
カップ状容器及びその熱成形方法
【課題】 熱成形において、側壁を折り曲げるようにして形成する突条リブの機能を十分発揮できる形状、およびその成形法を創出することを課題とし、もって、断熱性、注出性、衛生性、剛性に優れた熱成形のカップ状容器を提供することにある。
【解決手段】 合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において側壁の所定部分を、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設する。
【解決手段】 合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において側壁の所定部分を、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂製シート成形品を熱成形したカップ状容器、特に側壁外周面に断熱のためのリブを形成したカップ状容器及びその熱成形方法に関する。
【背景技術】
【0002】
従来より、熱湯などの高温の内容液を入れた状態でも手で持てるように断熱機能を付与する目的で、あるいは容器の剛性の向上、すべり防止等を目的に合成樹脂製のカップ状容器の側壁外周面に多数のリブを突設する手法が採用されている。特許文献1はその従来例の一つであり、外周面に突片状の多数の縦リブを突設したカップ状のプラスチック容器についての記載がある。
【特許文献1】特開平6−32379号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
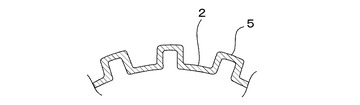
ここで、カップ状容器は、射出成形、ブロー成形、熱成形等のさまざまな成形方法で成形することができるが、この中で熱成形方法は特に大量生産における生産効率が高く、また設備費も比較的安価であるので比較的低コストでカップ状容器を生産できる。しかし、側壁に断熱のための多数のリブを形成するような場合には成形法に係る限界があり、例えば図7(特許文献1の図4に相当する。)に示される、側壁2を折り曲げるようにして外側に向かって凸状にして形成した突条リブ5のような形状に限定されてしまう。
【0004】
そしてこのような形状のリブは、壁を折り曲げるようにして形成されているので、リブの内部にも内容液が充填され必ずしも十分な断熱機能が発揮されない、リブの内部の内容液がスムーズに注出されない、内容液がリブの内部に残って衛生的によくない、さらには容器自体の剛性が十分でない、等の問題が有る。
【0005】
本発明は、上記したような問題を解消するものであり、特には熱成形において、側壁を折り曲げるようにして形成する突条リブの機能を十分発揮できる形状、およびその成形法を創出することを課題とし、もって、断熱性、注出性、衛生性、剛性等に優れた熱成形のカップ状容器を提供することにある。
【課題を解決するための手段】
【0006】
本発明の課題を解決するための手段のうち、請求項1〜請求項3はカップ状容器に係るものであり、この中、請求項1記載の発明の手段は、
合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設すること、にある。
【0007】
請求項1記載の上記構成により、カップ状容器の熱成形において、側壁を外側に向かって凸に膨出変形させて平断面形状が略U字状の突条リブを形成することは比較的容易であり、さらにその突条リブの先端部分の空隙はそのままにして、基端部を熱圧着することにより突条中空リブを形成することができる。
なお、上記した突条リブの基本的な形状は、基端部が開いたU字状、V字状、コの字状等のバリエーションを有し、本発明ではこれらの形状バリエ−ションを含めて、総称して略U字状と記載する。
【0008】
そして、この突条中空リブでは、リブ内に内容液が進入することがないので断熱性を十分確保することが可能となる。また内容液の注出性、衛生性に係る問題も解決され、カップ状容器としての剛性も十分高くすることができる。
【0009】
請求項2記載の発明の手段は、請求項1記載の発明において、突条中空リブの基端部の熱圧着部分を、押し潰し状に熱圧着した構成とすること、にある。
【0010】
請求項2記載の上記構成により、基端部の熱圧着部分を押し潰し状に熱圧着した構成とすることにより、基端部の密着度、そして接着(熱溶着)強度を高くすることができ、突条中空リブの気密度を上げて内部への内容液の進入をより確実に防ぐことができ、また突条中空リブの強度を高いレベルで保持することができる。
