
カッター装置、および媒体加工方法
【課題】図案が形成された媒体を短時間で均一に加工できるカッター装置を提供する。
【解決手段】媒体Sの搬送ユニット20と、それぞれにカッター刃41を有する複数のカッターユニット(40a〜40f)と、搬送方向と直交する走査方向に複数のカッターユニットを個別に移動させるキャリッジユニット30と、制御部10を備え、制御部は、複数のカッター刃のうち、任意の数の同種のカッター刃の刃先42を媒体に当接させつつ、搬送ユニットとキャリッジユニットを制御してカッター刃と媒体とを相対的に移動させることで、任意の数のカッター刃の刃先による任意の数の軌跡を媒体に形成させるとともに、各カッター刃について、媒体に軌跡を形成した実績に関する情報を使用履歴として記憶し、軌跡を媒体に形成させる際に使用するカッターユニットを使用履歴に基づいて選択するカッター装置1としている。
【解決手段】媒体Sの搬送ユニット20と、それぞれにカッター刃41を有する複数のカッターユニット(40a〜40f)と、搬送方向と直交する走査方向に複数のカッターユニットを個別に移動させるキャリッジユニット30と、制御部10を備え、制御部は、複数のカッター刃のうち、任意の数の同種のカッター刃の刃先42を媒体に当接させつつ、搬送ユニットとキャリッジユニットを制御してカッター刃と媒体とを相対的に移動させることで、任意の数のカッター刃の刃先による任意の数の軌跡を媒体に形成させるとともに、各カッター刃について、媒体に軌跡を形成した実績に関する情報を使用履歴として記憶し、軌跡を媒体に形成させる際に使用するカッターユニットを使用履歴に基づいて選択するカッター装置1としている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、印刷装置による図案の印刷動作に連続して、印刷された図案をその輪郭に沿って裁断したり紙器などの折り線を形成したりするためのカッター装置、及び媒体を裁断したり、折り線を付けたりするための媒体加工方法に関する。
【背景技術】
【0002】
紙などの媒体に形成された図案をその輪郭に沿って裁断したり、適宜な位置に折り線を付けたりするための装置(以下、カッター装置)が知られている。裁断の対象となる図案としては、例えば、剥離紙上に剥離可能に接着された媒体上に印刷されたラベルなどがある。ラベルは、後に剥離紙から剥離されて商品などの表面に貼着される。また、図案が紙製の容器(紙器)の展開図に相当する図案であれば、カッター装置は、展開図の外形に沿って裁断する加工動作に加え、その展開図を紙器として箱状に形成するための折り線をつける加工動作も行う。
以下の特許文献1には、ラベルなどの図案を印刷する印刷装置とカッター装置とが一体化された装置について記載されており、カッター装置は、紙送り方向と紙の幅方向に移動可能なカッター刃を備えている。
【0003】
また、ラベルなどは、一般的に、ロール状に巻回された媒体(紙、フィルムなど、以下、ロール状媒体)の幅方向に複数印刷される。そのため、ラベルをその輪郭に沿って裁断するための方法としては、特許文献1に記載の印刷装置とカッター装置とが一体となった装置を用いる方法に限らず、例えば、以下の特許文献2に記載のスリッターを用いる方法もある。この方法では、すでに幅方向に複数のラベルが印刷されているロール紙を、スリッターを用いて巻回方向、すなわち長さ方向に切断しながら巻き取り、幅方向に複数のラベルが印刷されていたロール紙を幅方向に一つのラベルが印刷された複数のロール紙に分断する。その上で、さらに、印刷装置とは別体のカッター装置や抜き型などを用いて各ロール紙に印刷されているラベルをその輪郭に沿って一つずつ裁断していく。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−281684号公報
【特許文献2】特開平6−31682号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
媒体上に形成されるラベルや紙器の展開図などの図案は、印刷装置によって大量かつ高速に印刷することが可能である。また、図案の種類が多くても、印刷データを変更するだけでよく、例えば、一つのロール紙に多種多様な図案を印刷することができる。しかしながら、その図案に対して裁断などを施すカッター装置は、印刷装置にて図案を形成するための印刷時間と比較すると、裁断や折り線加工などの媒体加工に要する処理時間が長い。そのため、印刷装置による図案の高速印刷が可能であっても、白紙状態の媒体から最終的に裁断した状態の製品にする際には、結局、図案の印刷速度を媒体に対する加工速度に合わせることになり、印刷装置における高速かつ大量印刷や少量多品種印刷によるコストダウン効果が阻害されてしまう。
【0006】
具体的には、引用文献1に記載のカッター装置では、印刷された図案の輪郭を一つの刃でなぞって描画するように裁断していくため、紙面の幅方向に複数の図案が印刷されている場合には、裁断に極めて長い時間が掛かる。もちろん、印刷後に別体のカッター装置や抜き型を使って裁断する場合は、印刷済みの媒体をカッター装置まで移動させる必要もあり、同様に、図案の裁断に長時間を要する。また、印刷物が少なくても高価な抜き型が必要となり、印刷装置の利点である少量多品種印刷への対応が極めて難しい。
【課題を解決するための手段】
【0007】
本発明の当初の目的は、図案が形成された媒体をより短時間で加工することが可能なカッター装置を提供すること、であった。そして、その目的を達成するため創作過程で、複数のカッター刃を用い、複数の図案を対象として一括して媒体加工を行う、特殊な構成を備えたカッター装置に想到した。しかしながら、複数のカッター刃を同時に用いた場合、例えば、加工の対象となる図案の数とカッター刃の数とが毎回同じであるとは限らないため、複数のカッター刃の間で、刃先の摩耗などによって加工精度などに偏りが生じることが知見された。
【0008】
したがって本発明は、図案が形成された媒体を短時間で加工することができるとともに、カッター刃の経時変化を考慮して長期に亘って均一した加工精度を維持できるカッター装置を提供することを主な目的としている。
【0009】
上記目的を達成するための主たる発明は、図案が形成されたシート状の媒体にカッター刃の刃先を当接させつつ当該カッター刃と前記媒体とを相対的に移動させて、前記刃先による任意の形状の軌跡を前記媒体に形成するカッター装置であって、
所定の搬送方向に前記媒体を反転自在に搬送する搬送ユニットと、
それぞれが、刃先を有するカッター刃を備えるとともに、当該カッター刃を前記媒体に対して個別に離間、近接自在に移動させて前記刃先を前記媒体に当接させる複数のカッターユニットと、
前記搬送方向と直交する走査方向に前記複数のカッターユニットを個別に移動させるキャリッジユニットと、
制御部と、
を備え、
前記制御部は、
前記複数のカッターユニットのうち、同種のカッター刃を備える任意の数のカッターユニットの前記カッター刃の前記刃先を前記媒体に当接させつつ、前記搬送ユニットに前記媒体を前記搬送方向に搬送させる動作と、前記キャリッジユニットに前記任意の数のカッターユニットを前記走査方向に移動させる動作とを行わせることで、前記カッター刃と前記媒体とを相対的に移動させて、前記任意の数のカッターユニットのそれぞれの前記カッター刃の前記刃先による軌跡を前記媒体に形成させるとともに、
前記複数のカッターユニットのそれぞれに装着されている前記カッター刃について、前記刃先による前記軌跡を前記媒体に形成した実績に関する情報を使用履歴として記憶し、
前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを前記使用履歴に基づいて選択する、
ことを特徴とするカッター装置である。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態であるカッター装置の設置例を示す図である。
【図2】印刷装置と上記一実施形態に係るカッター装置とにおける媒体の搬送経路を示す図である。
【図3】上記一実施形態に係るカッター装置の機能ブロック図である。
【図4】上記一実施形態に係るカッター装置の要部を上方から見たときの平面図である。
【図5】上記一実施形態に係るカッター装置の要部を媒体の搬送方向から見たときの断面図である。
【図6】上記一実施形態に係るカッター装置を構成するカッターユニットの概略図である。
【図7】上記一実施形態に係るカッター装置の要部を斜め上方から見たときの一部破断斜視図である。
【図8】上記一実施形態に係るカッター装置によって媒体に折り線を付ける際の手順を示す図である。
【図9】上記一実施形態に係るカッター装置によって媒体を裁断する際の手順を示す図である。
【図10】上記一実施形態に係るカッター装置が備えるカッター刃の経時変化の様子を示す図である。
【図11】上記一実施形態に係るカッター装置が備えるカッター刃のオフセット量と、媒体を裁断したときの刃先の軌跡との関係を示す図である。
【図12】本発明の第1の実施例に係る媒体加工方法の概略を示す図である。
【図13】本発明の第2の実施例に係る媒体加工方法の概略を示す図である。
【図14】本発明の第3の実施例に係る媒体加工方法の概略を示す図である。
【図15】その他の実施形態に係るカッター装置の要部を上方から見たときの一部破断斜視図である。
【発明を実施するための形態】
【0011】
===実施形態、および実施例について===
本明細書及び添付図面の記載により、上記主たる発明に対応する実施形態に加え、少なくとも以下の実施形態に対応するカッター装置が明らかにされる。
【0012】
前記使用履歴には、前記複数のカッター刃のそれぞれについての累積使用時間が含まれていることを特徴とするカッター装置。
【0013】
前記使用履歴には、前記複数のカッター刃のそれぞれが前記媒体に前記軌跡を形成した際の累積移動距離が含まれていることを特徴とするカッター装置。
【0014】
前記制御部は、所定の媒体加工動作の実行期間を1回の媒体加工機会として、各回の媒体加工機会の開始時点で、前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを選択することを特徴とするカッター装置。
【0015】
前記カッターユニットは、通電されることで前記カッター刃を前記媒体に当接させるように直線移動させるソレノイドを含んで構成されていることを特徴とするカッター装置。
【0016】
前記使用履歴には、前記複数のカッター刃のそれぞれについての前記媒体加工機会の連続回数が含まれているとともに、前記制御部は、前記軌跡を前記媒体に形成させる際に使用するカッターユニットを選択する際、前記媒体加工機会の連続回数についての前記使用履歴を優先的に参照すること特徴とするカッター装置。
【0017】
前記ソレノイドの温度を測定する温度測定部を含み、前記制御部は、前記カッターユニットのソレノイドが所定の温度以上になったことを検出すると、当該ソレノイドを備えた前記カッターユニットの使用を中止する、ことを特徴とするカッター装置。
【0018】
そして、本発明の実施例は、上記実施形態に係るカッター装置における媒体加工方法であり、所定の搬送方向に媒体を反転自在に搬送させる搬送ステップと、
複数のカッター刃を前記搬送方向と直交する走査方向に個別に移動させる移動ステップと、
前記複数のカッター刃のうち、同種の任意の数のカッター刃の刃先を前記媒体に当接させつつ、前記搬送ステップと当該同種のカッター刃に対する前記移動ステップとを行わせて前記カッター刃と前記媒体とを相対的に移動させることで、前記任意の数のカッター刃の前記刃先による当該任意の数の軌跡を前記媒体に形成させる媒体加工ステップと、
前記複数のカッターユニットのそれぞれに装着されているカッター刃について、前記媒体加工ステップの実行実績に関する情報を使用履歴として記憶する使用履歴記憶ステップと、
前記媒体加工ステップにおいて使用する前記カッター刃を、前記複数のカッター刃についての前記使用履歴に基づいて選択するカッター刃選択ステップと、
を含んでいることを特徴としている。なお、上記各実施形態や実施例についての具体例、および作用や効果については以下の記載で明らかにする。
【0019】
===カッター装置の設置例===
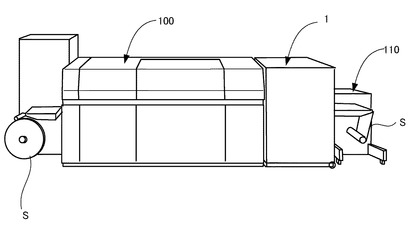
図1は、実施形態に係るカッター装置1の設置例を示している。この例では、カッター装置1は、ロール状に巻回された媒体Sを繰り出しながら文字や図形を含んだ図案(ラベルなど)を印刷する印刷装置100に付属して設置されている。カッター装置1は、印刷装置100から搬送されてくる図案が印刷された媒体Sを連続的して搬送しつつ、媒体S上の複数の図案を個々の図案に裁断したり、所定の位置に折り線や罫線をつけたりするなどの媒体加工動作を行う。なお、図1に示した実施形態に係るカッター装置1は、媒体Sを図案ごとに切断して個々に分離するのではなく、必要に応じて折り線や罫線を付けるとともに、図案ごとに切り離し可能な状態で裁断し、その裁断後の媒体Sを巻き取り装置に受け渡して再度ロール状に形成する構成となっている。
【0020】
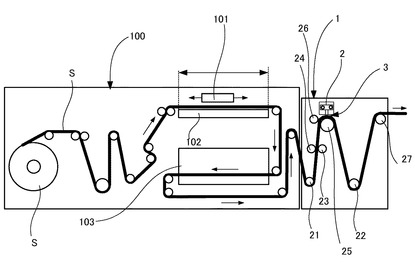
図2に、媒体Sの搬送経路の概略を示した。なお図2における紙面奥行き方向を媒体Sの幅方向とし、媒体Sの巻き取り方向を搬送方向、あるいは長さ方向としている。また、搬送方向において、カッター装置1に対して印刷装置100側を上流、巻き取り装置110など加工後の媒体Sが受け渡される後段側を下流とする。なお、媒体Sについては、図案が印刷される面をおもて面、あるいは上面とする。そして、以後の説明では、これらの相対的な位置や方向の関係を踏襲することとする。
【0021】
ここに示した印刷装置100は、周知のインクジェット方式の印刷装置100であり、一定長(以下、1フレーム)分の媒体S面に一括してラベルなどの図案を印刷する構成となっている。また、インクを媒体上面に向かって吐出するノズルを備えたヘッド101は、媒体Sの幅方向に亘ってノズルが形成されたラインヘッド101であり、フラットベッド102上に1フレーム分の媒体Sが固定された状態で、そのヘッド101がインクを吐出しつつ搬送方向に移動する。それによって、媒体S上に図案が形成される。1フレーム分の媒体S面に図案が印刷されたら、次の1フレーム分の媒体Sがフラットベッド102上に搬送される。そして、図案が印刷された状態の媒体Sは、インクを媒体S上に固着させるための乾燥ユニット103を経てカッター装置1内に搬送されてくる。
【0022】
カッター装置1は、1フレーム単位で搬送されてくる媒体Sを印刷装置100側に逆流させることなく内部で保持しながら正逆自在に搬送し、最終的に後段に媒体Sを受け渡すための各種ローラー(21〜27)を内蔵し、その媒体Sの搬送途上の所定の媒体加工位置3において、媒体Sに対してカッター刃を当接させつつそのカッター刃を媒体Sに対して相対移動させることで、媒体S上にカッター刃の軌跡を形成させる。すなわち、媒体Sを任意の形状に沿って裁断したり、媒体Sに任意の形状の折り線や罫線を付けたりする媒体加工動作を行う。そして、本実施形態にかかるカッター装置1は、裁断や折り線加工などの媒体加工を施すための機構(媒体加工機構)2やその媒体加工機構2の制御方法に特徴を有し、印刷装置100における媒体Sの搬送速度、すなわち印刷速度を落とすことなく、図案の印刷から裁断などの媒体加工までの実効的な処理時間を短縮することができるようになっている。
【0023】
===カッター装置の構成===
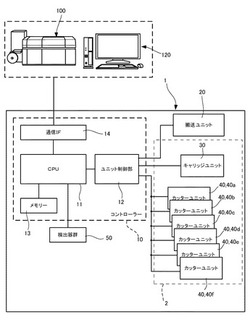
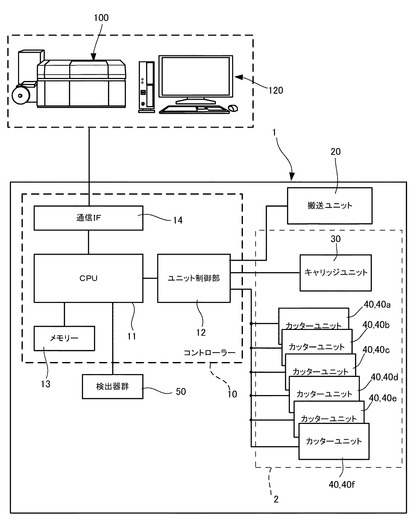
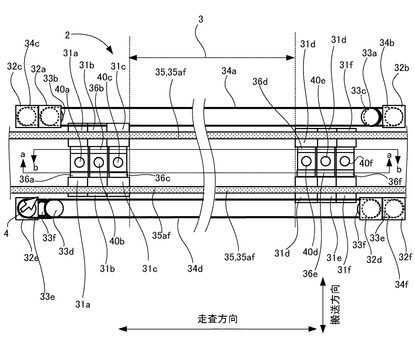
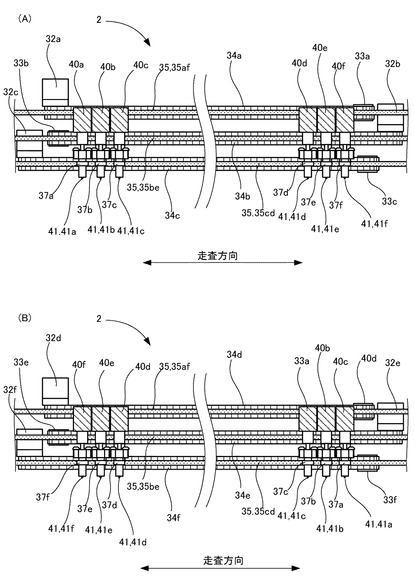
図3に本実施形態に係るカッター装置1の機能ブロック構成を示した。また、図4と図5に、当該カッター装置1の要部となる媒体加工機構2の概略図を示した。図4は、この媒体加工機構2を媒体Sの上面側からみたときの図であり、図5(A)、および図5(B)は、それぞれ、図4におけるa−a矢視断面、およびb−b矢視断面に相当する図である。そして、カッター装置1は、図3に示したように、コントローラー10、搬送ユニット20、キャリッジユニット30、カッターユニット40、および検出器群50を主要な構成として含んでいる。
【0024】
コントローラー10は、実質的に、カッター装置1の制御用コンピューターであり、演算処理装置であるCPU11、CPU11からの命令に従って各ユニット(20,30,40)や検出器群50を制御したり、各ユニット(20,30,40)や検出器群50が出力するデータをCPU11に転送したりするためのユニット制御部12、CPU11により実行されるプログラムの格納領域やそのプログラムの作業領域が確保されるメモリー13、および印刷装置100やコンピューター120などの外部装置とCPU11とのデータ通信を仲介するための通信インターフェイス部(通信IF)14などを含んで構成されている。
