
カウルトップカバー及びその製造方法
【課題】第1のシール部の反力を容易に調整できるとともにリップ部でのシール性を確保できるカウルトップカバーの製造方法を提供する。
【解決手段】スライドコア63をガイド孔61dから前進させ第2の金型62に当接させることでキャビティ65の一部に本体部キャビティ65aを区画する。本体部キャビティ65aに合成樹脂を射出してカバー本体部31を成形する。リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚みよりも小さくなるようにスライドコア63をガイド孔61dへと所定距離後退させる。カバー本体部を形成する合成樹脂よりも軟質の合成樹脂をシール部キャビティ65bに射出してリップ部を成形する。
【解決手段】スライドコア63をガイド孔61dから前進させ第2の金型62に当接させることでキャビティ65の一部に本体部キャビティ65aを区画する。本体部キャビティ65aに合成樹脂を射出してカバー本体部31を成形する。リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚みよりも小さくなるようにスライドコア63をガイド孔61dへと所定距離後退させる。カバー本体部を形成する合成樹脂よりも軟質の合成樹脂をシール部キャビティ65bに射出してリップ部を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カウル部を覆うカバー本体部及びウインドシールドに圧接されるリップ部を備えた合成樹脂製のカウルトップカバー及びその製造方法に関する。
【背景技術】
【0002】
従来、自動車のウインドシールドすなわちフロントガラスの前端部とボンネットフードの後側部との間のいわゆるカウル部に配置され、このカウル部を覆って外観を向上するカウルカバーであるカウルトップカバーが用いられている。このようなカウルトップカバーは、硬質の合成樹脂などにより形成され車体パネルに固定されてカウル部を覆う板状のカバー本体部と、このカバー本体部よりも軟質の合成樹脂などにより形成されフロントガラスに圧接されて水や異物などの侵入を防止する複数、例えば第1及び第2のシール部を有するリップ部とを備えており、これらカバー本体部とリップ部とが一体に成形されている。
【0003】
このようなカウルトップカバーのリップ部にリップ状のシール部を容易に形成するために、第1及び第2の金型間のキャビティ内にスライド駒であるスライドコアを進出させてキャビティに区画したカバー本体部形成キャビティに硬質の合成樹脂を射出してカバー本体部を成形する第1の工程と、スライドコアを後退させてキャビティ内の残りのリップ部形成キャビティに軟質の合成樹脂を射出して2つのシール部を一体に備えるリップ部を形成する第2の工程を備える製造方法が知られている(例えば、特許文献1参照。)。この製造方法に用いる金型は、リップ部形成キャビティの外側端部に第1のシール部成形部を連設し、スライドコアの一側面に、その後退時に第1のシール部成形部の基端側にてリップ部形成キャビティに連続する第2のシール部成形部を第2の金型の内面との間に区画する凹部を形成して、第2工程において、軟質の合成樹脂をこれら第1及び第2のシール部成形部に充填するようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−285350号公報 (第3−4頁、図3−6)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の製造方法では、第2のシール部がスライドコアの内部に凹設された凹部により形成される。そのため、カウルトップカバーの組み付け性などを考慮して、フロントガラスに対する第1のシール部の反力を調整したい場合、スライドコアの位置によって第1のシール部の基端側の肉厚を微調整しようとすると、第2のシール部の形状もそれに追従してしまい、第2のシール部のガラス面への圧着力を確保することが容易でない。
【0006】
また、上記のカウルトップカバーを車体へと取り付ける際に、第2のシール部がフロントガラスに圧接されて潰れて変形してフロントガラスとカバー本体部との間に僅かな隙間が生じ、自動車の走行時の振動などによってカウルトップカバーがフロントガラスと接触して異音を発生しないように第2のシール部の形状を設定することが容易でない。
【0007】
本発明は、このような点に鑑みなされたもので、第1のシール部の反力を容易に調整できるとともにリップ部でのシール性を確保できるカウルトップカバーの製造方法を提供することを目的とする。また、本発明は、ウインドシールドとの接触により発生する異音を抑制できるカウルトップカバーを提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1記載のカウルトップカバーの製造方法は、ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備え、前記カバー本体部は、前記リップ部に隣接する位置にて背面側に突設されて前記ウインドシールドと対向する本体突出部を有し、前記リップ部は、前記本体突出部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部と、前記リップ本体部の前記本体突出部と隣接する部分にて背面側に突設されて前記ウインドシールドと対向するリップ突出部とを有している合成樹脂製のカウルトップカバーの製造方法であって、前記本体突出部を形成する第1の凹部、前記第2のシール部を形成する第2の凹部、及びこれら第1及び第2の凹部間に位置するガイド孔を有する第1の金型と、前記第1及び第2の凹部と前記ガイド孔とが連通するキャビティを前記第1の金型との間に区画する第2の金型と、前記リップ突出部を形成するスライド駒凹部を前記キャビティ側に有し前記第1の金型の前記ガイド孔に進退可能に配置されたスライド駒とを備えた成形型を用い、前記スライド駒を前記ガイド孔から前進させ前記第2の金型に当接させることで前記キャビティの一部に区画した本体部キャビティに合成樹脂を射出して前記カバー本体部を成形する本体部成形工程と、前記リップ突出部での前記リップ部の厚みが前記第2のシール部での前記リップ部の厚みよりも小さくなるように前記スライド駒を前記ガイド孔へと所定距離後退させ、前記合成樹脂よりも軟質の合成樹脂を前記キャビティの残りの他部に射出して前記リップ部を成形するリップ部成形工程とを具備したものである。
【0009】
請求項2記載のカウルトップカバーの製造方法は、請求項1記載のカウルトップカバーの製造方法において、リップ部形成工程では、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定するものである。
【0010】
請求項3記載のカウルトップカバーは、ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備えた合成樹脂製のカウルトップカバーであって、前記リップ部は、前記カバー本体部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部とを有し、前記カバー本体部は、前記リップ本体部に隣接する位置にて背面側に突設されて前記ウインドシールドに対向する本体突出部を有しているものである。
【0011】
請求項4記載のカウルトップカバーは、請求項3記載のカウルトップカバーにおいて、リップ部は、リップ本体部の本体突出部と隣接する部分にて背面側に突設されてウインドシールドと対向するリップ突出部を有し、前記本体突出部は、前記リップ突出部よりも背面側に延設されているものである。
【発明の効果】
【0012】
請求項1記載のカウルトップカバーの製造方法によれば、スライド駒をガイド孔から前進させ第2の金型に当接させることでキャビティの一部に区画した本体部キャビティに合成樹脂を射出してカバー本体部を成形し、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚みよりも小さくなるようにスライド駒をガイド孔へと所定距離後退させ、カバー本体部を形成する合成樹脂よりも軟質の合成樹脂をキャビティの残りの他部に射出してリップ部を成形することにより、スライド駒をガイド孔へと後退させる所定距離を調整してリップ本体部の厚みを調整するだけで第1のシール部の反力を容易に調整できるとともに、第1及び第2のシール部の形状は、スライド駒の移動量の影響を受けないので、リップ部でのシール性を確保できる。また、本体突出部によってカバー本体部とウインドシールドとの間隙を抑制できるので、カウルトップカバーに対して衝撃が加わった際などにウインドシールド側に撓む撓みストロークを抑制でき、ウインドシールドとの接触により生じる異音を抑制できる。
【0013】
