
カップ状容器の容器本体の成形方法とカップ状容器
【課題】 本発明は、割金型を使用するダイレクトブロー成形技術を利用してカップ状容器の容器本体を成形することにより、内容物の注出形態の良い注出機能部を、容器本体の成形操作を利用して成形することができるようにすることを目的とするものである。
【解決手段】 ダイレクトブロー成形手段で成形した中間成形品1の上端部の、外鍔状のフランジ片8を付設した大きい口径の開口部を形成するための除去頭部2を切断除去することにより、カップ状容器14の容器本体6を成形し、この容器本体6の下端部に、容易に破断可能な開封機能部分であるもぎ取り片12を、ブロー金型18のピンチオフ部20による食い切りで成形する。これにより、良好な注出機能部分を形成する。
【解決手段】 ダイレクトブロー成形手段で成形した中間成形品1の上端部の、外鍔状のフランジ片8を付設した大きい口径の開口部を形成するための除去頭部2を切断除去することにより、カップ状容器14の容器本体6を成形し、この容器本体6の下端部に、容易に破断可能な開封機能部分であるもぎ取り片12を、ブロー金型18のピンチオフ部20による食い切りで成形する。これにより、良好な注出機能部分を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダイレクトブロー成形技術を利用した合成樹脂製カップ状容器における容器本体の成形方法と、この成形方法により成形された容器本体を使用したカップ状容器に関するものである。
【背景技術】
【0002】
上端の大きな開口部に外鍔状のフランジ片を周設し、内容物を収納してから、このフランジ片にシート製のシート蓋を密に溶着固定して密閉されるカップ状容器が、簡易な合成樹脂製容器として知られている。このカップ状容器の容器本体は、上端に大きな径の開口部とフランジ片を有する必要があることから、小さな径の筒状パリソンを拡径変形させて成形品を得ることを、基本成形形態とするダイレクトブロー成形手段で成形することは不利であると考えられている。それゆえ、カップ状容器の容器本体は、射出成形やシート材を延伸するサーモフォーム成形、さらには皿状のプリフォームを使用して延伸ブロー成形手段で成形され、閉鎖部材であるシート蓋を適当に破断して開封し、このシート蓋の破断箇所を内容物の注出口として機能させるようにしているのが一般である。
【0003】
このように、カップ状容器の容器本体は、その成形手段が射出成形やサーモフォーム成形、さらには延伸ブロー成形であるので、成形操作を利用して上端の開口部以外に内容物の注出部を形成することが難しい。また、シート蓋の破断箇所がそのまま注出口として機能するので、この注出口が発揮する内容物注出機能は、内容物の注出方向および収束状態が必ずしも安定的に一定することがなく、このため内容物の注出形態に不満が生じるものとなっていた。さらに、シール蓋は、破断による開封が行ない易いように、破断し易いものとしていることがあるが、この場合、取扱いの際にシール蓋が不要に破断してしまう事故が起き易く、取扱いに注意を要するものとなっていた。
【0004】
カップ状容器におけるシール蓋の不要な破断が妄りに生じないようにした従来技術として、特開2002−211617号公報に示された技術がある。この従来技術は、カップ状容器の上端に、シール蓋全体を覆うように嵌合蓋を、着脱自在に組付けたものである。この従来技術は、嵌合蓋によりシート蓋を保護することができるので、取扱い時に不要にシート蓋が破断されることがなく、安全で取り扱い易いカップ状容器を提供することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−211617号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した従来技術にあっては、シート蓋を機械的に保護して、不要な破断発生を防止することはできても、成形操作を利用して上端以外の部分に開口機能部分を形成するのが難しいこと、またシート蓋の破断箇所がそのまま注出口として機能するので、良好な注出形態を得ることができないことは、そのままである。このため内容物の注出に関して製品としてのバリエーションが少なくなり、また内容物を安定的に注出できない場合がある、と云う問題があった。
【0007】
そこで、本発明は、上記した従来技術における問題点を解消すべく創案されたもので、割金型を使用するダイレクトブロー成形技術を利用してカップ状容器の容器本体を成形することを技術的課題とし、もって内容物の注出形態の良い注出機能部を、容器本体の成形操作を利用して成形することができるようにすることを目的とするものである。
【課題を解決するための手段】
【0008】
本発明は、カップ状容器の容器本体の成形方法とこの方法により成形されるカップ状容器に関し、以下まずカップ状容器の容器本体の成形方法、次にカップ状容器について説明する。
【0009】
本発明のカップ状容器の容器本体の成形方法に係る主たる構成は、
下方に拡径した肩筒片の下端に内鍔状の縮径段部を連設し、この縮径段部の内周端から垂下状に連設した胴筒片の下端に、下方に縮径したテーパー底壁片を連設し、このテーパー底壁片の下端に垂下設された短筒片の下端に、破断し易い破断筒片を介して、短筒片の下端を塞ぐもぎ取り片を連設して中間成形品を薄肉にダイレクトブロー成形すること、
テーパー底壁片を胴筒片内へ容易に弾性反転変形可能に成形したものとすると共に、もぎ取り片をブロー金型のピンチオフ部により押し潰し成形したものとすること、
縮径段部を幅方向の途中で全周に亘って切断して、内側部分を胴筒片にフランジ片として残存させ、肩筒片と縮径段部の外側部分からなる除去頭部を中間成形品から除去すること、
