形粒子、及び特に接着剤成分が分離ベルト52の分離側ストランド54まで移動してそこに堆積するおそれがある。このことは分離ユニット46の機能能力に実質的な悪影響を及ぼし、高いコストのかかる清浄化及びメンテナンスを必要とすることになる。
【0073】
この問題は、紙ウェブ78が分離側ストランド54の分離領域54a上で連続的に動かされる場合には生じない。
【0074】
一時的に静止している紙ウェブ78を用いる場合、コロナ電流はここでは、分離側ストランド54又は紙ウェブ78に対するオーバースプレーの負荷の指標として用いることができる。紙ウェブ78に付着するオーバースプレーの絶縁効果は、オーバースプレー層の厚さが増大するにつれて、コロナ電流を減少させる。コロナ電流の限界値は、一般に実験的に定められ、通常、電極装置60当たり数ミリアンペアである。
【0075】
従って、オーバースプレーを多く含む紙ウェブ78の交換が指示された場合、紙ウェブ78のオーバースプレーを多く含む部分が捕集タンク94内に搬送されるまで、巻きロール80及び分離ベルト52が同期的に駆動される。分離側ストランド54の分離領域54aは次いで、空荷の紙ウェブ78で再び覆われる。
【0076】
図3に示された塗装ブース2の場合、分離装置48の変更形において、分離ユニット46のそれぞれの分離ベルト52は、それぞれの分離側ストランド54が水平線に対して傾斜させられるように配置されている。
【0077】
分離ベルト52の分離側ストランド54は本質的に、水平線に対して任意の角度を成すことができ、場合によっては90°の角度を成すことさえできるので、ブース空気は分離ユニット46に沿って鉛直方向に、底部から頂部へ、又は頂部から底部へ流れる。水平線に対して0°〜90°の角度によって、分離ユニット46は、ブース空気が所定の角度を成して上方に向かって又は所定の角度を成して下方に向かって流れなければならないように、任意に配置されることもできる。
【0078】
分離装置48の他の構成部分は、必要の場合には分離ベルト52の位置に適合されて配置される。
【0079】
図4に示された塗装ブース2の場合、分離装置48の変更形において、紙ウェブ78は、ブース空気の流動方向とは反対方向ではなく、この流動方向に繰り出されて捕集タンク94に搬送される。更なる配置関係(ここでは具体的に示さない)では、この場合、分離ベルトを水平線に対して傾斜させることもできる。
【0080】
図5は、塗装ブース1002を更なる模範実施態様として示している。図1〜4に対応する塗装ブース2の構成部分に対応する構成部分は、同じ符号の数字に1000を足したものを有している。
【0081】
塗装ブース1002の場合、分離装置1048は、システム領域1034内に配置された分離ユニット1046を含んでおり、そしてさらに、分離剤再生領域1098内に配置された分離剤再生装置1096を含んでいる。
【0082】
分離ユニット1046は、互いに平行に連続して配置された複数の方形の分離板1100(これらのうち4つが図6に示されている)を含む。分離板1100のそれぞれの対向する外面は分離面1102及び1104を形成する。これらの分離面はそれぞれの分離領域を画定しており、これらの分離面のうち、図6の最も左側に示された分離板1100の分離領域だけが符号を備えている。
【0083】
上側の角隅領域で、分離板1100は、各側にそれぞれ1つのローラ1106を支持している。これらのローラのうち、図6で角隅のうちの一方のそれぞれ2つだけを見ることができ、またこの場合も、図6において、最も左側に示された分離板1100のローラ1106だけが符号を有している。
【0084】
それぞれの分離板1100に対して、分離ユニット1046は、C字形断面を有する輪郭として形成されたそれぞれのガイドレール1108を含んでいる。ガイドレール1108は水平方向に、そして「C」の先端の開口が下方に向くように配置されている。分離板1100は、これらのローラ1106と一緒にガイドレール1108のそれぞれ1つのレール内を走行し、図5の右側に向かってシステム領域1034から分離剤再生領域1098内に移動せしめられることができる。分離板1100は作業位置では、関連するガイドレール1108内でシステム領域1034内に配置され、このシステム領域1034内でロックされる。
【0085】