請求項2記載のカウルトップカバーの製造方法によれば、請求項1記載のカウルトップカバーの製造方法の効果に加え、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定することにより、カウルトップカバーの組み付け時に本体突出部がこの本体突出部よりも軟質のリップ突出部によって保護され、本体突出部によってウインドシールドを傷付けることを防止できる。また、本体突出部をリップ突出部よりも背面側に延設できるので、衝撃が加わった際などにカウルトップカバーがウインドシールド側に撓んでも、本体突出部がウインドシールドの表面に対して勢いよく当接することを防止できる。
【0014】
請求項3記載のカウルトップカバーによれば、ウインドシールドに圧接される第1及び第2のシール部を備えるリップ部のリップ本体部に隣接する位置にて、カバー本体部の背面側にウインドシールドに対向する本体突出部を突設することにより、この本体突出部によってカバー本体部とウインドシールドとの間隙を抑制できるので、カウルトップカバーに対して衝撃が加わった際などにウインドシールド側に撓む撓みストロークを抑制でき、ウインドシールドとの接触により生じる異音を抑制できる。
【0015】
請求項4記載のカウルトップカバーによれば、請求項3記載のカウルトップカバーの効果に加え、リップ本体部の本体突出部と隣接する部分にてリップ部の背面側にリップ突出部を突設することにより、カウルトップカバーの組み付け時に本体突出部がこの本体突出部よりも軟質のリップ突出部によって保護され、本体突出部によってウインドシールドを傷付けることを防止できる。また、本体突出部をリップ突出部よりも背面側に延設することにより、衝撃が加わった際などにカウルトップカバーがウインドシールド側に撓んでも、本体突出部がウインドシールドの表面に対して勢いよく当接することを防止できる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態のカウルトップカバーの製造方法を示す説明断面図であり、(a)はカバー本体部成形工程を示し、(b)はリップ部成形工程を示す。
【図2】同上カウルトップカバーの一部を拡大して示す断面図である。
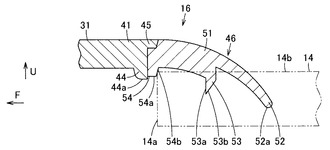
【図3】同上カウルトップカバーを示す図5のI−I相当位置の断面図である。
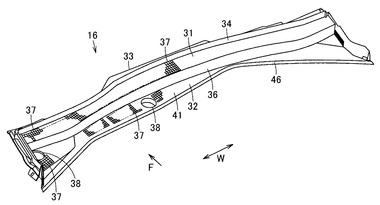
【図4】同上カウルトップカバーを示す斜視図である。
【図5】同上カウルトップカバーを組み付けた車両を示す斜視図である。
【図6】同上カウルトップカバーを車体に対して組み付ける際のカウルトップカバー近傍を拡大して示す断面図である。
【図7】同上カウルトップカバーに対して衝撃が加わった状態を拡大して示す断面図である。
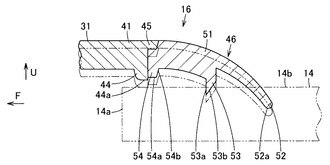
【図8】同上カウルトップカバーの一部の本体突出部がウインドシールドの表面に当接した状態の一部を拡大して示す断面図である。
【図9】本発明のカウルトップカバーの他の実施の形態の一部を拡大して示す断面図である。
【発明を実施するための形態】
【0017】
以下、本発明のカウルトップカバー及びその製造方法の一実施の形態を図面を参照して説明する。
【0018】
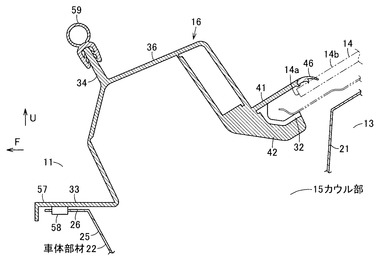
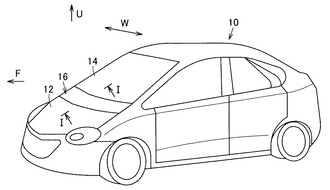
図3ないし図5において、10は車両である自動車の車体で、この車体10には、エンジンルーム11を覆う相手部材としてのフード12と、車室13の前側に位置するウインドシールドとしてのフロントガラス14との間のカウル部15を覆い、カウルトップカバー16が車体10に取り付けられている。なお、以下、前後、上下、及び両側などの方向については、車体10の直進方向を基準として説明し、矢印F方向が前方、矢印U方向が上方、矢印W方向が両側方向である車幅方向である。
【0019】
そして、このカウル部15は、エアボックスなどとも呼ばれるもので、例えば鉄板にて形成されたカウルトップパネル21と、例えば鉄板にて形成され車体を構成する車体部材としての車体パネル22とにより、上側を開口した樋状に形成されている。そして、カウルトップパネル21の上側部には、ホットメルトなどの液密に密着するゴム質の接着剤などの図示しないシール材により、フロントガラス14がカウルトップパネル21に固定されている。また、車体パネル22は、エクステンションパネルなどとも呼ばれるもので、後側部がカウルトップパネル21に固着された図示しない底板部となり、この底板部の前側部が前側上方に立ち上げられた前板部25と、この前板部25の上端部が前側に略水平に延設された支持板部26とが設けられている。そして、このカウル部15には、車室13内に外気を導入する図示しない空調装置の空気取入部が接続されているとともに、このカウル部15の一側である右側には、図示しないワイパーのワイパーアームを駆動するモータなどが配置されている。
【0020】
また、フード12は、車体10の前部に位置してエンジンルーム11を開閉可能に覆うボンネットフードであり、外側すなわち閉じた状態で上側に位置するフードアウタ部と、このフードアウタ部の内側すなわち閉じた状態で下側に若干の間隔を介して位置するフードインナ部とが、一体あるいは別体に形成されている。
【0021】
そして、カウルトップカバー16は、図2ないし図7に示すように、フロントガラス14の前側下端の縁部14aとこのフロントガラス14の前方に位置するエンジンルーム11の後端との間のカウル部15を覆うもので、カウルカバーなどとも呼ばれ、カウル部15すなわちカウルトップパネル21及び車体パネル22の上側を覆って外観を向上するように、カウル部15に沿って車体10の両側方向Wすなわち車幅方向を長手方向とする長尺な略板状に形成されている。また、このカウルトップカバー16は、例えば熱可塑性の合成樹脂を射出成形し、一体形成の長尺な樹脂成型品として形成されている。また、このカウルトップカバー16の平面形状は、中央部分が前側に突出するように緩やかに湾曲している。
【0022】
そして、このカウルトップカバー16の断面形状は、基本的には、カウル部15を覆うカバー本体部31と、このカバー本体部31の後端部に設けられたウインドシールド取付部としての嵌着部32と、カバー本体部31の前側に位置し、支持板部26に支持される車体部材取付部33と、カバー本体部31の前側に位置し、フード12の後部下面に対向して突出するシール取付部34とを備えている。
【0023】
カバー本体部31は、エンジンルーム11やフード12の形状及びワイパーの配置などに応じて適宜の形状を採るものであるが、本実施の形態では、車幅方向を長手方向とする板状の部材の前後方向の中央部が上方に湾曲して湾曲部36が形成されている。また、このカバー本体部31は、硬質の熱可塑性合成樹脂を射出成形することにより形成されている。そして、この湾曲部36を除くカバー本体部31の中央部から一側に亘る領域に、カウル部15に外気を導入可能な格子状などの空気取入口37が形成されているとともに、裏面側には、図示しない補強用のリブ部が形成されている。さらに、このカバー本体部31には、ワイパーの軸が貫通する孔部38が形成されている。
【0024】
また、嵌着部32は、ガラス接合部とも呼び得るもので、カバー本体部31の後端部が面一に延設された平板状の上部嵌着片41と、この上部嵌着片41の裏面側すなわち下側に沿って配置される下部嵌着片42とを備えている。そして、この嵌着部32は、上部嵌着片41と下部嵌着片42との隙間をフロントガラス14の縁部14aにあてがって、カウルトップカバー16を所定方向である後方に押し込むことにより、上下の嵌着片41,42がフロントガラス14をカウルトップパネル21とともに弾性的に挟持し、フロントガラス14の縁部14aに嵌着して取り付けられるようになっている。
【0025】
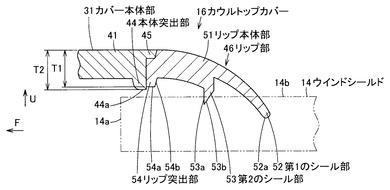
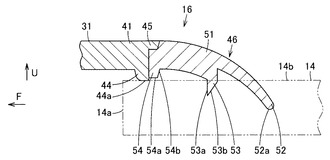
ここで、上部嵌着片41の後端部の下部には、背面側である下側に向けて本体突出部44が突設され、この本体突出部44の上方である上部嵌着片41の後端部の上部には、後方に向けて後部突出部45が突設され、かつ、本体突出部44の後部に隣接してリップ部46が一体に設けられて後方へと突出している。
【0026】
本体突出部44は、カウルトップカバー16に対して上下方向に衝撃(外力)が加わった際の撓みストロークを抑制するもので、上部嵌着片41の背面(下面)に対して略垂直状に突出しており、カウルトップカバー16を車体10に取り付けた状態で先端部44aがフロントガラス14の表面である上面14bに所定の間隙を介して離間されて対向している。また、後部突出部45は、カバー本体部31とリップ部46との接着面積を拡大するもので、上部嵌着片41の突出方向に沿って突出しており、リップ部46側に一体的に食い込んで形成されている。
【0027】