【0011】
請求項3記載の発明の手段は、請求項1または2記載の発明において、側壁外周面に縦方向に多数の突条中空リブを並行して突設することにある。
【0012】
請求項3記載の上記構成により、高い断熱機能、そして薄肉であっても高い剛性を有したカップ状容器を提供することができ、たとえば、熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0013】
本発明の課題を解決するための手段のうち、請求項4と請求項5はカップ状容器の熱成形方法に係るものであり、この中、請求項4記載の発明の方法は、
合成樹脂製のシート成形品をカップ状容器に熱成形する方法において、
筒状のキャビティ金型を周方向に多数個に分割した各ブロック金型を放射線方向に移動可能に配設した分割キャビティ金型と、この分割キャビティ金型の下端開口部に嵌合して底部を形成する底金型から成る金型を使用すること、
各ブロック金型を、隣接するブロック金型の側面間に所定間隔の間隙を形成するように、中心軸から拡径した所定位置に放射線状に移動、配設した状態で、シート成形品をカップ状容器の形状に熱成形すると共に、前記間隙を利用して、側壁外周面にこの側壁の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブを形成すること、
次に、各ブロック金型を中心軸に向かって放射線状に縮径した所定位置に移動させながら、隣接したブロック金形の側面の前記突条リブの基端部に対向位置する押圧部で突条リブの基端部を熱圧着して、側壁の外周面に多数の突条中空リブを縦方向に並行して形成すること、
にある。
【0014】
請求項4記載の上記方法では、通常の熱成形に使用される筒状のキャビティ金型を周方向に多数個に分割した分割キャビティ金型と、底金型を組み合わせた金型を使用する。そして分割キャビティ金型を構成する周方向に分割された各ブロック金型を放射線方向に移動可能に配設することにより、カップ状容器の側壁にこの側壁の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブを形成し、さらにこの突条リブの基端部の熱圧着ができ、カップ状容器の熱成形工程で同時に突条中空リブを形成することが可能となる。
【0015】
さらに、詳述すると、
分割キャビティ金型の各ブロック金型を中心軸から拡径した位置に放射線状に移動、配設することにより、隣接するブロック金型の側面の間に所定の間隔の間隙を形成することができ、熱成形の際に容器の側壁部分に相当する加熱シート部分を、この間隙に膨出状に変形させながら、平断面で略U字状の形状にして外側に向かって凸の突条リブを形成することができる。
【0016】
そして次に、各ブロック金型を中心軸に向かって放射線状に縮径した所定位置に移動させることにより、隣接したブロック金形の側面間の距離が小さくなり、
側面の押圧部で、略U字状の突条リブの開口した基端部を熱圧着して、突条中空リブとすることができる。
なお、先端部分に中空部分を残して、基端部分だけを熱圧着するために、ブロック金形の側面の押圧部を周方向に突き出した形状としておく。
【0017】
請求項5記載の発明の方法は、請求項4記載の発明において、押圧部に形成した凹凸形状を組み合わせて、押圧部において押圧力を部分的に集中し、突条リブの基端部を押し潰し状に熱圧着すること、にある。
【0018】
請求項5記載の上記方法により、押圧部に形成した凹凸形状を組み合わせることにより、押圧力を部分的に集中させて突条リブの基端部を押し潰し状に熱圧着することができる。
たとえば、隣接したブロック金形の両側面の押圧部の一方に突起を形成したり、両押圧部に、突起をそれぞれ相互に段違い状にずらせた位置に形成する等により、押圧力を部分的に集中させることができる。
【発明の効果】
【0019】
本発明は上記した方法および構成となっているので、以下に示す効果を奏する。請求項1〜請求項3はカップ状容器に係るものであり、請求項1記載の発明にあっては、突条中空リブにより、リブ内に内容液が進入することがないので断熱性を十分確保することができ、また内容液の注出性、衛生性に係る問題も解決され、容器としての剛性も十分高くすることができる。
【0020】
請求項2記載の発明にあっては、基端部の熱圧着部分を押し潰し状に熱圧着した構成とすることにより、基端部の密着度、そして接着(熱溶着)強度を十分に高くすることができる。
【0021】