両分離面1102及び1104上で、それぞれの分離板1100がそれぞれの紙ウェブ1078で覆われている。紙ウェブは接着剤1086で含浸されている。
【0086】
分離剤再生装置1096はキャリッジ1110を含んでいる。キャリッジ1110はレール対1112上を動くことができる。レール対1112は塗装ブース1002の長手方向に延びているので、キャリッジ1100は分離ユニット1046全体に沿って移動することができる。キャリッジ1110はモータ/制御ユニット1114によって駆動される。キャリッジ1110によって一緒に運ばれる支柱1116がガイドレール1118を保持している。ガイドレール1118は分離ユニット1046のガイドレール1108の上方に位置する高さに配置されている。
【0087】
ガイドレール1118は側方ガイド1118aを有している。図5の複矢印によって示されているように、この側方ガイド1118a内で、締め付けシュー1120が移動可能に案内されている。締め付けシュー1120もモータ/制御ユニット1114によって制御される。
【0088】
ガイドレール1118はさらに、2つの短いレールプロファイル(rail profile)1122a,1122bを支持している。これらのレールプロファイルは、所定の相互間隔を置いて配置されている。この間隔は、分離板1100の角隅におけるローラ1106の間隔に適合されている。第1のレールプロファイル1122aと、分離ユニット1046の対応するガイドレール1108との間の間隔はここでは、分離板1100がそのローラ1106上で、容易にガイドレール1108から出て第1のレールプロファイル1122a内に移動すべく十分小さい。
【0089】
締め付けシュー1120は、レールプロファイル1122a,1122bの下方に配置されていて、その移動中にレールプロファイル1122a,1122b又はこれらの固定用構成部分と衝突しないように移動可能に設けられている。
【0090】
分離剤再生領域1098の天井(破線によって示されているにすぎない)に沿って、レール対1124が延びている。このレール対1124内で、懸吊されたキャリッジ1126を動かすことができる。この懸吊されたキャリッジはその下側に、2つの水平方向の走行レール1128を支持している。これらの走行レール間で、材料ロール1080を、図7に示された2つの終端位置の間で塗装ブース1002の長手方向に動かすことができる。これらの終端位置の間隔は、分離板1100の鉛直方向延在長さの2倍にほぼ相当する。
【0091】
巻きロール1080は、走行レール1128における第1終端位置から第2終端位置への移動中に繰り出されることができ、そして同時に例えば走行レール1128によって支持された被覆装置1084(具体的には示していない)によって接着剤1086で含浸されることができるので、対応する材料ウェブ1078が走行レール1128間で水平方向平面内において伸張させられる。この材料ウェブ1078を一時的に保持するために、走行レール1128間の空間内に保持ピン1130を水平方向に進入させ、そして再びこの空間から進出させて元に戻すことができる。このことは、符号を付けたただ1つの保持ピンに関連する複矢印によって示されている。さらに、切断装置1132が設けられていて、この切断装置によって、巻きロール1080から材料ウェブ1078を切断することができる。
【0092】
キャリッジ1110はさらに伸縮装置1134を一緒に運ぶ。伸縮装置1134によって、剥離装置1136を鉛直方向に昇降させることができる。伸縮装置1134もモータ/制御ユニット1114によって駆動される。
【0093】
剥離装置1136は2つの剥離エレメント1138を含んでいる。これらの剥離エレメントは、短いレールプロファイル1122a,1122b内に移動せしめられた分離板1100の両側に配置することができる。
【0094】
剥離エレメント1138は旋回軸線(図5の一点鎖線によって示される)を中心として、分離板1100に向かって剥離位置へ折り畳まれることができ、又は分離板から離れる方向に解放位置へ折り畳まれることもできる。
【0095】
レール対1112の下方には、循環式連続コンベア・ベルト1140が設けられている。この循環式連続コンベア・ベルト1140も、塗装ブース1002の長手方向に延びており、そして捕集領域(詳細には図示されていない)に至っている。
【0096】
上記塗装ブース1002の分離装置1048は下記のように機能する:
オーバースプレーを多く含むブース空気はここでは偏向領域1028を通って、分離装置1048の分離ユニット1046の方向に、すなわち図5の右側に向かって偏向され、そしてそこで、隣接する分離板1100の間を通流する。オーバースプレーはイオン化され、そして分離板1100上の紙ウェブ1078において分離される。
【0097】
必要な場合、分離板1100から滴下するオーバースプレーは、下側偏向板1030上を流れる分離流体によって取り込まれ、そして捕集タンク38に案内される。これを目的として、下側偏向板1030は、分離流体を送達するための分配通路1036cを有している。
【0098】
コロナ電流はここでも、分離面1046,1048又は紙ウェブ1078に対するオーバースプレーの負荷の指標である。
【0099】
従って、分離されたオーバースプレーの絶縁効果があまりにも大きく、且つ/又は、分離ユニットの完全な作業を保証することがもやはできない場合、その時点でオーバースプレーが付着している紙ウェブ1078を分離板110から除去し、そして分離板1100の分離面1102,1104に新しい未使用の紙ウェブ1078を提供する。
【0100】
これを目的として、短いレールプロファイル1122a,1122bが、清浄化されるべき分離板1100のガイドレール1108と整合させられる位置にもたらされる。この目的のために、キャリッジ1110がレール対1112上の対応する位置に移動せしめられる。
【0101】
締め付けシュー1120が、ガイドレール1118内で、前方に向かって分離板1100の方向に動かされ、その場所で分離板を把持する。ガイドレール1108内の分離板1100の上述のロック状態は解放される。締め付けシュー1120は、そのとき再び元に戻され、分離板1100を引っ張って進む。
【0102】
分離板1100は、そのそれぞれ2つの走行ローラ1106がそれぞれ1つの短いレールプロファイル1122a及び1122b内に位置するような位置に動かされる。分離板1100のこのような位置は図5において点線によって示されている。
【0103】
剥離装置1136の剥離エレメント1138は、伸縮装置1134によって上方に向かって動かされ、そして剥離位置にもたらされる。次いで剥離エレメント1138は下方に向かって動かされる。こうして分離板1100に付着している紙ウェブ1078は、紙ウェブ上に分離されたオーバースプレーとともに、分離板1100から剥離され、そしてコンベア・ベルト1140上に落下する。
【0104】
上述のように、オーバースプレーとともに分離板1100から落下した分離剤は、コンベア・ベルト1140によって捕集領域に搬送される。その場所から、分離剤は処理のために供給される。オーバースプレーを多く含む材料ウェブは、それ自体周知のように、必要な場合には更なる処理のために、又は廃棄のために供給される。
【0105】
剥離エレメント1138が図5において破線によって示された最も下側の位置を成すと、そのとき、使用された紙ウェブ1078及びこれに付着したオーバースプレーが分離板1100から解放される。
【0106】
このとき、剥離エレメント1138は解放位置にもたらされる。懸架されたキャリッジ1126はガイドレール1118の方向に動かされる。走行レール1128は、分離板1100が巻きロール1080の2つの終端位置間の中央に位置するまで、フォークリフトのフォークのように、このガイドレール1118と分離板1100との間を動く。
【0107】
上述のように今や、走行レール1128の間に、接着剤1086が含浸された紙ウェブ1078が伸張させられている。この紙ウェブは切断装置1132によって巻きロール1080から切断され、次いで先ず保持ピン1130上にのみ載置される。保持ピンがここで引っ込められるので、紙ウェブ1078は下方に向かって分離板1100上に落下し、これにより、次いで分離板の両分離面1102,1104上にゆるく接触する。
【0108】
紙ウェブ1078は今や、剥離エレメント1138が再び頂部から底部へ分離面1102,1104に沿って案内されることによって、分離面1102,1104に押し付けられる。この場合、押し付け圧力は剥離動作の圧力よりも小さい。
【0109】
次いで、新しい空荷の紙ウェブ1078を提供された分離板1100は、締め付けシュー1120を分離ユニット1046の方向に動かすことによって、分離板と関連する、分離ユニット1046のガイドレール1108内に戻される。分離板1100はそのガイドレール1108の作業位置を占めると、そこでロックされ、締め付けシュー1120が分離板1100を解放する。