そして、リップ部46は、カバー本体部31などを構成する合成樹脂よりも軟質の(弾性を有する)合成樹脂によって成形され、上部嵌着片41の両側方向W全体に亘って連続する長尺状であり、カバー本体部31とは二色成形により一体化されている。さらに、このリップ部46は、本体突出部44と基端側が隣接するリップ本体部51と、このリップ本体部51の後部に突設された第1のシール部52と、この第1のシール部52の基端側である前側にてフロントガラス14側、すなわち下側に向けて突設された第2のシール部53と、第1のシール部52の基端部であるリップ本体部51の本体突出部44と隣接する部分にて背面側である下側に突設されたリップ突出部54とを有している。
【0028】
リップ本体部51は、第1のシール部52の基端側をなし、この第1のシール部52の反力を厚みによって設定する部分であり、例えばカバー本体部31の上部嵌着片41と略等しい厚みを有している。また、このリップ本体部51は、表側である上側が後方へと徐々に下方に湾曲している。
【0029】
また、第1のシール部52は、外部からカウル部15への異物及び水などの侵入を防止するものであり、リップ本体部51の湾曲形状に沿って、後方へと徐々に下方に円弧状に湾曲している。さらに、この第1のシール部52は、先端部52aが円弧状となっており、フロントガラス14の上面14bに対してこの先端部52aが線接触するように構成されている。そして、この第1のシール部52の先端部52aは、本体突出部44の先端部44a及び第2のシール部53の先端部53aよりもそれぞれ下方に突出している。
【0030】
また、第2のシール部53は、外部からカウル部15への異物及び水などの侵入を防止するものであり、第1のシール部52の基端側寄りの位置で、かつ、リップ突出部54の後方に離間されて位置している。さらに、この第2のシール部53の後部は、後方へと上側に傾斜した傾斜面53bとなっている。このため、この第2のシール部53の先端部53aは、徐々に前後方向に細くなっている。そして、この第2のシール部53の先端部53aは、本体突出部44の先端部44aよりも下方に突出している。
【0031】
また、リップ突出部54は、上部嵌着片41の本体突出部44の後部で、かつ、後部突出部45の下方の位置に、下方に向けて突設されて本体突出部44と一体化されており、カウルトップカバー16を車体10に取り付けた状態で先端部54aがフロントガラス14の上面14bに所定の間隙を介して離間されて対向している。さらに、このリップ突出部54でのリップ部46の厚み(板厚)T1は、本体突出部44でのカバー本体部31(上部嵌着片41)の厚み(板厚)T2以下に設定されており(T2≧T1)、本実施の形態では、リップ突出部54でのリップ部の厚みT1は、本体突出部44でのカバー本体部31(上部嵌着片41)の厚み(板厚)T2よりも小さくなっている。換言すれば、本体突出部44の先端部44aがリップ突出部54の先端部54aよりも下方へと延設されている。なお、リップ部46の厚み、及びカバー本体部31の厚みとは、車幅方向及び前後方向と直交する方向、すなわち図2に示す上下方向の厚みをいう。そして、このリップ突出部54の後部は、リップ本体部51に亘って後方へと上側に傾斜した突出部傾斜面54bとなっている。この突出部傾斜面54bは、カウルトップカバー16を組み付ける際のフロントガラス14の傷付きを防止するためのもので、第2のシール部53の前方に対向している。なお、このリップ突出部54は、カバー本体部31の後部突出部45と同形状となっている。
【0032】
さらに、車体部材取付部33は、車体取付部あるいは車体固定部とも呼び得るもので、支持板部26上に載置される略水平な板状をなす車体取付板部57を備え、この車体取付板部57の所定の位置に形成された複数の図示しない取付孔などの取付部が、図示しない樹脂製のクリップやボルトなどの取付具を用いて、あるいは取付部に一体成形したフック形状により、車体パネル22の支持板部26に着脱可能に固定されている。また、この車体取付板部57の下面には、エプトシールと呼ばれるシール材58が接着などして取り付けられ、支持板部26に密着して、エンジンルーム11からの熱気や臭気を遮蔽するようになっている。
【0033】
また、シール取付部34は、フードシール取付部などとも呼び得るもので、このシール取付部34の上部には、上側から接着あるいは嵌合などして、弾性変形可能なシール部材としてのフードシール59が配置されている。そして、このフードシール59は、例えばゴム製あるいは熱可塑性エラストマ製の筒状をなし、閉じた状態のフード12に液密に密着し、エンジンルーム11からの熱気や臭気を遮蔽するようになっている。
【0034】
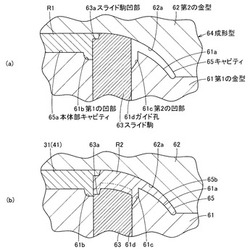
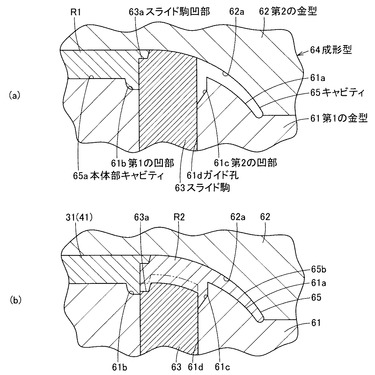
そして、このカウルトップカバー16は、図1(a)及び図1(b)に示す第1の金型61、第2の金型62及びスライド駒であるスライドコア63を備えた成形型64により一体成形される。
【0035】
第1の金型61は、コア型とも呼ばれるもので、第2の金型62に対向しキャビティ65を区画する上側の第1の成形面(キャビティ面)61aに、第1及び第2の凹部61b,61cがそれぞれ形成されているとともに、この第1の成形面61aに連通して、スライドコア63が進退可能に取り付けられるガイド孔61dが上下方向に沿って形成されている。
【0036】
第1の凹部61bは、突出部用凹部とも呼び得るもので、カバー本体部31の本体突出部44を形成可能となっている。
【0037】
また、第2の凹部61cは、シール部用凹部とも呼び得るもので、第2のシール部53を成形可能となっている。
【0038】
そして、これら第1及び第2の凹部61b,61cは、キャビティ65に連通して形成されている。
【0039】
さらに、ガイド孔61dは、第1及び第2の凹部61b,61c間に位置しており、両側がこれら第1及び第2の凹部61b,61cと連通している。
【0040】
また、第2の金型62は、キャビティ型とも呼ばれるもので、第1の金型61に対向しこの第1の金型61の第1の成形面61aとの間にキャビティ65を形成する第2の成形面(キャビティ面)62aを第1の金型61に対向する下部に有している。
【0041】
また、スライドコア63は、例えば油圧機構、あるいはリンク機構などの図示しない駆動機構により、ガイド孔61dに沿って進退するように構成されている。さらに、このスライドコア63の上部には、後部突出部45及びリップ突出部54を形成するスライド駒凹部であるコア凹部63aが第1の凹部61b側に位置して形成されている。
【0042】
そして、カウルトップカバー16を製造する際には、まず、図1(a)に示すように、第1の金型61と第2の金型62とを型合わせ(型閉)してキャビティ65を区画するとともに、このキャビティ65に対して、第2の金型62に対してスライドコア63を進出(前進)させて第2の成形面62aに当接させることで本体部キャビティ65aを区画し、この本体部キャビティ65aに溶融させた樹脂原料R1を射出(注入)して充填した後、図示しない冷却機構によりこの樹脂原料R1を冷却することで固化させてカバー本体部31を成形する(本体部成形工程)。
【0043】
この後、図1(b)に示すように、駆動機構により、スライドコア63を第2の金型62に対して所定距離退避(後退)させることで、キャビティ65の残りの他部、すなわちカバー本体部31を除く部分にシール部キャビティ65bを区画するとともに、このシール部キャビティ65bに、カバー本体部31を成形した樹脂原料R1よりも軟質で弾性を有する樹脂原料R2を溶融させて射出(注入)して充填した後、図示しない冷却機構によりこの樹脂原料R2を冷却することで固化させて、リップ部46をカバー本体部31と一体に成形する(リップ部成形工程)。
【0044】
このとき、スライドコア63をガイド孔61d内へと移動(退避)させる所定距離は、第2の金型62に対して離間される方向に、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚み及び本体突出部44でのカバー本体部31の厚みよりもそれぞれ小さくなるように設定する。そして、この所定距離が短いほど、リップ本体部51の厚みが小さく形成されるため、第1のシール部52の反力が相対的に小さく設定される。すなわち、この所定距離は、第1のシール部52の所望の反力に対応して設定する。一方で、第1及び第2のシール部52,53は、シール部キャビティ65bによって成形されるため、スライドコア63の移動量による形状変化などの影響を受けない。
【0045】
この後、第1の金型61と第2の金型62とを型開きして、カウルトップカバー16を脱型する(脱型工程)ことで、カウルトップカバー16が完成する。
【0046】
そして、このように形成されたカウルトップカバー16は、後端部の嵌着部32をフロントガラス14の縁部14aに挿入して嵌着し、リップ部46をフロントガラス14の上面14bに圧接するとともに、前端部の車体部材取付部33を支持板部26上に載置し取付具を用いて固定することにより、車体10に取り付けられる。また、フード12を閉じた状態で、シール取付部34に支持されたフードシール59がフード12に密着し、エンジンルーム11からの熱気や臭気を遮蔽する。また、カバー本体部31の湾曲部36の前後の部分が、樋として機能し、雨水などを両側方に排水する。