にある。
【0010】
胴筒片は、下方に拡径した肩筒片の下端に、縮径段部を介して連設されているので、その上端開口部の径を十分に大きくすることが可能であり、また縮径段部の内側部分は、胴筒片の上端開口部に対して外鍔状に連設された構造となっているので、胴筒片に残存させられた縮径段部の内側部分は、そのままで胴筒片の上端開口部のフランジ片を形成することになる。
【0011】
それゆえ、ダイレクトブロー成形された中間成形品から、縮径段部を幅方向の途中で全周に亘って切断して、肩筒片と縮径段部の外側部分からなる除去頭部を取去ることにより、残りの部分が容器本体を構成することになる。
【0012】
中間成形品が薄肉に成形されているので、この中間成形品から得られる容器本体も薄肉となっているが、この薄肉の程度は、ダイレクトブロー成形された破断筒片の破断が容易に達成でき、かつテーパー底壁片が胴筒片内へ容易に弾性反転変形可能となる程度である。
【0013】
もぎ取り片は、ブロー金型のピンチオフ部によるパリソンに対する押し潰し切断により成形されるものであるので、短筒片および破断筒片に対して横幅寸法が大きい構造に成形することができるものとなっている。
【0014】
カップ状容器に係る本発明の主たる構成は、
上端開口部に外鍔状のフランジ片を設けた胴筒片の下端に、下方に縮径したテーパー底壁片を連設し、このテーパー底壁片の下端に垂下設された短筒片の下端に、破断し易い破断筒片を介して、短筒片の下端を塞ぐもぎ取り片を連設し、テーパー底壁片を胴筒片内へ容易に弾性反転変形可能とし、もぎ取り片をブロー金型のピンチオフ部により押し潰し成形して薄肉にダイレクトブロー成形された容器本体と、シート材製のシート蓋を有すること、
容器本体の上端開口部から内容物を収納して、フランジ片にシート蓋を密着して密閉すること、
にある。
【0015】
カップ状容器を、もぎ取り片を上に位置させた倒立姿勢状態とし、この倒立姿勢状態で、破断筒片の破断によりもぎ取り片を短筒片からもぎ取ることにより、短筒片は開口した状態となって内容物の注出口を形成することになる。この短筒片で形成される注出口は、短筒片自体が一定した筒形状をしていること、またテーパー底壁片のテーパー内周面が、短筒片に向かう内容物に対して整流作用を発揮することにより、内容物を一定して良好な形態で注出させることができる。
【0016】
このように、短筒片を注出口として機能させる場合は、シール蓋は破断による注出口形成を考慮する必要がなく、機械的に十分な強度を有するシート材で成形することが可能であり、取扱い時にこのシート蓋が不要に破断する不都合の発生をほとんど無くすことができる。また、この場合、シート蓋を底面として機能させることができるので、カップ状容器の「座」面積を大きくすることができる。
【0017】
テーパー底壁片を胴筒片内に弾性反転変形させた状態では、破断筒片およびもぎ取り片は胴筒片内に位置して、周りを胴筒片下端部分(倒立姿勢状態では、上端部分)で囲まれた状態となるので、破断筒片およびもぎ取り片は胴筒片下端部分で機械的に保護されることになる。また、このようにテーパー底壁片が胴筒片内に弾性反転変形して、破断筒片およびもぎ取り片が胴筒片内に位置した状態では、カップ状容器全体の高さ寸法が、テーパー底壁片と破断筒片そしてもぎ取り片の高さ寸法だけ小さくなった状態となる。
【0018】
カップ状容器に係る本発明の他の構成は、上記した主たる構成に、胴筒片を、下方に徐々に縮径するテーパー筒状とした、ことを加えたものである。
【0019】
胴筒片を、下方に徐々に縮径するテーパー筒状としたものにあっては、容器本体同士をスタック状態とすることが可能であるので、嵌入した容器本体のテーパー底壁片、破断筒片そしてもぎ取り片部分を、嵌入させた容器本体の胴筒片で覆った状態で、複数の容器本体を一まとめにして取扱うことができる。
【0020】
また、カップ状容器に係る本発明の他の構成は、上記した主たる構成におけるもぎ取り片を、横倒し板片状にした、ものである。
【0021】
もぎ取り片を、横倒し板片状にしたものにあっては、もぎ取り片に対する指掛け、特に親指と人差し指による摘み状の指掛けが、容易でかつ捻り状に力を加え易いものとすることができる。
【0022】
また、カップ状容器に係る本発明の他の構成は、上記した主たる構成の、容器本体およびシート蓋を、バリヤ層を有する積層体構造とした、ものである。
【0023】
容器本体およびシート蓋を、バリヤ層を有する積層体構造としたものにあっては、容器本体は押し出し成形されるダイレクトブロー成形品であり、またシート蓋はシート材製であるので、共に積層構造とすることが容易である。
【発明の効果】
【0024】
本発明は、上記した構成となっているので、以下に示す効果を奏する。
本発明の主たる方法の構成を有するものにあっては、胴筒片を、下方に拡径した肩筒片の下端に縮径段部を介して連設して成形するので、十分に大きな径の上端開口部の外周にフランジ片を設けた構造を、ダイレクトブロー成形手段により成形することができるので、ダイレクトブロー成形手段を利用して、カップ状容器の容器本体を容易に成形することができる。この際、ダイレクトブロー成形手段による成形品の肉厚コントロールが容易であるので、破断筒片の破断およびテーパー底壁片の胴筒片内への弾性反転変形を確実に得ることができるようにすることが容易である。
【0025】
また、もぎ取り片は、短筒片および破断筒片に対して横幅寸法が大きい構造に成形することができるものとなっており、これによりもぎ取りの容易なもぎ取り片を簡単に成形することができる。
【0026】