【0110】
次いで、この動作全体を、オーバースプレーが付着した紙ウェブ1078を取り除かなければならない別の分離板1100で繰り返すことができる。
【特許請求の範囲】
【請求項1】
被覆システム、特に塗装システムの、オーバースプレーを多く含むブース排気から該オーバースプレーを分離する方法であって、
該オーバースプレーが空気流によって取り込まれて静電作業式分離装置(48;1048)に搬送され、ここで、少なくとも固形物の大部分が少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)において前記オーバースプレーから分離される、方法において、
粘着性の材料ウェブ(78;1078)が分離剤として使用され、該分離剤が前記少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)に少なくとも部分的に沿って配置され、前記分離装置(48;1048)の作業の間、前記材料ウェブが前記少なくとも1つの分離面(54;1102,1104)の少なくとも前記分離領域(54a;1102,1104)において導電性であることが確実なものとされることを特徴とする、方法。
【請求項2】
可撓性を有する材料ウェブ(78;1078)が使用されることを特徴とする、請求項1に記載の方法。
【請求項3】
セルロース材料又はプラスチック材料を含む材料ウェブ(78;1078)が使用されることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記材料ウェブ(78;1078)が少なくとも前記分離領域(54a;1102,1104)内の前記少なくとも1つの分離面(54;1102,1104)に付着するように、前記材料ウェブ(78;1078)に接着剤(86;1086)が提供されることを特徴とする、請求項1から3のいずれか1項に記載の方法。
【請求項5】
前記接着剤(86;1086)が、溶剤、特に水を含むことを特徴とする、請求項4に記載の方法。
【請求項6】
前記接着剤(86;1086)がメチルセルロースを含むことを特徴とする、請求項5に記載の方法。
【請求項7】
導電性接着剤(86;1086)が使用されることを特徴とする、請求項4から6のいずれか1項に記載の方法。
【請求項8】
前記材料ウェブ(78;1078)が前記分離面(54a;1102,1104)の分離領域(54a;1102,1104)上で前記空気流の流動方向又は該空気流の流動方向とは反対方向に間欠的又は連続的に動かされることを特徴とする、請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記材料ウェブ(78;1078)がロール(80;1080)から間欠的又は連続的に繰り出されることを特徴とする、請求項8に記載の方法。
【請求項10】
前記少なくとも1つの分離面(54)が水平線に対して平行に延びていることを特徴とする、請求項1から9のいずれか1項に記載の方法。
【請求項11】
前記少なくとも1つの分離面(54;1102,1104)が水平線に対して傾斜していることを特徴とする、請求項1から9のいずれか1項に記載の方法。
【請求項12】
前記少なくとも1つの分離面(54)が連続循環ベルト(52)のストランド(54)によって供給され、該ストライドが前記空気流に面することを特徴とする、請求項1から11のいずれか1項に記載の方法。
【請求項13】
前記少なくとも1つの分離面(1102;1104)が分離板(1100)によって提供されることを特徴とする、請求項1から11のいずれか1項に記載の方法。
【請求項14】
オーバースプレーを多く含む材料ウェブ部分が捕集タンク(94)に供給されることを特徴とする、請求項1から13のいずれか1項に記載の方法。
【請求項15】
塗装システムの、オーバースプレーを多く含むブース排気から該オーバースプレーを分離するための分離装置であって、
a) 少なくとも1つの分離面(54;1102,1104)であって、該少なくとも1つの分離面(54;1102,1104)に沿って前記ブース排気が搬送されることができ、分離領域(54a;1102,1104)を提供し且つ高電圧源(62;1062)の一方の端子に接続される少なくとも1つの分離面(54;1102,1104)と、;