【0047】
このように、本実施の形態では、スライドコア63をガイド孔61dから前進させ第2の金型62に当接させることでキャビティ65の一部に区画した本体部キャビティ65aに合成樹脂(樹脂原料R1)を射出してカバー本体部31を成形し、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚みよりも小さくなるようにスライドコア63をガイド孔61dへと所定距離後退させ、カバー本体部31を形成する合成樹脂(樹脂原料R1)よりも軟質の合成樹脂(樹脂原料R2)をキャビティ65の残りの他部であるシール部キャビティ65bに射出してリップ部46を成形することにより、スライドコア63をガイド孔61dへと後退させる所定距離を調整してリップ本体部51の厚みを調整するだけで第1のシール部52の反力を容易に調整(微調整)できるとともに、第1及び第2のシール部52,53の形状(厚み)は、スライドコア63の移動量の影響を受けないので、リップ部46でのシール性を確保でき、異物及び水などの車室13内への侵入を確実に防止できる。
【0048】
すなわち、スライドコア63の移動量を微調整するだけで第1のシール部52の反力を容易に変更できるだけでなく、第1のシール部52の反力を変更する場合にスライドコア63自体を改修する必要もなく、この改修に伴うコスト増を防止できる。
【0049】
さらに、リップ部46は、リップ本体部51と、第1及び第2のシール部とで剛性(柔軟性)が異なるので、単に柔軟性を有する単一のシール部を設ける場合と異なり、リップ本体部51の弾力性と、第1及び第2のシール部52,53の柔軟性とにより、第1及び第2のシール部52,53のフロントガラス14の上面14bへのシール性が向上し、異物及び水などの侵入を確実に防止できる。
【0050】
また、スライドコア63をガイド孔61dへと後退させる所定距離を、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚み及び本体突出部44でのカバー本体部31の厚みよりもそれぞれ小さくなるように設定することにより、図6に示すように、組み付け時に、本体突出部44がこの本体突出部44よりも軟質のリップ突出部54によって保護され、フロントガラス14の縁部14aには、突出部傾斜面54bが当接することとなるので、本体突出部44によってフロントガラス14を傷付けることを防止できる。
【0051】
そして、フロントガラス14の上面14bに圧接される第1及び第2のシール部52,53を備えるリップ部46のリップ本体部51に隣接する位置にて、カバー本体部31の背面側にフロントガラス14に対向する本体突出部44を突設することにより、図7に示すように、カバー本体部31とフロントガラス14の上面14bとの間隙を抑制できるので、カウルトップカバー16に対して衝撃が加わった際にフロントガラス14側に撓む撓みストロークを抑制でき、本体突出部44の先端部44aなどがフロントガラス14の上面14bに対して勢いよく当接すること防止でき、フロントガラス14と本体突出部44などとの接触により発生する異音を抑制できる。
【0052】
しかも、スライドコア63のコア凹部63aは、カバー本体部31を成形する際に後部突出部45を形成できるので、この後部突出部45によってカバー本体部31とリップ部46との接合する面積を広く確保できる。
【0053】
また、カウルトップカバー16を車両に組み付けた状態では、例えば組み付け誤差などにより、図8に示すように、カウルトップカバー16の一部の本体突出部44の先端部44aがフロントガラス14に当接(強干渉)した状態となることがある。この状態では、一部の本体突出部44の先端部44aがフロントガラス14の上面14bに当接し、リップ突出部54の先端部54aはこの上面14bから僅かに離間される。そして、このようにカウルトップカバー16の組み付け時に一部の本体突出部44がフロントガラス14の上面14bに当接することによって、フロントガラス14に対する補助的な位置決めが可能になるとともに、自動車走行時の振動などによって本体突出部44がフロントガラス14と接離することがないため、この接離により異音が発生すること防止できる。
【0054】
さらに、硬質の合成樹脂により形成されたカバー本体部31の本体突出部44を、軟質の合成樹脂により形成されたリップ部46のリップ突出部54よりも背面側に延設していることにより、剛性を確保した本体突出部44の先端部44aをフロントガラス14に確実に当接させることで、カバー本体部31の位置を確実に一定に保持できる。
【0055】
しかも、フロントガラス14との間で、外気温の変化などに伴う温度変化や車体10への組み付け時のばらつきなどが生じても、カバー本体部31の本体突出部44の位置が一定に保持されるため、リップ部46の位置をより確実に一定に保持できる。
【0056】
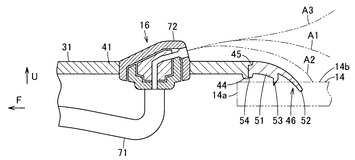
なお、上記の一実施の形態において、例えば図9に示す他の実施の形態のように、カウルトップカバー16のカバー本体部31に、フロントガラス14を洗浄する洗浄液を貯留した図示しないウォッシャタンクと長尺円筒状の接続部材であるチューブ71を介して接続されたノズル部であるウォッシャノズル72を備える構成としてもよい。このとき、外気温の変化などに伴う温度変化や車体10への組み付け時のばらつきなどが生じても、フロントガラス14に対するカウルトップカバー16の位置を本体突出部44によって一定に保持できる。そのため、カウルトップカバー16の取り付け角度を安定させることができ、ウォッシャノズル72からフロントガラス14の上面14bへと放射される洗浄液の放射角度(放射方向)を最適の角度(仮想線A1)に維持することができ、好ましくない放射角度(仮想線A2,A3)となることがない。
【0057】
また、上記の各実施の形態において、カバー本体部31を形成する合成樹脂とリップ部46を形成する合成樹脂とを、互いに接着性が良好なものを適宜選択すれば、カバー本体部31の後部は、後部突出部45を設けずに平面状としてもよい。
【産業上の利用可能性】
【0058】
本発明は、例えば、自動車のエンジンルームに隣接して配置されるカウルトップカバーに適用できる。
【符号の説明】
【0059】
14 ウインドシールドとしてのフロントガラス
15 カウル部
16 カウルトップカバー
22 車体部材としての車体パネル
31 カバー本体部
44 本体突出部
46 リップ部
51 リップ本体部
52 第1のシール部
53 第2のシール部
54 リップ突出部
61 第1の金型
61b 第1の凹部
61c 第2の凹部
61d ガイド孔
62 第2の金型
63 スライド駒であるスライドコア
63a スライド駒凹部であるコア凹部
64 成形型
65 キャビティ
65a 本体部キャビティ
【技術分野】
【0001】
本発明は、カウル部を覆うカバー本体部及びウインドシールドに圧接されるリップ部を備えた合成樹脂製のカウルトップカバー及びその製造方法に関する。
【背景技術】
【0002】
従来、自動車のウインドシールドすなわちフロントガラスの前端部とボンネットフードの後側部との間のいわゆるカウル部に配置され、このカウル部を覆って外観を向上するカウルカバーであるカウルトップカバーが用いられている。このようなカウルトップカバーは、硬質の合成樹脂などにより形成され車体パネルに固定されてカウル部を覆う板状のカバー本体部と、このカバー本体部よりも軟質の合成樹脂などにより形成されフロントガラスに圧接されて水や異物などの侵入を防止する複数、例えば第1及び第2のシール部を有するリップ部とを備えており、これらカバー本体部とリップ部とが一体に成形されている。
【0003】
このようなカウルトップカバーのリップ部にリップ状のシール部を容易に形成するために、第1及び第2の金型間のキャビティ内にスライド駒であるスライドコアを進出させてキャビティに区画したカバー本体部形成キャビティに硬質の合成樹脂を射出してカバー本体部を成形する第1の工程と、スライドコアを後退させてキャビティ内の残りのリップ部形成キャビティに軟質の合成樹脂を射出して2つのシール部を一体に備えるリップ部を形成する第2の工程を備える製造方法が知られている(例えば、特許文献1参照。)。この製造方法に用いる金型は、リップ部形成キャビティの外側端部に第1のシール部成形部を連設し、スライドコアの一側面に、その後退時に第1のシール部成形部の基端側にてリップ部形成キャビティに連続する第2のシール部成形部を第2の金型の内面との間に区画する凹部を形成して、第2工程において、軟質の合成樹脂をこれら第1及び第2のシール部成形部に充填するようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−285350号公報 (第3−4頁、図3−6)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の製造方法では、第2のシール部がスライドコアの内部に凹設された凹部により形成される。そのため、カウルトップカバーの組み付け性などを考慮して、フロントガラスに対する第1のシール部の反力を調整したい場合、スライドコアの位置によって第1のシール部の基端側の肉厚を微調整しようとすると、第2のシール部の形状もそれに追従してしまい、第2のシール部のガラス面への圧着力を確保することが容易でない。