本発明のカップ状容器の主たる構成を有するものにあっては、短筒片で形成される注出口が、内容物を一定して良好な形態で注出させることができるので、内容物の注出動作を円滑で良好なものとすることができ、好ましい使用状況を得ることができる。
【0027】
また、シール蓋を機械的に十分な強度を有するものとすることが可能であると共に、カップ状容器に安定した「座」機能を付与することができるので、安全な取り扱いを得ることができる。さらに、テーパー底壁片を胴筒片内に弾性反転変形させた状態では、破断筒片およびもぎ取り片は胴筒片下端部分で機械的に保護することができると共に、カップ状容器全体の高さ寸法小さくすることができるので、安全で効率の良い取り扱いを得ることができる。
【0028】
胴筒片を、下方に徐々に縮径するテーパー筒状としたものにあっては、容器本体同士をスタック状態とすることが可能であるので、複数の容器本体の機械的に保護した状態での一まとめにした効率の良い取り扱いを得ることができる。
【0029】
もぎ取り片を、横倒し板片状にしたものにあっては、もぎ取り片に対するもぎ取り力が懸け易いので、注出口の開口操作が容易である。
【0030】
容器本体およびシート蓋を、バリヤ層を有する積層体構造としたものにあっては、容器本体およびシート蓋が共に積層構造とすることが容易であるので、バリヤ層が発揮するガスバリヤ性とか遮光性等のバリヤ性を発揮するカップ状容器を簡単に得ることができる。
【図面の簡単な説明】
【0031】
【図1】本発明方法の一実施形態例を示す、全体説明図である。
【図2】図1で成形された中間成形品の一例を示す、全体図である。
【図3】図2中丸印(b)で示した部分の、拡大縦断面図である。
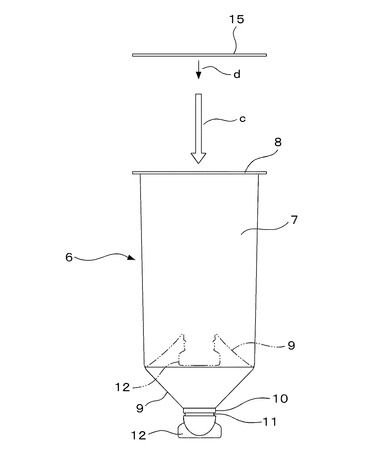
【図4】本発明によるカップ状容器の成形例を示す、組立て状態図である。
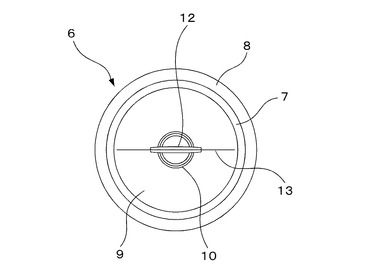
【図5】本発明のカップ状容器の一実施例における、底面図である。
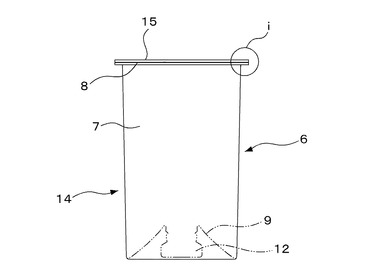
【図6】本発明のカップ状容器の一実施例の、全体図である。
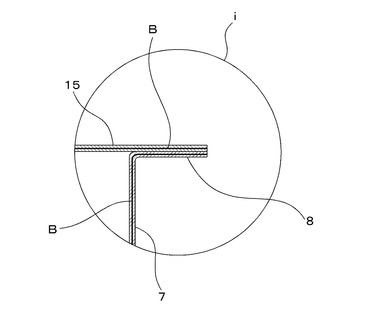
【図7】図6中丸印(i)で示した部分の一例の、拡大縦断面図である。
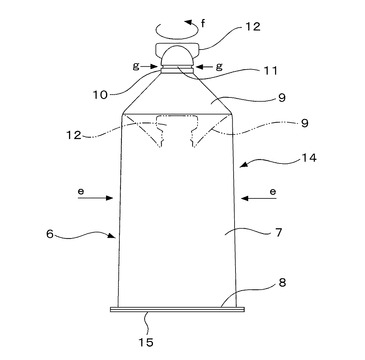
【図8】本発明のカップ状容器の開封操作例を示す、説明図である。
【発明を実施するための最良の形態】
【0032】
以下、本発明の一実施形態例を、図面を参照しながら説明する。
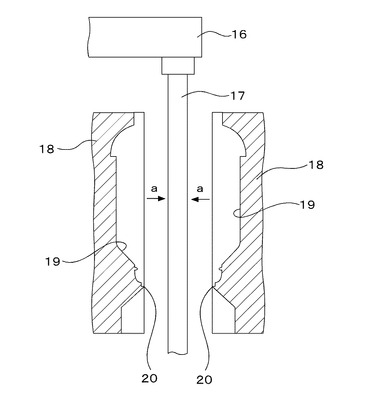
図1〜図3は、本発明による容器本体6の成形手順の一例を示すもので、図1に示すように、左右に型開きした一対の割金型であるブロー金型18の間に、押出し機のダイヘッド16から円筒状のパリソン17を押出し成形して垂下させ、このパリソン17は、両ブロー金型18間に、矢印a(図1参照)への型締めにより挟み込まれる。両ブロー金型18間に挟み込まれたパリソン17は、ブロー金型18の成形型面19の下端にあるピンチオフ部20により、下端部を切除されると共に下端が密閉され、上端をブロー金型18外に設けたカッター(図示省略)で切断された後、図2に示す中間成形品1にダイレクトブロー成形される。
【0033】
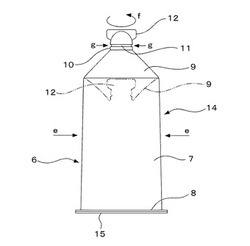
この中間成形品1(図2参照)は、例えばポリエチレン、ポリプロピレン、PET等の樹脂材料により薄肉にダイレクトブロー成形される。成形された中間成形品1は、パリソン17の一部が残存したパリソン筒片3の下端から、半球状に下方に拡径した肩筒片4を連設し、この肩筒片4の下端に、内鍔状に縮径した縮径段部5を連設している。この縮径段部5の内周端には、下方に徐々に縮径した胴筒片7が垂下状に連設されており、この胴筒片7の下端に、下方に縮径したテーパー筒壁を有するテーパー底壁片9を連設し、このテーパー底壁片9の下端に垂下状に設けた短筒片10の下端に、破断筒片11を介して、短筒片10の下端を塞ぐもぎ取り片12を連設して構成されている。
【0034】
テーパー底壁片9は、胴筒片7内に、容易に弾性反転変形可能に成形されており、このテーパー底壁片9の胴筒片7内への弾性反転変形により、テーパー底壁片9と短筒片10と破断筒片11ともぎ取り片12の組合わせ物(以下、反転変位部分と記す)は、胴筒片7の下端部内に位置する(図4参照)ことが可能となる。また、破断筒片11は、周溝を設ける等して十分に薄肉となるように成形することにより、容易に破断できるものとなっている。
【0035】
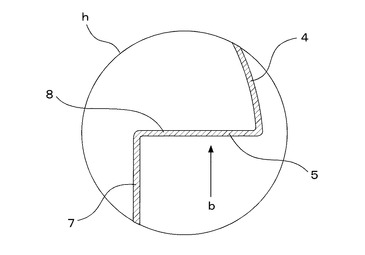
この中間成形品1は、縮径段部5の矢印b(図2、図3参照)で示した幅方向の途中箇所で、上側の除去頭部2と下側の容器本体6に区画されているので、矢印bで示した箇所で縮径段部5を全周に亘って切断(図3参照)して、除去頭部2を除去することにより容器本体6(図4参照)を得ることになる。
【0036】
成形された容器本体6のもぎ取り片12は、パリソン17に対する両ブロー金型18の挟み込みながらの食い切りにより成形されるものであるので、隣接する破断筒片11および短筒片10を成形する部分の径寸法に規制されることなく、その横幅寸法を所望する大きさとした、横倒し板片状に成形されており、これにより摘んだ指先により捻りながらの破断力を作用し易くしている。なお、このもぎ取り片12を含めた反転変位部分は、ピンチオフ部20により食い切られた部分であるので、図5に示すように、わずかにピンチオフ跡13が現れることになる。このピンチオフ跡13は、容器本体6がダイレクトブロー成形品であることを示すことになるので、ピンチオフ跡13の有無を、容器本体6が本発明方法で成形されたものであるか否かを判断する、一つの目安とすることができる。