b) 電極装置(60;1062)であって、空気流中に配置され、前記分離面(54;1102,1104)と関連付けられ、且つ前記高電圧源(60;1060)の他方の端子に接続される電極装置と
を有する分離装置において、
c)粘着性の材料ウェブ(78;1078)が、分離剤として前記少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)に少なくとも部分的に沿って配置され、且つ、当該分離装置(48;1048)の作業の間、前記少なくとも1つの分離面(54;1102,1104)の少なくとも前記分離領域(54a;1102,1104)において導電性に保たれることを特徴とする、分離装置。
【請求項16】
前記材料ウェブ(78;1078)が可撓性を有することを特徴とする、請求項15に記載の装置。
【請求項17】
前記材料ウェブ(78;1078)がセルロース材料又はプラスチック材料から形成されていることを特徴とする、請求項15又は16に記載の装置。
【請求項18】
前記材料ウェブ(78;1078)が前記少なくとも1つの分離面(54;1102,1104)に付着するように、被覆装置(84;1084)によって前記材料ウェブ(78;1078)に接着剤(86;1086)が提供されることができることを特徴とする、請求項15から17のいずれか1項に記載の装置。
【請求項19】
前記接着剤(86;1086)が、溶剤、特に水を含むことを特徴とする、請求項18に記載の装置。
【請求項20】
前記接着剤(86;1086)がメチルセルロースを含むことを特徴とする、請求項19に記載の装置。
【請求項21】
前記接着剤(86;1086)が導電性であることを特徴とする、請求項18から20のいずれか1項に記載の装置。
【請求項22】
前記材料ウェブ(78;1078)が前記分離面(54a;1102,1104)の分離領域(54a;1102,1104)上で前記空気流の流動方向又は該空気流の流動方向とは反対方向に供給装置によって間欠的又は連続的に動かされることができることを特徴とする、請求項15から21のいずれか1項に記載の装置。
【請求項23】
前記材料ウェブ(78;1078)が前記供給装置(82;52;1126)によってロール(80;1080)から間欠的又は連続的に繰り出されることができることを特徴とする、請求項21に記載の装置。
【請求項24】
前記少なくとも1つの分離面(54)が水平線に対して平行に延びていることを特徴とする、請求項15から23のいずれか1項に記載の装置。
【請求項25】
前記少なくとも1つの分離面(54;1102,1104)が水平線に対して傾斜していることを特徴とする、請求項15から23のいずれか1項に記載の装置。
【請求項26】
前記少なくとも1つの分離面(54)が連続循環ベルト(52)のストランド(54)によって提供され、該ストランド(54)が前記空気流に面することを特徴とする、請求項15から25のいずれか1項に記載の装置。
【請求項27】
前記少なくとも1つの分離面(1102;1104)が分離板(1100)の外面であることを特徴とする、請求項15から26のいずれか1項に記載の装置。
【請求項28】
物体、特に車体を被覆、特に塗装するためのシステムであって、
a) 被覆ブース(2;1002)であって、該被覆ブース(2;1002)内では物体(4;1004)が被覆材料によって作用されることができ、空気流が、該被覆ブース(2;1002)を通って導かれることができ、結果として生じる前記被覆材料のオーバースプレー粒子を取り込み且つ除去する、被覆ブース(2;1002)と;
b) 静電作業式分離装置(48;1048)と
を有するシステムにおいて、
c)前記静電作業式分離装置(48;1048)が、請求項15から27のいずれか1項に記載のように構成されていることを特徴とする、システム。
【請求項1】
被覆システム、特に塗装システムの、オーバースプレーを多く含むブース排気から該オーバースプレーを分離する方法であって、
該オーバースプレーが空気流によって取り込まれて静電作業式分離装置(48;1048)に搬送され、ここで、少なくとも固形物の大部分が少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)において前記オーバースプレーから分離される、方法において、
