
カップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャー
【課題】肉厚のパッド材の周縁部を簡便な手法で仕上がり良く縫製できるカップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーを提供する。
【解決手段】この縫製方法では、パッド材50における周縁部53の側面53aにおいて予め窪み部54を形成することにより、縫製位置の直前で当該周縁部53の厚みを薄くできる。したがって、内層51の厚みが10mmを超える肉厚のパッド材50であっても、窪み部54の形成に後続する縁取り縫製においてパッド材50の反発力を十分に低減でき、周縁部53を形良く仕上げることが可能となる。このような手法では、パッド材50の形状ごとに周縁部53を圧縮する金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド20の変形や作業工程の複雑化を回避できる。
【解決手段】この縫製方法では、パッド材50における周縁部53の側面53aにおいて予め窪み部54を形成することにより、縫製位置の直前で当該周縁部53の厚みを薄くできる。したがって、内層51の厚みが10mmを超える肉厚のパッド材50であっても、窪み部54の形成に後続する縁取り縫製においてパッド材50の反発力を十分に低減でき、周縁部53を形良く仕上げることが可能となる。このような手法では、パッド材50の形状ごとに周縁部53を圧縮する金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド20の変形や作業工程の複雑化を回避できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーに関する。
【背景技術】
【0002】
カップ付き女性用衣類の代表例であるブラジャーとして、ボリュームアップ等の目的でカップにパッドを装着したパッテド型ブラジャーがある。パッテド型ブラジャーに使用されるパッドでは、例えば特許文献1に記載の装身用パッドのように、ウレタンフォームをプレス成形し、得られた成形体の周縁切断面を縁取り縫製したものがある。
【特許文献1】特開昭61−146805号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
パッド材やカップ材といったカップ用基材には、例えば厚さが10mmを超えるような肉厚のものが存在する。ところが、肉厚のカップ用基材の周縁部を縫製する場合、オーバーロックミシンなどで直接縫製を行うと、カップ用基材の反発力が強すぎて、形の良い仕上がりが得られないことが多い。そこで、従来では、金型による熱成形加工で周縁部を薄く成形するか、予めカップ用基材の周縁部に本縫1本針ミシンによる捨て縫いを施すことで周縁部を薄くし、その後、周縁部をオーバーロックミシン始末で仕上げしていた。
【0004】
しかしながら、前者の手法では、基材の形状が変化するたびに金型を変更しなければならず、後者の手法では、捨て縫いを行う分、完成品であるカップ・パッドの変形や作業工程の複雑化を招くといった問題が生じる。
【0005】
本発明は、上記課題の解決のためになされたものであり、肉厚のカップ用基材の周縁部を簡便な手法で仕上がり良く縫製できるカップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題の解決のため、本発明に係るカップ用基材の縫製方法は、ブラジャーに用いられるカップ用基材の縫製方法であって、カップ用基材における周縁部の側面において、カップ用基材の厚み方向の略中心部分を内側に窪ませることによって側面に窪み部を順次形成し、当該窪み部の形成に追従して周縁部を縁取り縫製することを特徴としている。
【0007】
このカップ用基材の縫製方法では、カップ用基材における周縁部の側面において予め窪み部を形成することにより、縫製位置の直前で当該周縁部の厚みを薄くすることができる。したがって、カップ用基材が肉厚な場合であっても、窪み部の形成に後続する縁取り縫製において、カップ用基材の反発力を十分に低減させることができ、周縁部を形良く仕上げることが可能となる。このような手法では、カップ用基材の形状ごとに金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド・カップの変形や作業工程の複雑化を回避できる。
【0008】
また、本発明に係るカップ用基材の縫製装置は、ブラジャーに用いられるカップ用基材の縫製装置であって、カップ用基材における周縁部の側面において、カップ用基材の厚み方向の略中心部分を内側に窪ませることによって、側面に窪み部を順次形成する窪み形成治具と、窪み形成治具による窪み部の形成に追従して、周縁部を縁取り縫製する縫製手段とを備えたことを特徴としている。
【0009】