請求項3記載の発明にあっては、高い断熱機能、そして薄肉であっても高い剛性を有したカップ状容器を提供することができ、たとえば、熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0022】
請求項4と請求項5はカップ状容器の熱成形方法に係るものであり、請求項4記載の発明にあっては、周方向に多数個に分割した分割キャビティ金型を使用し、この分割キャビティ金型を構成する各ブロック金型を放射線方向に移動可能に配設することにより、カップ状容器の側壁に、この側壁の所定部分を膨出変形させて外側に向かって凸状の突条リブを形成し、さらにこの突条リブの基端部を熱圧着することができ、熱成形工程で同時に突条中空リブを形成することができる。
【0023】
請求項5記載の発明にあっては、隣接したブロック金形の側面押圧部に形成した凹凸形状を組み合わせることにより、押圧力を集中させて突条リブの基端部を押し潰し状に熱圧着することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態を図面を参照しながら説明する。
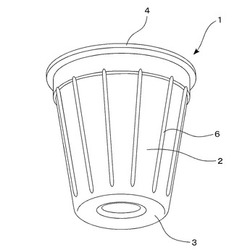
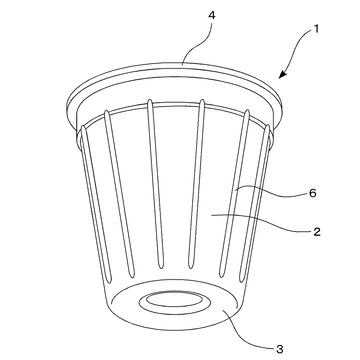
図1と図2は本発明のカップ状容器の一実施例を示すものであり、図1は斜め下側からの斜視図、図2は側壁の平断面図である。
このカップ状容器1は底部3を有し、側壁2は上方に向かって若干拡径した円筒状であり、上端開口縁にフランジ4が周設されている。また側壁2には縦方向に突条中空リブ6が多数、並行状に形成されている。
【0025】
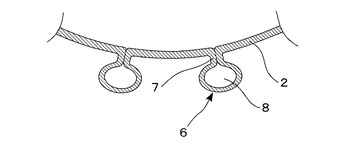
この突条中空リブ6は、熱成形において側壁2を外側に向かって凸に、平断面で略U字状に膨出変形すると共に、その基端部7を熱圧着して形成したものであり、図2に示されるように、基端部7は熱圧着されており、先端部には中空部8が形成されている。
そしてこのような突条中空リブ6により、図7に示した従来の熱成形による突条リブ5に対して、内容液がリブの中に進入しないので高い断熱機能を有し、また内容液の注出性、衛生性に係る問題も解決され、容器としての剛性も十分高いカップ状容器を提供することができ、たとえば熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0026】
次に、図3〜図5は上記のカップ状容器1を成形するための、熱成形方法の一例を概略説明するためのものである。この中で図3は使用する金型の一例を斜視図で示す説明図、図4は図3の金型を使用した熱成形方法の一例を平断面で示す概略説明図、そして図5は、図4の熱成形方法において突条中空リブ6の形成過程を、拡大して示す概略説明図である。
【0027】
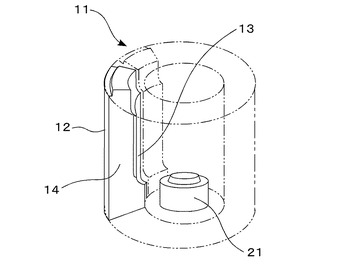
この金型は、図3と図4から判るように、筒状のキャビティ金型を周方向に多数個(本実施例では12ケ)に分割した各ブロック金型12を放射線方向に移動可能に配設した分割キャビティ金型11と、この分割キャビティ金型11の下端開口部に嵌合して底部3を形成する底金型21とで構成されている。
【0028】
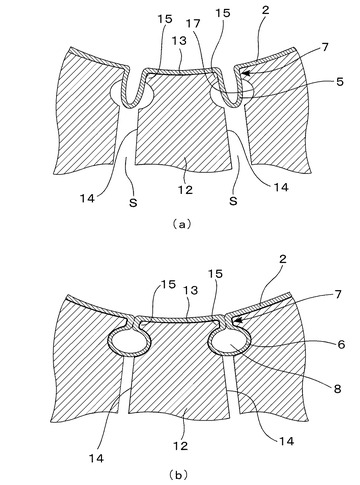
ブロック金型12は、内側にキャップ状容器1の側壁2の形状に対応したキャビティ面13を有し、側面14のキャビティ面13側に、基端部7を押圧するための押圧部15が形成されている。またこの押圧部14に隣接して、突条中空リブ6の中空部8を確保するための溝状凹部17が形成されている。(図5(a)も参照)
【0029】
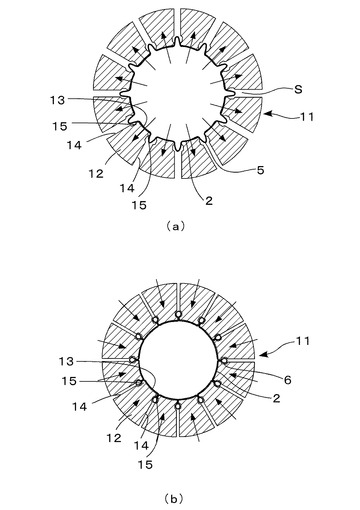
成形では、まず図4(a)に示されるように、分割キャビティ金型11を構成する12ケのブロック金型12を、隣接するブロック金型12の側面14間に所定間隔の間隙Sを形成するように、中心軸から拡径した所定位置に放射線状に移動(図4(a)中の矢印方向参照)、同心円状に配設した状態で、シート成形品をカップ状容器1の形状に熱成形する。
【0030】
この熱成形において、カップ状容器1の側壁2部分に相当する加熱シート部分を、間隙Sに膨出変形させながら外側に向かって凸の平断面形状が略U字状の突条リブ5を形成する。(図5(a)も参照)
なお、膨出変形させる手段としては、具体的には金型の内部に圧空を供給する方法、金型外部から間隙Sを介して真空状に吸引する方法がある。これら両方法を併用することもできる。