【0037】
容器本体6は、所望量の内容物を上端開口部から充填収納した状態で、フランジ片8にシート蓋15を密着させて、上端開口部を閉鎖することによりカップ状容器14に成形されるが、この際、内容物の充填(図4の矢印c参照)に先立って反転変位部分を胴筒片7内に反転陥没変位させた状態(図4の2点鎖線図示参照)としておくのが望ましく、内容物の充填が完了したならば上端開口部をシート蓋15で密閉(図4に矢印d参照)して、内容物を収納した商品としてのカップ状容器14を完成させる。
【0038】
この商品としてのカップ状容器14は、反転変位部分を反転変位させた状態では、破断筒片11およびもぎ取り片12が、その周囲を胴筒片7で囲まれた状態となって保護されることになるので、消費者の手元に届くまでの格納、搬送の取扱い時に、他の物品にもぎ取り片12が引っ掛かって、容器が不要に開封される不都合の発生を効果的に防止することができる。また、シール蓋15を底面とした倒立姿勢で店頭などに陳列した場合には、安定した「座」機能を得た状態で陳列することができる。
【0039】
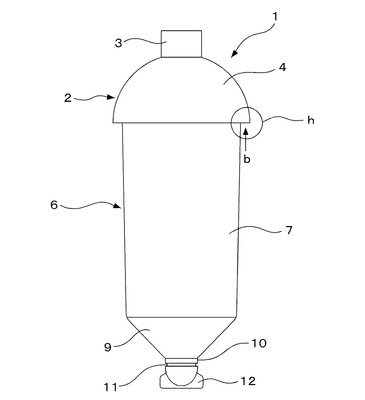
なお、図6の丸印iの部分を断面して拡大図示した図7に示すように、容器本体6およびシール蓋15を、酸素等のガスバリヤ性、水分バリヤ性さらには光に対するバリヤ性のいずれか一つ、若しくは複数を有するバリヤ層Bを有する積層壁構造を有するものとすることにより、カップ状容器14に所望するバリヤ性を付与することができ、カップ状容器14の内容物保存性を高めることができる。なお、容器本体6はダイレクトブロー成形品であり、シート蓋15はシート材製であるので、積層構造とするのに困難性は全くない。
【0040】
購入したカップ状容器14を開封する際には、胴筒片7に、矢印e(図8参照)方向から押圧力を作用させて、胴筒片7内に陥没している反転変位部分(図8の2点鎖線図示参照)を、胴筒片7内から突出する姿勢に反転復帰(図8の実線図示状態)させる。反転変位部分を突出させたカップ状容器14を倒立姿勢にした状態で、もぎ取り片12を摘んで、例えば矢印f(図8参照)で示すように、捻ることにより、矢印g(図8参照)で示される破断筒片11部分を破断し、これによりもぎ取り片12がもぎ取られて短筒片10下端(図8においては、上端)が開放されるので、カップ状容器14を傾けてスクイズ変形させる等して、短筒片10から内容物を注出する。
【0041】
この内容物の注出に際して、注出される内容物は、テーパー底壁片9のテーパーに沿ってガイドされて整流され、この整流された状態のまま、短筒片10により一定の大きさ、形状に規制された注出口から注出されるので、その注出動作状態は、飛散したり方向が不安定に変化したりすることなく、常に安定した注出状態および方向性を保って、良好なものとなる。
【0042】
なお、上記の説明は、反転変位部分を胴筒片7内に陥没させた状態で内容物を充填する場合についてのものであるが、反転変位部分は必ずしも胴筒片7内に陥没させなければならない、と云うものではなく、反転変位部分を突出させた姿勢のまま、内容物を充填することも可能である。この場合は、内容物を充填して密閉した後に、カップ状容器14内に減圧が発生する場合に適している。
【産業上の利用可能性】
【0043】
以上説明したように、本発明は,ダイレクトブロー成形手段を利用してカップ状容器を成形することができるので、ピンチオフ部の食い切り成形を利用して、新規に開口機能部分の形成を可能とすることができるものであり、カップ状容器の分野で幅広い利用展開が期待される。
【符号の説明】
【0044】
1 ;中間成形品
2 ;除去頭部
3 ;パリソン筒片
4 ;肩筒片
5 ;縮径段部
6 ;容器本体
7 ;胴筒片
8 ;フランジ片
9 ;テーパー底壁片
10;短筒片
11;破断筒片
12;もぎ取り片
13;ピンチオフ跡
14;カップ状容器
15;シール蓋
16;ダイヘッド
17;パリソン
18;ブロー金型
19;成形型面
20;ピンチオフ部
B ;バリヤ層
a〜g;矢印
h、i;丸印
【技術分野】
【0001】
本発明は、ダイレクトブロー成形技術を利用した合成樹脂製カップ状容器における容器本体の成形方法と、この成形方法により成形された容器本体を使用したカップ状容器に関するものである。
【背景技術】
【0002】
上端の大きな開口部に外鍔状のフランジ片を周設し、内容物を収納してから、このフランジ片にシート製のシート蓋を密に溶着固定して密閉されるカップ状容器が、簡易な合成樹脂製容器として知られている。このカップ状容器の容器本体は、上端に大きな径の開口部とフランジ片を有する必要があることから、小さな径の筒状パリソンを拡径変形させて成形品を得ることを、基本成形形態とするダイレクトブロー成形手段で成形することは不利であると考えられている。それゆえ、カップ状容器の容器本体は、射出成形やシート材を延伸するサーモフォーム成形、さらには皿状のプリフォームを使用して延伸ブロー成形手段で成形され、閉鎖部材であるシート蓋を適当に破断して開封し、このシート蓋の破断箇所を内容物の注出口として機能させるようにしているのが一般である。
【0003】