このカップ用基材の縫製装置では、カップ用基材における周縁部の側面において予め窪み部を形成することにより、縫製位置の直前で当該周縁部の厚みを薄くすることができる。したがって、カップ用基材が肉厚な場合であっても、窪み部の形成に後続する縁取り縫製において、カップ用基材の反発力を十分に低減させることができ、周縁部を形良く仕上げることが可能となる。このような手法では、カップ用基材の形状ごとに金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド・カップの変形や作業工程の複雑化を回避できる。
【0010】
また、本発明に係るカップ用部材は、ブラジャーに用いられるカップ用部材であって、カップ用基材の周縁部の側面において、厚み方向の略中心部分を内側に窪ませることによって側面に窪み部を順次形成し、当該窪み部の形成に追従して周縁部を縁取り縫製してなることを特徴としている。
【0011】
また、本発明に係るブラジャーは、上述したカップ用部材をカップに装着してなることを特徴としている。
【0012】
これらのカップ用部材及びブラジャーでは、カップ用基材の反発力を十分に低減させた状態で周縁部の縁取り縫製がなされているので、カップ用基材が肉厚である場合であっても変形が抑えられ、周縁部の仕上がりが良好なものとなる。
【発明の効果】
【0013】
本発明によれば、肉厚のカップ用基材の周縁部を簡便な手法で仕上がり良く縫製できる。また、本発明に係るカップ用部材及びこれを備えたブラジャーでは、変形が抑えられ、周縁部の仕上がりも良好なものとなる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照しながら、本発明に係るカップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーの好適な実施形態について、詳細に説明する。
【0015】
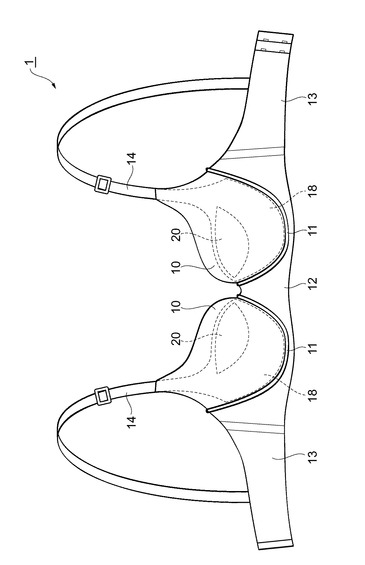
図1は、本発明に係るブラジャー用基材の縫製方法の一実施形態を適用して製造されたパッドを備えてなるブラジャーの一例を示す正面図である。
【0016】
図1に示すように、ブラジャー1は、バストを覆う左右一対のカップ10と、カップ10の下縁部分に沿って設けられた円弧状のワイヤ部11と、両カップ10を連結するようにカップ10の下縁部に縫着された土台部12と、土台部12の両端部に縫着されて後背部に延びるバック部13と、カップ10の脇側上縁部とバック部13との間に掛け渡された肩ストラップ14とを備えている。
【0017】
カップ10は、例えば熱プレス法などにより、バストの形状にフィットするような椀形に形成されている。カップ10は、例えばカップ表地とカップ裏地の間にシート状の芯材を挟んで構成されている。カップ表地及びカップ裏地には、合成繊維や天然繊維のような織布などの素材が用いられ、芯材には、不織布や発泡ポリウレタンのような一定の保形性及び弾力性を有する素材が用いられている。
【0018】
カップ10の肌側には、カップ10から遊離して配置されたサポート部材18が設けられている。サポート部材18の脇側は、上方に向かって徐々に幅が狭くなり、サポート部材18の上端は、肩ストラップ14の下端に連結されている。また、サポート部材18の下部は、カップ10の脇側の下縁から前中心側の下縁にかけて一定の幅をもって広がり、カップ10の下縁及びワイヤ部11に縫着されている。
【0019】
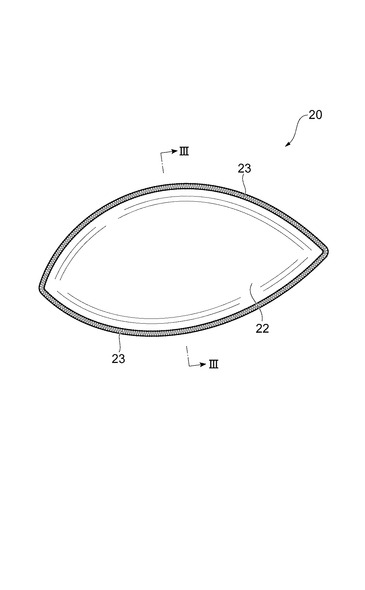
カップ10の先端部の位置に対応するサポート部材18の上部側には、袋が形成されている。この袋には、着用時にバストトップの位置に当たるように、パッド(カップ用部材)20が着脱自在に装着されている。このパッド20は、図2に示すように、長手方向の両端部が嘴状に尖った略楕円形状をなしている。パッド20の上縁及び下縁は、外向きの緩やかな凸状となっており、あてがわれるカップ10の湾曲形状にフィットするようになっている。
【0020】
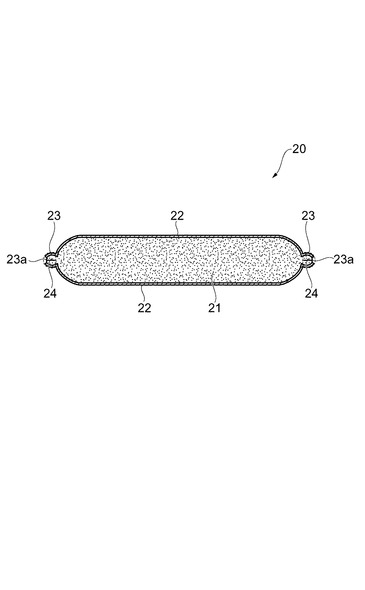
また、図3に示すように、パッド20は、例えば厚さ15mm〜20mmの肉厚のウレタン系発泡硬化樹脂からなる内層21と、例えば厚さ1mmのハーフトリコットからなり、内層21の表面を覆う表層22とによって形成されている。内層21に用いられるウレタン系発泡硬化樹脂は、適度な硬さと張りを有する素材である。表層22に用いられるハーフトリコットは、なめらかな肌触り感を有する素材である。このような構成により、パッド20は、バストの造形機能、及びバストボリュームの増量化機能を有している。
【0021】
パッド20の周縁部23は、パッド20の縁から5mm程度の幅にわたって、オーバーロック始末による縁取り縫製がなされている。オーバーロック始末により、パッド20の縁のほつれが防止される。