【0025】
搬送ユニット20は、媒体Sを正逆双方向に搬送するための各種機構や構造を備え、媒体Sは、前後に移動しながら、上方からカッター刃の刃先が当接して切断されることになる。搬送ユニット20の概略構造は、先に図2に示したように、媒体Sのおもて面や裏面と接触して当該媒体Sを搬送するためのするローラー(21〜27)が各所に配置され、適宜なローラーが正逆に回転可能なモーター(図示せず)と機械的に接続されることで媒体Sが上流あるいは下流方向に向かって搬送される。そして、媒体加工位置3にはニップルローラー25が配置されて、媒体加工時には、このニップルローラー25上にてカッター刃41が媒体Sの上面に当接する。また、最も上流側と下流側のローラー(21,27)間では、媒体Sが正逆方向に搬送されることから、搬送ユニット20には、印刷装置100内に媒体Sが逆流しないように所定の長さ分(例えば、1フレーム分)の媒体Sをカッター装置1内に保持しておくバッファ機能が必要となる。この実施形態では、媒体加工位置3に対して上流側と下流側のそれぞれに上下移動が可能なフローティング・ローラー(21,22)が介在し、このフローティング・ローラー(21,22)が上下方向に移動することでバッファ機能を実現している。
【0026】
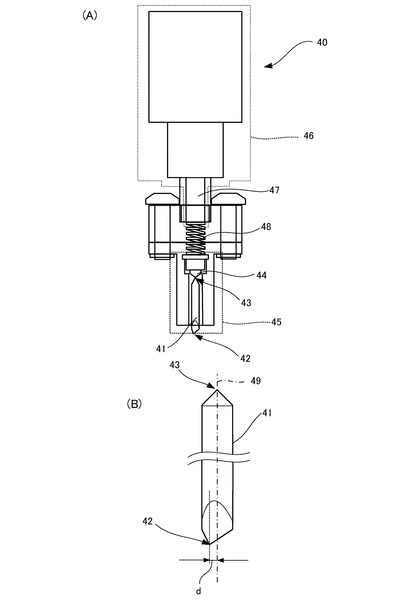
カッターユニット40は、媒体Sを裁断するためのカッター刃41と、媒体加工時にそのカッター刃41を媒体Sに当接させるための各種機構を含んで構成されており、本実施形態のカッター装置1は、6組のカッターユニット(40a〜40f)を備えている。図6に、一つのカッターユニット40の概略構成を示した。図6(A)はカッターユニット40の一部を透視した側面図であり、図6(B)は、カッター刃41の拡大図である。カッターユニット40に装着されるカッター刃41は、概して円柱状でその円柱の一方の端面側に刃先42が形成された形状である。そして、カッターユニット40には、そのカッター刃41の円柱部分を収納するホルダー部45と、当該ホルダー部45に内蔵されて、カッター刃41の上端43を吸着しつつ上下方向に移動可能な磁石44と、当該磁石44を上下に移動させる周知のソレノイドアクチュエーター46とを備えている。
【0027】
ソレノイドアクチュエーター(以下、ソレノイド)46は、ユニット制御部12からの電力供給を受けて、下方に移動する移動軸47を備えている。当該移動軸47は、その下端に連続するバネ48を圧縮するとともに、そのバネ48の下端に配置されている磁石44を下方に移動させる。それによって、それによってホルダー部45に収納されたカッター刃41が上下に移動し、カッター刃41の刃先42が媒体S上に当接したり離間したりすることが可能となっている。また、ソレノイド46に印加する電流を制御することで、刃先42を媒体Sに押しつける強度を調整することができ、媒体Sに所定の深さの裁断線や折り線などを形成することができる。例えば、ラベル用の媒体Sであれば、ラベルとなる図案が印刷された紙やフィルムが剥離紙上に貼着された二層構造であるため、その剥離紙を切断せずにラベルが印刷された紙やフィルムのみを切断することができる。もちろん、媒体Sの厚さに応じて押圧強度を調節し、種々の厚さの媒体Sを切断することも可能である。刃先42が所定の形状を有するカッター刃41を用いるとともに、押圧強度を調整することで、例えば、後に箱状に成型される紙器の折り線や罫線などを形成することも可能となる。そして、ソレノイド46への電力供給が解除されると、圧縮状態にあるバネ48が復元し、カッター刃41が上方に移動し、刃先42が媒体S上面から離間する。
【0028】
また、本実施形態におけるカッター刃41は、媒体S上に当接させた状態で、カッターユニット40を移動させると、その移動方向に刃先42が向くように追従する「自在刃」である。上述したように、カッター刃41は、総じて円柱状で、上端43は、上方を頂点とする円錐状で、下端に刃先42が形成されている。そして、刃先42の形成位置は、上端43の円錐の頂点を通る円柱の中心軸49と所定の距離dを有して離間している。すなわち、「偏芯カッター刃」などと呼ばれているカッター刃41となっている。また、カッター刃41を吸着する磁石44の下端も下方を頂点とする円錐状であり、カッター刃41と磁石44は互いに円錐の頂点の一点で当接した状態で吸着されている。それによって、カッター刃41の刃先42を媒体Sに当接させた状態でカッターユニット40を移動させると、刃先42が、中心軸49の軌跡に追従する。すなわち、中心軸49回りにカッター刃41を回転させるための別の動力や特別な機構を必要とせずに、カッター刃41自体が当該中心軸49回りに回転する。
【0029】
キャリッジユニット30は、カッターユニット40を媒体Sの幅方向(以下、走査方向)に移動させるためのものであり、6組のカッターユニット(40a〜40f)に対応して6組(30a〜30f)ある。各カッターユニット(40a〜40f)は、個別にキャリッジ(31a〜31f)に支持されて、走査方向に個別に往復移動する。
【0030】
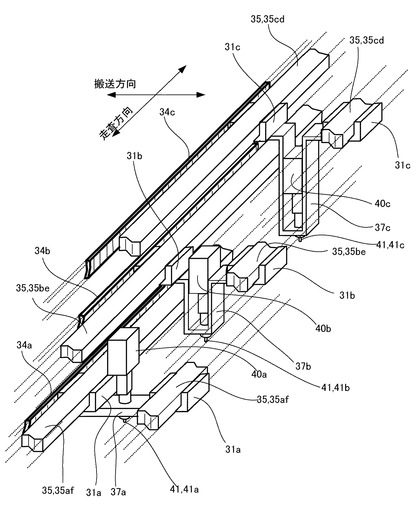
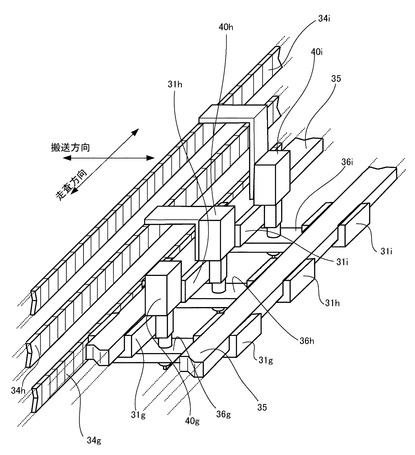
図7にキャリッジユニット30の部分的な構成を破断斜視図にして示した。当該図7は、図4に示した媒体加工機構2を白抜き矢印4の方向から俯瞰したときの図に相当する。本実施形態において、キャリッジユニット30は、二つ一組で一つのカッターユニット(40a〜40f)を支持しつつガイドレール(35a〜35f)によって案内される6組のキャリッジ(31a〜31f)と、二つ一組のキャリッジ(31a〜31f)の一方が固定されて、当該キャリッジ(31a〜31f)を媒体Sの幅方向(以下、走査方向)に往復運動させるベルト(34a〜34f)と、そのベルト(34a〜34f)を正逆反転自在に巡回運動させるためのモーター(32a〜32f)やプーリー(33a〜33f)などを含んで構成されている。そして、計6本のベルト(34a〜34f)は、各カッターユニット(40a〜40f)の前後にそれぞれ3本ずつ配置されて、各ベルト(34a〜34f)がそれぞれのモーター(32a〜32f)とプーリー(33a〜33f)に架け渡されて、個別に往復運動する。キャリッジ(31a〜31f)を案内するガイドレール35は、全部で6本あり、上下に3本ずつ前後に配置されて、走査方向に延長している。そして、当該図7に示したように、同じ高さ位置にある前後一組のガイドレール(35af,35be,35cd)は、二組のキャリッジ(31aと31f,31bと31e,31cと31d)を案内し、二組のキャリッジ(31aと31f,31bと31e,31cと31d)が共通のガイドレール(35af,35be,35cd)によって案内されるようになっている。各カッターユニット(40a〜40f)は、一組のキャリッジ(31a〜31f)間に架設された支持部材(36a〜36f)を介して二つ一組のキャリッジ(31a〜31f)間に支持されている。そして、この例では、6組のキャリッジ(31a〜31f)のうち、走査方向において最も内側にある二組のキャリッジ(31c,31d)が上段のガイドレール35cdによって案内され、以後、外側に向かって二つ一組のキャリッジ(31b−31eと31a−31f)が、順に中段のガイドレール35beと下段のガイドレール35afに案内される。すなわち、走査方向を左右方向とすると、6組のカッターユニット(40a〜40f)は、上下位置については左右対称となるように配置されている。また、6組のカッターユニット(40a〜40f)は、それぞれのカッター刃41の中心軸49が走査方向に一列となるように左右方向に並んでいる。
【0031】
なお、各ガイドレール(35af,35be,35cd)の長さは、媒体加工位置3における媒体Sの幅方向長さ、すなわち媒体Sにおける左右の余白を除いた長さよりも長く、カッター装置1が媒体加工動作にないときは、6組のキャリッジ(31a〜31f)が3組ずつ左右の端部に移動し、この状態では一番内側のカッターユニット(40c,40d)は、媒体加工位置3よりも走査方向外側の位置(待機位置)にある。そして、各モーター(32a〜32f)がユニット制御部12からの制御信号に基づいて各ベルト(34a〜34f)を走行させることで、各キャリッジ(31a〜31f)に支持されている6組のカッターユニット(40a〜40f)が個別に走査方向に移動する。なお、図4、図5からも理解できるように、それぞれのカッターユニット(例えば、40b)は、隣接するカッターユニット(40a,40c)を超えて反対側に移動することができない。すなわち、各カッターユニット(40a〜40f)は、走査方向における相互の相対的な位置関係が固定されている。
【0032】
このように、カッター装置1では、搬送ユニット20によって媒体Sが正逆方向に搬送されるとともに、各カッターユニット(40a〜40f)が個別に走査方向に移動する。それによって、各カッターユニット(40a〜40f)に装着されているそれぞれのカッター刃(41a〜41f)の刃先42が媒体S上に任意の軌跡(裁断線、折り線など)を描くことが可能となる。
【0033】
なお、検出器群50は、カッター装置1内の様々な状態を検出するための各種センサーを含み、各センサーは、その検出結果(検出データ)をコントローラー10に出力する。この例では、各キャリッジ(31a〜31f)の走査方向での位置を検出するリニア式エンコーダー(図示せず)、媒体Sの搬送量や搬送方向を検出するためのローラロータリー式エンコーダー(図示せず)、媒体S上に印刷された「トンボ」などの位置合わせ用のマーク(以下、位置決めマーク)を撮影するためのカメラ(図示せず)などが検出器群50に含まれている。
【0034】
===実施形態に係るカッター装置の優位点===
以上の構成を備えたカッター装置1は、媒体Sに対して個別に相対移動する6組のカッターユニット(40a〜40f)を備えており、しかも、6組のカッターユニット(40a〜40f)には、裁断の深さや用途(例えば、裁断用と折り線加工用)など、異なる種類のカッター刃(41a〜41f)を装着させることができるため、原理的に媒体加工速度を向上させることができるようになっている。
【0035】
具体的には、媒体Sの幅方向に亘って複数の図案が形成されている場合、従来のカッター装置では、複数種類のカッター刃を備えていたとしても、幅方向にある複数の図案の一つずつに対して、ある種類のカッター刃を使って裁断したり折り線を付けたりする媒体加工動作を実行し、次に、異なるカッター刃を用いて異なる媒体加工動作を行っていた。すなわち、幅方向に形成されている複数の図案うちの一つの図案に対して異なるカッター刃による一連の媒体加工動作が終わると、次の図案に対する一連の媒体加工動作を最初から繰り返していた。そのため、媒体Sの加工に関わる速度を大きく向上させることが難しかった。
【0036】
一方、本実施形態に係るカッター装置1では、複数のカッターユニット(40a〜40f)を備え、しかも、それぞれのカッターユニット(40a〜40f)に装着されるカッター刃(41a〜41f)を異なる種類のものにすることができる。そして、走査方向については、複数のカッターユニット(40a〜40f)を同時に動作させることができる。例えば、紙器用の図案であれば、展開図に対応する外形を裁断するカッター刃(例えば、41d〜41f)を装着したカッターユニット(例えば、40d〜40f)と、折り線を形成するためのカッター刃(例えば、41a〜41c)を装着したカッターユニット(例えば、40a〜40c)の双方を搭載することができるとともに、複数のカッターユニット(40a〜40f)のうち、同じ種類のカッター刃(41a〜41c、または41d〜41f)を装着している複数のカッターユニット(例えば、40a〜40c,または40d〜40f)が、同時に媒体Sに対して同じ内容の媒体加工動作を実行することができる。なお、異なる種類のカッター刃(41a〜41f)とは、用途によって刃先42の形状自体が異なる場合だけでなく、同じ用途や形状であっても、ソレノイド46への印加電流やソレノイド46の移動軸47を上方へ付勢するバネ48の強さなどによって、各カッター刃41による媒体Sへの押圧強度が異なっている場合にも該当する。いずれにしても、カッター装置1は、媒体加工動作中にある複数のカッター刃(41a〜41f)については同じ種類のものを用いることで高い媒体加工速度を達成している。以下では、本実施形態に係るカッター装置1における媒体加工動作について説明する。
【0037】
===カッター装置の媒体加工動作===
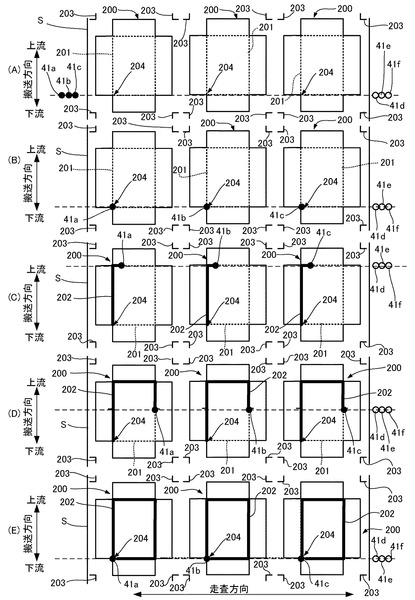
カッター装置1による具体的な媒体加工動作の一例として、紙器用の図案が形成された媒体Sを加工対象として、その図案に折り線を形成する動作を実行した上で紙器の外周に切断線を形成する動作を連続、かつ高速に行う例を示す。図8と図9に媒体加工動作の一例についての概略を示した。これらの図では、図4、図5に示した構成において、左右3組ずつのカッターユニット(40a〜40c,および40d〜40f)で、異なるカッター刃(41a〜41c,および41d〜41f)が装着されているものとする。図8、図9では、紙面左側にあるカッター刃(41a〜41c)が折り線加工用であり、図中では、黒丸で示されている。また、白丸で示された右側のカッター刃(41d〜41f)が、裁断用となっている。そして、図中における黒丸と白丸の位置を刃先42の位置としている。なお、紙器を形成するための媒体Sは、例えば、紙器の展開図に相当する図案が印刷された紙面の裏面側に台紙が積層された構成であり、ここでは、その図案200が形成されている紙面の所定位置に折り線202を形成する動作と、図案200の外形を裁断する動作とを行うこととしている。そして、媒体Sの幅方向に同じ図案200が三つ並んで形成され、この図案200に対して折り線加工と裁断とを行う。
【0038】
まず、折り線加工時の動作の流れを図8(A)〜(E)の順に示した。(A)に示したように、媒体加工動作が休止中にあるときは、カッターユニット(40a〜40f)は、それぞれ、走査方向の左右に3組ずつに分かれて所定の待機位置にある。また、コントローラー10のメモリー13には、カッターユニット(40a〜40f)のそれぞれとカッター刃(41a,41d)の種類との対応付けを記述したデータが記憶されているものとする。このカッターユニット(40a〜40f)と各カッター刃(41a〜41f)との対応関係を記述したデータは、印刷装置100やコンピューター120などの外部装置から送信されてくるものであってもよいし、カッター装置1にカッターユニット(40a〜40f)とカッター刃(41a,41d)との対応付けを利用者入力により受け付けるユーザーインターフェイスを備えさせてもよい。
【0039】
そして、加工対象となる図案200が印刷されている媒体Sが印刷装置100より搬送されてくると、CPU11は、搬送ユニット20を制御し、媒体Sを媒体加工位置3まで搬送させる。そして、外部装置(100,120)から受け取った加工対象となる図案200の位置や形状を記述したデータに基づいて、媒体Sへの加工開始位置204を特定する。本実施例では、ユニット制御部12が位置決めマーク203を撮影するカメラからの映像信号をサンプリングするなどして所定形式の映像データに変換し、CPU11がその映像データを周知の画像認識技術により処理することで、各図案に対応する位置決めマーク203の有無やその形成位置を検出する。そして、搬送ユニット20を制御し、検出した位置決めマーク203の位置と図案200の印刷領域とが所定の相対位置関係となるまで媒体Sを搬送させ、さらに、折り線加工用のカッターユニット(40a〜40c)を、それぞれの加工開始位置204まで移動させる(図8:B)。
【0040】
次に、ソレノイド46に通電させてカッター刃(41a〜41c)を媒体S上に当接させるとともに、各カッター刃(41a〜41c)の刃先42が所定の軌跡を描くように搬送ユニット20とキャリッジユニット30とを制御する。この例では、図案200は、扁平な箱の展開図に相当し、その箱の底面となる領域の周囲に折り線202を付ける動作を示している。図中では、形成前の折り線201が点線で示され、形成済の折り線202が太線で示されている。まず、矩形の底面の一つの角を加工開始位置204とし、媒体Sを下流側に搬送させて次の角まで折り線202を付けた後、走査方向に各カッターユニット(40a〜40c)を移動させる(図8:C)。そして、次の角まで折り線202が付くようにカッターユニット(40a〜40c)を移動させたならば、媒体Sを上流側に搬送させる(図8:D)。このようにして、カッター刃(41a〜41c)の刃先42を紙器の矩形底面の外周に沿って時計回りに「一筆書き」となるように周回させ、最終的に始点である加工開始位置204に戻るようにしている(図8:E)。もちろん、より複雑な折り線を付けるような場合では一筆書きができない場合もある、このような場合、折り線が不連続となっている区間では一度ソレノイド46への通電を遮断させてカッター刃(41a〜41c)を媒体S上から離間させ、その状態で次の加工開始位置まで刃先42を移動させればよい。