このように、カップ状容器の容器本体は、その成形手段が射出成形やサーモフォーム成形、さらには延伸ブロー成形であるので、成形操作を利用して上端の開口部以外に内容物の注出部を形成することが難しい。また、シート蓋の破断箇所がそのまま注出口として機能するので、この注出口が発揮する内容物注出機能は、内容物の注出方向および収束状態が必ずしも安定的に一定することがなく、このため内容物の注出形態に不満が生じるものとなっていた。さらに、シール蓋は、破断による開封が行ない易いように、破断し易いものとしていることがあるが、この場合、取扱いの際にシール蓋が不要に破断してしまう事故が起き易く、取扱いに注意を要するものとなっていた。
【0004】
カップ状容器におけるシール蓋の不要な破断が妄りに生じないようにした従来技術として、特開2002−211617号公報に示された技術がある。この従来技術は、カップ状容器の上端に、シール蓋全体を覆うように嵌合蓋を、着脱自在に組付けたものである。この従来技術は、嵌合蓋によりシート蓋を保護することができるので、取扱い時に不要にシート蓋が破断されることがなく、安全で取り扱い易いカップ状容器を提供することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−211617号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した従来技術にあっては、シート蓋を機械的に保護して、不要な破断発生を防止することはできても、成形操作を利用して上端以外の部分に開口機能部分を形成するのが難しいこと、またシート蓋の破断箇所がそのまま注出口として機能するので、良好な注出形態を得ることができないことは、そのままである。このため内容物の注出に関して製品としてのバリエーションが少なくなり、また内容物を安定的に注出できない場合がある、と云う問題があった。
【0007】
そこで、本発明は、上記した従来技術における問題点を解消すべく創案されたもので、割金型を使用するダイレクトブロー成形技術を利用してカップ状容器の容器本体を成形することを技術的課題とし、もって内容物の注出形態の良い注出機能部を、容器本体の成形操作を利用して成形することができるようにすることを目的とするものである。
【課題を解決するための手段】
【0008】
本発明は、カップ状容器の容器本体の成形方法とこの方法により成形されるカップ状容器に関し、以下まずカップ状容器の容器本体の成形方法、次にカップ状容器について説明する。
【0009】
本発明のカップ状容器の容器本体の成形方法に係る主たる構成は、
下方に拡径した肩筒片の下端に内鍔状の縮径段部を連設し、この縮径段部の内周端から垂下状に連設した胴筒片の下端に、下方に縮径したテーパー底壁片を連設し、このテーパー底壁片の下端に垂下設された短筒片の下端に、破断し易い破断筒片を介して、短筒片の下端を塞ぐもぎ取り片を連設して中間成形品を薄肉にダイレクトブロー成形すること、
テーパー底壁片を胴筒片内へ容易に弾性反転変形可能に成形したものとすると共に、もぎ取り片をブロー金型のピンチオフ部により押し潰し成形したものとすること、
縮径段部を幅方向の途中で全周に亘って切断して、内側部分を胴筒片にフランジ片として残存させ、肩筒片と縮径段部の外側部分からなる除去頭部を中間成形品から除去すること、
にある。
【0010】
胴筒片は、下方に拡径した肩筒片の下端に、縮径段部を介して連設されているので、その上端開口部の径を十分に大きくすることが可能であり、また縮径段部の内側部分は、胴筒片の上端開口部に対して外鍔状に連設された構造となっているので、胴筒片に残存させられた縮径段部の内側部分は、そのままで胴筒片の上端開口部のフランジ片を形成することになる。
【0011】
それゆえ、ダイレクトブロー成形された中間成形品から、縮径段部を幅方向の途中で全周に亘って切断して、肩筒片と縮径段部の外側部分からなる除去頭部を取去ることにより、残りの部分が容器本体を構成することになる。
【0012】
中間成形品が薄肉に成形されているので、この中間成形品から得られる容器本体も薄肉となっているが、この薄肉の程度は、ダイレクトブロー成形された破断筒片の破断が容易に達成でき、かつテーパー底壁片が胴筒片内へ容易に弾性反転変形可能となる程度である。
【0013】
もぎ取り片は、ブロー金型のピンチオフ部によるパリソンに対する押し潰し切断により成形されるものであるので、短筒片および破断筒片に対して横幅寸法が大きい構造に成形することができるものとなっている。
【0014】
カップ状容器に係る本発明の主たる構成は、
上端開口部に外鍔状のフランジ片を設けた胴筒片の下端に、下方に縮径したテーパー底壁片を連設し、このテーパー底壁片の下端に垂下設された短筒片の下端に、破断し易い破断筒片を介して、短筒片の下端を塞ぐもぎ取り片を連設し、テーパー底壁片を胴筒片内へ容易に弾性反転変形可能とし、もぎ取り片をブロー金型のピンチオフ部により押し潰し成形して薄肉にダイレクトブロー成形された容器本体と、シート材製のシート蓋を有すること、
容器本体の上端開口部から内容物を収納して、フランジ片にシート蓋を密着して密閉すること、
にある。
【0015】
カップ状容器を、もぎ取り片を上に位置させた倒立姿勢状態とし、この倒立姿勢状態で、破断筒片の破断によりもぎ取り片を短筒片からもぎ取ることにより、短筒片は開口した状態となって内容物の注出口を形成することになる。この短筒片で形成される注出口は、短筒片自体が一定した筒形状をしていること、またテーパー底壁片のテーパー内周面が、短筒片に向かう内容物に対して整流作用を発揮することにより、内容物を一定して良好な形態で注出させることができる。
【0016】