【0022】
周縁部23における側面23aには、パッド20の厚み方向の略中心部分から内側に向かって窪んだ窪み部24が形成されている。窪み部24は、パッド20の縁取り縫製の際に形成されるものであり(後述する窪み部54に対応)、周縁部23のほぼ全周にわたって延在している。なお、オーバーロック始末済みのパッド20では、周縁部23は、窪み部24が視認できない程度に厚み方向に圧縮された状態となっている。
【0023】
次に、上述したパッド20の縫製方法について説明する。
【0024】
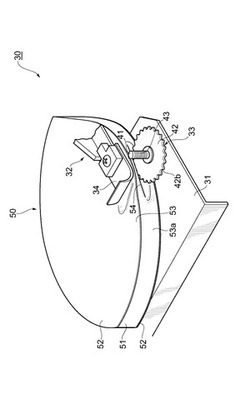
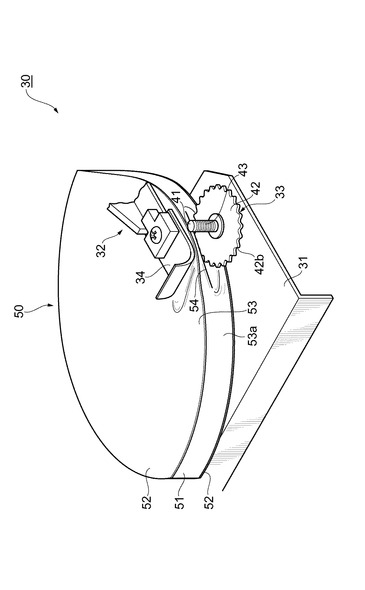
まず、本実施形態に係る縫製方法に用いる縫製装置について説明する。図4は、当該縫製方法に用いる縫製装置を示す斜視図である。同図に示すように、縫製装置30は、金属製の針板31上に設置されたオーバーロックミシン32と、窪み形成治具33とによって構成されている。
【0025】
オーバーロックミシン32は、駆動装置の主軸に連動して上下動する縫針、駆動装置の主軸に連動して揺動するルーパー、及び糸調子器などを備えて構成されている。オーバーロックミシン32は、糸調子器から縫針に通される縫糸と、糸調子器からルーパーに通される縫糸とにより、押え金34で押さえた素材を縫製する。
【0026】
窪み形成治具33は、針板31上に固定された軸ネジ41と、軸ネジ41に取付けられた円盤42とによって構成されている。軸ネジ41は、オーバーロックミシン32の押え金34の手前側に配置され、例えばネジ止めによって針板31の一縁部に固定されている。軸ネジ41の側面には、ネジ溝43が形成されている。
【0027】
円盤42は、例えばプラスチックからなる厚さ1.5mm程度の部材である。円盤42の中央には、軸ネジ41の外径とほぼ同径の開口が形成されている。また、円盤42の外周部42bには、その全周にわたって所定ピッチの凹凸が形成されている。凹部及び凸部のそれぞれは、緩やかな湾曲形状となっている。円盤42は、中央の開口に軸ネジ41を挿通した状態で、ベアリングなどによって軸ネジ41に対して回転自在に取付けられている。
【0028】
このような縫製装置30を用いたパッド20の縫製方法では、まず、シート状のパッド材(カップ用基材)50を用意する。パッド材50は、内層21及び表層22に対応する内層51及び表層52を有しており、パッド20の形状に対応して予め裁断されたものである。
【0029】
次に、パッド材50を針板31上に載置し、窪み形成治具33側に寄せる。そして、パッド材50における周縁部53の側面53aに、窪み形成治具33における円盤42の外周部42bを押し当て、当該側面53aにおいて、パッド材50の厚み方向の略中心部分を5mm程度内側に窪ませた窪み部54を形成する。窪み部24が形成されると、パッド材50の周縁部53の厚みは、数mm程度に薄くなる。
【0030】
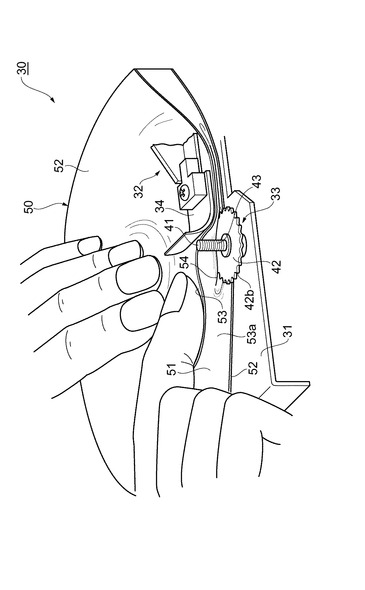
窪み部24を形成した後、パッド材50の周縁部53において窪み部24に隣接する部分をオーバーロックミシン32の押え金34の下にセットする。そして、オーバーロックミシン32を駆動させ、図5に示すように、例えば手動でパッド材50の周縁部53を押え金34に向けて送る。
【0031】
このとき、上述したように、窪み形成治具33における円盤42の外周部42bには、所定ピッチの凹凸が形成されている。このため、パッド材50の側面53aに対し、円盤42の外周部42bがしっかりと噛合し、パッド材50の周縁部53の送りに伴って円盤42が回転する。
【0032】
したがって、パッド材50の送りと共に側面53aに窪み部54が順次形成され、厚さの薄くなったパッド材50の周縁部53が押え金34の下にスムーズに送られることとなり、窪み部24の形成に追従してオーバーロックミシン32によるパッド材50の周縁部53の二重縫いが実行される。パッド材50の下縁及び上縁のそれぞれについて、上述の手法で縁取り縫製を行うと、図2に示したように、周縁部23のオーバーロック始末がなされたパッド20が完成する。
【0033】
以上説明したように、この縫製方法では、パッド材50における周縁部53の側面53aにおいて予め窪み部24を形成することにより、縫製位置の直前で当該周縁部53の厚みを薄くすることができる。したがって、内層51の厚みが10mmを超えるような肉厚のパッド材50であっても、窪み部24の形成に後続する縁取り縫製においてパッド材50の反発力を十分に低減させることができ、周縁部53を形良くオーバーロック始末することが可能となる。このような手法では、パッド材50の形状ごとに周縁部53を圧縮する金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド20の変形や作業工程の複雑化を回避できる。