【0041】
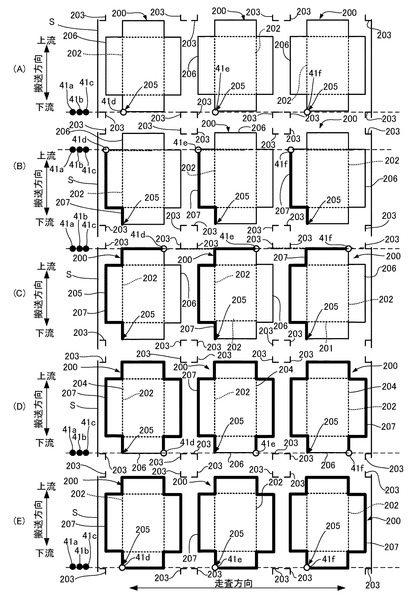
以上の動作により、紙器の折り線が形成されたならば、次に紙器の外形を裁断する。図9(A)〜(E)にその裁断動作の手順を示した。まず、図9(A)に示したように、折り線加工用のカッター刃(41a〜41c)が装着されたカッターユニット(40a〜40c)を待機位置まで移動させたのち、裁断用のカッター刃(41d〜41f)が装着されたカッターユニット(40a〜40f)を裁断開始位置205まで移動させる。そして、図9(B)〜(D)に示したように、紙器の展開図に相当する図案200の外形に沿って刃先42が移動するように、搬送ユニット20とキャリッジユニット30を制御する。ここでは、図案200の外形206に対し、裁断された状態の裁断線207を太線で示している。そして、最終的に、図9(E)に示したように、図案200の外形206を描くように裁断線207を形成して刃先42が一筆書きで裁断開始位置205に戻るようにする。
【0042】
このように、カッター装置1は、折り線202の形成動作と裁断動作のそれぞれについて、走査方向に亘って形成されている複数の図案に対して一括して実行することができる。そして、走査方向に亘って形成されている複数の図案に対して折り線の形成動作と裁断動作からなる一連の媒体加工動作を終えたら、未加工の図案に対する加工開始位置まで媒体Sを下流に向けて搬送し、次の媒体加工動作を行う。このようにして一連の媒体加工動作を繰り返していく。
【0043】
また、カッター装置1における媒体加工動作は、例えば、印刷装置100において所定の媒体領域に図案が印刷されている時間内に行う。印刷装置100が1フレーム分の領域を一単位として図案を印刷する場合では、1フレーム分の図案200が印刷されている期間に媒体加工動作を行う。すなわち、印刷済みの1フレーム分の図案200に対する媒体加工動作を1フレーム分の図案200が印刷されている間に完了させる。それによって、印刷速度を減速させることなく、媒体加工動作を並行して実行させることができる。
【0044】
もちろん、印刷装置100は、1フレームを単位として印刷動作を実行せず、媒体Sの幅方向(走査方向)に移動可能なヘッドを備えて、媒体Sを搬送させつつヘッドを走査方向に移動させることで媒体S上に図案200を形成していく、所謂シリアルプリンターであってもよい。いずれにしても、カッター装置1は、所定の長さ分の媒体Sを、バッファとしてカッター装置1内に保持しつつ反転自在に搬送する搬送ユニット20と、上述した個別に走査方向に移動可能な複数のカッターユニット(40a〜40f)を備えて、印刷装置100における印刷動作を休止させずに連続し媒体加工動作を実行していくようになっている。
【0045】
===カッター刃の経時変化について===
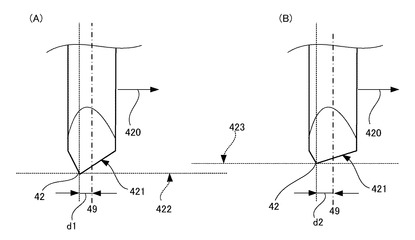
ところで、カッター刃41は、使用されることによって摩耗していく。例えば、図6(B)に示したような偏芯カッター刃41であれば、摩耗によって、中心軸49と刃先42との距離(以下、オフセット量)dが徐々に大きくなっていく。図10に、カッター刃41の形状が経時変化していく様子を例示した。この図10に示したように、カッターユニット40の移動に伴って刃先42は、中心軸49に追従するように矢印420方向に移動する。すなわち、偏芯カッター刃41では、刃先42から中心軸49方向に向かって斜め上方に向かいつつ、円柱側面に至る稜線421が実質的な刃となる。そして、この刃が摩耗していく。そのため、図10(A)に示した当初の刃先42の上下方向の位置422は、図10(B)に示したように、摩耗により徐々に上方の位置423に移動し、それに伴って当初のオフセット量d1がd2へと拡大していく。
【0046】
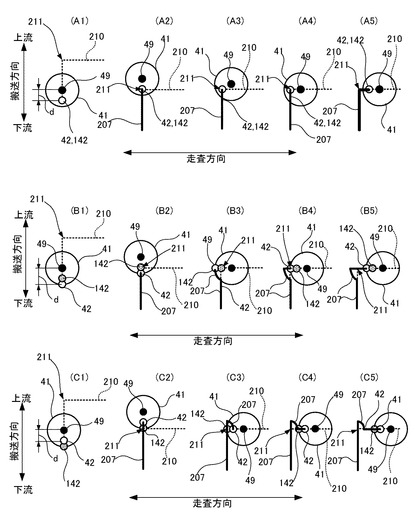
図11に、オフセット量dと刃先42の軌跡との関係を示した。この図では、所定の図形210に沿って媒体Sを裁断したときの状態を示しており、形成前の裁断線、すなわち裁断すべき図形210を点線で示し、形成済みの裁断線207を実線で示している。また、図11(A1)〜(A5)ではカッター刃41の中心軸49を黒丸、実際の刃先42の位置を白丸で示した。図11(B1)〜(B5)、および図11(C1)〜(C5)では、摩耗がない当初の刃先142の位置、あるいはCPU11が認識している刃先142の位置を網点の丸で示している。
【0047】
図11(A1)〜(A5)は、当初の刃先142と実際の刃先42の位置とが一致しているときに所定の図形210に沿って媒体Sを裁断したときの裁断線207の形成手順を示している。なお、ここでは、搬送方向に媒体Sを切断して図中における縦の裁断線207を形成したのち、走査方向へ媒体Sを切断して横の裁断線207を形成して、最終的に外形が逆L字型となる裁断線207を形成する例を示している。まず、搬送方向に媒体Sを搬送させて縦の裁断線207を形成する(A1)(A2)。このとき、オフセット量dを考慮して刃先42が確実に縦線と横線の交点211まで移動するように、中心軸49は縦線の延長線上まで移動させる(A2)。すなわち、縦線を形成する際には、所定の距離だけ余分に媒体Sを搬送させて積極的に「オーバーラン」をさせる。次いで、この刃先42を中心にしてカッター刃41の中心軸49が円周上を移動しながら横線に向かう軌跡を描くように媒体Sを搬送させつつカッターユニット40を移動させる(A3)。すなわち、上流に向かう媒体Sの搬送速度と、図中でカッターユニット40が走査方向右方に向かう移動速度とを一致させる。カッター刃41の中心軸49と刃先42とが横線上に並んだならば(A4)、カッターユニット40を走査方向に移動させる(A5)。それによって、刃先42が目標とする鉤状の形状に沿って移動する。
【0048】
しかし、当初の刃先142の位置やCPU11が認識している刃先142の位置と、実際の刃先42の位置との間に誤差がある場合では、媒体Sを目標とする形状に裁断することができない。例えば、(B1)〜(B5)に示したように、中心軸49に対し、実際の刃先42が認識している刃先142よりも外側の位置にあるときは、制御自体は、先に示した(A1)〜(A5)と同様の手順(B1)〜(B5)で行うため、実際の刃先42の軌跡が上記交点211付近で走査方向外側にずれる。すなわち、最終的に(B5)に示したように、目標とする図形210に対し、交点211付近で走査方向外側に円周の1/4の円弧状に膨らんだ裁断線207が形成される。
【0049】
一方、実際の刃先42に対して、CPU11が認識している刃先142の位置が内側にあるときは、(C1)(C2)に示したように、オーバーランさせる距離が過剰となり、交点211を超えて縦線の延長方向に裁断線207が形成される。次いで、CPU11が認識している刃先142を中心にしてカッター刃41の中心軸49を円周上に沿って移動させるため、過剰にオーバーランした線分を半径とした円周の1/4の円弧が横線に向かって形成される(C2)(C3)。そして、カッターユニット40を走査方向へ移動させると、結果的に、(C5)に示したように、横線に対して搬送方向の外側に突出した1/4円周分の円弧が形成された裁断線207となってしまう。従って、実際の刃先42の位置が摩耗などによって経時変化する場合、媒体加工の精度が劣化することになる。
【0050】
===実施形態に係るカッター装置において考慮すべき点===
上述したように、カッター装置1は、カッター刃41が摩耗することなどに起因して媒体加工品質が経時変化する。もちろん、一つのカッター刃41にのみ注目すれば、媒体加工品質は、摩耗状態に応じて制御の方法を変えることで対応できる。例えば、一つのカッター刃41の媒体加工時間や移動量の累積量などと上記のオフセット量dとの対応関係をメモリー13に記憶しておけば、CPU11は、現在の刃先42の位置を特定することができ、例えば、図11(A1)〜(A5)に示したように、その刃先42の位置に合わせてオーバーランの距離を設定すればよい。したがって、一つのカッター刃41にのみ注目すれば、カッター刃41自体に経時変化があったとしても媒体加工品質を一定に維持することが可能である。
【0051】
しかしながら、本実施形態のカッター装置1は、走査方向に個別に移動可能な複数のカッターユニット40を備えている、という特徴故に考慮すべき点がある。具体的には、媒体Sには、幅方向に同じ図案が複数形成されているのが一般的であるものの、その複数の図案が常に一定の数となっているわけではない。媒体Sの幅方向に亘って一つしか形成されていない場合もあるし、カッターユニット40の数よりも多い場合もある。したがって、媒体加工に際して使用するカッター刃41の数が不定となり、長期間に亘ってカッター装置1を使用し続ければ、各カッター刃41の媒体加工の量(累積時間、累積移動量など)に差が出てくる。すなわち、各カッター刃同士で摩耗状態が不均一となる。
【0052】
そして、一回の媒体加工の機会に同じ種類のカッター刃41を用いて同じ図案を対象として媒体加工した場合、その同時に使用するカッター刃41の摩耗状態に大きな差があれば、その加工品質に差が生じ、最終的には、媒体加工によって生産される製品(ラベルなど)の品質にバラツキが発生することになる。例えば、図11(B1)〜(B5)と(C1)〜(C5)に示した摩耗状態が異なるカッター刃42を同時に使う場合を考えれば、同じ図形210に対して全く異なる軌跡が形成されてしまうことは容易に想像がつく。そこで、以下では、カッター刃41の摩耗など、何らかの理由により個々の各カッター刃41における媒体加工品質が経時変化した場合であっても、複数のカッター刃41同士では、同等の媒体加工品質となる媒体加工方法を実施例として挙げる。
【0053】
===第1の実施例===
第1の実施例は、各カッター刃41における媒体加工品質の経時変化を考慮した基本的な媒体加工方法であり、概略的には、CPU11が、各カッターユニット40、すなわち、各カッター刃41についての媒体加工の履歴(使用履歴)をメモリー13などに記憶し、ある媒体加工動作を実行する際、それまでの各カッター刃41の使用履歴に基づいて、その媒体加工動作にて使用するカッター刃41、すなわちカッターユニット40を選択する、というものである。
【0054】
<使用履歴について>
使用履歴として記録される内容としては、媒体加工動作の実績、すなわち、ある内容の媒体加工動作を開始してその動作を終了するまでを1回として、どのカッターユニット40を何回使用したのか、という実績であってもよいし、各カッターユニット40の累積使用時間であってもよい。カッターユニット40に装着されているカッター刃41が媒体Sに対して相対的に移動した総距離、すなわち刃先42によって媒体Sに形成した軌跡の累積距離であってもよい。
【0055】
<1回の媒体加工機会について>
第1の実施例では、長期的に見て各カッター刃41の使用履歴が均一となるように媒体加工に際して使用する各カッターユニット40を随時変更していくことに特徴がある。しかし、カッターユニット40の変更タイミングについては、媒体加工動作中に、所定の履歴状態となった時点、とすると、媒体加工に掛かる総合的な処理時間を短縮できる、という実施形態のカッター装置1の利点を発揮しにくい。そこで、所定の媒体加工動作を「1回の媒体加工機会」と規定して、各回の媒体加工機会の開始時点で使用するカッター刃41を切り替えていく方が望ましい。一方、1回の媒体加工機会とは、単数、複数を問わず、ある特定の種類のカッター刃41が装着されているカッターユニット40を使用して媒体加工動作を開始したときに、そのカッターユニット40を他のカッターユニット40に切り替えて媒体加工を再開するまでの期間であってもよいし、開始した媒体加工動作が中断されるまでの期間であってもよい。
【0056】
例えば、使用するカッターユニット40を切り替えるまでの期間を1回の媒体加工機会とする場合では、その期間は、媒体Sの走査方向に亘って形成されている図案に対する媒体加工期間もあるし、1フレーム分の印刷図案を対象とした媒体加工期間もある。あるいは、ロール状の媒体Sであれば、1巻分のロール状媒体Sに対する媒体加工期間である可能性もある。媒体加工動作が中断するまでの期間であれば、媒体Sにカッター刃41の刃先42を当接させてから、その当接状態にある刃先42を媒体Sから離間させるまでの期間などが考えられる。この場合は、図8、図9に示したような、複数のカッター刃41のそれぞれが一つの図案を対象として媒体加工動作を行ったとしても、その動作途中で刃先42を媒体2から離間させれば、その媒体加工動作中に複数回の媒体加工機会が含まれることになる。いずれにしても、任意のカッターユニット40の動作内容を1回の媒体加工機会と規定すればよい。
【0057】
<具対的な実施例>
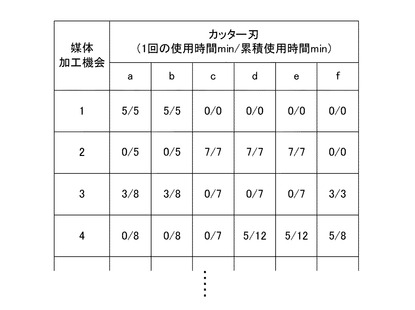
図12に第1の実施例に係る媒体加工方法の具体例を示した。ここでは、6組のカッターユニット(40a〜40f)を備えた上記実施形態に係るカッター装置1において、各カッターユニット(40a〜40f)に同種のカッター刃41が装着されているものとする。図12では、各カッターユニット(40a〜40f)のそれぞれに対応する6本のカッター刃41(図中、a〜fで表記)の使用履歴を示した。また、使用履歴として累積使用時間(ここでは、分:min)を採用しているものとする。そして、1回の媒体加工機会における使用時間と累積使用時間の双方を「使用時間/累積使用時間」で示している。
【0058】
図12に示したように、1回目の媒体加工機会では、aとbのカッター刃41を5分使用している。1回の媒体加工機会では、選択されたカッターユニット(40a,40b)は全て同じ動作を行うため、aとbのカッター刃41の媒体加工機会における使用時間は、ともに5分となり、CPU11は、aとbのカッター刃41に累積使用時間5分を対応付けしてメモリー13に記憶する。2回目の媒体加工機会では、3組のカッターユニット(40a〜40fのうちの3組)を同時使用する媒体加工動作を行うこととしており、ここでは、記憶済みの履歴から、1回目に使用していないc〜fのうちc〜eの3本のカッター刃41に対応するカッターユニット(40c〜40f)を選択し、その選択したカッターユニット(40c〜40f)に媒体加工動作を実行させる。そして、このときの媒体加工時間が7分であったとする。
【0059】
3回目の媒体加工動作も3組のカッターユニット(40a〜40fのうちの3組)を同時使用するものであり、このときに最も累積使用時間が短いfのカッター刃41に対応するカッターユニット40fとその次に累積使用時間が短いaとbのカッター刃41に対応するカッターユニット(40a,40b)の合計3組のカッターユニット(40a,40b,40f)を使用する。4回目も3組のカッターユニット(40a〜40fのうちの3組)を選択する際に、最も累積使用時間が短いfのカッター刃41に対応するカッターユニット40fと、その次に累積使用時間が短いc〜eのカッタ刃41に対応する3組のカッターユニット(40c〜40e)のうちの二組(ここでは、40d,40e)を選択する。
【0060】
このようにして、毎回の媒体加工機会にそれ以前の各カッター刃41の使用履歴を参照し、その参照結果に基づいて直後の媒体加工機会に使用するカッターユニット(40a〜40fのいずれか)を選択していく。それによって、長期的に見れば、各カッターユニット(40a〜40f)に装着されているa〜fの各カッター刃41の摩耗状態をほぼ均一にすることができ、ある媒体加工機会において同時に使用するカッターユニット(40a〜40fのいずれか)に装着されているカッター刃41による媒体加工品質をほぼ均一にすることが可能となる。なお、摩耗状態に応じた媒体加工制御については、例えば、上述したように、累積使用時間とオフセット量dとの対応関係に基づいてオーバーランの距離を決定するなど、所定の制御方法を採用すればよい。いずれにしても、前回の媒体加工機会までの各カッター刃41との使用履歴に基づいて、今回の媒体加工機会に使用するカッターユニット(40a〜40fのいずれか)を選択することを基本としている。
【0061】
===ソレノイドの発熱について===