このように、短筒片を注出口として機能させる場合は、シール蓋は破断による注出口形成を考慮する必要がなく、機械的に十分な強度を有するシート材で成形することが可能であり、取扱い時にこのシート蓋が不要に破断する不都合の発生をほとんど無くすことができる。また、この場合、シート蓋を底面として機能させることができるので、カップ状容器の「座」面積を大きくすることができる。
【0017】
テーパー底壁片を胴筒片内に弾性反転変形させた状態では、破断筒片およびもぎ取り片は胴筒片内に位置して、周りを胴筒片下端部分(倒立姿勢状態では、上端部分)で囲まれた状態となるので、破断筒片およびもぎ取り片は胴筒片下端部分で機械的に保護されることになる。また、このようにテーパー底壁片が胴筒片内に弾性反転変形して、破断筒片およびもぎ取り片が胴筒片内に位置した状態では、カップ状容器全体の高さ寸法が、テーパー底壁片と破断筒片そしてもぎ取り片の高さ寸法だけ小さくなった状態となる。
【0018】
カップ状容器に係る本発明の他の構成は、上記した主たる構成に、胴筒片を、下方に徐々に縮径するテーパー筒状とした、ことを加えたものである。
【0019】
胴筒片を、下方に徐々に縮径するテーパー筒状としたものにあっては、容器本体同士をスタック状態とすることが可能であるので、嵌入した容器本体のテーパー底壁片、破断筒片そしてもぎ取り片部分を、嵌入させた容器本体の胴筒片で覆った状態で、複数の容器本体を一まとめにして取扱うことができる。
【0020】
また、カップ状容器に係る本発明の他の構成は、上記した主たる構成におけるもぎ取り片を、横倒し板片状にした、ものである。
【0021】
もぎ取り片を、横倒し板片状にしたものにあっては、もぎ取り片に対する指掛け、特に親指と人差し指による摘み状の指掛けが、容易でかつ捻り状に力を加え易いものとすることができる。
【0022】
また、カップ状容器に係る本発明の他の構成は、上記した主たる構成の、容器本体およびシート蓋を、バリヤ層を有する積層体構造とした、ものである。
【0023】
容器本体およびシート蓋を、バリヤ層を有する積層体構造としたものにあっては、容器本体は押し出し成形されるダイレクトブロー成形品であり、またシート蓋はシート材製であるので、共に積層構造とすることが容易である。
【発明の効果】
【0024】
本発明は、上記した構成となっているので、以下に示す効果を奏する。
本発明の主たる方法の構成を有するものにあっては、胴筒片を、下方に拡径した肩筒片の下端に縮径段部を介して連設して成形するので、十分に大きな径の上端開口部の外周にフランジ片を設けた構造を、ダイレクトブロー成形手段により成形することができるので、ダイレクトブロー成形手段を利用して、カップ状容器の容器本体を容易に成形することができる。この際、ダイレクトブロー成形手段による成形品の肉厚コントロールが容易であるので、破断筒片の破断およびテーパー底壁片の胴筒片内への弾性反転変形を確実に得ることができるようにすることが容易である。
【0025】
また、もぎ取り片は、短筒片および破断筒片に対して横幅寸法が大きい構造に成形することができるものとなっており、これによりもぎ取りの容易なもぎ取り片を簡単に成形することができる。
【0026】
本発明のカップ状容器の主たる構成を有するものにあっては、短筒片で形成される注出口が、内容物を一定して良好な形態で注出させることができるので、内容物の注出動作を円滑で良好なものとすることができ、好ましい使用状況を得ることができる。
【0027】
また、シール蓋を機械的に十分な強度を有するものとすることが可能であると共に、カップ状容器に安定した「座」機能を付与することができるので、安全な取り扱いを得ることができる。さらに、テーパー底壁片を胴筒片内に弾性反転変形させた状態では、破断筒片およびもぎ取り片は胴筒片下端部分で機械的に保護することができると共に、カップ状容器全体の高さ寸法小さくすることができるので、安全で効率の良い取り扱いを得ることができる。
【0028】
胴筒片を、下方に徐々に縮径するテーパー筒状としたものにあっては、容器本体同士をスタック状態とすることが可能であるので、複数の容器本体の機械的に保護した状態での一まとめにした効率の良い取り扱いを得ることができる。
【0029】
もぎ取り片を、横倒し板片状にしたものにあっては、もぎ取り片に対するもぎ取り力が懸け易いので、注出口の開口操作が容易である。
【0030】
容器本体およびシート蓋を、バリヤ層を有する積層体構造としたものにあっては、容器本体およびシート蓋が共に積層構造とすることが容易であるので、バリヤ層が発揮するガスバリヤ性とか遮光性等のバリヤ性を発揮するカップ状容器を簡単に得ることができる。
【図面の簡単な説明】
【0031】
【図1】本発明方法の一実施形態例を示す、全体説明図である。
【図2】図1で成形された中間成形品の一例を示す、全体図である。
【図3】図2中丸印(b)で示した部分の、拡大縦断面図である。
【図4】本発明によるカップ状容器の成形例を示す、組立て状態図である。
【図5】本発明のカップ状容器の一実施例における、底面図である。
【図6】本発明のカップ状容器の一実施例の、全体図である。
【図7】図6中丸印(i)で示した部分の一例の、拡大縦断面図である。
【図8】本発明のカップ状容器の開封操作例を示す、説明図である。
【発明を実施するための最良の形態】
【0032】
以下、本発明の一実施形態例を、図面を参照しながら説明する。
図1〜図3は、本発明による容器本体6の成形手順の一例を示すもので、図1に示すように、左右に型開きした一対の割金型であるブロー金型18の間に、押出し機のダイヘッド16から円筒状のパリソン17を押出し成形して垂下させ、このパリソン17は、両ブロー金型18間に、矢印a(図1参照)への型締めにより挟み込まれる。両ブロー金型18間に挟み込まれたパリソン17は、ブロー金型18の成形型面19の下端にあるピンチオフ部20により、下端部を切除されると共に下端が密閉され、上端をブロー金型18外に設けたカッター(図示省略)で切断された後、図2に示す中間成形品1にダイレクトブロー成形される。