【0034】
また、縫製装置30の窪み形成治具33では、円盤42の外周部42bに所定ピッチの凹凸が設けられている。これにより、パッド材50の側面53aに円盤42がしっかりと噛合し、パッド材50の送りに伴って容易に窪み部54を形成することが可能となる。このことは、縁取り縫製の際におけるパッド材50の操作性の向上も実現する。
【0035】
この縫製方法を適用して作製されたパッド20、及びパッド20を備えたブラジャー1では、縁取り縫製にあたってのパッド材50の周縁部53への処理が簡易となっている結果、完成品であるパッド20の変形が十分に抑えられ、周縁部23の仕上がりが良好なものとなる。また、縫製方法の簡易化によるコスト低減も実現できる。
【0036】
本発明は、上記実施形態に限られるものではない。例えば上述した実施形態では、パッド20の内層21(パッド材50の内層51)の素材としてウレタン系発泡硬化樹脂を例示したが、不織布、ダブルラッセル、ダンボールニット等であってもよい。また、周縁部53の縫製は、オーバーロック始末を例示したが、例えばパイピング仕上げなどであってもよい。
【0037】
また、単体のパッドの周縁部の縫製に限られず、厚さの異なる2つのパッドの周縁部同士を縫着する場合にも適用可能である。例えばバスト造形を目的としてパッド上下の肉厚を調整する場合など、10mm以上の肉厚を有する下部パッドの周縁部と、下部パッドより薄い上部パッドの周縁部との縫着に有効である。
【0038】
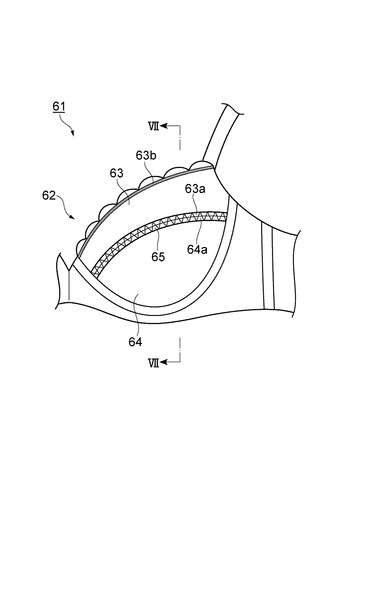
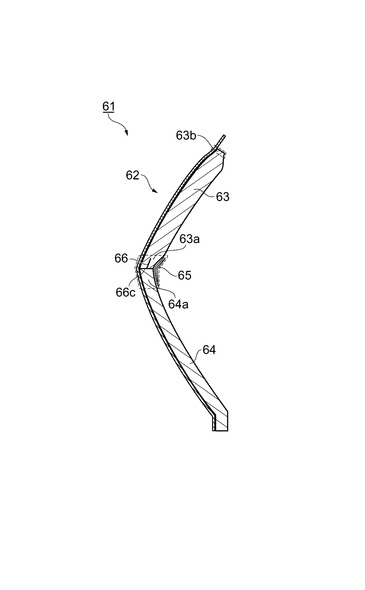
また、上述した実施形態では、カップ用部材としてパッド20を例示しているが、この縫製方法は、カップにも適用可能である。図6は、本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたカップを備えてなるブラジャーの要部を示す図である。また、図7は、そのVII−VII線断面図である。
【0039】
図6及び図7に示すように、このブラジャー61のカップ62は、2つのカップ用基材63,64を互いに縫着することによって形成され、上下の肉厚が調整されることでバストの造形機能を有している。上カップ用基材63は、例えば10mm以上の肉厚を有しており、下カップ用基材64は、上カップ基材63よりも薄く、例えば5mm程度の肉厚を有している。
【0040】
上カップ用基材63の下縁部63aと下カップ用基材64の上縁部64aとは、突合せ縫製によってカップ62の中央で互いに連結されている。縫製ラインには、例えばバイアステープ65が織り込まれている。また、上カップ用基材63の上縁部63bは、縁から5mm程度の幅にわたって、オーバーロック始末による縁取り縫製がなされている。
【0041】
このようなカップ62についても、上述した縫製装置30を用いることにより、肉厚である上カップ基材63の下縁部63aの側面63cにおいて予め窪み部66を形成し、この窪み部66の形成に追従して縁取り縫製を行うことで、上下のカップ用基材63,64を形良く連結することができる。上カップ用基材63の上縁部63bのオーバーロック始末においても同様である。上下のカップ用基材の肉厚が反転するような場合にも同様の作用効果が得られる。
【図面の簡単な説明】
【0042】
【図1】本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたパッドを備えてなるブラジャーの一例を示す正面図である。
【図2】図1に示したブラジャーに装着されるパッドの斜視図である。
【図3】図2におけるIII−III線断面図である。
【図4】本発明に係るブラジャー用パッドの縫製装置の一実施形態を示す斜視図である。
【図5】図4に示した縫製装置を用いたパッド材の縫製方法を示す斜視図である。
【図6】本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたカップを備えてなるブラジャーの要部を示す図である。
【図7】図6におけるVII−VII線断面図である。
【符号の説明】
【0043】
1,61…ブラジャー、10,62…カップ、20…パッド、32…オーバーロックミシン(縫製手段)、33…窪み形成治具、50…パッド材、53…周縁部、53a…側面、54,66…窪み部、63…上カップ用基材、63a…下縁部、63b…上縁部、63c…側面、64…下カップ用基材。
【技術分野】
【0001】
本発明は、カップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーに関する。
【背景技術】
【0002】