ところで、カッター刃41の使用量に応じて媒体加工品質が経時変化する要因には、刃先42の摩耗以外にもある。例えば、実施形態のカッター装置1では、カッター刃41を媒体Sに離間可能に当接させる機構としてソレノイド46を使用している。そして、ソレノイド46は、通電されることで媒体Sにカッター刃41の刃先42を当接させるように動作する。通電状態にあるソレノイド46は当然のことながら発熱する。そして、ソレノイド46が発熱するとソレノイド46を構成するコイルによる発生磁界強度が低下し、結果的に移動軸47を介して刃先42を媒体Sに押しつけようとするトルクが低下する。そのため、刃先42を媒体Sに当接させている継続時間が長かったり、発熱したソレノイド46の冷却時間が不十分であったりすると、カッター刃41の媒体加工品質が不均一になってくる。したがって、ソレノイドの発熱によるトルク低下を低減させるためには、媒体加工機会毎に使用するカッターユニット40を選択し、ソレノイド46を定期的に冷却することが好ましい。ソレノイドの発熱によるトルク低下をより確実に防止するためには、十分な冷却期間を設定することが必要であり、使用するカッターユニット40の切り替えタイミングがさらに重要な要素となってくる。そこで、以下に、ソレノイドの発熱を考慮した好適な媒体加工方法を第2の実施例として挙げる。
【0062】
===第2の実施例===
第2の実施例では、CPU11は、累積使用時間や累積移動量などの主にカッター刃41の摩耗に関わる使用履歴の他に、各カッターユニット40について、媒体加工機会にて連続使用された回数を記憶することとし、そのカッターユニット40の連続使用回数に基づいて各媒体加工機会にて使用するカッターユニット40を選択している。
【0063】
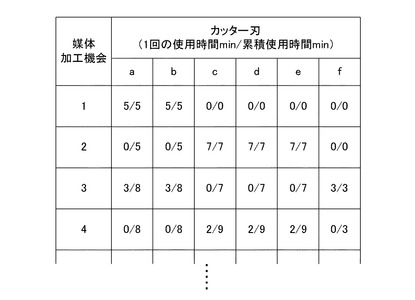
図13に第2の実施例に係る媒体加工方法の概略を示した。ここでも、同種のカッター刃41を装着した6組のカッターユニット(40a〜40f)を備えたカッター装置1を用いることとしている。図13は、先に示した図12とほぼ同様であるが、3回目の媒体加工機会までの使用履歴に基づいて4回目の媒体加工機会に使用する3組のカッターユニット(40a〜40fのうちの3組)を選択する際、上記第1の実施例では、それまでの累積使用時間に基づいてfのカッター刃41に対応するカッターユニット40fと、c〜eのカッター刃41に対応するカッターユニット(40c〜40e)のうちの二組のカッターユニット第1の実施例では、40dと40e)とを選択していた。しかし、第2の実施例では、fのカッター刃41に対応するカッターユニット40fを3回目と4回目とで連続して使用することになり、発熱したソレノイド46の冷却時間を設けるため、fのカッター刃41に対応するカッターユニット40fを連続して使用せず、c〜fのカッター刃41に対応する3組のカッターユニット(40c〜40f)を選択し、連続する媒体加工機会では可能な限り同じカッターユニット(40a〜40f)を選択しないようにしている。
【0064】
なお、連続する媒体加工機会で同じカッターユニット(40a〜40f)を使用せざるを得ない場合もあり得る。図14に、連続する媒体加工機会で同じカッターユニット(40a〜40f)を使用するときの例を示した。図14(A)に示した例では、1回目の媒体加工機会でaのカッター刃41に対応するカッターユニット40aを使用し、2回目では5本のカッター刃41を使用することから、2回目はa以外のb〜fの5本のカッター刃41に対応するカッターユニット(40b〜40f)を使用することになる。さらに、3回目の媒体加工機会で5組のカッターユニット(40a〜40fのうちの5組)を使用する場合、2回目に休止状態だったaのカッター刃41に対応するカッターユニット40aと、2回目で使用したb〜fの5本のカッター刃41に対応する5組のカッターユニット(40b〜40f)のうちのいずれか4組を連続して使用することになる。ここでは、b〜eの4本のカッター刃41に対応するカッターユニット(40b〜40e)を使用している。そして、4回目で二組のカッターユニット(40a〜40fのうちの二組)を選択する場合、連続使用していないfのカッター刃41に対応するカッターユニット40fを選択し、つぎに、b〜eのカッター刃41に対応するカッターユニット(40b〜40e)が2回目と3回目で2回連続して使用されていることから、最長の累積使用時間を記録しているaのカッター刃41に対応するカッターユニット40aを選択する。
【0065】
また、図14(B)に示した例では、3日目の媒体加工機会までは、図13と同様であるが、4回目に4組のカッターユニット(40c〜40eのうちの4組)を使うこととしている。このとき、3回目に使用していないc〜eのカッター刃42に対応する3組のカッターユニット(40c〜40e)と、a、b、fのカッター刃42のいずれか一つに対応するカッターユニット(40a,40b,40fのいずれか一組)が3回目と4回目で連続的に使用されることになる。このような場合には、累積使用時間が最も少ないfのカッター刃に対応するカッターユニット40fを選択する。
【0066】
このように第2の実施例では、各媒体加工機会において、それまでのカッター刃41の連続使用回数を使用履歴として記録し、この連続使用回数に関する使用履歴を他の使用履歴(累積時間、累積移動距離など)に優先して参照している。そして、連続使用回数に関する使用履歴を優先させることは、カッターユニット40を媒体加工機会ごとに切り替えることを優先することであり、ある媒体加工機会にて使用されたカッターユニット40は、次の機会では使用されない可能性が高くなり、ソレノイド46を冷却する期間が間欠的に発生し、ソレノイド46の発熱に起因する媒体加工品質の不均一性を抑制することができる。
【0067】
===第3の実施例===
上述したように、カッター装置1は、ソレノイド46の発熱に起因して媒体加工品質が不均一となる可能性がある。上述した第2の実施例では、連続する媒体加工機会では可能な限り同じカッターユニット40を使用しないようにして、媒体加工品質を均一にするようにしていた。しかし、高温雰囲気下での使用など、何らかの原因でソレノイド46の温度が急上昇して媒体加工動作中に媒体加工品質が急激に劣化する「過熱暴走」が発生する可能性もある。
【0068】
そこで、第3の実施例として、過熱暴走に対応する媒体加工方法を挙げる。第3の実施例では、カッター装置1の検出器群50に、各カッターユニット40のソレノイド46の温度を測定する温度センサーを含めることとしている。そして、CPU11は、この温度センサーからの温度を監視し、いずれかのカッターユニット40のソレノイド46の温度が所定の温度以上となった場合、そのカッターユニット40による媒体加工動作を中止させる。
【0069】
媒体加工動作中のカッターユニット40を使用中止とした場合には、その時点で休止中にある他のカッターユニット40を媒体加工動作に参加させて媒体加工動作を継続させればよい。休止中のカッターユニット40が存在しなければ、残りのカッターユニット40を使用して媒体加工動作を継続させればよい。もちろん、休止中にあるカッターユニット40のソレノイド46の温度が過熱状態にある可能性もある。このような場合には、そのカッターユニット40のソレノイド46の温度が所定の温度よりも低くなるまで使用を禁止すればよい。
【0070】
===その他の実施例など===
第1の実施例では、各カッターユニット(40a〜40f)に装着されているカッター刃41の累積使用時間を使用履歴としていた。そして、第1の実施例の基本的な概念としては、使用履歴に限らず、各カッターユニット(40a〜40f)の使用実績、あるいは累積移動距離などの各種使用履歴のうちの一つを記録することとしていた。もちろん、複数種類の使用履歴を記録しておき、媒体加工動作に際して使用するカッターユニット40を選択する際に、参照する使用履歴に優先順位を決めておいてもよい。また、第2の実施例では、連続する媒体加工機会で同じカッターユニット40を可能な限り使用しないようにしていたが、所定の回数までは連続使用を許可するなど、カッターユニット40の選択アルゴリズムは適宜なものを採用することができる。
【0071】
上記「一筆書き」ができない図案を対象として媒体加工を行う場合、1回の媒体加工機会の期間中にカッター刃41が媒体Sから一時的に離間することになる。したがって、使用履歴として累積使用時間や累積移動距離を採用する場合には、カッター刃41が媒体Sに当接しているときの時間や移動距離を使用履歴として記録すればよい。第2の実施例は、ソレノイド46の発熱を考慮した媒体加工方法であることから、1回の媒体加工機会においてカッター刃41が媒体Sに当接している期間と離間している期間の時間遷移を1回の媒体加工機会についての使用履歴に含めてもよい。それによって、1回の媒体加工機会中で、ソレノイド46への通電継続時間が短く、通電が遮断されている継続時間が長ければ、連続する媒体加工機会で同じカッターユニット40を使用したとしても、ソレノイド46は十分に冷却されている、と見なして連続使用させることができ、媒体加工機会毎に使用するカッターユニット40を切り替えるための時間を節約することができる。
【0072】
第3の実施例において、カッター装置1は、カッターユニットのソレノイドの温度を測定する温度センサーを備えていることを前提としているが、温度センサーを備えたカッター装置1であれば、カッターユニットの使用を強制的に禁止する温度に加え、連続する媒体加工機会での使用を許可する温度を設定しておくことも考えられる。すなわち、第2の実施例では、基本的に連続する媒体加工機会では同じカッターユニット40の使用を禁止していたが、所定の温度以下であれば、累積使用時間や累積移動距離など、他の種類の使用履歴に基づいて、体加工機会において使用するカッターユニット40を選択する。
【0073】
===その他の実施形態について===
<キャリッジユニットの構成について>
上記実施形態に係るカッター装置1では、走査方向に延長しつつ互いに搬送方向に平行する2本一組のガイドレール(35af,35be,35cd)が上下方向に3組積層配置されて、計6本のガイドレール(35af−35af,35be−35be,35cd−35cd)を備えていた。そして、同じ高さ位置にて搬送方向に平行する一組のガイドレール(35af,35be,35cd)には、二組のキャリッジ(31a−31f,31b−31e,31c−31d)が摺動可能に支持されていた。すなわち、二組のキャリッジ(31a−31f,31b−31e,31c−31d)が一組のガイドレール(35af,35be,35cd)を共有していた。しかし、カッター装置1は、この例に限らず、例えば、図15に示したように、2本一組のガイドレール35を一組だけ備えて、全てのキャリッジ(31g〜31i)がこの一組のガイドレール35により案内される構造であってもよい。この図15では、3組のキャリッジ(31g〜31i)は、個別のベルト(34g〜34i)によって駆動されるものの、いずれも2本一組のガイドレール35に案内されている。そして、3組のカッターユニット(40g〜40i)が、それぞれ支持部材(36g〜36i)を介して対応するキャリッジ(31g〜31i)に支持されている。
【0074】
<媒体の斜行防止機構について>
上記実施形態に係るカッター装置1は、媒体加工動作時に走査方向に個別に移動する複数のカッターユニット40を用いて媒体加工動作の高速化を達成している。この特殊な構成により、複数のカッターユニット40は、搬送方向については常時同じ位置に配置される。そのため、搬送ユニット20による媒体Sの搬送方向は、走査方向に対して正確に直交するように調整されている必要がある。すなわち、媒体Sが目的とする搬送方向に対して蛇行したり斜めに走行したりするなどして斜行すれば、媒体S上に形成されている図案を対象とした正確な媒体加工動作を実行することができない。例えば、媒体Sを走査方向に平行に裁断する場合、媒体Sが斜行すると媒体Sが斜めに裁断されてしまう。そこで、図2に示した媒体Sの搬送経路中にステアリング機構を組み込んでおいてもよい。ステアリング機構は、周知のごとく、媒体Sの幅方向の両端での搬送速度を一定にする機構である。図2に示した搬送経路を例に挙げれば、印刷装置100の出口から媒体加工位置3までの搬送途上で媒体Sを挟持するローラー21の配置位置にステアリング機構を設けておくことができる。そして、このようにステアリング機構を搬送ユニット20の構成に組み込むことで、媒体Sが確実に走査方向と直交する方向に搬送され、高い精度で媒体Sを加工することができる。
【0075】
<使用履歴の管理について>
上記各実施例では、各カッターユニット40の使用履歴は、カッター装置1のメモリー13に記録されて、同じカッター装置1のCPU11がその履歴に基づいて媒体加工機会に使用するカッターユニット40を選択していた。この例に限らず、使用履歴を外部装置(100,120)に記憶させておき、選択するカッターユニット40についてもその外部装置(100,120)からの指示であってもよい。
【0076】
すなわち、カッター装置1は、通常、単体で使用されるのではなく、外部装置(100,120)と絶えずデータ通信を行いながら連係動作して、印刷から媒体加工までの一連の処理を行う、言わば、媒体印刷・加工システムの一部として使用される。そして、外部装置(100,120)側では、図案の印刷データに基づいて媒体加工の内容を特定できることから、カッター装置1は、媒体加工機会ごとに各カッターユニット40を実際に使用した、という使用実績を外部装置(100,120)に転送すればよい。いずれにしても、使用履歴を管理するための構成がカッター装置1の筐体内に存在するか否かだけの問題であり、媒体印刷・加工システムにおいては、外部装置(100,120)において使用履歴の管理する構成自体がカッター装置1の一部と見なせる。
【符号の説明】
【0077】
1 カッター装置、2 媒体加工機構、3 媒体加工位置、10 コントローラー、
11 CPU、12 ユニット制御部、13 メモリー、20 搬送ユニット、
21,22 フローティングローラー、23,24,26,27 ローラー、
25 ニップルローラー、30,30a〜30f キャリッジユニット、
31,31a〜31i キャリッジ、32a〜32f モーター、
33a〜33f プーリー、34a〜34i ベルト、
35,35af,35be,35cd ガイドレール、36a〜36i 支持部材、
40,40a〜40i カッターユニット、41,41a〜41f カッター刃、
42,42a,42b刃先、49 カッター刃の中心軸、100 印刷装置、
200 図案、210 図形、202 折り線、207 裁断線、
203 位置決めマーク、S 媒体
【技術分野】
【0001】
この発明は、印刷装置による図案の印刷動作に連続して、印刷された図案をその輪郭に沿って裁断したり紙器などの折り線を形成したりするためのカッター装置、及び媒体を裁断したり、折り線を付けたりするための媒体加工方法に関する。
【背景技術】
【0002】
紙などの媒体に形成された図案をその輪郭に沿って裁断したり、適宜な位置に折り線を付けたりするための装置(以下、カッター装置)が知られている。裁断の対象となる図案としては、例えば、剥離紙上に剥離可能に接着された媒体上に印刷されたラベルなどがある。ラベルは、後に剥離紙から剥離されて商品などの表面に貼着される。また、図案が紙製の容器(紙器)の展開図に相当する図案であれば、カッター装置は、展開図の外形に沿って裁断する加工動作に加え、その展開図を紙器として箱状に形成するための折り線をつける加工動作も行う。
以下の特許文献1には、ラベルなどの図案を印刷する印刷装置とカッター装置とが一体化された装置について記載されており、カッター装置は、紙送り方向と紙の幅方向に移動可能なカッター刃を備えている。
【0003】
また、ラベルなどは、一般的に、ロール状に巻回された媒体(紙、フィルムなど、以下、ロール状媒体)の幅方向に複数印刷される。そのため、ラベルをその輪郭に沿って裁断するための方法としては、特許文献1に記載の印刷装置とカッター装置とが一体となった装置を用いる方法に限らず、例えば、以下の特許文献2に記載のスリッターを用いる方法もある。この方法では、すでに幅方向に複数のラベルが印刷されているロール紙を、スリッターを用いて巻回方向、すなわち長さ方向に切断しながら巻き取り、幅方向に複数のラベルが印刷されていたロール紙を幅方向に一つのラベルが印刷された複数のロール紙に分断する。その上で、さらに、印刷装置とは別体のカッター装置や抜き型などを用いて各ロール紙に印刷されているラベルをその輪郭に沿って一つずつ裁断していく。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−281684号公報
【特許文献2】特開平6−31682号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
媒体上に形成されるラベルや紙器の展開図などの図案は、印刷装置によって大量かつ高速に印刷することが可能である。また、図案の種類が多くても、印刷データを変更するだけでよく、例えば、一つのロール紙に多種多様な図案を印刷することができる。しかしながら、その図案に対して裁断などを施すカッター装置は、印刷装置にて図案を形成するための印刷時間と比較すると、裁断や折り線加工などの媒体加工に要する処理時間が長い。そのため、印刷装置による図案の高速印刷が可能であっても、白紙状態の媒体から最終的に裁断した状態の製品にする際には、結局、図案の印刷速度を媒体に対する加工速度に合わせることになり、印刷装置における高速かつ大量印刷や少量多品種印刷によるコストダウン効果が阻害されてしまう。