【0031】
そして次に、各ブロック金型12を中心軸に向かって放射線状に縮径した所定位置に移動(図4(b)中の矢印方向参照)させて、隣接したブロック金型12の側面14の突条リブ5の基端部7に対向する押圧部15で、この基端部7を熱圧着して、突条中空リブ6を形成する。(図5(b)も参照)
【0032】
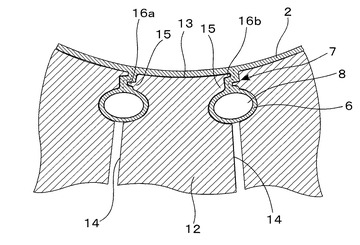
図6は、突条中空リブ6の他の形態例、およびその形成過程を示す概略説明図である。各ブロック金型12の両側面14の押圧部15にそれぞれ相互に段違い状に突起16aと突起16bを突設し、基端部7を部分的に集中して押圧し、押し潰し状に熱圧着するものであり、基端部7の密着度、そして接着(熱溶着)強度を高くすることができ、突条中空リブ6の気密度を上げて内部への内容液の進入を確実に防ぐことができ、突条中空リブ6の強度を高いレベルで保持することができる。
【0033】
以上、本発明の実施の形態を実施例に沿って説明したが、本発明の実施の態様はこれら実施例に限定されるものではない。たとえばカップ状容器の形状は円筒状のものの他にも楕円筒状、角型筒状とすることもできる。また、突条中空リブの基端部および中空部の形状は、外観および断熱性等の機能を考慮してさまざまなバリエーションのものを採用することができる。
【産業上の利用可能性】
【0034】
以上説明したように、本発明のカップ状容器は、熱成形により低コストで提供することができ、また突条中空リブにより高い断熱機能、そして薄肉であっても高い剛性を有するものであり、たとえば熱いコーヒーや、スープ等の容器として安心して、便利に使用することができ、幅広い用途展開が期待される。
【図面の簡単な説明】
【0035】
【図1】本発明のカップ状容器の一実施例を示す斜視図である。
【図2】図1のカップ状容器の平断面図である。
【図3】本発明の熱成形方法に使用する金型の一例におけるブロック金型と底金型の斜視図である。
【図4】図3の金型を使用した本発明の熱成形方法の一例を平断面で示す概略説明図であり、(a)は分割キャビティ金型を拡径した状態、(b)は縮径した状態である。
【図5】図4の熱成形方法において、突条中空リブの形成過程を拡大して示す説明図であり、(a)は分割キャビティ金型を拡径した状態、(b)は縮径した状態である。
【図6】突条中空リブの他の形態例、およびその形成過程を示す説明図である。
【図7】従来の熱成形による突条リブの一例を示す平断面図である。
【符号の説明】
【0036】
1 ;カップ状容器
2 ;側壁
3 ;底部
4 ;フランジ
5 ;突条リブ
6 ;中空突条リブ
7 ;基端部
8 ;中空部
11;分割キャビティ金型
12;ブロック金型
13;キャビティ面
14;側面
15;押圧部
16a、16b;突起
17;溝状凹部
21;底金型
S ;間隙
【技術分野】
【0001】
本発明は、合成樹脂製シート成形品を熱成形したカップ状容器、特に側壁外周面に断熱のためのリブを形成したカップ状容器及びその熱成形方法に関する。
【背景技術】
【0002】
従来より、熱湯などの高温の内容液を入れた状態でも手で持てるように断熱機能を付与する目的で、あるいは容器の剛性の向上、すべり防止等を目的に合成樹脂製のカップ状容器の側壁外周面に多数のリブを突設する手法が採用されている。特許文献1はその従来例の一つであり、外周面に突片状の多数の縦リブを突設したカップ状のプラスチック容器についての記載がある。
【特許文献1】特開平6−32379号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ここで、カップ状容器は、射出成形、ブロー成形、熱成形等のさまざまな成形方法で成形することができるが、この中で熱成形方法は特に大量生産における生産効率が高く、また設備費も比較的安価であるので比較的低コストでカップ状容器を生産できる。しかし、側壁に断熱のための多数のリブを形成するような場合には成形法に係る限界があり、例えば図7(特許文献1の図4に相当する。)に示される、側壁2を折り曲げるようにして外側に向かって凸状にして形成した突条リブ5のような形状に限定されてしまう。
【0004】
そしてこのような形状のリブは、壁を折り曲げるようにして形成されているので、リブの内部にも内容液が充填され必ずしも十分な断熱機能が発揮されない、リブの内部の内容液がスムーズに注出されない、内容液がリブの内部に残って衛生的によくない、さらには容器自体の剛性が十分でない、等の問題が有る。
【0005】