【0006】
また、上記のカウルトップカバーを車体へと取り付ける際に、第2のシール部がフロントガラスに圧接されて潰れて変形してフロントガラスとカバー本体部との間に僅かな隙間が生じ、自動車の走行時の振動などによってカウルトップカバーがフロントガラスと接触して異音を発生しないように第2のシール部の形状を設定することが容易でない。
【0007】
本発明は、このような点に鑑みなされたもので、第1のシール部の反力を容易に調整できるとともにリップ部でのシール性を確保できるカウルトップカバーの製造方法を提供することを目的とする。また、本発明は、ウインドシールドとの接触により発生する異音を抑制できるカウルトップカバーを提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1記載のカウルトップカバーの製造方法は、ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備え、前記カバー本体部は、前記リップ部に隣接する位置にて背面側に突設されて前記ウインドシールドと対向する本体突出部を有し、前記リップ部は、前記本体突出部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部と、前記リップ本体部の前記本体突出部と隣接する部分にて背面側に突設されて前記ウインドシールドと対向するリップ突出部とを有している合成樹脂製のカウルトップカバーの製造方法であって、前記本体突出部を形成する第1の凹部、前記第2のシール部を形成する第2の凹部、及びこれら第1及び第2の凹部間に位置するガイド孔を有する第1の金型と、前記第1及び第2の凹部と前記ガイド孔とが連通するキャビティを前記第1の金型との間に区画する第2の金型と、前記リップ突出部を形成するスライド駒凹部を前記キャビティ側に有し前記第1の金型の前記ガイド孔に進退可能に配置されたスライド駒とを備えた成形型を用い、前記スライド駒を前記ガイド孔から前進させ前記第2の金型に当接させることで前記キャビティの一部に区画した本体部キャビティに合成樹脂を射出して前記カバー本体部を成形する本体部成形工程と、前記リップ突出部での前記リップ部の厚みが前記第2のシール部での前記リップ部の厚みよりも小さくなるように前記スライド駒を前記ガイド孔へと所定距離後退させ、前記合成樹脂よりも軟質の合成樹脂を前記キャビティの残りの他部に射出して前記リップ部を成形するリップ部成形工程とを具備したものである。
【0009】
請求項2記載のカウルトップカバーの製造方法は、請求項1記載のカウルトップカバーの製造方法において、リップ部形成工程では、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定するものである。
【0010】
請求項3記載のカウルトップカバーは、ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備えた合成樹脂製のカウルトップカバーであって、前記リップ部は、前記カバー本体部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部とを有し、前記カバー本体部は、前記リップ本体部に隣接する位置にて背面側に突設されて前記ウインドシールドに対向する本体突出部を有しているものである。
【0011】
請求項4記載のカウルトップカバーは、請求項3記載のカウルトップカバーにおいて、リップ部は、リップ本体部の本体突出部と隣接する部分にて背面側に突設されてウインドシールドと対向するリップ突出部を有し、前記本体突出部は、前記リップ突出部よりも背面側に延設されているものである。
【発明の効果】
【0012】
請求項1記載のカウルトップカバーの製造方法によれば、スライド駒をガイド孔から前進させ第2の金型に当接させることでキャビティの一部に区画した本体部キャビティに合成樹脂を射出してカバー本体部を成形し、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚みよりも小さくなるようにスライド駒をガイド孔へと所定距離後退させ、カバー本体部を形成する合成樹脂よりも軟質の合成樹脂をキャビティの残りの他部に射出してリップ部を成形することにより、スライド駒をガイド孔へと後退させる所定距離を調整してリップ本体部の厚みを調整するだけで第1のシール部の反力を容易に調整できるとともに、第1及び第2のシール部の形状は、スライド駒の移動量の影響を受けないので、リップ部でのシール性を確保できる。また、本体突出部によってカバー本体部とウインドシールドとの間隙を抑制できるので、カウルトップカバーに対して衝撃が加わった際などにウインドシールド側に撓む撓みストロークを抑制でき、ウインドシールドとの接触により生じる異音を抑制できる。
【0013】
請求項2記載のカウルトップカバーの製造方法によれば、請求項1記載のカウルトップカバーの製造方法の効果に加え、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定することにより、カウルトップカバーの組み付け時に本体突出部がこの本体突出部よりも軟質のリップ突出部によって保護され、本体突出部によってウインドシールドを傷付けることを防止できる。また、本体突出部をリップ突出部よりも背面側に延設できるので、衝撃が加わった際などにカウルトップカバーがウインドシールド側に撓んでも、本体突出部がウインドシールドの表面に対して勢いよく当接することを防止できる。
【0014】
請求項3記載のカウルトップカバーによれば、ウインドシールドに圧接される第1及び第2のシール部を備えるリップ部のリップ本体部に隣接する位置にて、カバー本体部の背面側にウインドシールドに対向する本体突出部を突設することにより、この本体突出部によってカバー本体部とウインドシールドとの間隙を抑制できるので、カウルトップカバーに対して衝撃が加わった際などにウインドシールド側に撓む撓みストロークを抑制でき、ウインドシールドとの接触により生じる異音を抑制できる。
【0015】
請求項4記載のカウルトップカバーによれば、請求項3記載のカウルトップカバーの効果に加え、リップ本体部の本体突出部と隣接する部分にてリップ部の背面側にリップ突出部を突設することにより、カウルトップカバーの組み付け時に本体突出部がこの本体突出部よりも軟質のリップ突出部によって保護され、本体突出部によってウインドシールドを傷付けることを防止できる。また、本体突出部をリップ突出部よりも背面側に延設することにより、衝撃が加わった際などにカウルトップカバーがウインドシールド側に撓んでも、本体突出部がウインドシールドの表面に対して勢いよく当接することを防止できる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態のカウルトップカバーの製造方法を示す説明断面図であり、(a)はカバー本体部成形工程を示し、(b)はリップ部成形工程を示す。
【図2】同上カウルトップカバーの一部を拡大して示す断面図である。
【図3】同上カウルトップカバーを示す図5のI−I相当位置の断面図である。
【図4】同上カウルトップカバーを示す斜視図である。
【図5】同上カウルトップカバーを組み付けた車両を示す斜視図である。
【図6】同上カウルトップカバーを車体に対して組み付ける際のカウルトップカバー近傍を拡大して示す断面図である。
【図7】同上カウルトップカバーに対して衝撃が加わった状態を拡大して示す断面図である。
【図8】同上カウルトップカバーの一部の本体突出部がウインドシールドの表面に当接した状態の一部を拡大して示す断面図である。
【図9】本発明のカウルトップカバーの他の実施の形態の一部を拡大して示す断面図である。
【発明を実施するための形態】
【0017】
以下、本発明のカウルトップカバー及びその製造方法の一実施の形態を図面を参照して説明する。
【0018】
図3ないし図5において、10は車両である自動車の車体で、この車体10には、エンジンルーム11を覆う相手部材としてのフード12と、車室13の前側に位置するウインドシールドとしてのフロントガラス14との間のカウル部15を覆い、カウルトップカバー16が車体10に取り付けられている。なお、以下、前後、上下、及び両側などの方向については、車体10の直進方向を基準として説明し、矢印F方向が前方、矢印U方向が上方、矢印W方向が両側方向である車幅方向である。
【0019】