【0006】
具体的には、引用文献1に記載のカッター装置では、印刷された図案の輪郭を一つの刃でなぞって描画するように裁断していくため、紙面の幅方向に複数の図案が印刷されている場合には、裁断に極めて長い時間が掛かる。もちろん、印刷後に別体のカッター装置や抜き型を使って裁断する場合は、印刷済みの媒体をカッター装置まで移動させる必要もあり、同様に、図案の裁断に長時間を要する。また、印刷物が少なくても高価な抜き型が必要となり、印刷装置の利点である少量多品種印刷への対応が極めて難しい。
【課題を解決するための手段】
【0007】
本発明の当初の目的は、図案が形成された媒体をより短時間で加工することが可能なカッター装置を提供すること、であった。そして、その目的を達成するため創作過程で、複数のカッター刃を用い、複数の図案を対象として一括して媒体加工を行う、特殊な構成を備えたカッター装置に想到した。しかしながら、複数のカッター刃を同時に用いた場合、例えば、加工の対象となる図案の数とカッター刃の数とが毎回同じであるとは限らないため、複数のカッター刃の間で、刃先の摩耗などによって加工精度などに偏りが生じることが知見された。
【0008】
したがって本発明は、図案が形成された媒体を短時間で加工することができるとともに、カッター刃の経時変化を考慮して長期に亘って均一した加工精度を維持できるカッター装置を提供することを主な目的としている。
【0009】
上記目的を達成するための主たる発明は、図案が形成されたシート状の媒体にカッター刃の刃先を当接させつつ当該カッター刃と前記媒体とを相対的に移動させて、前記刃先による任意の形状の軌跡を前記媒体に形成するカッター装置であって、
所定の搬送方向に前記媒体を反転自在に搬送する搬送ユニットと、
それぞれが、刃先を有するカッター刃を備えるとともに、当該カッター刃を前記媒体に対して個別に離間、近接自在に移動させて前記刃先を前記媒体に当接させる複数のカッターユニットと、
前記搬送方向と直交する走査方向に前記複数のカッターユニットを個別に移動させるキャリッジユニットと、
制御部と、
を備え、
前記制御部は、
前記複数のカッターユニットのうち、同種のカッター刃を備える任意の数のカッターユニットの前記カッター刃の前記刃先を前記媒体に当接させつつ、前記搬送ユニットに前記媒体を前記搬送方向に搬送させる動作と、前記キャリッジユニットに前記任意の数のカッターユニットを前記走査方向に移動させる動作とを行わせることで、前記カッター刃と前記媒体とを相対的に移動させて、前記任意の数のカッターユニットのそれぞれの前記カッター刃の前記刃先による軌跡を前記媒体に形成させるとともに、
前記複数のカッターユニットのそれぞれに装着されている前記カッター刃について、前記刃先による前記軌跡を前記媒体に形成した実績に関する情報を使用履歴として記憶し、
前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを前記使用履歴に基づいて選択する、
ことを特徴とするカッター装置である。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態であるカッター装置の設置例を示す図である。
【図2】印刷装置と上記一実施形態に係るカッター装置とにおける媒体の搬送経路を示す図である。
【図3】上記一実施形態に係るカッター装置の機能ブロック図である。
【図4】上記一実施形態に係るカッター装置の要部を上方から見たときの平面図である。
【図5】上記一実施形態に係るカッター装置の要部を媒体の搬送方向から見たときの断面図である。
【図6】上記一実施形態に係るカッター装置を構成するカッターユニットの概略図である。
【図7】上記一実施形態に係るカッター装置の要部を斜め上方から見たときの一部破断斜視図である。
【図8】上記一実施形態に係るカッター装置によって媒体に折り線を付ける際の手順を示す図である。
【図9】上記一実施形態に係るカッター装置によって媒体を裁断する際の手順を示す図である。
【図10】上記一実施形態に係るカッター装置が備えるカッター刃の経時変化の様子を示す図である。
【図11】上記一実施形態に係るカッター装置が備えるカッター刃のオフセット量と、媒体を裁断したときの刃先の軌跡との関係を示す図である。
【図12】本発明の第1の実施例に係る媒体加工方法の概略を示す図である。
【図13】本発明の第2の実施例に係る媒体加工方法の概略を示す図である。
【図14】本発明の第3の実施例に係る媒体加工方法の概略を示す図である。
【図15】その他の実施形態に係るカッター装置の要部を上方から見たときの一部破断斜視図である。
【発明を実施するための形態】
【0011】
===実施形態、および実施例について===
本明細書及び添付図面の記載により、上記主たる発明に対応する実施形態に加え、少なくとも以下の実施形態に対応するカッター装置が明らかにされる。
【0012】
前記使用履歴には、前記複数のカッター刃のそれぞれについての累積使用時間が含まれていることを特徴とするカッター装置。
【0013】
前記使用履歴には、前記複数のカッター刃のそれぞれが前記媒体に前記軌跡を形成した際の累積移動距離が含まれていることを特徴とするカッター装置。
【0014】
前記制御部は、所定の媒体加工動作の実行期間を1回の媒体加工機会として、各回の媒体加工機会の開始時点で、前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを選択することを特徴とするカッター装置。
【0015】
前記カッターユニットは、通電されることで前記カッター刃を前記媒体に当接させるように直線移動させるソレノイドを含んで構成されていることを特徴とするカッター装置。
【0016】
前記使用履歴には、前記複数のカッター刃のそれぞれについての前記媒体加工機会の連続回数が含まれているとともに、前記制御部は、前記軌跡を前記媒体に形成させる際に使用するカッターユニットを選択する際、前記媒体加工機会の連続回数についての前記使用履歴を優先的に参照すること特徴とするカッター装置。
【0017】
前記ソレノイドの温度を測定する温度測定部を含み、前記制御部は、前記カッターユニットのソレノイドが所定の温度以上になったことを検出すると、当該ソレノイドを備えた前記カッターユニットの使用を中止する、ことを特徴とするカッター装置。
【0018】
そして、本発明の実施例は、上記実施形態に係るカッター装置における媒体加工方法であり、所定の搬送方向に媒体を反転自在に搬送させる搬送ステップと、
複数のカッター刃を前記搬送方向と直交する走査方向に個別に移動させる移動ステップと、
前記複数のカッター刃のうち、同種の任意の数のカッター刃の刃先を前記媒体に当接させつつ、前記搬送ステップと当該同種のカッター刃に対する前記移動ステップとを行わせて前記カッター刃と前記媒体とを相対的に移動させることで、前記任意の数のカッター刃の前記刃先による当該任意の数の軌跡を前記媒体に形成させる媒体加工ステップと、
前記複数のカッターユニットのそれぞれに装着されているカッター刃について、前記媒体加工ステップの実行実績に関する情報を使用履歴として記憶する使用履歴記憶ステップと、
前記媒体加工ステップにおいて使用する前記カッター刃を、前記複数のカッター刃についての前記使用履歴に基づいて選択するカッター刃選択ステップと、
を含んでいることを特徴としている。なお、上記各実施形態や実施例についての具体例、および作用や効果については以下の記載で明らかにする。
【0019】
===カッター装置の設置例===
図1は、実施形態に係るカッター装置1の設置例を示している。この例では、カッター装置1は、ロール状に巻回された媒体Sを繰り出しながら文字や図形を含んだ図案(ラベルなど)を印刷する印刷装置100に付属して設置されている。カッター装置1は、印刷装置100から搬送されてくる図案が印刷された媒体Sを連続的して搬送しつつ、媒体S上の複数の図案を個々の図案に裁断したり、所定の位置に折り線や罫線をつけたりするなどの媒体加工動作を行う。なお、図1に示した実施形態に係るカッター装置1は、媒体Sを図案ごとに切断して個々に分離するのではなく、必要に応じて折り線や罫線を付けるとともに、図案ごとに切り離し可能な状態で裁断し、その裁断後の媒体Sを巻き取り装置に受け渡して再度ロール状に形成する構成となっている。
【0020】
図2に、媒体Sの搬送経路の概略を示した。なお図2における紙面奥行き方向を媒体Sの幅方向とし、媒体Sの巻き取り方向を搬送方向、あるいは長さ方向としている。また、搬送方向において、カッター装置1に対して印刷装置100側を上流、巻き取り装置110など加工後の媒体Sが受け渡される後段側を下流とする。なお、媒体Sについては、図案が印刷される面をおもて面、あるいは上面とする。そして、以後の説明では、これらの相対的な位置や方向の関係を踏襲することとする。
【0021】
ここに示した印刷装置100は、周知のインクジェット方式の印刷装置100であり、一定長(以下、1フレーム)分の媒体S面に一括してラベルなどの図案を印刷する構成となっている。また、インクを媒体上面に向かって吐出するノズルを備えたヘッド101は、媒体Sの幅方向に亘ってノズルが形成されたラインヘッド101であり、フラットベッド102上に1フレーム分の媒体Sが固定された状態で、そのヘッド101がインクを吐出しつつ搬送方向に移動する。それによって、媒体S上に図案が形成される。1フレーム分の媒体S面に図案が印刷されたら、次の1フレーム分の媒体Sがフラットベッド102上に搬送される。そして、図案が印刷された状態の媒体Sは、インクを媒体S上に固着させるための乾燥ユニット103を経てカッター装置1内に搬送されてくる。
【0022】
カッター装置1は、1フレーム単位で搬送されてくる媒体Sを印刷装置100側に逆流させることなく内部で保持しながら正逆自在に搬送し、最終的に後段に媒体Sを受け渡すための各種ローラー(21〜27)を内蔵し、その媒体Sの搬送途上の所定の媒体加工位置3において、媒体Sに対してカッター刃を当接させつつそのカッター刃を媒体Sに対して相対移動させることで、媒体S上にカッター刃の軌跡を形成させる。すなわち、媒体Sを任意の形状に沿って裁断したり、媒体Sに任意の形状の折り線や罫線を付けたりする媒体加工動作を行う。そして、本実施形態にかかるカッター装置1は、裁断や折り線加工などの媒体加工を施すための機構(媒体加工機構)2やその媒体加工機構2の制御方法に特徴を有し、印刷装置100における媒体Sの搬送速度、すなわち印刷速度を落とすことなく、図案の印刷から裁断などの媒体加工までの実効的な処理時間を短縮することができるようになっている。
【0023】
===カッター装置の構成===
図3に本実施形態に係るカッター装置1の機能ブロック構成を示した。また、図4と図5に、当該カッター装置1の要部となる媒体加工機構2の概略図を示した。図4は、この媒体加工機構2を媒体Sの上面側からみたときの図であり、図5(A)、および図5(B)は、それぞれ、図4におけるa−a矢視断面、およびb−b矢視断面に相当する図である。そして、カッター装置1は、図3に示したように、コントローラー10、搬送ユニット20、キャリッジユニット30、カッターユニット40、および検出器群50を主要な構成として含んでいる。
【0024】
コントローラー10は、実質的に、カッター装置1の制御用コンピューターであり、演算処理装置であるCPU11、CPU11からの命令に従って各ユニット(20,30,40)や検出器群50を制御したり、各ユニット(20,30,40)や検出器群50が出力するデータをCPU11に転送したりするためのユニット制御部12、CPU11により実行されるプログラムの格納領域やそのプログラムの作業領域が確保されるメモリー13、および印刷装置100やコンピューター120などの外部装置とCPU11とのデータ通信を仲介するための通信インターフェイス部(通信IF)14などを含んで構成されている。
【0025】
搬送ユニット20は、媒体Sを正逆双方向に搬送するための各種機構や構造を備え、媒体Sは、前後に移動しながら、上方からカッター刃の刃先が当接して切断されることになる。搬送ユニット20の概略構造は、先に図2に示したように、媒体Sのおもて面や裏面と接触して当該媒体Sを搬送するためのするローラー(21〜27)が各所に配置され、適宜なローラーが正逆に回転可能なモーター(図示せず)と機械的に接続されることで媒体Sが上流あるいは下流方向に向かって搬送される。そして、媒体加工位置3にはニップルローラー25が配置されて、媒体加工時には、このニップルローラー25上にてカッター刃41が媒体Sの上面に当接する。また、最も上流側と下流側のローラー(21,27)間では、媒体Sが正逆方向に搬送されることから、搬送ユニット20には、印刷装置100内に媒体Sが逆流しないように所定の長さ分(例えば、1フレーム分)の媒体Sをカッター装置1内に保持しておくバッファ機能が必要となる。この実施形態では、媒体加工位置3に対して上流側と下流側のそれぞれに上下移動が可能なフローティング・ローラー(21,22)が介在し、このフローティング・ローラー(21,22)が上下方向に移動することでバッファ機能を実現している。
【0026】
カッターユニット40は、媒体Sを裁断するためのカッター刃41と、媒体加工時にそのカッター刃41を媒体Sに当接させるための各種機構を含んで構成されており、本実施形態のカッター装置1は、6組のカッターユニット(40a〜40f)を備えている。図6に、一つのカッターユニット40の概略構成を示した。図6(A)はカッターユニット40の一部を透視した側面図であり、図6(B)は、カッター刃41の拡大図である。カッターユニット40に装着されるカッター刃41は、概して円柱状でその円柱の一方の端面側に刃先42が形成された形状である。そして、カッターユニット40には、そのカッター刃41の円柱部分を収納するホルダー部45と、当該ホルダー部45に内蔵されて、カッター刃41の上端43を吸着しつつ上下方向に移動可能な磁石44と、当該磁石44を上下に移動させる周知のソレノイドアクチュエーター46とを備えている。
【0027】
ソレノイドアクチュエーター(以下、ソレノイド)46は、ユニット制御部12からの電力供給を受けて、下方に移動する移動軸47を備えている。当該移動軸47は、その下端に連続するバネ48を圧縮するとともに、そのバネ48の下端に配置されている磁石44を下方に移動させる。それによって、それによってホルダー部45に収納されたカッター刃41が上下に移動し、カッター刃41の刃先42が媒体S上に当接したり離間したりすることが可能となっている。また、ソレノイド46に印加する電流を制御することで、刃先42を媒体Sに押しつける強度を調整することができ、媒体Sに所定の深さの裁断線や折り線などを形成することができる。例えば、ラベル用の媒体Sであれば、ラベルとなる図案が印刷された紙やフィルムが剥離紙上に貼着された二層構造であるため、その剥離紙を切断せずにラベルが印刷された紙やフィルムのみを切断することができる。もちろん、媒体Sの厚さに応じて押圧強度を調節し、種々の厚さの媒体Sを切断することも可能である。刃先42が所定の形状を有するカッター刃41を用いるとともに、押圧強度を調整することで、例えば、後に箱状に成型される紙器の折り線や罫線などを形成することも可能となる。そして、ソレノイド46への電力供給が解除されると、圧縮状態にあるバネ48が復元し、カッター刃41が上方に移動し、刃先42が媒体S上面から離間する。
【0028】
また、本実施形態におけるカッター刃41は、媒体S上に当接させた状態で、カッターユニット40を移動させると、その移動方向に刃先42が向くように追従する「自在刃」である。上述したように、カッター刃41は、総じて円柱状で、上端43は、上方を頂点とする円錐状で、下端に刃先42が形成されている。そして、刃先42の形成位置は、上端43の円錐の頂点を通る円柱の中心軸49と所定の距離dを有して離間している。すなわち、「偏芯カッター刃」などと呼ばれているカッター刃41となっている。また、カッター刃41を吸着する磁石44の下端も下方を頂点とする円錐状であり、カッター刃41と磁石44は互いに円錐の頂点の一点で当接した状態で吸着されている。それによって、カッター刃41の刃先42を媒体Sに当接させた状態でカッターユニット40を移動させると、刃先42が、中心軸49の軌跡に追従する。すなわち、中心軸49回りにカッター刃41を回転させるための別の動力や特別な機構を必要とせずに、カッター刃41自体が当該中心軸49回りに回転する。
【0029】
キャリッジユニット30は、カッターユニット40を媒体Sの幅方向(以下、走査方向)に移動させるためのものであり、6組のカッターユニット(40a〜40f)に対応して6組(30a〜30f)ある。各カッターユニット(40a〜40f)は、個別にキャリッジ(31a〜31f)に支持されて、走査方向に個別に往復移動する。