カップ付き女性用衣類の代表例であるブラジャーとして、ボリュームアップ等の目的でカップにパッドを装着したパッテド型ブラジャーがある。パッテド型ブラジャーに使用されるパッドでは、例えば特許文献1に記載の装身用パッドのように、ウレタンフォームをプレス成形し、得られた成形体の周縁切断面を縁取り縫製したものがある。
【特許文献1】特開昭61−146805号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
パッド材やカップ材といったカップ用基材には、例えば厚さが10mmを超えるような肉厚のものが存在する。ところが、肉厚のカップ用基材の周縁部を縫製する場合、オーバーロックミシンなどで直接縫製を行うと、カップ用基材の反発力が強すぎて、形の良い仕上がりが得られないことが多い。そこで、従来では、金型による熱成形加工で周縁部を薄く成形するか、予めカップ用基材の周縁部に本縫1本針ミシンによる捨て縫いを施すことで周縁部を薄くし、その後、周縁部をオーバーロックミシン始末で仕上げしていた。
【0004】
しかしながら、前者の手法では、基材の形状が変化するたびに金型を変更しなければならず、後者の手法では、捨て縫いを行う分、完成品であるカップ・パッドの変形や作業工程の複雑化を招くといった問題が生じる。
【0005】
本発明は、上記課題の解決のためになされたものであり、肉厚のカップ用基材の周縁部を簡便な手法で仕上がり良く縫製できるカップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題の解決のため、本発明に係るカップ用基材の縫製方法は、ブラジャーに用いられるカップ用基材の縫製方法であって、カップ用基材における周縁部の側面において、カップ用基材の厚み方向の略中心部分を内側に窪ませることによって側面に窪み部を順次形成し、当該窪み部の形成に追従して周縁部を縁取り縫製することを特徴としている。
【0007】
このカップ用基材の縫製方法では、カップ用基材における周縁部の側面において予め窪み部を形成することにより、縫製位置の直前で当該周縁部の厚みを薄くすることができる。したがって、カップ用基材が肉厚な場合であっても、窪み部の形成に後続する縁取り縫製において、カップ用基材の反発力を十分に低減させることができ、周縁部を形良く仕上げることが可能となる。このような手法では、カップ用基材の形状ごとに金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド・カップの変形や作業工程の複雑化を回避できる。
【0008】
また、本発明に係るカップ用基材の縫製装置は、ブラジャーに用いられるカップ用基材の縫製装置であって、カップ用基材における周縁部の側面において、カップ用基材の厚み方向の略中心部分を内側に窪ませることによって、側面に窪み部を順次形成する窪み形成治具と、窪み形成治具による窪み部の形成に追従して、周縁部を縁取り縫製する縫製手段とを備えたことを特徴としている。
【0009】
このカップ用基材の縫製装置では、カップ用基材における周縁部の側面において予め窪み部を形成することにより、縫製位置の直前で当該周縁部の厚みを薄くすることができる。したがって、カップ用基材が肉厚な場合であっても、窪み部の形成に後続する縁取り縫製において、カップ用基材の反発力を十分に低減させることができ、周縁部を形良く仕上げることが可能となる。このような手法では、カップ用基材の形状ごとに金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド・カップの変形や作業工程の複雑化を回避できる。
【0010】
また、本発明に係るカップ用部材は、ブラジャーに用いられるカップ用部材であって、カップ用基材の周縁部の側面において、厚み方向の略中心部分を内側に窪ませることによって側面に窪み部を順次形成し、当該窪み部の形成に追従して周縁部を縁取り縫製してなることを特徴としている。
【0011】
また、本発明に係るブラジャーは、上述したカップ用部材をカップに装着してなることを特徴としている。
【0012】
これらのカップ用部材及びブラジャーでは、カップ用基材の反発力を十分に低減させた状態で周縁部の縁取り縫製がなされているので、カップ用基材が肉厚である場合であっても変形が抑えられ、周縁部の仕上がりが良好なものとなる。
【発明の効果】
【0013】
本発明によれば、肉厚のカップ用基材の周縁部を簡便な手法で仕上がり良く縫製できる。また、本発明に係るカップ用部材及びこれを備えたブラジャーでは、変形が抑えられ、周縁部の仕上がりも良好なものとなる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照しながら、本発明に係るカップ用基材の縫製方法、カップ用基材の縫製装置、カップ用部材、及びこれを備えたブラジャーの好適な実施形態について、詳細に説明する。
【0015】
図1は、本発明に係るブラジャー用基材の縫製方法の一実施形態を適用して製造されたパッドを備えてなるブラジャーの一例を示す正面図である。