そして、このカウル部15は、エアボックスなどとも呼ばれるもので、例えば鉄板にて形成されたカウルトップパネル21と、例えば鉄板にて形成され車体を構成する車体部材としての車体パネル22とにより、上側を開口した樋状に形成されている。そして、カウルトップパネル21の上側部には、ホットメルトなどの液密に密着するゴム質の接着剤などの図示しないシール材により、フロントガラス14がカウルトップパネル21に固定されている。また、車体パネル22は、エクステンションパネルなどとも呼ばれるもので、後側部がカウルトップパネル21に固着された図示しない底板部となり、この底板部の前側部が前側上方に立ち上げられた前板部25と、この前板部25の上端部が前側に略水平に延設された支持板部26とが設けられている。そして、このカウル部15には、車室13内に外気を導入する図示しない空調装置の空気取入部が接続されているとともに、このカウル部15の一側である右側には、図示しないワイパーのワイパーアームを駆動するモータなどが配置されている。
【0020】
また、フード12は、車体10の前部に位置してエンジンルーム11を開閉可能に覆うボンネットフードであり、外側すなわち閉じた状態で上側に位置するフードアウタ部と、このフードアウタ部の内側すなわち閉じた状態で下側に若干の間隔を介して位置するフードインナ部とが、一体あるいは別体に形成されている。
【0021】
そして、カウルトップカバー16は、図2ないし図7に示すように、フロントガラス14の前側下端の縁部14aとこのフロントガラス14の前方に位置するエンジンルーム11の後端との間のカウル部15を覆うもので、カウルカバーなどとも呼ばれ、カウル部15すなわちカウルトップパネル21及び車体パネル22の上側を覆って外観を向上するように、カウル部15に沿って車体10の両側方向Wすなわち車幅方向を長手方向とする長尺な略板状に形成されている。また、このカウルトップカバー16は、例えば熱可塑性の合成樹脂を射出成形し、一体形成の長尺な樹脂成型品として形成されている。また、このカウルトップカバー16の平面形状は、中央部分が前側に突出するように緩やかに湾曲している。
【0022】
そして、このカウルトップカバー16の断面形状は、基本的には、カウル部15を覆うカバー本体部31と、このカバー本体部31の後端部に設けられたウインドシールド取付部としての嵌着部32と、カバー本体部31の前側に位置し、支持板部26に支持される車体部材取付部33と、カバー本体部31の前側に位置し、フード12の後部下面に対向して突出するシール取付部34とを備えている。
【0023】
カバー本体部31は、エンジンルーム11やフード12の形状及びワイパーの配置などに応じて適宜の形状を採るものであるが、本実施の形態では、車幅方向を長手方向とする板状の部材の前後方向の中央部が上方に湾曲して湾曲部36が形成されている。また、このカバー本体部31は、硬質の熱可塑性合成樹脂を射出成形することにより形成されている。そして、この湾曲部36を除くカバー本体部31の中央部から一側に亘る領域に、カウル部15に外気を導入可能な格子状などの空気取入口37が形成されているとともに、裏面側には、図示しない補強用のリブ部が形成されている。さらに、このカバー本体部31には、ワイパーの軸が貫通する孔部38が形成されている。
【0024】
また、嵌着部32は、ガラス接合部とも呼び得るもので、カバー本体部31の後端部が面一に延設された平板状の上部嵌着片41と、この上部嵌着片41の裏面側すなわち下側に沿って配置される下部嵌着片42とを備えている。そして、この嵌着部32は、上部嵌着片41と下部嵌着片42との隙間をフロントガラス14の縁部14aにあてがって、カウルトップカバー16を所定方向である後方に押し込むことにより、上下の嵌着片41,42がフロントガラス14をカウルトップパネル21とともに弾性的に挟持し、フロントガラス14の縁部14aに嵌着して取り付けられるようになっている。
【0025】
ここで、上部嵌着片41の後端部の下部には、背面側である下側に向けて本体突出部44が突設され、この本体突出部44の上方である上部嵌着片41の後端部の上部には、後方に向けて後部突出部45が突設され、かつ、本体突出部44の後部に隣接してリップ部46が一体に設けられて後方へと突出している。
【0026】
本体突出部44は、カウルトップカバー16に対して上下方向に衝撃(外力)が加わった際の撓みストロークを抑制するもので、上部嵌着片41の背面(下面)に対して略垂直状に突出しており、カウルトップカバー16を車体10に取り付けた状態で先端部44aがフロントガラス14の表面である上面14bに所定の間隙を介して離間されて対向している。また、後部突出部45は、カバー本体部31とリップ部46との接着面積を拡大するもので、上部嵌着片41の突出方向に沿って突出しており、リップ部46側に一体的に食い込んで形成されている。
【0027】
そして、リップ部46は、カバー本体部31などを構成する合成樹脂よりも軟質の(弾性を有する)合成樹脂によって成形され、上部嵌着片41の両側方向W全体に亘って連続する長尺状であり、カバー本体部31とは二色成形により一体化されている。さらに、このリップ部46は、本体突出部44と基端側が隣接するリップ本体部51と、このリップ本体部51の後部に突設された第1のシール部52と、この第1のシール部52の基端側である前側にてフロントガラス14側、すなわち下側に向けて突設された第2のシール部53と、第1のシール部52の基端部であるリップ本体部51の本体突出部44と隣接する部分にて背面側である下側に突設されたリップ突出部54とを有している。
【0028】
リップ本体部51は、第1のシール部52の基端側をなし、この第1のシール部52の反力を厚みによって設定する部分であり、例えばカバー本体部31の上部嵌着片41と略等しい厚みを有している。また、このリップ本体部51は、表側である上側が後方へと徐々に下方に湾曲している。
【0029】
また、第1のシール部52は、外部からカウル部15への異物及び水などの侵入を防止するものであり、リップ本体部51の湾曲形状に沿って、後方へと徐々に下方に円弧状に湾曲している。さらに、この第1のシール部52は、先端部52aが円弧状となっており、フロントガラス14の上面14bに対してこの先端部52aが線接触するように構成されている。そして、この第1のシール部52の先端部52aは、本体突出部44の先端部44a及び第2のシール部53の先端部53aよりもそれぞれ下方に突出している。
【0030】
また、第2のシール部53は、外部からカウル部15への異物及び水などの侵入を防止するものであり、第1のシール部52の基端側寄りの位置で、かつ、リップ突出部54の後方に離間されて位置している。さらに、この第2のシール部53の後部は、後方へと上側に傾斜した傾斜面53bとなっている。このため、この第2のシール部53の先端部53aは、徐々に前後方向に細くなっている。そして、この第2のシール部53の先端部53aは、本体突出部44の先端部44aよりも下方に突出している。
【0031】
また、リップ突出部54は、上部嵌着片41の本体突出部44の後部で、かつ、後部突出部45の下方の位置に、下方に向けて突設されて本体突出部44と一体化されており、カウルトップカバー16を車体10に取り付けた状態で先端部54aがフロントガラス14の上面14bに所定の間隙を介して離間されて対向している。さらに、このリップ突出部54でのリップ部46の厚み(板厚)T1は、本体突出部44でのカバー本体部31(上部嵌着片41)の厚み(板厚)T2以下に設定されており(T2≧T1)、本実施の形態では、リップ突出部54でのリップ部の厚みT1は、本体突出部44でのカバー本体部31(上部嵌着片41)の厚み(板厚)T2よりも小さくなっている。換言すれば、本体突出部44の先端部44aがリップ突出部54の先端部54aよりも下方へと延設されている。なお、リップ部46の厚み、及びカバー本体部31の厚みとは、車幅方向及び前後方向と直交する方向、すなわち図2に示す上下方向の厚みをいう。そして、このリップ突出部54の後部は、リップ本体部51に亘って後方へと上側に傾斜した突出部傾斜面54bとなっている。この突出部傾斜面54bは、カウルトップカバー16を組み付ける際のフロントガラス14の傷付きを防止するためのもので、第2のシール部53の前方に対向している。なお、このリップ突出部54は、カバー本体部31の後部突出部45と同形状となっている。
【0032】
さらに、車体部材取付部33は、車体取付部あるいは車体固定部とも呼び得るもので、支持板部26上に載置される略水平な板状をなす車体取付板部57を備え、この車体取付板部57の所定の位置に形成された複数の図示しない取付孔などの取付部が、図示しない樹脂製のクリップやボルトなどの取付具を用いて、あるいは取付部に一体成形したフック形状により、車体パネル22の支持板部26に着脱可能に固定されている。また、この車体取付板部57の下面には、エプトシールと呼ばれるシール材58が接着などして取り付けられ、支持板部26に密着して、エンジンルーム11からの熱気や臭気を遮蔽するようになっている。
【0033】
また、シール取付部34は、フードシール取付部などとも呼び得るもので、このシール取付部34の上部には、上側から接着あるいは嵌合などして、弾性変形可能なシール部材としてのフードシール59が配置されている。そして、このフードシール59は、例えばゴム製あるいは熱可塑性エラストマ製の筒状をなし、閉じた状態のフード12に液密に密着し、エンジンルーム11からの熱気や臭気を遮蔽するようになっている。