本発明は、上記したような問題を解消するものであり、特には熱成形において、側壁を折り曲げるようにして形成する突条リブの機能を十分発揮できる形状、およびその成形法を創出することを課題とし、もって、断熱性、注出性、衛生性、剛性等に優れた熱成形のカップ状容器を提供することにある。
【課題を解決するための手段】
【0006】
本発明の課題を解決するための手段のうち、請求項1〜請求項3はカップ状容器に係るものであり、この中、請求項1記載の発明の手段は、
合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設すること、にある。
【0007】
請求項1記載の上記構成により、カップ状容器の熱成形において、側壁を外側に向かって凸に膨出変形させて平断面形状が略U字状の突条リブを形成することは比較的容易であり、さらにその突条リブの先端部分の空隙はそのままにして、基端部を熱圧着することにより突条中空リブを形成することができる。
なお、上記した突条リブの基本的な形状は、基端部が開いたU字状、V字状、コの字状等のバリエーションを有し、本発明ではこれらの形状バリエ−ションを含めて、総称して略U字状と記載する。
【0008】
そして、この突条中空リブでは、リブ内に内容液が進入することがないので断熱性を十分確保することが可能となる。また内容液の注出性、衛生性に係る問題も解決され、カップ状容器としての剛性も十分高くすることができる。
【0009】
請求項2記載の発明の手段は、請求項1記載の発明において、突条中空リブの基端部の熱圧着部分を、押し潰し状に熱圧着した構成とすること、にある。
【0010】
請求項2記載の上記構成により、基端部の熱圧着部分を押し潰し状に熱圧着した構成とすることにより、基端部の密着度、そして接着(熱溶着)強度を高くすることができ、突条中空リブの気密度を上げて内部への内容液の進入をより確実に防ぐことができ、また突条中空リブの強度を高いレベルで保持することができる。
【0011】
請求項3記載の発明の手段は、請求項1または2記載の発明において、側壁外周面に縦方向に多数の突条中空リブを並行して突設することにある。
【0012】
請求項3記載の上記構成により、高い断熱機能、そして薄肉であっても高い剛性を有したカップ状容器を提供することができ、たとえば、熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0013】
本発明の課題を解決するための手段のうち、請求項4と請求項5はカップ状容器の熱成形方法に係るものであり、この中、請求項4記載の発明の方法は、
合成樹脂製のシート成形品をカップ状容器に熱成形する方法において、
筒状のキャビティ金型を周方向に多数個に分割した各ブロック金型を放射線方向に移動可能に配設した分割キャビティ金型と、この分割キャビティ金型の下端開口部に嵌合して底部を形成する底金型から成る金型を使用すること、
各ブロック金型を、隣接するブロック金型の側面間に所定間隔の間隙を形成するように、中心軸から拡径した所定位置に放射線状に移動、配設した状態で、シート成形品をカップ状容器の形状に熱成形すると共に、前記間隙を利用して、側壁外周面にこの側壁の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブを形成すること、
次に、各ブロック金型を中心軸に向かって放射線状に縮径した所定位置に移動させながら、隣接したブロック金形の側面の前記突条リブの基端部に対向位置する押圧部で突条リブの基端部を熱圧着して、側壁の外周面に多数の突条中空リブを縦方向に並行して形成すること、
にある。
【0014】
請求項4記載の上記方法では、通常の熱成形に使用される筒状のキャビティ金型を周方向に多数個に分割した分割キャビティ金型と、底金型を組み合わせた金型を使用する。そして分割キャビティ金型を構成する周方向に分割された各ブロック金型を放射線方向に移動可能に配設することにより、カップ状容器の側壁にこの側壁の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブを形成し、さらにこの突条リブの基端部の熱圧着ができ、カップ状容器の熱成形工程で同時に突条中空リブを形成することが可能となる。
【0015】
さらに、詳述すると、
分割キャビティ金型の各ブロック金型を中心軸から拡径した位置に放射線状に移動、配設することにより、隣接するブロック金型の側面の間に所定の間隔の間隙を形成することができ、熱成形の際に容器の側壁部分に相当する加熱シート部分を、この間隙に膨出状に変形させながら、平断面で略U字状の形状にして外側に向かって凸の突条リブを形成することができる。