【0030】
図7にキャリッジユニット30の部分的な構成を破断斜視図にして示した。当該図7は、図4に示した媒体加工機構2を白抜き矢印4の方向から俯瞰したときの図に相当する。本実施形態において、キャリッジユニット30は、二つ一組で一つのカッターユニット(40a〜40f)を支持しつつガイドレール(35a〜35f)によって案内される6組のキャリッジ(31a〜31f)と、二つ一組のキャリッジ(31a〜31f)の一方が固定されて、当該キャリッジ(31a〜31f)を媒体Sの幅方向(以下、走査方向)に往復運動させるベルト(34a〜34f)と、そのベルト(34a〜34f)を正逆反転自在に巡回運動させるためのモーター(32a〜32f)やプーリー(33a〜33f)などを含んで構成されている。そして、計6本のベルト(34a〜34f)は、各カッターユニット(40a〜40f)の前後にそれぞれ3本ずつ配置されて、各ベルト(34a〜34f)がそれぞれのモーター(32a〜32f)とプーリー(33a〜33f)に架け渡されて、個別に往復運動する。キャリッジ(31a〜31f)を案内するガイドレール35は、全部で6本あり、上下に3本ずつ前後に配置されて、走査方向に延長している。そして、当該図7に示したように、同じ高さ位置にある前後一組のガイドレール(35af,35be,35cd)は、二組のキャリッジ(31aと31f,31bと31e,31cと31d)を案内し、二組のキャリッジ(31aと31f,31bと31e,31cと31d)が共通のガイドレール(35af,35be,35cd)によって案内されるようになっている。各カッターユニット(40a〜40f)は、一組のキャリッジ(31a〜31f)間に架設された支持部材(36a〜36f)を介して二つ一組のキャリッジ(31a〜31f)間に支持されている。そして、この例では、6組のキャリッジ(31a〜31f)のうち、走査方向において最も内側にある二組のキャリッジ(31c,31d)が上段のガイドレール35cdによって案内され、以後、外側に向かって二つ一組のキャリッジ(31b−31eと31a−31f)が、順に中段のガイドレール35beと下段のガイドレール35afに案内される。すなわち、走査方向を左右方向とすると、6組のカッターユニット(40a〜40f)は、上下位置については左右対称となるように配置されている。また、6組のカッターユニット(40a〜40f)は、それぞれのカッター刃41の中心軸49が走査方向に一列となるように左右方向に並んでいる。
【0031】
なお、各ガイドレール(35af,35be,35cd)の長さは、媒体加工位置3における媒体Sの幅方向長さ、すなわち媒体Sにおける左右の余白を除いた長さよりも長く、カッター装置1が媒体加工動作にないときは、6組のキャリッジ(31a〜31f)が3組ずつ左右の端部に移動し、この状態では一番内側のカッターユニット(40c,40d)は、媒体加工位置3よりも走査方向外側の位置(待機位置)にある。そして、各モーター(32a〜32f)がユニット制御部12からの制御信号に基づいて各ベルト(34a〜34f)を走行させることで、各キャリッジ(31a〜31f)に支持されている6組のカッターユニット(40a〜40f)が個別に走査方向に移動する。なお、図4、図5からも理解できるように、それぞれのカッターユニット(例えば、40b)は、隣接するカッターユニット(40a,40c)を超えて反対側に移動することができない。すなわち、各カッターユニット(40a〜40f)は、走査方向における相互の相対的な位置関係が固定されている。
【0032】
このように、カッター装置1では、搬送ユニット20によって媒体Sが正逆方向に搬送されるとともに、各カッターユニット(40a〜40f)が個別に走査方向に移動する。それによって、各カッターユニット(40a〜40f)に装着されているそれぞれのカッター刃(41a〜41f)の刃先42が媒体S上に任意の軌跡(裁断線、折り線など)を描くことが可能となる。
【0033】
なお、検出器群50は、カッター装置1内の様々な状態を検出するための各種センサーを含み、各センサーは、その検出結果(検出データ)をコントローラー10に出力する。この例では、各キャリッジ(31a〜31f)の走査方向での位置を検出するリニア式エンコーダー(図示せず)、媒体Sの搬送量や搬送方向を検出するためのローラロータリー式エンコーダー(図示せず)、媒体S上に印刷された「トンボ」などの位置合わせ用のマーク(以下、位置決めマーク)を撮影するためのカメラ(図示せず)などが検出器群50に含まれている。
【0034】
===実施形態に係るカッター装置の優位点===
以上の構成を備えたカッター装置1は、媒体Sに対して個別に相対移動する6組のカッターユニット(40a〜40f)を備えており、しかも、6組のカッターユニット(40a〜40f)には、裁断の深さや用途(例えば、裁断用と折り線加工用)など、異なる種類のカッター刃(41a〜41f)を装着させることができるため、原理的に媒体加工速度を向上させることができるようになっている。
【0035】
具体的には、媒体Sの幅方向に亘って複数の図案が形成されている場合、従来のカッター装置では、複数種類のカッター刃を備えていたとしても、幅方向にある複数の図案の一つずつに対して、ある種類のカッター刃を使って裁断したり折り線を付けたりする媒体加工動作を実行し、次に、異なるカッター刃を用いて異なる媒体加工動作を行っていた。すなわち、幅方向に形成されている複数の図案うちの一つの図案に対して異なるカッター刃による一連の媒体加工動作が終わると、次の図案に対する一連の媒体加工動作を最初から繰り返していた。そのため、媒体Sの加工に関わる速度を大きく向上させることが難しかった。
【0036】
一方、本実施形態に係るカッター装置1では、複数のカッターユニット(40a〜40f)を備え、しかも、それぞれのカッターユニット(40a〜40f)に装着されるカッター刃(41a〜41f)を異なる種類のものにすることができる。そして、走査方向については、複数のカッターユニット(40a〜40f)を同時に動作させることができる。例えば、紙器用の図案であれば、展開図に対応する外形を裁断するカッター刃(例えば、41d〜41f)を装着したカッターユニット(例えば、40d〜40f)と、折り線を形成するためのカッター刃(例えば、41a〜41c)を装着したカッターユニット(例えば、40a〜40c)の双方を搭載することができるとともに、複数のカッターユニット(40a〜40f)のうち、同じ種類のカッター刃(41a〜41c、または41d〜41f)を装着している複数のカッターユニット(例えば、40a〜40c,または40d〜40f)が、同時に媒体Sに対して同じ内容の媒体加工動作を実行することができる。なお、異なる種類のカッター刃(41a〜41f)とは、用途によって刃先42の形状自体が異なる場合だけでなく、同じ用途や形状であっても、ソレノイド46への印加電流やソレノイド46の移動軸47を上方へ付勢するバネ48の強さなどによって、各カッター刃41による媒体Sへの押圧強度が異なっている場合にも該当する。いずれにしても、カッター装置1は、媒体加工動作中にある複数のカッター刃(41a〜41f)については同じ種類のものを用いることで高い媒体加工速度を達成している。以下では、本実施形態に係るカッター装置1における媒体加工動作について説明する。
【0037】
===カッター装置の媒体加工動作===
カッター装置1による具体的な媒体加工動作の一例として、紙器用の図案が形成された媒体Sを加工対象として、その図案に折り線を形成する動作を実行した上で紙器の外周に切断線を形成する動作を連続、かつ高速に行う例を示す。図8と図9に媒体加工動作の一例についての概略を示した。これらの図では、図4、図5に示した構成において、左右3組ずつのカッターユニット(40a〜40c,および40d〜40f)で、異なるカッター刃(41a〜41c,および41d〜41f)が装着されているものとする。図8、図9では、紙面左側にあるカッター刃(41a〜41c)が折り線加工用であり、図中では、黒丸で示されている。また、白丸で示された右側のカッター刃(41d〜41f)が、裁断用となっている。そして、図中における黒丸と白丸の位置を刃先42の位置としている。なお、紙器を形成するための媒体Sは、例えば、紙器の展開図に相当する図案が印刷された紙面の裏面側に台紙が積層された構成であり、ここでは、その図案200が形成されている紙面の所定位置に折り線202を形成する動作と、図案200の外形を裁断する動作とを行うこととしている。そして、媒体Sの幅方向に同じ図案200が三つ並んで形成され、この図案200に対して折り線加工と裁断とを行う。
【0038】
まず、折り線加工時の動作の流れを図8(A)〜(E)の順に示した。(A)に示したように、媒体加工動作が休止中にあるときは、カッターユニット(40a〜40f)は、それぞれ、走査方向の左右に3組ずつに分かれて所定の待機位置にある。また、コントローラー10のメモリー13には、カッターユニット(40a〜40f)のそれぞれとカッター刃(41a,41d)の種類との対応付けを記述したデータが記憶されているものとする。このカッターユニット(40a〜40f)と各カッター刃(41a〜41f)との対応関係を記述したデータは、印刷装置100やコンピューター120などの外部装置から送信されてくるものであってもよいし、カッター装置1にカッターユニット(40a〜40f)とカッター刃(41a,41d)との対応付けを利用者入力により受け付けるユーザーインターフェイスを備えさせてもよい。
【0039】
そして、加工対象となる図案200が印刷されている媒体Sが印刷装置100より搬送されてくると、CPU11は、搬送ユニット20を制御し、媒体Sを媒体加工位置3まで搬送させる。そして、外部装置(100,120)から受け取った加工対象となる図案200の位置や形状を記述したデータに基づいて、媒体Sへの加工開始位置204を特定する。本実施例では、ユニット制御部12が位置決めマーク203を撮影するカメラからの映像信号をサンプリングするなどして所定形式の映像データに変換し、CPU11がその映像データを周知の画像認識技術により処理することで、各図案に対応する位置決めマーク203の有無やその形成位置を検出する。そして、搬送ユニット20を制御し、検出した位置決めマーク203の位置と図案200の印刷領域とが所定の相対位置関係となるまで媒体Sを搬送させ、さらに、折り線加工用のカッターユニット(40a〜40c)を、それぞれの加工開始位置204まで移動させる(図8:B)。
【0040】
次に、ソレノイド46に通電させてカッター刃(41a〜41c)を媒体S上に当接させるとともに、各カッター刃(41a〜41c)の刃先42が所定の軌跡を描くように搬送ユニット20とキャリッジユニット30とを制御する。この例では、図案200は、扁平な箱の展開図に相当し、その箱の底面となる領域の周囲に折り線202を付ける動作を示している。図中では、形成前の折り線201が点線で示され、形成済の折り線202が太線で示されている。まず、矩形の底面の一つの角を加工開始位置204とし、媒体Sを下流側に搬送させて次の角まで折り線202を付けた後、走査方向に各カッターユニット(40a〜40c)を移動させる(図8:C)。そして、次の角まで折り線202が付くようにカッターユニット(40a〜40c)を移動させたならば、媒体Sを上流側に搬送させる(図8:D)。このようにして、カッター刃(41a〜41c)の刃先42を紙器の矩形底面の外周に沿って時計回りに「一筆書き」となるように周回させ、最終的に始点である加工開始位置204に戻るようにしている(図8:E)。もちろん、より複雑な折り線を付けるような場合では一筆書きができない場合もある、このような場合、折り線が不連続となっている区間では一度ソレノイド46への通電を遮断させてカッター刃(41a〜41c)を媒体S上から離間させ、その状態で次の加工開始位置まで刃先42を移動させればよい。
【0041】
以上の動作により、紙器の折り線が形成されたならば、次に紙器の外形を裁断する。図9(A)〜(E)にその裁断動作の手順を示した。まず、図9(A)に示したように、折り線加工用のカッター刃(41a〜41c)が装着されたカッターユニット(40a〜40c)を待機位置まで移動させたのち、裁断用のカッター刃(41d〜41f)が装着されたカッターユニット(40a〜40f)を裁断開始位置205まで移動させる。そして、図9(B)〜(D)に示したように、紙器の展開図に相当する図案200の外形に沿って刃先42が移動するように、搬送ユニット20とキャリッジユニット30を制御する。ここでは、図案200の外形206に対し、裁断された状態の裁断線207を太線で示している。そして、最終的に、図9(E)に示したように、図案200の外形206を描くように裁断線207を形成して刃先42が一筆書きで裁断開始位置205に戻るようにする。
【0042】
このように、カッター装置1は、折り線202の形成動作と裁断動作のそれぞれについて、走査方向に亘って形成されている複数の図案に対して一括して実行することができる。そして、走査方向に亘って形成されている複数の図案に対して折り線の形成動作と裁断動作からなる一連の媒体加工動作を終えたら、未加工の図案に対する加工開始位置まで媒体Sを下流に向けて搬送し、次の媒体加工動作を行う。このようにして一連の媒体加工動作を繰り返していく。
【0043】
また、カッター装置1における媒体加工動作は、例えば、印刷装置100において所定の媒体領域に図案が印刷されている時間内に行う。印刷装置100が1フレーム分の領域を一単位として図案を印刷する場合では、1フレーム分の図案200が印刷されている期間に媒体加工動作を行う。すなわち、印刷済みの1フレーム分の図案200に対する媒体加工動作を1フレーム分の図案200が印刷されている間に完了させる。それによって、印刷速度を減速させることなく、媒体加工動作を並行して実行させることができる。
【0044】
もちろん、印刷装置100は、1フレームを単位として印刷動作を実行せず、媒体Sの幅方向(走査方向)に移動可能なヘッドを備えて、媒体Sを搬送させつつヘッドを走査方向に移動させることで媒体S上に図案200を形成していく、所謂シリアルプリンターであってもよい。いずれにしても、カッター装置1は、所定の長さ分の媒体Sを、バッファとしてカッター装置1内に保持しつつ反転自在に搬送する搬送ユニット20と、上述した個別に走査方向に移動可能な複数のカッターユニット(40a〜40f)を備えて、印刷装置100における印刷動作を休止させずに連続し媒体加工動作を実行していくようになっている。
【0045】
===カッター刃の経時変化について===
ところで、カッター刃41は、使用されることによって摩耗していく。例えば、図6(B)に示したような偏芯カッター刃41であれば、摩耗によって、中心軸49と刃先42との距離(以下、オフセット量)dが徐々に大きくなっていく。図10に、カッター刃41の形状が経時変化していく様子を例示した。この図10に示したように、カッターユニット40の移動に伴って刃先42は、中心軸49に追従するように矢印420方向に移動する。すなわち、偏芯カッター刃41では、刃先42から中心軸49方向に向かって斜め上方に向かいつつ、円柱側面に至る稜線421が実質的な刃となる。そして、この刃が摩耗していく。そのため、図10(A)に示した当初の刃先42の上下方向の位置422は、図10(B)に示したように、摩耗により徐々に上方の位置423に移動し、それに伴って当初のオフセット量d1がd2へと拡大していく。
【0046】
図11に、オフセット量dと刃先42の軌跡との関係を示した。この図では、所定の図形210に沿って媒体Sを裁断したときの状態を示しており、形成前の裁断線、すなわち裁断すべき図形210を点線で示し、形成済みの裁断線207を実線で示している。また、図11(A1)〜(A5)ではカッター刃41の中心軸49を黒丸、実際の刃先42の位置を白丸で示した。図11(B1)〜(B5)、および図11(C1)〜(C5)では、摩耗がない当初の刃先142の位置、あるいはCPU11が認識している刃先142の位置を網点の丸で示している。
【0047】
図11(A1)〜(A5)は、当初の刃先142と実際の刃先42の位置とが一致しているときに所定の図形210に沿って媒体Sを裁断したときの裁断線207の形成手順を示している。なお、ここでは、搬送方向に媒体Sを切断して図中における縦の裁断線207を形成したのち、走査方向へ媒体Sを切断して横の裁断線207を形成して、最終的に外形が逆L字型となる裁断線207を形成する例を示している。まず、搬送方向に媒体Sを搬送させて縦の裁断線207を形成する(A1)(A2)。このとき、オフセット量dを考慮して刃先42が確実に縦線と横線の交点211まで移動するように、中心軸49は縦線の延長線上まで移動させる(A2)。すなわち、縦線を形成する際には、所定の距離だけ余分に媒体Sを搬送させて積極的に「オーバーラン」をさせる。次いで、この刃先42を中心にしてカッター刃41の中心軸49が円周上を移動しながら横線に向かう軌跡を描くように媒体Sを搬送させつつカッターユニット40を移動させる(A3)。すなわち、上流に向かう媒体Sの搬送速度と、図中でカッターユニット40が走査方向右方に向かう移動速度とを一致させる。カッター刃41の中心軸49と刃先42とが横線上に並んだならば(A4)、カッターユニット40を走査方向に移動させる(A5)。それによって、刃先42が目標とする鉤状の形状に沿って移動する。