【0034】
そして、このカウルトップカバー16は、図1(a)及び図1(b)に示す第1の金型61、第2の金型62及びスライド駒であるスライドコア63を備えた成形型64により一体成形される。
【0035】
第1の金型61は、コア型とも呼ばれるもので、第2の金型62に対向しキャビティ65を区画する上側の第1の成形面(キャビティ面)61aに、第1及び第2の凹部61b,61cがそれぞれ形成されているとともに、この第1の成形面61aに連通して、スライドコア63が進退可能に取り付けられるガイド孔61dが上下方向に沿って形成されている。
【0036】
第1の凹部61bは、突出部用凹部とも呼び得るもので、カバー本体部31の本体突出部44を形成可能となっている。
【0037】
また、第2の凹部61cは、シール部用凹部とも呼び得るもので、第2のシール部53を成形可能となっている。
【0038】
そして、これら第1及び第2の凹部61b,61cは、キャビティ65に連通して形成されている。
【0039】
さらに、ガイド孔61dは、第1及び第2の凹部61b,61c間に位置しており、両側がこれら第1及び第2の凹部61b,61cと連通している。
【0040】
また、第2の金型62は、キャビティ型とも呼ばれるもので、第1の金型61に対向しこの第1の金型61の第1の成形面61aとの間にキャビティ65を形成する第2の成形面(キャビティ面)62aを第1の金型61に対向する下部に有している。
【0041】
また、スライドコア63は、例えば油圧機構、あるいはリンク機構などの図示しない駆動機構により、ガイド孔61dに沿って進退するように構成されている。さらに、このスライドコア63の上部には、後部突出部45及びリップ突出部54を形成するスライド駒凹部であるコア凹部63aが第1の凹部61b側に位置して形成されている。
【0042】
そして、カウルトップカバー16を製造する際には、まず、図1(a)に示すように、第1の金型61と第2の金型62とを型合わせ(型閉)してキャビティ65を区画するとともに、このキャビティ65に対して、第2の金型62に対してスライドコア63を進出(前進)させて第2の成形面62aに当接させることで本体部キャビティ65aを区画し、この本体部キャビティ65aに溶融させた樹脂原料R1を射出(注入)して充填した後、図示しない冷却機構によりこの樹脂原料R1を冷却することで固化させてカバー本体部31を成形する(本体部成形工程)。
【0043】
この後、図1(b)に示すように、駆動機構により、スライドコア63を第2の金型62に対して所定距離退避(後退)させることで、キャビティ65の残りの他部、すなわちカバー本体部31を除く部分にシール部キャビティ65bを区画するとともに、このシール部キャビティ65bに、カバー本体部31を成形した樹脂原料R1よりも軟質で弾性を有する樹脂原料R2を溶融させて射出(注入)して充填した後、図示しない冷却機構によりこの樹脂原料R2を冷却することで固化させて、リップ部46をカバー本体部31と一体に成形する(リップ部成形工程)。
【0044】
このとき、スライドコア63をガイド孔61d内へと移動(退避)させる所定距離は、第2の金型62に対して離間される方向に、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚み及び本体突出部44でのカバー本体部31の厚みよりもそれぞれ小さくなるように設定する。そして、この所定距離が短いほど、リップ本体部51の厚みが小さく形成されるため、第1のシール部52の反力が相対的に小さく設定される。すなわち、この所定距離は、第1のシール部52の所望の反力に対応して設定する。一方で、第1及び第2のシール部52,53は、シール部キャビティ65bによって成形されるため、スライドコア63の移動量による形状変化などの影響を受けない。
【0045】
この後、第1の金型61と第2の金型62とを型開きして、カウルトップカバー16を脱型する(脱型工程)ことで、カウルトップカバー16が完成する。
【0046】
そして、このように形成されたカウルトップカバー16は、後端部の嵌着部32をフロントガラス14の縁部14aに挿入して嵌着し、リップ部46をフロントガラス14の上面14bに圧接するとともに、前端部の車体部材取付部33を支持板部26上に載置し取付具を用いて固定することにより、車体10に取り付けられる。また、フード12を閉じた状態で、シール取付部34に支持されたフードシール59がフード12に密着し、エンジンルーム11からの熱気や臭気を遮蔽する。また、カバー本体部31の湾曲部36の前後の部分が、樋として機能し、雨水などを両側方に排水する。
【0047】
このように、本実施の形態では、スライドコア63をガイド孔61dから前進させ第2の金型62に当接させることでキャビティ65の一部に区画した本体部キャビティ65aに合成樹脂(樹脂原料R1)を射出してカバー本体部31を成形し、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚みよりも小さくなるようにスライドコア63をガイド孔61dへと所定距離後退させ、カバー本体部31を形成する合成樹脂(樹脂原料R1)よりも軟質の合成樹脂(樹脂原料R2)をキャビティ65の残りの他部であるシール部キャビティ65bに射出してリップ部46を成形することにより、スライドコア63をガイド孔61dへと後退させる所定距離を調整してリップ本体部51の厚みを調整するだけで第1のシール部52の反力を容易に調整(微調整)できるとともに、第1及び第2のシール部52,53の形状(厚み)は、スライドコア63の移動量の影響を受けないので、リップ部46でのシール性を確保でき、異物及び水などの車室13内への侵入を確実に防止できる。
【0048】
すなわち、スライドコア63の移動量を微調整するだけで第1のシール部52の反力を容易に変更できるだけでなく、第1のシール部52の反力を変更する場合にスライドコア63自体を改修する必要もなく、この改修に伴うコスト増を防止できる。
【0049】
さらに、リップ部46は、リップ本体部51と、第1及び第2のシール部とで剛性(柔軟性)が異なるので、単に柔軟性を有する単一のシール部を設ける場合と異なり、リップ本体部51の弾力性と、第1及び第2のシール部52,53の柔軟性とにより、第1及び第2のシール部52,53のフロントガラス14の上面14bへのシール性が向上し、異物及び水などの侵入を確実に防止できる。
【0050】
また、スライドコア63をガイド孔61dへと後退させる所定距離を、リップ突出部54でのリップ部46の厚みが第2のシール部53でのリップ部46の厚み及び本体突出部44でのカバー本体部31の厚みよりもそれぞれ小さくなるように設定することにより、図6に示すように、組み付け時に、本体突出部44がこの本体突出部44よりも軟質のリップ突出部54によって保護され、フロントガラス14の縁部14aには、突出部傾斜面54bが当接することとなるので、本体突出部44によってフロントガラス14を傷付けることを防止できる。
【0051】
そして、フロントガラス14の上面14bに圧接される第1及び第2のシール部52,53を備えるリップ部46のリップ本体部51に隣接する位置にて、カバー本体部31の背面側にフロントガラス14に対向する本体突出部44を突設することにより、図7に示すように、カバー本体部31とフロントガラス14の上面14bとの間隙を抑制できるので、カウルトップカバー16に対して衝撃が加わった際にフロントガラス14側に撓む撓みストロークを抑制でき、本体突出部44の先端部44aなどがフロントガラス14の上面14bに対して勢いよく当接すること防止でき、フロントガラス14と本体突出部44などとの接触により発生する異音を抑制できる。
【0052】
しかも、スライドコア63のコア凹部63aは、カバー本体部31を成形する際に後部突出部45を形成できるので、この後部突出部45によってカバー本体部31とリップ部46との接合する面積を広く確保できる。
【0053】
また、カウルトップカバー16を車両に組み付けた状態では、例えば組み付け誤差などにより、図8に示すように、カウルトップカバー16の一部の本体突出部44の先端部44aがフロントガラス14に当接(強干渉)した状態となることがある。この状態では、一部の本体突出部44の先端部44aがフロントガラス14の上面14bに当接し、リップ突出部54の先端部54aはこの上面14bから僅かに離間される。そして、このようにカウルトップカバー16の組み付け時に一部の本体突出部44がフロントガラス14の上面14bに当接することによって、フロントガラス14に対する補助的な位置決めが可能になるとともに、自動車走行時の振動などによって本体突出部44がフロントガラス14と接離することがないため、この接離により異音が発生すること防止できる。
【0054】
さらに、硬質の合成樹脂により形成されたカバー本体部31の本体突出部44を、軟質の合成樹脂により形成されたリップ部46のリップ突出部54よりも背面側に延設していることにより、剛性を確保した本体突出部44の先端部44aをフロントガラス14に確実に当接させることで、カバー本体部31の位置を確実に一定に保持できる。