【0016】
図1に示すように、ブラジャー1は、バストを覆う左右一対のカップ10と、カップ10の下縁部分に沿って設けられた円弧状のワイヤ部11と、両カップ10を連結するようにカップ10の下縁部に縫着された土台部12と、土台部12の両端部に縫着されて後背部に延びるバック部13と、カップ10の脇側上縁部とバック部13との間に掛け渡された肩ストラップ14とを備えている。
【0017】
カップ10は、例えば熱プレス法などにより、バストの形状にフィットするような椀形に形成されている。カップ10は、例えばカップ表地とカップ裏地の間にシート状の芯材を挟んで構成されている。カップ表地及びカップ裏地には、合成繊維や天然繊維のような織布などの素材が用いられ、芯材には、不織布や発泡ポリウレタンのような一定の保形性及び弾力性を有する素材が用いられている。
【0018】
カップ10の肌側には、カップ10から遊離して配置されたサポート部材18が設けられている。サポート部材18の脇側は、上方に向かって徐々に幅が狭くなり、サポート部材18の上端は、肩ストラップ14の下端に連結されている。また、サポート部材18の下部は、カップ10の脇側の下縁から前中心側の下縁にかけて一定の幅をもって広がり、カップ10の下縁及びワイヤ部11に縫着されている。
【0019】
カップ10の先端部の位置に対応するサポート部材18の上部側には、袋が形成されている。この袋には、着用時にバストトップの位置に当たるように、パッド(カップ用部材)20が着脱自在に装着されている。このパッド20は、図2に示すように、長手方向の両端部が嘴状に尖った略楕円形状をなしている。パッド20の上縁及び下縁は、外向きの緩やかな凸状となっており、あてがわれるカップ10の湾曲形状にフィットするようになっている。
【0020】
また、図3に示すように、パッド20は、例えば厚さ15mm〜20mmの肉厚のウレタン系発泡硬化樹脂からなる内層21と、例えば厚さ1mmのハーフトリコットからなり、内層21の表面を覆う表層22とによって形成されている。内層21に用いられるウレタン系発泡硬化樹脂は、適度な硬さと張りを有する素材である。表層22に用いられるハーフトリコットは、なめらかな肌触り感を有する素材である。このような構成により、パッド20は、バストの造形機能、及びバストボリュームの増量化機能を有している。
【0021】
パッド20の周縁部23は、パッド20の縁から5mm程度の幅にわたって、オーバーロック始末による縁取り縫製がなされている。オーバーロック始末により、パッド20の縁のほつれが防止される。
【0022】
周縁部23における側面23aには、パッド20の厚み方向の略中心部分から内側に向かって窪んだ窪み部24が形成されている。窪み部24は、パッド20の縁取り縫製の際に形成されるものであり(後述する窪み部54に対応)、周縁部23のほぼ全周にわたって延在している。なお、オーバーロック始末済みのパッド20では、周縁部23は、窪み部24が視認できない程度に厚み方向に圧縮された状態となっている。
【0023】
次に、上述したパッド20の縫製方法について説明する。
【0024】
まず、本実施形態に係る縫製方法に用いる縫製装置について説明する。図4は、当該縫製方法に用いる縫製装置を示す斜視図である。同図に示すように、縫製装置30は、金属製の針板31上に設置されたオーバーロックミシン32と、窪み形成治具33とによって構成されている。
【0025】
オーバーロックミシン32は、駆動装置の主軸に連動して上下動する縫針、駆動装置の主軸に連動して揺動するルーパー、及び糸調子器などを備えて構成されている。オーバーロックミシン32は、糸調子器から縫針に通される縫糸と、糸調子器からルーパーに通される縫糸とにより、押え金34で押さえた素材を縫製する。
【0026】
窪み形成治具33は、針板31上に固定された軸ネジ41と、軸ネジ41に取付けられた円盤42とによって構成されている。軸ネジ41は、オーバーロックミシン32の押え金34の手前側に配置され、例えばネジ止めによって針板31の一縁部に固定されている。軸ネジ41の側面には、ネジ溝43が形成されている。
【0027】
円盤42は、例えばプラスチックからなる厚さ1.5mm程度の部材である。円盤42の中央には、軸ネジ41の外径とほぼ同径の開口が形成されている。また、円盤42の外周部42bには、その全周にわたって所定ピッチの凹凸が形成されている。凹部及び凸部のそれぞれは、緩やかな湾曲形状となっている。円盤42は、中央の開口に軸ネジ41を挿通した状態で、ベアリングなどによって軸ネジ41に対して回転自在に取付けられている。
【0028】
このような縫製装置30を用いたパッド20の縫製方法では、まず、シート状のパッド材(カップ用基材)50を用意する。パッド材50は、内層21及び表層22に対応する内層51及び表層52を有しており、パッド20の形状に対応して予め裁断されたものである。