【0033】
この中間成形品1(図2参照)は、例えばポリエチレン、ポリプロピレン、PET等の樹脂材料により薄肉にダイレクトブロー成形される。成形された中間成形品1は、パリソン17の一部が残存したパリソン筒片3の下端から、半球状に下方に拡径した肩筒片4を連設し、この肩筒片4の下端に、内鍔状に縮径した縮径段部5を連設している。この縮径段部5の内周端には、下方に徐々に縮径した胴筒片7が垂下状に連設されており、この胴筒片7の下端に、下方に縮径したテーパー筒壁を有するテーパー底壁片9を連設し、このテーパー底壁片9の下端に垂下状に設けた短筒片10の下端に、破断筒片11を介して、短筒片10の下端を塞ぐもぎ取り片12を連設して構成されている。
【0034】
テーパー底壁片9は、胴筒片7内に、容易に弾性反転変形可能に成形されており、このテーパー底壁片9の胴筒片7内への弾性反転変形により、テーパー底壁片9と短筒片10と破断筒片11ともぎ取り片12の組合わせ物(以下、反転変位部分と記す)は、胴筒片7の下端部内に位置する(図4参照)ことが可能となる。また、破断筒片11は、周溝を設ける等して十分に薄肉となるように成形することにより、容易に破断できるものとなっている。
【0035】
この中間成形品1は、縮径段部5の矢印b(図2、図3参照)で示した幅方向の途中箇所で、上側の除去頭部2と下側の容器本体6に区画されているので、矢印bで示した箇所で縮径段部5を全周に亘って切断(図3参照)して、除去頭部2を除去することにより容器本体6(図4参照)を得ることになる。
【0036】
成形された容器本体6のもぎ取り片12は、パリソン17に対する両ブロー金型18の挟み込みながらの食い切りにより成形されるものであるので、隣接する破断筒片11および短筒片10を成形する部分の径寸法に規制されることなく、その横幅寸法を所望する大きさとした、横倒し板片状に成形されており、これにより摘んだ指先により捻りながらの破断力を作用し易くしている。なお、このもぎ取り片12を含めた反転変位部分は、ピンチオフ部20により食い切られた部分であるので、図5に示すように、わずかにピンチオフ跡13が現れることになる。このピンチオフ跡13は、容器本体6がダイレクトブロー成形品であることを示すことになるので、ピンチオフ跡13の有無を、容器本体6が本発明方法で成形されたものであるか否かを判断する、一つの目安とすることができる。
【0037】
容器本体6は、所望量の内容物を上端開口部から充填収納した状態で、フランジ片8にシート蓋15を密着させて、上端開口部を閉鎖することによりカップ状容器14に成形されるが、この際、内容物の充填(図4の矢印c参照)に先立って反転変位部分を胴筒片7内に反転陥没変位させた状態(図4の2点鎖線図示参照)としておくのが望ましく、内容物の充填が完了したならば上端開口部をシート蓋15で密閉(図4に矢印d参照)して、内容物を収納した商品としてのカップ状容器14を完成させる。
【0038】
この商品としてのカップ状容器14は、反転変位部分を反転変位させた状態では、破断筒片11およびもぎ取り片12が、その周囲を胴筒片7で囲まれた状態となって保護されることになるので、消費者の手元に届くまでの格納、搬送の取扱い時に、他の物品にもぎ取り片12が引っ掛かって、容器が不要に開封される不都合の発生を効果的に防止することができる。また、シール蓋15を底面とした倒立姿勢で店頭などに陳列した場合には、安定した「座」機能を得た状態で陳列することができる。
【0039】
なお、図6の丸印iの部分を断面して拡大図示した図7に示すように、容器本体6およびシール蓋15を、酸素等のガスバリヤ性、水分バリヤ性さらには光に対するバリヤ性のいずれか一つ、若しくは複数を有するバリヤ層Bを有する積層壁構造を有するものとすることにより、カップ状容器14に所望するバリヤ性を付与することができ、カップ状容器14の内容物保存性を高めることができる。なお、容器本体6はダイレクトブロー成形品であり、シート蓋15はシート材製であるので、積層構造とするのに困難性は全くない。
【0040】
購入したカップ状容器14を開封する際には、胴筒片7に、矢印e(図8参照)方向から押圧力を作用させて、胴筒片7内に陥没している反転変位部分(図8の2点鎖線図示参照)を、胴筒片7内から突出する姿勢に反転復帰(図8の実線図示状態)させる。反転変位部分を突出させたカップ状容器14を倒立姿勢にした状態で、もぎ取り片12を摘んで、例えば矢印f(図8参照)で示すように、捻ることにより、矢印g(図8参照)で示される破断筒片11部分を破断し、これによりもぎ取り片12がもぎ取られて短筒片10下端(図8においては、上端)が開放されるので、カップ状容器14を傾けてスクイズ変形させる等して、短筒片10から内容物を注出する。
【0041】
この内容物の注出に際して、注出される内容物は、テーパー底壁片9のテーパーに沿ってガイドされて整流され、この整流された状態のまま、短筒片10により一定の大きさ、形状に規制された注出口から注出されるので、その注出動作状態は、飛散したり方向が不安定に変化したりすることなく、常に安定した注出状態および方向性を保って、良好なものとなる。
【0042】
なお、上記の説明は、反転変位部分を胴筒片7内に陥没させた状態で内容物を充填する場合についてのものであるが、反転変位部分は必ずしも胴筒片7内に陥没させなければならない、と云うものではなく、反転変位部分を突出させた姿勢のまま、内容物を充填することも可能である。この場合は、内容物を充填して密閉した後に、カップ状容器14内に減圧が発生する場合に適している。