【0055】
しかも、フロントガラス14との間で、外気温の変化などに伴う温度変化や車体10への組み付け時のばらつきなどが生じても、カバー本体部31の本体突出部44の位置が一定に保持されるため、リップ部46の位置をより確実に一定に保持できる。
【0056】
なお、上記の一実施の形態において、例えば図9に示す他の実施の形態のように、カウルトップカバー16のカバー本体部31に、フロントガラス14を洗浄する洗浄液を貯留した図示しないウォッシャタンクと長尺円筒状の接続部材であるチューブ71を介して接続されたノズル部であるウォッシャノズル72を備える構成としてもよい。このとき、外気温の変化などに伴う温度変化や車体10への組み付け時のばらつきなどが生じても、フロントガラス14に対するカウルトップカバー16の位置を本体突出部44によって一定に保持できる。そのため、カウルトップカバー16の取り付け角度を安定させることができ、ウォッシャノズル72からフロントガラス14の上面14bへと放射される洗浄液の放射角度(放射方向)を最適の角度(仮想線A1)に維持することができ、好ましくない放射角度(仮想線A2,A3)となることがない。
【0057】
また、上記の各実施の形態において、カバー本体部31を形成する合成樹脂とリップ部46を形成する合成樹脂とを、互いに接着性が良好なものを適宜選択すれば、カバー本体部31の後部は、後部突出部45を設けずに平面状としてもよい。
【産業上の利用可能性】
【0058】
本発明は、例えば、自動車のエンジンルームに隣接して配置されるカウルトップカバーに適用できる。
【符号の説明】
【0059】
14 ウインドシールドとしてのフロントガラス
15 カウル部
16 カウルトップカバー
22 車体部材としての車体パネル
31 カバー本体部
44 本体突出部
46 リップ部
51 リップ本体部
52 第1のシール部
53 第2のシール部
54 リップ突出部
61 第1の金型
61b 第1の凹部
61c 第2の凹部
61d ガイド孔
62 第2の金型
63 スライド駒であるスライドコア
63a スライド駒凹部であるコア凹部
64 成形型
65 キャビティ
65a 本体部キャビティ
【特許請求の範囲】
【請求項1】
ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備え、前記カバー本体部は、前記リップ部に隣接する位置にて背面側に突設されて前記ウインドシールドと対向する本体突出部を有し、前記リップ部は、前記本体突出部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部と、前記リップ本体部の前記本体突出部と隣接する部分にて背面側に突設されて前記ウインドシールドと対向するリップ突出部とを有している合成樹脂製のカウルトップカバーの製造方法であって、
前記本体突出部を形成する第1の凹部、前記第2のシール部を形成する第2の凹部、及びこれら第1及び第2の凹部間に位置するガイド孔を有する第1の金型と、前記第1及び第2の凹部と前記ガイド孔とが連通するキャビティを前記第1の金型との間に区画する第2の金型と、前記リップ突出部を形成するスライド駒凹部を前記キャビティ側に有し前記第1の金型の前記ガイド孔に進退可能に配置されたスライド駒とを備えた成形型を用い、
前記スライド駒を前記ガイド孔から前進させ前記第2の金型に当接させることで前記キャビティの一部に区画した本体部キャビティに合成樹脂を射出して前記カバー本体部を成形する本体部成形工程と、
前記リップ突出部での前記リップ部の厚みが前記第2のシール部での前記リップ部の厚みよりも小さくなるように前記スライド駒を前記ガイド孔へと所定距離後退させ、前記合成樹脂よりも軟質の合成樹脂を前記キャビティの残りの他部に射出して前記リップ部を成形するリップ部成形工程と
を具備したことを特徴とするカウルトップカバーの製造方法。
【請求項2】
リップ部形成工程では、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定する
ことを特徴とする請求項1記載のカウルトップカバーの製造方法。
【請求項3】
ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備えた合成樹脂製のカウルトップカバーであって、
前記リップ部は、
前記カバー本体部と基端側が隣接するリップ本体部と、
このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、
この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部とを有し、
前記カバー本体部は、前記リップ本体部に隣接する位置にて背面側に突設されて前記ウインドシールドに対向する本体突出部を有している
ことを特徴とするカウルトップカバー。
【請求項4】
リップ部は、リップ本体部の本体突出部と隣接する部分にて背面側に突設されてウインドシールドと対向するリップ突出部を有し、
前記本体突出部は、前記リップ突出部よりも背面側に延設されている
ことを特徴とする請求項3記載のカウルトップカバー。
【請求項1】
ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備え、前記カバー本体部は、前記リップ部に隣接する位置にて背面側に突設されて前記ウインドシールドと対向する本体突出部を有し、前記リップ部は、前記本体突出部と基端側が隣接するリップ本体部と、このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部と、前記リップ本体部の前記本体突出部と隣接する部分にて背面側に突設されて前記ウインドシールドと対向するリップ突出部とを有している合成樹脂製のカウルトップカバーの製造方法であって、
前記本体突出部を形成する第1の凹部、前記第2のシール部を形成する第2の凹部、及びこれら第1及び第2の凹部間に位置するガイド孔を有する第1の金型と、前記第1及び第2の凹部と前記ガイド孔とが連通するキャビティを前記第1の金型との間に区画する第2の金型と、前記リップ突出部を形成するスライド駒凹部を前記キャビティ側に有し前記第1の金型の前記ガイド孔に進退可能に配置されたスライド駒とを備えた成形型を用い、
前記スライド駒を前記ガイド孔から前進させ前記第2の金型に当接させることで前記キャビティの一部に区画した本体部キャビティに合成樹脂を射出して前記カバー本体部を成形する本体部成形工程と、
前記リップ突出部での前記リップ部の厚みが前記第2のシール部での前記リップ部の厚みよりも小さくなるように前記スライド駒を前記ガイド孔へと所定距離後退させ、前記合成樹脂よりも軟質の合成樹脂を前記キャビティの残りの他部に射出して前記リップ部を成形するリップ部成形工程と
を具備したことを特徴とするカウルトップカバーの製造方法。
【請求項2】
リップ部形成工程では、スライド駒をガイド孔へと後退させる所定距離を、リップ突出部でのリップ部の厚みが第2のシール部でのリップ部の厚み及び本体突出部でのカバー本体部の厚みよりもそれぞれ小さくなるように設定する
ことを特徴とする請求項1記載のカウルトップカバーの製造方法。
【請求項3】
ウインドシールドと車体部材との間のカウル部を覆うカバー本体部、及びこのカバー本体部に隣接しこのカバー本体部よりも軟質のリップ部を備えた合成樹脂製のカウルトップカバーであって、
前記リップ部は、
前記カバー本体部と基端側が隣接するリップ本体部と、
このリップ本体部の先端側に突設され前記ウインドシールドに圧接される第1のシール部と、
この第1のシール部の基端側にて前記ウインドシールドに向けて突設され、このウインドシールドに圧接される第2のシール部とを有し、
前記カバー本体部は、前記リップ本体部に隣接する位置にて背面側に突設されて前記ウインドシールドに対向する本体突出部を有している
ことを特徴とするカウルトップカバー。
【請求項4】
リップ部は、リップ本体部の本体突出部と隣接する部分にて背面側に突設されてウインドシールドと対向するリップ突出部を有し、
前記本体突出部は、前記リップ突出部よりも背面側に延設されている
ことを特徴とする請求項3記載のカウルトップカバー。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−91436(P2013−91436A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−235075(P2011−235075)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000229955)日本プラスト株式会社 (740)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000229955)日本プラスト株式会社 (740)
【Fターム(参考)】
[ Back to top ]