【0029】
次に、パッド材50を針板31上に載置し、窪み形成治具33側に寄せる。そして、パッド材50における周縁部53の側面53aに、窪み形成治具33における円盤42の外周部42bを押し当て、当該側面53aにおいて、パッド材50の厚み方向の略中心部分を5mm程度内側に窪ませた窪み部54を形成する。窪み部24が形成されると、パッド材50の周縁部53の厚みは、数mm程度に薄くなる。
【0030】
窪み部24を形成した後、パッド材50の周縁部53において窪み部24に隣接する部分をオーバーロックミシン32の押え金34の下にセットする。そして、オーバーロックミシン32を駆動させ、図5に示すように、例えば手動でパッド材50の周縁部53を押え金34に向けて送る。
【0031】
このとき、上述したように、窪み形成治具33における円盤42の外周部42bには、所定ピッチの凹凸が形成されている。このため、パッド材50の側面53aに対し、円盤42の外周部42bがしっかりと噛合し、パッド材50の周縁部53の送りに伴って円盤42が回転する。
【0032】
したがって、パッド材50の送りと共に側面53aに窪み部54が順次形成され、厚さの薄くなったパッド材50の周縁部53が押え金34の下にスムーズに送られることとなり、窪み部24の形成に追従してオーバーロックミシン32によるパッド材50の周縁部53の二重縫いが実行される。パッド材50の下縁及び上縁のそれぞれについて、上述の手法で縁取り縫製を行うと、図2に示したように、周縁部23のオーバーロック始末がなされたパッド20が完成する。
【0033】
以上説明したように、この縫製方法では、パッド材50における周縁部53の側面53aにおいて予め窪み部24を形成することにより、縫製位置の直前で当該周縁部53の厚みを薄くすることができる。したがって、内層51の厚みが10mmを超えるような肉厚のパッド材50であっても、窪み部24の形成に後続する縁取り縫製においてパッド材50の反発力を十分に低減させることができ、周縁部53を形良くオーバーロック始末することが可能となる。このような手法では、パッド材50の形状ごとに周縁部53を圧縮する金型を設計する必要もなく、捨て縫いを行う手間も省けるので、完成品であるパッド20の変形や作業工程の複雑化を回避できる。
【0034】
また、縫製装置30の窪み形成治具33では、円盤42の外周部42bに所定ピッチの凹凸が設けられている。これにより、パッド材50の側面53aに円盤42がしっかりと噛合し、パッド材50の送りに伴って容易に窪み部54を形成することが可能となる。このことは、縁取り縫製の際におけるパッド材50の操作性の向上も実現する。
【0035】
この縫製方法を適用して作製されたパッド20、及びパッド20を備えたブラジャー1では、縁取り縫製にあたってのパッド材50の周縁部53への処理が簡易となっている結果、完成品であるパッド20の変形が十分に抑えられ、周縁部23の仕上がりが良好なものとなる。また、縫製方法の簡易化によるコスト低減も実現できる。
【0036】
本発明は、上記実施形態に限られるものではない。例えば上述した実施形態では、パッド20の内層21(パッド材50の内層51)の素材としてウレタン系発泡硬化樹脂を例示したが、不織布、ダブルラッセル、ダンボールニット等であってもよい。また、周縁部53の縫製は、オーバーロック始末を例示したが、例えばパイピング仕上げなどであってもよい。
【0037】
また、単体のパッドの周縁部の縫製に限られず、厚さの異なる2つのパッドの周縁部同士を縫着する場合にも適用可能である。例えばバスト造形を目的としてパッド上下の肉厚を調整する場合など、10mm以上の肉厚を有する下部パッドの周縁部と、下部パッドより薄い上部パッドの周縁部との縫着に有効である。
【0038】
また、上述した実施形態では、カップ用部材としてパッド20を例示しているが、この縫製方法は、カップにも適用可能である。図6は、本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたカップを備えてなるブラジャーの要部を示す図である。また、図7は、そのVII−VII線断面図である。
【0039】
図6及び図7に示すように、このブラジャー61のカップ62は、2つのカップ用基材63,64を互いに縫着することによって形成され、上下の肉厚が調整されることでバストの造形機能を有している。上カップ用基材63は、例えば10mm以上の肉厚を有しており、下カップ用基材64は、上カップ基材63よりも薄く、例えば5mm程度の肉厚を有している。
【0040】
上カップ用基材63の下縁部63aと下カップ用基材64の上縁部64aとは、突合せ縫製によってカップ62の中央で互いに連結されている。縫製ラインには、例えばバイアステープ65が織り込まれている。また、上カップ用基材63の上縁部63bは、縁から5mm程度の幅にわたって、オーバーロック始末による縁取り縫製がなされている。