【0048】
しかし、当初の刃先142の位置やCPU11が認識している刃先142の位置と、実際の刃先42の位置との間に誤差がある場合では、媒体Sを目標とする形状に裁断することができない。例えば、(B1)〜(B5)に示したように、中心軸49に対し、実際の刃先42が認識している刃先142よりも外側の位置にあるときは、制御自体は、先に示した(A1)〜(A5)と同様の手順(B1)〜(B5)で行うため、実際の刃先42の軌跡が上記交点211付近で走査方向外側にずれる。すなわち、最終的に(B5)に示したように、目標とする図形210に対し、交点211付近で走査方向外側に円周の1/4の円弧状に膨らんだ裁断線207が形成される。
【0049】
一方、実際の刃先42に対して、CPU11が認識している刃先142の位置が内側にあるときは、(C1)(C2)に示したように、オーバーランさせる距離が過剰となり、交点211を超えて縦線の延長方向に裁断線207が形成される。次いで、CPU11が認識している刃先142を中心にしてカッター刃41の中心軸49を円周上に沿って移動させるため、過剰にオーバーランした線分を半径とした円周の1/4の円弧が横線に向かって形成される(C2)(C3)。そして、カッターユニット40を走査方向へ移動させると、結果的に、(C5)に示したように、横線に対して搬送方向の外側に突出した1/4円周分の円弧が形成された裁断線207となってしまう。従って、実際の刃先42の位置が摩耗などによって経時変化する場合、媒体加工の精度が劣化することになる。
【0050】
===実施形態に係るカッター装置において考慮すべき点===
上述したように、カッター装置1は、カッター刃41が摩耗することなどに起因して媒体加工品質が経時変化する。もちろん、一つのカッター刃41にのみ注目すれば、媒体加工品質は、摩耗状態に応じて制御の方法を変えることで対応できる。例えば、一つのカッター刃41の媒体加工時間や移動量の累積量などと上記のオフセット量dとの対応関係をメモリー13に記憶しておけば、CPU11は、現在の刃先42の位置を特定することができ、例えば、図11(A1)〜(A5)に示したように、その刃先42の位置に合わせてオーバーランの距離を設定すればよい。したがって、一つのカッター刃41にのみ注目すれば、カッター刃41自体に経時変化があったとしても媒体加工品質を一定に維持することが可能である。
【0051】
しかしながら、本実施形態のカッター装置1は、走査方向に個別に移動可能な複数のカッターユニット40を備えている、という特徴故に考慮すべき点がある。具体的には、媒体Sには、幅方向に同じ図案が複数形成されているのが一般的であるものの、その複数の図案が常に一定の数となっているわけではない。媒体Sの幅方向に亘って一つしか形成されていない場合もあるし、カッターユニット40の数よりも多い場合もある。したがって、媒体加工に際して使用するカッター刃41の数が不定となり、長期間に亘ってカッター装置1を使用し続ければ、各カッター刃41の媒体加工の量(累積時間、累積移動量など)に差が出てくる。すなわち、各カッター刃同士で摩耗状態が不均一となる。
【0052】
そして、一回の媒体加工の機会に同じ種類のカッター刃41を用いて同じ図案を対象として媒体加工した場合、その同時に使用するカッター刃41の摩耗状態に大きな差があれば、その加工品質に差が生じ、最終的には、媒体加工によって生産される製品(ラベルなど)の品質にバラツキが発生することになる。例えば、図11(B1)〜(B5)と(C1)〜(C5)に示した摩耗状態が異なるカッター刃42を同時に使う場合を考えれば、同じ図形210に対して全く異なる軌跡が形成されてしまうことは容易に想像がつく。そこで、以下では、カッター刃41の摩耗など、何らかの理由により個々の各カッター刃41における媒体加工品質が経時変化した場合であっても、複数のカッター刃41同士では、同等の媒体加工品質となる媒体加工方法を実施例として挙げる。
【0053】
===第1の実施例===
第1の実施例は、各カッター刃41における媒体加工品質の経時変化を考慮した基本的な媒体加工方法であり、概略的には、CPU11が、各カッターユニット40、すなわち、各カッター刃41についての媒体加工の履歴(使用履歴)をメモリー13などに記憶し、ある媒体加工動作を実行する際、それまでの各カッター刃41の使用履歴に基づいて、その媒体加工動作にて使用するカッター刃41、すなわちカッターユニット40を選択する、というものである。
【0054】
<使用履歴について>
使用履歴として記録される内容としては、媒体加工動作の実績、すなわち、ある内容の媒体加工動作を開始してその動作を終了するまでを1回として、どのカッターユニット40を何回使用したのか、という実績であってもよいし、各カッターユニット40の累積使用時間であってもよい。カッターユニット40に装着されているカッター刃41が媒体Sに対して相対的に移動した総距離、すなわち刃先42によって媒体Sに形成した軌跡の累積距離であってもよい。
【0055】
<1回の媒体加工機会について>
第1の実施例では、長期的に見て各カッター刃41の使用履歴が均一となるように媒体加工に際して使用する各カッターユニット40を随時変更していくことに特徴がある。しかし、カッターユニット40の変更タイミングについては、媒体加工動作中に、所定の履歴状態となった時点、とすると、媒体加工に掛かる総合的な処理時間を短縮できる、という実施形態のカッター装置1の利点を発揮しにくい。そこで、所定の媒体加工動作を「1回の媒体加工機会」と規定して、各回の媒体加工機会の開始時点で使用するカッター刃41を切り替えていく方が望ましい。一方、1回の媒体加工機会とは、単数、複数を問わず、ある特定の種類のカッター刃41が装着されているカッターユニット40を使用して媒体加工動作を開始したときに、そのカッターユニット40を他のカッターユニット40に切り替えて媒体加工を再開するまでの期間であってもよいし、開始した媒体加工動作が中断されるまでの期間であってもよい。
【0056】
例えば、使用するカッターユニット40を切り替えるまでの期間を1回の媒体加工機会とする場合では、その期間は、媒体Sの走査方向に亘って形成されている図案に対する媒体加工期間もあるし、1フレーム分の印刷図案を対象とした媒体加工期間もある。あるいは、ロール状の媒体Sであれば、1巻分のロール状媒体Sに対する媒体加工期間である可能性もある。媒体加工動作が中断するまでの期間であれば、媒体Sにカッター刃41の刃先42を当接させてから、その当接状態にある刃先42を媒体Sから離間させるまでの期間などが考えられる。この場合は、図8、図9に示したような、複数のカッター刃41のそれぞれが一つの図案を対象として媒体加工動作を行ったとしても、その動作途中で刃先42を媒体2から離間させれば、その媒体加工動作中に複数回の媒体加工機会が含まれることになる。いずれにしても、任意のカッターユニット40の動作内容を1回の媒体加工機会と規定すればよい。
【0057】
<具対的な実施例>
図12に第1の実施例に係る媒体加工方法の具体例を示した。ここでは、6組のカッターユニット(40a〜40f)を備えた上記実施形態に係るカッター装置1において、各カッターユニット(40a〜40f)に同種のカッター刃41が装着されているものとする。図12では、各カッターユニット(40a〜40f)のそれぞれに対応する6本のカッター刃41(図中、a〜fで表記)の使用履歴を示した。また、使用履歴として累積使用時間(ここでは、分:min)を採用しているものとする。そして、1回の媒体加工機会における使用時間と累積使用時間の双方を「使用時間/累積使用時間」で示している。
【0058】
図12に示したように、1回目の媒体加工機会では、aとbのカッター刃41を5分使用している。1回の媒体加工機会では、選択されたカッターユニット(40a,40b)は全て同じ動作を行うため、aとbのカッター刃41の媒体加工機会における使用時間は、ともに5分となり、CPU11は、aとbのカッター刃41に累積使用時間5分を対応付けしてメモリー13に記憶する。2回目の媒体加工機会では、3組のカッターユニット(40a〜40fのうちの3組)を同時使用する媒体加工動作を行うこととしており、ここでは、記憶済みの履歴から、1回目に使用していないc〜fのうちc〜eの3本のカッター刃41に対応するカッターユニット(40c〜40f)を選択し、その選択したカッターユニット(40c〜40f)に媒体加工動作を実行させる。そして、このときの媒体加工時間が7分であったとする。
【0059】
3回目の媒体加工動作も3組のカッターユニット(40a〜40fのうちの3組)を同時使用するものであり、このときに最も累積使用時間が短いfのカッター刃41に対応するカッターユニット40fとその次に累積使用時間が短いaとbのカッター刃41に対応するカッターユニット(40a,40b)の合計3組のカッターユニット(40a,40b,40f)を使用する。4回目も3組のカッターユニット(40a〜40fのうちの3組)を選択する際に、最も累積使用時間が短いfのカッター刃41に対応するカッターユニット40fと、その次に累積使用時間が短いc〜eのカッタ刃41に対応する3組のカッターユニット(40c〜40e)のうちの二組(ここでは、40d,40e)を選択する。
【0060】
このようにして、毎回の媒体加工機会にそれ以前の各カッター刃41の使用履歴を参照し、その参照結果に基づいて直後の媒体加工機会に使用するカッターユニット(40a〜40fのいずれか)を選択していく。それによって、長期的に見れば、各カッターユニット(40a〜40f)に装着されているa〜fの各カッター刃41の摩耗状態をほぼ均一にすることができ、ある媒体加工機会において同時に使用するカッターユニット(40a〜40fのいずれか)に装着されているカッター刃41による媒体加工品質をほぼ均一にすることが可能となる。なお、摩耗状態に応じた媒体加工制御については、例えば、上述したように、累積使用時間とオフセット量dとの対応関係に基づいてオーバーランの距離を決定するなど、所定の制御方法を採用すればよい。いずれにしても、前回の媒体加工機会までの各カッター刃41との使用履歴に基づいて、今回の媒体加工機会に使用するカッターユニット(40a〜40fのいずれか)を選択することを基本としている。
【0061】
===ソレノイドの発熱について===
ところで、カッター刃41の使用量に応じて媒体加工品質が経時変化する要因には、刃先42の摩耗以外にもある。例えば、実施形態のカッター装置1では、カッター刃41を媒体Sに離間可能に当接させる機構としてソレノイド46を使用している。そして、ソレノイド46は、通電されることで媒体Sにカッター刃41の刃先42を当接させるように動作する。通電状態にあるソレノイド46は当然のことながら発熱する。そして、ソレノイド46が発熱するとソレノイド46を構成するコイルによる発生磁界強度が低下し、結果的に移動軸47を介して刃先42を媒体Sに押しつけようとするトルクが低下する。そのため、刃先42を媒体Sに当接させている継続時間が長かったり、発熱したソレノイド46の冷却時間が不十分であったりすると、カッター刃41の媒体加工品質が不均一になってくる。したがって、ソレノイドの発熱によるトルク低下を低減させるためには、媒体加工機会毎に使用するカッターユニット40を選択し、ソレノイド46を定期的に冷却することが好ましい。ソレノイドの発熱によるトルク低下をより確実に防止するためには、十分な冷却期間を設定することが必要であり、使用するカッターユニット40の切り替えタイミングがさらに重要な要素となってくる。そこで、以下に、ソレノイドの発熱を考慮した好適な媒体加工方法を第2の実施例として挙げる。
【0062】
===第2の実施例===
第2の実施例では、CPU11は、累積使用時間や累積移動量などの主にカッター刃41の摩耗に関わる使用履歴の他に、各カッターユニット40について、媒体加工機会にて連続使用された回数を記憶することとし、そのカッターユニット40の連続使用回数に基づいて各媒体加工機会にて使用するカッターユニット40を選択している。
【0063】
図13に第2の実施例に係る媒体加工方法の概略を示した。ここでも、同種のカッター刃41を装着した6組のカッターユニット(40a〜40f)を備えたカッター装置1を用いることとしている。図13は、先に示した図12とほぼ同様であるが、3回目の媒体加工機会までの使用履歴に基づいて4回目の媒体加工機会に使用する3組のカッターユニット(40a〜40fのうちの3組)を選択する際、上記第1の実施例では、それまでの累積使用時間に基づいてfのカッター刃41に対応するカッターユニット40fと、c〜eのカッター刃41に対応するカッターユニット(40c〜40e)のうちの二組のカッターユニット第1の実施例では、40dと40e)とを選択していた。しかし、第2の実施例では、fのカッター刃41に対応するカッターユニット40fを3回目と4回目とで連続して使用することになり、発熱したソレノイド46の冷却時間を設けるため、fのカッター刃41に対応するカッターユニット40fを連続して使用せず、c〜fのカッター刃41に対応する3組のカッターユニット(40c〜40f)を選択し、連続する媒体加工機会では可能な限り同じカッターユニット(40a〜40f)を選択しないようにしている。
【0064】
なお、連続する媒体加工機会で同じカッターユニット(40a〜40f)を使用せざるを得ない場合もあり得る。図14に、連続する媒体加工機会で同じカッターユニット(40a〜40f)を使用するときの例を示した。図14(A)に示した例では、1回目の媒体加工機会でaのカッター刃41に対応するカッターユニット40aを使用し、2回目では5本のカッター刃41を使用することから、2回目はa以外のb〜fの5本のカッター刃41に対応するカッターユニット(40b〜40f)を使用することになる。さらに、3回目の媒体加工機会で5組のカッターユニット(40a〜40fのうちの5組)を使用する場合、2回目に休止状態だったaのカッター刃41に対応するカッターユニット40aと、2回目で使用したb〜fの5本のカッター刃41に対応する5組のカッターユニット(40b〜40f)のうちのいずれか4組を連続して使用することになる。ここでは、b〜eの4本のカッター刃41に対応するカッターユニット(40b〜40e)を使用している。そして、4回目で二組のカッターユニット(40a〜40fのうちの二組)を選択する場合、連続使用していないfのカッター刃41に対応するカッターユニット40fを選択し、つぎに、b〜eのカッター刃41に対応するカッターユニット(40b〜40e)が2回目と3回目で2回連続して使用されていることから、最長の累積使用時間を記録しているaのカッター刃41に対応するカッターユニット40aを選択する。
【0065】
また、図14(B)に示した例では、3日目の媒体加工機会までは、図13と同様であるが、4回目に4組のカッターユニット(40c〜40eのうちの4組)を使うこととしている。このとき、3回目に使用していないc〜eのカッター刃42に対応する3組のカッターユニット(40c〜40e)と、a、b、fのカッター刃42のいずれか一つに対応するカッターユニット(40a,40b,40fのいずれか一組)が3回目と4回目で連続的に使用されることになる。このような場合には、累積使用時間が最も少ないfのカッター刃に対応するカッターユニット40fを選択する。
【0066】
このように第2の実施例では、各媒体加工機会において、それまでのカッター刃41の連続使用回数を使用履歴として記録し、この連続使用回数に関する使用履歴を他の使用履歴(累積時間、累積移動距離など)に優先して参照している。そして、連続使用回数に関する使用履歴を優先させることは、カッターユニット40を媒体加工機会ごとに切り替えることを優先することであり、ある媒体加工機会にて使用されたカッターユニット40は、次の機会では使用されない可能性が高くなり、ソレノイド46を冷却する期間が間欠的に発生し、ソレノイド46の発熱に起因する媒体加工品質の不均一性を抑制することができる。
【0067】
===第3の実施例===
上述したように、カッター装置1は、ソレノイド46の発熱に起因して媒体加工品質が不均一となる可能性がある。上述した第2の実施例では、連続する媒体加工機会では可能な限り同じカッターユニット40を使用しないようにして、媒体加工品質を均一にするようにしていた。しかし、高温雰囲気下での使用など、何らかの原因でソレノイド46の温度が急上昇して媒体加工動作中に媒体加工品質が急激に劣化する「過熱暴走」が発生する可能性もある。
【0068】