【0016】
そして次に、各ブロック金型を中心軸に向かって放射線状に縮径した所定位置に移動させることにより、隣接したブロック金形の側面間の距離が小さくなり、
側面の押圧部で、略U字状の突条リブの開口した基端部を熱圧着して、突条中空リブとすることができる。
なお、先端部分に中空部分を残して、基端部分だけを熱圧着するために、ブロック金形の側面の押圧部を周方向に突き出した形状としておく。
【0017】
請求項5記載の発明の方法は、請求項4記載の発明において、押圧部に形成した凹凸形状を組み合わせて、押圧部において押圧力を部分的に集中し、突条リブの基端部を押し潰し状に熱圧着すること、にある。
【0018】
請求項5記載の上記方法により、押圧部に形成した凹凸形状を組み合わせることにより、押圧力を部分的に集中させて突条リブの基端部を押し潰し状に熱圧着することができる。
たとえば、隣接したブロック金形の両側面の押圧部の一方に突起を形成したり、両押圧部に、突起をそれぞれ相互に段違い状にずらせた位置に形成する等により、押圧力を部分的に集中させることができる。
【発明の効果】
【0019】
本発明は上記した方法および構成となっているので、以下に示す効果を奏する。請求項1〜請求項3はカップ状容器に係るものであり、請求項1記載の発明にあっては、突条中空リブにより、リブ内に内容液が進入することがないので断熱性を十分確保することができ、また内容液の注出性、衛生性に係る問題も解決され、容器としての剛性も十分高くすることができる。
【0020】
請求項2記載の発明にあっては、基端部の熱圧着部分を押し潰し状に熱圧着した構成とすることにより、基端部の密着度、そして接着(熱溶着)強度を十分に高くすることができる。
【0021】
請求項3記載の発明にあっては、高い断熱機能、そして薄肉であっても高い剛性を有したカップ状容器を提供することができ、たとえば、熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0022】
請求項4と請求項5はカップ状容器の熱成形方法に係るものであり、請求項4記載の発明にあっては、周方向に多数個に分割した分割キャビティ金型を使用し、この分割キャビティ金型を構成する各ブロック金型を放射線方向に移動可能に配設することにより、カップ状容器の側壁に、この側壁の所定部分を膨出変形させて外側に向かって凸状の突条リブを形成し、さらにこの突条リブの基端部を熱圧着することができ、熱成形工程で同時に突条中空リブを形成することができる。
【0023】
請求項5記載の発明にあっては、隣接したブロック金形の側面押圧部に形成した凹凸形状を組み合わせることにより、押圧力を集中させて突条リブの基端部を押し潰し状に熱圧着することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態を図面を参照しながら説明する。
図1と図2は本発明のカップ状容器の一実施例を示すものであり、図1は斜め下側からの斜視図、図2は側壁の平断面図である。
このカップ状容器1は底部3を有し、側壁2は上方に向かって若干拡径した円筒状であり、上端開口縁にフランジ4が周設されている。また側壁2には縦方向に突条中空リブ6が多数、並行状に形成されている。
【0025】
この突条中空リブ6は、熱成形において側壁2を外側に向かって凸に、平断面で略U字状に膨出変形すると共に、その基端部7を熱圧着して形成したものであり、図2に示されるように、基端部7は熱圧着されており、先端部には中空部8が形成されている。
そしてこのような突条中空リブ6により、図7に示した従来の熱成形による突条リブ5に対して、内容液がリブの中に進入しないので高い断熱機能を有し、また内容液の注出性、衛生性に係る問題も解決され、容器としての剛性も十分高いカップ状容器を提供することができ、たとえば熱いコーヒーや、スープ等の容器として安心して、便利に使用することができる。
【0026】
次に、図3〜図5は上記のカップ状容器1を成形するための、熱成形方法の一例を概略説明するためのものである。この中で図3は使用する金型の一例を斜視図で示す説明図、図4は図3の金型を使用した熱成形方法の一例を平断面で示す概略説明図、そして図5は、図4の熱成形方法において突条中空リブ6の形成過程を、拡大して示す概略説明図である。
【0027】