粘着性の材料ウェブ(78;1078)が分離剤として使用され、該分離剤が前記少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)に少なくとも部分的に沿って配置され、前記分離装置(48;1048)の作業の間、前記材料ウェブが前記少なくとも1つの分離面(54;1102,1104)の少なくとも前記分離領域(54a;1102,1104)において導電性であることが確実なものとされることを特徴とする、方法。
【請求項2】
可撓性を有する材料ウェブ(78;1078)が使用されることを特徴とする、請求項1に記載の方法。
【請求項3】
セルロース材料又はプラスチック材料を含む材料ウェブ(78;1078)が使用されることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記材料ウェブ(78;1078)が少なくとも前記分離領域(54a;1102,1104)内の前記少なくとも1つの分離面(54;1102,1104)に付着するように、前記材料ウェブ(78;1078)に接着剤(86;1086)が提供されることを特徴とする、請求項1から3のいずれか1項に記載の方法。
【請求項5】
前記接着剤(86;1086)が、溶剤、特に水を含むことを特徴とする、請求項4に記載の方法。
【請求項6】
前記接着剤(86;1086)がメチルセルロースを含むことを特徴とする、請求項5に記載の方法。
【請求項7】
導電性接着剤(86;1086)が使用されることを特徴とする、請求項4から6のいずれか1項に記載の方法。
【請求項8】
前記材料ウェブ(78;1078)が前記分離面(54a;1102,1104)の分離領域(54a;1102,1104)上で前記空気流の流動方向又は該空気流の流動方向とは反対方向に間欠的又は連続的に動かされることを特徴とする、請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記材料ウェブ(78;1078)がロール(80;1080)から間欠的又は連続的に繰り出されることを特徴とする、請求項8に記載の方法。
【請求項10】
前記少なくとも1つの分離面(54)が水平線に対して平行に延びていることを特徴とする、請求項1から9のいずれか1項に記載の方法。
【請求項11】
前記少なくとも1つの分離面(54;1102,1104)が水平線に対して傾斜していることを特徴とする、請求項1から9のいずれか1項に記載の方法。
【請求項12】
前記少なくとも1つの分離面(54)が連続循環ベルト(52)のストランド(54)によって供給され、該ストライドが前記空気流に面することを特徴とする、請求項1から11のいずれか1項に記載の方法。
【請求項13】
前記少なくとも1つの分離面(1102;1104)が分離板(1100)によって提供されることを特徴とする、請求項1から11のいずれか1項に記載の方法。
【請求項14】
オーバースプレーを多く含む材料ウェブ部分が捕集タンク(94)に供給されることを特徴とする、請求項1から13のいずれか1項に記載の方法。
【請求項15】
塗装システムの、オーバースプレーを多く含むブース排気から該オーバースプレーを分離するための分離装置であって、
a) 少なくとも1つの分離面(54;1102,1104)であって、該少なくとも1つの分離面(54;1102,1104)に沿って前記ブース排気が搬送されることができ、分離領域(54a;1102,1104)を提供し且つ高電圧源(62;1062)の一方の端子に接続される少なくとも1つの分離面(54;1102,1104)と、;
b) 電極装置(60;1062)であって、空気流中に配置され、前記分離面(54;1102,1104)と関連付けられ、且つ前記高電圧源(60;1060)の他方の端子に接続される電極装置と
を有する分離装置において、
c)粘着性の材料ウェブ(78;1078)が、分離剤として前記少なくとも1つの分離面(54;1102,1104)の分離領域(54a;1102,1104)に少なくとも部分的に沿って配置され、且つ、当該分離装置(48;1048)の作業の間、前記少なくとも1つの分離面(54;1102,1104)の少なくとも前記分離領域(54a;1102,1104)において導電性に保たれることを特徴とする、分離装置。
【請求項16】