【産業上の利用可能性】
【0043】
以上説明したように、本発明は,ダイレクトブロー成形手段を利用してカップ状容器を成形することができるので、ピンチオフ部の食い切り成形を利用して、新規に開口機能部分の形成を可能とすることができるものであり、カップ状容器の分野で幅広い利用展開が期待される。
【符号の説明】
【0044】
1 ;中間成形品
2 ;除去頭部
3 ;パリソン筒片
4 ;肩筒片
5 ;縮径段部
6 ;容器本体
7 ;胴筒片
8 ;フランジ片
9 ;テーパー底壁片
10;短筒片
11;破断筒片
12;もぎ取り片
13;ピンチオフ跡
14;カップ状容器
15;シール蓋
16;ダイヘッド
17;パリソン
18;ブロー金型
19;成形型面
20;ピンチオフ部
B ;バリヤ層
a〜g;矢印
h、i;丸印
【特許請求の範囲】
【請求項1】
下方に拡径した肩筒片(4)の下端に内鍔状の縮径段部(5)を連設し、該縮径段部(5)の内周端から垂下状に連設した胴筒片(7)の下端に、下方に縮径したテーパー底壁片(9)を連設し、該テーパー底壁片(9)の下端に垂下設された短筒片(10)の下端に、破断し易い破断筒片(11)を介して、前記短筒片(10)の下端を塞ぐもぎ取り片(12)を連設して中間成形品(1)を薄肉にダイレクトブロー成形し、前記テーパー底壁片(9)を胴筒片(7)内へ容易に弾性反転変形可能に成形したものとすると共に、前記もぎ取り片(12)をブロー金型(18)のピンチオフ部(20)により押し潰し成形したものとし、前記縮径段部(5)を幅方向の途中で全周に亘って切断して、内側部分を前記胴筒片(7)にフランジ片(8)として残存させ、前記肩筒片(4)と縮径段部(5)の外側部分からなる除去頭部(2)を中間成形品(1)から除去することを特徴とするカップ状容器の容器本体の成形方法。
【請求項2】
上端開口部に外鍔状のフランジ片(8)を設けた胴筒片(7)の下端に、下方に縮径したテーパー底壁片(9)を連設し、該テーパー底壁片(9)の下端に垂下設された短筒片(10)の下端に、破断し易い破断筒片(11)を介して、前記短筒片(10)の下端を塞ぐもぎ取り片(12)を連設し、前記テーパー底壁片(9)を胴筒片(7)内へ容易に弾性反転変形可能とし、前記もぎ取り片(12)をブロー金型(18)のピンチオフ部(20)により押し潰し成形して薄肉にダイレクトブロー成形された容器本体(6)と、シート材製のシート蓋(15)を有し、前記容器本体(6)の上端開口部から内容物を収納して、前記フランジ片(8)にシート蓋(15)を密着して密閉することを特徴とするカップ状容器。
【請求項3】
胴筒片(7)を、下方に徐々に縮径するテーパー筒状とした請求項2に記載のカップ状容器。
【請求項4】
もぎ取り片(12)を、横倒し板片状にした請求項2または3に記載のカップ状容器。
【請求項5】
容器本体(6)およびシート蓋(15)を、バリヤ層(B)を有する積層体構造とした請求項2〜4のいずれか1項に記載のカップ状容器。
【請求項1】
下方に拡径した肩筒片(4)の下端に内鍔状の縮径段部(5)を連設し、該縮径段部(5)の内周端から垂下状に連設した胴筒片(7)の下端に、下方に縮径したテーパー底壁片(9)を連設し、該テーパー底壁片(9)の下端に垂下設された短筒片(10)の下端に、破断し易い破断筒片(11)を介して、前記短筒片(10)の下端を塞ぐもぎ取り片(12)を連設して中間成形品(1)を薄肉にダイレクトブロー成形し、前記テーパー底壁片(9)を胴筒片(7)内へ容易に弾性反転変形可能に成形したものとすると共に、前記もぎ取り片(12)をブロー金型(18)のピンチオフ部(20)により押し潰し成形したものとし、前記縮径段部(5)を幅方向の途中で全周に亘って切断して、内側部分を前記胴筒片(7)にフランジ片(8)として残存させ、前記肩筒片(4)と縮径段部(5)の外側部分からなる除去頭部(2)を中間成形品(1)から除去することを特徴とするカップ状容器の容器本体の成形方法。
【請求項2】
上端開口部に外鍔状のフランジ片(8)を設けた胴筒片(7)の下端に、下方に縮径したテーパー底壁片(9)を連設し、該テーパー底壁片(9)の下端に垂下設された短筒片(10)の下端に、破断し易い破断筒片(11)を介して、前記短筒片(10)の下端を塞ぐもぎ取り片(12)を連設し、前記テーパー底壁片(9)を胴筒片(7)内へ容易に弾性反転変形可能とし、前記もぎ取り片(12)をブロー金型(18)のピンチオフ部(20)により押し潰し成形して薄肉にダイレクトブロー成形された容器本体(6)と、シート材製のシート蓋(15)を有し、前記容器本体(6)の上端開口部から内容物を収納して、前記フランジ片(8)にシート蓋(15)を密着して密閉することを特徴とするカップ状容器。
【請求項3】
胴筒片(7)を、下方に徐々に縮径するテーパー筒状とした請求項2に記載のカップ状容器。
【請求項4】
もぎ取り片(12)を、横倒し板片状にした請求項2または3に記載のカップ状容器。
【請求項5】
容器本体(6)およびシート蓋(15)を、バリヤ層(B)を有する積層体構造とした請求項2〜4のいずれか1項に記載のカップ状容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−49455(P2013−49455A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188148(P2011−188148)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]