この金型は、図3と図4から判るように、筒状のキャビティ金型を周方向に多数個(本実施例では12ケ)に分割した各ブロック金型12を放射線方向に移動可能に配設した分割キャビティ金型11と、この分割キャビティ金型11の下端開口部に嵌合して底部3を形成する底金型21とで構成されている。
【0028】
ブロック金型12は、内側にキャップ状容器1の側壁2の形状に対応したキャビティ面13を有し、側面14のキャビティ面13側に、基端部7を押圧するための押圧部15が形成されている。またこの押圧部14に隣接して、突条中空リブ6の中空部8を確保するための溝状凹部17が形成されている。(図5(a)も参照)
【0029】
成形では、まず図4(a)に示されるように、分割キャビティ金型11を構成する12ケのブロック金型12を、隣接するブロック金型12の側面14間に所定間隔の間隙Sを形成するように、中心軸から拡径した所定位置に放射線状に移動(図4(a)中の矢印方向参照)、同心円状に配設した状態で、シート成形品をカップ状容器1の形状に熱成形する。
【0030】
この熱成形において、カップ状容器1の側壁2部分に相当する加熱シート部分を、間隙Sに膨出変形させながら外側に向かって凸の平断面形状が略U字状の突条リブ5を形成する。(図5(a)も参照)
なお、膨出変形させる手段としては、具体的には金型の内部に圧空を供給する方法、金型外部から間隙Sを介して真空状に吸引する方法がある。これら両方法を併用することもできる。
【0031】
そして次に、各ブロック金型12を中心軸に向かって放射線状に縮径した所定位置に移動(図4(b)中の矢印方向参照)させて、隣接したブロック金型12の側面14の突条リブ5の基端部7に対向する押圧部15で、この基端部7を熱圧着して、突条中空リブ6を形成する。(図5(b)も参照)
【0032】
図6は、突条中空リブ6の他の形態例、およびその形成過程を示す概略説明図である。各ブロック金型12の両側面14の押圧部15にそれぞれ相互に段違い状に突起16aと突起16bを突設し、基端部7を部分的に集中して押圧し、押し潰し状に熱圧着するものであり、基端部7の密着度、そして接着(熱溶着)強度を高くすることができ、突条中空リブ6の気密度を上げて内部への内容液の進入を確実に防ぐことができ、突条中空リブ6の強度を高いレベルで保持することができる。
【0033】
以上、本発明の実施の形態を実施例に沿って説明したが、本発明の実施の態様はこれら実施例に限定されるものではない。たとえばカップ状容器の形状は円筒状のものの他にも楕円筒状、角型筒状とすることもできる。また、突条中空リブの基端部および中空部の形状は、外観および断熱性等の機能を考慮してさまざまなバリエーションのものを採用することができる。
【産業上の利用可能性】
【0034】
以上説明したように、本発明のカップ状容器は、熱成形により低コストで提供することができ、また突条中空リブにより高い断熱機能、そして薄肉であっても高い剛性を有するものであり、たとえば熱いコーヒーや、スープ等の容器として安心して、便利に使用することができ、幅広い用途展開が期待される。
【図面の簡単な説明】
【0035】
【図1】本発明のカップ状容器の一実施例を示す斜視図である。
【図2】図1のカップ状容器の平断面図である。
【図3】本発明の熱成形方法に使用する金型の一例におけるブロック金型と底金型の斜視図である。
【図4】図3の金型を使用した本発明の熱成形方法の一例を平断面で示す概略説明図であり、(a)は分割キャビティ金型を拡径した状態、(b)は縮径した状態である。
【図5】図4の熱成形方法において、突条中空リブの形成過程を拡大して示す説明図であり、(a)は分割キャビティ金型を拡径した状態、(b)は縮径した状態である。
【図6】突条中空リブの他の形態例、およびその形成過程を示す説明図である。
【図7】従来の熱成形による突条リブの一例を示す平断面図である。
【符号の説明】
【0036】
1 ;カップ状容器
2 ;側壁
3 ;底部
4 ;フランジ
5 ;突条リブ
6 ;中空突条リブ
7 ;基端部
8 ;中空部
11;分割キャビティ金型
12;ブロック金型
13;キャビティ面
14;側面
15;押圧部
16a、16b;突起
17;溝状凹部
21;底金型
S ;間隙
【特許請求の範囲】
【請求項1】
合成樹脂製のシート成形品を熱成形したカップ状容器であって、側壁(2)外周面に、前記熱成形において、前記側壁(2)の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、該略U字状部分の基端部(7)を熱圧着した突条中空リブ(6)を多数突設したことを特徴とするカップ状容器。
【請求項2】