前記材料ウェブ(78;1078)が可撓性を有することを特徴とする、請求項15に記載の装置。
【請求項17】
前記材料ウェブ(78;1078)がセルロース材料又はプラスチック材料から形成されていることを特徴とする、請求項15又は16に記載の装置。
【請求項18】
前記材料ウェブ(78;1078)が前記少なくとも1つの分離面(54;1102,1104)に付着するように、被覆装置(84;1084)によって前記材料ウェブ(78;1078)に接着剤(86;1086)が提供されることができることを特徴とする、請求項15から17のいずれか1項に記載の装置。
【請求項19】
前記接着剤(86;1086)が、溶剤、特に水を含むことを特徴とする、請求項18に記載の装置。
【請求項20】
前記接着剤(86;1086)がメチルセルロースを含むことを特徴とする、請求項19に記載の装置。
【請求項21】
前記接着剤(86;1086)が導電性であることを特徴とする、請求項18から20のいずれか1項に記載の装置。
【請求項22】
前記材料ウェブ(78;1078)が前記分離面(54a;1102,1104)の分離領域(54a;1102,1104)上で前記空気流の流動方向又は該空気流の流動方向とは反対方向に供給装置によって間欠的又は連続的に動かされることができることを特徴とする、請求項15から21のいずれか1項に記載の装置。
【請求項23】
前記材料ウェブ(78;1078)が前記供給装置(82;52;1126)によってロール(80;1080)から間欠的又は連続的に繰り出されることができることを特徴とする、請求項21に記載の装置。
【請求項24】
前記少なくとも1つの分離面(54)が水平線に対して平行に延びていることを特徴とする、請求項15から23のいずれか1項に記載の装置。
【請求項25】
前記少なくとも1つの分離面(54;1102,1104)が水平線に対して傾斜していることを特徴とする、請求項15から23のいずれか1項に記載の装置。
【請求項26】
前記少なくとも1つの分離面(54)が連続循環ベルト(52)のストランド(54)によって提供され、該ストランド(54)が前記空気流に面することを特徴とする、請求項15から25のいずれか1項に記載の装置。
【請求項27】
前記少なくとも1つの分離面(1102;1104)が分離板(1100)の外面であることを特徴とする、請求項15から26のいずれか1項に記載の装置。
【請求項28】
物体、特に車体を被覆、特に塗装するためのシステムであって、
a) 被覆ブース(2;1002)であって、該被覆ブース(2;1002)内では物体(4;1004)が被覆材料によって作用されることができ、空気流が、該被覆ブース(2;1002)を通って導かれることができ、結果として生じる前記被覆材料のオーバースプレー粒子を取り込み且つ除去する、被覆ブース(2;1002)と;
b) 静電作業式分離装置(48;1048)と
を有するシステムにおいて、
c)前記静電作業式分離装置(48;1048)が、請求項15から27のいずれか1項に記載のように構成されていることを特徴とする、システム。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2013−513473(P2013−513473A)
【公表日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2012−543501(P2012−543501)
【出願日】平成22年11月24日(2010.11.24)
【国際出願番号】PCT/EP2010/007121
【国際公開番号】WO2011/072797
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(511056714)アイゼンマン アクチェンゲゼルシャフト (15)
【Fターム(参考)】
【公表日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成22年11月24日(2010.11.24)
【国際出願番号】PCT/EP2010/007121
【国際公開番号】WO2011/072797
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(511056714)アイゼンマン アクチェンゲゼルシャフト (15)
【Fターム(参考)】
[ Back to top ]