そこで、第3の実施例として、過熱暴走に対応する媒体加工方法を挙げる。第3の実施例では、カッター装置1の検出器群50に、各カッターユニット40のソレノイド46の温度を測定する温度センサーを含めることとしている。そして、CPU11は、この温度センサーからの温度を監視し、いずれかのカッターユニット40のソレノイド46の温度が所定の温度以上となった場合、そのカッターユニット40による媒体加工動作を中止させる。
【0069】
媒体加工動作中のカッターユニット40を使用中止とした場合には、その時点で休止中にある他のカッターユニット40を媒体加工動作に参加させて媒体加工動作を継続させればよい。休止中のカッターユニット40が存在しなければ、残りのカッターユニット40を使用して媒体加工動作を継続させればよい。もちろん、休止中にあるカッターユニット40のソレノイド46の温度が過熱状態にある可能性もある。このような場合には、そのカッターユニット40のソレノイド46の温度が所定の温度よりも低くなるまで使用を禁止すればよい。
【0070】
===その他の実施例など===
第1の実施例では、各カッターユニット(40a〜40f)に装着されているカッター刃41の累積使用時間を使用履歴としていた。そして、第1の実施例の基本的な概念としては、使用履歴に限らず、各カッターユニット(40a〜40f)の使用実績、あるいは累積移動距離などの各種使用履歴のうちの一つを記録することとしていた。もちろん、複数種類の使用履歴を記録しておき、媒体加工動作に際して使用するカッターユニット40を選択する際に、参照する使用履歴に優先順位を決めておいてもよい。また、第2の実施例では、連続する媒体加工機会で同じカッターユニット40を可能な限り使用しないようにしていたが、所定の回数までは連続使用を許可するなど、カッターユニット40の選択アルゴリズムは適宜なものを採用することができる。
【0071】
上記「一筆書き」ができない図案を対象として媒体加工を行う場合、1回の媒体加工機会の期間中にカッター刃41が媒体Sから一時的に離間することになる。したがって、使用履歴として累積使用時間や累積移動距離を採用する場合には、カッター刃41が媒体Sに当接しているときの時間や移動距離を使用履歴として記録すればよい。第2の実施例は、ソレノイド46の発熱を考慮した媒体加工方法であることから、1回の媒体加工機会においてカッター刃41が媒体Sに当接している期間と離間している期間の時間遷移を1回の媒体加工機会についての使用履歴に含めてもよい。それによって、1回の媒体加工機会中で、ソレノイド46への通電継続時間が短く、通電が遮断されている継続時間が長ければ、連続する媒体加工機会で同じカッターユニット40を使用したとしても、ソレノイド46は十分に冷却されている、と見なして連続使用させることができ、媒体加工機会毎に使用するカッターユニット40を切り替えるための時間を節約することができる。
【0072】
第3の実施例において、カッター装置1は、カッターユニットのソレノイドの温度を測定する温度センサーを備えていることを前提としているが、温度センサーを備えたカッター装置1であれば、カッターユニットの使用を強制的に禁止する温度に加え、連続する媒体加工機会での使用を許可する温度を設定しておくことも考えられる。すなわち、第2の実施例では、基本的に連続する媒体加工機会では同じカッターユニット40の使用を禁止していたが、所定の温度以下であれば、累積使用時間や累積移動距離など、他の種類の使用履歴に基づいて、体加工機会において使用するカッターユニット40を選択する。
【0073】
===その他の実施形態について===
<キャリッジユニットの構成について>
上記実施形態に係るカッター装置1では、走査方向に延長しつつ互いに搬送方向に平行する2本一組のガイドレール(35af,35be,35cd)が上下方向に3組積層配置されて、計6本のガイドレール(35af−35af,35be−35be,35cd−35cd)を備えていた。そして、同じ高さ位置にて搬送方向に平行する一組のガイドレール(35af,35be,35cd)には、二組のキャリッジ(31a−31f,31b−31e,31c−31d)が摺動可能に支持されていた。すなわち、二組のキャリッジ(31a−31f,31b−31e,31c−31d)が一組のガイドレール(35af,35be,35cd)を共有していた。しかし、カッター装置1は、この例に限らず、例えば、図15に示したように、2本一組のガイドレール35を一組だけ備えて、全てのキャリッジ(31g〜31i)がこの一組のガイドレール35により案内される構造であってもよい。この図15では、3組のキャリッジ(31g〜31i)は、個別のベルト(34g〜34i)によって駆動されるものの、いずれも2本一組のガイドレール35に案内されている。そして、3組のカッターユニット(40g〜40i)が、それぞれ支持部材(36g〜36i)を介して対応するキャリッジ(31g〜31i)に支持されている。
【0074】
<媒体の斜行防止機構について>
上記実施形態に係るカッター装置1は、媒体加工動作時に走査方向に個別に移動する複数のカッターユニット40を用いて媒体加工動作の高速化を達成している。この特殊な構成により、複数のカッターユニット40は、搬送方向については常時同じ位置に配置される。そのため、搬送ユニット20による媒体Sの搬送方向は、走査方向に対して正確に直交するように調整されている必要がある。すなわち、媒体Sが目的とする搬送方向に対して蛇行したり斜めに走行したりするなどして斜行すれば、媒体S上に形成されている図案を対象とした正確な媒体加工動作を実行することができない。例えば、媒体Sを走査方向に平行に裁断する場合、媒体Sが斜行すると媒体Sが斜めに裁断されてしまう。そこで、図2に示した媒体Sの搬送経路中にステアリング機構を組み込んでおいてもよい。ステアリング機構は、周知のごとく、媒体Sの幅方向の両端での搬送速度を一定にする機構である。図2に示した搬送経路を例に挙げれば、印刷装置100の出口から媒体加工位置3までの搬送途上で媒体Sを挟持するローラー21の配置位置にステアリング機構を設けておくことができる。そして、このようにステアリング機構を搬送ユニット20の構成に組み込むことで、媒体Sが確実に走査方向と直交する方向に搬送され、高い精度で媒体Sを加工することができる。
【0075】
<使用履歴の管理について>
上記各実施例では、各カッターユニット40の使用履歴は、カッター装置1のメモリー13に記録されて、同じカッター装置1のCPU11がその履歴に基づいて媒体加工機会に使用するカッターユニット40を選択していた。この例に限らず、使用履歴を外部装置(100,120)に記憶させておき、選択するカッターユニット40についてもその外部装置(100,120)からの指示であってもよい。
【0076】
すなわち、カッター装置1は、通常、単体で使用されるのではなく、外部装置(100,120)と絶えずデータ通信を行いながら連係動作して、印刷から媒体加工までの一連の処理を行う、言わば、媒体印刷・加工システムの一部として使用される。そして、外部装置(100,120)側では、図案の印刷データに基づいて媒体加工の内容を特定できることから、カッター装置1は、媒体加工機会ごとに各カッターユニット40を実際に使用した、という使用実績を外部装置(100,120)に転送すればよい。いずれにしても、使用履歴を管理するための構成がカッター装置1の筐体内に存在するか否かだけの問題であり、媒体印刷・加工システムにおいては、外部装置(100,120)において使用履歴の管理する構成自体がカッター装置1の一部と見なせる。
【符号の説明】
【0077】
1 カッター装置、2 媒体加工機構、3 媒体加工位置、10 コントローラー、
11 CPU、12 ユニット制御部、13 メモリー、20 搬送ユニット、
21,22 フローティングローラー、23,24,26,27 ローラー、
25 ニップルローラー、30,30a〜30f キャリッジユニット、
31,31a〜31i キャリッジ、32a〜32f モーター、
33a〜33f プーリー、34a〜34i ベルト、
35,35af,35be,35cd ガイドレール、36a〜36i 支持部材、
40,40a〜40i カッターユニット、41,41a〜41f カッター刃、
42,42a,42b刃先、49 カッター刃の中心軸、100 印刷装置、
200 図案、210 図形、202 折り線、207 裁断線、
203 位置決めマーク、S 媒体
【特許請求の範囲】
【請求項1】
図案が形成されたシート状の媒体にカッター刃の刃先を当接させつつ当該カッター刃と前記媒体とを相対的に移動させて、前記刃先による任意の形状の軌跡を前記媒体に形成するカッター装置であって、
所定の搬送方向に前記媒体を反転自在に搬送する搬送ユニットと、
それぞれが、刃先を有するカッター刃を備えるとともに、当該カッター刃を前記媒体に対して個別に離間、近接自在に移動させて前記刃先を前記媒体に当接させる複数のカッターユニットと、
前記搬送方向と直交する走査方向に前記複数のカッターユニットを個別に移動させるキャリッジユニットと、
制御部と、
を備え、
前記制御部は、
前記複数のカッターユニットのうち、同種のカッター刃を備える任意の数のカッターユニットの前記カッター刃の前記刃先を前記媒体に当接させつつ、前記搬送ユニットに前記媒体を前記搬送方向に搬送させる動作と、前記キャリッジユニットに前記任意の数のカッターユニットを前記走査方向に移動させる動作とを行わせることで、前記カッター刃と前記媒体とを相対的に移動させて、前記任意の数のカッターユニットのそれぞれの前記カッター刃の前記刃先による軌跡を前記媒体に形成させるとともに、
前記複数のカッターユニットのそれぞれに装着されている前記カッター刃について、前記刃先による前記軌跡を前記媒体に形成した実績に関する情報を使用履歴として記憶し、
前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを前記使用履歴に基づいて選択する、
ことを特徴とするカッター装置。
【請求項2】
請求項1において、前記使用履歴には、前記複数のカッター刃のそれぞれについての累積使用時間が含まれていることを特徴とするカッター装置。
【請求項3】
請求項1または2において、前記使用履歴には、前記複数のカッター刃のそれぞれが前記媒体に前記軌跡を形成した際の累積移動距離が含まれていることを特徴とするカッター装置。
【請求項4】
請求項1〜3のいずれかにおいて、前記制御部は、所定の媒体加工動作の実行期間を1回の媒体加工機会として、各回の媒体加工機会の開始時点で、前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを選択することを特徴とするカッター装置。
【請求項5】
請求項4において、前記カッターユニットは、通電されることで前記カッター刃を前記媒体に当接させるように直線移動させるソレノイドを含んで構成されていることを特徴とするカッター装置。
【請求項6】
請求項5において、前記使用履歴には、前記複数のカッター刃のそれぞれについての前記媒体加工機会の連続回数が含まれているとともに、前記制御部は、前記軌跡を前記媒体に形成させる際に使用するカッターユニットを選択する際、前記媒体加工機会の連続回数についての前記使用履歴を優先的に参照すること特徴とするカッター装置。
【請求項7】
請求項5または6において、前記ソレノイドの温度を測定する温度測定部を含み、前記制御部は、前記カッターユニットのソレノイドが所定の温度以上になったことを検出すると、当該ソレノイドを備えた前記カッターユニットの使用を中止する、ことを特徴とするカッター装置。
【請求項8】
所定の搬送方向に媒体を反転自在に搬送させる搬送ステップと、
複数のカッター刃を前記搬送方向と直交する走査方向に個別に移動させる移動ステップと、
前記複数のカッター刃のうち、同種の任意の数のカッター刃の刃先を前記媒体に当接させつつ、前記搬送ステップと当該同種のカッター刃に対する前記移動ステップとを行わせて前記カッター刃と前記媒体とを相対的に移動させることで、前記任意の数のカッター刃の前記刃先による当該任意の数の軌跡を前記媒体に形成させる媒体加工ステップと、
前記複数のカッターユニットのそれぞれに装着されているカッター刃について、前記媒体加工ステップの実行実績に関する情報を使用履歴として記憶する使用履歴記憶ステップと、
前記媒体加工ステップにおいて使用する前記カッター刃を、前記複数のカッター刃についての前記使用履歴に基づいて選択するカッター刃選択ステップと、
を含んでいることを特徴とする媒体加工方法。
【請求項1】
図案が形成されたシート状の媒体にカッター刃の刃先を当接させつつ当該カッター刃と前記媒体とを相対的に移動させて、前記刃先による任意の形状の軌跡を前記媒体に形成するカッター装置であって、
所定の搬送方向に前記媒体を反転自在に搬送する搬送ユニットと、
それぞれが、刃先を有するカッター刃を備えるとともに、当該カッター刃を前記媒体に対して個別に離間、近接自在に移動させて前記刃先を前記媒体に当接させる複数のカッターユニットと、
前記搬送方向と直交する走査方向に前記複数のカッターユニットを個別に移動させるキャリッジユニットと、
制御部と、
を備え、
前記制御部は、
前記複数のカッターユニットのうち、同種のカッター刃を備える任意の数のカッターユニットの前記カッター刃の前記刃先を前記媒体に当接させつつ、前記搬送ユニットに前記媒体を前記搬送方向に搬送させる動作と、前記キャリッジユニットに前記任意の数のカッターユニットを前記走査方向に移動させる動作とを行わせることで、前記カッター刃と前記媒体とを相対的に移動させて、前記任意の数のカッターユニットのそれぞれの前記カッター刃の前記刃先による軌跡を前記媒体に形成させるとともに、
前記複数のカッターユニットのそれぞれに装着されている前記カッター刃について、前記刃先による前記軌跡を前記媒体に形成した実績に関する情報を使用履歴として記憶し、
前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを前記使用履歴に基づいて選択する、
ことを特徴とするカッター装置。
【請求項2】
請求項1において、前記使用履歴には、前記複数のカッター刃のそれぞれについての累積使用時間が含まれていることを特徴とするカッター装置。
【請求項3】
請求項1または2において、前記使用履歴には、前記複数のカッター刃のそれぞれが前記媒体に前記軌跡を形成した際の累積移動距離が含まれていることを特徴とするカッター装置。
【請求項4】
請求項1〜3のいずれかにおいて、前記制御部は、所定の媒体加工動作の実行期間を1回の媒体加工機会として、各回の媒体加工機会の開始時点で、前記軌跡を前記媒体に形成させる際に使用する前記カッターユニットを選択することを特徴とするカッター装置。
【請求項5】
請求項4において、前記カッターユニットは、通電されることで前記カッター刃を前記媒体に当接させるように直線移動させるソレノイドを含んで構成されていることを特徴とするカッター装置。
【請求項6】
請求項5において、前記使用履歴には、前記複数のカッター刃のそれぞれについての前記媒体加工機会の連続回数が含まれているとともに、前記制御部は、前記軌跡を前記媒体に形成させる際に使用するカッターユニットを選択する際、前記媒体加工機会の連続回数についての前記使用履歴を優先的に参照すること特徴とするカッター装置。
【請求項7】
請求項5または6において、前記ソレノイドの温度を測定する温度測定部を含み、前記制御部は、前記カッターユニットのソレノイドが所定の温度以上になったことを検出すると、当該ソレノイドを備えた前記カッターユニットの使用を中止する、ことを特徴とするカッター装置。
【請求項8】
所定の搬送方向に媒体を反転自在に搬送させる搬送ステップと、
複数のカッター刃を前記搬送方向と直交する走査方向に個別に移動させる移動ステップと、
前記複数のカッター刃のうち、同種の任意の数のカッター刃の刃先を前記媒体に当接させつつ、前記搬送ステップと当該同種のカッター刃に対する前記移動ステップとを行わせて前記カッター刃と前記媒体とを相対的に移動させることで、前記任意の数のカッター刃の前記刃先による当該任意の数の軌跡を前記媒体に形成させる媒体加工ステップと、
前記複数のカッターユニットのそれぞれに装着されているカッター刃について、前記媒体加工ステップの実行実績に関する情報を使用履歴として記憶する使用履歴記憶ステップと、
前記媒体加工ステップにおいて使用する前記カッター刃を、前記複数のカッター刃についての前記使用履歴に基づいて選択するカッター刃選択ステップと、
を含んでいることを特徴とする媒体加工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−103301(P2013−103301A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248964(P2011−248964)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]