突条中空リブ(6)の基端部(7)の熱圧着部分を、押し潰し状に熱圧着した構成とした請求項1記載のカップ状容器。
【請求項3】
側壁(2)外周面に縦方向に多数の突条中空リブ(6)を並行して突設した請求項1または2記載のカップ状容器。
【請求項4】
合成樹脂製のシート成形品をカップ状容器に熱成形する方法であって、筒状のキャビティ金型を周方向に多数個に分割した各ブロック金型(12)を放射線方向に移動可能に配設した分割キャビティ金型(11)と、該分割キャビティ金型(11)の下端開口部に嵌合して底部を形成する底金型(21)から成る金型を使用して、前記分割キャビティ金型(11)を構成する各ブロック金型(12)を、隣接する該ブロック金型(12)の側面(14)間に所定間隔の間隙(S)を形成するように、中心軸から拡径した所定位置に放射線状に移動、配設した状態で、シート成形品をカップ状容器の形状に熱成形すると共に、前記間隙(S)を利用して、側壁(2)外周面に該側壁(2)の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブ(5)を形成し、次に、各ブロック金型(12)を中心軸に向かって放射線状に縮径した所定位置に移動させながら、隣接した前記ブロック金形(12)側面(14)の前記突条リブ(5)の基端部(7)に対向位置する押圧部(15)で、前記突条リブ(5)の基端部(7)を熱圧着して、側壁(2)の外周面に多数の突条中空リブ(6)を縦方向に並行して形成することを特徴とするカップ状容器の熱成形方法。
【請求項5】
押圧部(15)に形成した凹凸形状を組み合わせて、押圧力を部分的に集中し、前記突条リブ(5)の基端部(7)を押し潰し状に熱圧着することを特徴とする請求項4記載のカップ状容器の熱成形方法。
【請求項1】
合成樹脂製のシート成形品を熱成形したカップ状容器であって、側壁(2)外周面に、前記熱成形において、前記側壁(2)の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、該略U字状部分の基端部(7)を熱圧着した突条中空リブ(6)を多数突設したことを特徴とするカップ状容器。
【請求項2】
突条中空リブ(6)の基端部(7)の熱圧着部分を、押し潰し状に熱圧着した構成とした請求項1記載のカップ状容器。
【請求項3】
側壁(2)外周面に縦方向に多数の突条中空リブ(6)を並行して突設した請求項1または2記載のカップ状容器。
【請求項4】
合成樹脂製のシート成形品をカップ状容器に熱成形する方法であって、筒状のキャビティ金型を周方向に多数個に分割した各ブロック金型(12)を放射線方向に移動可能に配設した分割キャビティ金型(11)と、該分割キャビティ金型(11)の下端開口部に嵌合して底部を形成する底金型(21)から成る金型を使用して、前記分割キャビティ金型(11)を構成する各ブロック金型(12)を、隣接する該ブロック金型(12)の側面(14)間に所定間隔の間隙(S)を形成するように、中心軸から拡径した所定位置に放射線状に移動、配設した状態で、シート成形品をカップ状容器の形状に熱成形すると共に、前記間隙(S)を利用して、側壁(2)外周面に該側壁(2)の所定部分を外側に向かって凸に膨出変形させて平断面が略U字状の突条リブ(5)を形成し、次に、各ブロック金型(12)を中心軸に向かって放射線状に縮径した所定位置に移動させながら、隣接した前記ブロック金形(12)側面(14)の前記突条リブ(5)の基端部(7)に対向位置する押圧部(15)で、前記突条リブ(5)の基端部(7)を熱圧着して、側壁(2)の外周面に多数の突条中空リブ(6)を縦方向に並行して形成することを特徴とするカップ状容器の熱成形方法。
【請求項5】
押圧部(15)に形成した凹凸形状を組み合わせて、押圧力を部分的に集中し、前記突条リブ(5)の基端部(7)を押し潰し状に熱圧着することを特徴とする請求項4記載のカップ状容器の熱成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−176504(P2007−176504A)
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2005−374105(P2005−374105)
【出願日】平成17年12月27日(2005.12.27)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成17年12月27日(2005.12.27)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]