【0041】
このようなカップ62についても、上述した縫製装置30を用いることにより、肉厚である上カップ基材63の下縁部63aの側面63cにおいて予め窪み部66を形成し、この窪み部66の形成に追従して縁取り縫製を行うことで、上下のカップ用基材63,64を形良く連結することができる。上カップ用基材63の上縁部63bのオーバーロック始末においても同様である。上下のカップ用基材の肉厚が反転するような場合にも同様の作用効果が得られる。
【図面の簡単な説明】
【0042】
【図1】本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたパッドを備えてなるブラジャーの一例を示す正面図である。
【図2】図1に示したブラジャーに装着されるパッドの斜視図である。
【図3】図2におけるIII−III線断面図である。
【図4】本発明に係るブラジャー用パッドの縫製装置の一実施形態を示す斜視図である。
【図5】図4に示した縫製装置を用いたパッド材の縫製方法を示す斜視図である。
【図6】本発明に係るカップ用基材の縫製方法の一実施形態を適用して製造されたカップを備えてなるブラジャーの要部を示す図である。
【図7】図6におけるVII−VII線断面図である。
【符号の説明】
【0043】
1,61…ブラジャー、10,62…カップ、20…パッド、32…オーバーロックミシン(縫製手段)、33…窪み形成治具、50…パッド材、53…周縁部、53a…側面、54,66…窪み部、63…上カップ用基材、63a…下縁部、63b…上縁部、63c…側面、64…下カップ用基材。
【特許請求の範囲】
【請求項1】
ブラジャーに用いられるカップ用基材の縫製方法であって、
前記カップ用基材における周縁部の側面において、前記カップ用基材の厚み方向の略中心部分を内側に窪ませることによって前記側面に窪み部を順次形成し、当該窪み部の形成に追従して前記周縁部を縁取り縫製することを特徴とするカップ用基材の縫製方法。
【請求項2】
ブラジャーに用いられるカップ用基材の縫製装置であって、
前記カップ用基材における周縁部の側面において、前記カップ用基材の厚み方向の略中心部分を内側に窪ませることによって、前記側面に窪み部を順次形成する窪み形成治具と、
前記窪み形成治具による前記窪み部の形成に追従して、前記周縁部を縁取り縫製する縫製手段とを備えたことを特徴とするカップ用基材の縫製装置。
【請求項3】
ブラジャーに用いられるカップ用部材であって、
カップ用基材の周縁部の側面において、厚み方向の略中心部分を内側に窪ませることによって前記側面に窪み部を順次形成し、当該窪み部の形成に追従して前記周縁部を縁取り縫製してなることを特徴とするカップ用部材。
【請求項4】
請求項3記載のカップ用部材をカップに装着してなることを特徴とするブラジャー。
【請求項1】
ブラジャーに用いられるカップ用基材の縫製方法であって、
前記カップ用基材における周縁部の側面において、前記カップ用基材の厚み方向の略中心部分を内側に窪ませることによって前記側面に窪み部を順次形成し、当該窪み部の形成に追従して前記周縁部を縁取り縫製することを特徴とするカップ用基材の縫製方法。
【請求項2】
ブラジャーに用いられるカップ用基材の縫製装置であって、
前記カップ用基材における周縁部の側面において、前記カップ用基材の厚み方向の略中心部分を内側に窪ませることによって、前記側面に窪み部を順次形成する窪み形成治具と、
前記窪み形成治具による前記窪み部の形成に追従して、前記周縁部を縁取り縫製する縫製手段とを備えたことを特徴とするカップ用基材の縫製装置。
【請求項3】
ブラジャーに用いられるカップ用部材であって、
カップ用基材の周縁部の側面において、厚み方向の略中心部分を内側に窪ませることによって前記側面に窪み部を順次形成し、当該窪み部の形成に追従して前記周縁部を縁取り縫製してなることを特徴とするカップ用部材。
【請求項4】
請求項3記載のカップ用部材をカップに装着してなることを特徴とするブラジャー。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−102783(P2009−102783A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2007−277934(P2007−277934)
【出願日】平成19年10月25日(2007.10.25)
【出願人】(306033379)株式会社ワコール (116)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成19年10月25日(2007.10.25)
【出願人】(306033379)株式会社ワコール (116)
【Fターム(参考)】
[ Back to top ]